
Deformation Intelligent Prediction of Titanium Alloy Plate Forming Based on BP Neural Network and Sparrow Search Algorithm


Abstract
1. Introduction
2. Line Heating of Titanium Alloy
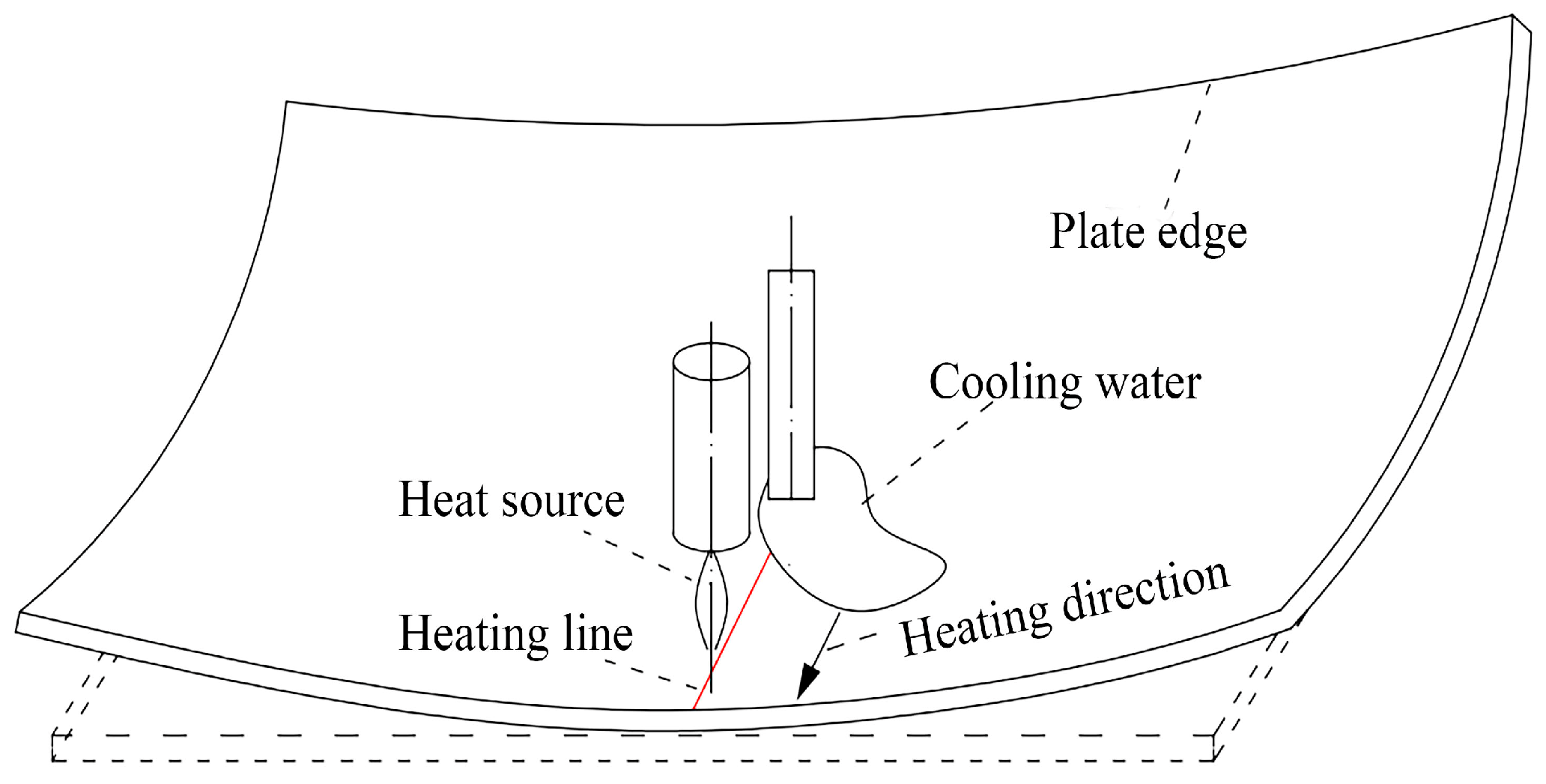
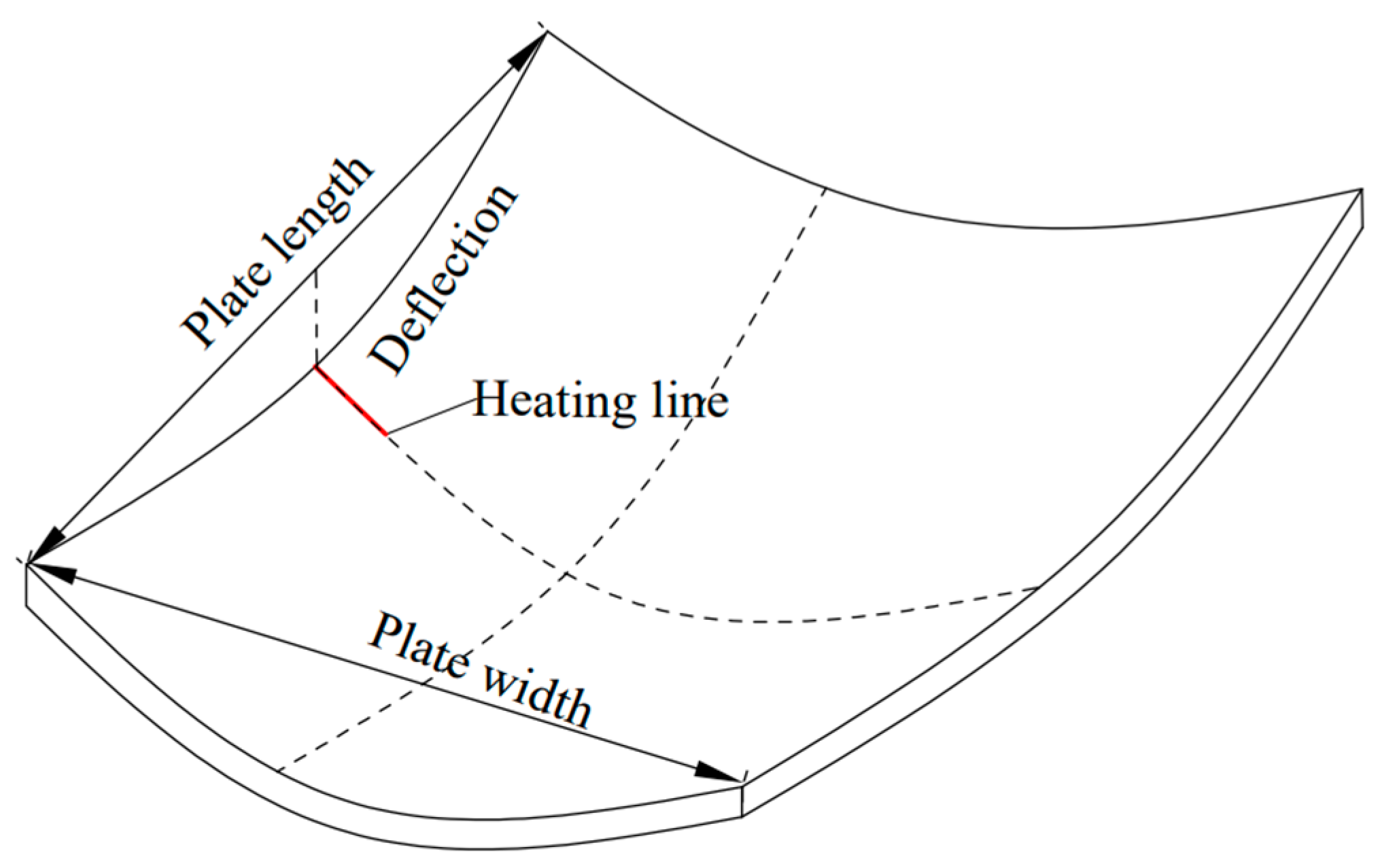
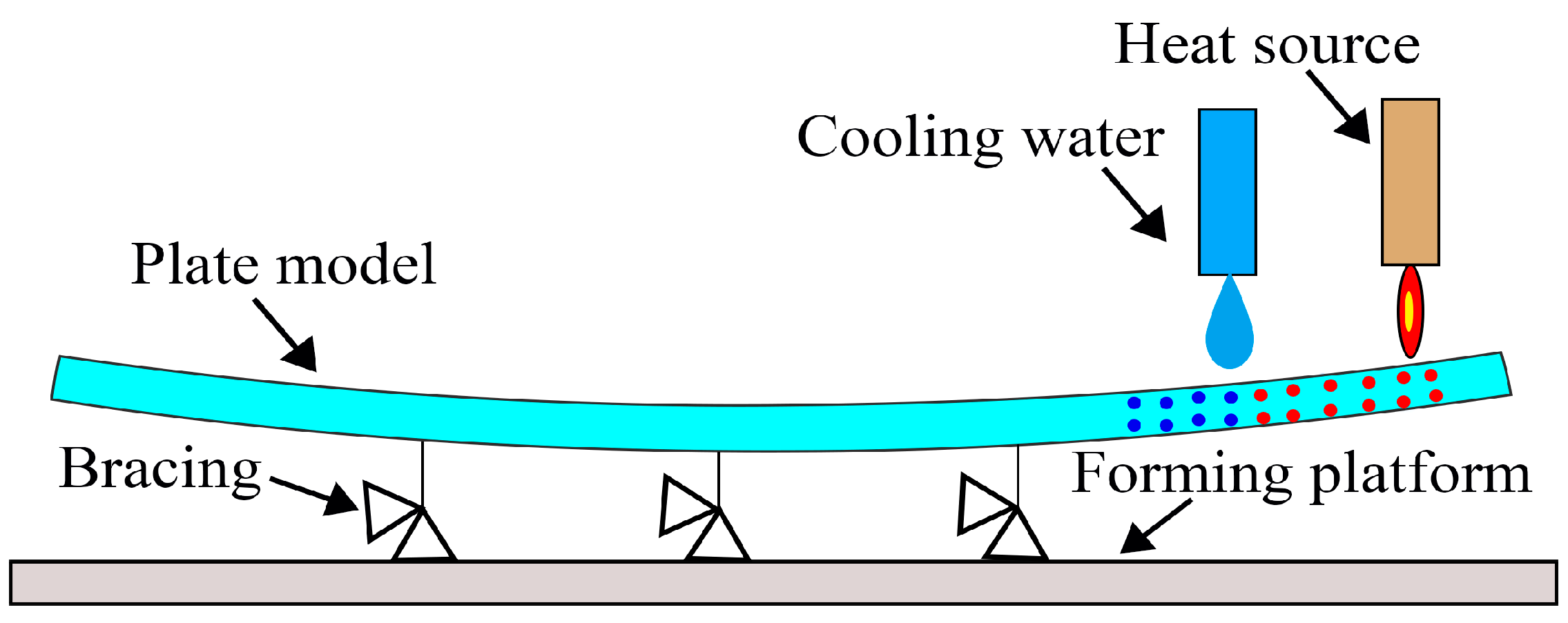
2.1. The Process of Line Heating
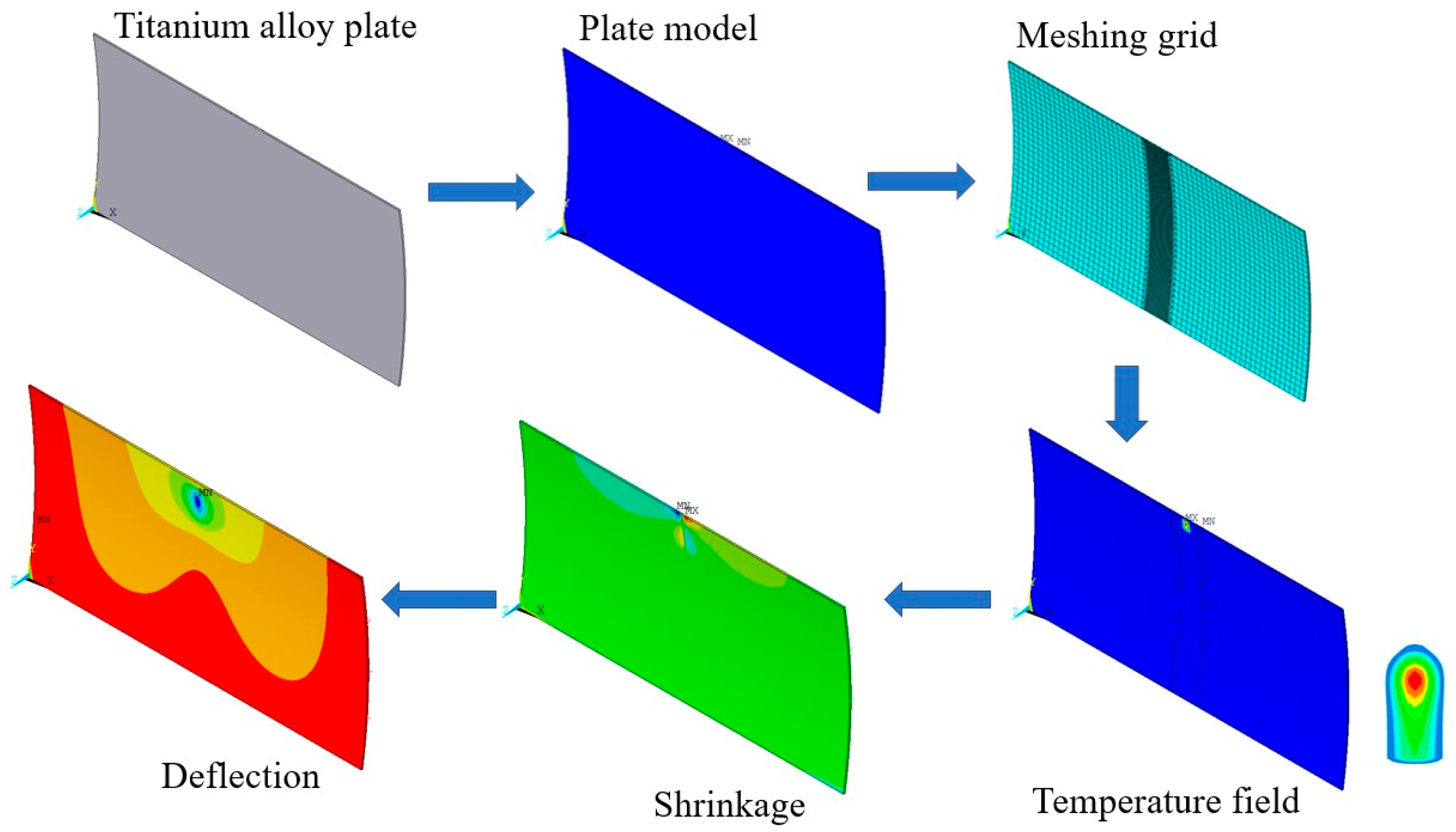
2.2. Numerical Simulation Theory of Titanium Alloy Line Heating
2.2.1. Heat Source Model
2.2.2. Thermal–Elastic–Plastic Theory of Titanium Alloy Line Heating
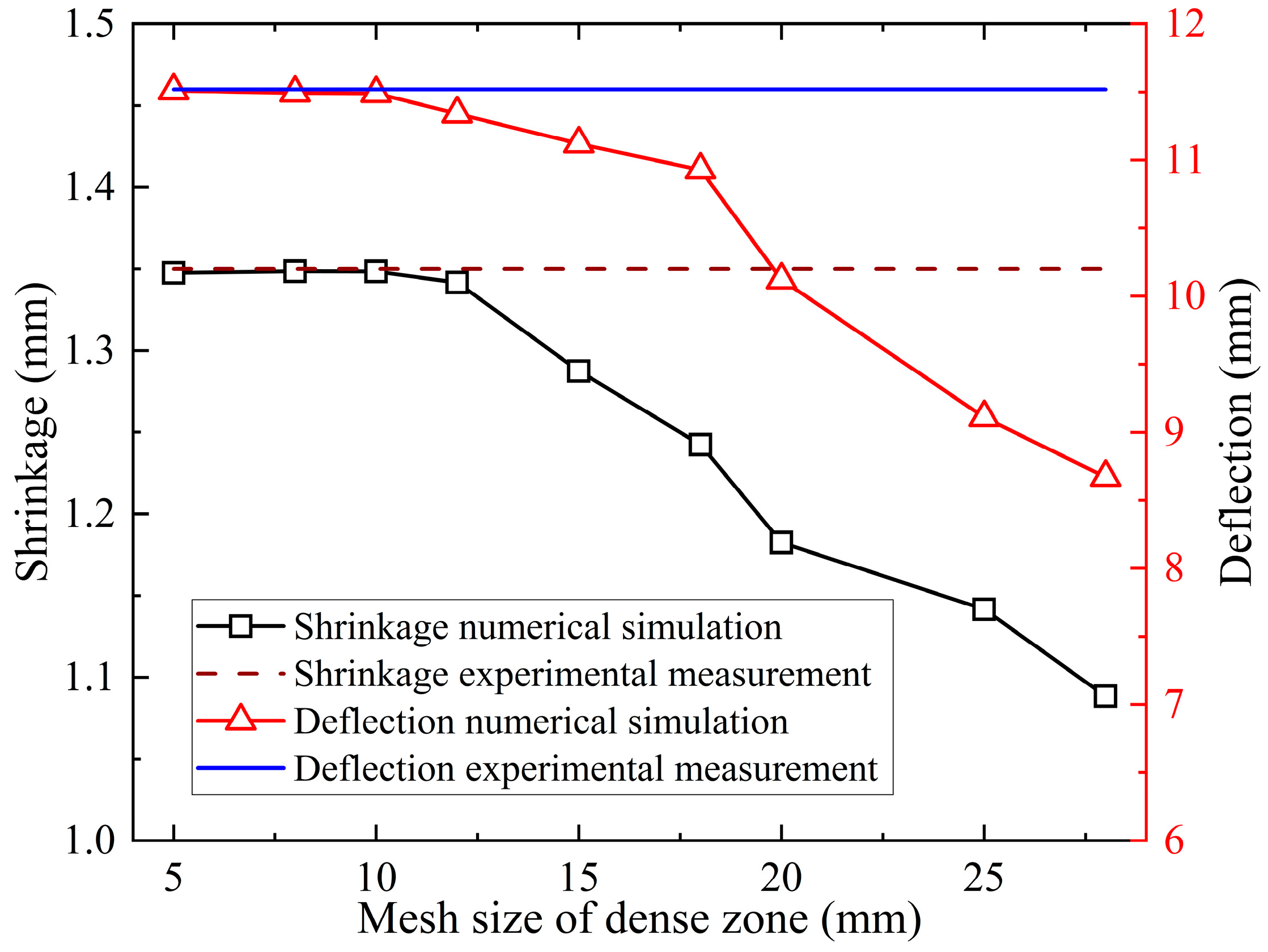
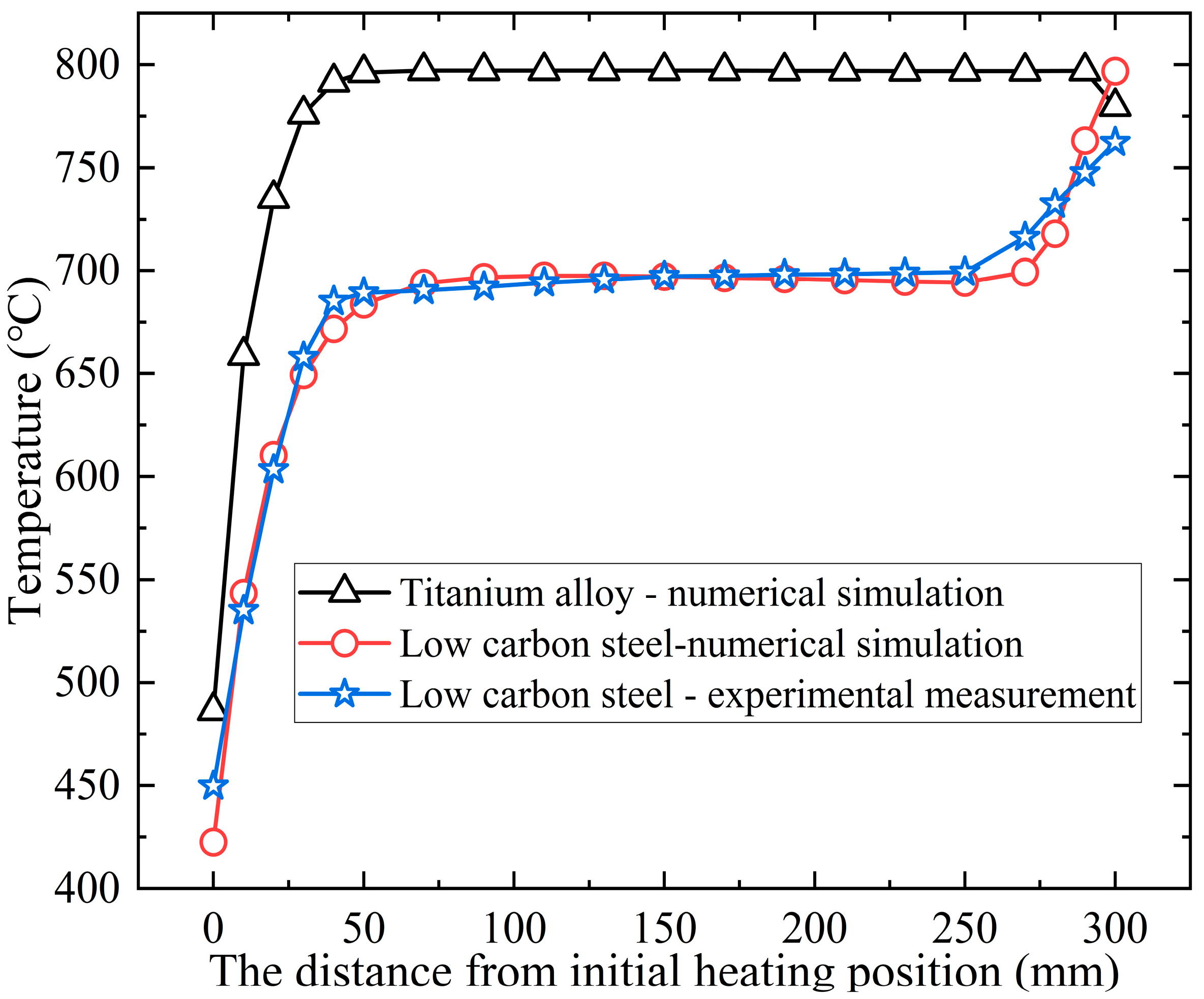
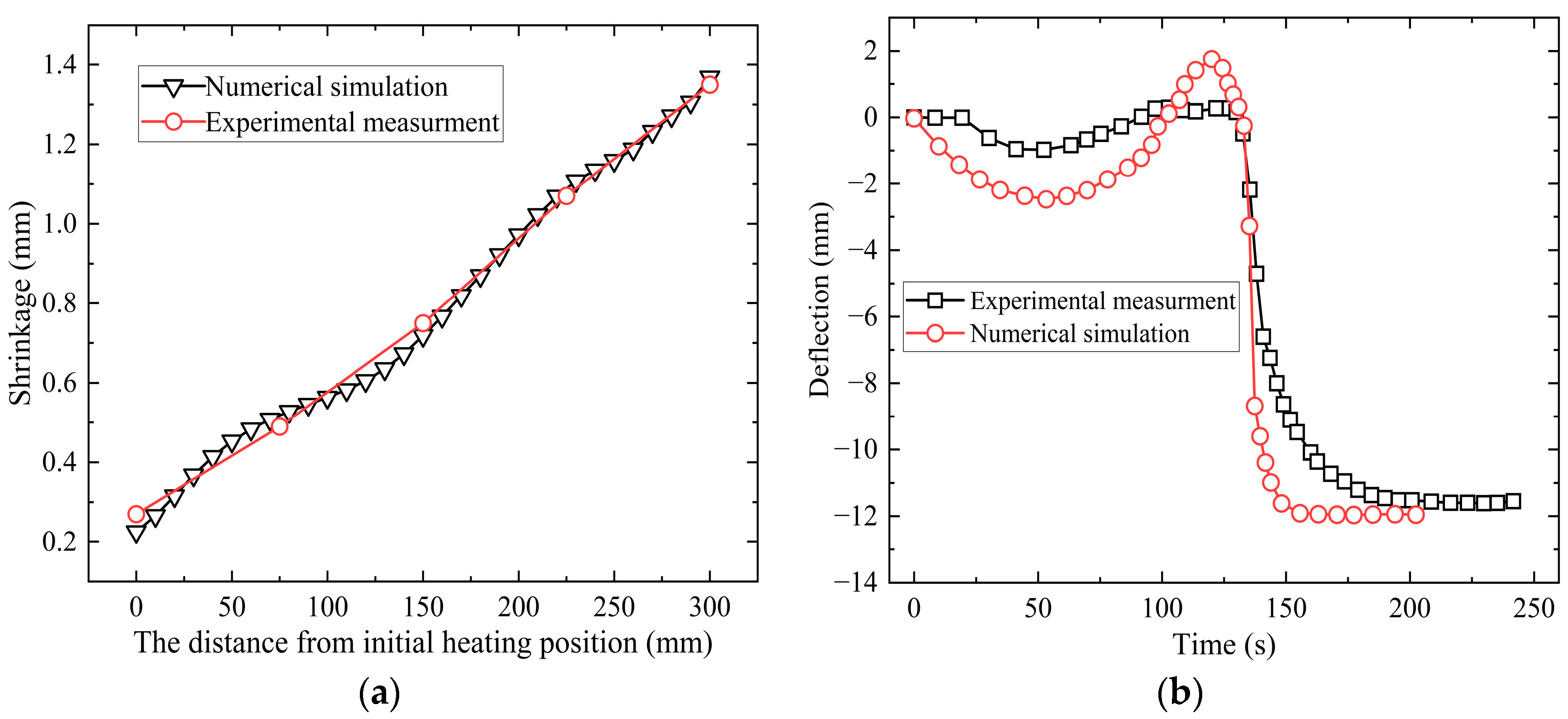
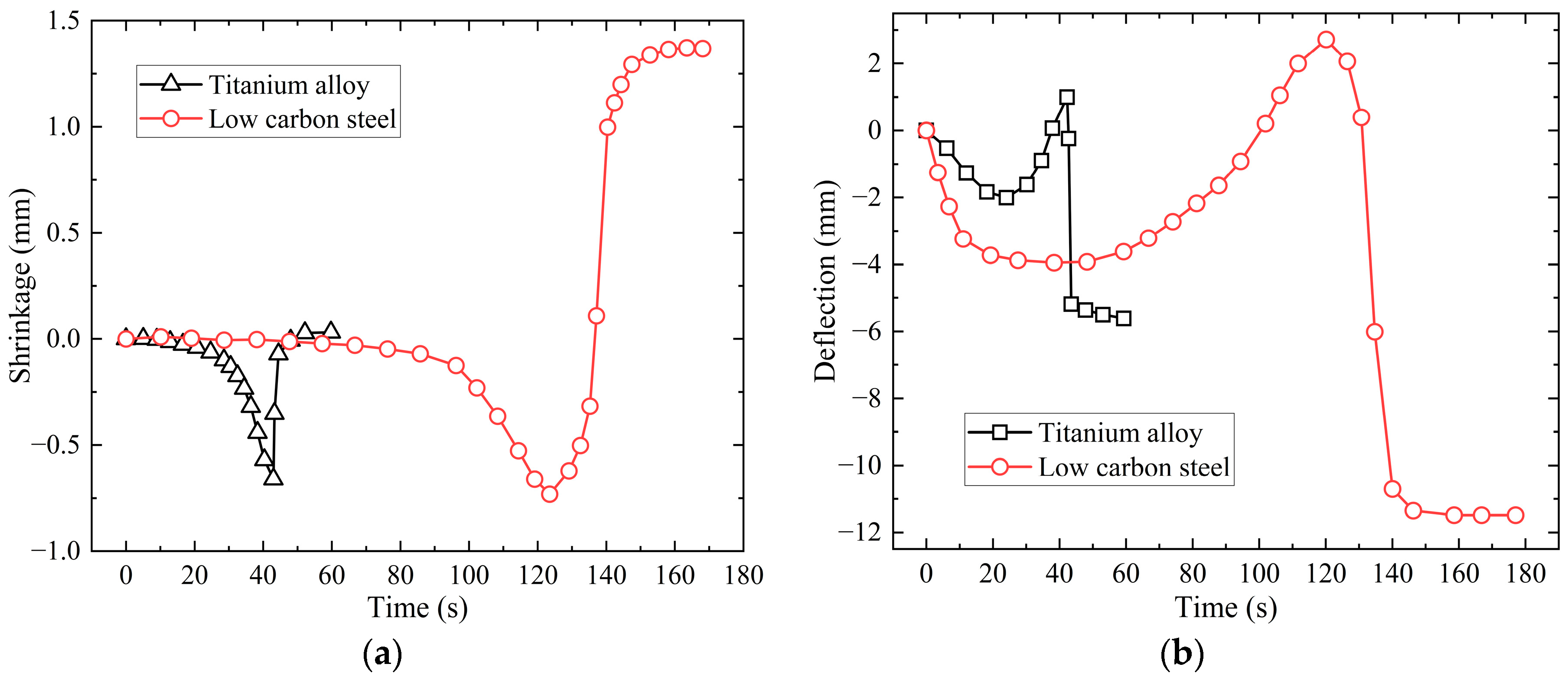
2.3. Feasibility Verification of Numerical Calculation of Titanium Alloy Line Heating
3. Research of the Deformation Prediction Model of Titanium Alloy Overlap Heating
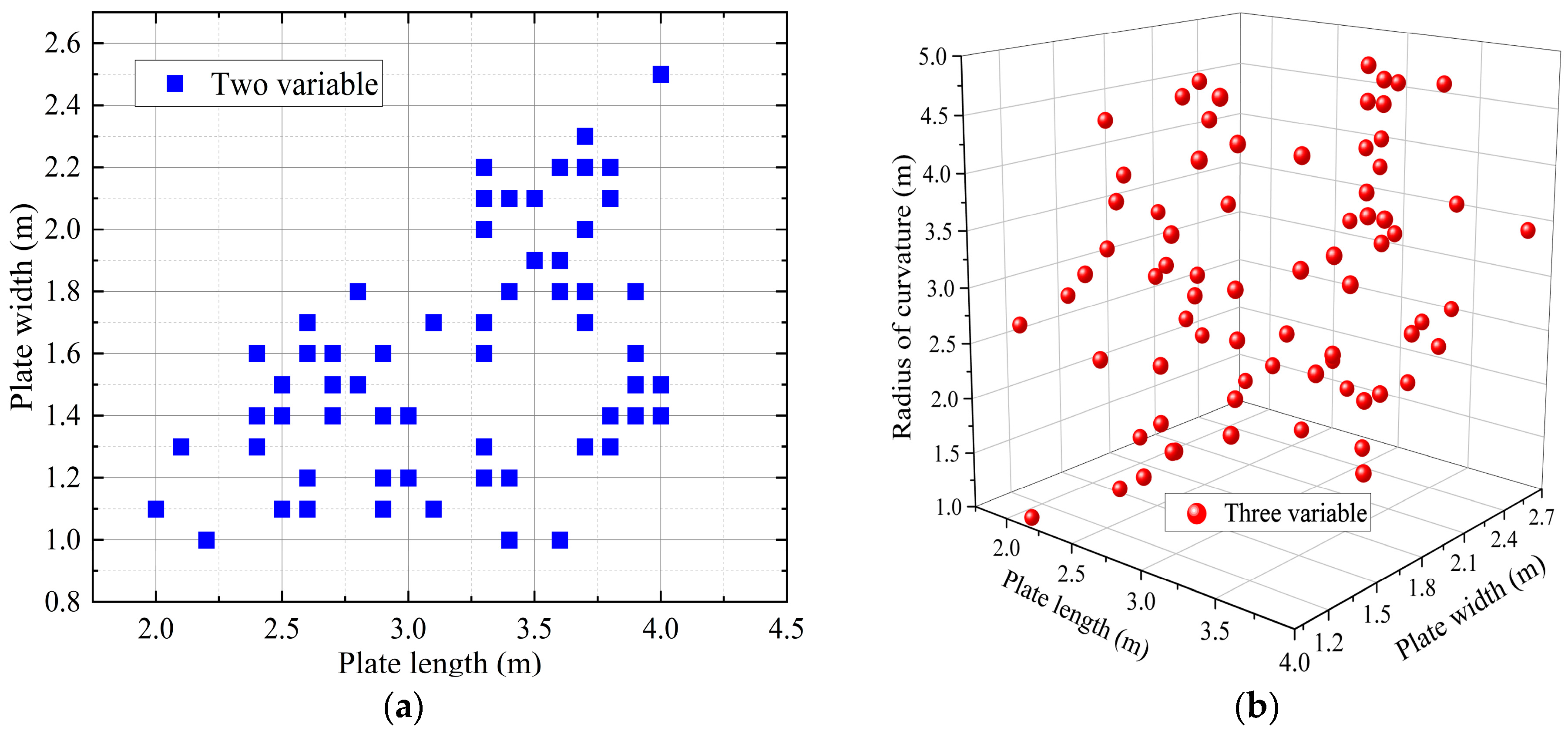
3.1. Sample Sampling and Data Processing
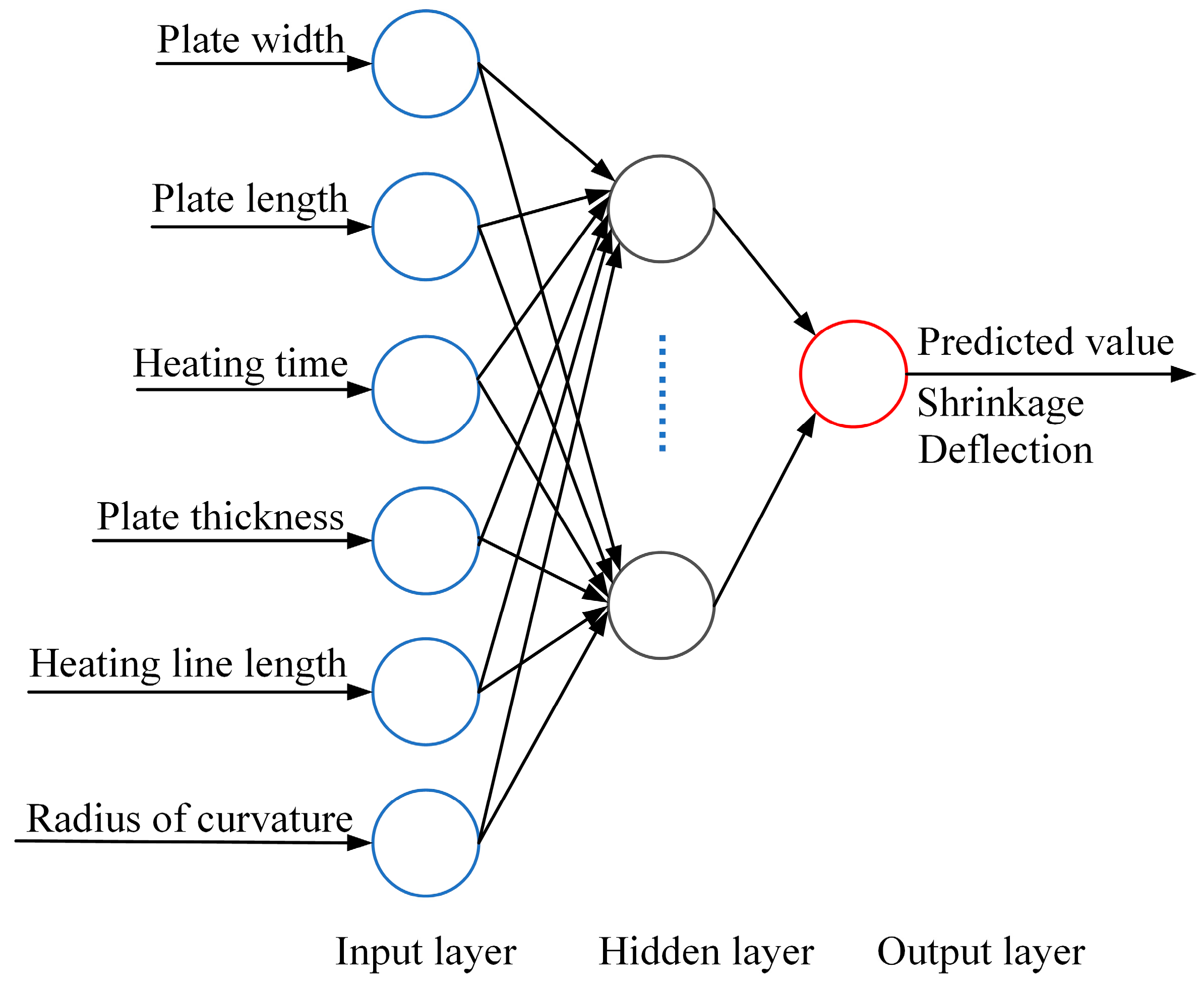
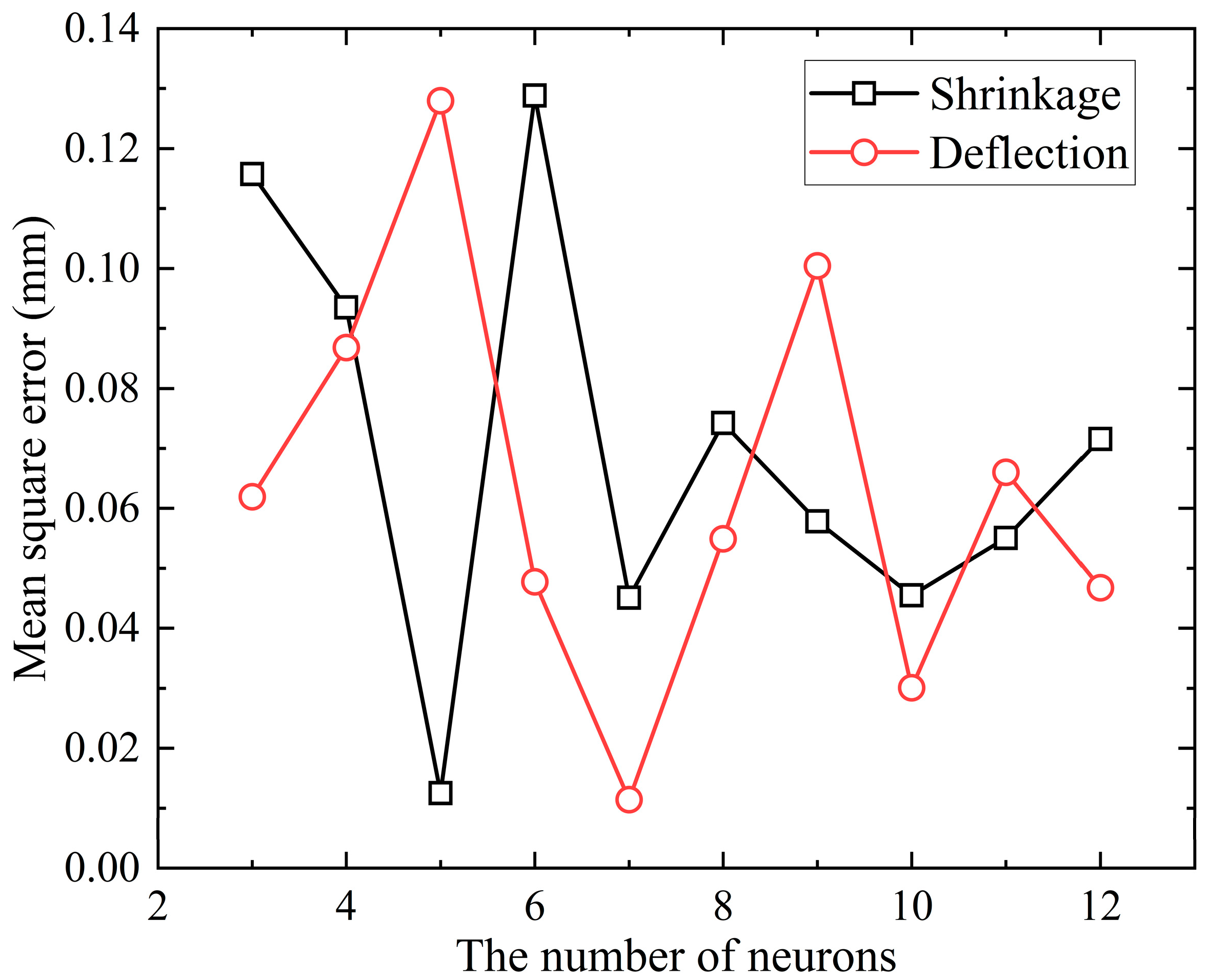
3.2. Prediction Model of Titanium Alloy Overlapping Heating Deformation Based on BP Neural Network Algorithm
4. Results and Analysis of Overlapping Heating Deformation Prediction Model of Titanium Alloy
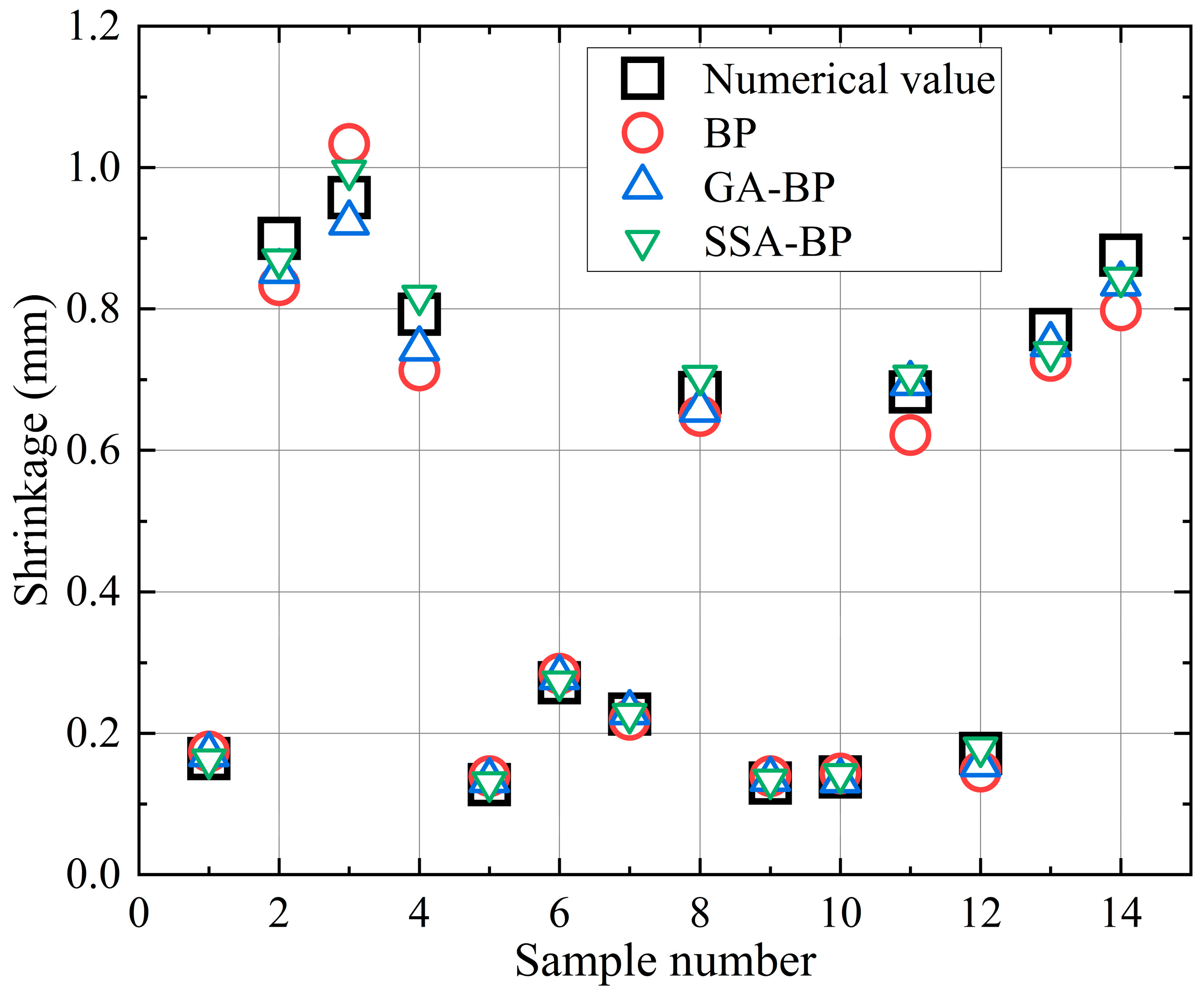
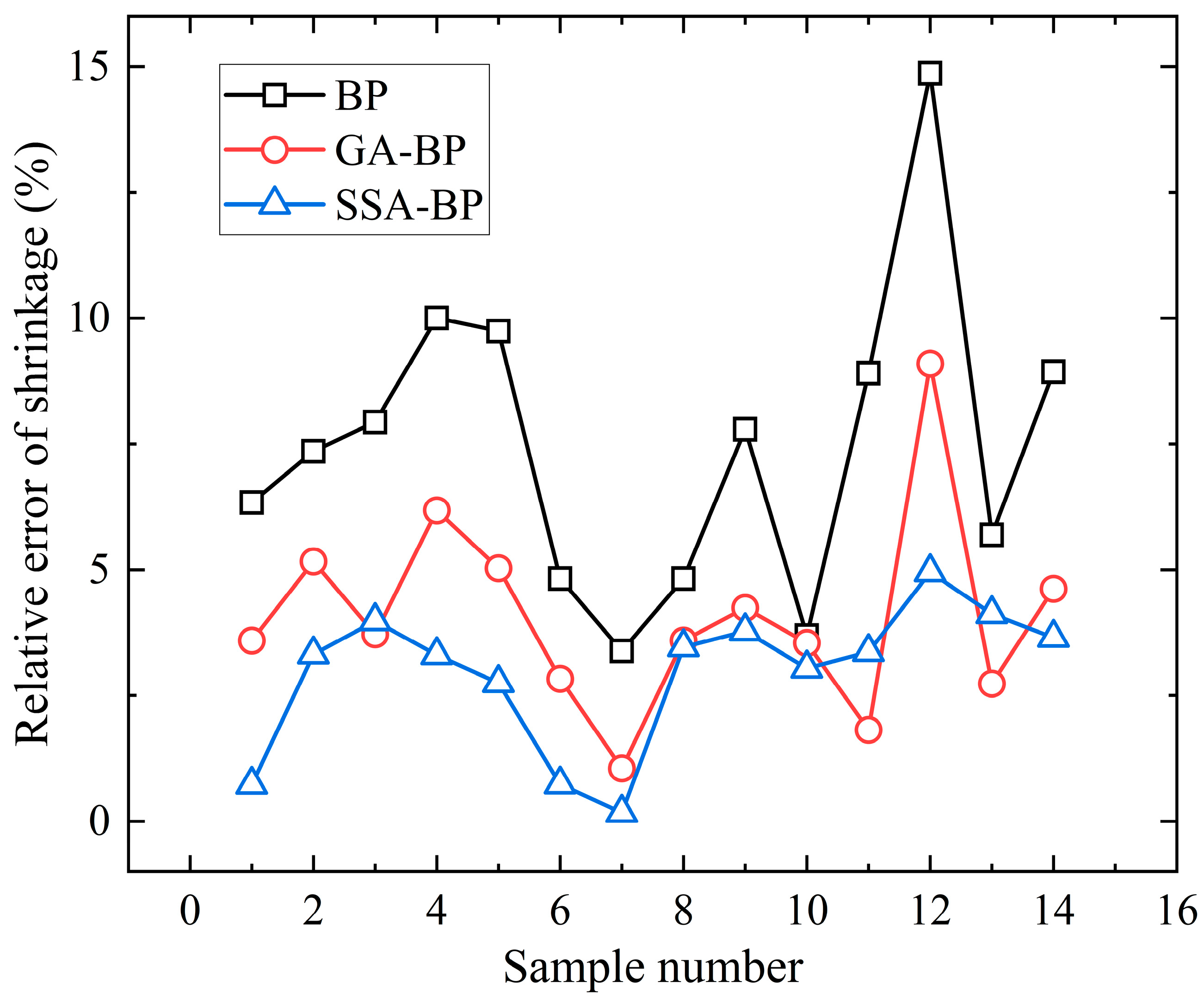
4.1. Prediction of Shrinkage
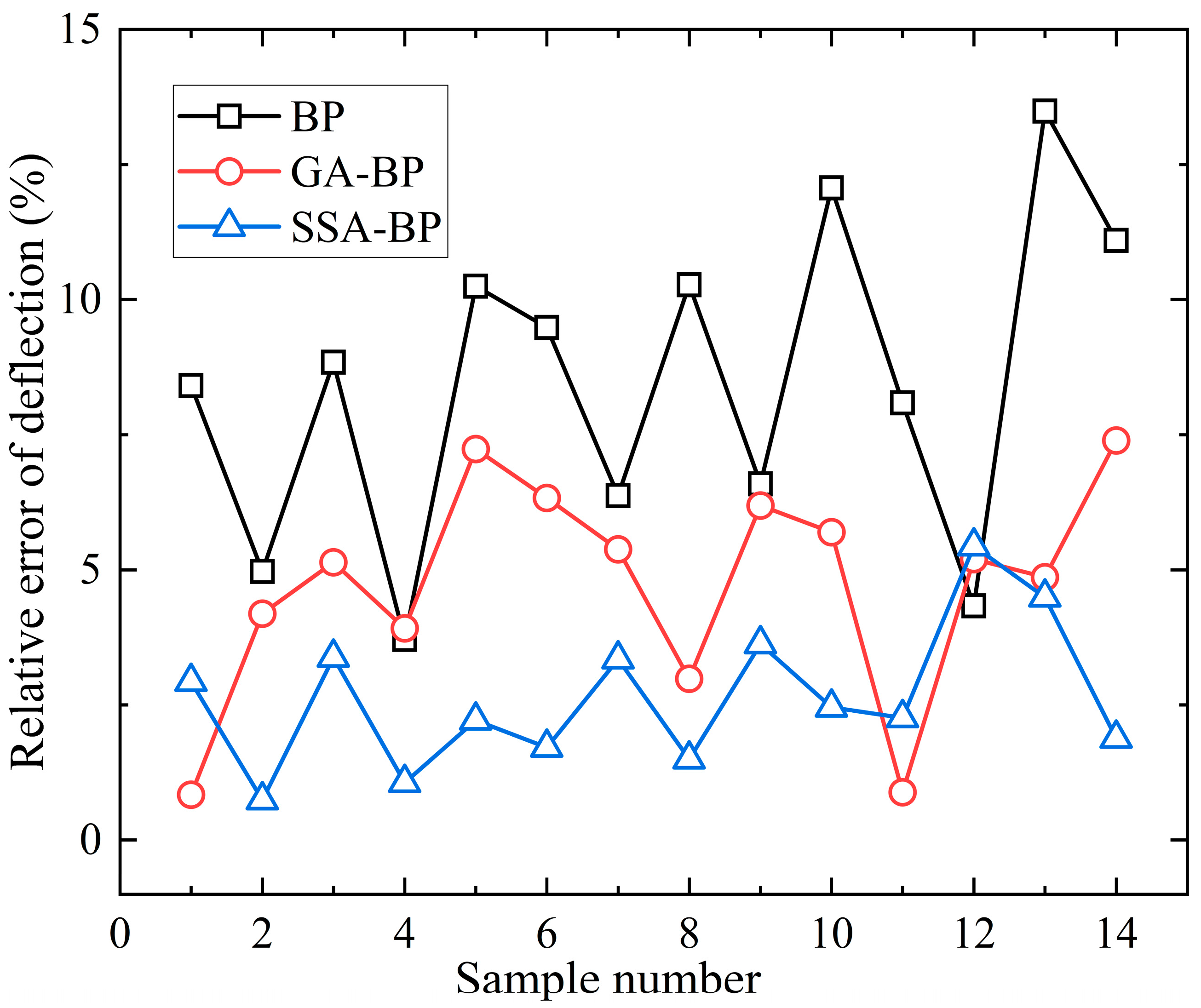
4.2. Prediction of Deflection
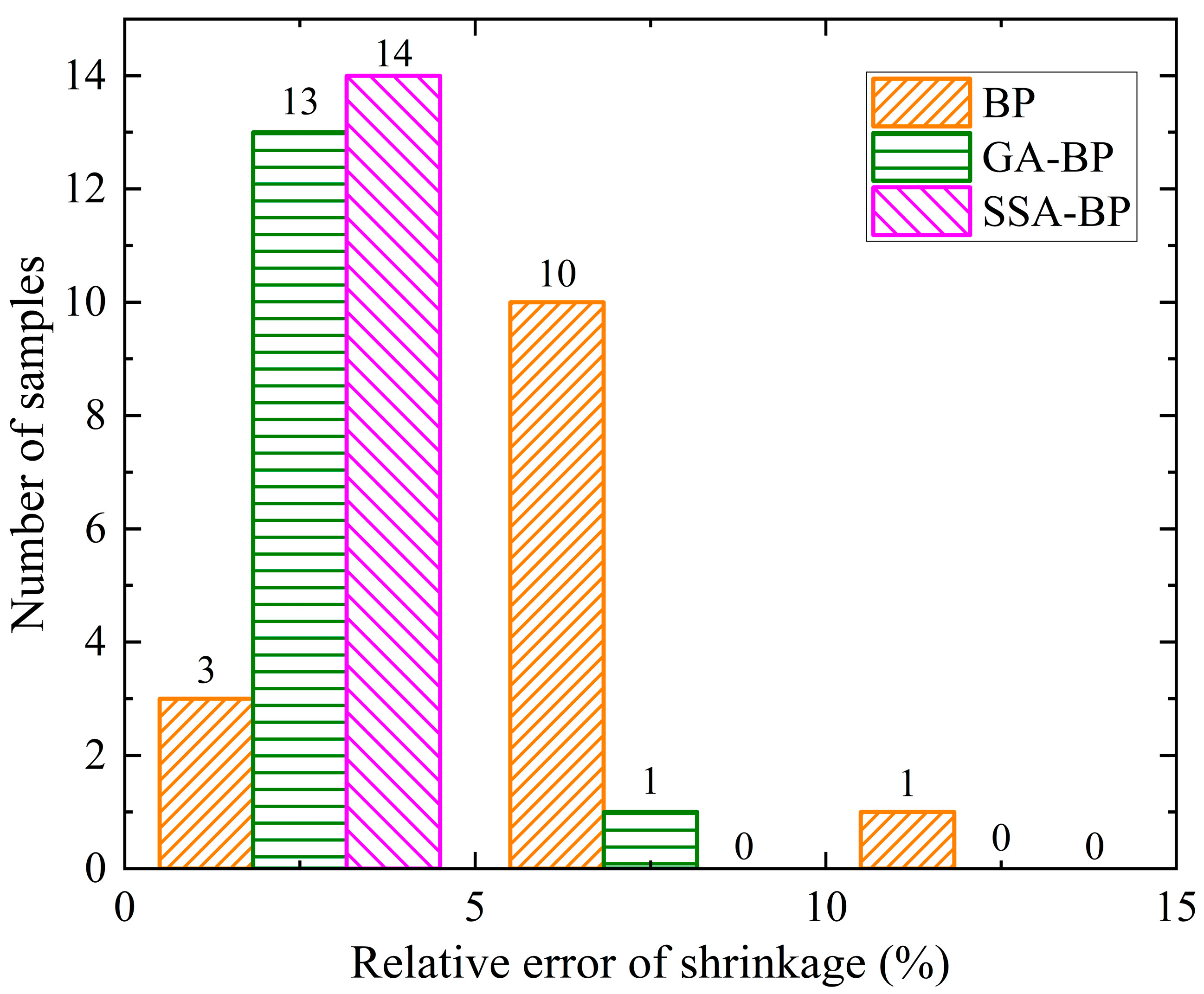
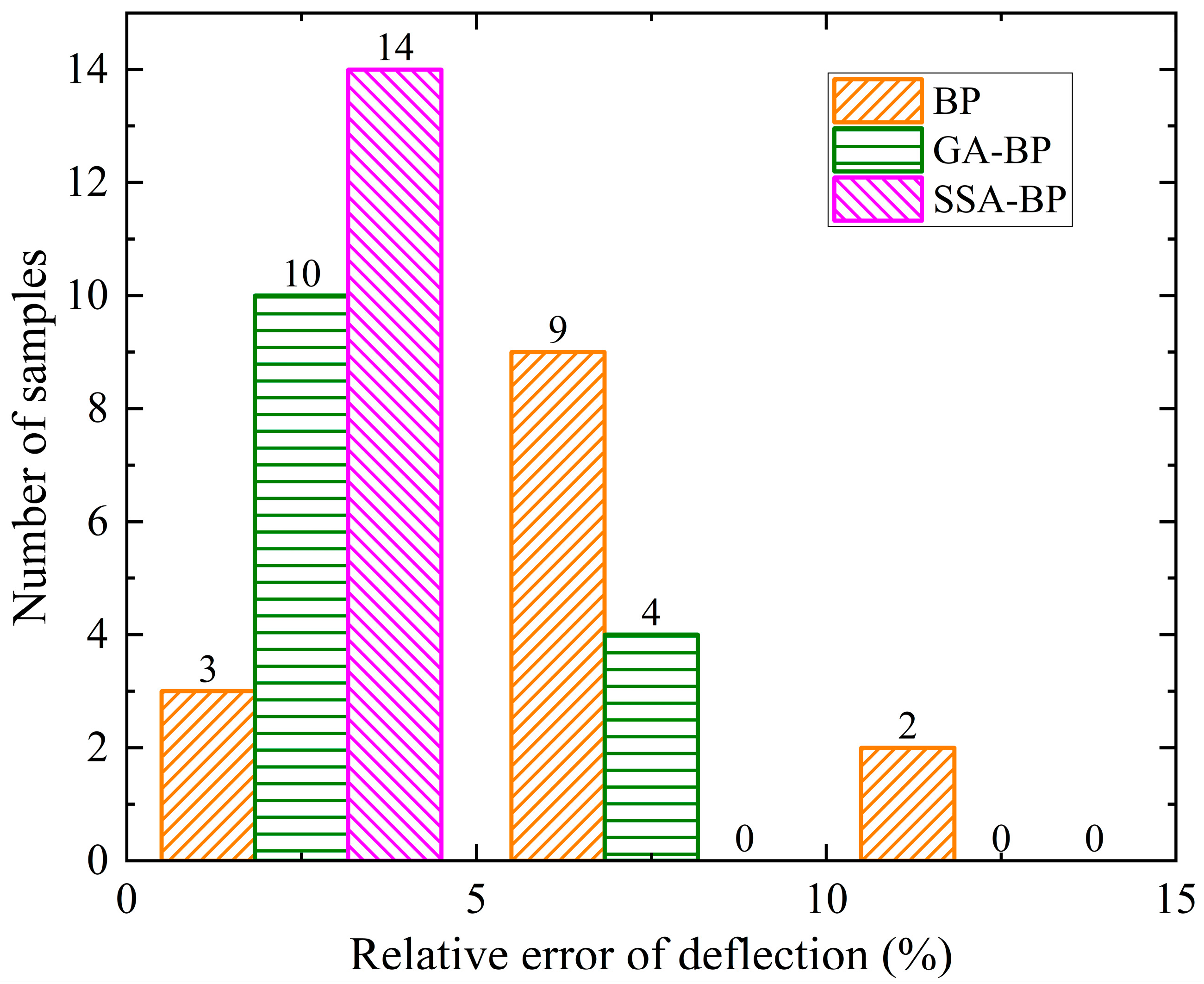
4.3. Error Distribution Statistics
5. Conclusions
- Compared with the forming experiment, the feasibility of the titanium alloy numerical calculation model was verified by comparing it with the numerical calculations and experimental results of low-carbon steel. The results of numerical calculations of titanium alloy can provide basic data for the prediction of titanium alloy deformation.
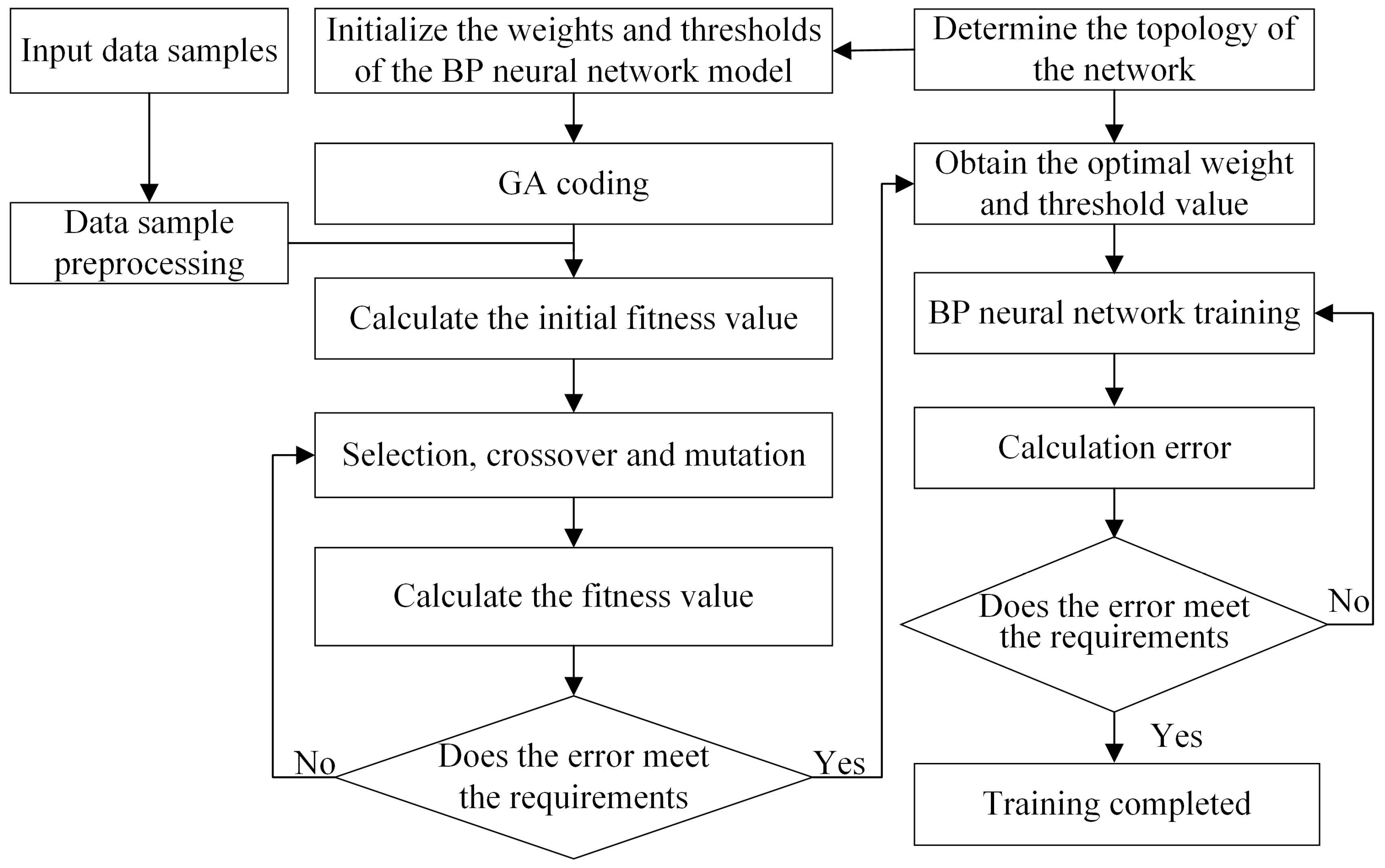
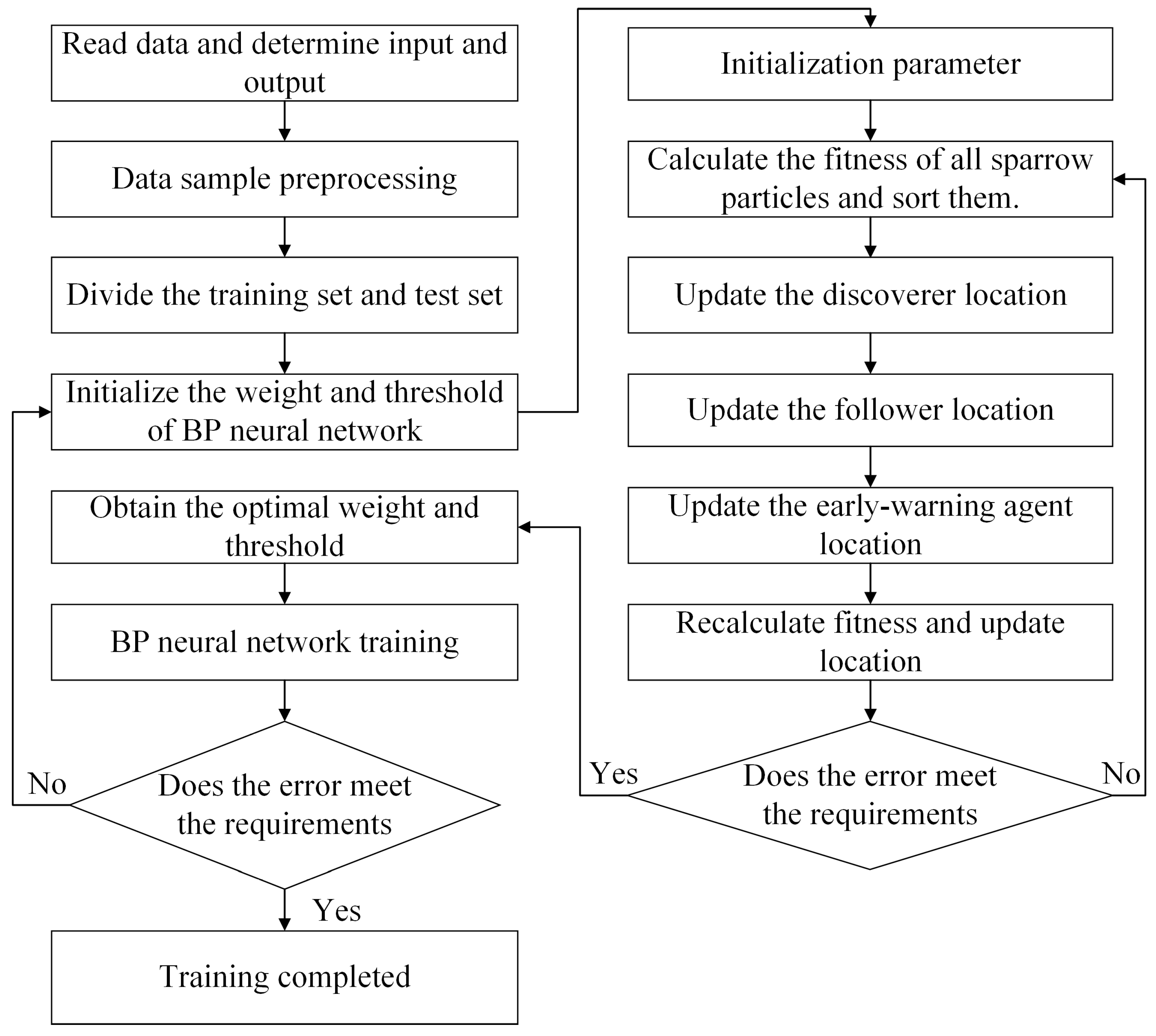
- To quickly predict the deformation of titanium alloy, the deformation prediction model suitable for titanium alloy forming was established based on the training set and BP neural network algorithm. The BP neural network model was optimized by the GA algorithm and SSA algorithm, and the prediction model of titanium alloy deformation by GA-BP and SSA-BP was established. The BP, GA-BP, and SSA-BP models can all be applied to predict the shrinkage and deflection for titanium alloy forming.
- BP, GA-BP, and SSA-BP models were applied to predict the deformation of titanium alloy. The MAPEs for shrinkage prediction were 7.45%, 4.08%, and 2.96%, respectively. The MAPEs in deflection prediction are 8.44%, 4.73%, and 2.64%, respectively. Therefore, the prediction accuracy of SSA-BP is higher than BP and GA-BP.
- The application of both the GA algorithm and SSA algorithm can obtain good initial weights and thresholds to avoid the BP neural network falling into a local optimal solution. The BP neural network model is optimized by the GA algorithm and SSA algorithm, which is suitable for fast and accurate prediction of deformation in titanium alloy forming.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, K.; Wu, L.; Li, Y.; Sun, X. Study on the overload and dwell-fatigue property of titanium alloy in manned deep submersible. China Ocean Eng. 2020, 34, 738–745. [Google Scholar] [CrossRef]
- Wei, B.; Zhang, F.; He, K.; Li, Z.; Du, R. Deformation and springback behavior of sheet metal with convex-shaped surfaces in heat-assisted incremental bending process based on minimum energy method. J. Manuf. Sci. Eng.-Trans. ASME 2023, 145, 031003. [Google Scholar] [CrossRef]
- Han, X.; Zhou, B.; Tan, S. Effect of heating spacing on deformation distribution of line heating process. J. Ship Prod. Des. 2019, 35, 1–11. [Google Scholar] [CrossRef]
- Huang, H.; Murakawa, H. Thermo-mechanical analysis of line heating process by an efficient and accurate multi-level mesh refining method. Mar. Struct. 2016, 49, 239–255. [Google Scholar] [CrossRef]
- Vega, A.; Escobar, E.; Fong, A.; Ma, N.; Murakawa, H. Analysis and prediction of parallel effect on Inherent deformation during the line heating process. CMES-Comp. Model. Eng. Sci. 2013, 90, 197–210. [Google Scholar]
- Wróbel, I.; Skowronek, A.; Grajcar, A. A review on hot stamping of advanced high-strength steels: Technological-metallurgical aspects and numerical simulation. Symmetry 2022, 14, 969. [Google Scholar] [CrossRef]
- Jukić, K.; Perić, M.; Tonković, Z.; Skozrit, I.; Jarak, T. Numerical calculation of stress intensity factors for semi-elliptical surface cracks in buried-arc welded thick plates. Metals 2021, 11, 1809. [Google Scholar] [CrossRef]
- Wang, C.; Pham, D.T.; Wu, C.; Kim, J.; Su, S.; Jin, Z. Artificial thermal strain method: A novel approach for the analysis and fast prediction of the thermal distortion. J. Mater. Process. Technol. 2021, 289, 116937. [Google Scholar] [CrossRef]
- Wang, H.; Wang, K.; Guo, Z.; Rui, S.; Wang, Z. Resistance mechanism of partially embedded pipelines considering the influence of temperature fields. Ocean Eng. 2023, 281, 114720. [Google Scholar] [CrossRef]
- Yi, M.; Park, J.; Seo, J. A novel pre-processing modelling method for the finite element analysis of the thermal deformation of large structures in the erection stage. Ocean Eng. 2022, 266, 112891. [Google Scholar] [CrossRef]
- Li, F.; Jiang, J.; Wang, J.; Wang, J.; Chen, X. Experimental study and numerical simulation on springback of Ti-6Al-4V alloy under hot U-bending. J. Mech. Sci. Technol. 2023, 37, 3691–3697. [Google Scholar] [CrossRef]
- Baffari, D.; Buffa, G.; Campanella, D.; Fratini, L.; Micari, F. Single block 3D numerical model for linear friction welding of titanium alloy. Sci. Technol. Weld. Join. 2019, 24, 130–135. [Google Scholar] [CrossRef]
- Villa, M.; Brooks, J.W.; Turner, R.; Boitout, F.; Ward, R.M. Metallurgical modelling of Ti-6Al-4V for welding applications. Metals 2021, 11, 960. [Google Scholar] [CrossRef]
- Sarikavak, Y. An advanced modelling to improve the prediction of thermal distribution in friction stir welding (FSW) for difficult to weld materials. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 4. [Google Scholar] [CrossRef]
- Li, L.; Qi, S.; Zhou, H.; Wang, L. Prediction of line heating deformation on sheet metal based on an ISSA-ELM model. Sci. Rep. 2023, 13, 1252. [Google Scholar] [CrossRef] [PubMed]
- Jonaet, A.; Park, H.; Myung, L. Prediction of residual stress and deformation based on the temperature distribution in 3D-printed parts. Int. J. Adv. Manuf. Technol. 2021, 113, 2227–2242. [Google Scholar] [CrossRef]
- Asmael, M.; Nasir, T.; Zeeshan, Q.; Safaei, B.; Kalaf, O.; Motallebzadeh, A.; Hussain, G. Prediction of properties of friction stir spot welded joints of AA7075-T651/Ti-6Al-4V alloy using machine learning algorithms. Arch. Civ. Mech. Eng. 2022, 22, 94. [Google Scholar] [CrossRef]
- Uz, M.; Yoruc, A.; Cokgunlu, O.; Cokgunlu, O.; Aydogan, C.; Yapici, G. A comparative study on phenomenological and artificial neural network models for high temperature flow behavior prediction in Ti6Al4V alloy. Mater. Today Commun. 2022, 33, 104933. [Google Scholar] [CrossRef]
- Bautista-Monsalve, F.; García-Sevilla, F.; Miguel, V.; Naranjo, J.; Manjabacas, M.C. A novel machine-learning-based procedure to determine the surface finish quality of titanium alloy parts obtained by heat assisted single point incremental forming. Metals 2021, 11, 1287. [Google Scholar] [CrossRef]
- Datta, S.; Das, A.; Raza, M.; Saha, P.; Pratihar, D. Study on laser beam butt-welding of nitinol sheet and input-output modelling using neural networks trained by metaheuristic algorithms. Mater. Today Commun. 2022, 32, 104089. [Google Scholar] [CrossRef]
- Li, L.; Wang, J. Mathematical temperature model of sheet metal in friction stir incremental forming. Int. J. Adv. Manuf. Technol. 2019, 105, 3105–3116. [Google Scholar] [CrossRef]
- Ji, C.M.; Hu, J.Q.; Wang, B.; Zou, Y.J.; Yang, Y.S.; Sun, Y.G. Mechanical behavior prediction of CF/PEEK-titanium hybrid laminates considering temperature effect by artificial neural network. Compos. Struct. 2021, 262, 113367. [Google Scholar] [CrossRef]
- Zheng, Y.; Li, L.; Qian, L.; Cheng, B.; Hou, W.; Zhuang, Y. Sine-SSA-BP ship trajectory prediction based on chaotic mapping improved sparrow search algorithm. Sensors 2023, 23, 704. [Google Scholar] [CrossRef]
- Xue, J.; Shen, B. A novel swarm intelligence optimization approach: Sparrow search algorithm. Syst. Sci. Control Eng. 2020, 8, 22–34. [Google Scholar] [CrossRef]
- Wang, S.; Dai, J.; Wang, J.; Li, R.; Wang, J.; Xu, Z. Numerical calculation of high-strength-steel saddle plate forming suitable for lightweight construction of ships. Materials 2023, 16, 3848. [Google Scholar] [CrossRef]
- Huang, B.; Li, C.; Shi, L.; Qiu, G. China Engineering Materials Encyclopedia; Chemical Industry Press: Beijing, China, 2006. [Google Scholar]
- Wang, S.; Wang, J.; Liu, Y.; Li, R.; Xiao, L. Analysis of forming regularity in line heating process for curved hull plate by considering the plate deflection. J. Ship Prod. Des. 2019, 35, 211–219. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
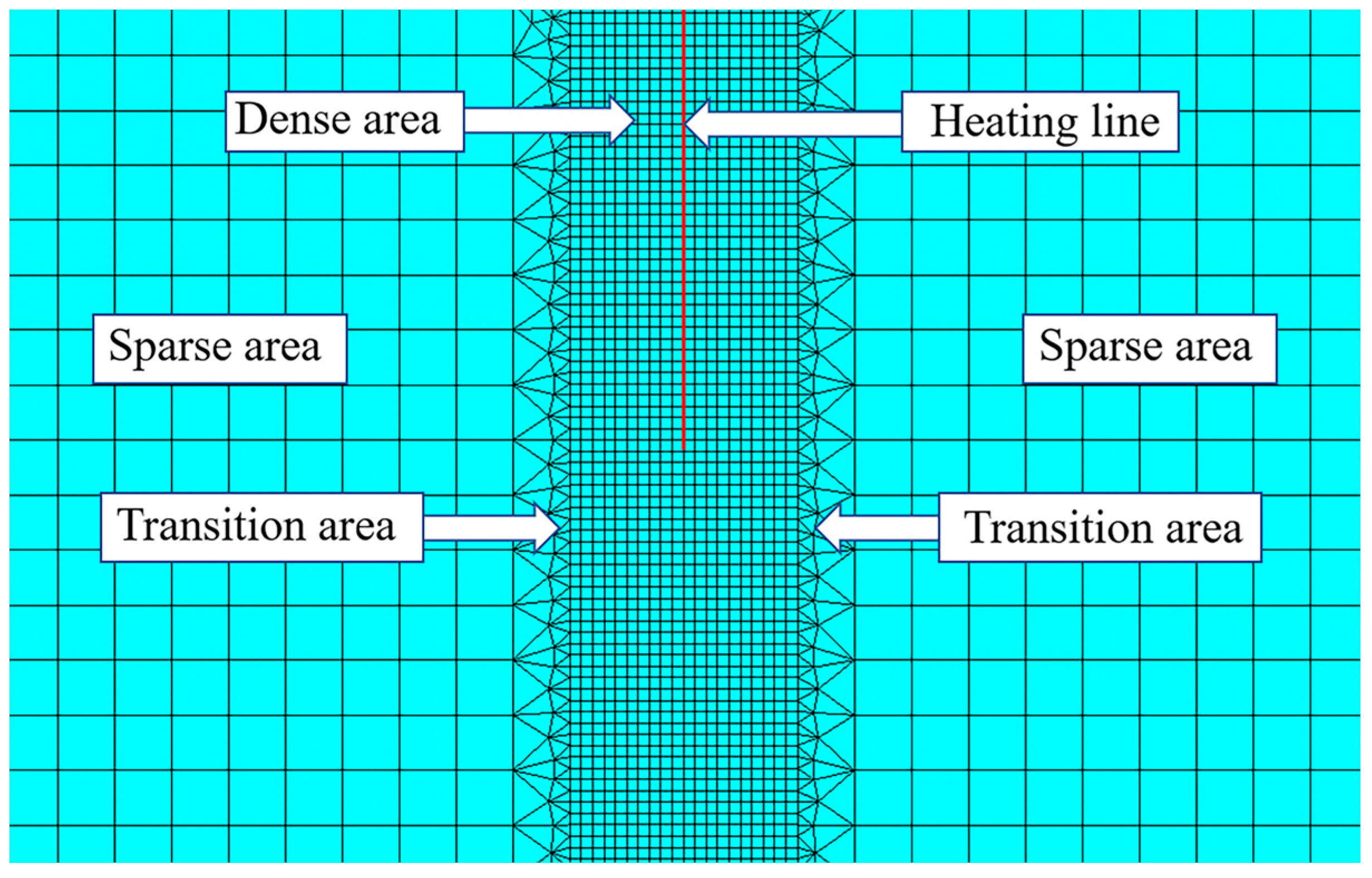
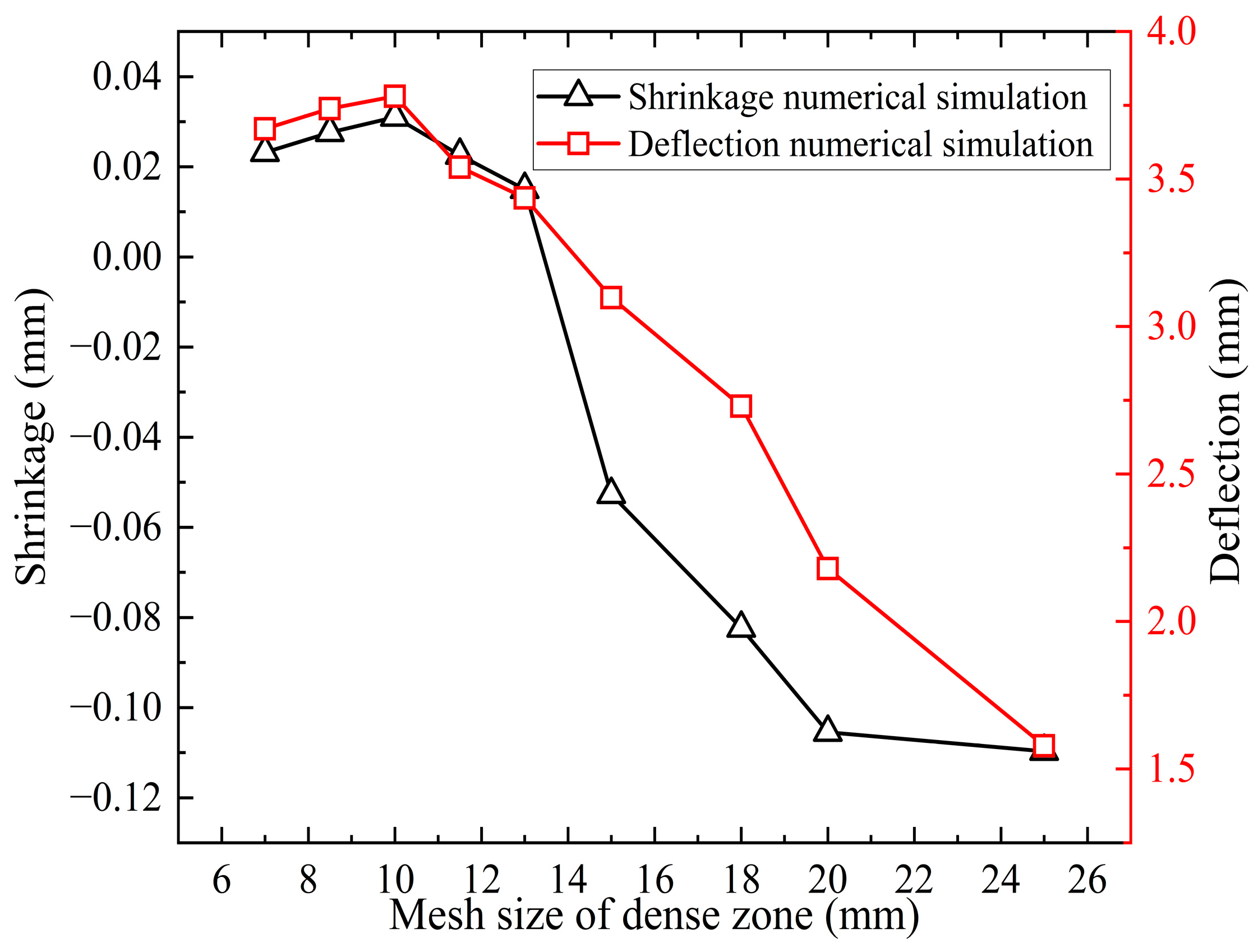
| Dense Zone Grid (mm) | Transition Zone Grid (mm) | Sparse Zone Grid (mm) |
|---|---|---|
| 7 | 14 | 35 |
| 8.5 | 17 | 42.5 |
| 10 | 20 | 50 |
| 11.5 | 23 | 57.5 |
| 13 | 26 | 65 |
| 15 | 30 | 75 |
| 18 | 36 | 90 |
| 20 | 40 | 100 |
| 25 | 50 | 125 |
| Temperature (°C) | Coefficient of Thermal Conductivity (W/m °C) | Heat Capacity (J/kg °C) | Poisson’s Ratio | Coefficient of Linear Expansion (10−6/°C) |
|---|---|---|---|---|
| 20 | 7.71 | 513 | 0.34 | 9.28 |
| 100 | 8.83 | 523 | 0.43 | 9.53 |
| 200 | 10.3 | 537 | 0.34 | 9.87 |
| 300 | 11.9 | 554 | 0.35 | 10.08 |
| 400 | 13.6 | 572 | 0.37 | 10.09 |
| 500 | 15.4 | 594 | 0.38 | 10.28 |
| 600 | 17.3 | 617 | 0.39 | 10.56 |
| 700 | 19.3 | 643 | 0.40 | 11.66 |
| 800 | 21.4 | 671 | 0.42 | 13.04 |
| 900 | 23.7 | 701 | 0.43 | 14.42 |
| 1000 | 26 | 734 | 0.44 | 15.8 |
| Chemical composition | Al | B | Fe | Si | C | N | H | O |
| Mass fraction (%) | 4.36 | 0.0039 | 0.0390 | 0.01 | 0.012 | 0.008 | 0.01 | 0.13 |
| No. | Plate Length (m) | Plate Width (m) | Curvature Radius (m) | Plate Thickness (mm) | Heating Line Length (mm) | Heating Time (s) | Shrinkage (mm) | Deflection (mm) |
|---|---|---|---|---|---|---|---|---|
| 1 | 2.6 | 1.2 | 1.4 | 8 | 0.2 | 22 | 0.876 | 8.89 |
| 2 | 2.9 | 1.6 | 3.8 | 28 | 0.3 | 65 | 0.227 | 3.38 |
| 3 | 3.1 | 1.7 | 2.4 | 12 | 0.3 | 34 | 0.981 | 10.92 |
| 4 | 3.8 | 1.4 | 3.7 | 16 | 0.2 | 28 | 0.171 | 8.42 |
| 5 | 3.4 | 1.2 | 3.4 | 20 | 0.3 | 44 | 0.723 | 13.52 |
| 6 | 3 | 1.2 | 1.9 | 24 | 0.3 | 51 | 0.387 | 4.349 |
| 7 | 3.4 | 1.2 | 2.5 | 28 | 0.2 | 40 | 0.163 | 2.84 |
| …… | …… | …… | …… | …… | …… | …… | …… | …… |
| 71 | 3.1 | 1.1 | 2 | 16 | 0.2 | 28 | 0.171 | 4.94 |
| 72 | 3.7 | 2.2 | 4.8 | 20 | 0.3 | 44 | 0.771 | 12.63 |
| 73 | 2.6 | 1.2 | 1.4 | 8 | 0.2 | 22 | 0.876 | 8.89 |
| No. | Activation Function | Training Times | Training Rate |
|---|---|---|---|
| 1 | ‘tansig’ | 8000 | 0.1 |
| 2 | ‘tansig’ | 8000 | 0.01 |
| 3 | ‘tansig’ | 8000 | 0.001 |
| 4 | ‘tansig’ | 10,000 | 0.1 |
| 5 | ‘tansig’ | 10,000 | 0.01 |
| ⋯ | ⋯ | ⋯ | ⋯ |
| 43 | ‘purelin’ | 16,000 | 0.1 |
| 44 | ‘purelin’ | 16,000 | 0.01 |
| 45 | ‘purelin’ | 16,000 | 0.001 |
| Types of Predictions | Types of Models | Training Time (s) | Prediction Time (s) | Total Training and Prediction Time (s) | Time for Numerical Calculation (s) |
|---|---|---|---|---|---|
| shrinkage | BP | 59 | 1 | 60 | |
| GA-BP | 156 | 1 | 157 | 16,562 | |
| SSA-BP | 334 | 1 | 335 | ||
| deflection | BP | 58 | 1 | 59 | |
| GA-BP | 131 | 1 | 132 | 16,562 | |
| SSA-BP | 323 | 1 | 324 |
| Predicted Variables | Prediction Models | R2 | MSE (mm) | RMSE (mm) | MAE (mm) | MAPE (%) |
|---|---|---|---|---|---|---|
| shrinkage | BP | 0.988 | 0.0021 | 0.046 | 0.037 | 7.45 |
| GA-BP | 0.995 | 0.0007 | 0.026 | 0.020 | 4.08 | |
| SSA-BP | 0.997 | 0.0005 | 0.022 | 0.016 | 2.96 | |
| deflection | BP | 0.986 | 0.7299 | 0.854 | 0.679 | 8.44 |
| GA-BP | 0.997 | 0.2328 | 0.482 | 0.383 | 4.73 | |
| SSA-BP | 0.998 | 0.0762 | 0.276 | 0.205 | 2.64 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Wang, J.; Xu, Z.; Wang, J.; Li, R.; Dai, J. Deformation Intelligent Prediction of Titanium Alloy Plate Forming Based on BP Neural Network and Sparrow Search Algorithm. J. Mar. Sci. Eng. 2024, 12, 255. https://doi.org/10.3390/jmse12020255
Wang S, Wang J, Xu Z, Wang J, Li R, Dai J. Deformation Intelligent Prediction of Titanium Alloy Plate Forming Based on BP Neural Network and Sparrow Search Algorithm. Journal of Marine Science and Engineering. 2024; 12(2):255. https://doi.org/10.3390/jmse12020255
Chicago/Turabian StyleWang, Shun, Jiayan Wang, Zhikang Xu, Ji Wang, Rui Li, and Jinliang Dai. 2024. "Deformation Intelligent Prediction of Titanium Alloy Plate Forming Based on BP Neural Network and Sparrow Search Algorithm" Journal of Marine Science and Engineering 12, no. 2: 255. https://doi.org/10.3390/jmse12020255
APA StyleWang, S., Wang, J., Xu, Z., Wang, J., Li, R., & Dai, J. (2024). Deformation Intelligent Prediction of Titanium Alloy Plate Forming Based on BP Neural Network and Sparrow Search Algorithm. Journal of Marine Science and Engineering, 12(2), 255. https://doi.org/10.3390/jmse12020255