
Influence of Degree of Severe Plastic Deformation on Thermal Stability of an HfNbTiZr Multi-Principal Element Alloy Processed by High-Pressure Torsion

 , , ,
, , ,  and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Processing of MPEA and Annealing Conditions
2.2. Study of Phase Composition by X-ray Diffraction
2.3. Investigation of the Microstructure by X-ray Line Profile Analysis
2.4. Microstructure Study by Electron Microscopy
2.5. Hardness Test
3. Results
3.1. Microstructure Evolution with Increasing Straining during HPT
3.2. Effect of Heat Treatment on the Phase Composition Revealed by XRD
3.3. Microstructure Evolution during Annealing Obtained by XLPA
3.4. Electron Microscopy Study for Examining the Heat-Treatment Effect on the Microstructure Processed by HPT for Low and High Strains
3.5. Evolution of Hardness Attributed to Heat Treatment after HPT Straining
4. Discussion
4.1. Influence of SPD-Straining on the Annealing-Induced Changes in the Phase Composition and Microstructure
4.2. Effect of the HPT Strain on the Hardness Change through Heat Treatment
5. Conclusions
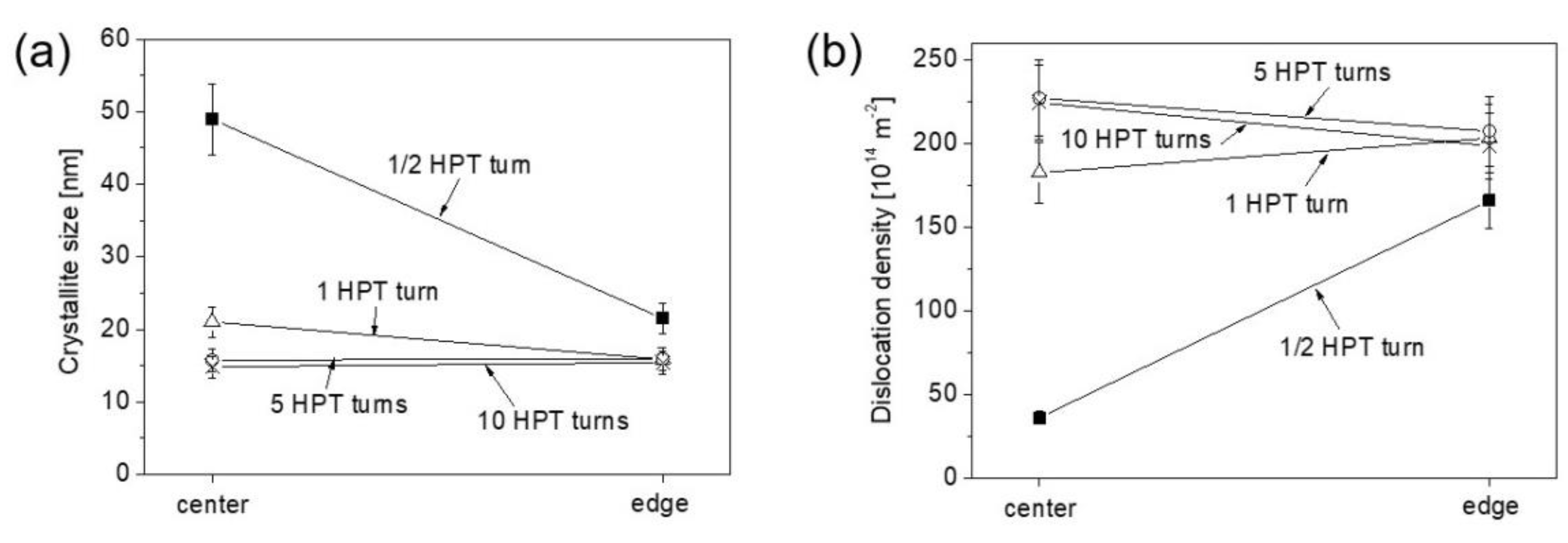
- With increasing shear strain by HPT, the dislocation density and crystallite size increased and decreased, respectively, which then are saturated at a shear strain of ~30 with values of about 15 nm and 220 × 1014 m−2, respectively. XRD synchrotron experiments suggested an in-depth homogeneity of the microstructure in the HPT-processed disks for both low and high strains. When the shear strain increased from ~3 to ~340, the grain size decreased from about 20 µm to 30 nm.
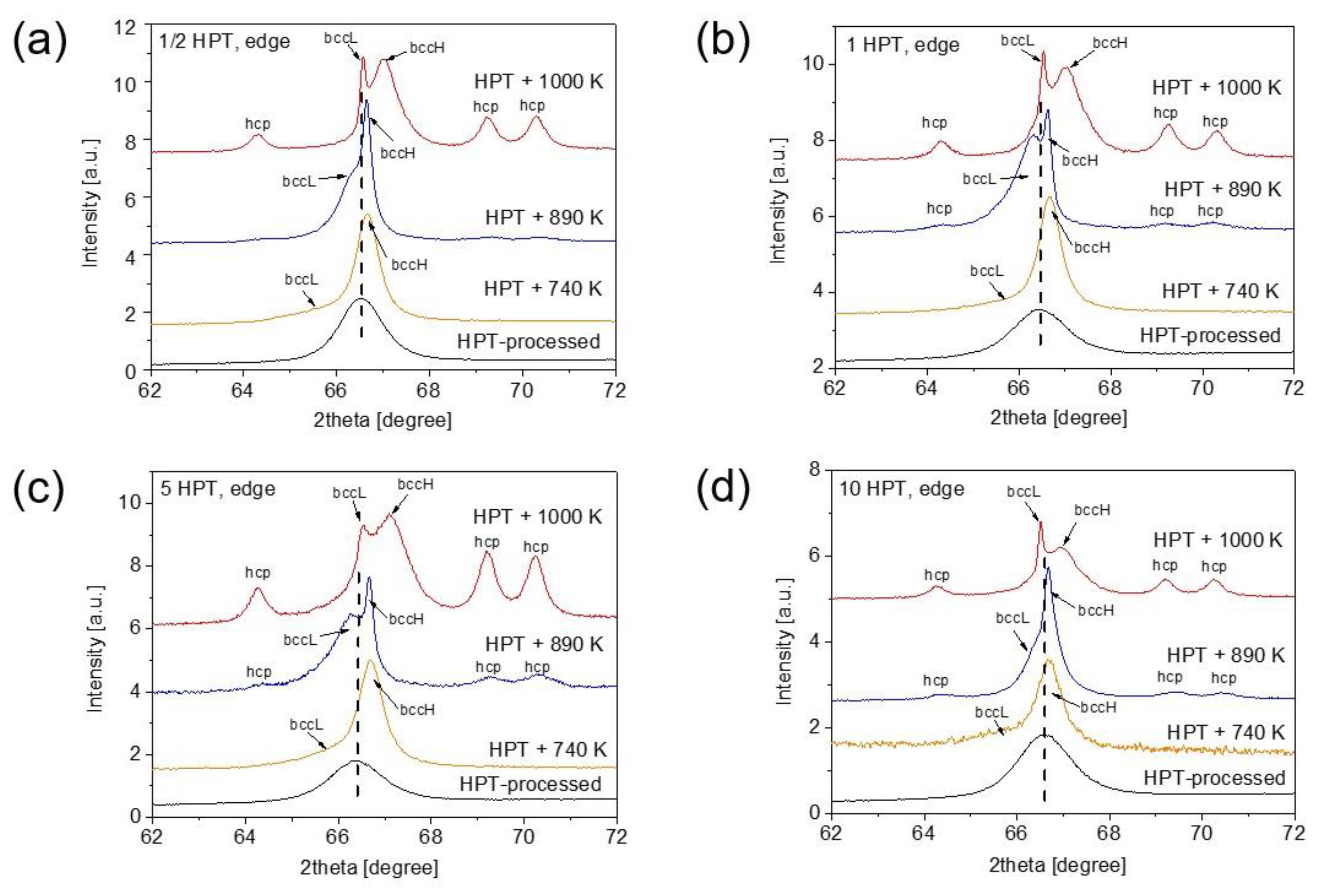
- A single bcc phase in the HfNbTiZr MPEA decomposed into two bcc phases even after the lowest annealing temperature of 740 K. Above 890 K, an hcp phase also appeared at the sample location having high strains. The hcp fraction increased with increasing strain at both 890 and 1000 K, and saturated at a shear strain of about 20 with values of 5 and 13%, respectively.
- Significant chemical heterogeneities were observed in the samples with both low and high strains followed by annealing at 890 and 1000 K. These inhomogeneities are most probably related to the phase decomposition. With increasing SPD strain, the scale of the heterogeneities varied in a similar way as the grain size. Namely, it decreased from about 10 µm to 30 nm when the shear strain increased from ~3 to ~340.
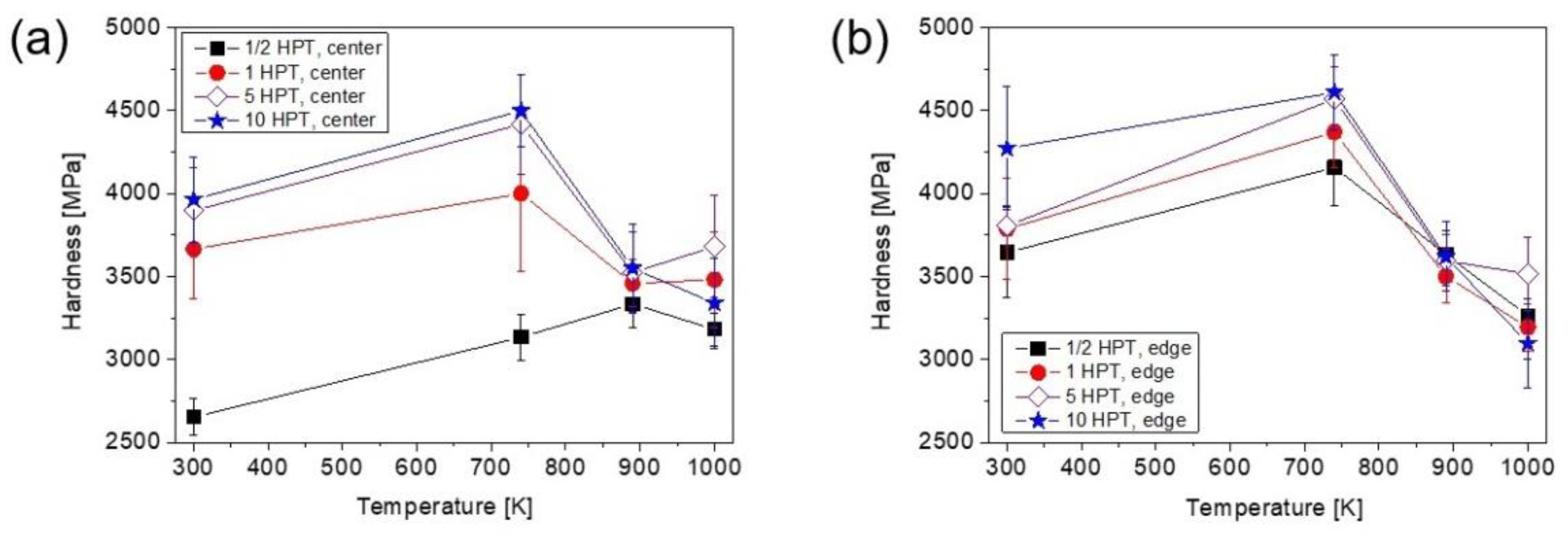
- Anneal-induced hardening was observed after heat treatment at 740 K. The maximum hardness was achieved at the edge of the disk processed by 10 turns of HPT (which corresponds to a shear strain of about 340) and annealed at 740 K (~4600 MPa). The relative hardening was in the range of 8–18% for the shear strains between ~3 and ~340. The anneal hardening can be attributed to the annihilation of mobile dislocations and their arrangement into boundaries. For low strain, the hardness remained practically unchanged between 740 and 1000 K. On the other hand, for high strains there was a reduction in hardness between 740 and 890 K due to the coarsening of the microstructure.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ikeda, Y.; Grabowski, B.; Körmann, F. Ab initio phase stabilities and mechanical properties of multicomponent alloys: A comprehensive review for high entropy alloys and compositionally complex alloys. Mater. Charact. 2019, 147, 464–511. [Google Scholar] [CrossRef]
- Birbilis, N.; Choudhary, S.; Scully, J.R.; Taheri, M.L. A perspective on corrosion of multi-principal element alloys. npj Mater. Degrad. 2021, 5, 14. [Google Scholar] [CrossRef]
- An, X.L.; Liu, Z.D.; Zhang, L.T.; Zou, Y.; Xu, X.J.; Chu, C.L.; Wei, W.; Sun, W.W. A new strong pearlitic multi-principal element alloy to withstand wear at elevated temperatures. Acta Mater. 2022, 227, 117700. [Google Scholar] [CrossRef]
- Peng, J.; Liu, H.; Fu, L.; Shan, A. Multi-principal-element products enhancing Au-Sn-bonded joints. J. Alloys Compd. 2021, 852, 157015. [Google Scholar] [CrossRef]
- Hung, P.T.; Kawasaki, M.; Han, J.K.; Lábár, J.L.; Gubicza, J. Thermal stability of a nanocrystalline HfNbTiZr multi-principal element alloy processed by high-pressure torsion. Mater. Charact. 2020, 168, 110550. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Meghwal, A.; Anupam, A.; Schulz, C.; Hall, C.; Murty, B.S.; Kottada, R.S.; Vijay, R.; Munroe, P.; Berndt, C.C.; Ang, A.S.M. Tribological and corrosion performance of an atmospheric plasma sprayed AlCoCr0.5Ni high-entropy alloy coating. Wear 2022, 506–507, 204443. [Google Scholar] [CrossRef]
- Senkov, O.N.; Miracle, D.B.; Chaput, K.J.; Couzinie, J.P. Development and exploration of refractory high entropy alloys—A review. J. Mater. Res. 2018, 33, 3092–3128. [Google Scholar] [CrossRef]
- Wu, Y.D.; Cai, Y.H.; Wang, T.; Si, J.J.; Zhu, J.; Wang, Y.D.; Hui, X.D. A refractory Hf25Nb25Ti25Zr25 high-entropy alloy with excellent structural stability and tensile properties. Mater. Lett. 2014, 130, 277–280. [Google Scholar] [CrossRef]
- Cai, B.; Liu, B.; Kabra, S.; Wang, Y.; Yan, K.; Lee, P.D.; Liu, Y. Deformation mechanisms of Mo alloyed FeCoCrNi high entropy alloy: In situ neutron diffraction. Acta Mater. 2017, 127, 471–480. [Google Scholar] [CrossRef]
- Schuh, B.; Mendez-Martin, F.; Völker, B.; George, E.P.; Clemens, H.; Pippan, R.; Hohenwarter, A. Mechanical properties, microstructure and thermal stability of a nanocrystalline CoCrFeMnNi high-entropy alloy after severe plastic deformation. Acta Mater. 2015, 96, 258–268. [Google Scholar] [CrossRef]
- Hassanpour-Esfahani, M.; Zarei-Hanzaki, A.; Abedi, H.R.; Kim, H.S.; Yim, D. The enhancement of transformation induced plasticity effect through preferentially oriented substructure development in a high entropy alloy. Intermetallics 2019, 109, 145–156. [Google Scholar] [CrossRef]
- Jang, M.J.; Praveen, S.; Sung, H.J.; Bae, J.W.; Moon, J.; Kim, H.S. High-temperature tensile deformation behavior of hot rolled CrMnFeCoNi high-entropy alloy. J. Alloys Compd. 2018, 730, 242–248. [Google Scholar] [CrossRef]
- Lu, P.; Zhang, T.W.; Zhao, D.; Ma, S.G.; Li, Q.; Wang, Z.H. Mechanical behaviors and texture evolution of CoCrFeNi high-entropy alloy under shear-tension deformation. J. Alloys Compd. 2020, 815, 152479. [Google Scholar] [CrossRef]
- Gubicza, J.; Hung, P.T.; Kawasaki, M.; Han, J.K.; Zhao, Y.; Xue, Y.; Lábár, J.L. Influence of severe plastic deformation on the microstructure and hardness of a CoCrFeNi high-entropy alloy: A comparison with CoCrFeNiMn. Mater. Charact. 2019, 154, 304–314. [Google Scholar] [CrossRef]
- Tang, Q.H.; Huang, Y.; Huang, Y.Y.; Liao, X.Z.; Langdon, T.G.; Dai, P.Q. Hardening of an Al0. 3CoCrFeNi high entropy alloy via high-pressure torsion and thermal annealing. Mater. Lett. 2015, 151, 126–129. [Google Scholar] [CrossRef]
- Heczel, A.; Kawasaki, M.; Lábár, J.L.; Jang, J.I.; Langdon, T.G.; Gubicza, J. Defect structure and hardness in nanocrystalline CoCrFeMnNi high-entropy alloy processed by high-pressure torsion. J. Alloys Compd. 2017, 711, 143–154. [Google Scholar] [CrossRef]
- Gubicza, J.; Heczel, A.; Kawasaki, M.; Han, J.K.; Zhao, Y.; Xue, Y.; Huang, S.; Lábár, J.L. Evolution of microstructure and hardness in Hf25Nb25Ti25Zr25 high-entropy alloy during high-pressure torsion. J. Alloys Compd. 2019, 788, 318–328. [Google Scholar] [CrossRef]
- Ryltsev, R.E.; Estemirova, S.K.; Gaviko, V.S.; Yagodin, D.A.; Bykov, V.A.; Sterkhov, E.V.; Cherepanova, L.A.; Sipatov, I.S.; Balyakin, I.A.; Uporov, S.A. Structural evolution in TiZrHfNb high-entropy alloy. Materialia 2022, 21, 101311. [Google Scholar] [CrossRef]
- Cao, P.P.; Huang, H.L.; Jiang, S.H.; Liu, X.J.; Wang, H.; Wu, Y.; Lu, Z.P. Microstructural stability and aging behavior of refractory high entropy alloys at intermediate temperatures. J. Mater. Sci. Technol. 2022, 122, 243–254. [Google Scholar] [CrossRef]
- Tu, C.H.; Wu, S.K.; Lin, C. A study on severely cold-rolled and intermediate temperature aged HfNbTiZr refractory high-entropy alloy. Intermetallics 2020, 126, 106935. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Cetlin, P.R.; Langdon, T.G. Using finite element modeling to examine the flow processes in quasi-constrained high-pressure torsion. Mater. Sci. Eng. A 2011, 528, 8198–8204. [Google Scholar] [CrossRef]
- Nelson, J.B.; Riley, D.P. An experimental investigation of extrapolation methods in the derivation of accurate unit-cell dimensions of crystals. Proc. Phys. Soc. 1945, 57, 160. [Google Scholar] [CrossRef]
- Ribárik, G.; Gubicza, J.; Ungár, T. Correlation between strength and microstructure of ball-milled Al-Mg alloys determined by X-ray diffraction. Mater. Sci. Eng. A 2004, 387, 343–347. [Google Scholar] [CrossRef]
- Kieffer, J.; Valls, V.; Blanc, N.; Hennig, C. New tools for calibrating diffraction setups. J. Synchrotron Radiat. 2020, 27, 558–566. [Google Scholar] [CrossRef] [PubMed]
- Wetscher, F.; Vorhauer, A.; Pippan, R. Strain hardening during high pressure torsion deformation. Mater. Sci. Eng. A 2005, 410, 213–216. [Google Scholar] [CrossRef]
- Gubicza, J. Defect Structure and Properties of Nanomaterials; Woodhead Publishing: Duxford, UK, 2017. [Google Scholar]
- Gubicza, J. X-Ray Line Profile Analysis in Materials Science; IGI Global: Hershey, PA, USA, 2014. [Google Scholar]
- Ungár, T.; Gubicza, J. Dislocation structure and crystallite size-distribution in hexagonal nanomaterials from X-ray peak profile analysis. Z. Fur Met. 2002, 93, 694–698. [Google Scholar] [CrossRef][Green Version]
- Schuh, B.; Völker, B.; Todt, J.; Schell, N.; Perrière, L.; Li, J.; Couzinié, J.P.; Hohenwarter, A. Thermodynamic instability of a nanocrystalline, single-phase TiZrNbHfTa alloy and its impact on the mechanical properties. Acta Mater. 2018, 142, 201–212. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Sergueeva, A.V.; Mukherjee, A.K. The effect of annealing on tensile deformation behavior of nanostructured SPD titanium. Scr. Mater. 2003, 49, 669–674. [Google Scholar] [CrossRef]
- Huang, X. Tailoring dislocation structures and mechanical properties of nanostructured metals produced by plastic deformation. Scr. Mater. 2009, 60, 1078–1082. [Google Scholar] [CrossRef]
- Zeng, W.; Shen, Y.; Zhang, N.; Huang, X.; Wang, J.; Tang, G.; Shan, A. Rapid hardening induced by electric pulse annealing in nanostructured pure aluminum. Scr. Mater. 2012, 66, 147–150. [Google Scholar] [CrossRef]
- Zhou, S.; Lv, W.; Li, P.; Gong, Y.; Tao, J.; Cheng, L.; Zhu, X. Mechanical properties and deformation kinetics of bulk Cu-Al-Zn alloy subjected to rolling and annealing. Mater. Sci. Eng. A 2014, 609, 217–221. [Google Scholar] [CrossRef]
- Tao, J.; Chen, G.; Jian, W.; Wang, J.; Zhu, Y.; Zhu, X.; Langdon, T.G. Anneal hardening of a nanostructured Cu-Al alloy processed by high-pressure torsion and rolling. Mater. Sci. Eng. A 2015, 628, 207–215. [Google Scholar] [CrossRef]
- Gong, Y.L.; Ren, S.Y.; Zeng, S.D.; Zhu, X.K. Unusual hardening behaviour in heavily cryo-rolled Cu-Al-Zn alloys during annealing treatment. Mater. Sci. Eng. A 2016, 659, 165–171. [Google Scholar] [CrossRef]
- Hu, J.; Shi, Y.N.; Sauvage, X.; Sha, G.; Lu, K. Grain boundary stability governs hardening and softening in extremely fine nanograined metals. Science 2017, 355, 1292–1296. [Google Scholar] [CrossRef] [PubMed]
- Gubicza, J.; Pereira, P.H.R.; Kapoor, G.; Huang, Y.; Vadlamani, S.S.; Langdon, T.G. Annealing-Induced Hardening in Ultrafine-Grained Ni-Mo Alloys. Adv. Eng. Mater. 2018, 20, 1800184. [Google Scholar] [CrossRef]
- Praveen, S.; Bae, J.W.; Asghari-Rad, P.; Park, J.M.; Kim, H.S. Annealing-induced hardening in high-pressure torsion processed CoCrNi medium entropy alloy. Mater. Sci. Eng. A 2018, 734, 338–340. [Google Scholar] [CrossRef]
- Deng, H.W.; Xie, Z.M.; Zhao, B.L.; Wang, Y.K.; Wang, M.M.; Yang, J.F.; Zhang, T.; Xiong, Y.; Wang, X.P.; Fang, Q.F.; et al. Tailoring mechanical properties of a CoCrNi medium-entropy alloy by controlling nanotwin-HCP lamellae and annealing twins. Mater. Sci. Eng. A 2019, 744, 241–246. [Google Scholar] [CrossRef]
- Gu, J.; Song, M. Annealing-induced abnormal hardening in a cold rolled CrMnFeCoNi high entropy alloy. Scr. Mater. 2019, 162, 345–349. [Google Scholar] [CrossRef]
- Gubicza, J. Annealing-induced hardening in ultrafine-grained and nanocrystalline materials. Adv. Eng. Mater. 2020, 22, 1900507. [Google Scholar] [CrossRef]
- Olivares, F.H.; Sevillano, J.G. A quantitative assessment of forest-hardening in FCC metals. Acta Metall. 1987, 35, 631–641. [Google Scholar] [CrossRef]
- Gubicza, J.; Chinh, N.Q.; Lábár, J.L.; Hegedűs, Z.; Xu, C.; Langdon, T.G. Microstructure and yield strength of severely deformed silver. Scr. Mater. 2008, 58, 775–778. [Google Scholar] [CrossRef]
















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hung, P.T.; Kawasaki, M.; Szabó, Á.; Lábár, J.L.; Hegedűs, Z.; Gubicza, J. Influence of Degree of Severe Plastic Deformation on Thermal Stability of an HfNbTiZr Multi-Principal Element Alloy Processed by High-Pressure Torsion. Nanomaterials 2022, 12, 3371. https://doi.org/10.3390/nano12193371
Hung PT, Kawasaki M, Szabó Á, Lábár JL, Hegedűs Z, Gubicza J. Influence of Degree of Severe Plastic Deformation on Thermal Stability of an HfNbTiZr Multi-Principal Element Alloy Processed by High-Pressure Torsion. Nanomaterials. 2022; 12(19):3371. https://doi.org/10.3390/nano12193371
Chicago/Turabian StyleHung, Pham Tran, Megumi Kawasaki, Ábel Szabó, János L. Lábár, Zoltán Hegedűs, and Jenő Gubicza. 2022. "Influence of Degree of Severe Plastic Deformation on Thermal Stability of an HfNbTiZr Multi-Principal Element Alloy Processed by High-Pressure Torsion" Nanomaterials 12, no. 19: 3371. https://doi.org/10.3390/nano12193371
APA StyleHung, P. T., Kawasaki, M., Szabó, Á., Lábár, J. L., Hegedűs, Z., & Gubicza, J. (2022). Influence of Degree of Severe Plastic Deformation on Thermal Stability of an HfNbTiZr Multi-Principal Element Alloy Processed by High-Pressure Torsion. Nanomaterials, 12(19), 3371. https://doi.org/10.3390/nano12193371