The Role of Additives in Warm Mix Asphalt Technology: An Insight into Their Mechanisms of Improving an Emerging Technology

 ,
, 
 ,
,  , and
, and 
Abstract
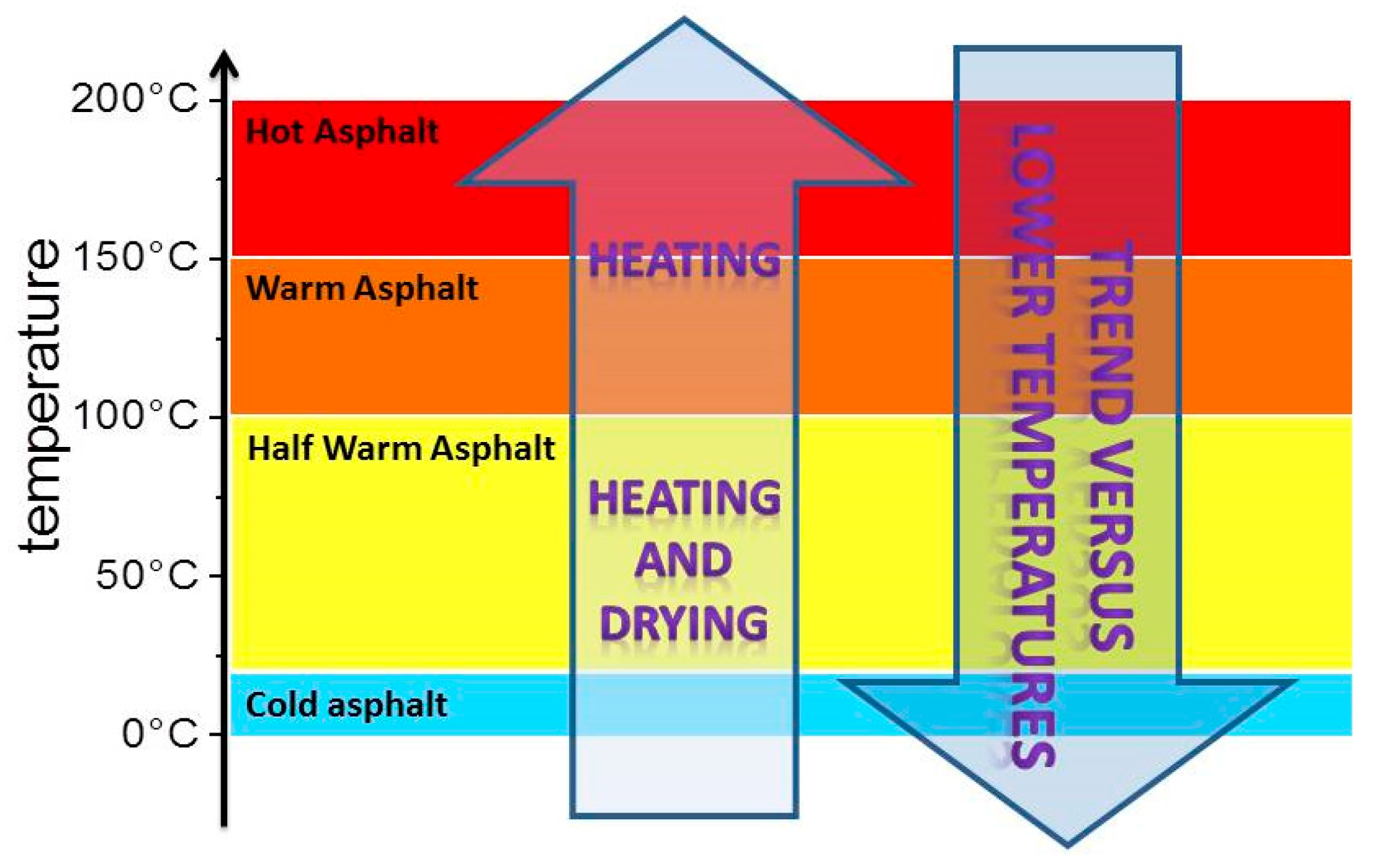
1. Introduction
2. Organic Additives
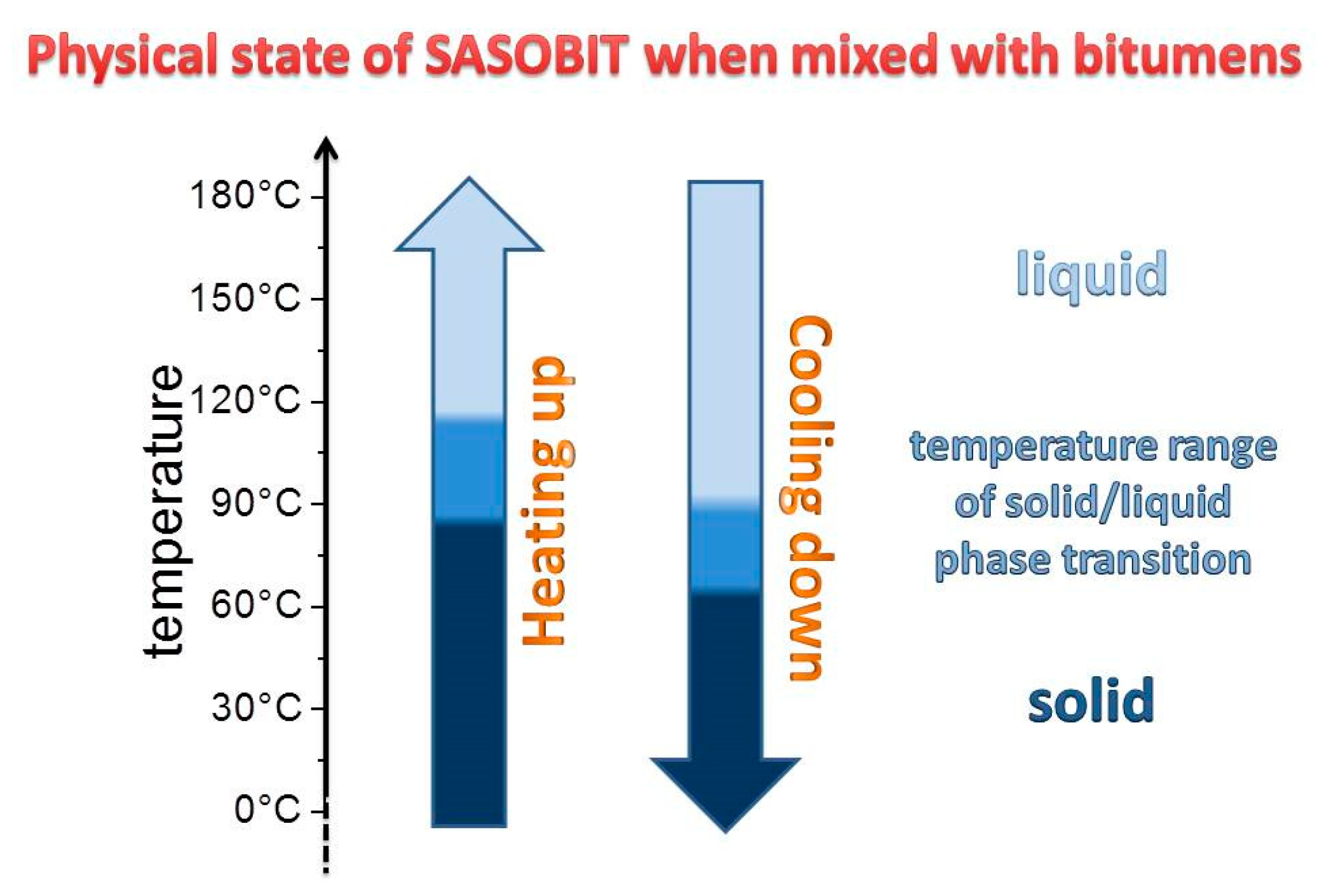
2.1. Sasobit
2.2. Licomont 100
2.3. Asphaltan B
3. Chemical Additives
3.1. Evotherm
3.2. Rediset
3.3. Iterlow
4. Foaming Technologies
Water-Bearing Processes
5. Super-Stabilized Emulsions and other WMA Techniques
6. Conclusions
- Organic additives in the form of waxes and fatty amides act as flow modifiers by melting below the melting point of the binder, thus reducing its viscosity during mixing which improves the coating and workability of the mix.
- During the cooling phase of the mix, waxes such as Sasobit start to crystallize and form a microscopic lattice structure in the binder which results in the increased stiffness of the asphalt pavement. This is responsible for the deformation resistance and reduction in the amount of air voids observed in wax-treated WMA. It is speculated that the stiffness observed in the improved mix results from the alteration of binder hydrocarbon chain length by organic additives which are hydrocarbon-rich in nature.
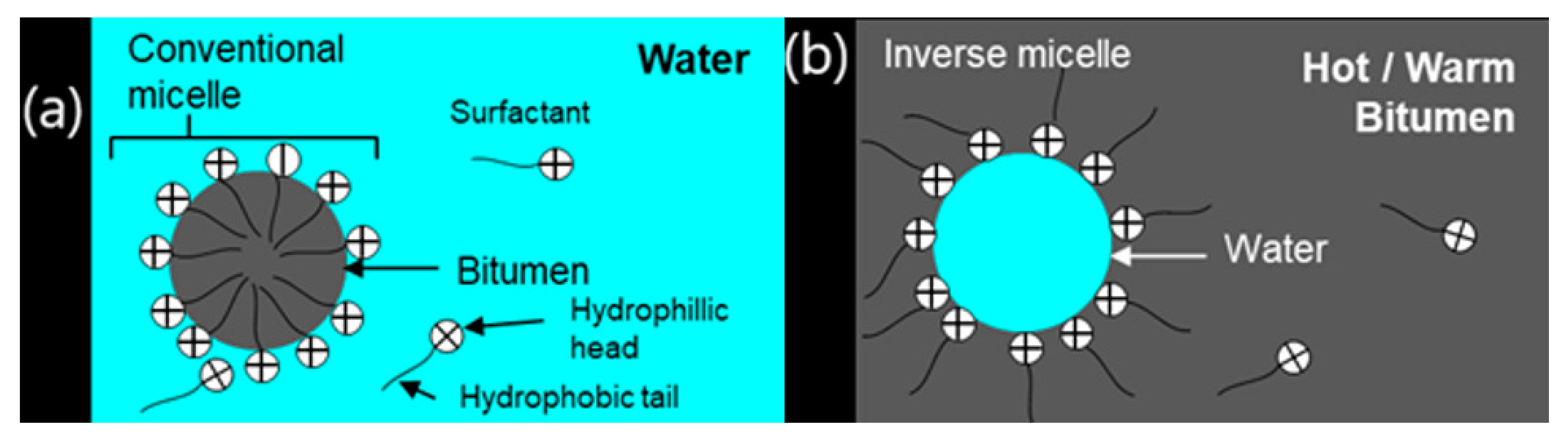
- Chemical additives in the form of emulsions and surfactants function at the microscopic interface of the binder and aggregates to regulate and reduce the frictional forces at that interface. This improves lubrication between the binder and aggregates.
- Emulsifying agents such as Evotherm generally improve lubrication of the mix by altering Surface Free Energy components and parameters. This is responsible for asphalt mix particles moving more easily over each other in the mix which in turn translates to better coating of aggregates caused by an improved contact angle. Liquid chemical additives like Iterlow also act as emulsifying agents which contain amine groups and improves cracking resistance of the mix at low temperatures.
- Surfactants such as Rediset generally reduce surface tension of asphalt binder to improve wettability of aggregates. They also function in a similar fashion as the organic additives by reducing the viscosity of the binder to improve workability of the mix.
- Foaming technologies in the form of Zeolites (aluminosilicates) and water-based processes (injection nozzles) generally reduce binder viscosity temporarily. This improves coating and mix workability. These processes are more susceptible to moisture damage due to the involvement of water in the foaming process thus anti-stripping agents are often added to the mix if it is not already contained in the product.
- Hybrid techniques such as Sasoflex and Tri-Mix Warm Mix Injection system combine different categories of additives with specific desirable features to synthesize additives with versatile functions. This might be the future of WMA technology.
Author Contributions
Funding
Conflicts of Interest
References
- Rossi, C.O.; Caputo, P.; De Luca, G.; Maiuolo, L.; Eskandarsefat, S.; Sangiorgi, C. 1H-NMR spectroscopy: A possible approach to advanced bitumen characterization for industrial and paving applications. Appl. Sci. 2018, 8, 229. [Google Scholar] [CrossRef]
- Prowell, B.D.; Hurley, G.C.; Frank, B. Warm-Mix Asphalt: Best Practices, 2nd ed.; Quality Improvement Publication: Lanham, MD, USA, 2011. [Google Scholar]
- Rossi, C.O.; Caputo, P.; Baldino, N.; Lupi, F.R.; Miriello, D.; Angelico, R. Effects of adhesion promoters on the contact angle of bitumen-aggregate interface. Int. J. Adhes. Adhes. 2016, 70, 297–303. [Google Scholar] [CrossRef]
- Baldino, N.; Gabriele, D.; Lupi, F.R.; Rossi, C.O.; Caputo, P.; Falvo, T. Rheological effects on bitumen of polyphosphoric acid (PPA) addition. Constr. Build. Mater. 2013, 40, 397–404. [Google Scholar] [CrossRef]
- Caputo, P.; Porto, M.; Calandra, P.; De Santo, M.P.; Rossi, C.O. Effect of epoxidized soybean oil on mechanical properties of bitumen and aged bitumen. Mol. Cryst. Liq. Cryst. 2018, 675, 68–74. [Google Scholar] [CrossRef]
- Rossi, C.O.; Caputo, P.; Ashimova, S.; Fabozzi, A.; D’Errico, G.; Angelico, R. Effects of natural antioxidant agents on the bitumen aging process: An EPR and rheological investigation. Appl. Sci. 2018, 8, 1405. [Google Scholar] [CrossRef]
- Porto, M.; Caputo, P.; Loise, V.; De Filpo, G.; Rossi, C.O.; Calandra, P. Polysaccharides-reinforced bitumens: Specificities and universality of rheological behavior. Appl. Sci. 2019, 9, 5564. [Google Scholar] [CrossRef]
- European Asphalt Pavement Association (EAPA). The Use of Warm Mix Asphalt-EAPA Position Paper; EAPA: Brussels, Belgium, 2014. [Google Scholar]
- Rubio, M.C.; Martínez, G.; Baena, L.; Moreno, F. Warm mix asphalt: An overview. J. Clean. Prod. 2012, 24, 76–84. [Google Scholar] [CrossRef]
- Pereira, R.; Almeida-Costa, A.; Duarte, C.; Benta, A. Warm mix asphalt: Chemical additives’ effects on bitumen properties and limestone aggregates mixture compactibility. Int. J. Pavement Res. Technol. 2018, 11, 285–299. [Google Scholar] [CrossRef]
- Diab, A.; Sangiorgi, C.; Ghabchi, R.; Zaman, M.; Wahaballa, A.M.; Lee, Y.-H.; Chou, N.N.; He, J.; Qian, G.; Zhu, J.; et al. Warm mix asphalt (WMA) technologies: Benefits and drawbacks—A literature review. In Proceedings of the Functional Pavement Design, Delft, The Netherlands, 29 June–1 July 2016. [Google Scholar]
- Romier, A.; Audeon, M.; David, J.; Martineau, Y.; Olard, F. Low energy asphalt with performance of hot mix asphalt. Transp. Res. Rec. 2006, 1962, 101–112. [Google Scholar] [CrossRef]
- Srikanth, G.; Kumar, R.; Vasudeva, R. A Review on Warm Mix Asphalt. In Proceedings of the National Conference: Advanced Structures, Materials and Methodology in Civil Engineering (ASMMCE–2018), NIT Jalandhar, Jalandhar, India, 3–4 November 2018. [Google Scholar]
- Panda, M.; Padhi, M.M.; Giri, J.P. Use of emulsion for warm mix asphalt. Int. J. Transp. Sci. Technol. 2017, 6, 78–85. [Google Scholar] [CrossRef]
- Bonaquist, R. Mix Design Practices for Warm-Mix Asphalt; Transportation Research Board: Washington, DC, USA, 2011. [Google Scholar]
- Hamzah, M.O.; Golchin, B.; Tye, C.T. Determination of the optimum binder content of warm mix asphalt incorporating rediset using response surface method. Constr. Build. Mater. 2013, 47, 1328–1336. [Google Scholar] [CrossRef]
- Calandra, P.; Caputo, P.; De Santo, M.P.; Todaro, L.; Liveri, V.T.; Rossi, C.O. Effect of additives on the structural organization of asphaltene aggregates in bitumen. Constr. Build. Mater. 2019, 199, 288–297. [Google Scholar] [CrossRef]
- Asphalt Institute. Performance Graded Asphalt Binder Specification and Testing; Asphalt Institute: Lexington, KY, USA, 2003. [Google Scholar]
- Corrigan, M. Warm Mix Asphalt Technologies and Research. Every Day Counts, US Department of Transportation Federal Highway Administration Factsheet. Available online: https://www.fhwa.dot.gov/pavement/asphalt/wma.cfm (accessed on 6 April 2020).
- Biro, S.; Gandhi, T.; Amirkhanian, S. Midrange temperature rheological properties of warm asphalt binders. J. Mater. Civ. Eng. 2009, 21, 316–323. [Google Scholar] [CrossRef]
- Capitão, S.D.; Picado-Santos, L.G.; Martinho, F. Pavement engineering materials: Review on the use of warm-mix asphalt. Constr. Build. Mater. 2012, 36, 1016–1024. [Google Scholar] [CrossRef]
- Sasol Wax Sasobit Factsheet. 2008. Available online: https://www.sasolwax.com/fileadmin/sasolwax/documents/Asphalt%20Additives/SASOBIT.pdf (accessed on 11 April 2020).
- Kvasnak, A.N.; West, R.C. Case study of warm-mix asphalt moisture susceptibility in Birmingham, Alabama. In Proceedings of the Transportation Research Board 88th Annual Meeting, Washington, DC, USA, 11–15 January 2009. [Google Scholar]
- Stimilli, A.; Virgili, A.; Canestrari, F. Warm recycling of flexible pavements: Effectiveness of warm mix asphalt additives on modified bitumen and mixture performance. J. Clean. Prod. 2017, 156, 911–922. [Google Scholar] [CrossRef]
- Arabali, P.; Sakhaeifar, M.S.; Freeman, T.; Wilson, B.; Borowiec, J.D. Decision-making guideline for preservation of flexible pavements in general aviation airport management. J. Transp. Eng. B Pavements 2017, 143, 04017006. [Google Scholar] [CrossRef]
- Hurley, G.; Prowell, B. Evaluation of Sasobit for use in warm mix asphalt. NCAT Rep. 2005, 5, 1–27. [Google Scholar]
- Caputo, P.; Porto, M.; Loise, V.; Teltayev, B.; Rossi, C.O. Analysis of mechanical performance of bitumen modified with waste plastic and rubber additives by rheology and self diffusion NMR experiments. Eurasian Chem. Technol. J. 2019, 21, 235–239. [Google Scholar] [CrossRef]
- Sasol Wax Sasobit REDUX Factsheet. 2016. Available online: https://www.sasolwax.com/fileadmin/sasolwax/documents/Asphalt%20Additives/Asphalt_Additive_Sasobit_REDUX.pdf (accessed on 11 April 2020).
- D’Angelo, J.A.; Harm, E.; Bartoszek, J.; Baumgardner, G.; Corrigan, M.; Cowsert, J.; Harman, T.; Jamshidi, M.; Jones, W.; Newcomb, D.; et al. Warm-Mix Asphalt: European Practice; American Trade Initiatives: Alexandria, VA, USA, 2008. [Google Scholar]
- Rowe, G.M.; Baumgardner, G.L.; Reinke, G.; D’Angelo, J.; Anderson, D.A. Evaluation of the BBR test with mixtures containing waxes. In Proceedings of the Binder Expert Task Group Meeting, San Antonio, TX, USA, 14–15 September 2009. [Google Scholar]
- Li, X.; Wang, H.; Zhang, C.; Diab, A.; You, Z. Characteristics of a surfactant produced warm mix asphalt binder and workability of the mixture. J. Test. Eval. 2015, 44, 2219–2230. [Google Scholar] [CrossRef]
- Kheradmand, B.; Muniandy, R.; Hua, L.T.; Yunus, R.; Solouki, A. An overview of the emerging warm mix asphalt technology. Int. J. Pavement Eng. 2013, 15, 79–94. [Google Scholar] [CrossRef]
- Kakar, M.R.; Hamzah, M.O.; Akhtar, M.N.; Woodward, D. Surface free energy and moisture susceptibility evaluation of asphalt binders modified with surfactant-based chemical additive. J. Clean. Prod. 2016, 112, 2342–2353. [Google Scholar] [CrossRef]
- Calandra, P.; Ruggirello, A.; Mele, A.; Liveri, V.T. Self-assembly in surfactant-based liquid mixtures: Bis(2-ethylhexyl)phosphoric acid/bis(2-ethylhexyl)amine systems. J. Colloid Interface Sci. 2010, 348, 183–188. [Google Scholar] [CrossRef] [PubMed]
- Calandra, P.; Liveri, V.T.; Riello, P.; Freris, I.; Mandanici, A. Self-assembly in surfactant-based liquid mixtures: Octanoic acid/Bis(2-ethylhexyl)amine systems. J. Colloid Interface Sci. 2012, 367, 280–285. [Google Scholar] [CrossRef] [PubMed]
- Calandra, P.; Mandanici, A.; Liveri, V.T.; Pochylski, M.; Aliotta, F. Emerging dynamics in surfactant-based liquid mixtures: Octanoic acid/bis(2-ethylhexyl) amine systems. J. Chem. Phys. 2012, 136, 064515. [Google Scholar] [CrossRef] [PubMed]
- Calandra, P.; Nicotera, I.; Rossi, C.O.; Liveri, V.T. Dynamical properties of self-assembled surfactant-based mixtures: Triggering of one-dimensional anomalous diffusion in bis(2-ethylhexyl)phosphoric acid/n-octylamine systems. Langmuir 2013, 29, 14848–14854. [Google Scholar] [CrossRef] [PubMed]
- Arabani, M.; Roshani, H.; Hamedi, G.H. Estimating moisture sensitivity of warm mix asphalt modified with zycosoil as an antistrip agent using surface free energy method. J. Mater. Civ. Eng. 2012, 24, 889–897. [Google Scholar] [CrossRef]
- Bhasin, A.; Masad, E.; Little, D.; Lytton, R.; Information, R. Limits on adhesive bond energy for improved resistance of hot-mix asphalt to moisture damage. Transp. Res. Rec. J. Transp. Res. Board 2006, 1970, 3–13. [Google Scholar] [CrossRef]
- Bhasin, A.; Little, D.N.; Vasconcelos, K.L.; Masad, E. Surface free energy to identify moisture sensitivity of materials for asphalt mixes. Transp. Res. Rec. J. Transp. Res. Board 2007, 2001, 37–45. [Google Scholar] [CrossRef]
- Habal, A.; Singh, D. Moisture damage resistance of GTR-modified asphalt binders containing WMA additives using the surface free energy approach. J. Perform. Constr. Facil. 2017, 31, 04017006. [Google Scholar] [CrossRef]
- Little, D.N.; Bhasin, A. Using Surface Energy Measurements to Select Materials for Asphalt Pavement; Transportation Research Board: Washington, DC, USA, 2006. [Google Scholar]
- Ghabchi, R.; Singh, D.; Zaman, M.; Tian, Q. Application of asphalt-aggregates interfacial energies to evaluate moisture-induced damage of warm mix asphalt. Procedia Soc. Behav. Sci. 2013, 104, 29–38. [Google Scholar] [CrossRef]
- Hurley, G.C.; Prowell, B.D. Evaluation of evotherm for use in warm mix asphalt. NCAT Rep. 2006, 2, 15–35. [Google Scholar]
- Chowdhury, A.; Button, J.W. A Review of Warm Mix Asphalt; Texas Transportation Institute: College Station, TX, USA, 2008. [Google Scholar]
- Arabani, M.; Hamedi, G.H. Using the surface free energy method to evaluate the effects of polymeric aggregate treatment on moisture damage in hot-mix asphalt. J. Mater. Civ. Eng. 2011, 23, 802–811. [Google Scholar] [CrossRef]
- Calandra, P.; Mandanici, A.; Liveri, V.T. Self-assembly in surfactant-based mixtures driven by acid–base reactions: Bis(2-ethylhexyl) phosphoric acid–n-octylamine systems. RSC Adv. 2013, 3, 5148. [Google Scholar] [CrossRef]
- Sanchez-Alonso, E.; Vega-Zamanillo, A.; Castro-Fresno, D.; DelRio-Prat, M. Evaluation of compactability and mechanical properties of bituminous mixes with warm additives. Constr. Build. Mater. 2011, 25, 2304–2311. [Google Scholar] [CrossRef]
- Cheng, D.; Little, D.N.; Lytton, R.L.; Holste, J.C. Use of surface free energy of asphalt-aggregate system to predict moisture damage potential. J. Assoc. Asph. Paving Technol. 2002, 71, 59–88. [Google Scholar]
- Yu, H.; Leng, Z.; Dong, Z.; Tan, Z.; Guo, F.; Yan, J. Workability and mechanical property characterization of asphalt rubber mixtures modified with various warm mix asphalt additives. Constr. Build. Mater. 2018, 175, 392–401. [Google Scholar] [CrossRef]
- Little, D.N.; Epps, J.A.; Sebaaly, P.E. The Benefits of Hydrated Lime in Hot-Mix Asphalt; National Lime Association: Arlington, VA, USA, April 2006; Available online: https://www.lime.org/documents/publications/free_downloads/benefits-hydrated-lime2006.pdf (accessed on 29 April 2020).
- Hesami, S.; Roshani, H.; Hamedi, G.H.; Azarhoosh, A. Evaluate the mechanism of the effect of hydrated lime on moisture damage of warm mix asphalt. Constr. Build. Mater. 2013, 47, 935–941. [Google Scholar] [CrossRef]
- McCann, M.; Sebaaly, P.E. Evaluation of moisture sensitivity and performance of lime in hot-mix asphalt: Resilient modulus, tensile strength, and simple shear tests. Transp. Res. Rec. 2003, 1832, 9–16. [Google Scholar] [CrossRef]
- Smiljanic, M.; Pap, I.; Tatic, U.; Strbic, M.; Milinski, S.; Markovic, B. Potentials of using the polyfunctional additive “Rediset wmx” for asphalt mixtures. In Proceedings of the 5th International Conference Bituminous Mixtures and Pavements, Thessaloniki, Greece, 1–3 June 2011. [Google Scholar]
- Syroezhko, A.M.; Baranov, M.A.; Ivanov, S.N.; Maidanova, N.V. Influence of natural additives and those synthesized by the Fischer-Tropsch method on the properties of petroleum bitumen and quality of floated asphalt. Coke Chem. 2011, 54, 26–31. [Google Scholar] [CrossRef]
- Banerjee, A.; Smit, A.D.F.; Prozzi, J.A. Prozzi, J. The effect of long-term aging on the rheology of warm mix asphalt binders. Fuel 2012, 97, 603–611. [Google Scholar] [CrossRef]
- Shi, P.C.; Xie, Z.X.; Fan, W.Z.; Wang, L.L.; Shen, J.N. Selecting warm mix asphalt (WMA) additives by the properties of WMA binders. Adv. Mater. Res. 2013, 753, 585–590. [Google Scholar] [CrossRef]
- Zaumanis, M.; Haritonovs, V. Research on properties of warm mix asphalt. Sci. J. Riga Tech. Univ. 2010, 11, 77–84. [Google Scholar]
- Zhang, J.Z.; Wu, S.P.; Van De Ven, M.; Chen, F. Dynamic viscosity analysis of base bitumen with the addition of rediset. Adv. Mater. Res. 2012, 476, 1621–1625. [Google Scholar] [CrossRef]
- Estakhri, C.; Button, J.; Alvarez, A.E. Field and Laboratory Investigation of Warm Mix Asphalt in Texas; Texas Transportation Institute: College Station, TX, USA, 2010.
- Hill, B.; Behnia, B.; Buttlar, W.G.; Reis, H. Evaluation of warm mix asphalt mixtures containing reclaimed asphalt pavement through mechanical performance tests and an acoustic emission approach. J. Mater. Civ. Eng. 2013, 25, 1887–1897. [Google Scholar] [CrossRef]
- James, R. Metering of steam-water two-phase flow by sharp-edged orifices. Proc. Inst. Mech. Eng. 1965, 180, 549–572. [Google Scholar] [CrossRef]
- Grela, A. The mineral composition and textural properties of zeolites with metakaolin Skład mineralny i właściwości teksturalne zeolitów z metakaolinu. Przem. Chem. 2015, 1, 193–196. [Google Scholar] [CrossRef]
- Breck, D.W. Zeolite Molecular Sieves, Structure, Chemistry, and Use; John Wiley & Sons: New York, NY, USA, 1974. [Google Scholar]
- Franus, W.; Wdowin, M.; Franus, M. Synthesis and characterization of zeolites prepared from industrial fly ash. Environ. Monit. Assess. 2014, 186, 5721–5729. [Google Scholar] [CrossRef] [PubMed]
- Franus, M.; Wdowin, M.; Bandura, L.; Franus, W. Removal of environmental pollutions using zeolites from fly ash: A review. Fresenius Environ. Bull. 2015, 24, 854–866. [Google Scholar]
- Sengoz, B.; Topal, A.; Gorkem, C. Evaluation of natural zeolite as warm mix asphalt additive and its comparison with other warm mix additives. Constr. Build. Mater. 2013, 43, 242–252. [Google Scholar] [CrossRef]
- Grace, W.R. Web Site of Grace Co. Zeolite Structure. Available online: http://www.grace.com/EngineeredMaterials/MaterialSciences/Zeolites/ZeoliteStructure.aspx (accessed on 28 May 2020).
- Clinoptilolite. The Mineral and Locality Database. Available online: http://www.mindat.org/min-1082.html (accessed on 28 May 2020).
- Sengoz, B.; Topal, A.; Gorkem, C. Evaluation of moisture characteristics of warm mix asphalt involving natural zeolite. Road Mater. Pavement Des. 2013, 14, 933–945. [Google Scholar] [CrossRef]
- Bonaccorsi, L.; Calandra, P.; Kiselev, M.A.; Amenitsch, H.; Proverbio, E.; Lombardo, D. Self-assembly in poly(dimethylsiloxane)–poly(ethylene oxide) block copolymer template directed synthesis of linde type A zeolite. Langmuir 2013, 29, 7079–7086. [Google Scholar] [CrossRef]
- Bonaccorsi, L.; Calandra, P.; Amenitsch, H.; Proverbio, E.; Lombardo, D. Growth of fractal aggregates during template directed SAPO-34 zeolite formation. Microporous Mesoporous Mater. 2013, 167, 3–9. [Google Scholar] [CrossRef]
- PQ-Corporations, 2010. Adveraw WMA Aluminosilicate. Available online: http://www.pqcorp.com/msds/advera_wma_ansi_msds.pdf (accessed on 30 May 2020).
- Zhang, J. Effects of warm-mix asphalt additives on asphalt mixture characteristics and pavement performance. Civ. Eviron. Eng. Theses 2010, 12, 89. [Google Scholar]
- Goh, S.W.; You, Z. Evaluation of warm mix asphalt produced at various temperatures through dynamic modulus testing and four point beam fatigue testing. Pavements Mater. 2011, 123–130. [Google Scholar] [CrossRef]
- Hurley, G.C.; Prowell, B.D. Evaluation of aspha-min zeolite for use in warm mix asphalt. In NCAT Report; National Center for Asphalt Technology: Auburn, AL, USA, 2005. [Google Scholar]
- Kristjansdottir, O. Warm mix asphalt technology adoption. In Proceedings of the NVF 33 Annual Meeting, Trondheim, Norway, June 2007. [Google Scholar]
- Mitchell, M.R.; Link, R.E.; Buddhala, A.; Hossain, Z.; Wasiuddin, N.M.; Zaman, M.; O’Rear, E.A. Effects of an amine anti-stripping agent on moisture susceptibility of sasobit and aspha-min mixes by surface free energy analysis. J. Test. Eval. 2012, 40, 91–99. [Google Scholar] [CrossRef]
- Barthel, W.; Marchand, J.P.; von Devivere, M.V. Warm asphalt mixes by adding a synthetic zeolite. In Proceedings of the 3rd Eurasphalt & Eurobitume Congress, Vienna, Austria, 12–14 May 2004. [Google Scholar]
- Woszuk, A.; Zofka, A.; Bandura, L.; Franus, W. Effect of zeolite properties on asphalt foaming. Constr. Build. Mater. 2017, 139, 247–255. [Google Scholar] [CrossRef]
- López, C.; González, Á.; Thenoux, G.; Sandoval, G.; Marcobal, J. Stabilized emulsions to produce warm asphalt mixtures with reclaimed asphalt pavements. J. Clean. Prod. 2019, 209, 1461–1472. [Google Scholar] [CrossRef]
- Prowell, B.D. Warm Mix Asphalt, The International Technology Scanning Program; American Trade Initiatives: Alexandria, VA, USA, 11 July 2007. [Google Scholar]
- Rashwan, M.H. Characterization of Warm Mix Asphalt (WMA) Performance in Different Asphalt Applications. Ph.D. Thesis, Iowa State University, Ames, IA, USA, 2018. [Google Scholar]
- Cheraghian, G.; Falchetto, A.C.; You, Z.; Chen, S.; Kim, Y.S.; Westerhoff, J.; Moon, K.H.; Wistuba, M.P. Warm mix asphalt technology: An up to date review. J. Clean. Prod. 2020, 268. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| WMA Processes | Product | Company | Description | Dosage of Additive | Country Where Technology Is Used | Production Temp. (or Reduction Range) °C |
|---|---|---|---|---|---|---|
| Organic additives | ||||||
| FT Wax | Sasobit® | Sasol | Fischer-Tropsch Wax | 1.0–2.5% by weight of binder | Worldwide | (20–30 °C) |
| Montan Wax | Asphaltan B | Romonta GmbH | Montan Wax with fatty acid amide | 2.0–4.0% by mass of bitumen | Germany | (20–30 °C) |
| Fatty Acid Amides | Licomont BS | Clariant | Fatty acid amide | 3.0% by mass of bitumen | Germany | (20–30 °C) |
| Wax | 3E LT or Ecoflex | Colas | Proprietary | Not specified | France | (20–30 °C) |
| Chemical additives | ||||||
| Emulsion | Evotherm® technologies | MeadWestvaco | Chemical packages with or without water | 0.5–0.7% by mass of bitumen | USA, worldwide | 85–115 °C |
| Surfactant | Rediset | Akzo Nobel | Cationic surfactants & organic additive | 1.5–2.0% by weight of bitumen | USA, Norway | (30 °C) |
| Surfactant | Cecabase RT | CECA | Chemical package | 0.2–0.4% by mixture weight | USA, Norway | (30 °C) |
| Liquid Chemical | Iterlow | IterChimica | 0.3–0.5% by mass of bitumen | Italy | 120 °C | |
| Foaming Processes | ||||||
| Water-containing | Aspha-Min® | Eurovia and MHI | Water-containing technology using zeolites | 0.3% by total weight of mix | Worldwide | (20–30 °C) |
| Water-containing | Advera® | PQ Corp. | Water-containing technology using zeolites | 0.25% by total weight of mix | USA | (10–30 °C) |
| Water-based | WAM Foam | Shell and Kolo-Veidekke | Foamed binder | 2–5% water by mass of binder | Worldwide | 100–200 °C |
| Material Type | Additive (%) | Surface Free Energy Components (mJ/m2) | |||||
|---|---|---|---|---|---|---|---|
| γLW | γ− | γ+ | γ+− | γtotal | γ+/γ− | ||
| PG64-22 Binder with different % additive | |||||||
| Neat | 0% | 9.44 | 0.93 | 1.22 | 2.13 | 11.57 | 1.30 |
| Evotherm® | 0.25% | 6.84 | 1.24 | 3.45 | 4.14 | 10.99 | 2.77 |
| 0.50% | 6.74 | 2.50 | 3.03 | 5.50 | 12.24 | 1.21 | |
| 0.75% | 9.17 | 3.03 | 5.50 | 4.52 | 13.69 | 1.82 | |
| Aggregates from Testing and Literature | |||||||
| Limestone (Tested) | - | 51.4 | 741.4 | 17.5 | 227.8 | 279.2 | 0.024 |
| Granite | - | 133.2 | 96 | 24.1 | 96.2 | 229.4 | 0.251 |
| Basalt | - | 52.3 | 164 | 0.6 | 19.8 | 72.1 | 0.004 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Caputo, P.; Abe, A.A.; Loise, V.; Porto, M.; Calandra, P.; Angelico, R.; Oliviero Rossi, C. The Role of Additives in Warm Mix Asphalt Technology: An Insight into Their Mechanisms of Improving an Emerging Technology. Nanomaterials 2020, 10, 1202. https://doi.org/10.3390/nano10061202
Caputo P, Abe AA, Loise V, Porto M, Calandra P, Angelico R, Oliviero Rossi C. The Role of Additives in Warm Mix Asphalt Technology: An Insight into Their Mechanisms of Improving an Emerging Technology. Nanomaterials. 2020; 10(6):1202. https://doi.org/10.3390/nano10061202
Chicago/Turabian StyleCaputo, Paolino, Abraham A. Abe, Valeria Loise, Michele Porto, Pietro Calandra, Ruggero Angelico, and Cesare Oliviero Rossi. 2020. "The Role of Additives in Warm Mix Asphalt Technology: An Insight into Their Mechanisms of Improving an Emerging Technology" Nanomaterials 10, no. 6: 1202. https://doi.org/10.3390/nano10061202
APA StyleCaputo, P., Abe, A. A., Loise, V., Porto, M., Calandra, P., Angelico, R., & Oliviero Rossi, C. (2020). The Role of Additives in Warm Mix Asphalt Technology: An Insight into Their Mechanisms of Improving an Emerging Technology. Nanomaterials, 10(6), 1202. https://doi.org/10.3390/nano10061202