
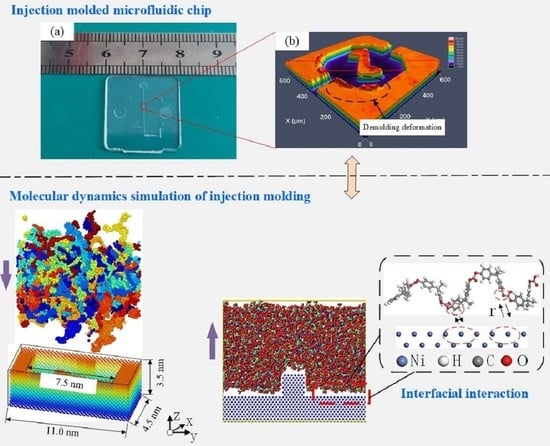
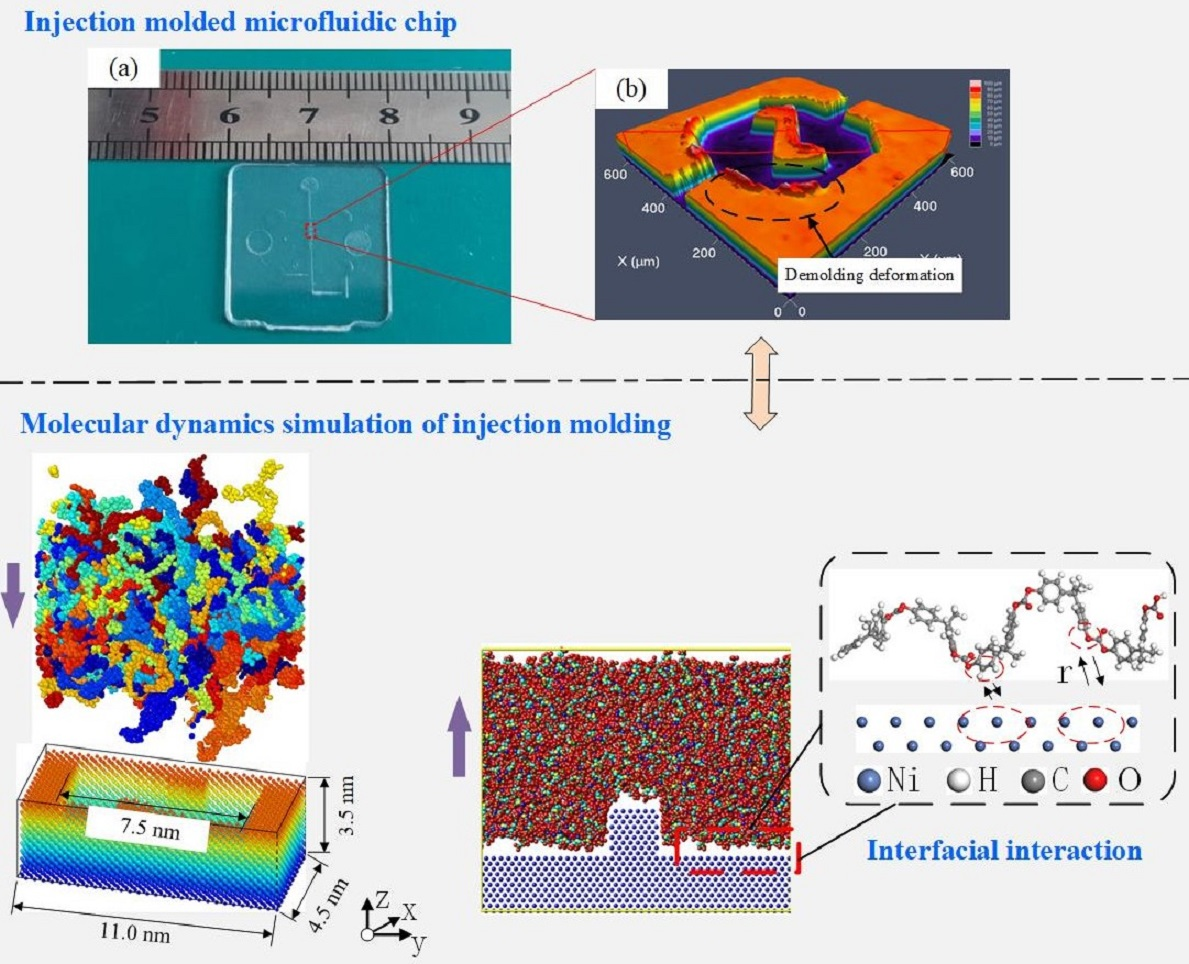
Effect of Interfacial Interaction on the Demolding Deformation of Injection Molded Microfluidic Chips



Abstract
1. Introduction
2. Experiments
2.1. Fabrication of Mold Insert
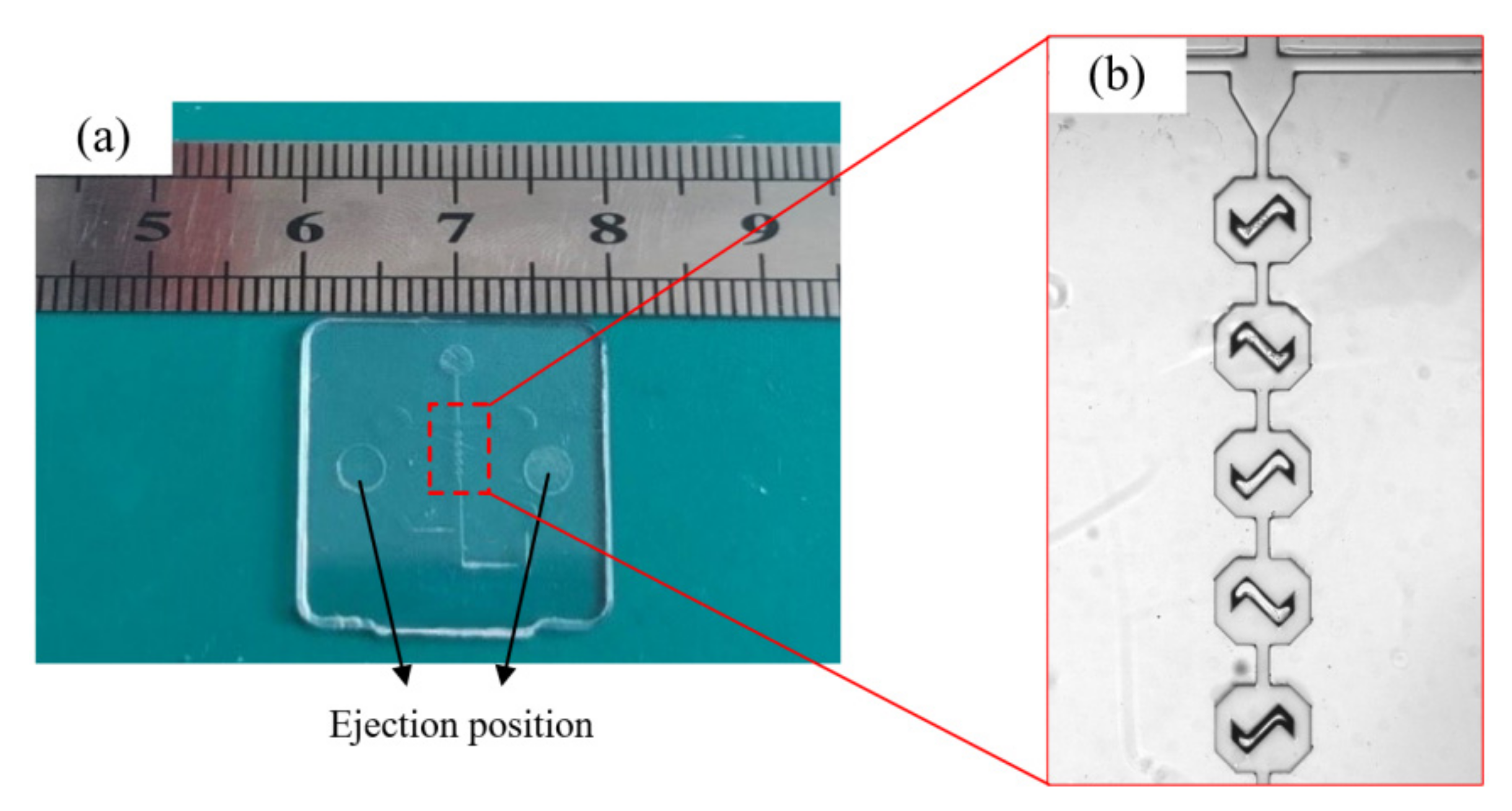
2.2. Injection Molding
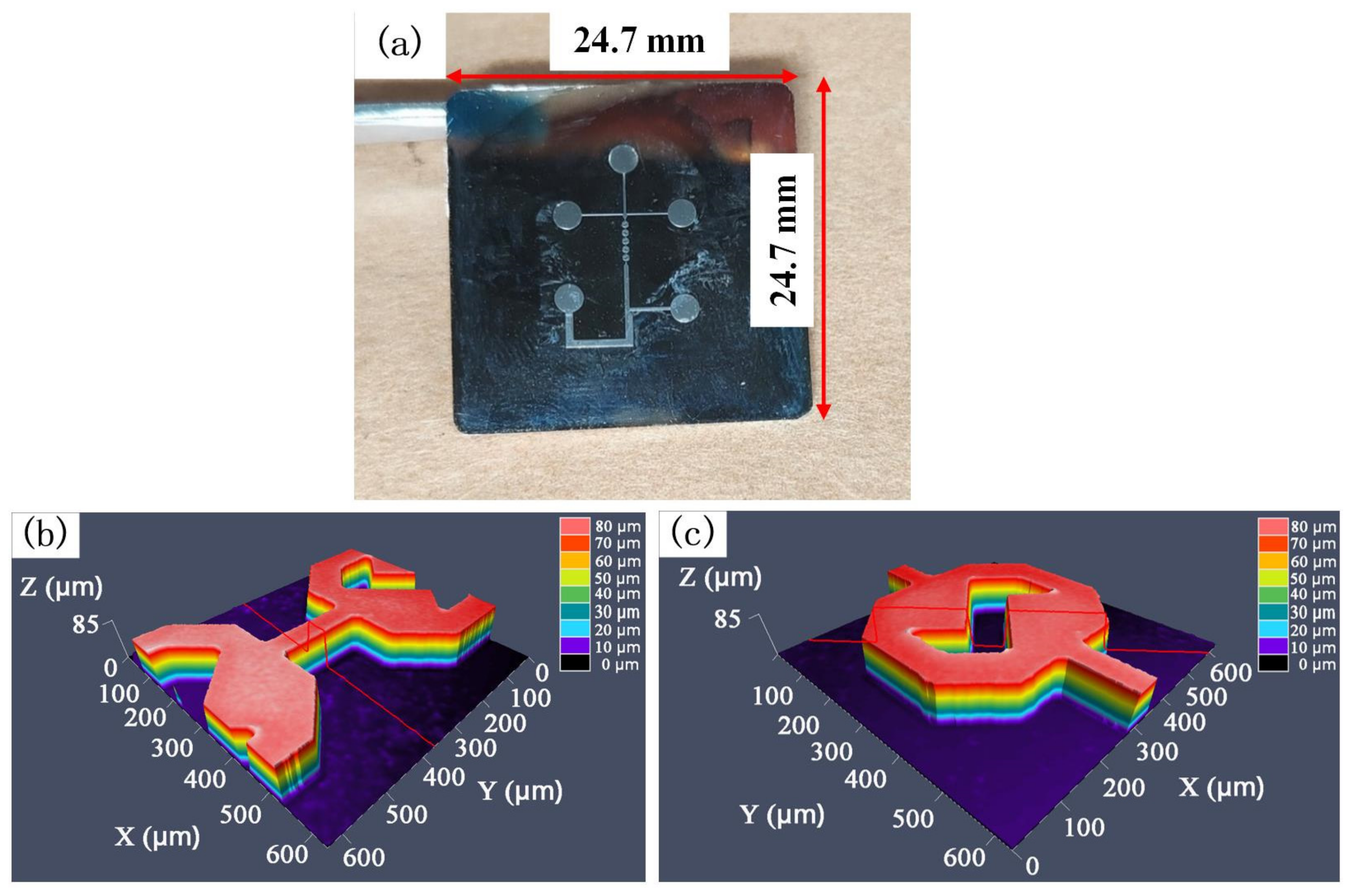
2.3. Structure Characterization
3. MD Simulation
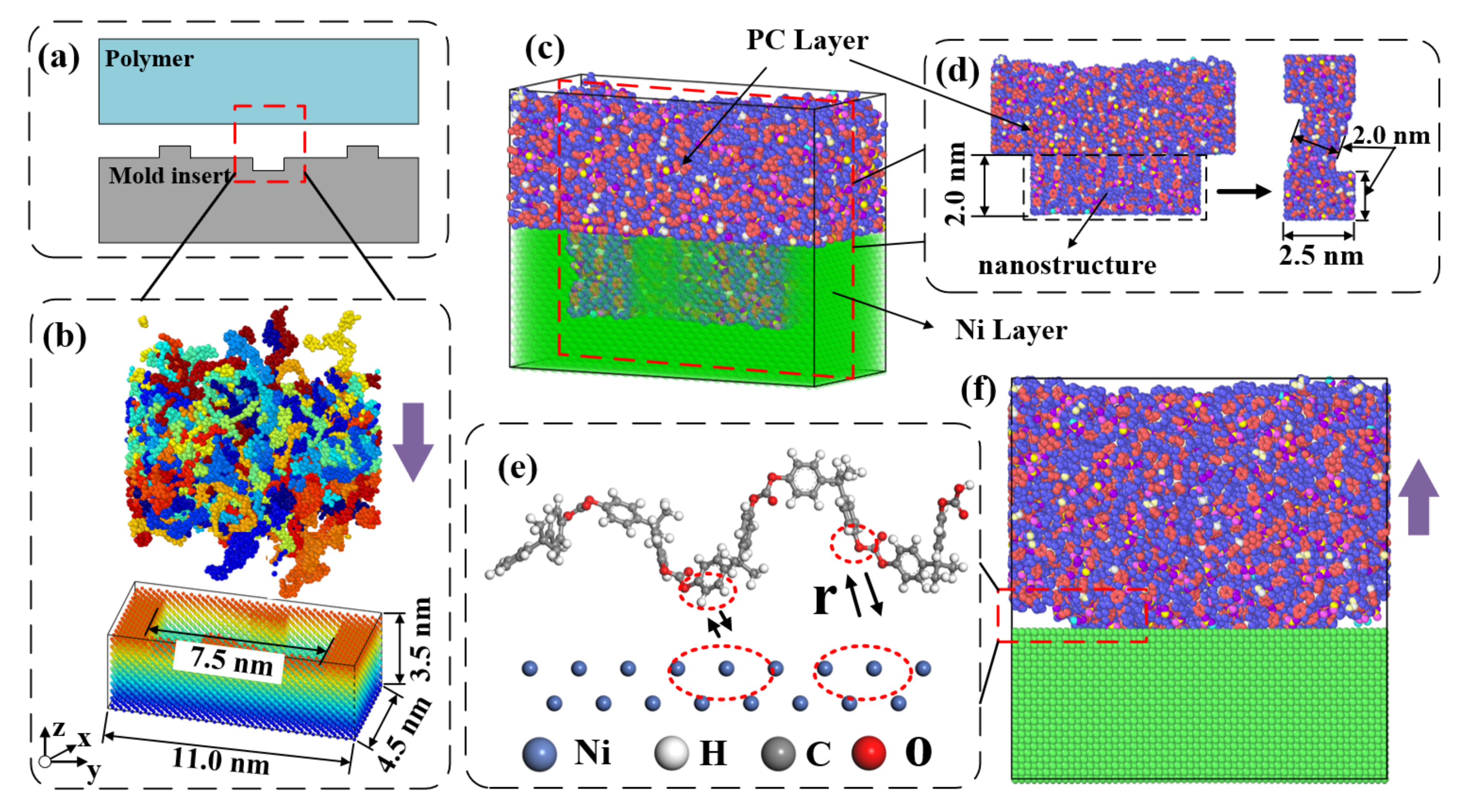
3.1. Model Construction
3.2. Force Field and Simulation Procedure
4. Results and Discussion
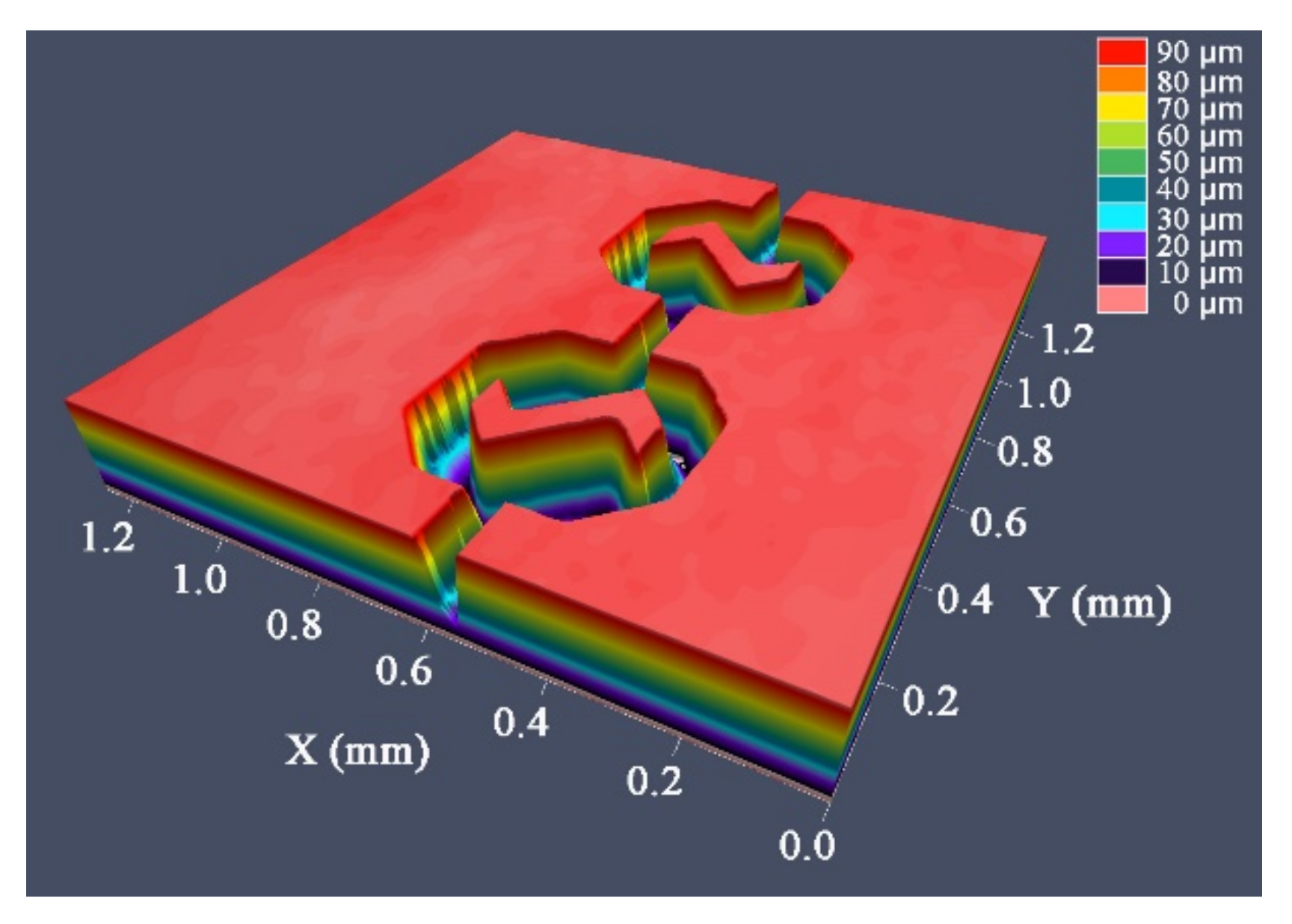
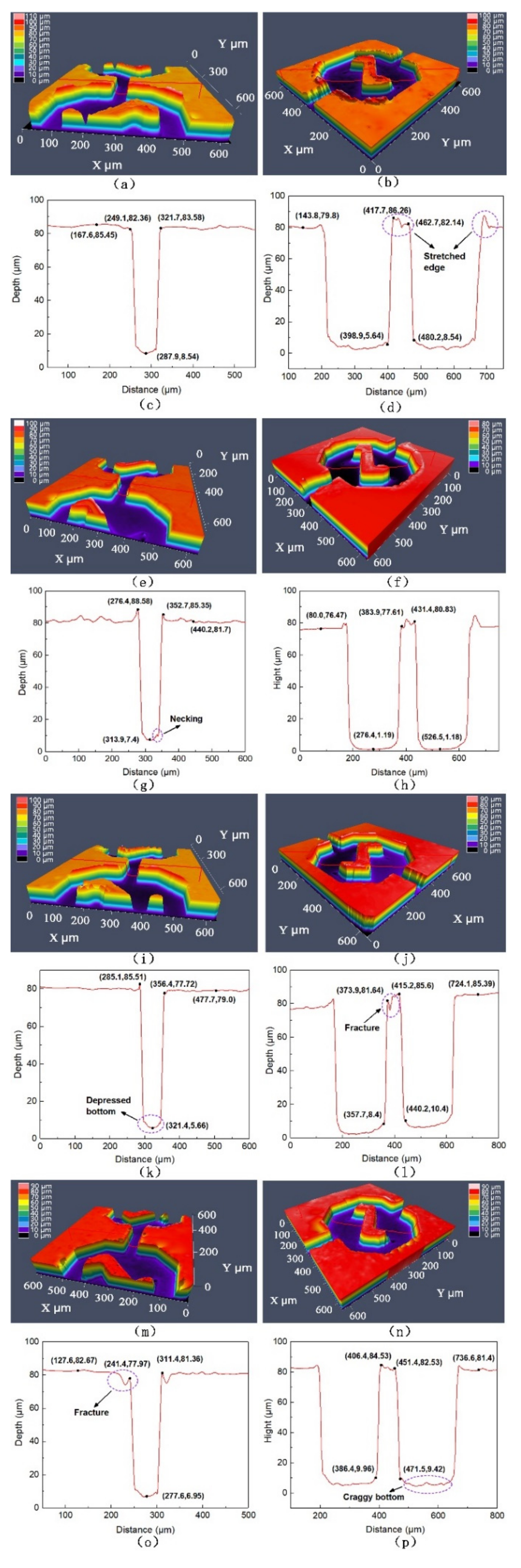
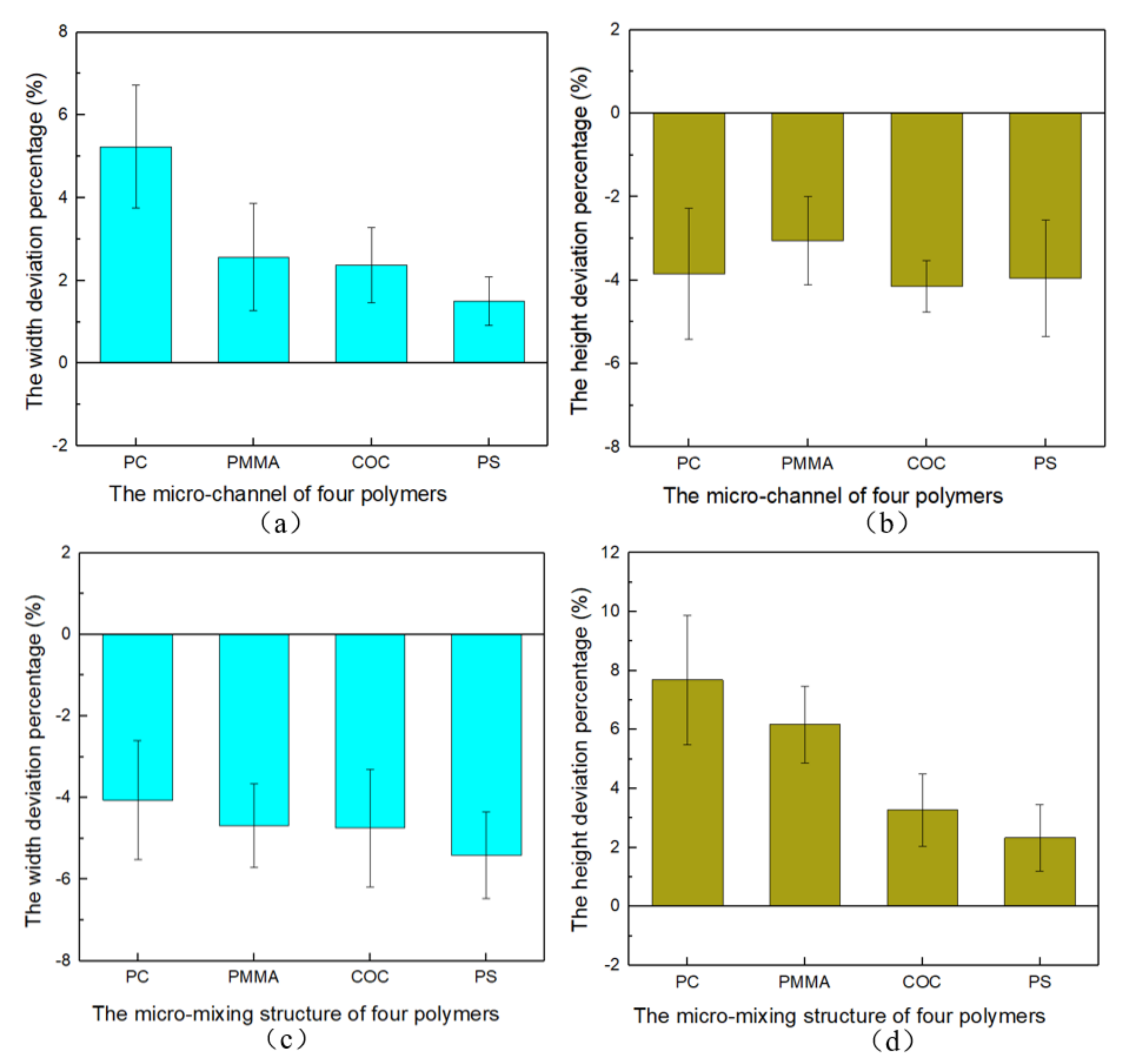
4.1. Demolding Process
4.2. Adhesion Work
4.3. Demolding Resistance
4.4. Potential Energy
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ou, X.; Chen, P.; Huang, X.; Li, S.; Liu, B.F. Microfluidic chip electrophoresis for biochemical analysis. J. Sep. Sci. 2020, 43, 258–270. [Google Scholar] [CrossRef] [PubMed]
- Bargahi, N.; Ghasemali, S.; Jahandar-Lashaki, S.; Nazari, A. Recent advances for cancer detection and treatment by microfluidic technology, review and update. Biol. Proced. Online 2022, 24, 5. [Google Scholar] [CrossRef] [PubMed]
- Mishra, N.; Dhwaj, A.; Verma, D.; Prabhakar, A. Cost-effective microabsorbance detection based nanoparticle immobilized microfluidic system for potential investigation of diverse chemical contaminants present in drinking water. Anal. Chim. Acta 2022, 1205, 339734. [Google Scholar] [CrossRef]
- Maghsoudi, K.; Jafari, R.; Momen, G.; Farzaneh, M. Micro-nanostructured polymer surfaces using injection molding: A review. Mater. Today Commun. 2017, 13, 126–143. [Google Scholar] [CrossRef]
- Wang, X.; Pan, Y.; Qin, Y.; Voigt, M.; Liu, X.; Zheng, G.; Chen, Q.; Schubert, D.W.; Liu, C.; Shen, C. Creep and recovery behavior of injection-molded isotactic polypropylene with controllable skin-core structure. Polym. Test. 2018, 69, 478–484. [Google Scholar] [CrossRef]
- Wang, Q.; Ma, L.; Zhang, R.; Zheng, T.; Zheng, X. Effects of adhesion force of mold surface on imprinted polymer deformation. Soc. Photopolym. Sci. Technol. (SPST) 2016, 29, 195–200. [Google Scholar] [CrossRef][Green Version]
- Zhang, H.; Guan, T.; Zhang, N.; Fang, F. Fabrication of permanent self-lubricating 2D material-reinforced nickel mould tools using electroforming. Int. J. Mach. Tools Manuf. 2021, 170, 103802. [Google Scholar] [CrossRef]
- Ma, X.; Li, R.; Jin, Z.; Fan, Y.; Zhou, X.; Zhang, Y. Injection molding and characterization of PMMA-based microfluidic devices. Microsyst. Technol. 2019, 26, 1317–1324. [Google Scholar] [CrossRef]
- Saha, B.; Toh, W.Q.; Liu, E.; Tor, S.B.; Hardt, D.E.; Lee, J. A review on the importance of surface coating of micro/nano-mold in micro/nano-molding processes. J. Micromechanics Microengineering 2016, 26, 013002. [Google Scholar] [CrossRef]
- Guan, B.; Cherrill, M.; Pai, J.H.; Priest, C. Effect of mould roughness on injection moulded poly (methyl methacrylate) surfaces: Roughness and wettability. J. Manuf. Process. 2019, 48, 313–319. [Google Scholar] [CrossRef]
- Masato, D.; Sorgato, M.; Babenko, M.; Whiteside, B.; Lucchetta, G. Thin-wall injection molding of polystyrene parts with coated and uncoated cavities. Mater. Des. 2018, 141, 286–295. [Google Scholar] [CrossRef]
- Lutey, A.H.; Lazzini, G.; Gemini, L.; Peter, A.; Onuseit, V.; Graus, J.; Fuso, F.; Kling, R.; Romoli, L. Insight into replication effectiveness of laser-textured micro and nanoscale morphology by injection molding. J. Manuf. Process. 2021, 65, 445–454. [Google Scholar] [CrossRef]
- Masato, D.; Sorgato, M.; Parenti, P.; Annoni, M.; Lucchetta, G. Impact of deep cores surface topography generated by micro milling on the demolding force in micro injection molding. J. Mater. Process. Technol. 2017, 246, 211–223. [Google Scholar] [CrossRef]
- Jiang, B.; Zhu, L.; Min, L.; Li, X.; Zhai, Z.; Drummer, D. Characterization of microchannel replicability of injection molded electrophoresis microfluidic chips. Polymers 2019, 11, 608. [Google Scholar] [CrossRef]
- Bandl, C.; Krempl, N.; Berger-Weber, G.; Kern, W.; Friesenbichler, W. Application of organosilane coatings for improved anti-adhesive properties enabling facilitated demolding in polymer processing. J. Appl. Polym. Sci. 2021, 138, 50714. [Google Scholar] [CrossRef]
- Li, M.; Chen, Y.; Luo, W.; Cheng, X. Interfacial interactions during demolding in nanoimprint lithography. Micromachines 2021, 12, 349. [Google Scholar] [CrossRef]
- Amirsadeghi, A.; Brumfield, L.; Choi, J.; Brown, E.; Lee, J.J.; Park, S. The role of hydrophobic silane coating on Si stamps in nanoimprint lithography. J. Appl. Phys. 2017, 121, 044909. [Google Scholar] [CrossRef]
- Zhou, M.; Xiong, X.; Drummer, D.; Jiang, B. Molecular dynamics simulation and experimental investigation of the geometrical morphology development of injection-molded nanopillars on polymethylmethacrylate surface. Comput. Mater. Sci. 2018, 149, 208–216. [Google Scholar] [CrossRef]
- Sattar, Abdul, M. Interface structure and dynamics in polymer-nanoparticle hybrids: A review on molecular mechanisms underlying the improved interfaces. ChemistrySelect 2021, 6, 5068–5096. [Google Scholar] [CrossRef]
- Deng, J.; Song, Y.; Lan, Z.; Xu, Z.; Chen, Y.; Yang, B.; Hao, H. The surface modification effect on the interfacial properties of glass fiber-reinforced epoxy: A molecular dynamics study. Nanotechnol. Rev. 2022, 11, 1143–1157. [Google Scholar] [CrossRef]
- Hou, D.; Qiao, G.; Wang, P. Load transfer mechanism at the calcium silicate hydrate/carbon nanotubes interface changed by carbon nanotubes surface modification investigated from atomic simulation. Appl. Surf. Sci. 2022, 594, 153487. [Google Scholar] [CrossRef]
- Wu, C.-D.; Hou, C.-J. Molecular dynamics analysis of plastic deformation and mechanics of imprinted metallic glass films. Comput. Mater. Sci. 2018, 144, 248–255. [Google Scholar] [CrossRef]
- Liu, D.; Zhou, F.; Zhou, H. The polymer-metal interactive behavior in polyphenylene sulfide/aluminium hetero interface in nano injection molding. Compos. Interfaces 2019, 27, 277–288. [Google Scholar] [CrossRef]
- Yang, J.; Zhai, Z.; Liu, J.; Weng, C. Molecular dynamics simulation on the adhesion mechanism at polymer-mold interface of microinjection molding. J. Appl. Polym. Sci. 2020, 138, 50105. [Google Scholar] [CrossRef]
- Qiang, J.; Jiang, B.; Dong, Y.; Roth, B.; Jiang, F. Extension of the Stoney formula for the incremental stress of thin films. Appl. Phys. Lett. 2021, 118, 091604. [Google Scholar] [CrossRef]
- Weng, C.; Wang, F.; Zhou, M.; Yang, D.; Jiang, B. Fabrication of hierarchical polymer surfaces with superhydrophobicity by injection molding from nature and function-oriented design. Appl. Surf. Sci. 2018, 436, 224–233. [Google Scholar] [CrossRef]
- Matschuk, M.; Larsen, N.B. Injection molding of high aspect ratio sub-100 nm nanostructures. J. Micromechanics Microengineering 2013, 23, 025003. [Google Scholar] [CrossRef]
- Su, Q.; Gilchrist, M.D. Demolding forces for micron-sized features during micro-injection molding. Polym. Eng. Sci. 2016, 56, 810–816. [Google Scholar] [CrossRef]
- Chen, J.; Yang, J.; Zhou, M.; Weng, C. Self-assembled monolayers of alkanethiols on nickel insert: Characterization of friction and analysis on demolding quality in microinjection molding. Micromachines 2021, 12, 636. [Google Scholar] [CrossRef]
- Abdul, R.; Guo, G.; Chen, J.C.; Yoo, J.J.W. Shrinkage prediction of injection molded high density polyethylene parts with taguchi/artificial neural network hybrid experimental design. Int. J. Interact. Des. Manuf. (IJIDeM) 2019, 14, 345–357. [Google Scholar] [CrossRef]
- Wang, Y.; Jiang, B.; Zhou, M.; Chen, J.; Weng, C. Influence of diamond-like carbon coating on the channel deformation of injection-molded microfluidic chips during the demolding process. Polymers 2020, 12, 2914. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Weng, C.; Lai, J.; Ding, T.; Wang, H. Molecular dynamics simulation on the influences of nanostructure shape, interfacial adhesion energy, and mold insert material on the demolding process of micro-injection molding. Polymers 2019, 11, 1573. [Google Scholar] [CrossRef] [PubMed]
- Zhou, M.; Jiang, B.; Weng, C. Molecular dynamics study on polymer filling into nano-cavity by injection molding. Comput. Mater. Sci. 2016, 120, 36–42. [Google Scholar] [CrossRef]
- Weng, C.; Yang, J.; Yang, D.; Jiang, B. Molecular dynamics study on the deformation behaviors of nanostructures in the demolding process of micro-injection molding. Polymers 2019, 11, 470. [Google Scholar] [CrossRef] [PubMed]
- Kang, J.H.; Kim, K.S.; Kim, K.W. Molecular dynamics study on the effects of stamp shape, adhesive energy, and temperature on the nanoimprint lithography process. Appl. Surf. Sci. 2010, 257, 1562–1572. [Google Scholar] [CrossRef]
- Zhang, M.; Jiang, B.; Chen, C.; Drummer, D.; Zhai, Z. The effect of temperature and strain rate on the interfacial behavior of glass fiber reinforced polypropylene composites: A molecular dynamics study. Polymers 2019, 11, 1766. [Google Scholar] [CrossRef]
- Li, C.; Strachan, A. Cohesive energy density and solubility parameter evolution during the curing of thermoset. Polymer 2018, 135, 162–170. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Si Master (μm) | Ni Mold Insert (μm) | ||
|---|---|---|---|---|
| Average Width | Average Depth | Average Width | Average Depth | |
| Micro-channel | 58.01 | 76.07 | 60.16 | 77.56 |
| Micro-mixing structure | 73.10 | 76.46 | 70.14 | 78.04 |
| Polymer | Melt Temperature (°C) | Mold Temperature (°C) | Injection Rate (cm3/s) | Packing Pressure (Mpa) | Demolding Temperature (°C) |
|---|---|---|---|---|---|
| PC | 280 | 155 | 32 | 110 | 130 |
| PMMA | 260 | 115 | 30 | 110 | 90 |
| COC | 270 | 140 | 28 | 110 | 115 |
| PS | 240 | 105 | 30 | 110 | 80 |
| Type | Polymer | Pb (×104 kcal/mol) | Pa (×104 kcal/mol) | Change in the Potential Energy (×104 kcal/mol) |
|---|---|---|---|---|
| Channel structure | PC | 103.8 | 93.87 | 9.88 |
| PMMA | 23.67 | 16.18 | 7.49 | |
| COC | 56.27 | 45.73 | 10.54 | |
| PS | 86.98 | 78.08 | 8.9 | |
| Mixing structure | PC | 119.9 | 108.5 | 11.34 |
| PMMA | 36.36 | 28.42 | 7.94 | |
| COC | 71.36 | 58.95 | 12.41 | |
| PS | 99.94 | 90.08 | 9.86 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Weng, C.; Sun, H.; Deng, Z.; Jiang, B. Effect of Interfacial Interaction on the Demolding Deformation of Injection Molded Microfluidic Chips. Nanomaterials 2022, 12, 3416. https://doi.org/10.3390/nano12193416
Wang Y, Weng C, Sun H, Deng Z, Jiang B. Effect of Interfacial Interaction on the Demolding Deformation of Injection Molded Microfluidic Chips. Nanomaterials. 2022; 12(19):3416. https://doi.org/10.3390/nano12193416
Chicago/Turabian StyleWang, Yilei, Can Weng, Huijie Sun, Zijian Deng, and Bingyan Jiang. 2022. "Effect of Interfacial Interaction on the Demolding Deformation of Injection Molded Microfluidic Chips" Nanomaterials 12, no. 19: 3416. https://doi.org/10.3390/nano12193416
APA StyleWang, Y., Weng, C., Sun, H., Deng, Z., & Jiang, B. (2022). Effect of Interfacial Interaction on the Demolding Deformation of Injection Molded Microfluidic Chips. Nanomaterials, 12(19), 3416. https://doi.org/10.3390/nano12193416