
Development of Quality Control Methods for Dispersibility and Stability of Single-Wall Carbon Nanotubes in an Aqueous Medium


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
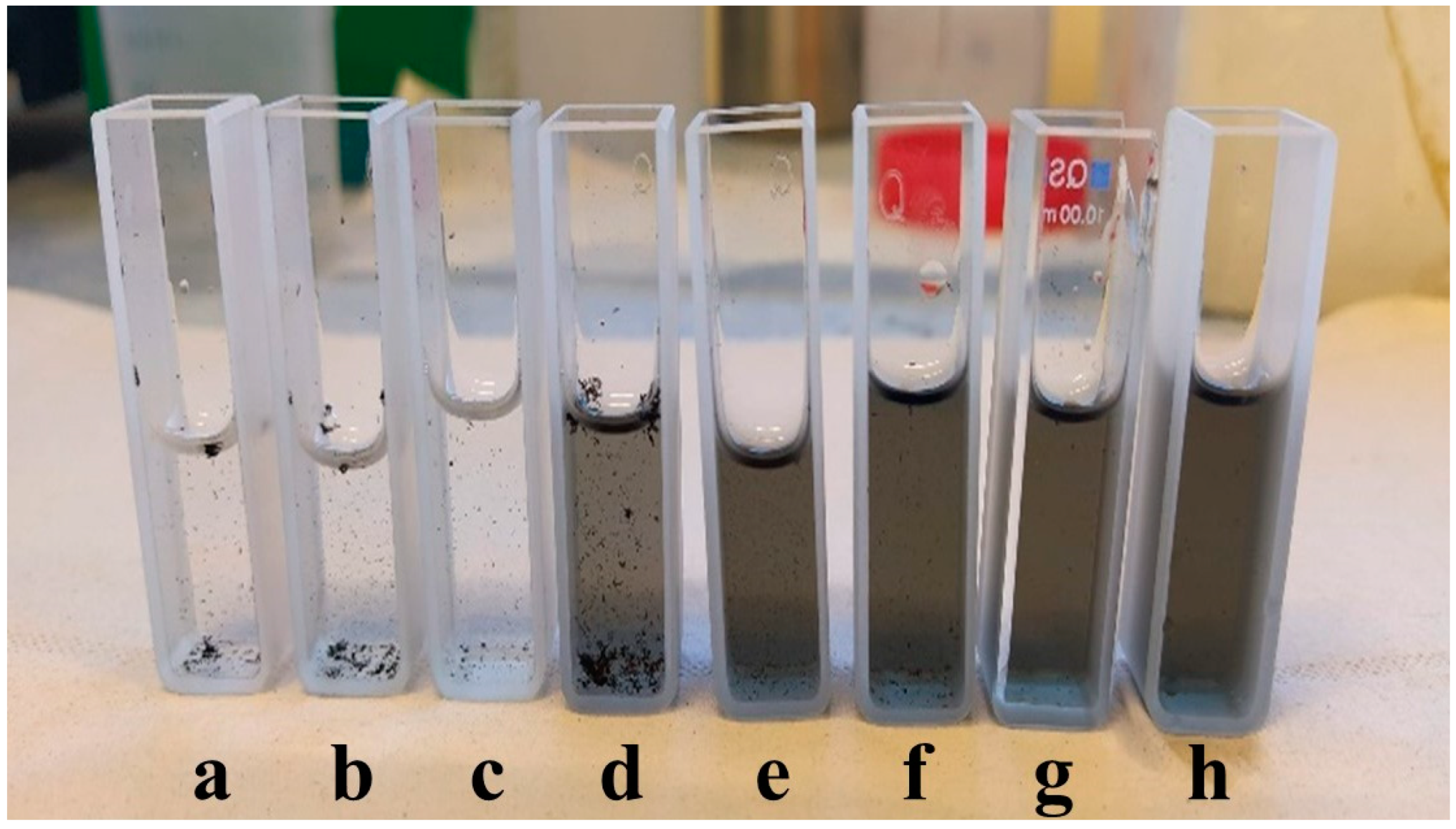
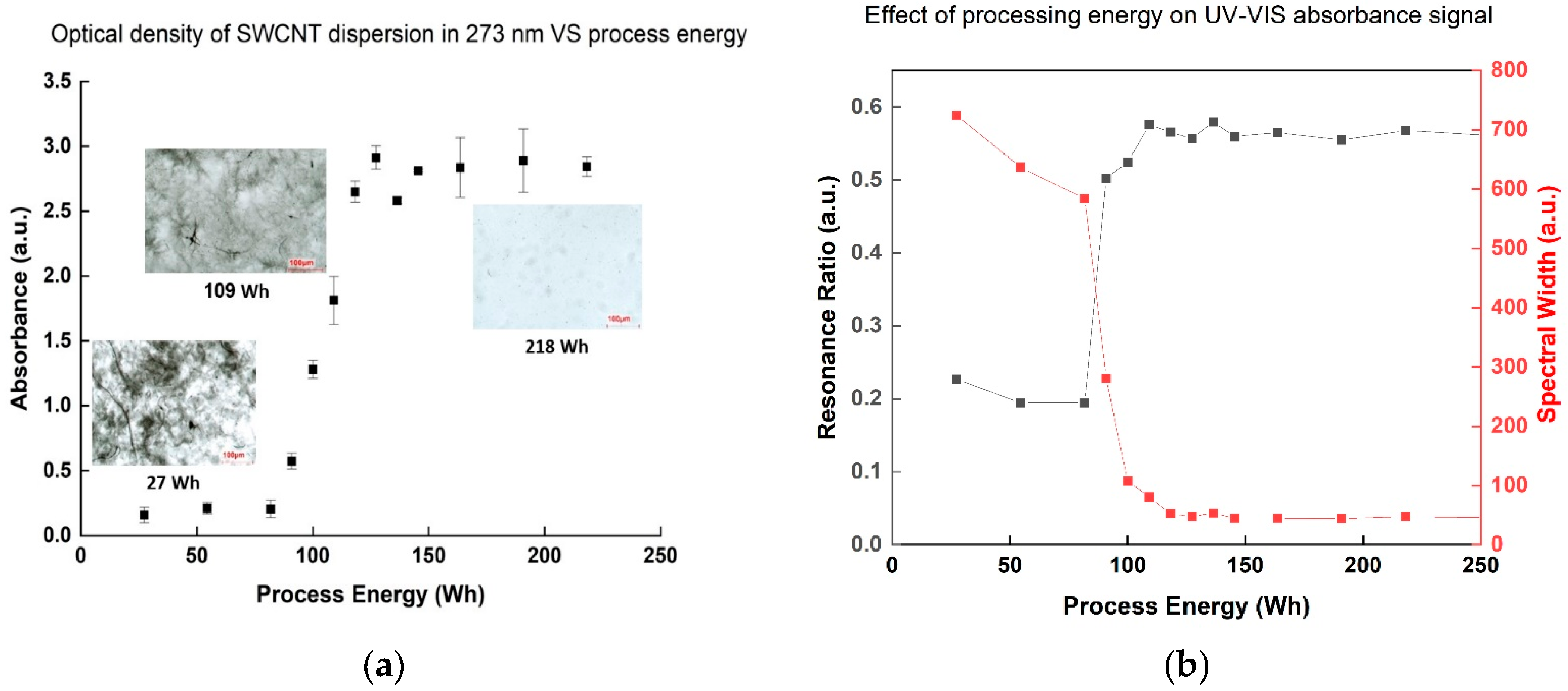
3.1. Spectroscopic Analysis
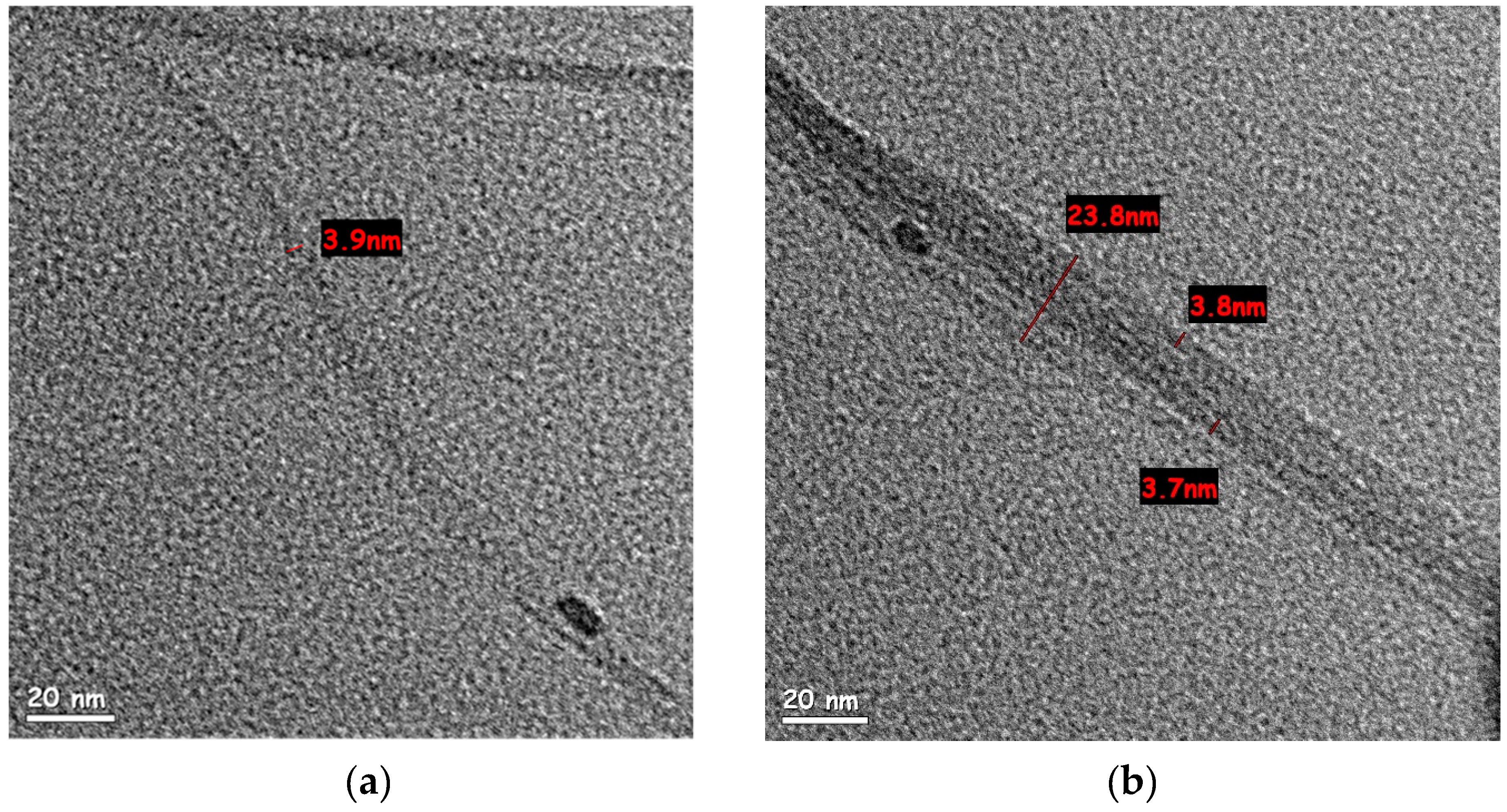
3.2. HR-TEM
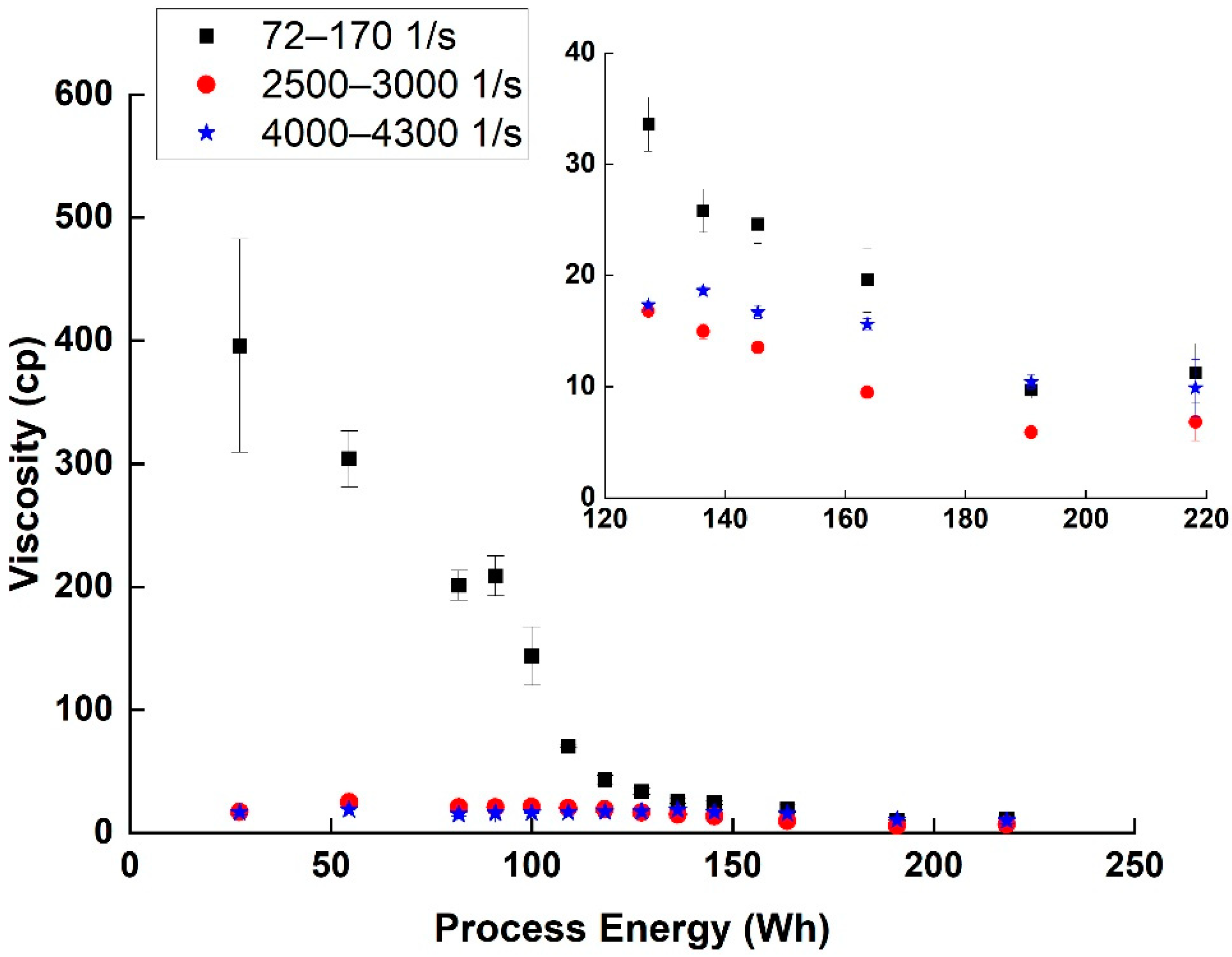
3.3. Rheological Properties
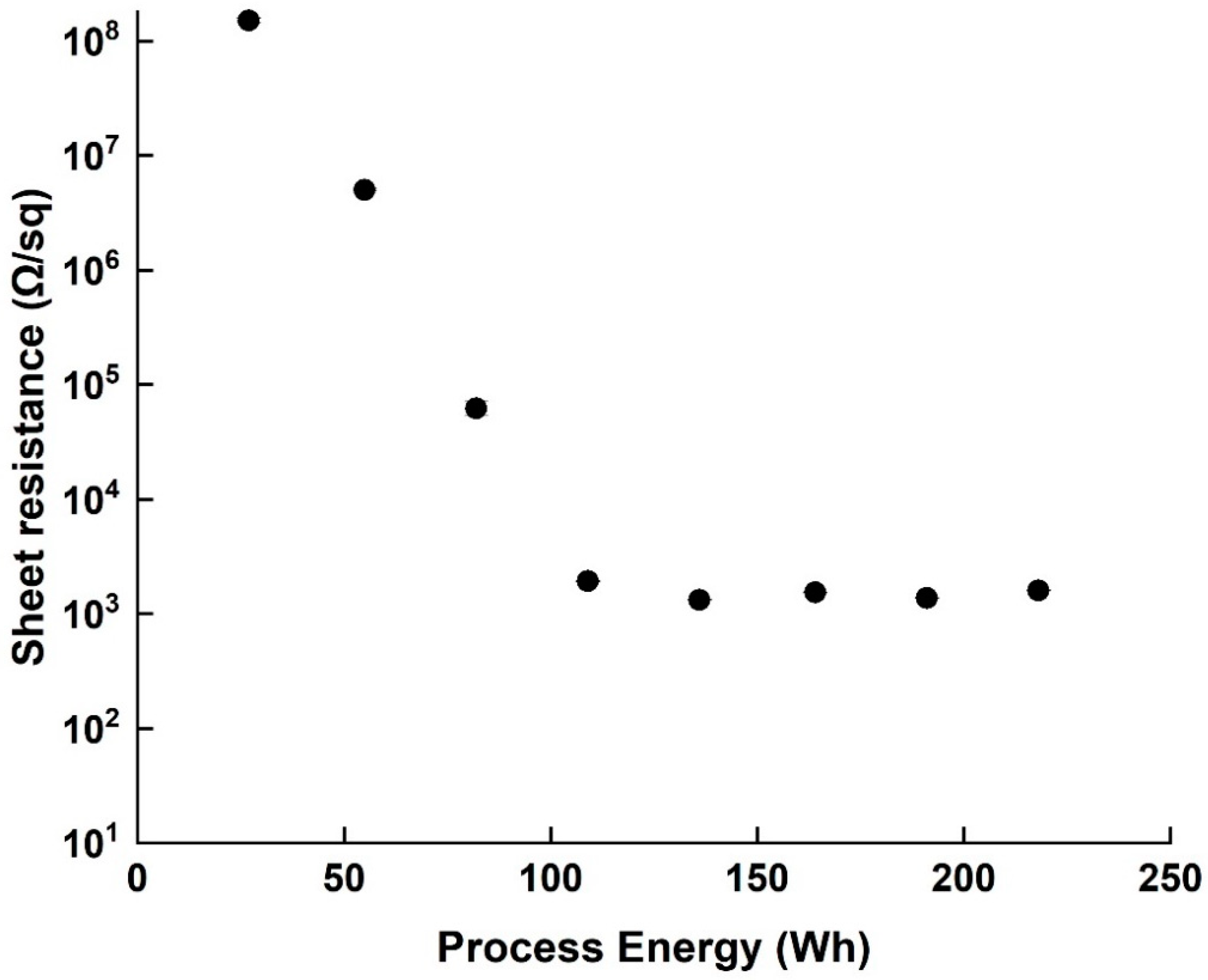
3.4. Sheet Resistance
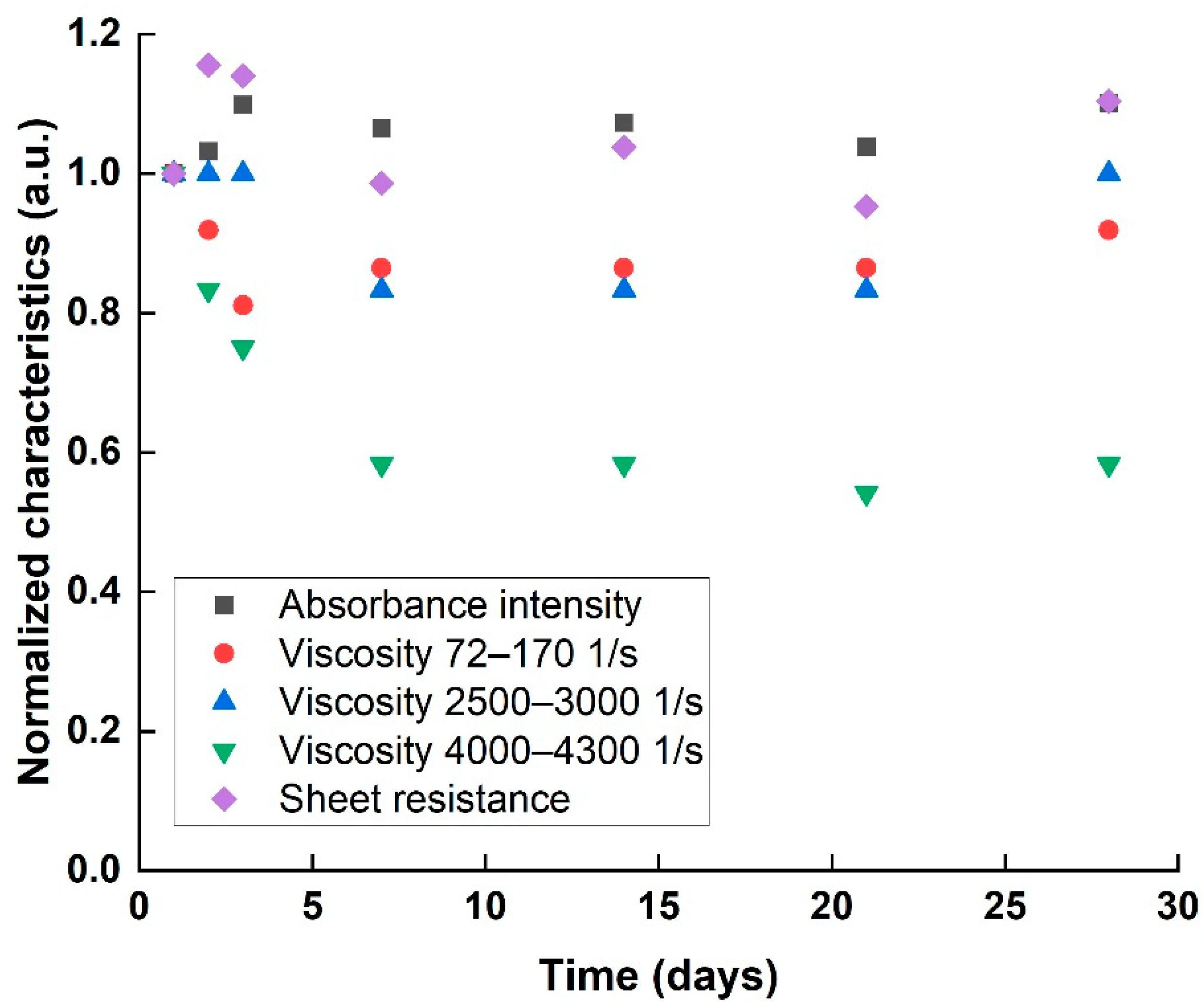
3.5. Application #1: Determination of Dispersion Stability
3.6. Application #2: Optimizing Surfactant
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kaempgen, M.; Duesberg, G.; Roth, S. Transparent carbon nanotube coatings. Appl. Surf. Sci. 2005, 252, 425–429. [Google Scholar] [CrossRef]
- Guldi, D.M.; Rahman, G.M.A.; Jux, N.; Tagmatarchis, N.; Prato, M. Integrating Single-Wall Carbon Nanotubes into Donor-Acceptor Nanohybrids. Angew. Chem. 2004, 43, 5526–5530. [Google Scholar] [CrossRef]
- Safa, S.; Larijani, M.M.; Fathollahi, V.; Kakuee, O. Investigating hydrogen storage behavior of carbon nanotubes at ambient temperature and above by ion beam analysis. Nano 2010, 5, 341–347. [Google Scholar] [CrossRef]
- Simmons, T.J.; Hashim, D.; Vajtai, R.; Ajayan, P.M. Large Area-Aligned Arrays from Direct Deposition of Single-Wall Carbon Nanotube Inks. J. Am. Chem. Soc. 2007, 129, 10088–10089. [Google Scholar] [CrossRef] [PubMed]
- Krause, B.; Pötschke, P.; Ilin, E.; Predtechenskiy, M. Melt mixed SWCNT-polypropylene composites with very low electrical percolation. Polymer 2016, 98, 45–50. [Google Scholar] [CrossRef]
- Picó, F.; Rojo, J.M.; Sanjuán, M.L.; Ansón, A.; Benito, A.; Callejas, M.A.; Maser, W.K.; Martinez, M.T. Single-Walled Carbon Nanotubes as Electrodes in Supercapacitors. J. Electrochem. Soc. 2004, 151, A831–A837. [Google Scholar] [CrossRef]
- Gross, A.J.; Holzinger, M.; Cosnier, S. Buckypaper bioelectrodes: Emerging materials for implantable and wearable biofuel cells. Energy Environ. Sci. 2018, 11, 1670–1687. [Google Scholar] [CrossRef]
- Doganci, E. Improving adhesion between polyester cord and rubber by using glycidyl-POSS. J. Appl. Polym. Sci. 2021, 138, 49681. [Google Scholar] [CrossRef]
- Deshmukh, M.A.; Kang, B.-C.; Jeon, J.-Y.; Ha, T.-J. Stable Dispersions of Single-Wall Carbon Nanotubes Using Self-Assembled Amphiphilic Copolymer Surfactants for Fabricating Wafer-Scale Devices. ACS Appl. Nano Mater. 2020, 3, 8829–8839. [Google Scholar] [CrossRef]
- Deng, W.; Deng, L.; Li, Z.; Zhang, Y.; Chen, G. Synergistically Boosting Thermoelectric Performance of PEDOT:PSS/SWCNT Composites via the Ion-Exchange Effect and Promoting SWCNT Dispersion by the Ionic Liquid. ACS Appl. Mater. Interfaces 2021, 13, 12131–12140. [Google Scholar] [CrossRef]
- Jiang, X.; Gong, W.; Qu, S.; Wang, D.; Liu, T.; Li, Q.; Zhou, G.; Lu, W. Understanding the influence of single-walled carbon nanotube dispersion states on the microstructure and mechanical properties of wet-spun fibers. Carbon 2020, 169, 17–24. [Google Scholar] [CrossRef]
- Schneider, S.; Lefebvre, J.; Diercks, N.J.; Berger, F.J.; Lapointe, F.; Schleicher, J.; Malenfant, P.R.L.; Zaumseil, J. Phenanthroline Additives for Enhanced Semiconducting Carbon Nanotube Dispersion Stability and Transistor Performance. ACS Appl. Nano Mater. 2020, 3, 12314–12324. [Google Scholar] [CrossRef]
- Shi, Y.; Ren, L.; Li, D.; Gao, H.; Yang, B. Optimization Conditions for Single-Walled Carbon Nanotubes Dispersion. J. Surf. Eng. Mater. Adv. Technol. 2013, 03, 27316. [Google Scholar] [CrossRef] [Green Version]
- Ryabenko, A.; Dorofeeva, T.; Zvereva, G. UV–VIS–NIR spectroscopy study of sensitivity of single-wall carbon nanotubes to chemical processing and Van-der-Waals SWNT/SWNT interaction. Verification of the SWNT content measurements by absorption spectroscopy. Carbon 2004, 42, 1523–1535. [Google Scholar] [CrossRef]
- Kataura, H.; Kumazawa, Y.; Maniwa, Y.; Umezu, I.; Suzuki, S.; Ohtsuka, Y.; Achiba, Y. Optical properties of single-wall carbon nanotubes. Synth. Met. 1999, 103, 2555–2558. [Google Scholar] [CrossRef]
- Ma, A.W.K.; Mackley, M.R.; Chinesta, F. The microstructure and rheology of carbon nanotube suspensions. Int. J. Mater. Form. 2008, 1, 75–81. [Google Scholar] [CrossRef] [Green Version]
- Fan, Z.; Advani, S.G. Rheology of multiwall carbon nanotube suspensions. J. Rheol. 2007, 51, 585. [Google Scholar] [CrossRef]
- Hobbie, E.K. Shear rheology of carbon nanotube suspensions. Rheol. Acta 2010, 49, 323–334. [Google Scholar] [CrossRef]
- Dresselhaus, M.; Dresselhaus, G.; Saito, R.; Jorio, A. Raman spectroscopy of carbon nanotubes. Phys. Rep. 2005, 409, 47–99. [Google Scholar] [CrossRef]
- Tan, Y.; Resasco, D.E. Dispersion of Single-Walled Carbon Nanotubes of Narrow Diameter Distribution. J. Phys. Chem. B 2005, 109, 14454–14460. [Google Scholar] [CrossRef] [PubMed]
- Njuguna, J.; Vanli, O.A.; Liang, R. A Review of Spectral Methods for Dispersion Characterization of Carbon Nanotubes in Aqueous Suspensions. J. Spectrosc. 2015, 2015, 463156. [Google Scholar] [CrossRef] [Green Version]
- Ma, A.; Chinesta, F.; Ammar, A.; Mackley, M. Rheological modeling of carbon nanotube aggregate suspensions. J. Rheol. 2008, 52, 1311. [Google Scholar] [CrossRef] [Green Version]
- Bauhofer, W.; Kovacs, J.Z. A review and analysis of electrical percolation in carbon nanotube polymer composites. Compos. Sci. Technol. 2009, 69, 1486–1498. [Google Scholar] [CrossRef]
- Yang, B.; Ren, L.; Li, L.; Tao, X.; Shi, Y.; Zheng, Y. The characterization of the concentration of the single-walled carbon nanotubes in aqueous dispersion by UV-Vis-NIR absorption spectroscopy. Analyst 2013, 138, 6671–6676. [Google Scholar] [CrossRef] [PubMed]
- Merlen, A.; Buijnsters, J.G.; Pardanaud, C. A Guide to and Review of the Use of Multiwavelength Raman Spectroscopy for Characterizing Defective Aromatic Carbon Solids: From Graphene to Amorphous Carbons. Coatings 2017, 7, 153. [Google Scholar] [CrossRef]
- Chew, H.B.; Moon, M.-W.; Lee, K.-R.; Kim, K.-S. Compressive dynamic scission of carbon nanotubes under sonication: Fracture by atomic ejection. Proc. R. Soc. A 2011, 467, 1270–1289. [Google Scholar] [CrossRef] [Green Version]
- Lachman, N.; Sui, X.; Bendikov, T.; Cohen, H.; Wagner, H.D. Electronic and mechanical degradation of oxidized CNTs. Carbon 2012, 50, 1734–1739. [Google Scholar] [CrossRef]
- Rastogi, R.; Kaushal, R.; Tripathi, S.; Sharma, A.L.; Kaur, I.; Bharadwaj, L.M. Comparative study of carbon nanotube dispersion using surfactants. J. Colloid Interface Sci. 2008, 328, 421–428. [Google Scholar] [CrossRef]
- Matarredona, O.; Rhoads, H.; Li, Z.; Harwell, J.H.; Balzano, L.; Resasco, D.E. Dispersion of Single-Walled Carbon Nanotubes in Aqueous Solutions of the Anionic Surfactant NaDDBS. J. Phys. Chem. B 2003, 107, 13357–13367. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Energy (Wh) | ID | IG | ID/IG Ratio |
|---|---|---|---|
| 55 | 772 | 50,435 | 0.015 |
| 218 | 1558 | 59,973 | 0.026 |
| 600 | 1522 | 30,532 | 0.05 |
| Process Energy (Wh) | End of LVR (γ) | Crossover (Pa) | LVR Behavior |
|---|---|---|---|
| 55 | non | 34.18 | G′ > G″ |
| 82 | 0.03 | 17.37 | G′ > G″ |
| 109 | 0.08 | 4.263 | G′ > G″ |
| 136 | 0.16 | 1.966 | G′ > G″ |
| 164 | 0.08 | 0.6324 | G′ > G″ |
| 191 | 0.64 | 0.36 | G′ > G″ but very close each other |
| 218 | 0.52 | Non | G″ > G′ for all γ range |
| 245 | 0.46 | Non | G″ > G′ for all γ range |
| 273 | 0.35 | Non | G″ > G′ for all γ range |
| 600 | non | Non | G″ > G′ for all γ range |
| Surfactant Group | End of LVR (γ) | Crossover (Pa) | LVR Behavior |
|---|---|---|---|
| Anionic aromatic | non | 0.2495 Pa | G″ > G′ |
| Anionic aliphatic | non | 52.46 Pa | G″ > G′ |
| Cationic | 0.008150 | 11.16 Pa | G′ > G″ Almost similar |
| Graft polymer | non | 17.10 Pa | G′ > G″ in LVR |
| LMW polymer | 0.06764 | 1.280 Pa | G′ > G″ in LVR |
| HMW polymer | non | 55.59 Pa | G′ > G″ in LVR |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ben Basat, M.; Lachman, N. Development of Quality Control Methods for Dispersibility and Stability of Single-Wall Carbon Nanotubes in an Aqueous Medium. Nanomaterials 2021, 11, 2618. https://doi.org/10.3390/nano11102618
Ben Basat M, Lachman N. Development of Quality Control Methods for Dispersibility and Stability of Single-Wall Carbon Nanotubes in an Aqueous Medium. Nanomaterials. 2021; 11(10):2618. https://doi.org/10.3390/nano11102618
Chicago/Turabian StyleBen Basat, Moran, and Noa Lachman. 2021. "Development of Quality Control Methods for Dispersibility and Stability of Single-Wall Carbon Nanotubes in an Aqueous Medium" Nanomaterials 11, no. 10: 2618. https://doi.org/10.3390/nano11102618
APA StyleBen Basat, M., & Lachman, N. (2021). Development of Quality Control Methods for Dispersibility and Stability of Single-Wall Carbon Nanotubes in an Aqueous Medium. Nanomaterials, 11(10), 2618. https://doi.org/10.3390/nano11102618