


Fatigue Analysis and Solid Particle Erosion Behavior of Nozzle Ring for Marine Turbocharger


Abstract
1. Introduction
2. Experimental Method
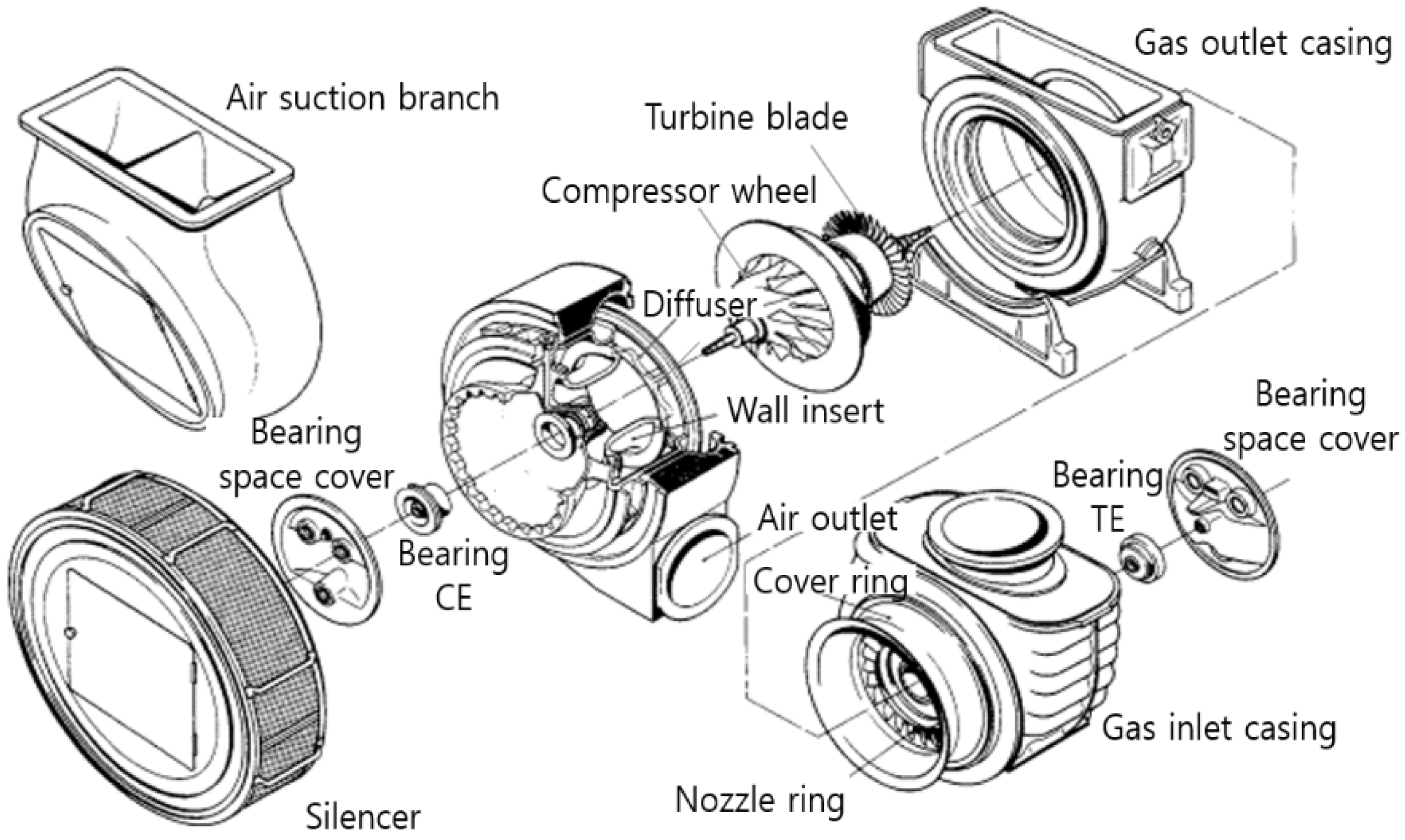
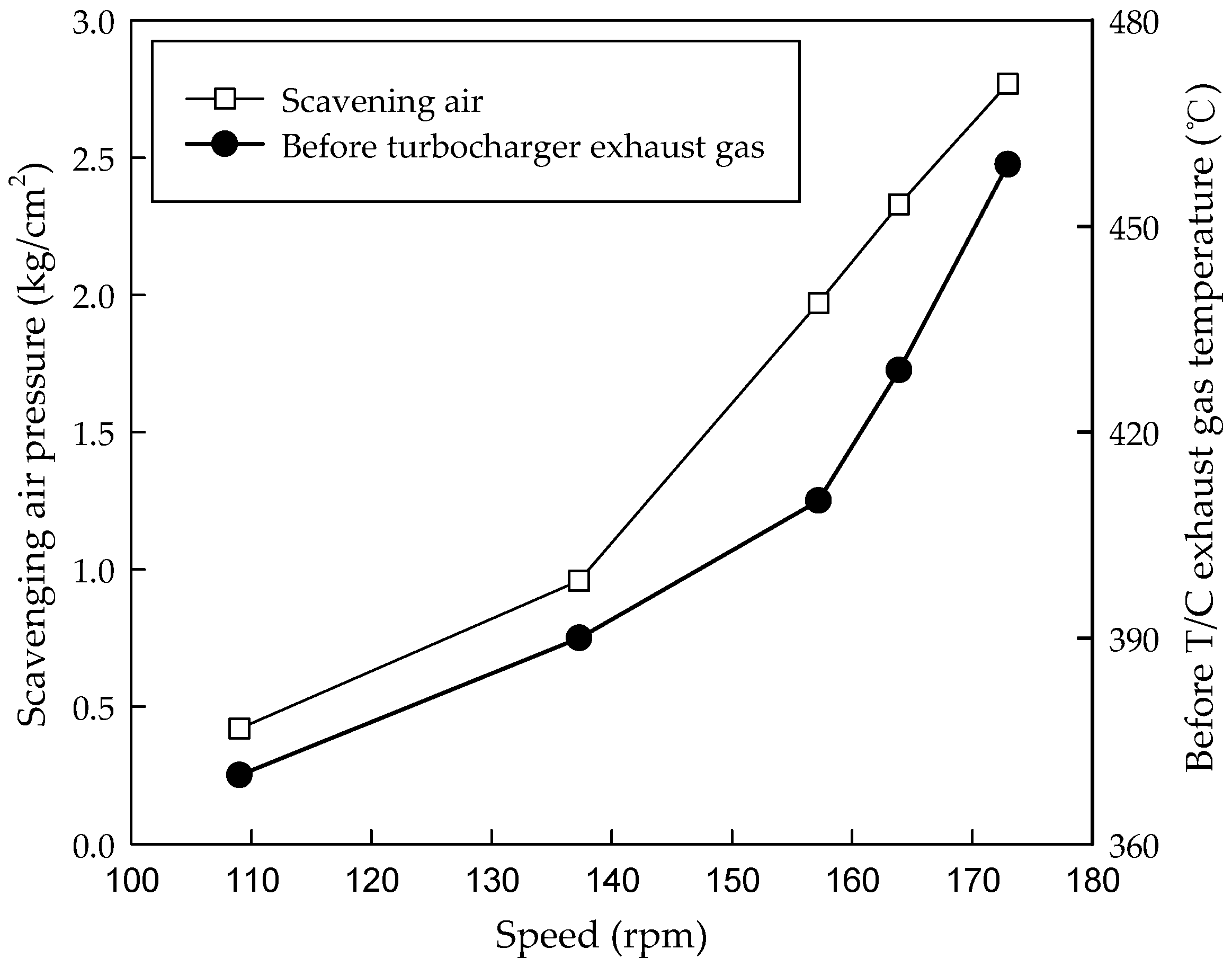
2.1. Turbocharger Description
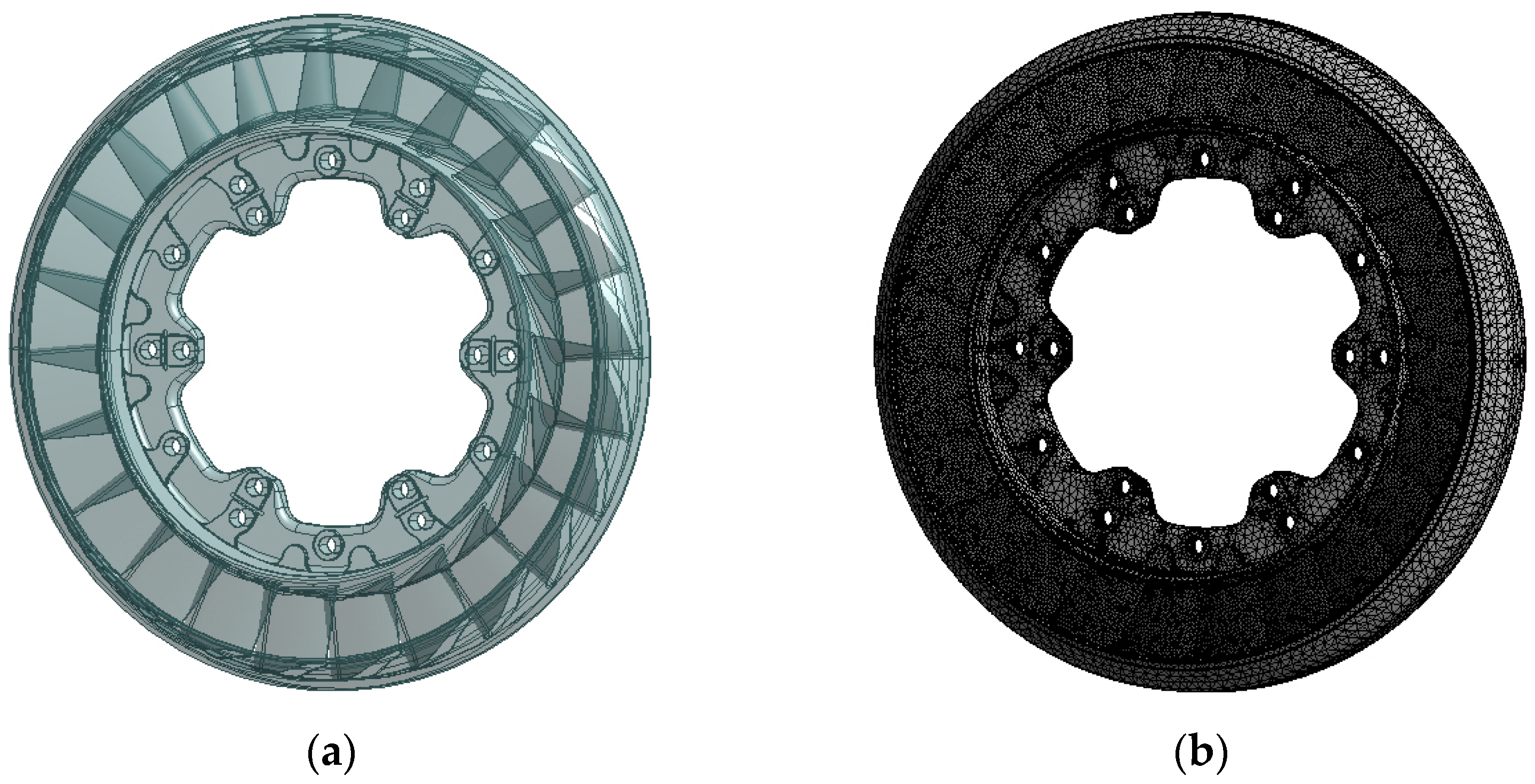
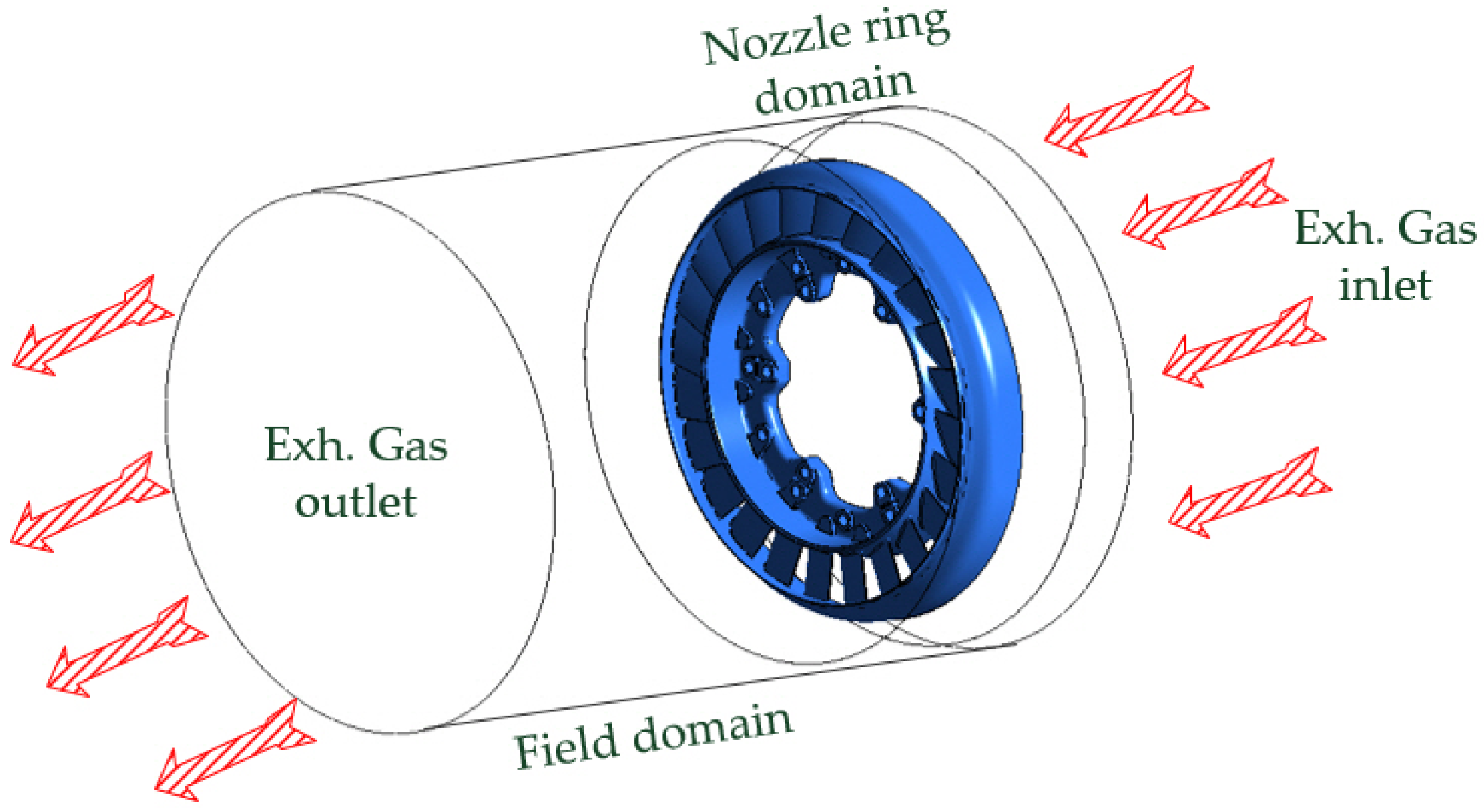
2.2. Numerical Analysis
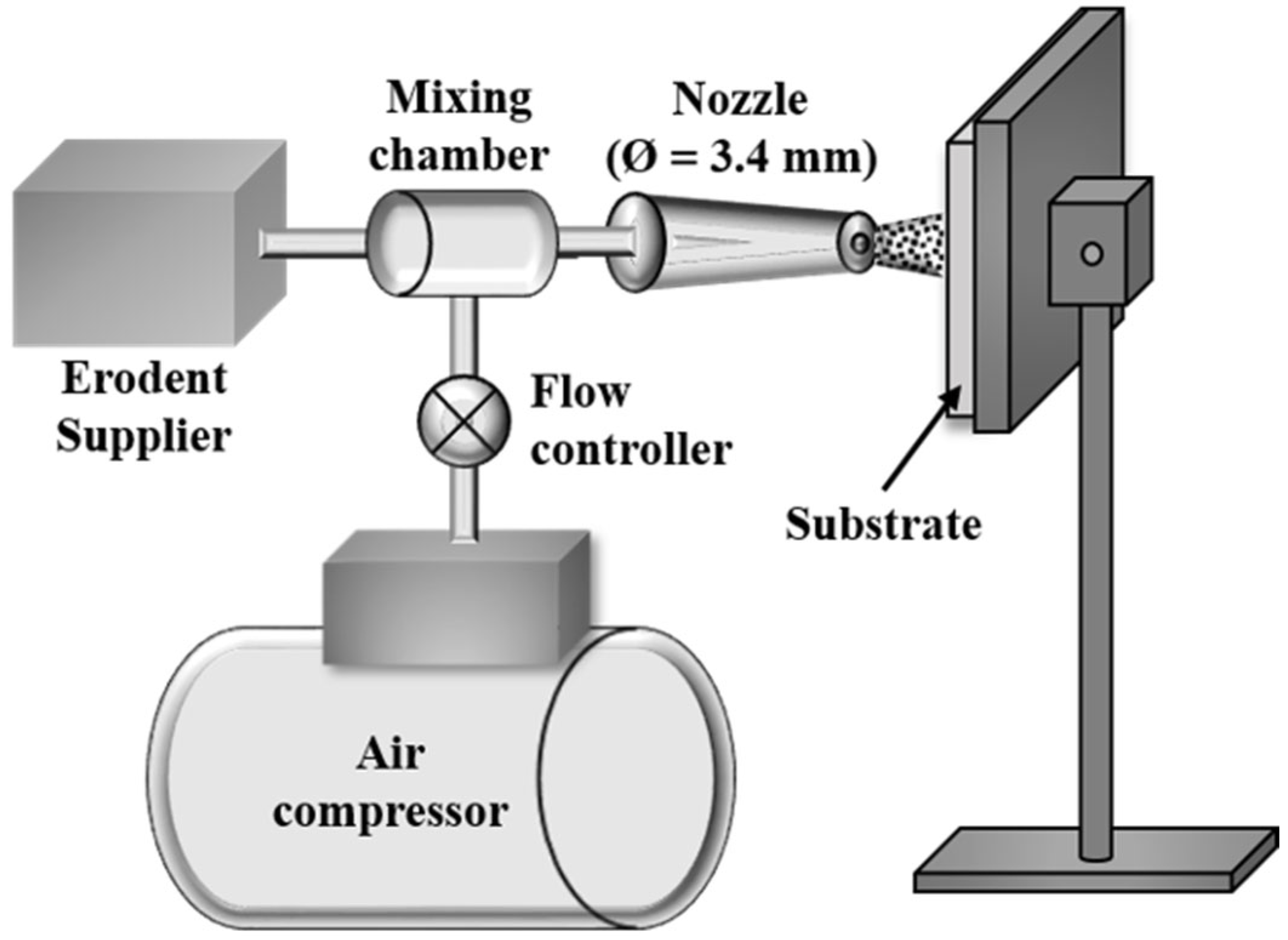
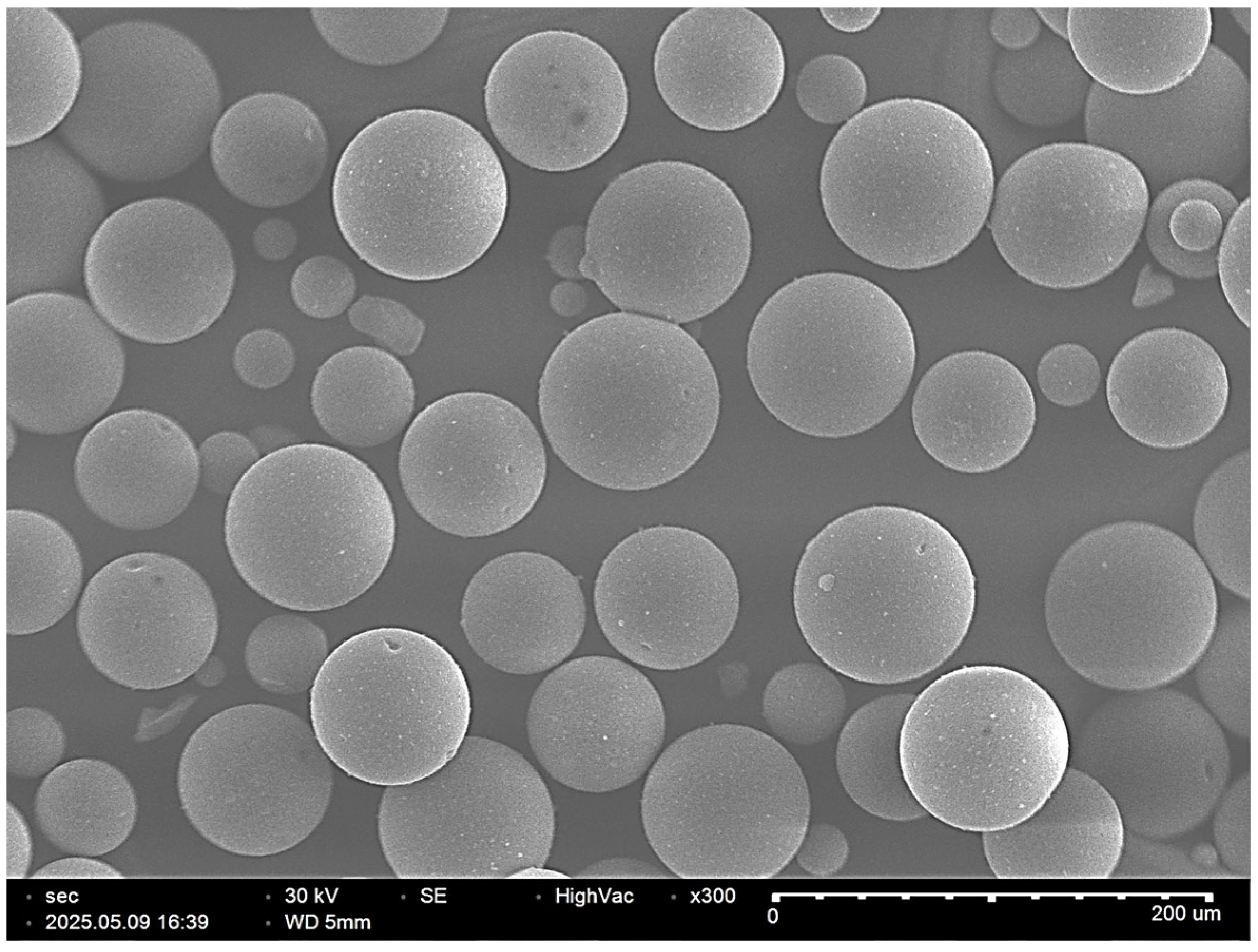
2.3. Solid Particle Erosion Test
3. Results and Discussion
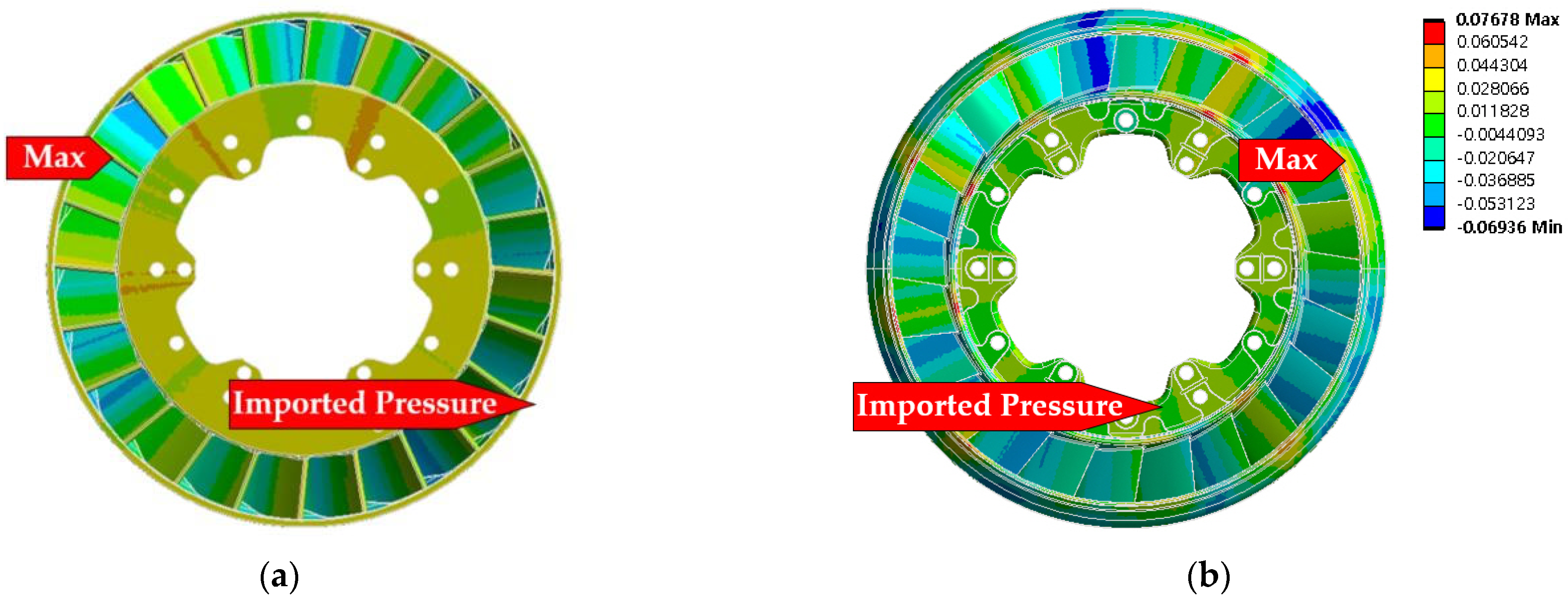
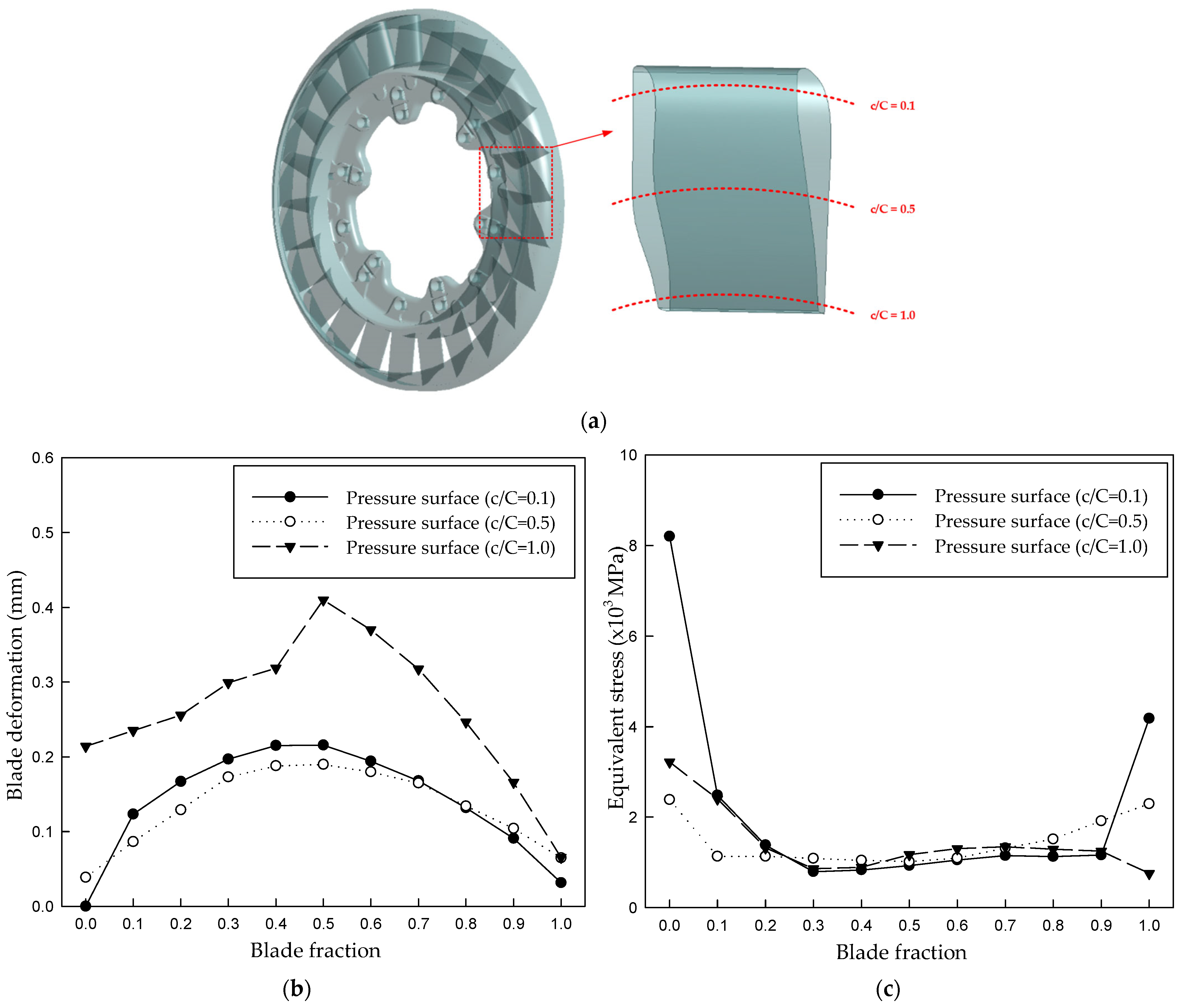
3.1. Load Distribution
3.2. Fatigue Analysis
3.3. Solid Particle Erosion Characteristics
4. Conclusions
- (1)
- Static structural analysis was performed using the surface pressure coefficients obtained from flow analysis as boundary conditions, and contrasting distributions of blade deformation and equivalent stress were observed.
- (2)
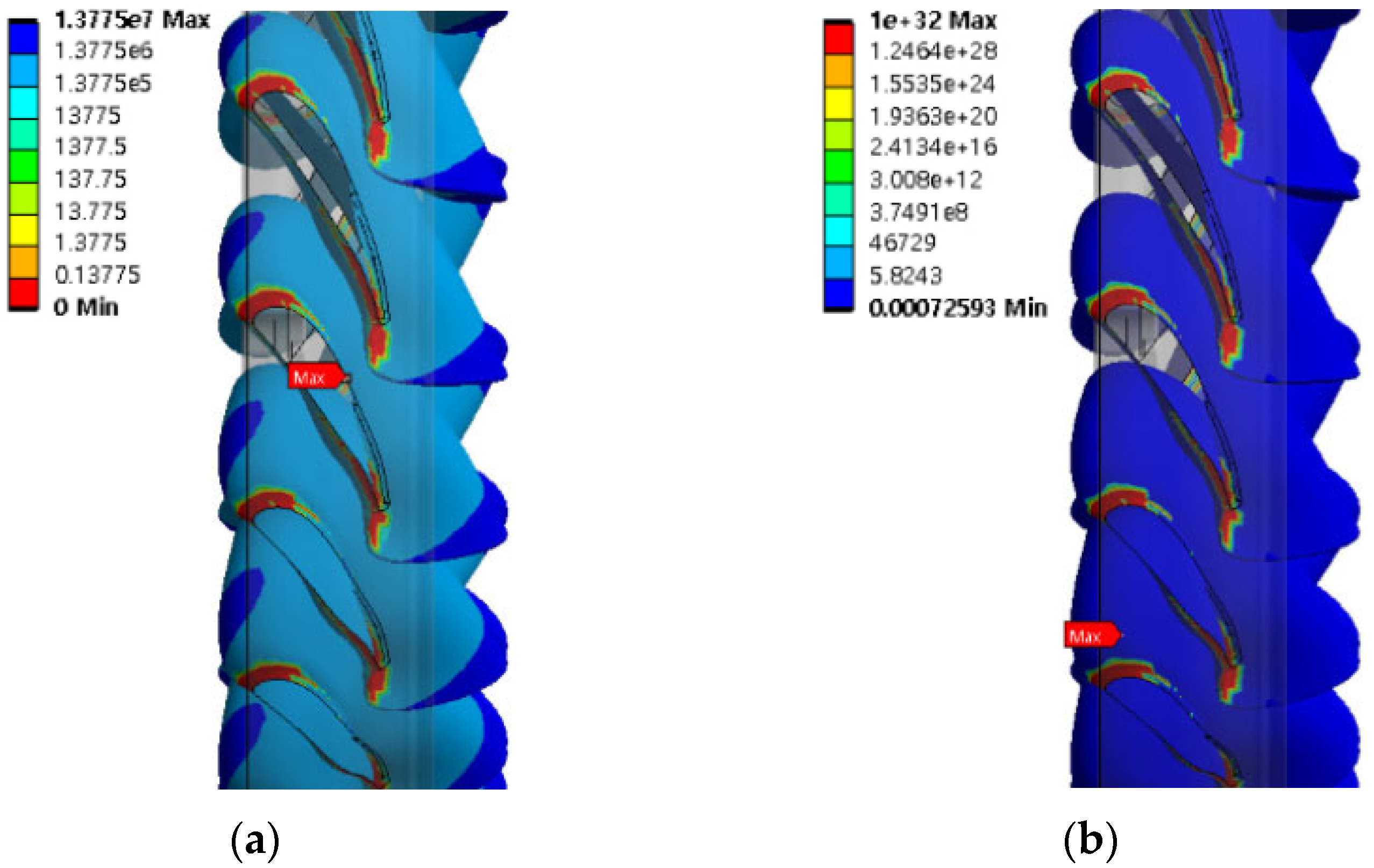
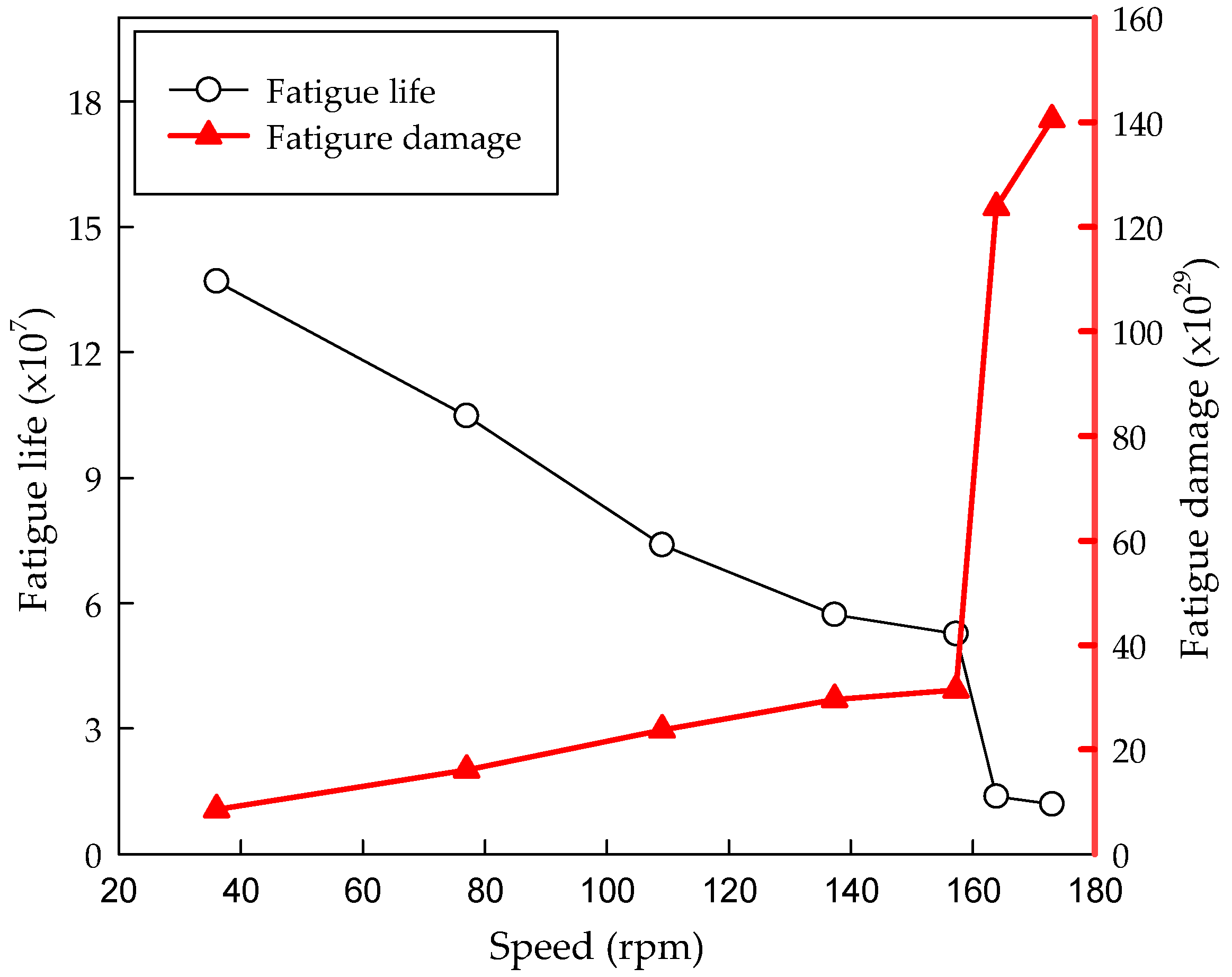
- A stress-based fatigue analysis was conducted, revealing that the fatigue life of the blade was extremely low in the region where the blade interfaces with the hoop. In contrast, fatigue damage showed an inverse relationship with fatigue life, with higher values concentrated near the blade edges.
- (3)
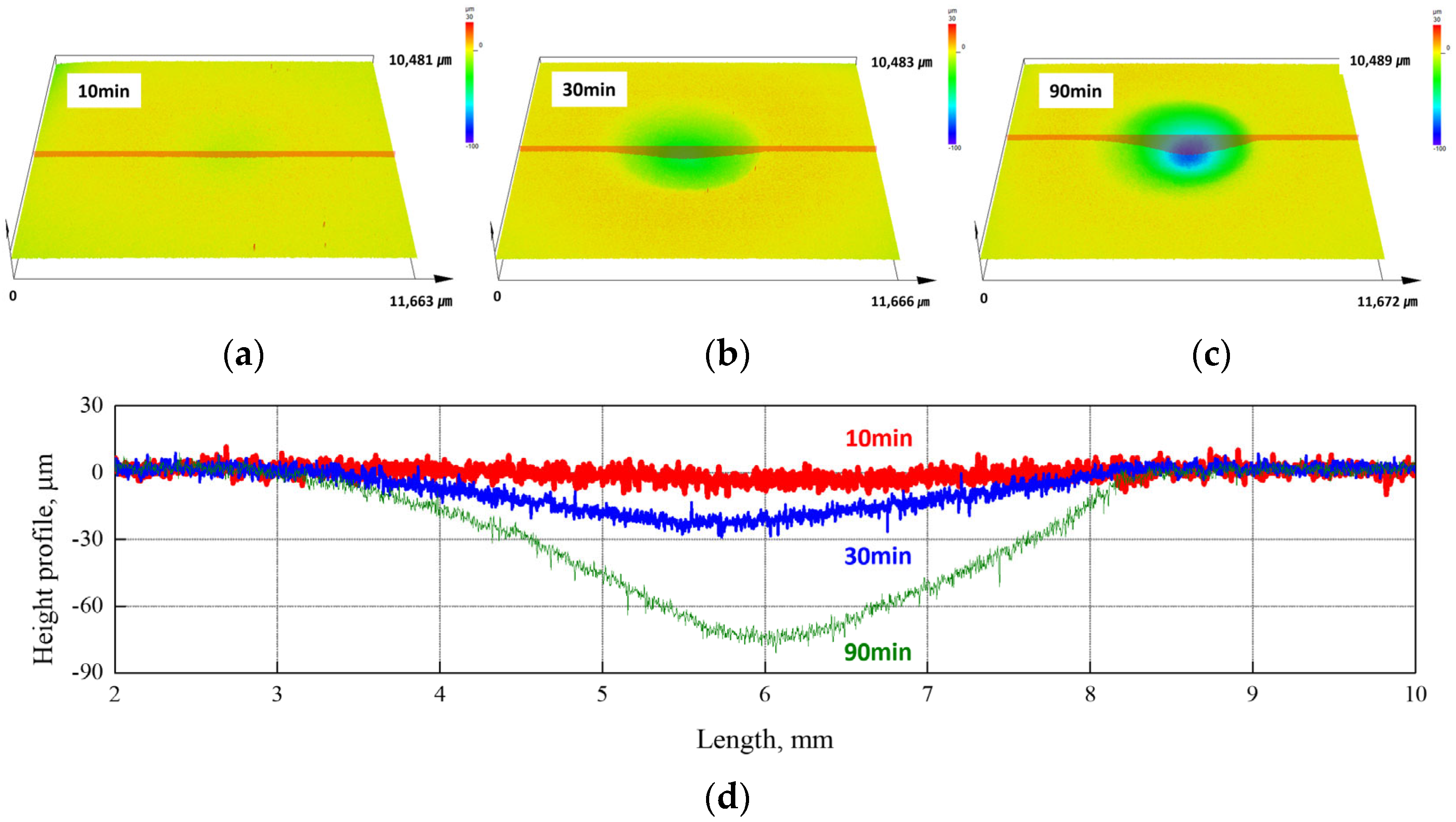
- The SPE test revealed plastic deformation with extruded lips on the surface of 316L stainless steel, thereby providing evidence of the surface damage characteristics of ductile materials.
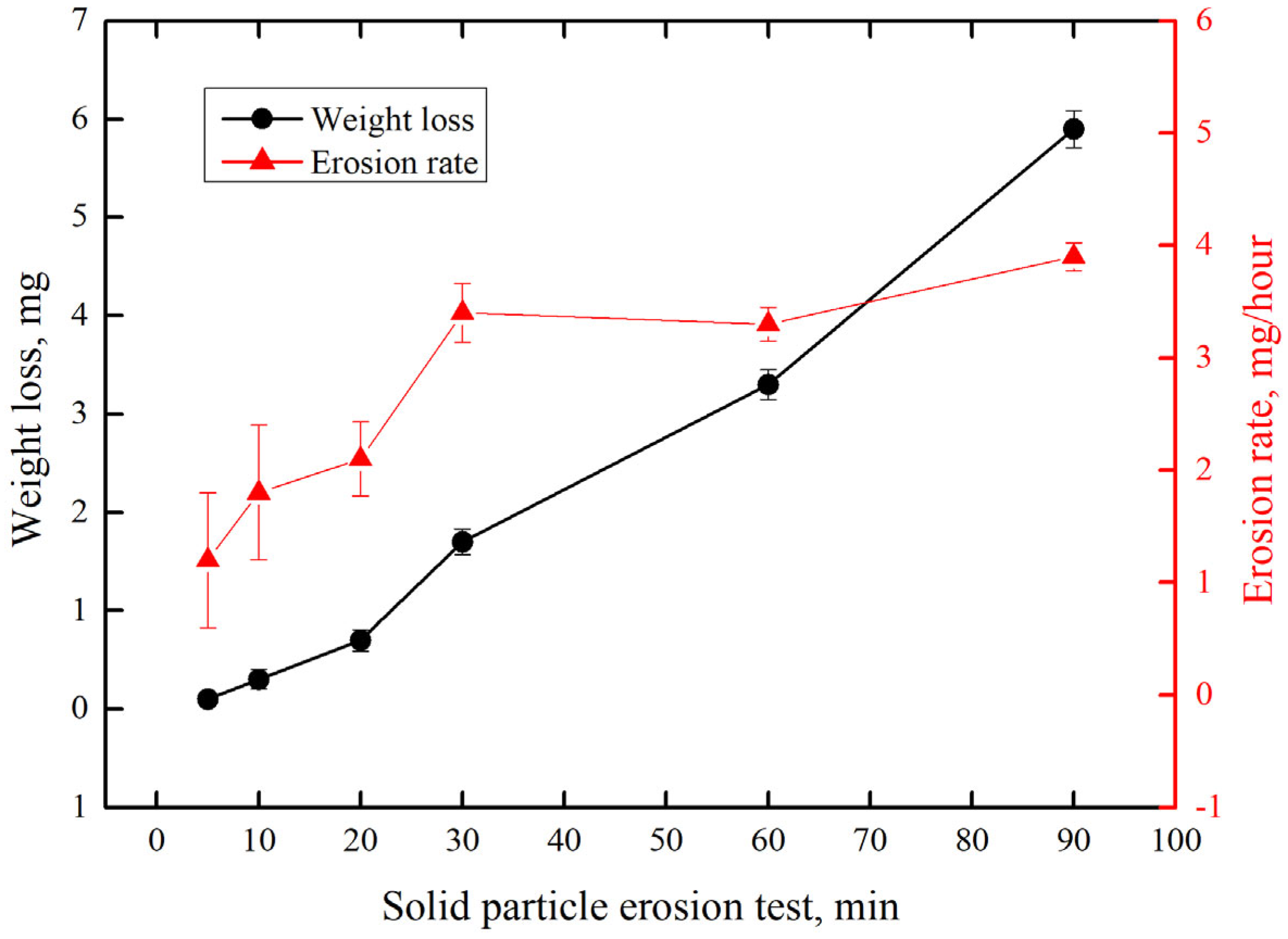
- (4)
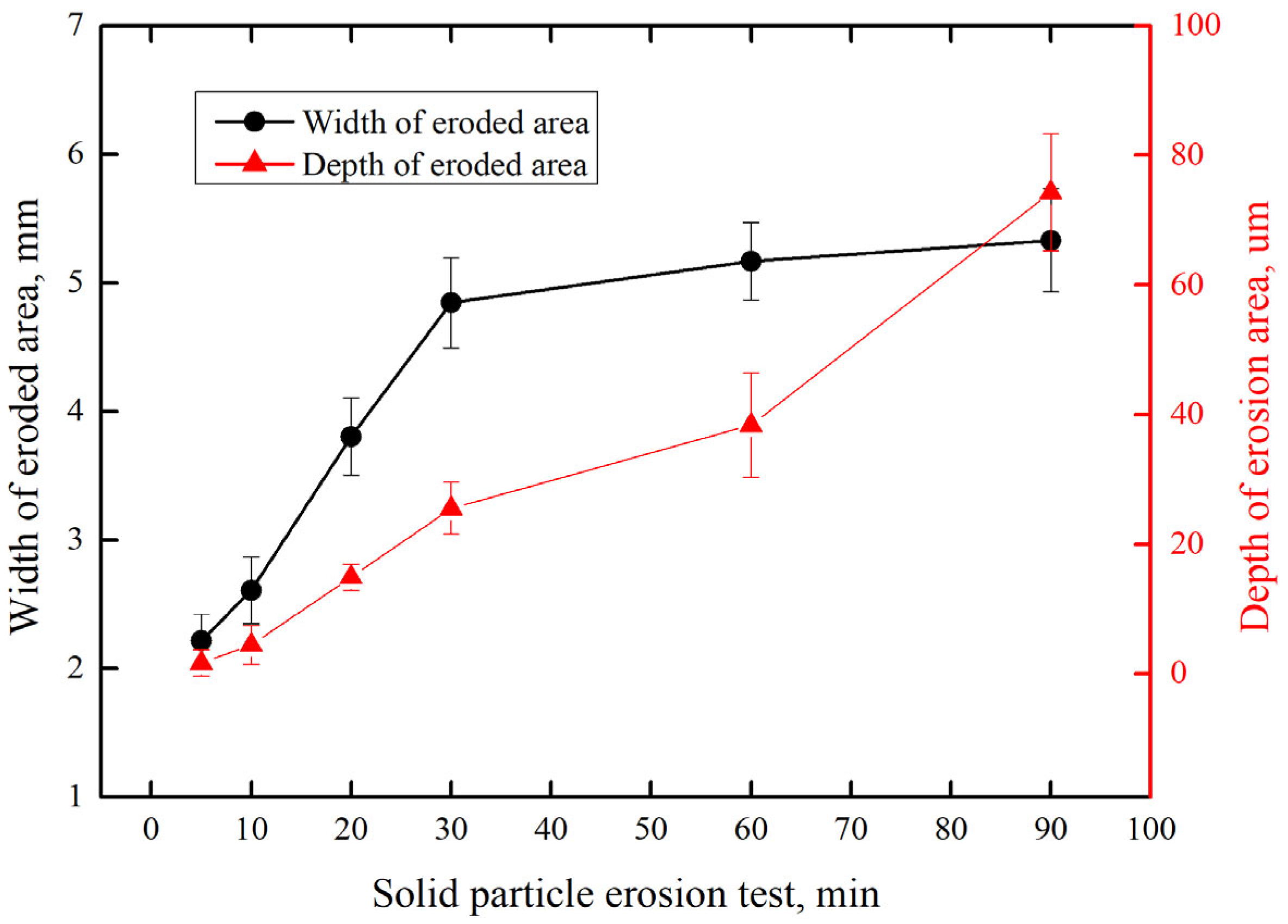
- In the early stage of the SPE test, surface damage progressed simultaneously in both width and depth directions, resulting in a sharp increase in the erosion rate. However, in the later stages, damage occurred predominantly in the depth direction, and the erosion rate increased more gradually.
- (5)
- The surface damage characteristics caused by SPE were significantly influenced by test parameters such as particle shape, nozzle diameter, stand-off distance between the nozzle and the material, and impact angle.
- (6)
- Fatigue analysis allowed for the assessment of fatigue damage distribution on the nozzle ring blades caused by thermal degradation, while the SPE test provided insights into the expected surface damage patterns. Furthermore, understanding the trend of fatigue damage is expected to contribute to predicting the progression direction and characteristics of fractures and cracks in the nozzle ring blades.
- (7)
- In this study, the results of the fatigue analysis and SPE damage evaluation of the turbocharger nozzle ring have limitations in fully replicating the actual operating conditions of the turbocharger. To address these limitations, future work should incorporate computational fluid dynamics analysis under SPE conditions and validate the simulation results by comparing them with actual damage cases observed in turbocharger nozzle rings.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Andersson, N.; Kisbenedek, E. Review on Recent Advances for Marine Turbocharger Technologies for Two-stroke Diesel Engines. Bachelor’s Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2018. [Google Scholar]
- Hong, S.U. Developing Trends of Super-charger for Large Size Marine Diesel Engine. J. Adv. Mar. Eng. Technol. 1986, 10, 91–100. [Google Scholar]
- Bhardwaj, S.; Buke, Y. Computational Fluid Dynamics Analysis of A Turbocharger System. Int. J. Sci. Res. 2012, 3, 161–164. [Google Scholar] [CrossRef]
- Anantharaman, M.; Islam, R.; Sardar, A.; Garaniya, V.; Khan, F. Impact of Defective Turbocharging System on the Safety and Reliability of Large Marine Diesel Engine. Int. J. Mar. Navig. Saf. Sea Transp. 2021, 15, 189–194. [Google Scholar] [CrossRef]
- Chybowski, L.; Jakubowski, A.; Żółkiewski, S. Analysis of the Relationship between Selected Ship and Propulsion System Characteristics and the Risk of Main Engine Turbocharger Explosion. J. Mar. Sci. Eng. 2023, 11, 360. [Google Scholar] [CrossRef]
- Kneževic, V.; Orovic, J.; Stazic, L.; Culin, J. Fault Tree Analysis and Failure Diagnosis of Marine Diesel Engine Turbocharger System. J. Mar. Sci. Eng. 2020, 8, 1004. [Google Scholar] [CrossRef]
- Lus, T. Marine Diesel Engines Turbochargers Diagnostic Methods. Appl. Struct. Health Usage Cond. Monit. 2012, 3, 49–54. [Google Scholar]
- Popov, D. Turbocharger Breakdown Investigation. Sci. Bull. Nav. Acad. 2022, XXV, 106–114. [Google Scholar] [CrossRef]
- Hafidz, M.L.; Wibowo, T. Analysis of Blade Turbine Damage in Turbocharger System in PLTD Diesel Engine. J. Phys. Conf. Ser. 2020, 1477, 052029. [Google Scholar] [CrossRef]
- Hwang, S.J.; Lee, M.G.; Jung, J.W.; Kwon, S.K.; Lee, C.M. A Study on the Development of Marine Turbocharger Nozzle Ring using Investment Casting. J. Korean Soc. Precis. Eng. 2014, 31, 671–675. [Google Scholar] [CrossRef]
- Phan, V.Q.; Phan, C.T. Study on the Effect of Changing Hull Resistances to Turbocharger Operation of Marine Diesel Engine. In Proceedings of 19th Annual General Assembly (AGA) of the International Association of Maritime Universities 2018, Barcelona, Spain, 17–19 October 2018. [Google Scholar]
- Makke, A.; Kassir, A.; Boughanmi, H.; Seifert, T.; Chang, C.C.; Kallepalli, R. Thermomechanical Fatigue Crack Growth Simulation in a Turbo-Housing Model Using Nonlinear Fracture Mechanics. SAE Technical Paper 2023-01-0596. Available online: https://www.sae.org/publications/technical-papers/content/2023-01-0596/ (accessed on 11 May 2025).
- Choi, B.L. Comparison of Thermally Induced Plastic Strains for Integrated Exhaust Manifold-Turbocharger by Considering Parting-Line Effect. J. Korean Soc. Mech. Technol. 2021, 23, 111–116. [Google Scholar]
- Zheng, W.; Xing, W.D.; Wang, Z.; Xin, L. Fatigue Reliability Analysis of Turbine of Turbocharger Based on the Endurance Test Profile of Engine. Appl. Mech. Mater. 2012, 215–216, 750–753. [Google Scholar] [CrossRef]
- Yi, X.; Wang, Z.; Liu, S.; Hou, X.; Tang, Q. An Accelerated Degradation Durability Evaluation Model for the Turbine Impeller of a Turbine Based on a Genetic Algorithms Back-Propagation Neural Network. Appl. Sci. 2022, 12, 9302. [Google Scholar] [CrossRef]
- Park, I.C.; Han, M.S. Solid Particle Erosion Behavior of Inconel 625 Thermal Spray Coating Layers. J. Korean Soc. Mar. Environ. Saf. 2021, 27, 521–528. [Google Scholar] [CrossRef]
- Ilieva, G.I. Erosion Failure Mechanisms in Turbine Stage with Twisted Rotor Blade. Eng. Fail. Anal. 2016, 70, 90–104. [Google Scholar] [CrossRef]
- Azevedo, C.R.F.; Sinátora, A. Erosion-fatigue of Steam Turbine Blades. Eng. Fail. Anal. 2009, 16, 2290–2303. [Google Scholar] [CrossRef]
- Segurab, J.A.; Castroa, L.; Rosalesa, I.; Rodrigueza, J.A.; Urquizaa, G.; Rodriguez, J.M. Diagnostic and Failure Analysis in Blades of a 300 MW Steam Turbine. Eng. Fail. Anal. 2017, 82, 631–641. [Google Scholar] [CrossRef]
- Rani, S.; Agrawal, A.K.; Rastogi, V. Failure Analysis of a First Stage IN738 Gas Turbine Blade tip Cracking in a Thermal Power Plant. Case Stud. Eng. Fail. Anal. 2017, 8, 1–10. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, M.; Handa, A. Combating Hot Corrosion of Boiler Tubes—A study. Eng. Fail. Anal. 2018, 94, 379–395. [Google Scholar] [CrossRef]
- Firouzeh, A.; Ranjbar, K.; Baghal, S.M.; Kaidan, A.H.; Mohemi, E. Failure Assessment of ASTM A213-T12 Superheater Boiler Tubes in a Natural Gas Liquid Plant. Eng. Fail. Anal. 2018, 89, 15–27. [Google Scholar] [CrossRef]
- Vicenzi, J.; Villanova, D.L.; Lima, M.D.; Takimi, A.S.; Marques, C.M.; Bergmann, C.P. HVOF-coatings against High Temperature Erosion (300 C) by Coal Fly Ash in Thermoelectric Power Plant. Mater. Des. 2006, 27, 236–242. [Google Scholar] [CrossRef]
- Praveen, A.S.; Sarangan, J.; Suresh, S.; Channabasappa, B.H. Optimization and Erosion Wear Response of NiCrSiB/WC-CO HVOF Coating using Taguchi Method. Ceram. Int. 2016, 42, 1094–1104. [Google Scholar] [CrossRef]
- Kim, D.S.; Han, G.S.; Lee, D.K. Recycling of useful materials from fly ash of coal-fired power plant. Clean Technol. 2019, 25, 179–188. [Google Scholar]
- Cai, L.; Yao, J.; Hou, Y.; Li, Y.; Wang, S.; Mao, J. Numerical Study on Aerodynamic Performance and Particle Erosion Characteristics of Flue Gas Turbine. Therm. Sci. 2023, 27, 4291–4305. [Google Scholar] [CrossRef]
- Xu, W.; Zhu, K.; Wang, J.; Lin, Y.; Li, Q. Modelling and Numerical Analysis of the Effect of Blade Roughness on Particle Deposition in a Flue Gas Turbine. Powder Technol. 2019, 347, 59–65. [Google Scholar]
- Gao, X.; Wang, J.; Xia, M.; Jin, Y. Research Progress of Catalysts Fouling in Flue Gas Turbines Used in Catalytic Cracking Unit. China Powder Sci. Technol. 2015, 21, 25–32. [Google Scholar]
- Lin, G.Q.; Wang, M.T. Stress and strain Analysis of First Stage Rotating Blades of Flue Gas Turbine Blades. Appl. Mech. Mater. 2012, 130–134, 691–695. [Google Scholar] [CrossRef]
- Zheng, L.J.; Song, H.H.; Zhang, H.; Jiang, S.L.; Wang, Q.; Chen, Y.; Wang, D.; An, S. Blades Fracture Failure Analysis of a Certain Flue Gas Turbine. Petro-Chem. Equip. 2018, 6, 74–79. [Google Scholar]
- Lee, K.H. Analysis of Horizontal Axis Tidal Turbine Performance and Turbine Efficiency Deficit from Blade Deformation. Ph.D. Thesis, Inha University, Incheon, Republic of Korea, 2016. [Google Scholar]
- Jeong, H.C.; Yang, C.J. Variation in Flow Characteristics and Power Performance Due to Axial Distance Optimization in the Design of Counter-Rotating Tidal Turbines. Energies 2024, 17, 3207. [Google Scholar] [CrossRef]
- ASTM G76-05; Standard Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets. American Society for Testing and Materials International: West Conshohocken, PA, USA, 2017.
- Walker, C.I.; Robbie, P. Comparison of Some Laboratory Wear Tests and Field Wear in Slurry Pumps. Wear 2013, 302, 1026–1034. [Google Scholar] [CrossRef]
- Singh, J.; Kumar, S.; Mohapatra, S.K. Tribological Analysis of WC-10Co-4Cr and Ni-20Cr2O3 Coating on Stainless Steel 304. Wear 2017, 376, 1105–1111. [Google Scholar] [CrossRef]
- Neilson, J.H.; Gilchrist, A. Erosion by a Stream of Solid Particles. Wear 1968, 11, 111–122. [Google Scholar] [CrossRef]
- Mellali, M.; Grimaud, A.; Leger, A.C.; Fauchais, P.; Lu, J. Alumina Grit Blasting Parameters for Surface Preparation in the Plasma Spraying Operation. J. Therm. Spray Technol. 1992, 6, 217–227. [Google Scholar] [CrossRef]
- Jung, K.H.; Kim, S.J. Effect of various factors on solid particle erosion behavior of degraded 9Cr-1MoVNb steel with experiment design. Appl. Surf. Sci. 2020, 506, 144956. [Google Scholar] [CrossRef]
- Chen, Q.; Li, D.Y. Computer simulation of solid particle erosion. Wear 2003, 255, 78–84. [Google Scholar] [CrossRef]
- Levy, A.V.; Chik, P. The effects of erodent composition and shape on the erosion of steel. Wear 1983, 89, 151–162. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Specific heat | 0.5 (J/g °C) |
| Specific gravity | 7.93 |
| Coefficient of thermal expansion | 17.3 W/m °C |
| Thermal conductivity | 16.3 W/m °C |
| Yield strength | ≥175 N/mm2 |
| Tensile strength | ≥480 N/mm2 |
| Elongation | ≥40% |
| Grade | Ni | Cr | Mo | C | Si | Mn | P | S | Cu | N | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 316L | 10.17 | 16.9 | 2.01 | 0.022 | 0.61 | 1.03 | 0.033 | 0.029 | 0.281 | 0.011 | Balance |
| Factor | Unit | Value |
|---|---|---|
| Erodent size | μm | about 50 |
| Erodent feed rate | g/min | 2 |
| Air pressure | kg/cm2 | 2 |
| Nozzle diameter | mm | 3.6 |
| Stand-off distance | mm | 10 |
| Impact angle | ° | 90 |
| Temperature | °C | Room temperature |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeon, W.-S.; Park, I.-C. Fatigue Analysis and Solid Particle Erosion Behavior of Nozzle Ring for Marine Turbocharger. J. Mar. Sci. Eng. 2025, 13, 1230. https://doi.org/10.3390/jmse13071230
Jeon W-S, Park I-C. Fatigue Analysis and Solid Particle Erosion Behavior of Nozzle Ring for Marine Turbocharger. Journal of Marine Science and Engineering. 2025; 13(7):1230. https://doi.org/10.3390/jmse13071230
Chicago/Turabian StyleJeon, Woo-Seok, and Il-Cho Park. 2025. "Fatigue Analysis and Solid Particle Erosion Behavior of Nozzle Ring for Marine Turbocharger" Journal of Marine Science and Engineering 13, no. 7: 1230. https://doi.org/10.3390/jmse13071230
APA StyleJeon, W.-S., & Park, I.-C. (2025). Fatigue Analysis and Solid Particle Erosion Behavior of Nozzle Ring for Marine Turbocharger. Journal of Marine Science and Engineering, 13(7), 1230. https://doi.org/10.3390/jmse13071230