
CFD Development of a Silica Membrane Reactor during HI Decomposition Reaction Coupling with CO2 Methanation at Sulfur–Iodine Cycle



 ,
, 
Abstract
:1. Introduction
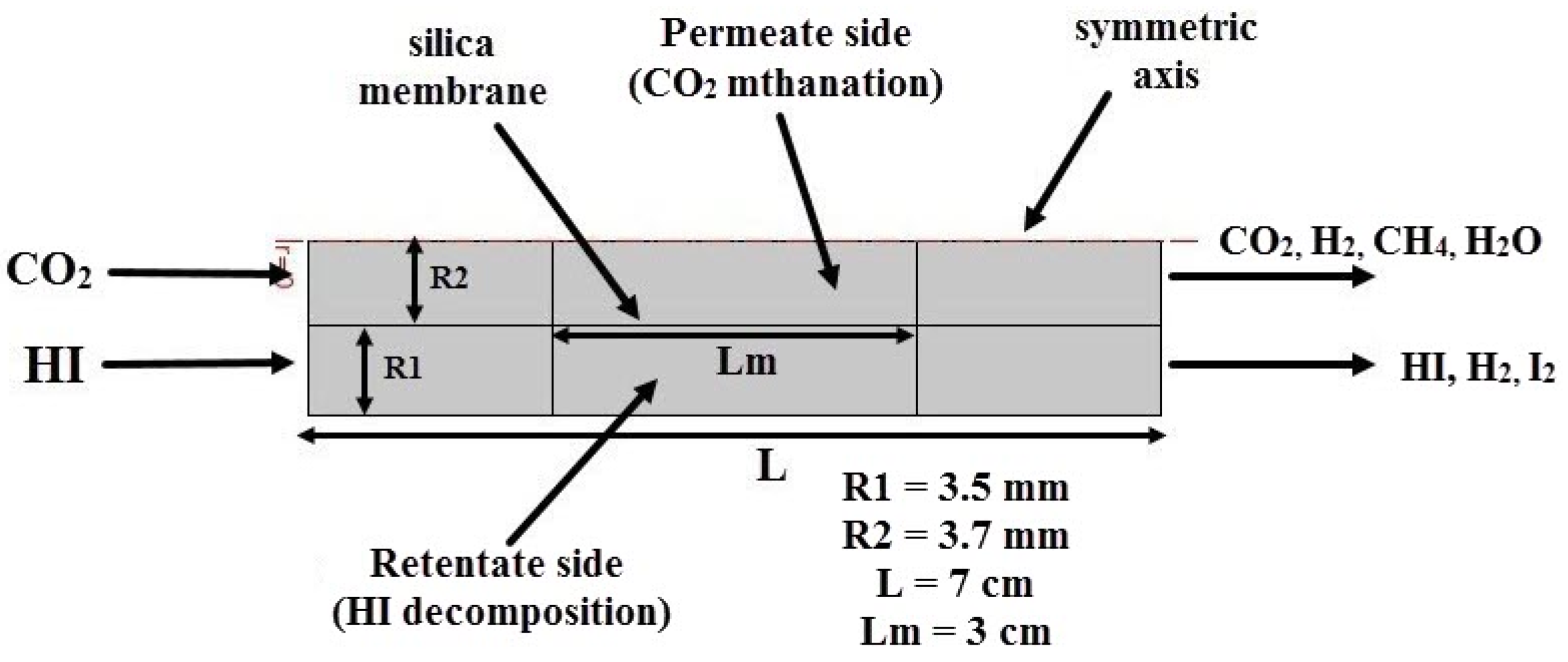
2. Model Development Using CFD Method
- -
- Isothermal and steady-state process.
- -
- Consistent membrane and catalytic performance without deactivation or concentration polarization.
- -
- Components with constant physical characteristics.
- -
- Both the retentate and permeate sides have a plug flow pattern.
- -
- In the reaction zone, a pseudo-homogeneous situation is considered.
- -
- At the gas/membrane contact, there is no mass transfer barrier.

2.1. Governing Equations
2.2. Boundary Conditions and Solving Method
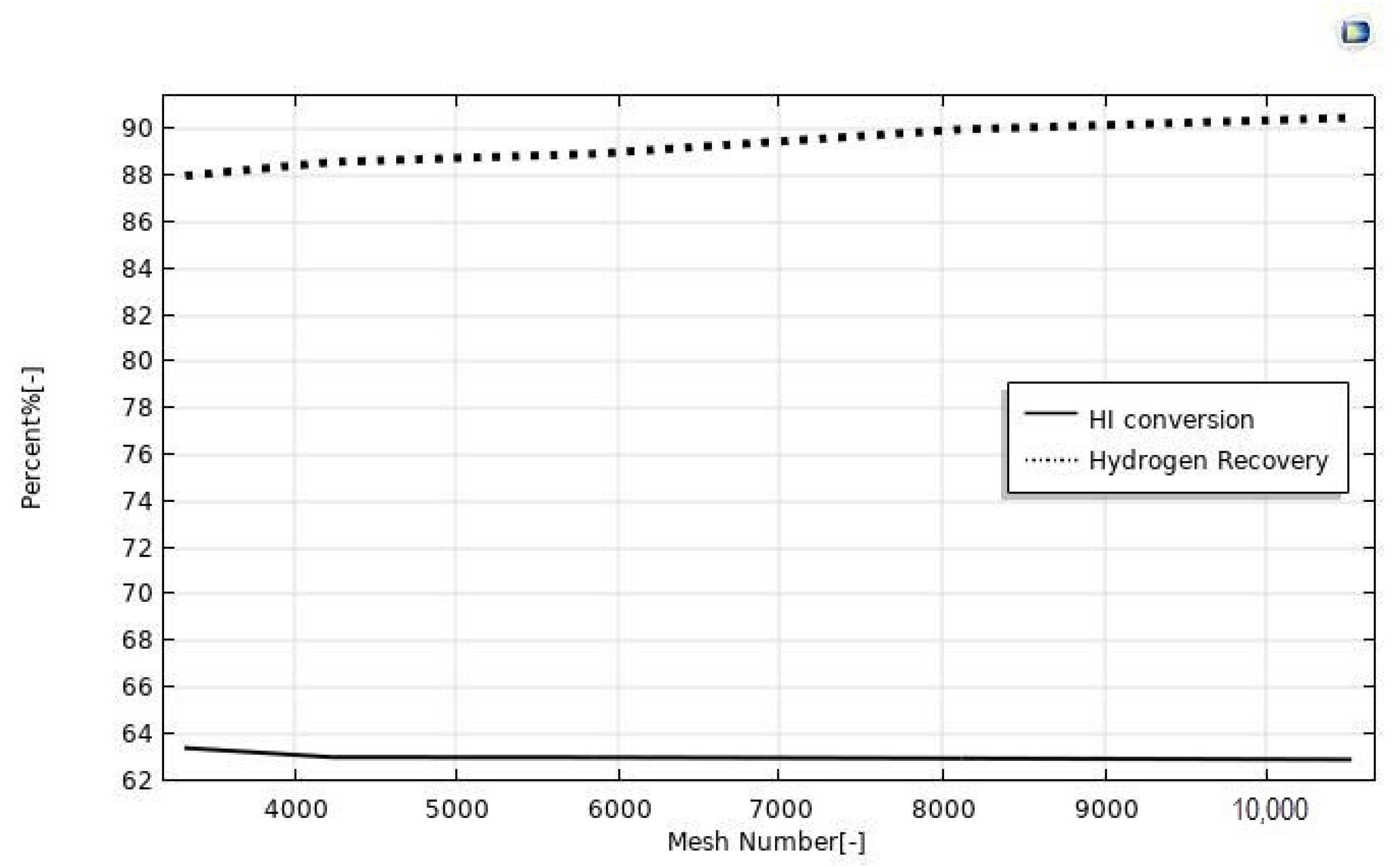
2.3. Mesh Independency
3. Results and Discussion
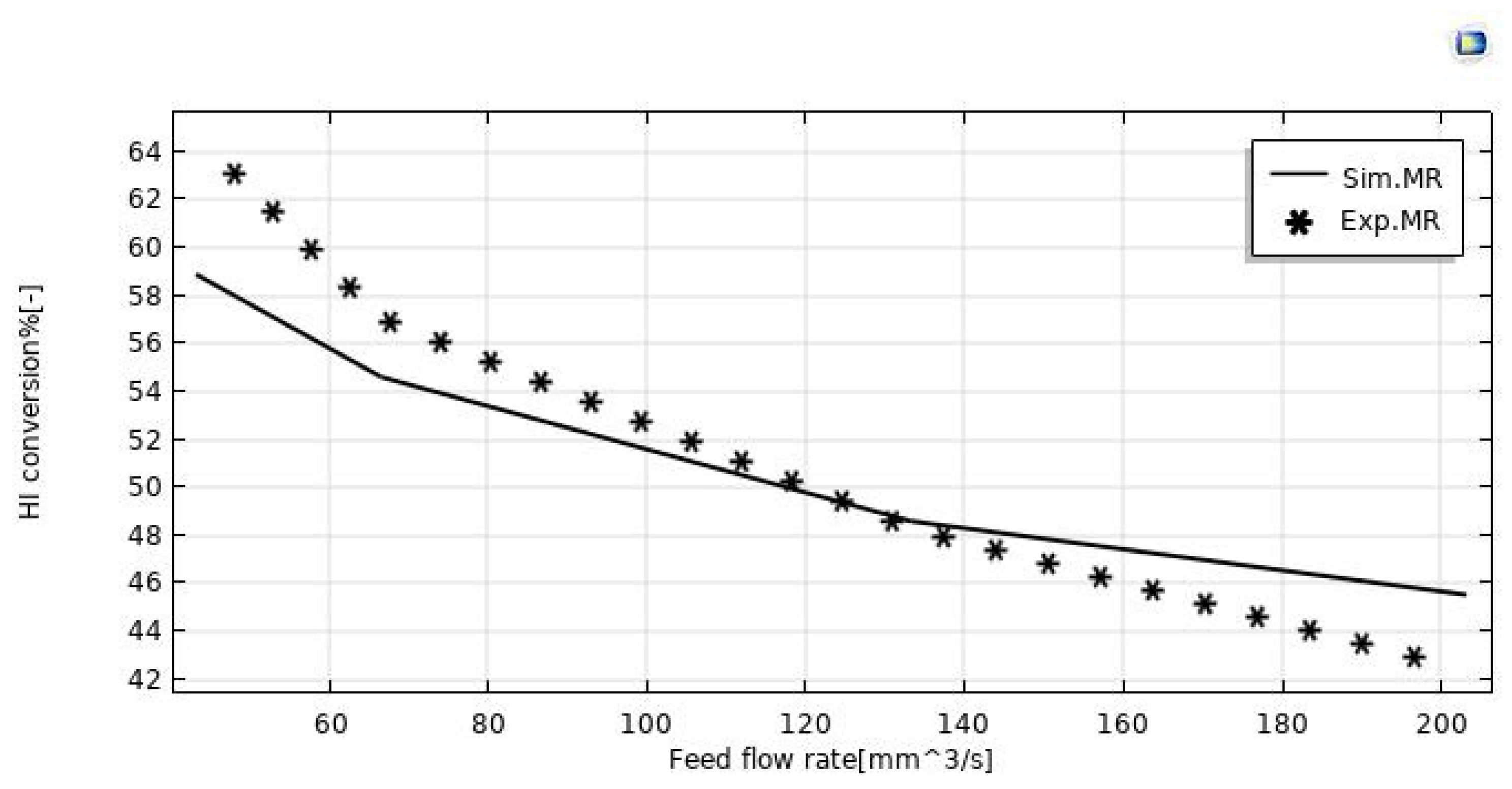
3.1. Model Validation
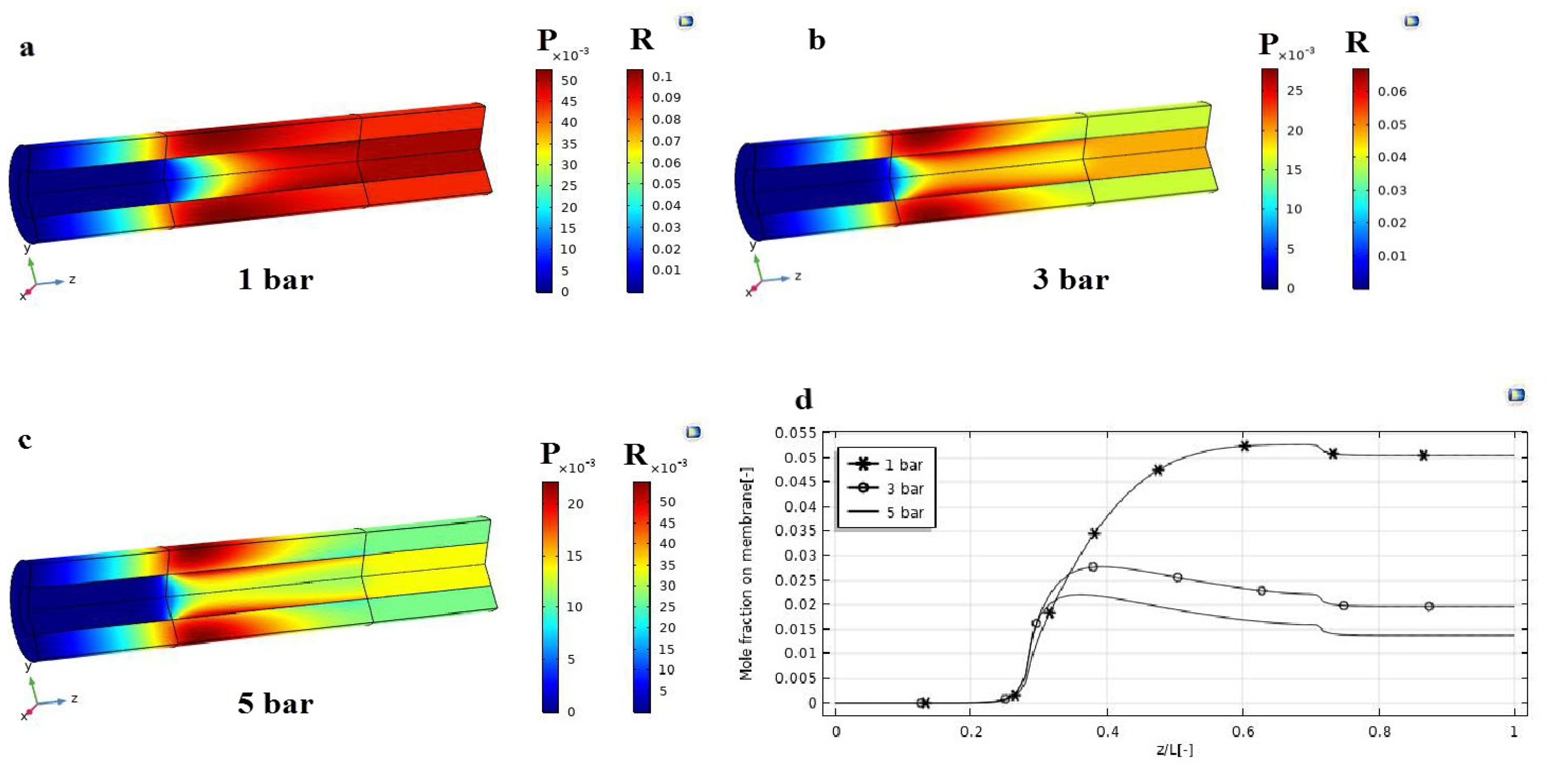
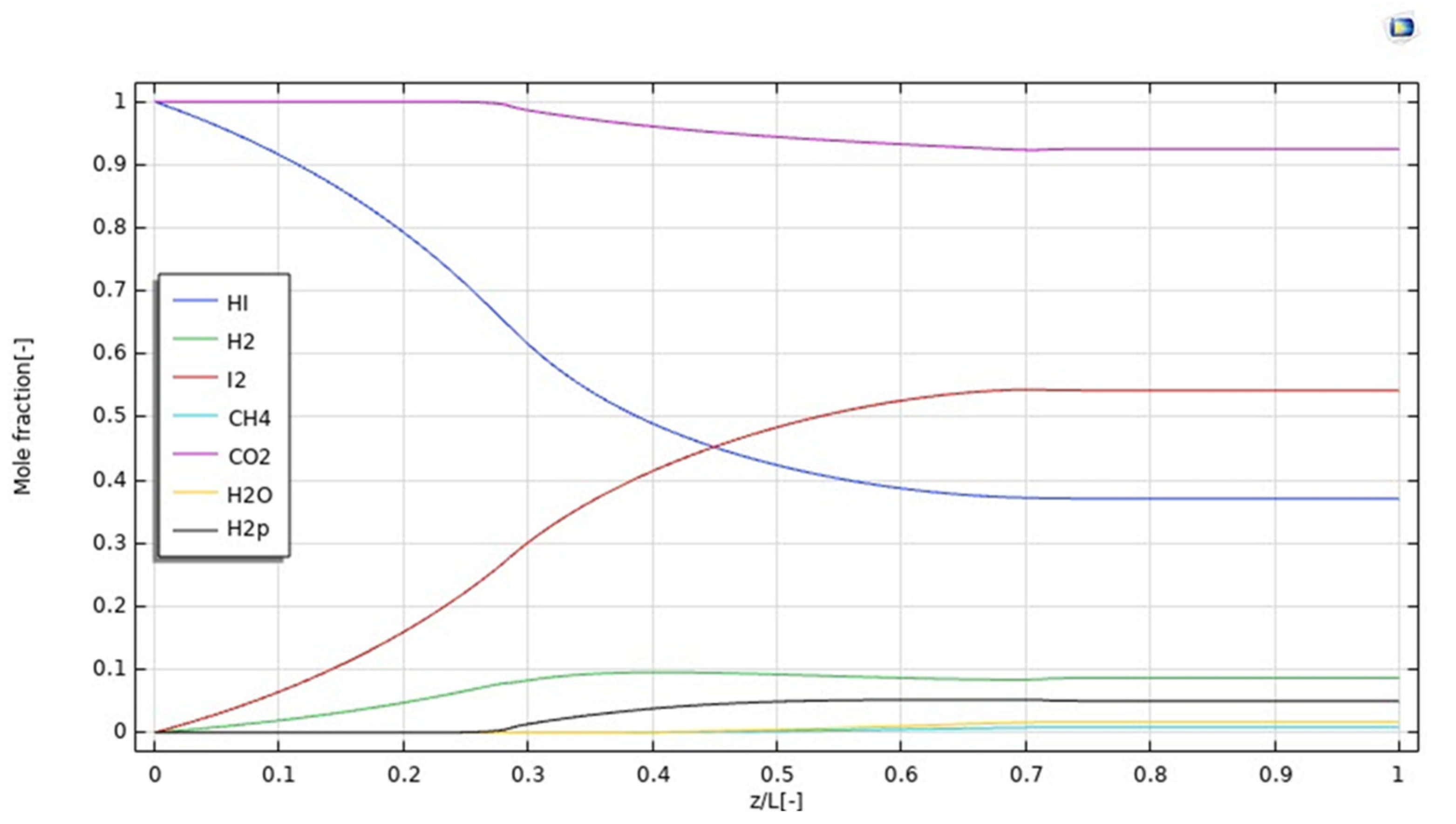
3.2. Influence of the Reaction Pressure on Component Distributions
3.3. Assessment of Operating Parameters Effects
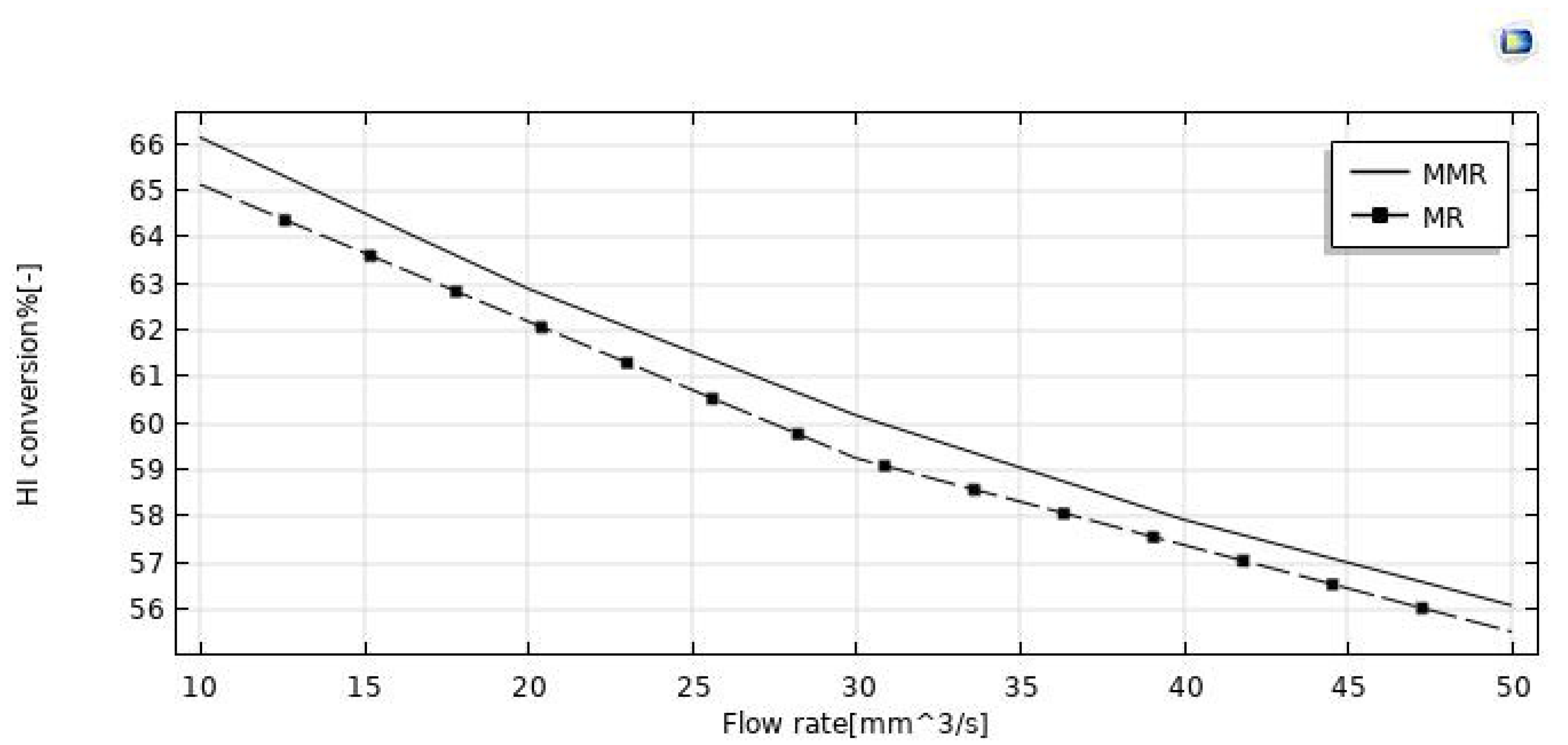
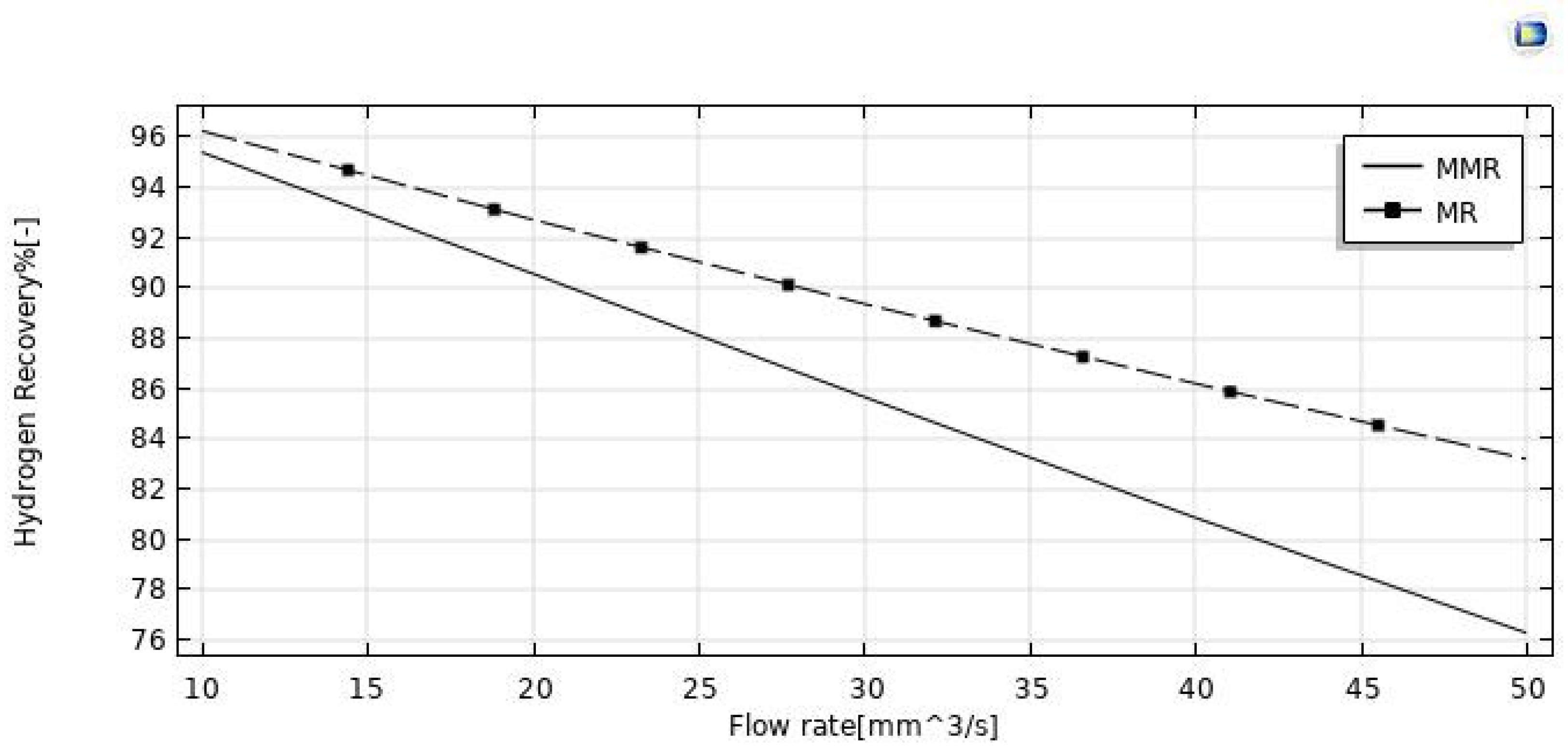
3.3.1. Effect of Feed Flow Rate
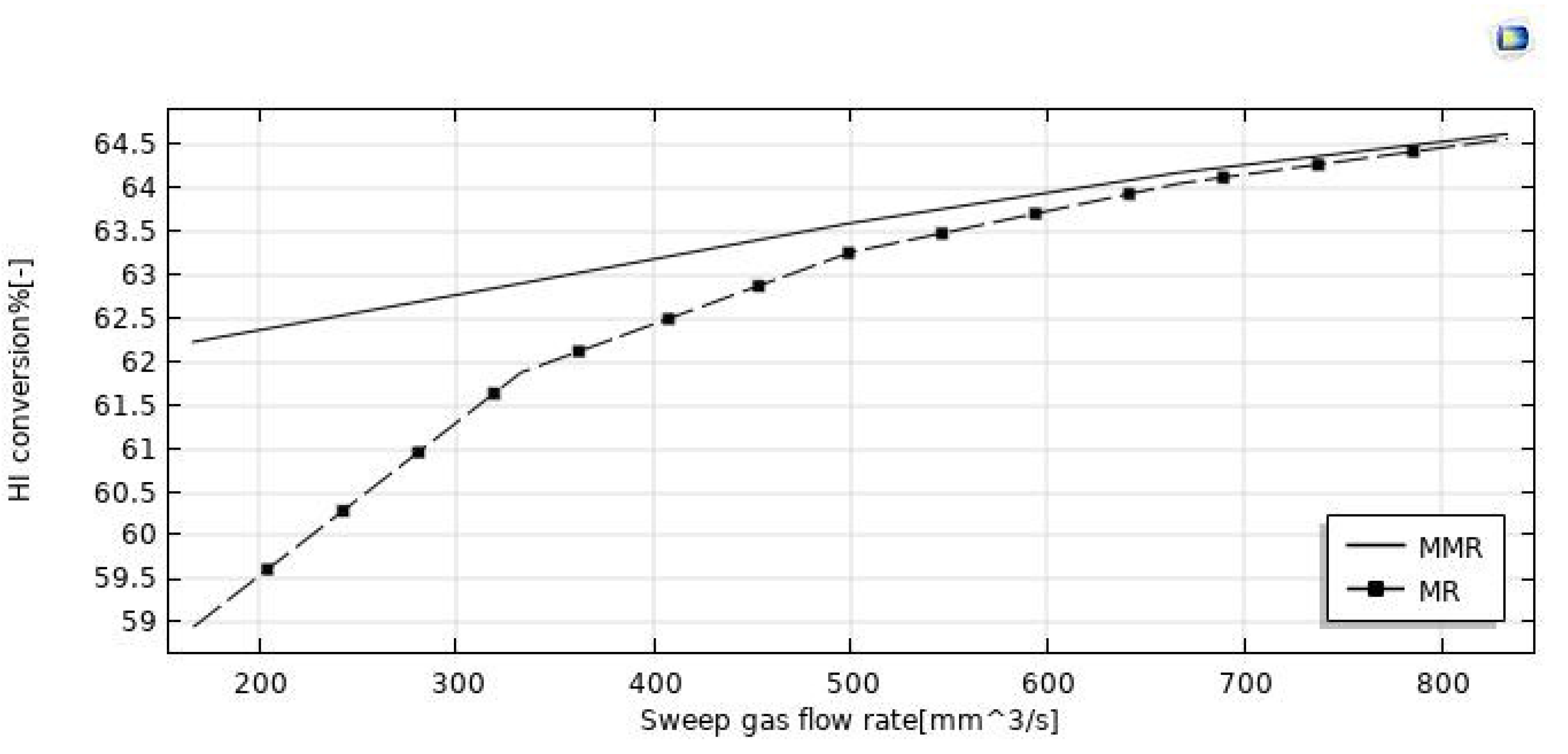
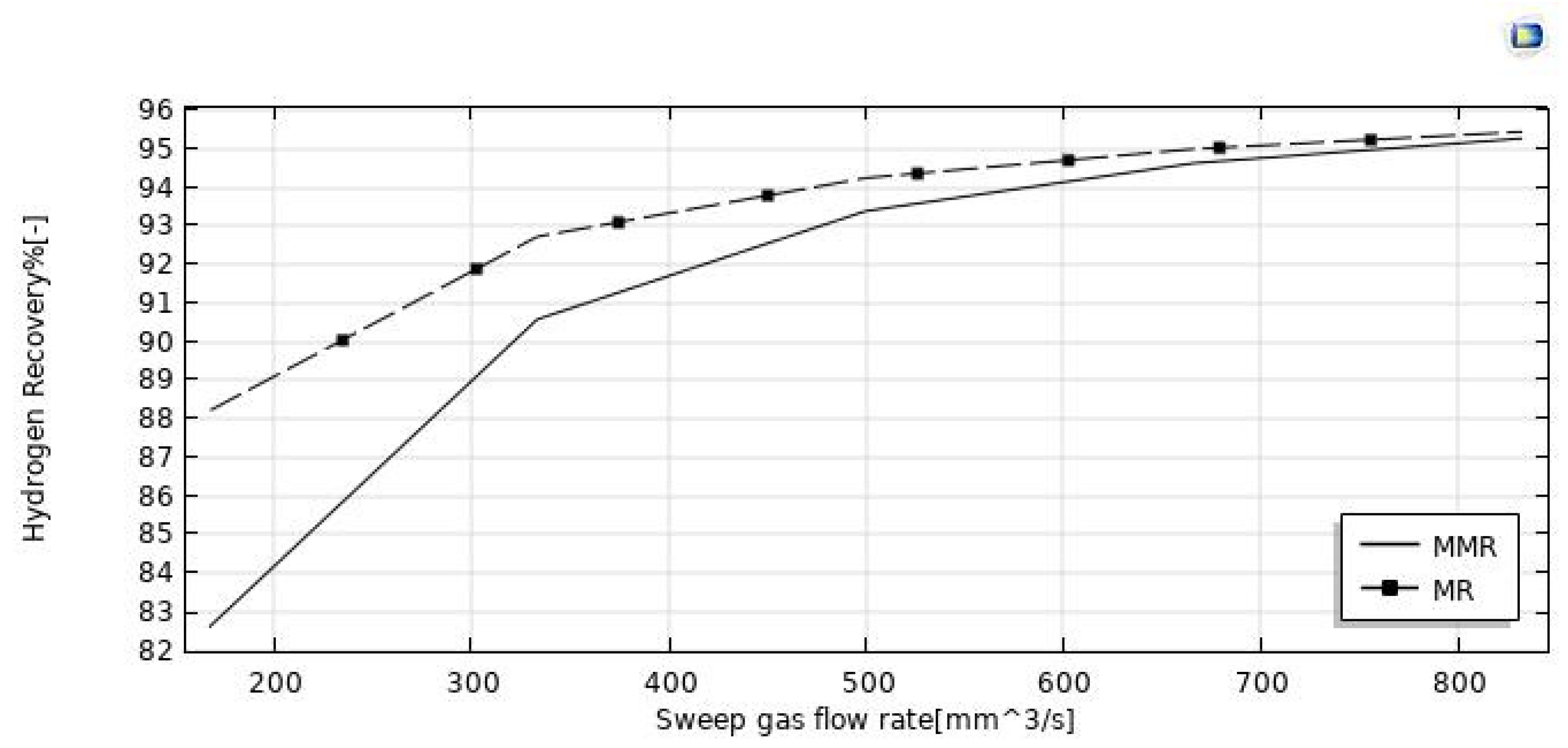
3.3.2. Effect of Sweep Gas Flow Rate
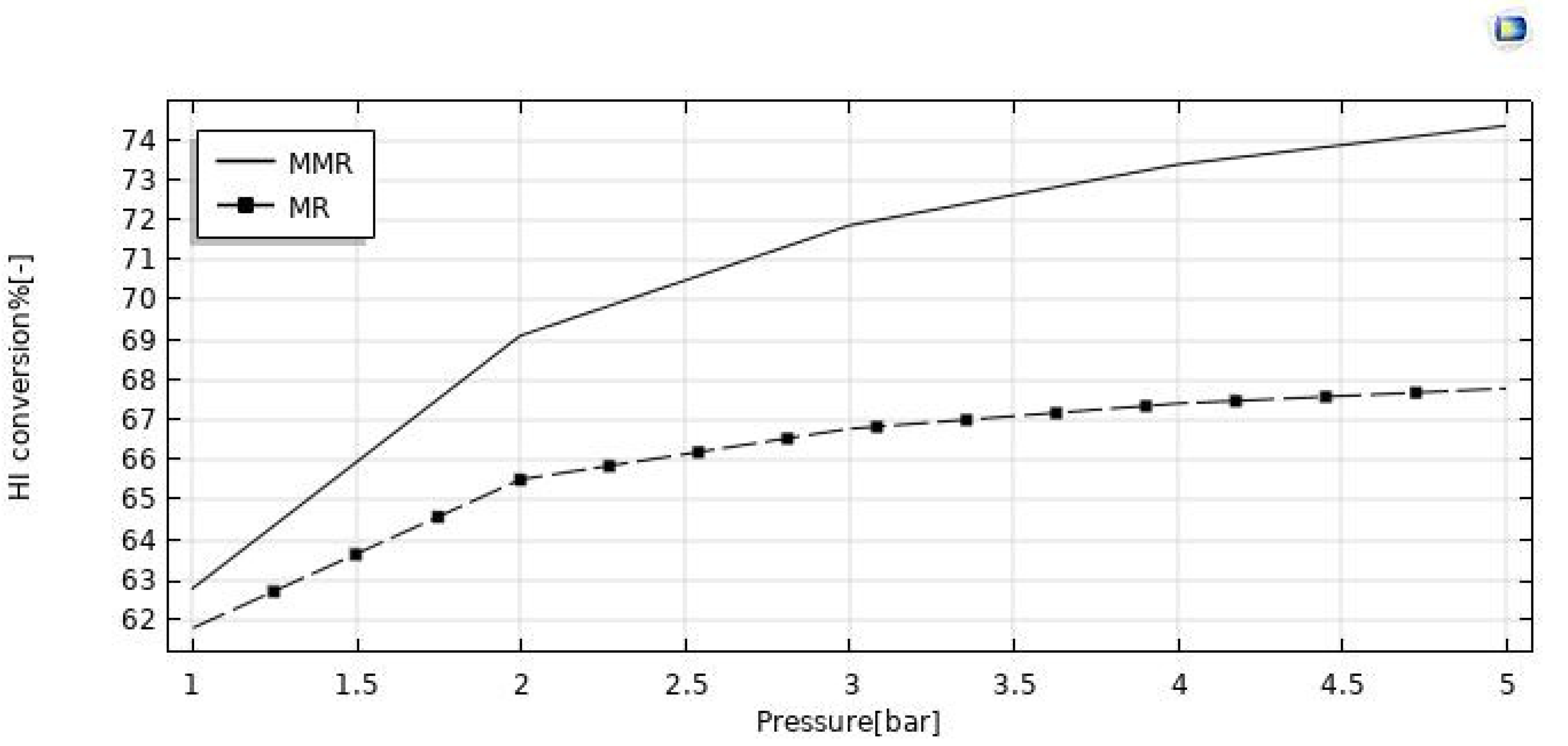
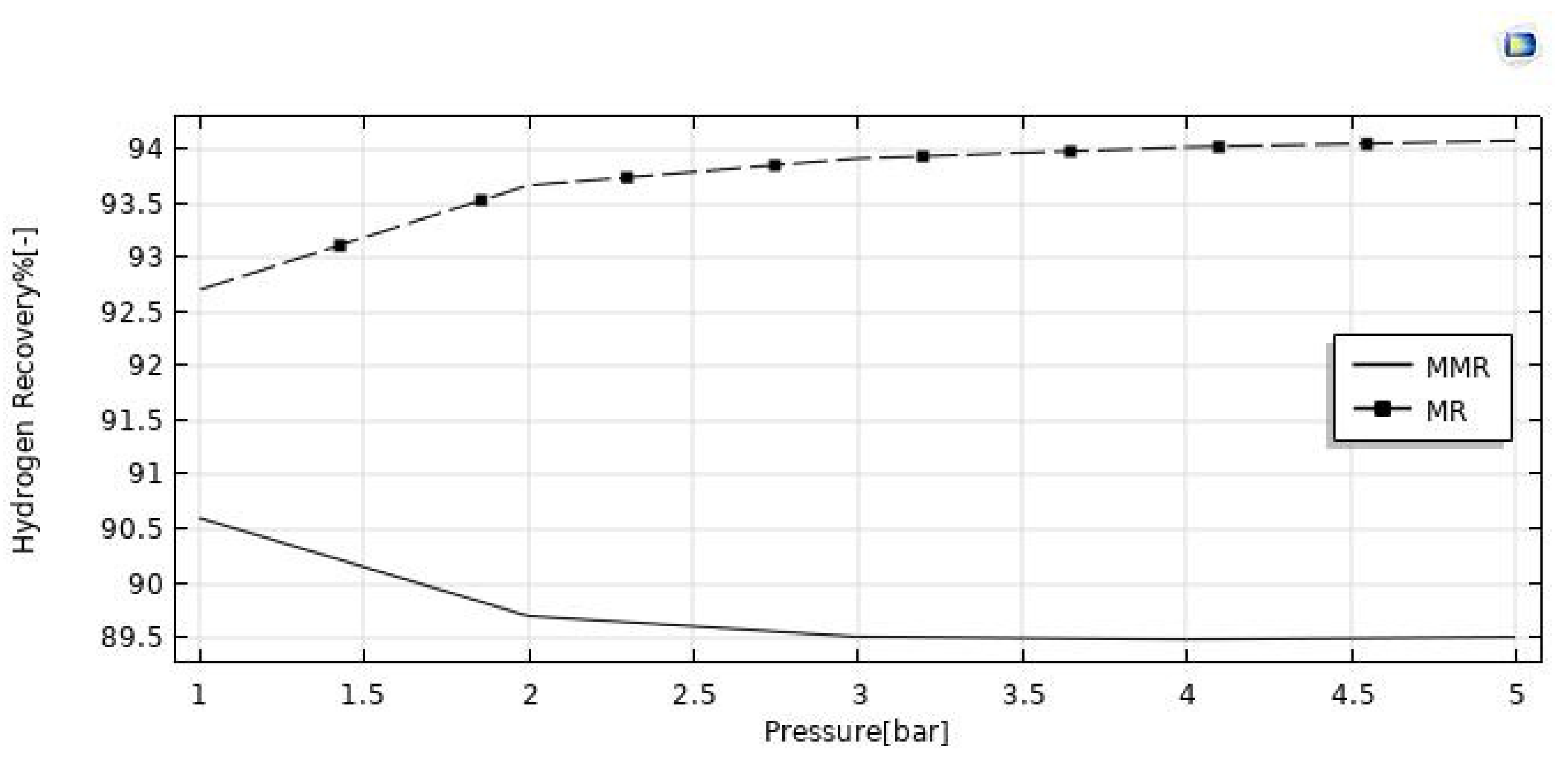
3.3.3. Effect of Reaction Pressure
3.3.4. Optimized Operating Conditions
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dincer, I.; Acar, C. Smart energy solutions with hydrogen options. Int. J. Hydrogen Energy 2018, 43, 8579–8599. [Google Scholar] [CrossRef]
- Raza, A.; Gholami, R.; Rezaee, R.; Rasouli, V.; Rabiei, M. Significant aspects of carbon capture and storage—A review. Petroleum 2019, 5, 335–340. [Google Scholar] [CrossRef]
- Paturzo, L.; Basile, A.; Iulianelli, A.; Jansen, J.C.; Gatto, I.; Passalacqua, E. High temperature proton exchange membrane fuel cell using a sulfonated membrane obtained via H2SO4 treatment of PEEK-WC. Catal. Today 2005, 104, 213–218. [Google Scholar] [CrossRef]
- Yu, Z.; Duan, Y.; Feng, X.; Yu, X.; Gao, M.; Yu, S. Clean and Affordable Hydrogen Fuel from Alkaline Water Splitting: Past, Recent Progress, and Future Prospects. Adv. Mater. 2021, 33, 2007100. [Google Scholar] [CrossRef] [PubMed]
- Juárez-Martínez, L.; Espinosa-Paredes, G.; Vázquez-Rodríguez, A.; Romero-Paredes, H. Energy optimization of a Sulfur–Iodine thermochemical nuclear hydrogen production cycle. Nucl. Eng. Technol. 2021, 53, 2066–2073. [Google Scholar] [CrossRef]
- Cerri, G.; Salvini, C.; Corgnale, C.; Giovannelli, A.; De Lorenzo, D.L.; Martinez, A.O.; Le Duigou, A.; Borgard, J.-M.; Mansilla, C. Sulfur–Iodine plant for large scale hydrogen production by nuclear power. Int. J. Hydrogen Energy 2010, 35, 4002–4014. [Google Scholar] [CrossRef]
- Liguori, S.; Iulianelli, A.; Dalena, F.; Piemonte, V.; Huang, Y.; Basile, A. Methanol steam reforming in an Al2O3 supported thin Pd-layer membrane reactor over Cu/ZnO/Al2O3 catalyst. Int. J. Hydrogen Energy 2014, 39, 18702–18710. [Google Scholar] [CrossRef]
- Liguori, S.; Kian, K.; Buggy, N.; Anzelmo, B.H.; Wilcox, J. Opportunities and challenges of low-carbon hydrogen via metallic membranes. Prog. Energy Combust. Sci. 2020, 80, 100851. [Google Scholar] [CrossRef]
- Dalena, F.; Senatore, A.; Basile, M.; Knani, S.; Basile, A.; Iulianelli, A. Advances on methanol production and utilization, with particular emphasis toward hydrogen generation via membrane reactor technology: A review. Membranes 2018, 8, 98. [Google Scholar] [CrossRef] [Green Version]
- Liguori, S.; Iulianelli, A.; Dalena, F.; Pinacci, P.; Drago, F.; Broglia, M.; Huang, Y.; Basile, A. Performance and Long-Term Stability of Pd/PSS and Pd/Al2O3 Membranes for Hydrogen Separation. Membranes 2014, 4, 143–162. [Google Scholar] [CrossRef]
- Ghasemzadeh, K.; Morrone, P.; Iulianelli, A.; Liguori, S.; Babaluo, A.; Basile, A. H2 production in silica membrane reactor via methanol steam reforming: Modeling and HAZOP analysis. Int. J. Hydrogen Energy 2013, 38, 10315–10326. [Google Scholar] [CrossRef]
- Nailwal, B.C.; Goswami, N.; Lenka, R.K.; Singha, A.K.; Fani, H.Z.; Rao, A.S.; Kar, S. Multi-tube tantalum membrane reactor for HI processing section of IS thermochemical process. Int. J. Hydrogen Energy 2020, 45, 24341–24354. [Google Scholar] [CrossRef]
- Iulianelli, A.; Longo, T.; Liguori, S.; Basile, A. Production of hydrogen via glycerol steam reforming in a Pd-Ag membrane reactor over Co-Al2O3 catalyst. Asia-Pac. J. Chem. Eng. 2010, 5, 138–145. [Google Scholar] [CrossRef]
- Myagmarjav, O.; Tanaka, N.; Nomura, M.; Kubo, S. Hydrogen production tests by hydrogen iodide decomposition membrane reactor equipped with silica-based ceramics membrane. Int. J. Hydrogen Energy 2017, 42, 29091–29100. [Google Scholar] [CrossRef]
- Niculescu, V.-C. Mesoporous silica nanoparticles for bio-applications. Front. Mater. 2020, 7, 36. [Google Scholar] [CrossRef] [Green Version]
- Nwogu, N.C.; Anyanwu, E.E.; Gobina, E. An initial investigation of a nano-composite silica ceramic membrane for hydrogen gas separation and purification. Int. J. Hydrogen Energy 2016, 41, 8228–8235. [Google Scholar] [CrossRef] [Green Version]
- Amanipour, M.; Safekordi, A.; Babakhani, E.G.; Zamaniyan, A.; Heidari, M. Effect of synthesis conditions on performance of a hydrogen selective nano-composite ceramic membrane. Int. J. Hydrogen Energy 2012, 37, 15359–15366. [Google Scholar] [CrossRef]
- Lee, B.; Lee, H.; Kim, S.; Cho, H.-S.; Cho, W.-C.; Jeon, B.-H.; Kim, C.-H.; Lim, H. Quantification of economic uncertainty for synthetic natural gas production in a H2O permeable membrane reactor as simultaneous power-to-gas and CO2 utilization technologies. Energy 2019, 182, 1058–1068. [Google Scholar] [CrossRef]
- Bian, Z.; Xia, H.; Zhong, W.; Jiang, B.; Yu, Y.; Wang, Z.; Yu, K. CFD simulation on hydrogen-membrane reactor inte-grating cyclohexane dehydrogenation and CO2 methanation reactions: A conceptual study. Energy Convers. Manag. 2021, 235, 113989. [Google Scholar] [CrossRef]
- Raman, R.K.; Dewang, Y.; Raghuwanshi, J. A review on applications of computational fluid dynamics. Int. J. LNCT 2018, 2, 2456–9895. [Google Scholar]
- Ghahremani, M.; Ghasemzadeh, K.; Jalilnejad, E.; Iulianelli, A. A Theoretical Analysis on a Multi-Bed Pervaporation Membrane Reactor during Levulinic Acid Esterification Using the Computational Fluid Dynamic Method. Membranes 2021, 11, 635. [Google Scholar] [CrossRef] [PubMed]
- Ghahremani, M.; Ghasemzadeh, K.; Jalilnejad, E.; Basile, A.; Iulianelli, A. Vapor phase esterification of acetic acid with ethanol in a CHA zeolite membrane reactor: A CFD analysis. Chem. Eng. Sci. 2021, 236, 116536. [Google Scholar] [CrossRef]
- Ghasemzadeh, K.; Ghahremani, M.; Amiri, T.Y.; Basile, A.; Iulianelli, A. Hydrogen production by silica membrane reactor during dehydrogenation of methylcyclohexane: CFD analysis. Int. J. Hydrogen Energy 2020, 46, 19768–19777. [Google Scholar] [CrossRef]
- Ghasemzadeh, K.; Harasi, J.; Amiri, T.; Basile, A.; Iulianelli, A. Methanol steam reforming for hydrogen generation: A comparative modeling study between silica and Pd-based membrane reactors by CFD method. Fuel Process. Technol. 2020, 199, 106273. [Google Scholar] [CrossRef]
- Jabbari, B.; Jalilnejad, E.; Ghasemzadeh, K.; Iulianelli, A. Modeling and optimization of a membrane gas separation based bioreactor plant for biohydrogen production by CFD–RSM combined method. J. Water Process Eng. 2021, 43, 102288. [Google Scholar] [CrossRef]
- Nguyen, T.D.; Gho, Y.K.; Cho, W.C.; Kang, K.S.; Jeong, S.U.; Kim, C.H.; Bae, K.K. Kinetics and modeling of hydrogen iodide decomposition for a bench-scale sulfur–iodine cycle. Appl. Energy 2014, 115, 531–539. [Google Scholar] [CrossRef]
- Shin, Y.; Lee, T.; Lee, K.; Kim, M. Modeling and simulation of HI and H2SO4 thermal decomposers for a 50 NL/h sul-fur-iodine hydrogen production test facility. Appl. Energy 2016, 173, 460–469. [Google Scholar] [CrossRef]
- Goswami, N.; Singh, K.; Kar, S.; Bindal, R. Numerical simulations of HI decomposition in coated wall membrane reactor and comparison with packed bed configuration. Appl. Math. Model. 2016, 40, 9001–9016. [Google Scholar] [CrossRef]
- Tandon, P.; Jain, M. Modeling and simulation of non-isothermal packed-bed membrane reactor for decomposition of hydrogen iodide. Environ. Technol. Innov. 2020, 20, 101162. [Google Scholar] [CrossRef]
- Buddenberg, J.W.; Wilke, C.R. Calculation of Gas Mixture Viscosities. Ind. Eng. Chem. 1949, 41, 1345. [Google Scholar] [CrossRef]
- Sosnowski, M.; Krzywanski, J.; Scurek, R. A Fuzzy Logic Approach for the Reduction of Mesh Induced Error in CFD Analysis: A Case Study of an Impinging Jet. Entropy 2019, 21, 1047. [Google Scholar] [CrossRef] [Green Version]
- Krzywanski, J.; Sztekler, K.; Szubel, M.; Siwek, T.; Nowak, W.; Mika, L. A Comprehensive Three-Dimensional Analysis of a Large-Scale Multi-Fuel CFB Boiler Burning Coal and Syngas. Part 1. The CFD Model of a Large-Scale Multi-Fuel CFB Combustion. Entropy 2020, 22, 964. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position | Retentate Side | Permeate Side |
|---|---|---|
| Z = 0 | inflow | Inflow |
| Z = L | outflow | Outflow |
| r = R1 | flux | Flux |
| r = R2 |
| Operating Parameters | Pressure | Feed Flow Rate | Sweep Factor |
|---|---|---|---|
| Temperature (°C) | 400 | 400 | 400 |
| Pressure (bar) | 1–5 | 1 | 1 |
| Feed flow rate (mm3/s) | 20 | 10–50 | 20 |
| Sweep gas flow rate (mm3/s) | 333.33 | 6.22 | 166.6–833.3 |
| MMR | MR | ||||||
|---|---|---|---|---|---|---|---|
| Operating Parameters | HI Conversion [%] | H2 Recovery [%] | Operating Parameters | HI Conversion [%] | H2 Recovery [%] | ||
| Temperature (°C) | 400 | 66 | 95.5 | Temperature (°C) | 400 | 65 | 93.6 |
| Pressure (bar) | 1 | Pressure (bar) | 2 | ||||
| Feed flow rate (mm3/s) | 10 | Feed flow rate (mm3/s) | 20 | ||||
| Sweep gas flow rate (mm3/s) | 333 | Sweep gas flow rate (mm3/s) | 333 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alinejad, M.M.; Ghasemzadeh, K.; Iulianelli, A.; Liguori, S.; Ghahremani, M. CFD Development of a Silica Membrane Reactor during HI Decomposition Reaction Coupling with CO2 Methanation at Sulfur–Iodine Cycle. Nanomaterials 2022, 12, 824. https://doi.org/10.3390/nano12050824
Alinejad MM, Ghasemzadeh K, Iulianelli A, Liguori S, Ghahremani M. CFD Development of a Silica Membrane Reactor during HI Decomposition Reaction Coupling with CO2 Methanation at Sulfur–Iodine Cycle. Nanomaterials. 2022; 12(5):824. https://doi.org/10.3390/nano12050824
Chicago/Turabian StyleAlinejad, Milad Mohammad, Kamran Ghasemzadeh, Adolfo Iulianelli, Simona Liguori, and Milad Ghahremani. 2022. "CFD Development of a Silica Membrane Reactor during HI Decomposition Reaction Coupling with CO2 Methanation at Sulfur–Iodine Cycle" Nanomaterials 12, no. 5: 824. https://doi.org/10.3390/nano12050824
APA StyleAlinejad, M. M., Ghasemzadeh, K., Iulianelli, A., Liguori, S., & Ghahremani, M. (2022). CFD Development of a Silica Membrane Reactor during HI Decomposition Reaction Coupling with CO2 Methanation at Sulfur–Iodine Cycle. Nanomaterials, 12(5), 824. https://doi.org/10.3390/nano12050824