
Fabrication of Three-Dimensional Multilayer Structures of Single-Walled Carbon Nanotubes Based on the Plasmonic Carbonization

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experiments and Method
2.1. SWCNT Solution
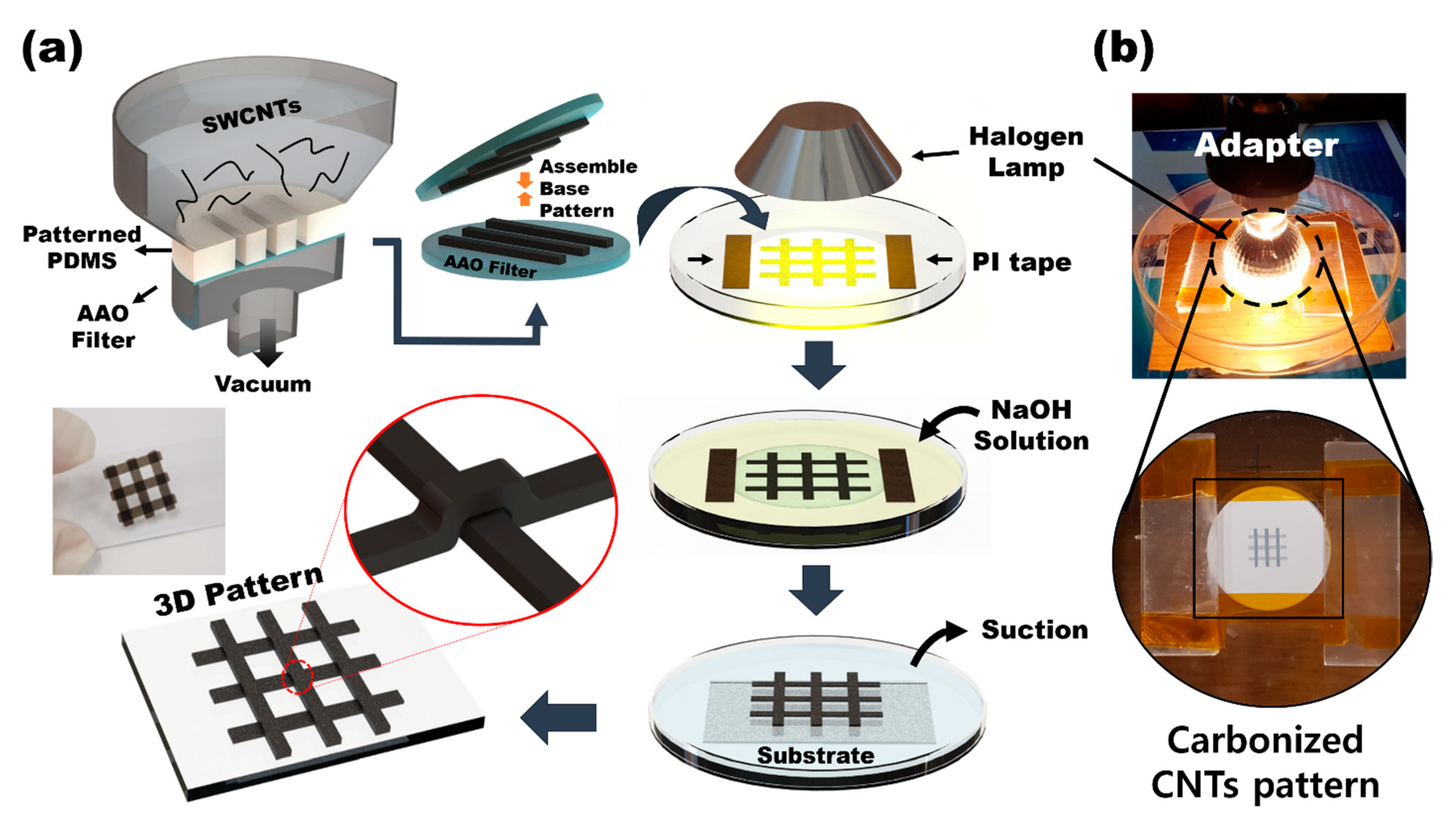
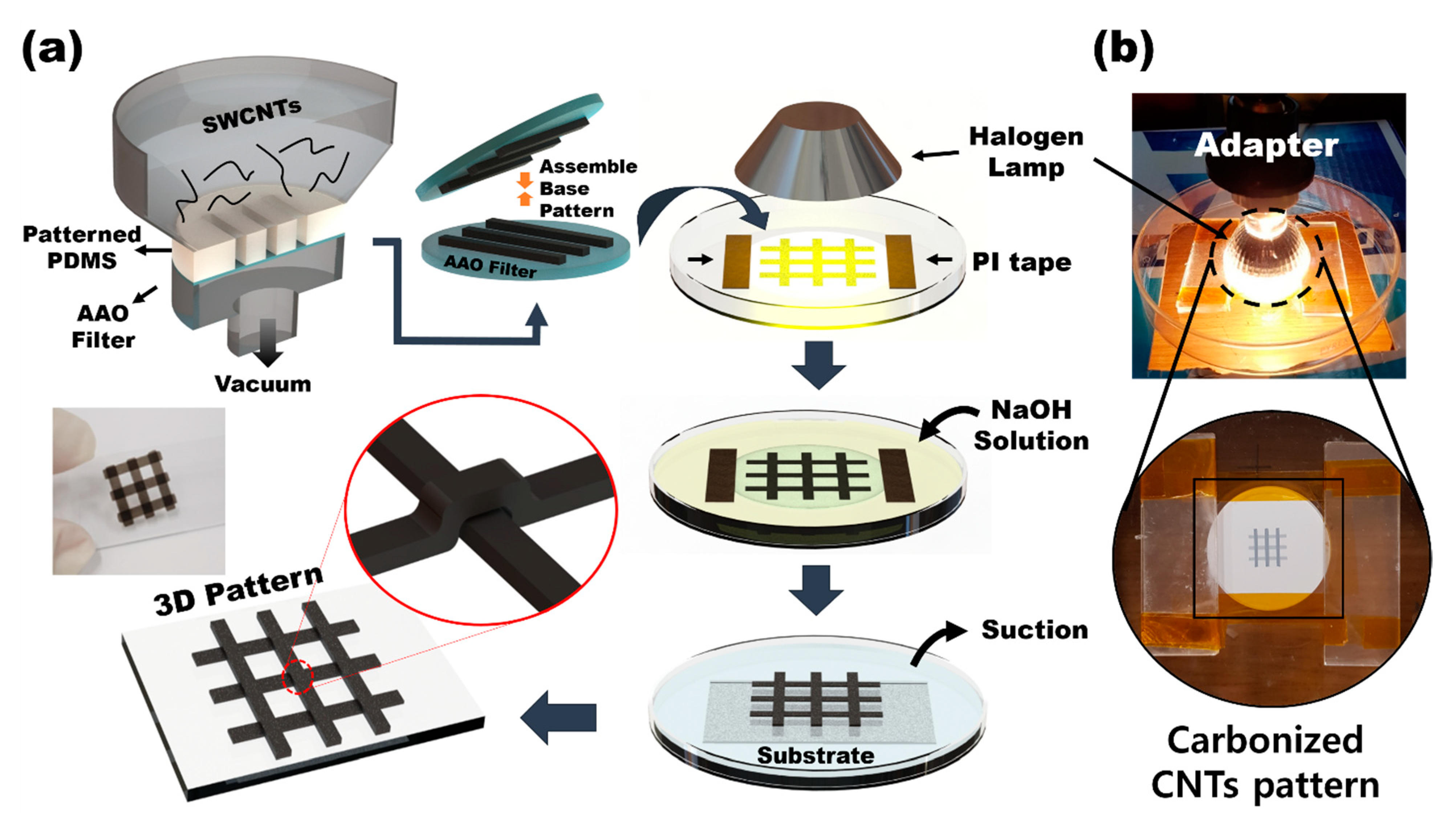
2.2. PDMS Molds and Fabrication of 3D Multilayer Pattern of SWCNTs
3. Results and Discussion
3.1. Analysis of 3D Fabrication of Complex Multilayer SWCNTs
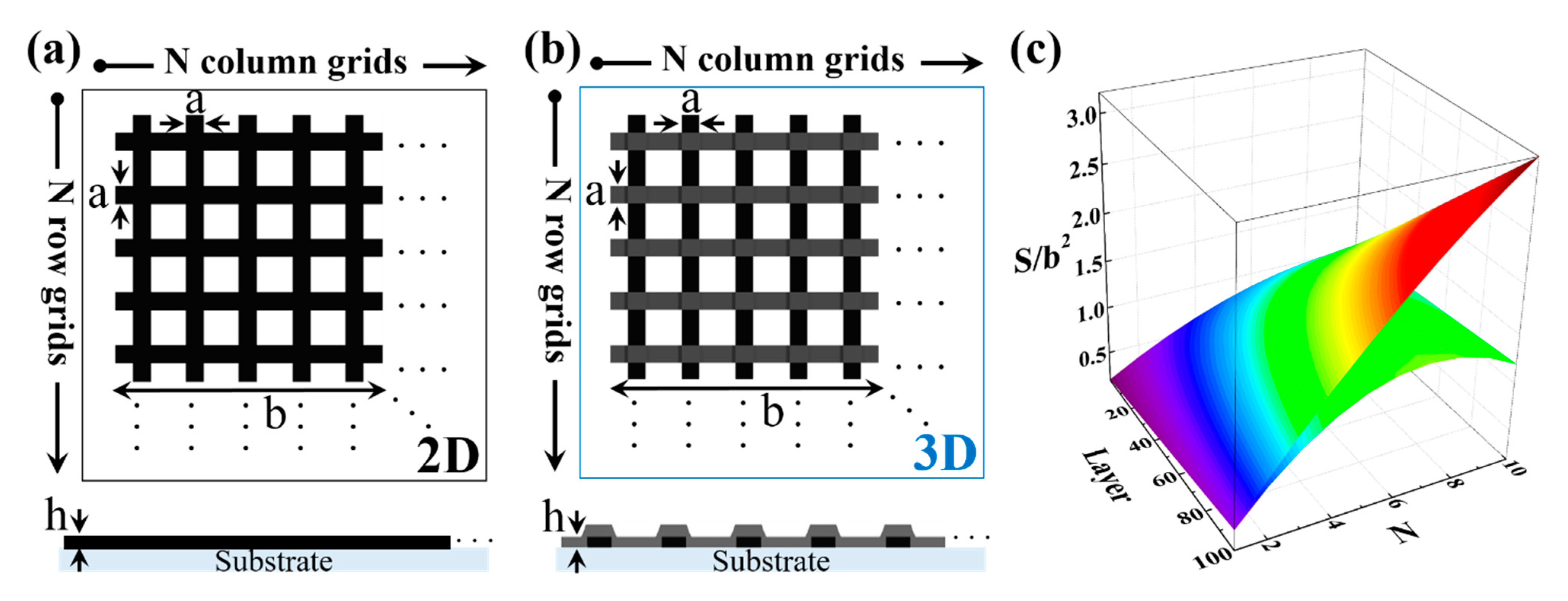
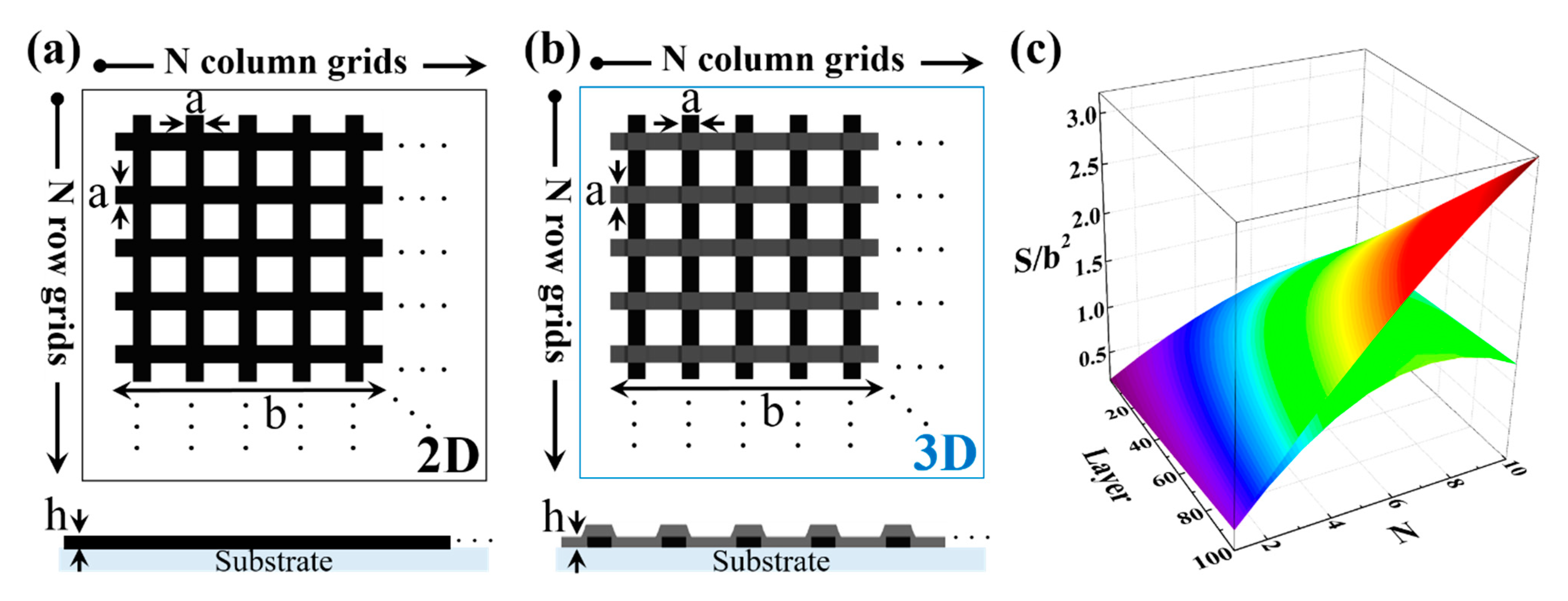
3.2. Numerical Analysis of the 3D Pattern
3.3. Membrane Characterization of Complex 3D Multilayer SWCNTs
3.4. Electromechanical Property of the 3D Pattern
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aldalbahi, A.; Panhuis, M.I.H. Inkjet printed conducting gel-carbon nanotube materials. In Proceedings of the 2010 Conference on Optoelectronic and Microelectronic Materials and Devices (COMMAD), Canberra, ACT, Australia, 12–15 December 2021. [Google Scholar]
- Small, W.R.; Panhuis, M.I.H. Inkjet printing of transparent, electricallyconducting single-walled carbon-nanotube composites. Small 2007, 3, 1500–1503. [Google Scholar] [CrossRef]
- Beecher, P.; Servati, P.; Rozhin, A.; Colli, A.; Scardaci, V.; Pisana, S.; Hasan, T.; Flewitt, A.J.; Robertson, J.; Hsieh, G.W.; et al. Ink-jet printing of carbon nanotube thin film transistors. J. Appl. Phys. 2007, 102, 043710. [Google Scholar] [CrossRef] [Green Version]
- Basiricò, L.; Cosseddu, P.; Fraboni, B.; Bonfiglio, A. Inkjet printing oftransparent, flexible, organic transistors. Thin. Solid Films 2011, 520, 1291–1294. [Google Scholar] [CrossRef]
- Li, J.; Lu, Y.; Ye, Q.; Cinke, M.; Han, J.; Meyyappan, M. Carbon nanotube sensorsfor gas and organic vapor detection. Nano Lett. 2003, 3, 929–933. [Google Scholar] [CrossRef]
- Chopra, S.; Mcguire, K.; Gothard, N.; Rao, A.M.; Pham, A. Selective gas detection using a carbon nanotubesensor. Appl. Phys. Lett. 2003, 83, 2280–2282. [Google Scholar] [CrossRef]
- Zhang, T.; Mubeen, S.; Myung, N.V.V. Recent progress in carbonnanotube-based gas sensors. Nanotechnology 2008, 19, 332001. [Google Scholar]
- Samanta, S.; Saini, D.; Singha, A.; Das, K.; Bandaru, P.R.; Rao, A.M.; Raychaudhuri, A.K. Photoresponse of a single Y-junction carbon nanotube. ACS Appl. Mater. Interfaces 2016, 8, 19024–19030. [Google Scholar] [CrossRef]
- Liu, X.M.; Huang, Z.D.; Oh, S.W.; Zhang, B.; Ma, P.C.; Yuen, M.M.F.; Kim, J.K. Carbon nanotube (CNT)-based composites as electrode material for rechargeableLi-ion batteries: A review. Compos. Sci. Technol. 2012, 72, 121–144. [Google Scholar] [CrossRef]
- Kim, C.L.; Jung, C.W.; Oh, Y.J.; Kim, D.E. A highly flexible transparent conductive electrode based on nanomaterials. NPG Asia Mater. 2017, 9, e438. [Google Scholar]
- Yang, L.; Zhang, R.; Staiculescu, D.; Wong, C.P.; Tentzeris, M.M. A novel conformal RFID-enabled module utilizing inkjet-printed antennas andcarbon nanotubes for gas-detection applications. IEEE Antennas Wirel. Propag. Lett. 2009, 8, 653–656. [Google Scholar]
- Abera, A.; Choi, J. Quantitative lateral flow immunosensor using carbonnanotubes as label. Anal. Methods 2010, 2, 1819–1822. [Google Scholar] [CrossRef]
- Kim, J.; Kim, G.G.; Kim, S.; Jung, W. Plasmonic welded single walled carbon nanotubes on monolayer graphene for sensing target protein. Appl. Phys. Lett. 2016, 108, 203110. [Google Scholar] [CrossRef]
- Zhou, Y.X.; Hu, L.B.; Grüner, G. A method of printing carbon nanotube thin films. Appl. Phys. Lett. 2006, 88, 123109. [Google Scholar] [CrossRef] [Green Version]
- Alshammari, A.S.; Alenezi, M.R.; Lai, K.T.; Silva, S.R.P. Inkjet printing ofpolymer functionalized CNT gas sensor with enhanced sensing properties. Mater. Lett. 2017, 189, 299–302. [Google Scholar] [CrossRef]
- Andrew Ng, M.H.; Hartadi, L.T.; Tan, H.; Patrick Poa, C.H. Efficient coating oftransparent and conductive carbon nanotube thin films on plasticsubstrates. Nanotechnology 2008, 19, 205703. [Google Scholar] [CrossRef]
- Kordas, K.; Mustonen, T.; Toth, G.; Jantunen, H.; Lajunen, M.; Soldano, C.; Talapatra, S.; Kar, S.; Vajtai, R.; Ajayan, P.M. Inkjet Printing of Electrically Conductive Patterns of Carbon Nanotubes. Small 2006, 2, 1021–1025. [Google Scholar] [CrossRef]
- Tortorich, R.P.; Choi, J.W. Inkjet Printing of Carbon Nanotubes. Nanomaterials 2013, 3, 453–468. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, S.; Yim, J.; Wang, X.; Bradley, D.D.C.; Lee, S.; DeMello, J.C. Spin-and spray-deposited single-walled carbon-nanotube electrodes for organic solar cells. Adv. Funct. Mater. 2010, 20, 2310–2316. [Google Scholar] [CrossRef]
- Zhao, X.; Chu, B.T.T.; Ballesteros, B.; Wang, W.; Johnston, C.; Sykes, J.M.; Grant, P.S. Spray deposition of steam treated and functionalized single-walledand multi-walled carbon nanotube films for super capacitors. Nanotechnology 2009, 20, 65605. [Google Scholar] [CrossRef] [PubMed]
- Hofmann, S.; Cantoro, M.; Kaempgen, M.; Kang, D.J.; Golovko, V.B.; Li, H.W.; Yang, Z.; Geng, J.; Huck, W.T.S.; Johnson, B.F.G.; et al. Catalyst patterning methods for surface-bound chemical vapor deposition of carbon nanotubes. Appl. Phys. A 2005, 81, 1559–1567. [Google Scholar] [CrossRef]
- Liu, Y.M.; Liu, L.; Liu, P.; Sheng, L.M.; Fan, S.S. Plasma etching carbon nanotube arrays and the field emission properties. Diam. Relat. Mater. 2004, 13, 1609–1613. [Google Scholar] [CrossRef]
- Kichambare, P.D.; Chena, L.C.; Wang, C.T.; Ma, K.J.; Wu, C.T.; Chen, K.H. Laser irradiation of carbon nanotubes. Mater. Chem. Phys. 2001, 72, 218–222. [Google Scholar] [CrossRef]
- Jeon, Y.S.; Byun, J.Y.; Oh, T.S. Electrodeposition and mechanical properties of Ni–carbon nanotube nanocomposite coatings. J. Phys. Chem. Solids 2008, 69, 1391–1394. [Google Scholar] [CrossRef]
- Wu, Z.; Chen, Z.; Du, X.; Logan, J.M.; Sippel, J.; Nikolou, M.; Kamaras, K.; Reynolds, J.R.; Tanner, D.B.; Hebard, A.F.; et al. Transparent, Conductive Carbon Nanotube Films. Science 2004, 305, 1273–1276. [Google Scholar] [CrossRef] [PubMed]
- Alzaid, M.; Roth, J.; Wang, Y.; Almutairi, E.; Brown, S.L.; Dumitrica, T.; Hobbie, E.K. Enhancing the Elasticity of Ultrathin Single-Wall Carbon Nanotube Films with Colloidal Nanocrystals. Langmuir 2017, 33, 7889–7895. [Google Scholar] [CrossRef]
- Xu, W.; Xu, Q.; Huang, Q.; Tan, R.; Shen, W.; Song, W. Fabrication of Flexible Transparent Conductive Films with Silver Nanowire by Vacuum Filtration and PET Mold Transfer. J. Mater. Sci. Technol. 2016, 32, 158–161. [Google Scholar] [CrossRef]
- Ravinder, R.K.; Pallavi, J.; Ambuja, N.; Samir, K.M.; Dipti, G. Fabrication of Silver Nanowire/Polydimethylsiloxane Dry Electrodes by a Vacuum Filtration Method for Electrophysiological Signal Monitoring. ACS Omega 2020, 5, 10260–10265. [Google Scholar]
- Tang, B.; Zhang, L.; Li, R.; Wu, J.; Hedhili, M.N.; Wang, P. Are vacuum-filtrated reduced graphene oxide membranes symmetric? Nanoscale 2016, 8, 1108. [Google Scholar] [CrossRef] [Green Version]
- Jung, W.; Woo, J.Y.; Lee, S.H.; Kim, D.; Kim, S.; Han, C.S. Evaluation of the individualization state in single-walled carbon nanotube solutions using absorption, Raman and photoluminescence spectroscopy. Meas. Sci. Technol. 2012, 23, 125501. [Google Scholar] [CrossRef]
- Park, M.; Im, J.; Shin, M.; Min, Y.; Park, J.; Cho, H.; Park, S.; Shim, M.B.; Jeon, S.; Chung, D.Y.; et al. Highly stretchable electric circuits from a composite material of silver nanoparticles and elastomeric fibres. Nat. Nanotechnol. 2012, 7, 803–809. [Google Scholar] [CrossRef]
- Chung, H.J.; Sulkin, M.S.; Kim, J.S.; Goudeseune, C.; Chao, H.Y.; Song, J.W.; Yang, S.Y.; Hsu, Y.Y.; Ghaffari, R.; Efimov, I.R.; et al. Ultrathin, Stretchable, Multiplexing pH Sensor Arrays on Biomedical Devices With Demonstrations on Rabbit and Human Hearts Undergoing Ischemia. Adv. Healthc. Mater. 2014, 3, 59–68. [Google Scholar] [CrossRef] [PubMed]
- Ko, C.M.; Stoykovich, M.P.; Song, J.; Malyarchuk, V.; Choi, W.M.; Yu, C.J.; Geddes, J.B.; Xiao, J.; Wang, S.; Huang, Y.; et al. A hemispherical electronic eye camera based on compressible silicon optoelectronics. Nature 2008, 454, 748–753. [Google Scholar] [CrossRef]
- Song, X.; Liu, S.; Gan, Z.; Lv, Q.; Cao, H.; Yan, H. Controllable fabrication of carbon nanotube-polymer hybrid thin film for strain sensing. Microelectron. Eng. 2009, 86, 2330–2333. [Google Scholar] [CrossRef]
- Hu, L.; Hecht, D.S.; Gruner, G. Percolation in Transparent and Conducting Carbon Nanotube Networks. Nano Lett. 2004, 4, 2513–2517. [Google Scholar] [CrossRef]
- Yang, M.; Kim, S.W.; Zhang, S.; Park, D.Y.; Lee, C.W.; Ko, Y.H.; Yang, H.; Xiao, Y.; Chen, G.; Li, M. Facile and highly efficient fabrication of robust Ag nanowire–elastomer composite electrodes with tailored electrical properties. J. Mater. Chem. C 2018, 6, 7207–7218. [Google Scholar] [CrossRef]
- Kim, J.; Lee, J.; Kim, S.; Jung, W. Highly Increased Flow-Induced Power Generation on Plasmonically Carbonized Single-Walled Carbon Nanotube. ACS Appl. Mater. Interfaces 2016, 8, 29877–29882. [Google Scholar] [CrossRef] [PubMed]
- Lin, H.Y.; Tsai, W.H.; Tsao, Y.C.; Sheu, B.C. Side-Polished Multimode Fiber Biosensor Based on Surface Plasmon Resonance with Halogen Light. Appl. Opt. 2007, 46, 800–806. [Google Scholar] [CrossRef]
- Nicola, F.D.; Hines, P.; Crescenzi, M.D.; Motta, N. Thin randomly aligned hierarchical carbon nanotube arrays as ultrablack metamaterials. Phys. Rev. B 2017, 96, 045409. [Google Scholar] [CrossRef] [Green Version]
- Akizuki, N.; Aota, S.; Mouri, S.; Matsuda, K.; Miyauchi, Y. Efficient near-infrared up-conversion photoluminescence in carbon nanotubes. Nat. Commun. 2015, 6, 8920. [Google Scholar] [CrossRef] [Green Version]
- Govorov, A.O.; Richardson, H.H. Generating Heat with Metal Nanoparticles. Nano Today 2007, 2, 30–38. [Google Scholar] [CrossRef]
- Yang, Z.; Sun, X.; Chen, X.; Yong, Z.; Xu, G.; He, R.; An, Z.; Li, Q.; Peng, H. Dependence of Structures and Properties of Carbon Nanotube Fibers on Heating Treatment. J. Mater. Chem. 2011, 21, 13772–13775. [Google Scholar] [CrossRef]
- Jeet, K.; Jindal, V.K.; Bharadwaj, L.M.; Avasthi, D.K.; Dharamvir, K. Damaged Carbon Nanotubes Get Healed by Ion Irradiation. J. Appl. Phys. 2010, 108, 034302. [Google Scholar] [CrossRef]
- Dresselhaus, M.S.; Jorio, A.; Filho, A.G.S.; Saito, R. Defect characterization in graphene and carbon nanotubes using Raman spectroscopy. Phil. Trans. R. Soc. A 2010, 368, 5355–5377. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.; Kim, G.G.; Kim, S.; Jung, W. Highly Enhanced Electromechanical Stability of Large-Area Graphene with Increased Interfacial Adhesion Energy by Electrothermal-Direct Transfer for Transparent Electrodes. ACS Appl. Mater. Interfaces 2016, 8, 23396–23403. [Google Scholar] [CrossRef] [PubMed]
- Majee, S.; Song, M.; Zhang, S.L.; Zhan, Z.B. Scalable inkjet printing of shear-exfoliated graphene transparent conductive films. Carbon 2016, 102, 51–57. [Google Scholar] [CrossRef]
- Chen, X.D.; Liu, Z.B.; Jiang, W.S.; Yan, X.Q.; Xing, F.; Wang, P.; Chen, Y.; Tian, J.G. The selective transfer of patterned graphene. Sci. Rep. 2013, 3, 3216. [Google Scholar] [CrossRef]
- Lin, L.Y.; Kim, D.E.; Kim, W.K.; Jun, S.C. Jun Friction and Wear Characteristics of Multi-layer Graphene Films Investigated by Atomic Force Microscopy. Surf. Coat. Technol. 2011, 205, 4864–4869. [Google Scholar] [CrossRef]
- Kwak, B.W.; Choi, Y.C.; Lee, B.S. Small Variations in the Sheet Resistance of Graphene Layers with Compressive and Tensile Bending. Phys. E 2015, 68, 33–37. [Google Scholar] [CrossRef]
- Chen, X.; Yi, C.; Ke, C. Bending Stiffness and Interlayer Shear Modulus of Few-layer Graphene. Appl. Phys. Lett. 2015, 106, 101907. [Google Scholar] [CrossRef]
- Drozdov, G.; Ostanin, I.; Xu, H.; Wang, Y.; Dumitrică, T.; Grebenko, A.; Tsapenko, A.P.; Gladush, Y.; Ermolaev, G.; Volkov, V.S.; et al. Densification of single-walled carbon nanotube films: Mesoscopic distinct element method simulations and experimental validation. J. Appl. Phys. 2020, 128, 184701. [Google Scholar] [CrossRef]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, H.; Lim, T.; Yoo, H.; Hu, J.; Kang, S.; Kim, S.; Jung, W. Fabrication of Three-Dimensional Multilayer Structures of Single-Walled Carbon Nanotubes Based on the Plasmonic Carbonization. Nanomaterials 2021, 11, 2213. https://doi.org/10.3390/nano11092213
Cheng H, Lim T, Yoo H, Hu J, Kang S, Kim S, Jung W. Fabrication of Three-Dimensional Multilayer Structures of Single-Walled Carbon Nanotubes Based on the Plasmonic Carbonization. Nanomaterials. 2021; 11(9):2213. https://doi.org/10.3390/nano11092213
Chicago/Turabian StyleCheng, Hao, Taeuk Lim, Hyunjoon Yoo, Jie Hu, Seonwoo Kang, Sunghoon Kim, and Wonsuk Jung. 2021. "Fabrication of Three-Dimensional Multilayer Structures of Single-Walled Carbon Nanotubes Based on the Plasmonic Carbonization" Nanomaterials 11, no. 9: 2213. https://doi.org/10.3390/nano11092213
APA StyleCheng, H., Lim, T., Yoo, H., Hu, J., Kang, S., Kim, S., & Jung, W. (2021). Fabrication of Three-Dimensional Multilayer Structures of Single-Walled Carbon Nanotubes Based on the Plasmonic Carbonization. Nanomaterials, 11(9), 2213. https://doi.org/10.3390/nano11092213