

High-Compression Crash Simulations and Tests of PLA Cubes Fabricated Using Additive Manufacturing FDM with a Scaling Strategy


Abstract
1. Introduction
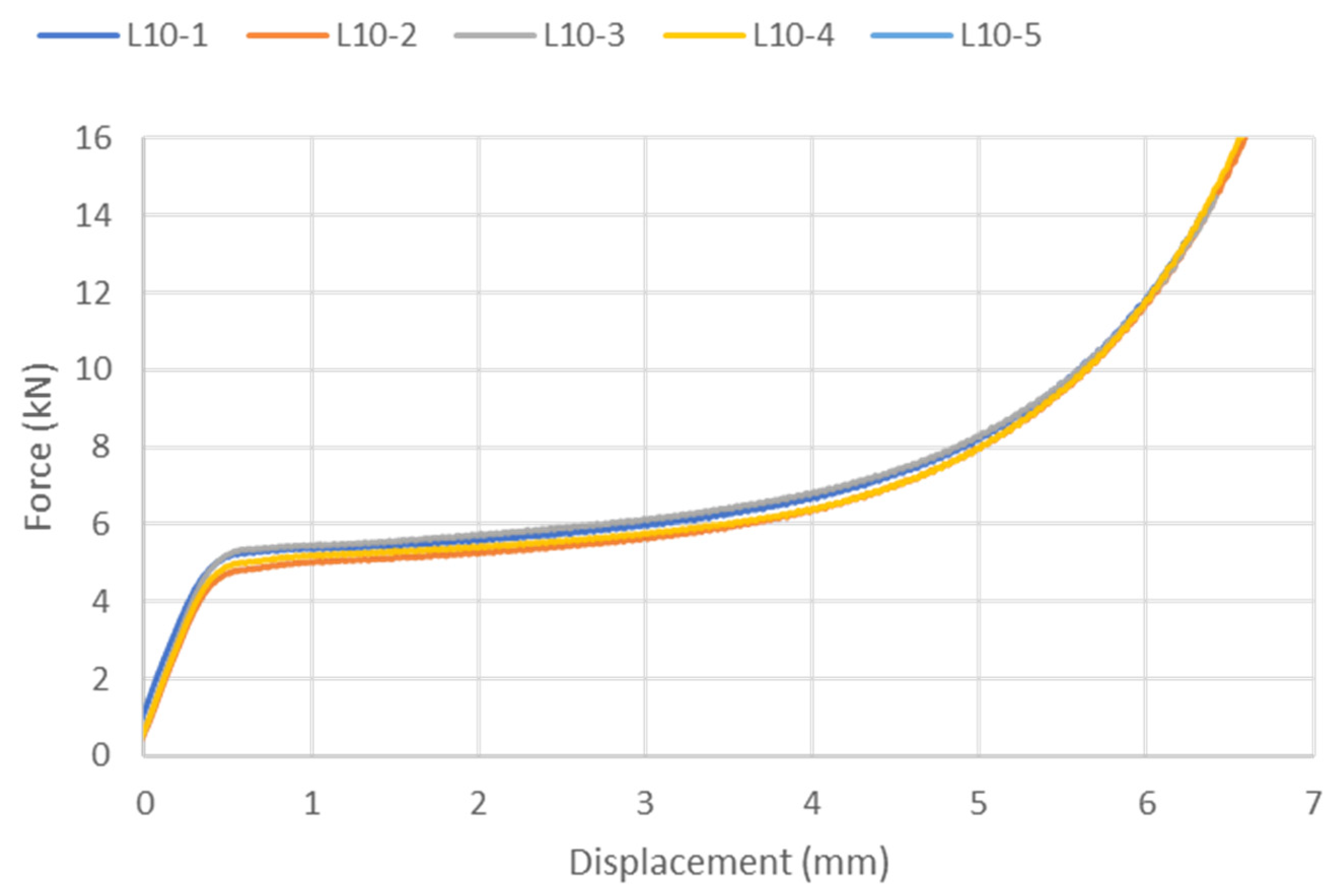
- Verify the repeatability of compression force–displacement curves for cubes fabricated using additive manufacturing;
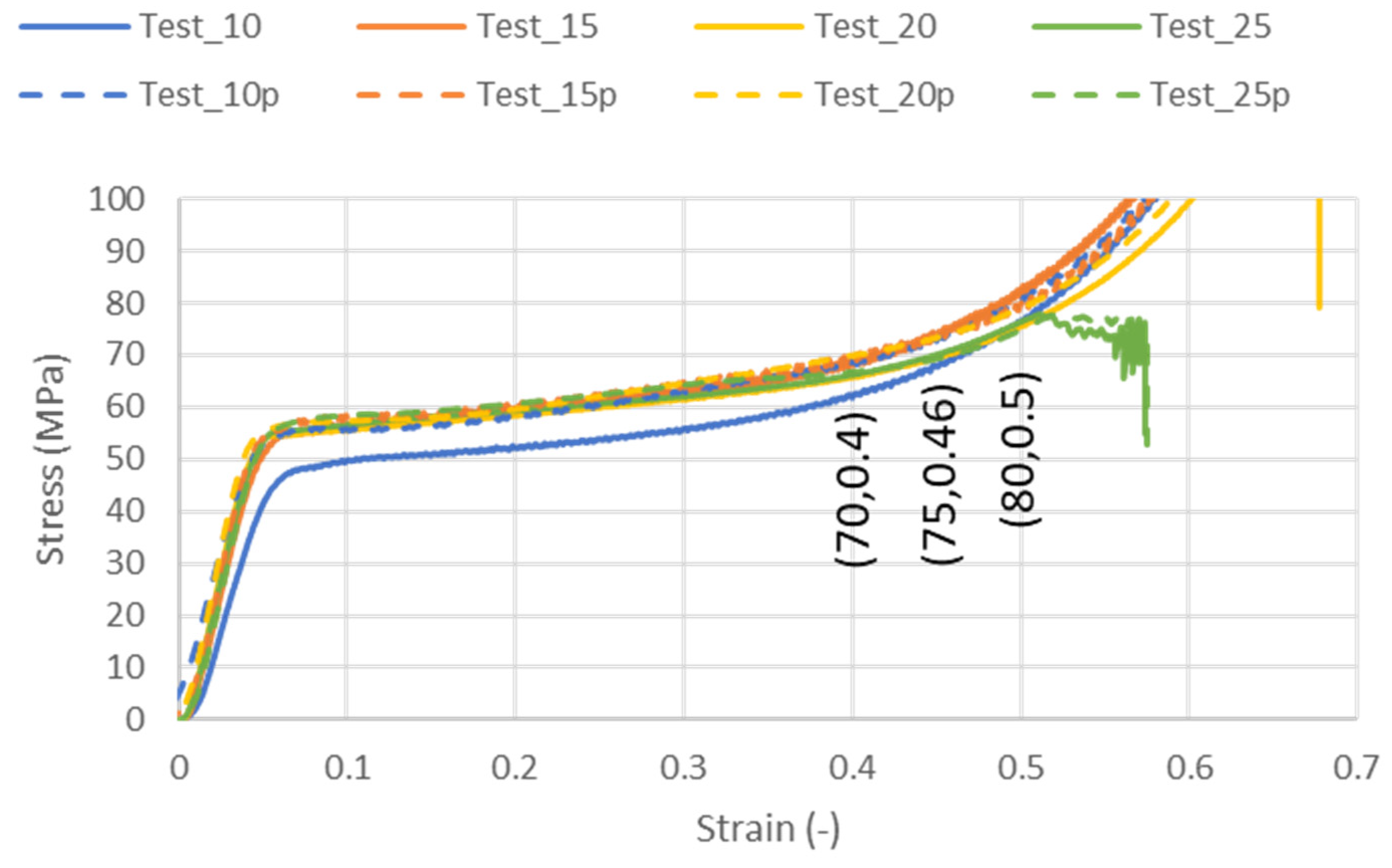
- Verify the scalability of experimental curves to obtain a unique stress–strain curve for all sizes;
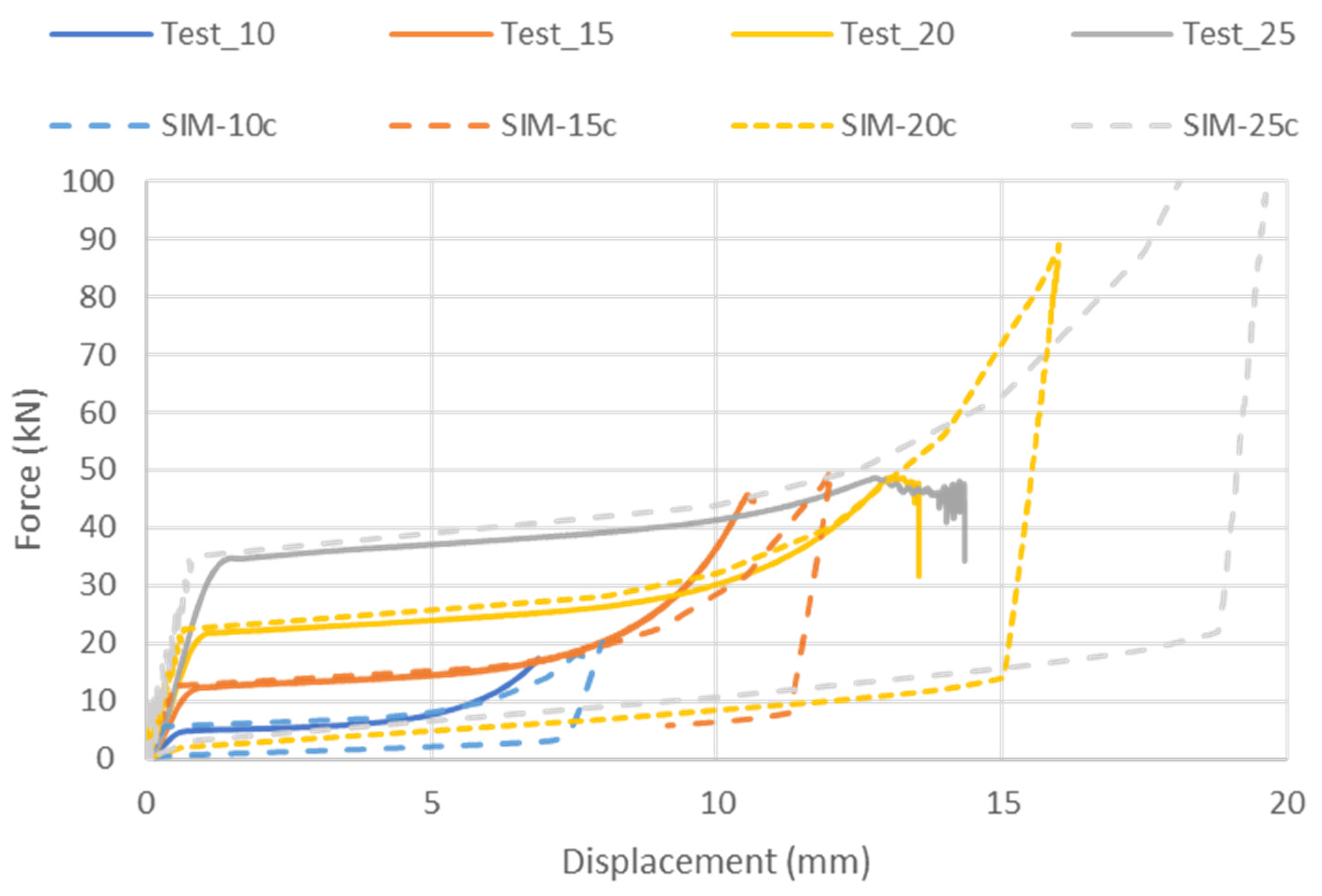
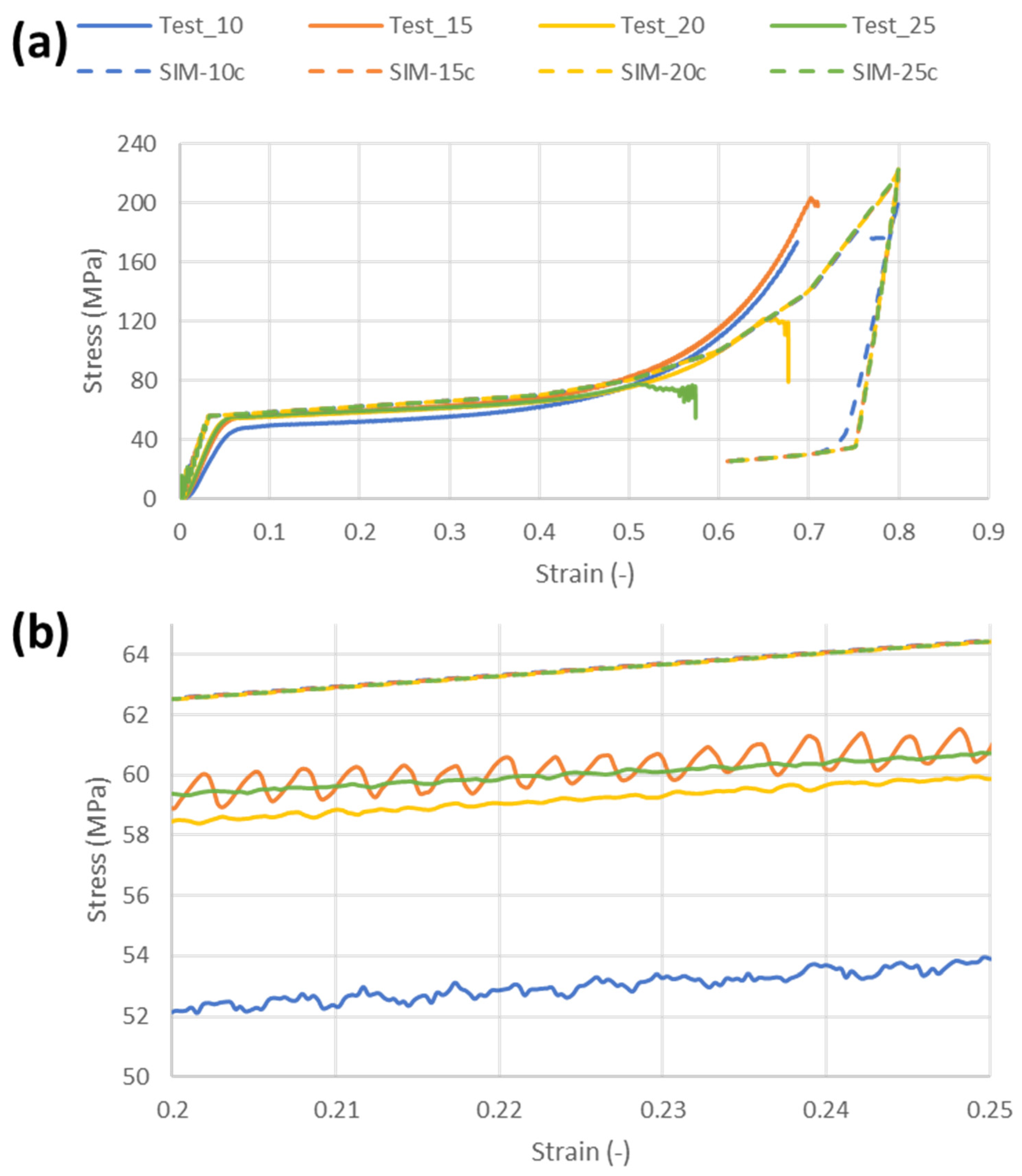
- Verify simulations of compression with a unique stress–strain curve and providing a good correlation with experimental results;
- Develop a protocol for assessing dimension mass and velocity for impacts on each cube side;
- Validate explicit simulations with mass scaling to adjust time steps;
- Compare the use of foam materials with conventional plasticity models;
- Validate simulations with large strain rates.
2. Materials and Methods
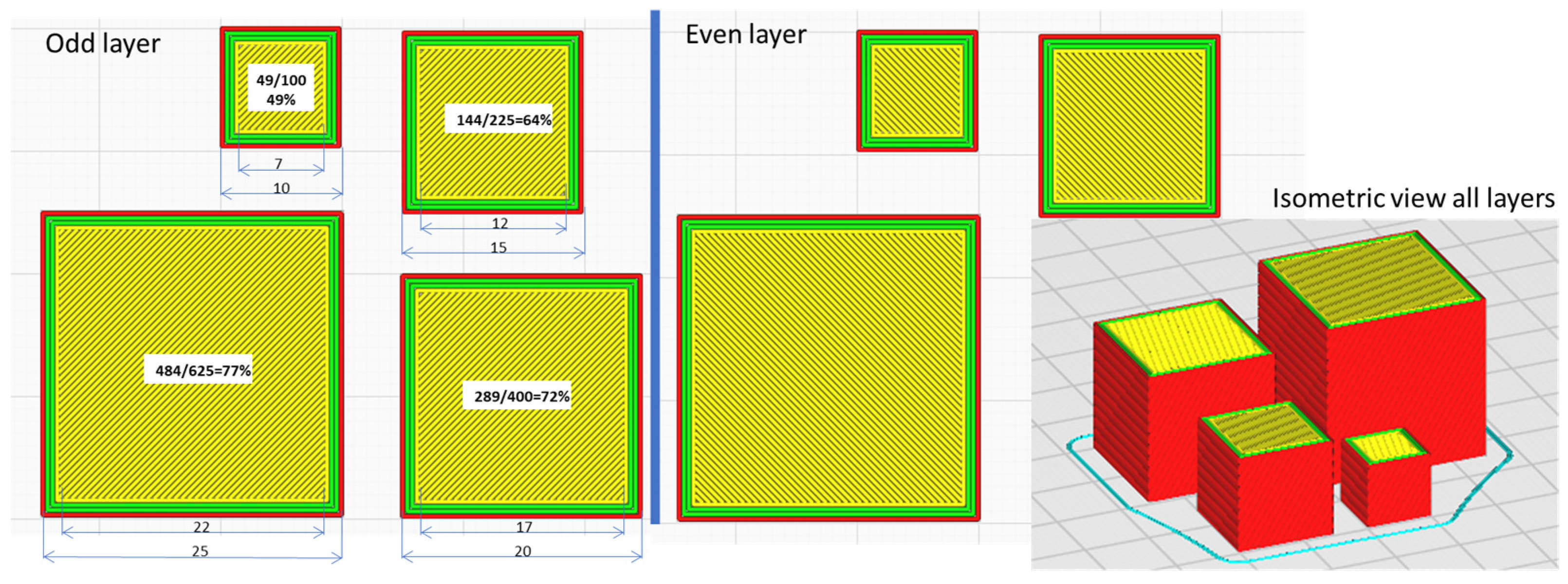
2.1. Fabrication of PLA Cubes
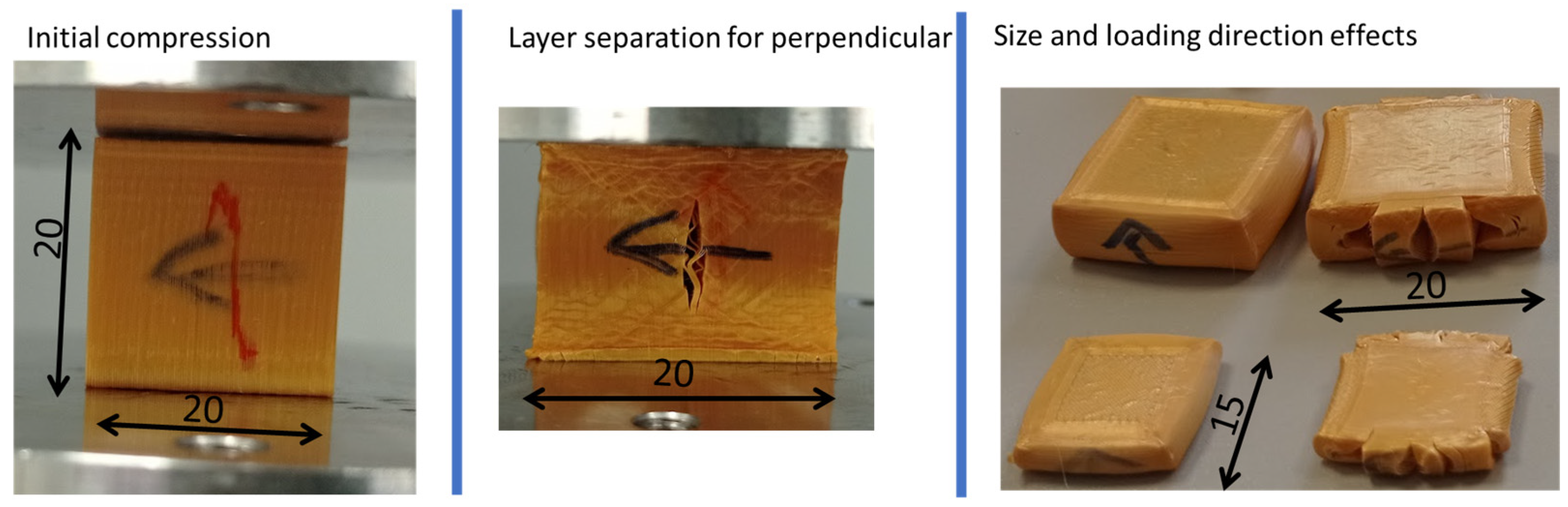
2.2. Compression Tests of PLA Cubes
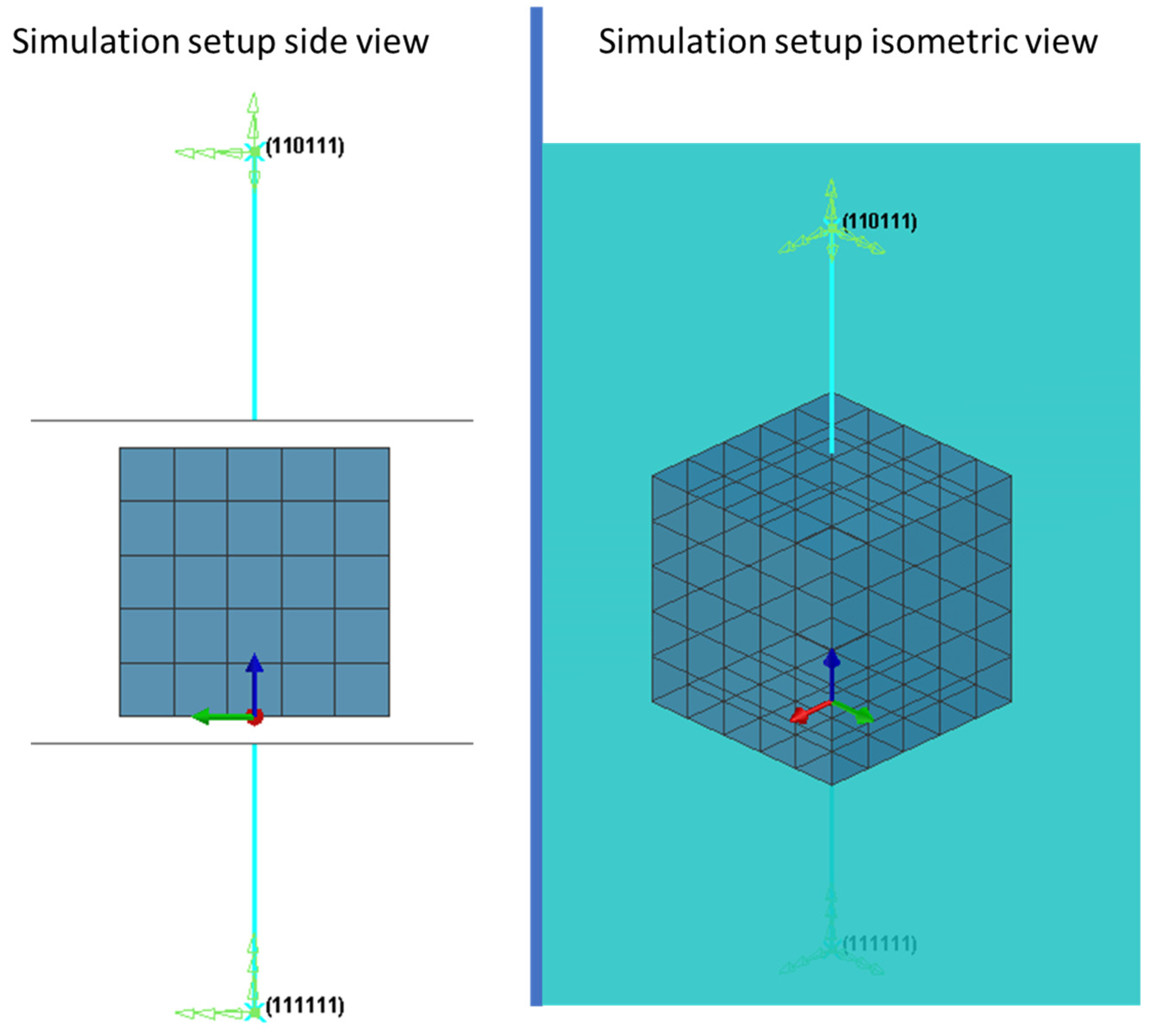
2.3. Simulation of Compression and Impact Tests of PLA Cubes
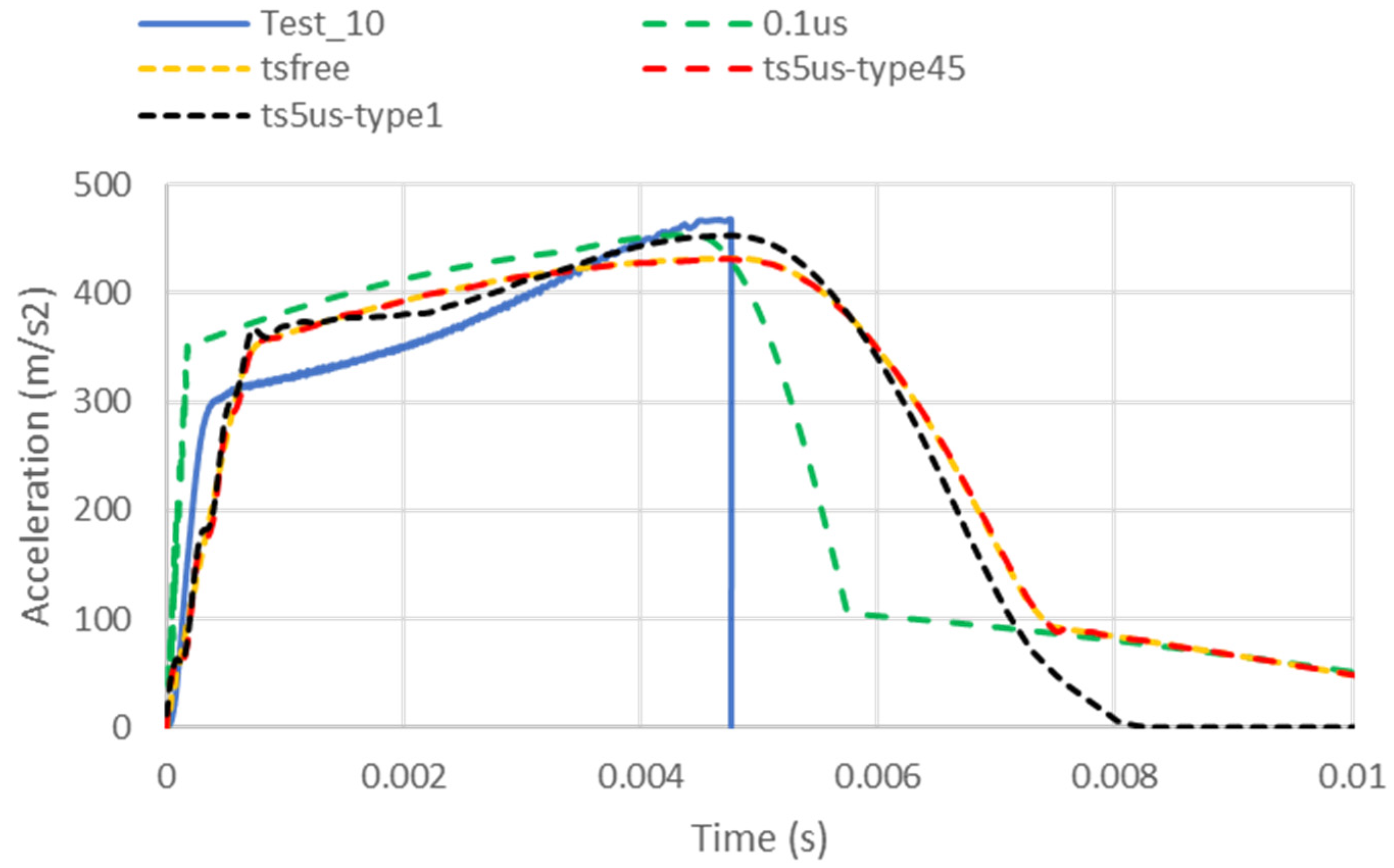
- The first time step was forced to slow down to 0.1 µs, which is the worst-case scenario for small cubes compressed by 90%.
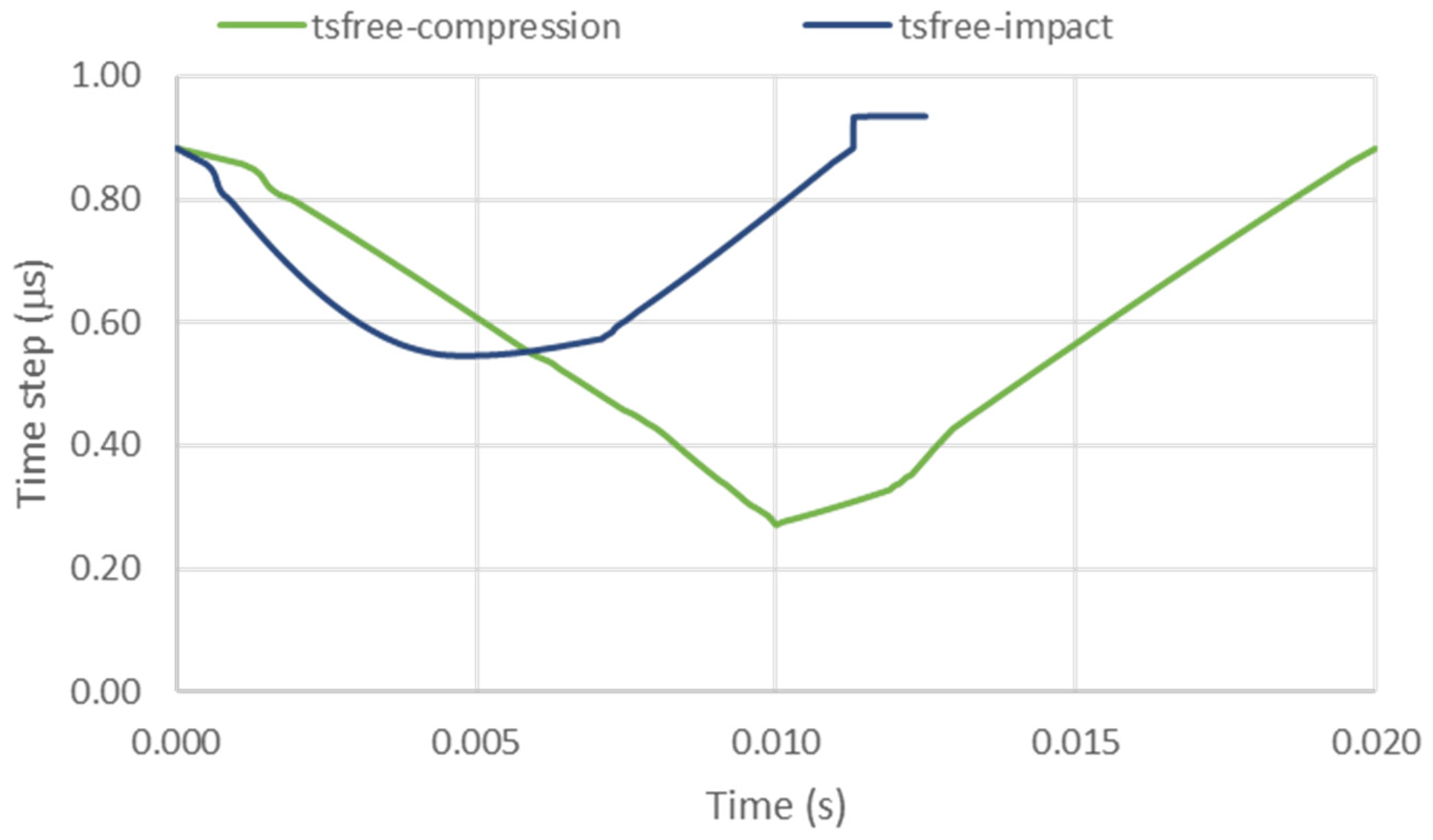
- The second approach utilized a free time step, which changed during compression.
- The third approach involved mass scaling to force the time step to be 5 µs. This entails that if a maximum compression requires a time step of 0.1 µs, density must be multiplied by a factor of (5/0.1)2 = 2500. This is an extreme case of mass scaling where the mass of 1 g of small cubes will result in 2.5 kg, which could derive non-negligible differences in force.
3. Results
4. Discussion
5. Conclusions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abdullah, N.A.Z.; Sani, M.S.M.; Salwani, M.S.; Husain, N.A. A review on crashworthiness studies of crash box structure. Thin-Walled Struct. 2020, 153, 106795. [Google Scholar] [CrossRef]
- Yusof, N.S.B.; Sapuan, S.M.; Sultan, M.T.H.; Jawaid, M.; Maleque, M.A. Design and materials development of automotive crash box: A review. Ciência Tecnol. Mater. 2017, 29, 129–144. [Google Scholar] [CrossRef]
- Prabhaharan, S.A.; Balaji, G.; Annamalai, K. Numerical simulation of crashworthiness parameters for design optimization of an automotive crash-box. Int. J. Simul. Multidiscip. Des. Optim. 2022, 13, 3. [Google Scholar] [CrossRef]
- Hadryś, D.; Kubik, A.; Stanik, Z.; Łazarz, B. Deceleration and deformation during dynamic load of model longitudinals—Real conditions and simulation. Sci. J. Silesian Univ. Technol. Ser. Transp. 2019, 102, 53–64. [Google Scholar] [CrossRef]
- Dirgantara, T.; Gunawan, L.; Putra, I.S.; Sitompul, S.A.; Jusuf, A. Numerical and experimental impact analysis of square crash box structure with holes. Appl. Mech. Mater. 2013, 393, 447–452. [Google Scholar] [CrossRef]
- Lyn, G.; Mills, N.J. Design of foam crash mats for head impact protection. Sports Eng. 2001, 4, 153–163. [Google Scholar] [CrossRef]
- Fragoso-Medina; Velázquez-Villegas, F. Aluminum foam to improve crash safety performance: A numerical simulation approach for the automotive industry. Mech. Based Des. Struct. Mach. 2023, 51, 3583–3597. [Google Scholar] [CrossRef]
- Prabhu, R.; Miller, S.R.; Simpson, T.W.; Meisel, N.A. Teaching design freedom: Understanding the effects of variations in design for additive manufacturing education on students’ creativity. J. Mech. Des. 2020, 142, 94501. [Google Scholar] [CrossRef]
- Fatima, S.B.A.; Effendi, M.S.M.; Rosli, M.F. Design for manufacturing and assembly: A review on integration with design sustainability. AIP Conf. Proc. 2018, 2030, 020070. [Google Scholar]
- Tuvayanond, W.; Prasittisopin, L. Design for Manufacture and Assembly of Digital Fabrication and Additive Manufacturing in Construction: A Review. Buildings 2023, 13, 429. [Google Scholar] [CrossRef]
- Hou, W.; He, P.; Yang, Y.; Sang, L. Crashworthiness optimization of crash box with 3D-printed lattice structures. Int. J. Mech. Sci. 2023, 247, 108198. [Google Scholar] [CrossRef]
- Ingrole; Aguirre, T.G.; Fuller, L.; Donahue, S.W. Bioinspired energy absorbing material designs using additive manufacturing. J. Mech. Behav. Biomed. Mater. 2021, 119, 104518. [Google Scholar]
- Ha, N.S.; Lu, G. A review of recent research on bio-inspired structures and materials for energy absorption applications. Compos. Part B Eng. 2020, 181, 107496. [Google Scholar] [CrossRef]
- Fonda, C. A practical guide to your first 3D print. In Low-Cost 3D Printing for Science, Education and Sustainable Development; ICTP: Vancouver, BC, Canada, 2013; pp. 25–60. [Google Scholar]
- Bintara, R.D.; Choiron, M.A. Deformation pattern and energy absorption of polylactic acid (PLA) carbon crash box under quasi static loading. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1034, 12011. [Google Scholar] [CrossRef]
- Chen, W.; Guo, C.; Zuo, X.; Zhao, J.; Peng, Y.; Wang, Y. Experimental and Numerical Investigation of 3D Printing PLA Origami Tubes under Quasi-Static Uniaxial Compression. Polymers 2022, 14, 4135. [Google Scholar] [CrossRef]
- Ma, Q.; Rejab, M.R.M.; Kumar, A.P.; Fu, H.; Kumar, N.M.; Tang, J. Effect of infill pattern, density and material type of 3D printed cubic structure under quasi-static loading. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 4254–4272. [Google Scholar] [CrossRef]
- Kanani, Y.; Rennie, A.E.W.; Rahim, S.Z.B.A. Additively manufactured foamed polylactic acid for lightweight structures. Rapid Prototyp. J. 2023, 29, 50–66. [Google Scholar] [CrossRef]
- Sajadi, S.M.; Woellner, C.F.; Ramesh, P.; Eichmann, S.L.; Sun, Q.; Boul, P.J.; Thaemlitz, C.J.; Rahman, M.M.; Baughman, R.H.; Galvão, D.S.; et al. 3D printed tubulanes as lightweight hypervelocity impact resistant structures. Small 2019, 15, 1904747. [Google Scholar] [CrossRef] [PubMed]
- Qiu, J.; Liao, Z.; Xiang, H.; Li, H.; Yuan, D.; Jiang, C.; Xie, J.; Qin, M.; Li, K.; Zhao, H. Effects of different preservation on the mechanical properties of cortical bone under quasi-static and dynamic compression. Front. Bioeng. Biotechnol. 2023, 11, 1082254. [Google Scholar] [CrossRef] [PubMed]
- Grasso, M.; Azzouz, L.; Ruiz-Hincapie, P.; Zarrelli, M.; Ren, G. Effect of temperature on the mechanical properties of 3D-printed PLA tensile specimens. Rapid Prototyp. J. 2018, 24, 1337–1346. [Google Scholar] [CrossRef]
- Perez-Pena; Garcia-Granada, A.A.; Menacho, J.; Molins, J.J.; Reyes, G. A methodology for damping measurement of engineering materials: Application to a structure under bending and torsion loading. J. Vib. Control 2014, 22, 2471–2481. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| L [s] (mm) | Time (min) | Theoretical Weight (g) | Actual Weight (g) | Actual Density (kg/m3) |
|---|---|---|---|---|
| 10 [×1.0] | 8 [×1.0] | 1 | 1.241 ± 0.018 or ±1.45% | 1240 |
| 15 [×1.5] | 25 [×3.1] | 4 | 4.100 ± 0.008 or ±0.20% | 1215 |
| 20 [×2.0] | 59 [×7.4] | 10 | 9.660 ± 0.036 or ±0.38% | 1207 |
| 25 [×2.5] | 114 [×14.2] | 19 | 18.820 ± 0.082 or ±0.44% | 1204 |
| Input | m (kg) | 16 | 24 [×1.5] | 32 [×2.0] | 40 [×2.5] | 16 × s |
| Input | v (m/s) | 1.8 | 2.7 (×1.5) | 3.6 [×2.0] | 4.5 [×2.5] | 1.8 × s |
| mv2/2 | E (J) | 25.92 | 87.48 [×1.53] | 207.3 [×2.03] | 405 [×2.53] | 25.92 × s3 |
| 10(E/25.92)1/3 | L (mm) | 10 | 15 [×1.5] | 20 [×2.0] | 25 [×2.5] | 10 × s |
| v2/(2g) | h (mm) | 165.5 | 372.8 [×1.52] | 662 [×2.02] | 1034 [×2.52] | 165.5 × s2 |
| Foam 45 | Strain (-) | 0 | 0.032 | 0.4 | 0.5 | 0.6 | 0.7 | 0.8 | 0.9 | 0.99 |
| Stress (GPa) | 0 | 0.056 | 0.07 | 0.08 | 0.1 | 0.14 | 0.22 | 0.38 | 2 | |
| Plastic 1 | Pl.Strain (-) | 0 | 0.375 | 0.476 | 0.576 | 0.675 | 0.774 | 0.878 | 0.978 | |
| Stress (GPa) | 0.056 | 0.042 | 0.043 | 0.044 | 0.051 | 0.058 | 0.071 | 0.091 |
| Compression | Impact | |||||
|---|---|---|---|---|---|---|
| Ts = 0.1 μs | Ts = free | Ts = 5 μs | Ts = 0.1 μs | Ts = free | Ts = 5 μs | |
| Mass increase compression (%) | 0% | 0% | 9020% | 0% | 0% | 6280% |
| Mass increase impact (%) | 0% | 0% | 0.56% | 0% | 0% | 0.38% |
| N.Time Steps | 200,001 | 38,657 | 4001 | 200,001 | 26,621 | 4001 |
| CPU (s) | 127 | 26 | 8 | 118 | 19 | 6 |
| CPU vs. free (%) | 488% | 100% | 31% | 621% | 100% | 32% |
| Input | m (kg) | 16 | 24 (×1.5) | 32 (×2.0) | 40 (×2.5) | 16 × s |
| Input | v (m/s) | 1.8 | 2.7 (×1.5) | 3.6 (×2.0) | 4.5 (×2.5) | 1.8 × s |
| mv2/2 | E (J) | 25.92 | 87.48 (×1.53) | 207.3 (×2.03) | 405 (×2.53) | 25.92 × s3 |
| 10(E/25.92)1/3 | L (mm) | 10 | 15 | 20 | 25 | 10 × s |
| v2/(2g) | h (mm) | 165.5 | 372.8 (×1.52) | 662 (×2.02) | 1034 (×2.52) | 165.5 × s2 |
| 75L2/(mg) | a (g) | 47.8 | 71.7 (×1.5) | 95.6 (×2.0) | 119.5 (×2.5) | 47.8 × s |
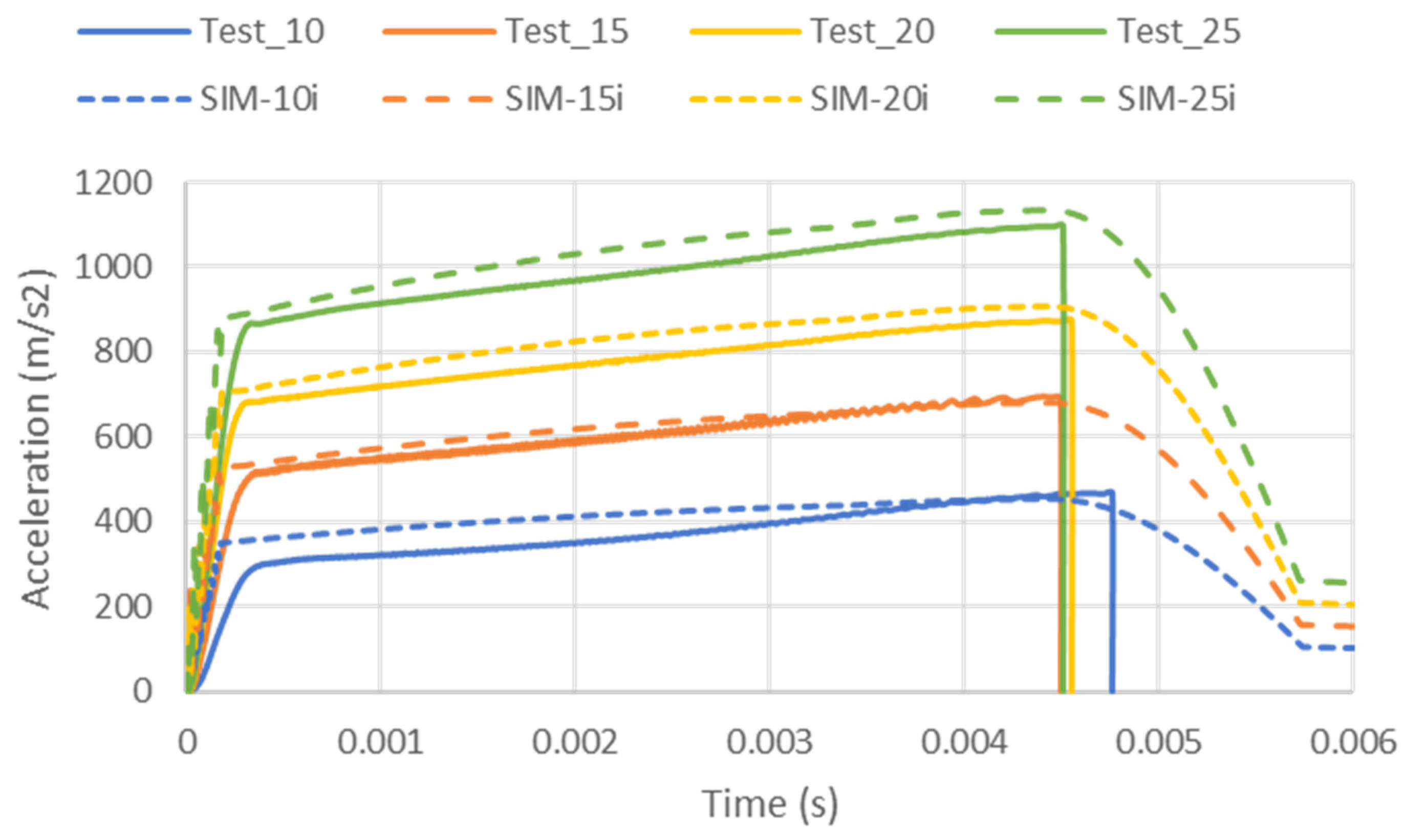
| Test | a (g) | 46 | 69 | 86 | 110 | |
| Simulation | a (g) | 45 | 69 | 90 | 115 | |
| (sim-test)/test | % | −2.2% | 0% | +4.7% | +4.5% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garcia-Granada, A.-A. High-Compression Crash Simulations and Tests of PLA Cubes Fabricated Using Additive Manufacturing FDM with a Scaling Strategy. Computation 2024, 12, 40. https://doi.org/10.3390/computation12030040
Garcia-Granada A-A. High-Compression Crash Simulations and Tests of PLA Cubes Fabricated Using Additive Manufacturing FDM with a Scaling Strategy. Computation. 2024; 12(3):40. https://doi.org/10.3390/computation12030040
Chicago/Turabian StyleGarcia-Granada, Andres-Amador. 2024. "High-Compression Crash Simulations and Tests of PLA Cubes Fabricated Using Additive Manufacturing FDM with a Scaling Strategy" Computation 12, no. 3: 40. https://doi.org/10.3390/computation12030040
APA StyleGarcia-Granada, A.-A. (2024). High-Compression Crash Simulations and Tests of PLA Cubes Fabricated Using Additive Manufacturing FDM with a Scaling Strategy. Computation, 12(3), 40. https://doi.org/10.3390/computation12030040