

Test System Development and Experimental Study on the Fatigue of a Full-Scale Steel Catenary Riser



Abstract
:1. Introduction
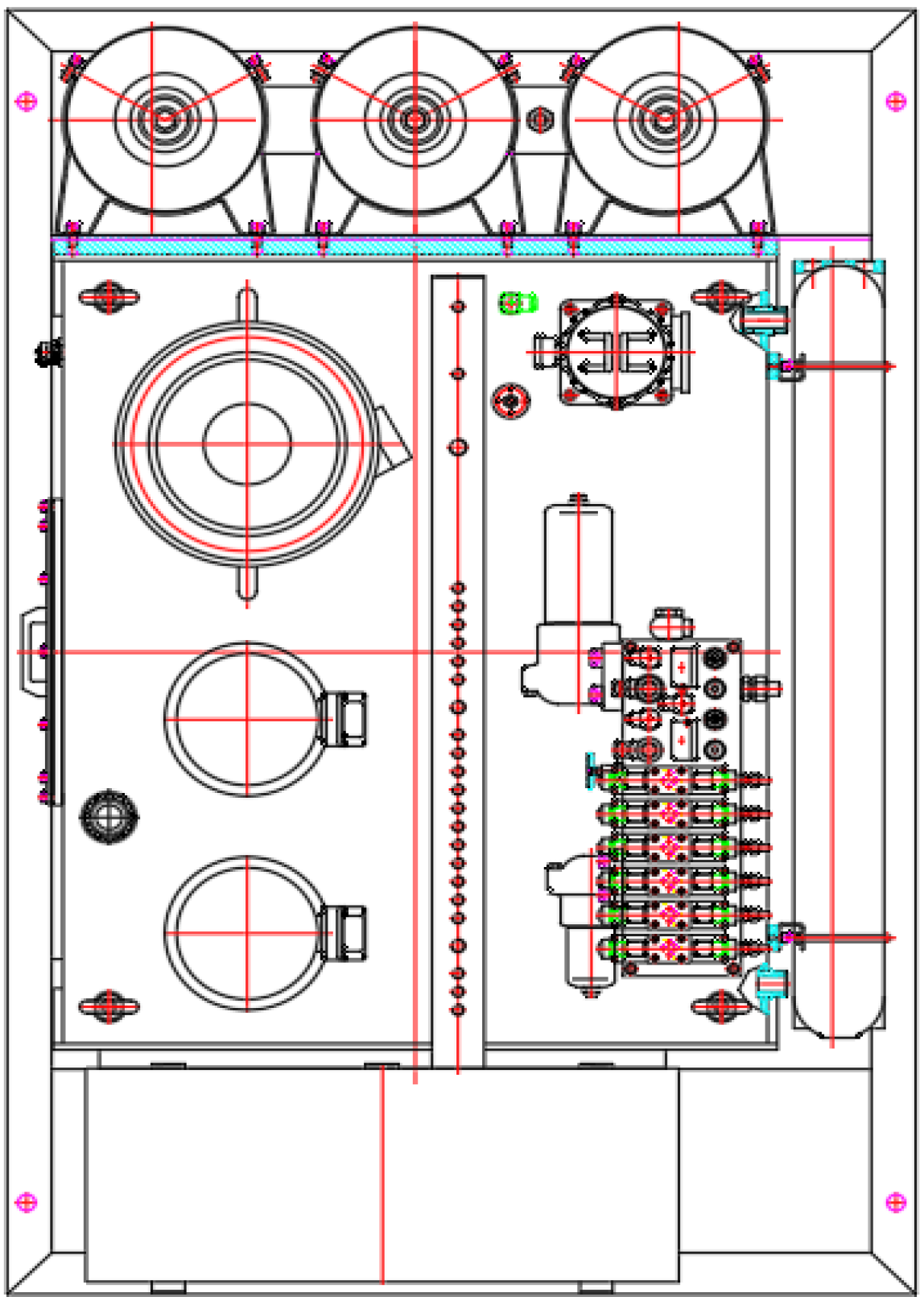
2. Development of the Counterforce Frame
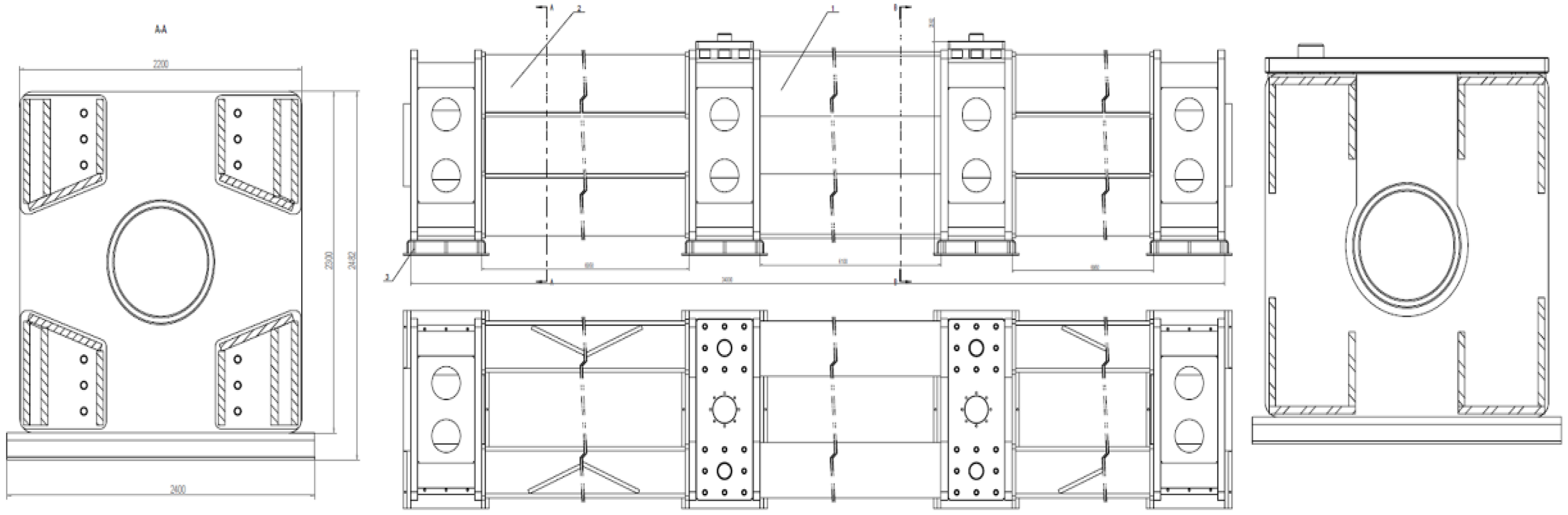
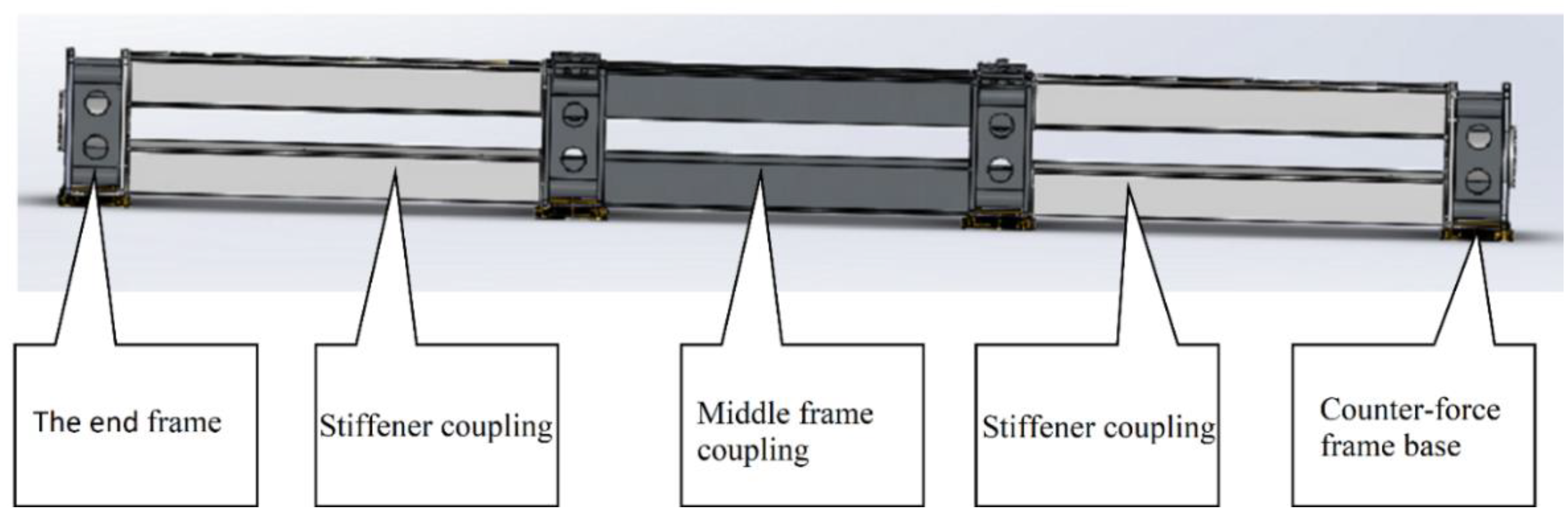
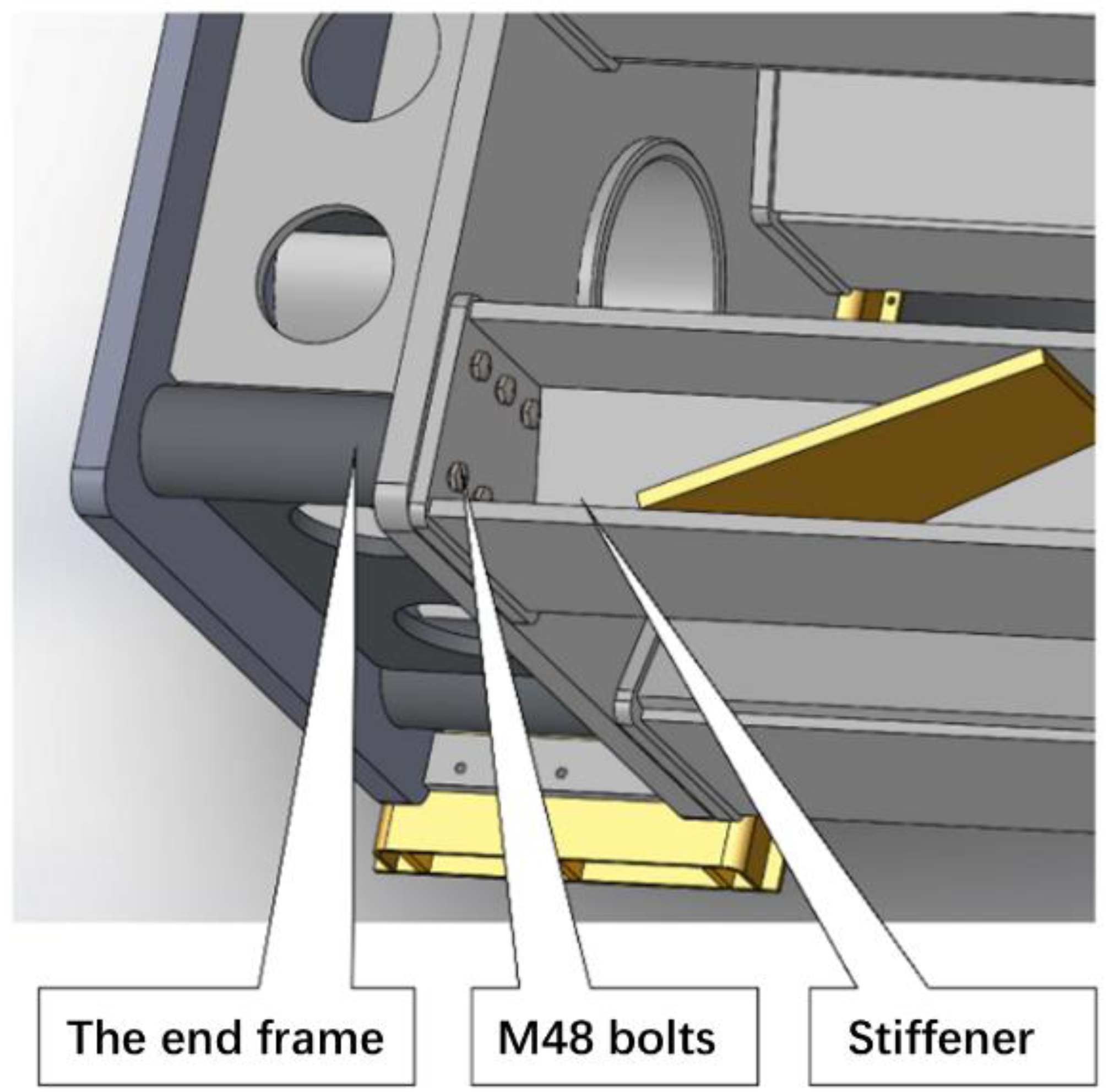
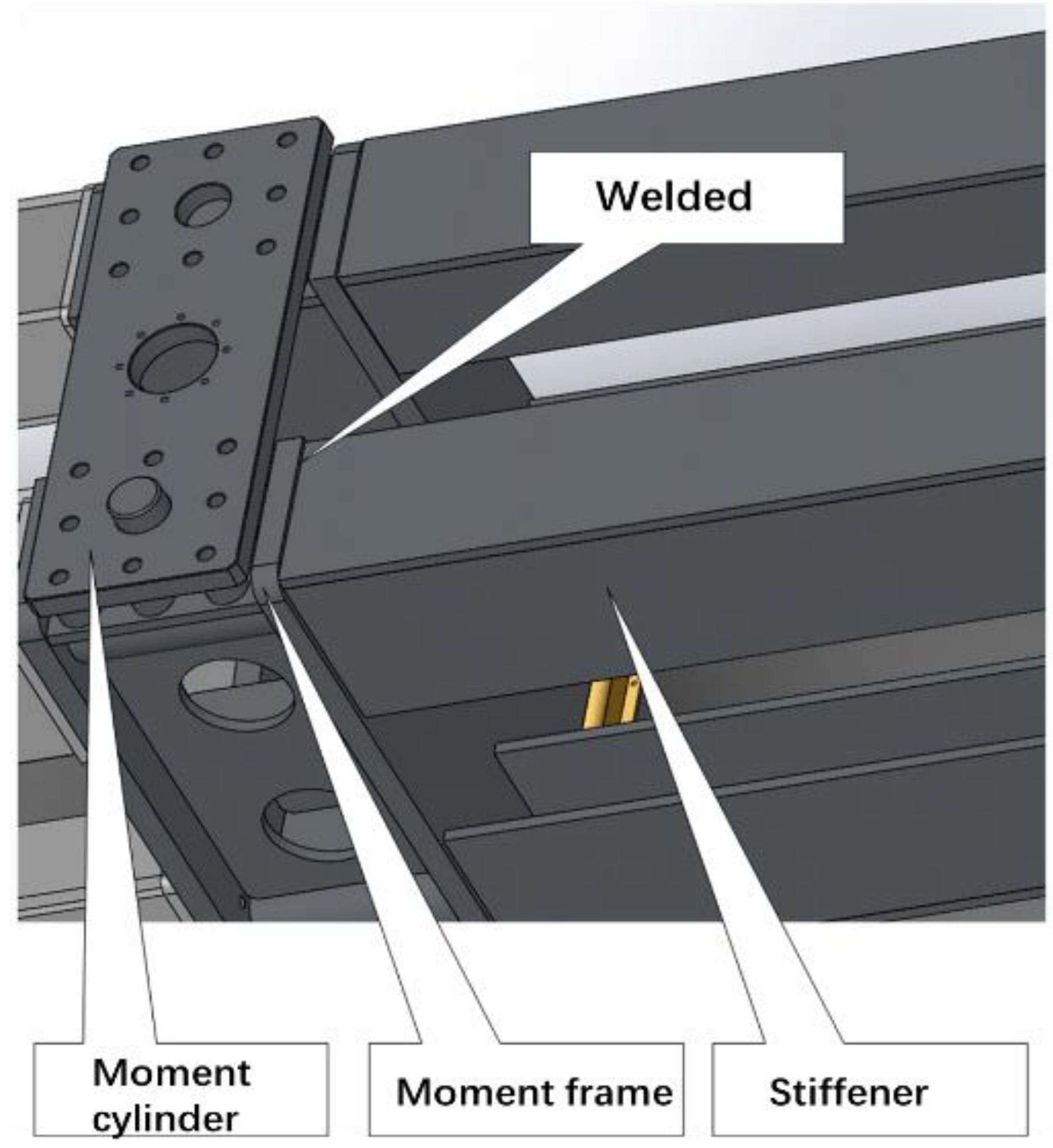
2.1. Main Components of Counterforce Frame
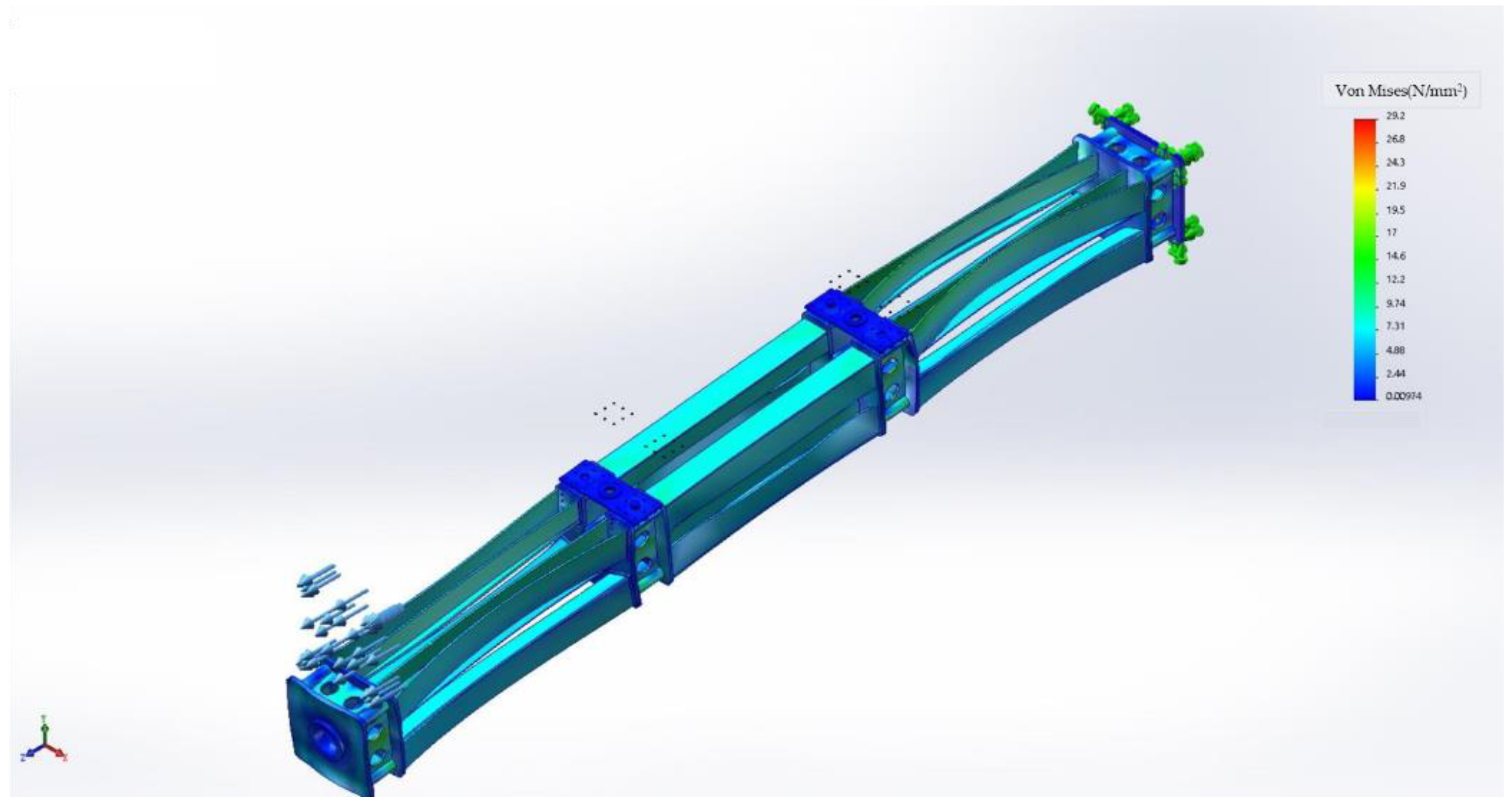
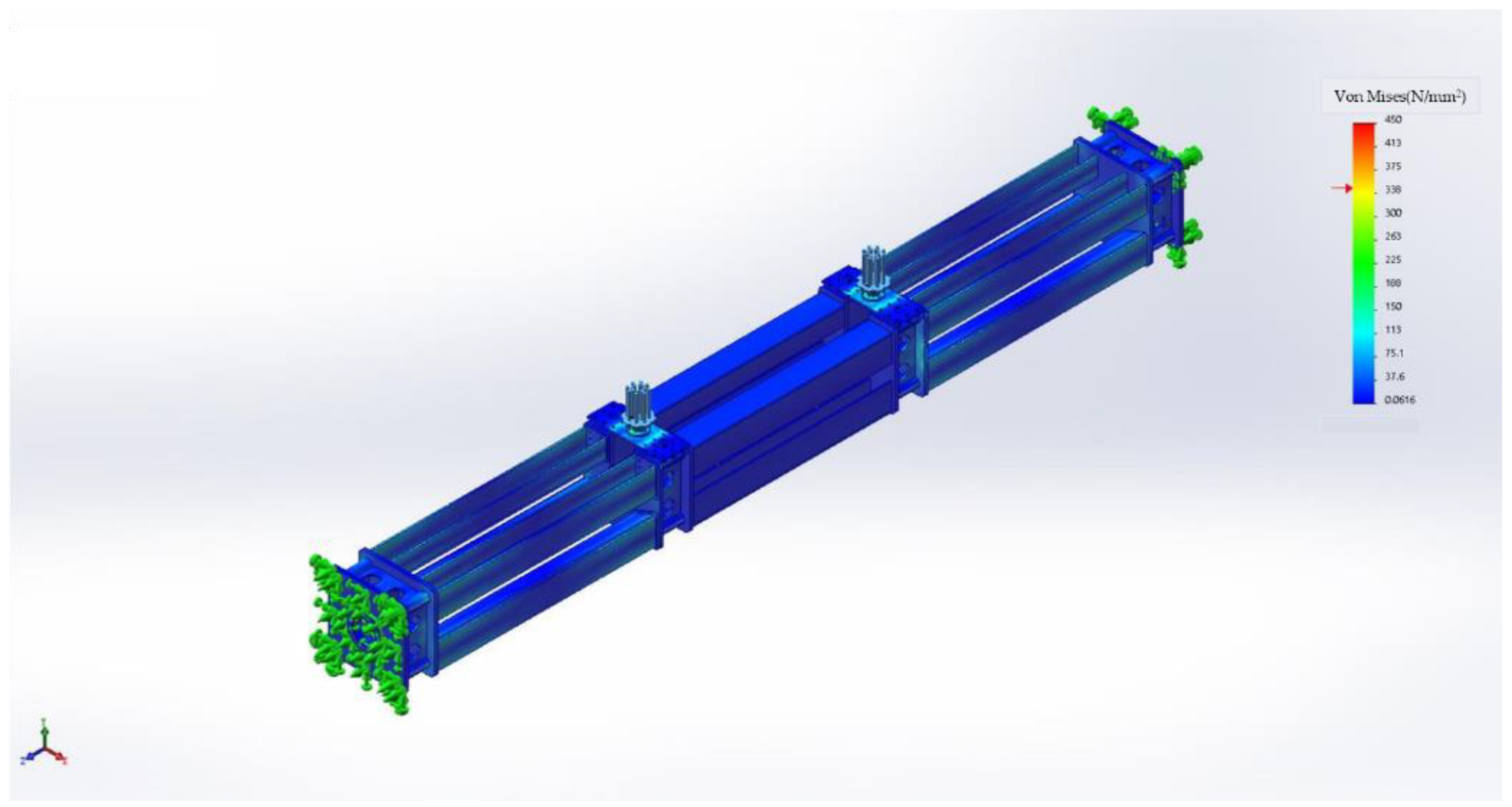
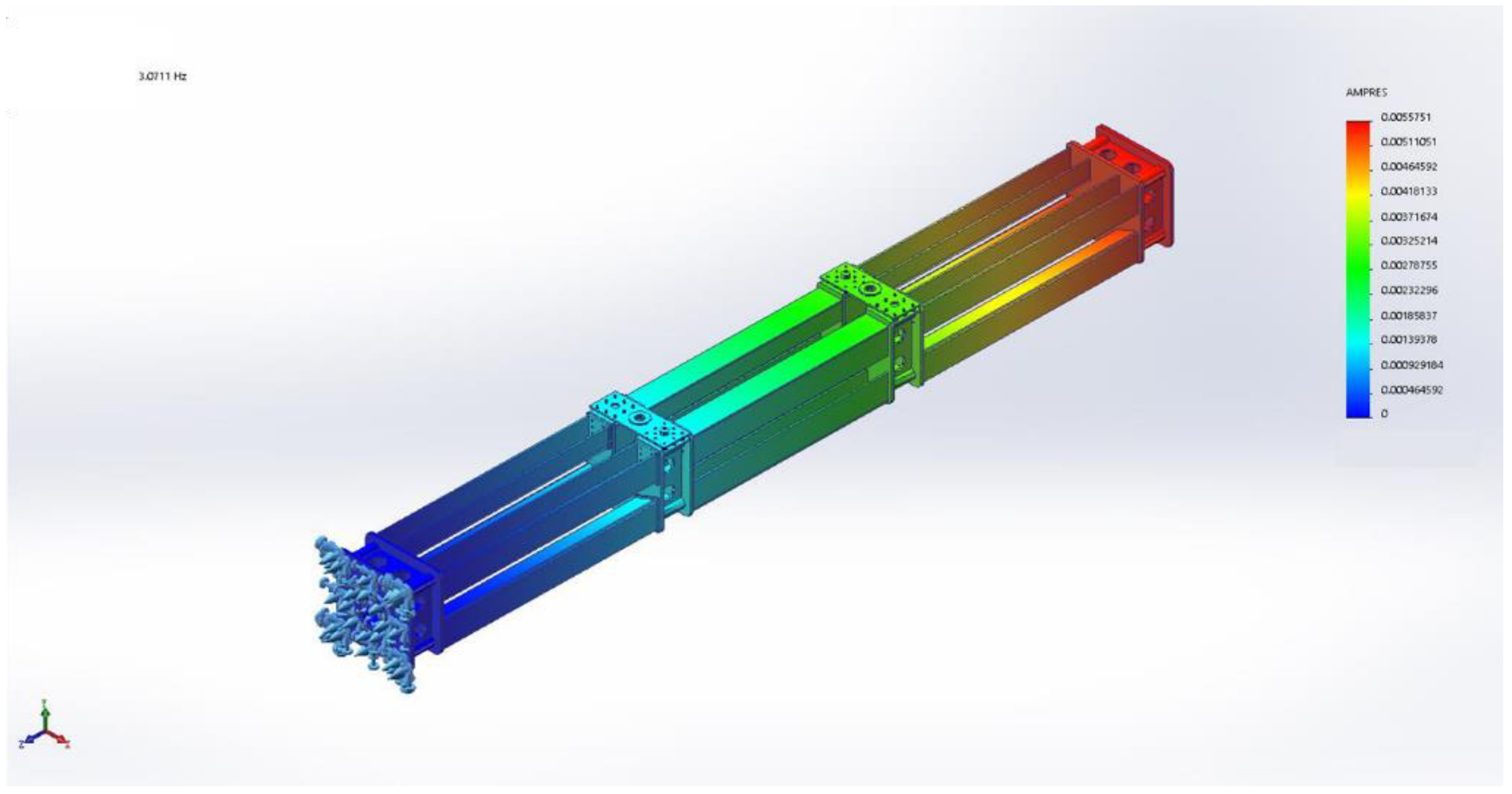
2.2. Force Analysis of the Counterforce Frame
3. Development of the Loading System
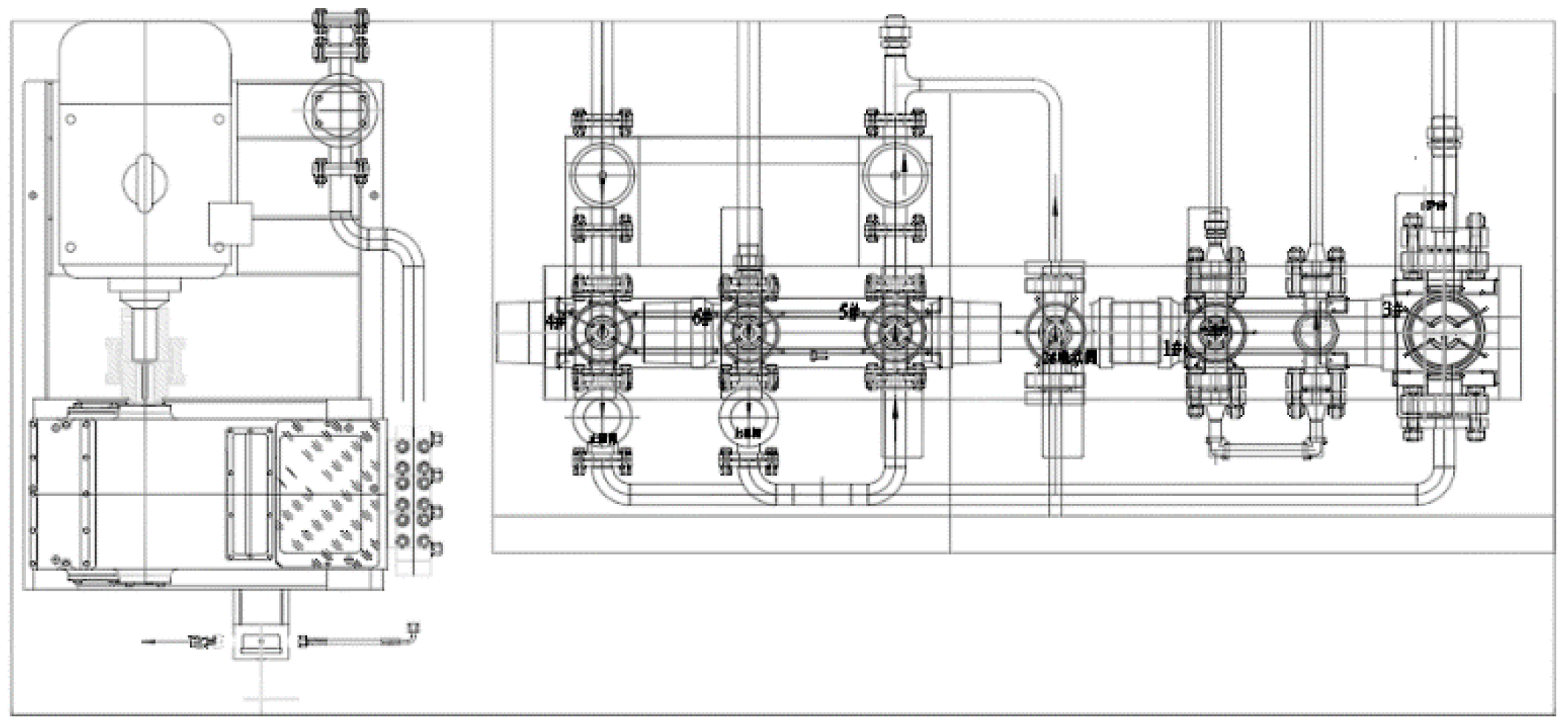
3.1. Internal Hydraulic Loading System
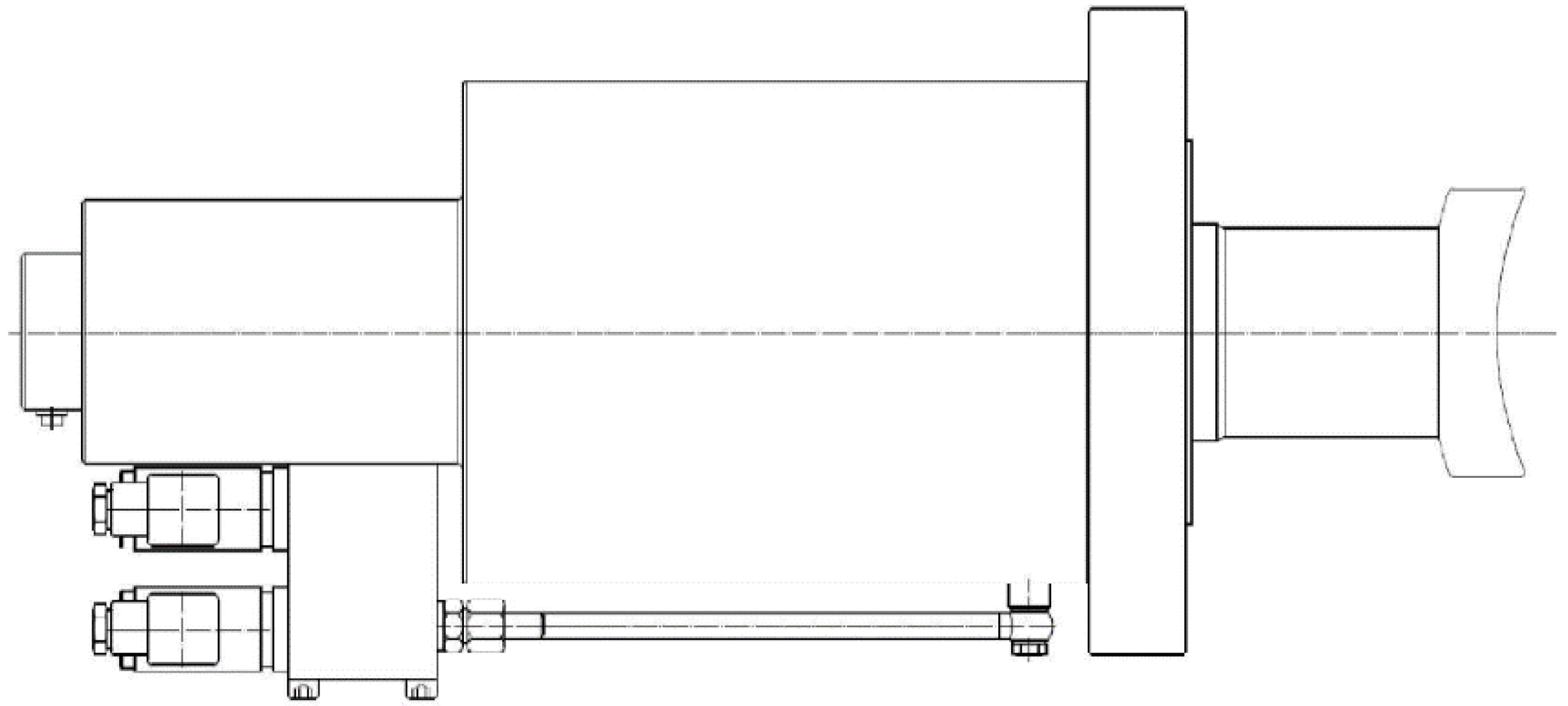
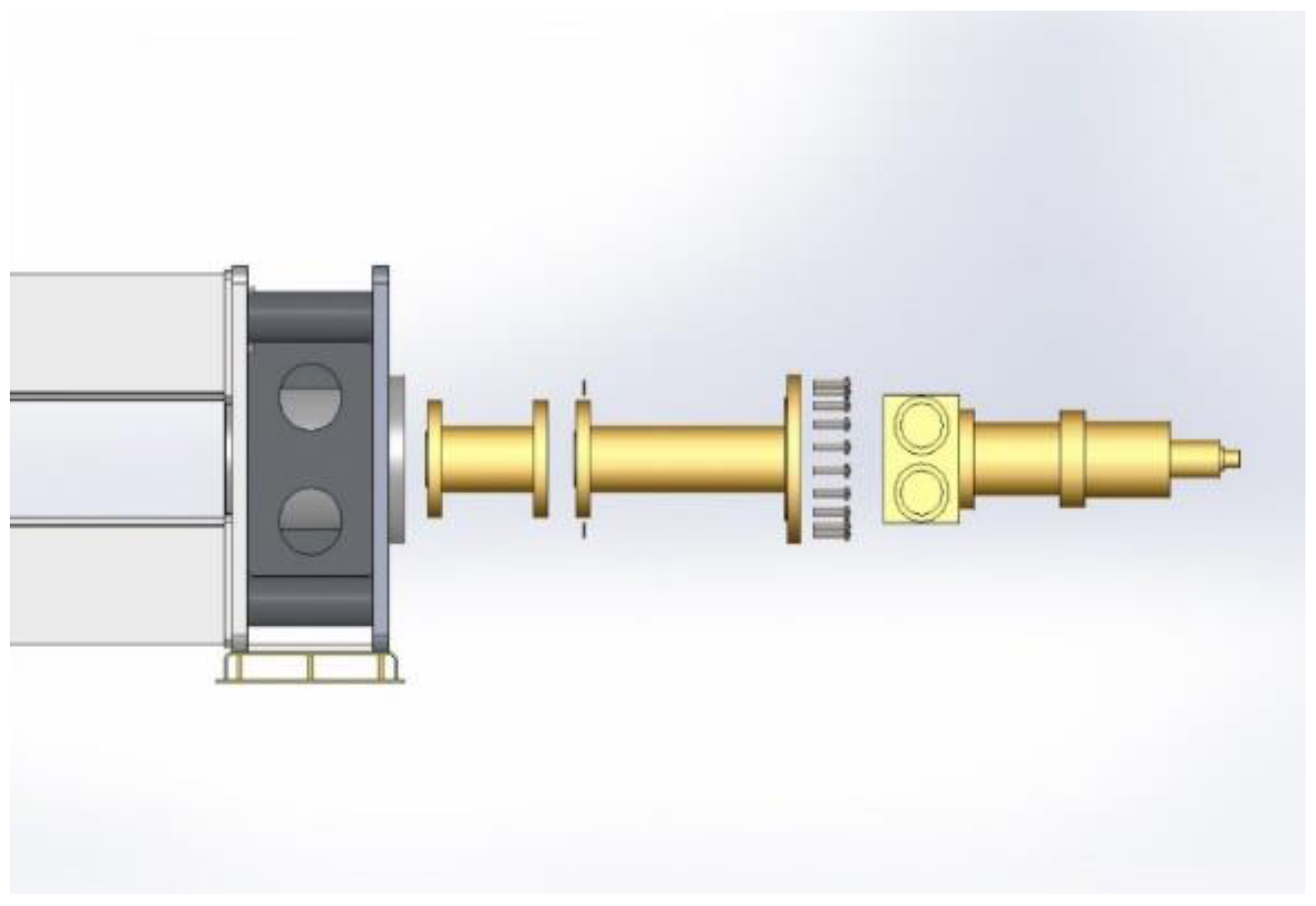
3.2. Servo Mechanism for Axial Tension/Compression Loading and Torsion Bidirectional Loading
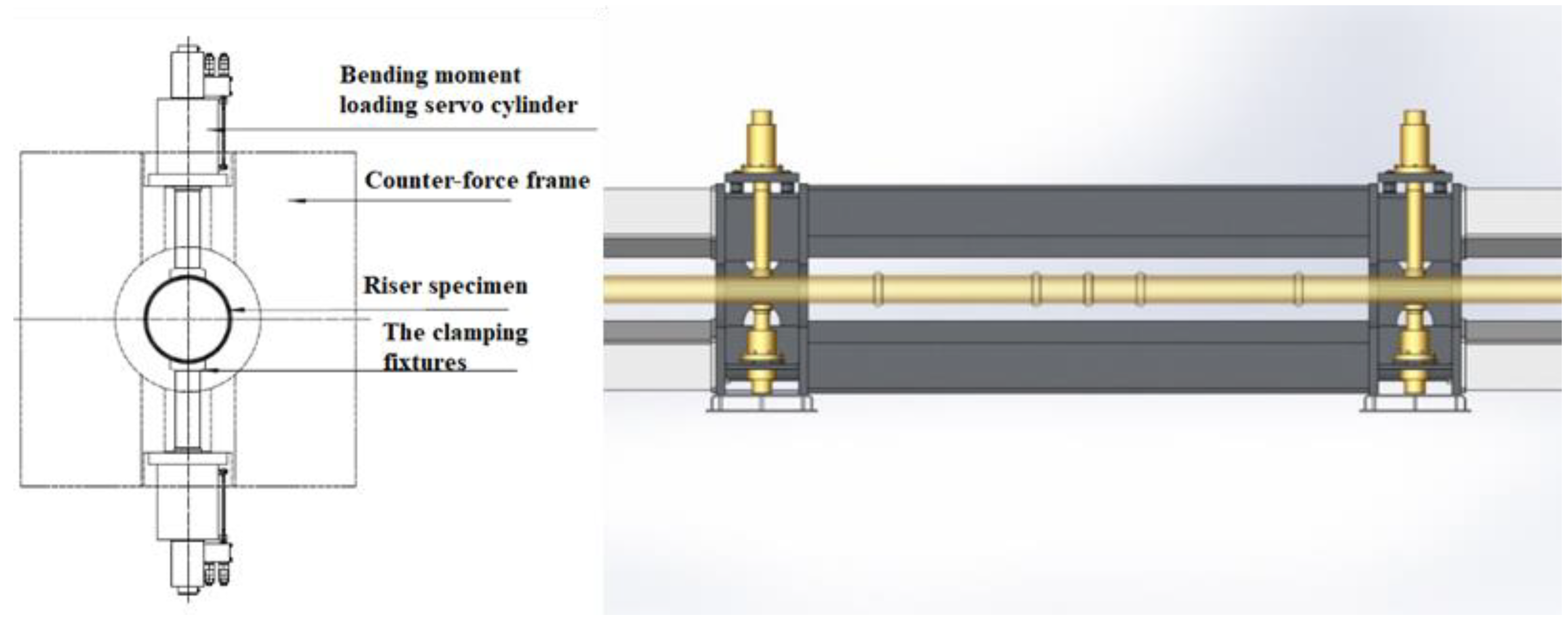
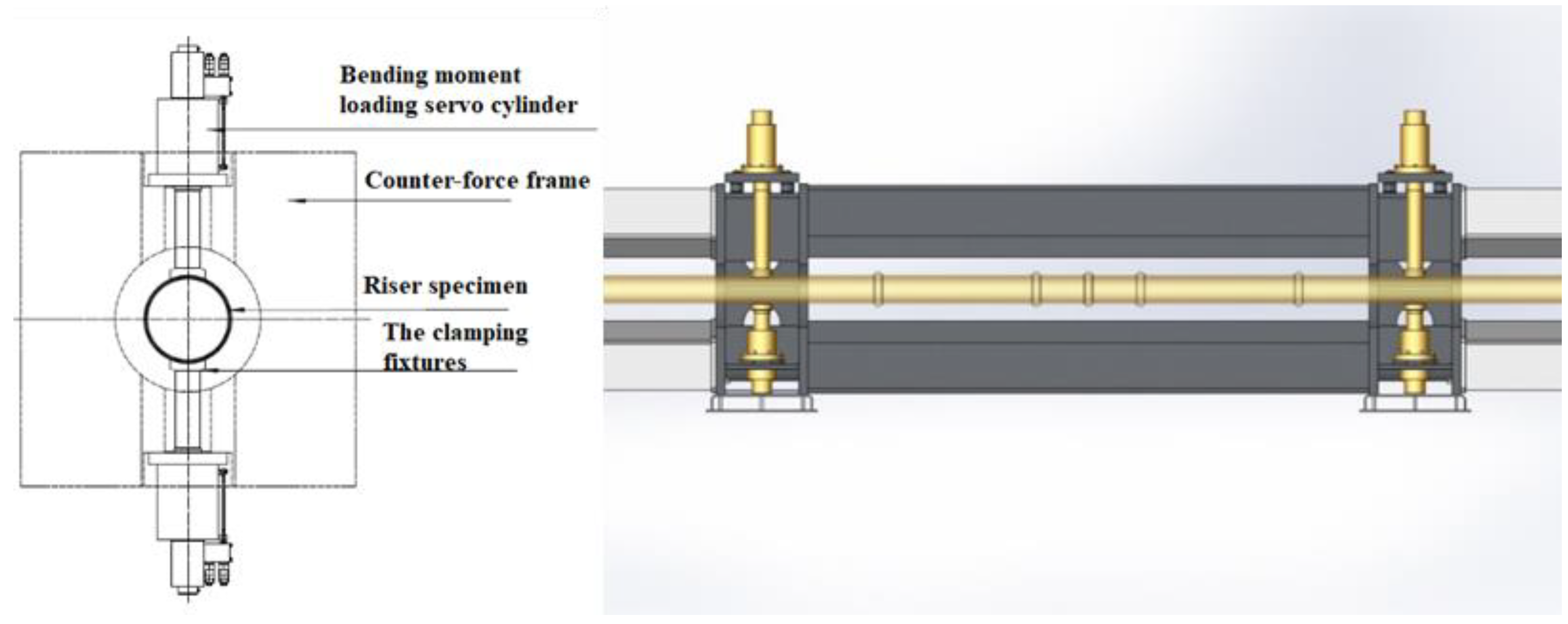
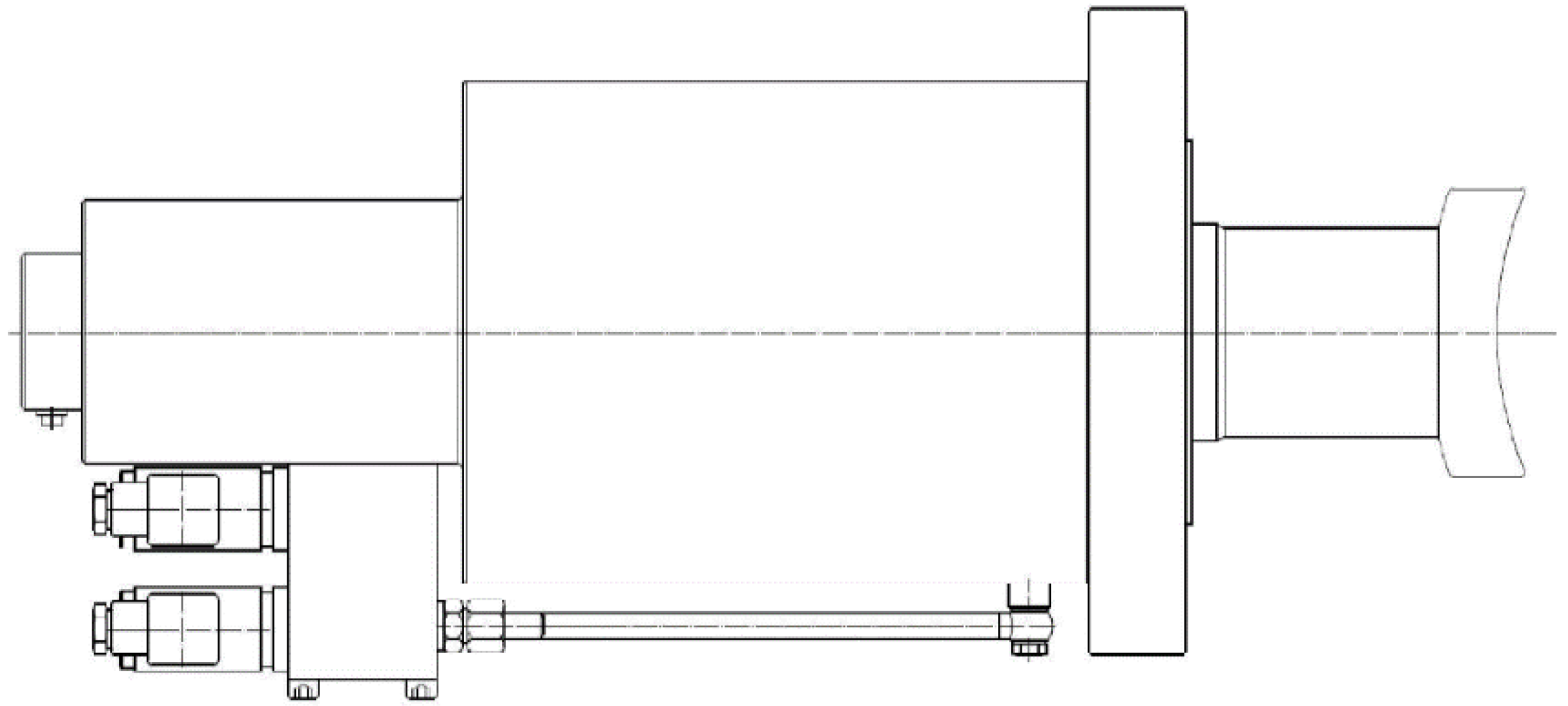
3.3. Four-Point Bending Moment Bidirectional Loading Servo Mechanism
3.4. Hydraulic Loading Servo System
- (1)
- The full size of the test system (main body of the system) was 26 m, the size of the counterforce frame was 24 m, and the longest size of the test pipe section was 22 m;
- (2)
- The maximum loading capacity of the test system was designed to be 3000 kN dynamic axial force, 1300 kN·m dynamic bending moment loading, 200 kN·m torque loading, and 60 MPa internal water pressure loading, with a loading frequency of 30 Hz.
4. Full-Scale Riser Fatigue Test
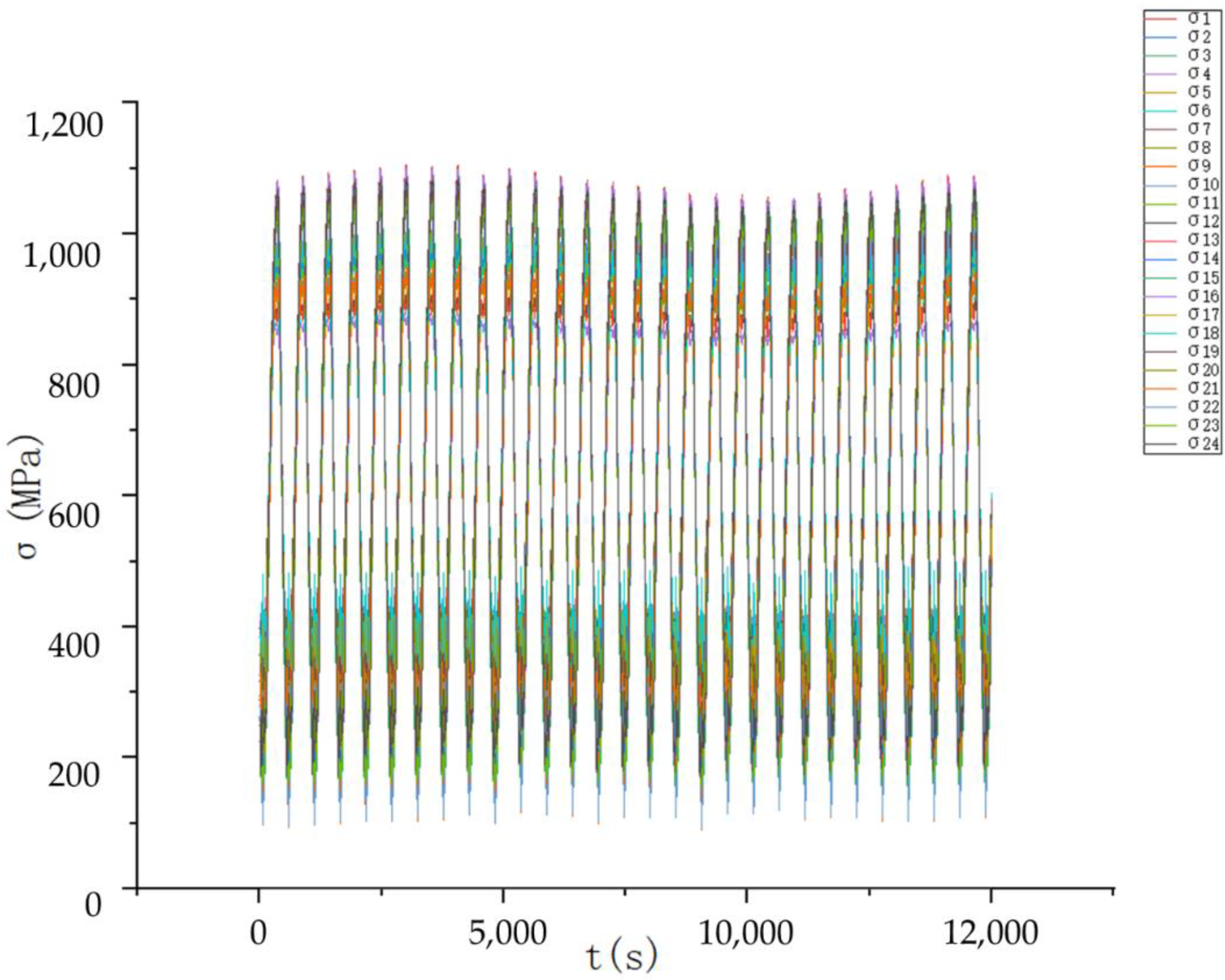
4.1. The Test Process
- The first-order frequency of the filling riser was 3.4 Hz, and the effect of the rising water pressure on the first-order frequency could be ignored;
- Under a loading of 48 MPa internal pressure, the axial displacement changed by 8.9 mm, and 732 kN axial tension continued to be applied. The overall axial displacement changed by 2.3 mm. The total change in pipeline displacement was 11.2 mm;
- On the basis of 48 MPa internal pressure and 732 kN axial tension, when the axial tension was applied at 2900 kN, the axial displacement increased by 7 mm, and the pipeline displacement reached 18.2 mm. The stress value reached the maximum stress value in the high-stress experiment;
- On the basis of 48 MPa internal pressure and 732 kN axial tension, when the axial pressure was applied at −1500 kN, the axial displacement decreased by 7 mm, and the pipeline displacement reached 4.2 mm. The stress value reached the minimum stress value in the high-stress experiment.
- (1)
- An internal pressure of 48 MPa was applied;
- (2)
- A fixed axial tension of 732 kN was applied, and the average stress reached 138 MPa;
- (3)
- A cyclic axial force between −1500 and 2900 kN was applied. The cyclic range of axial displacement was ±7 mm, meeting 172 MPa (±86 MPa) of cyclic stress.
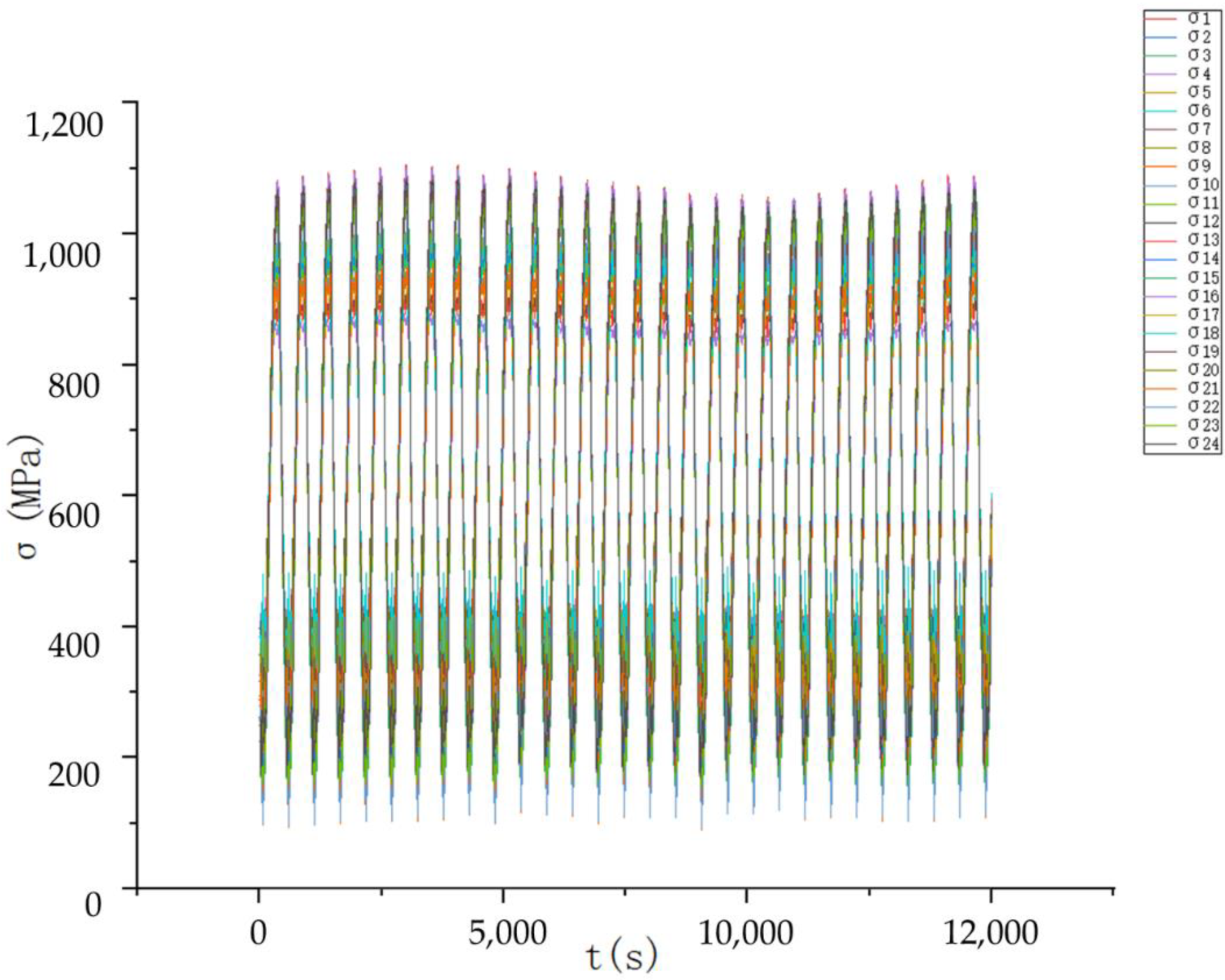
4.2. Weld Test Results
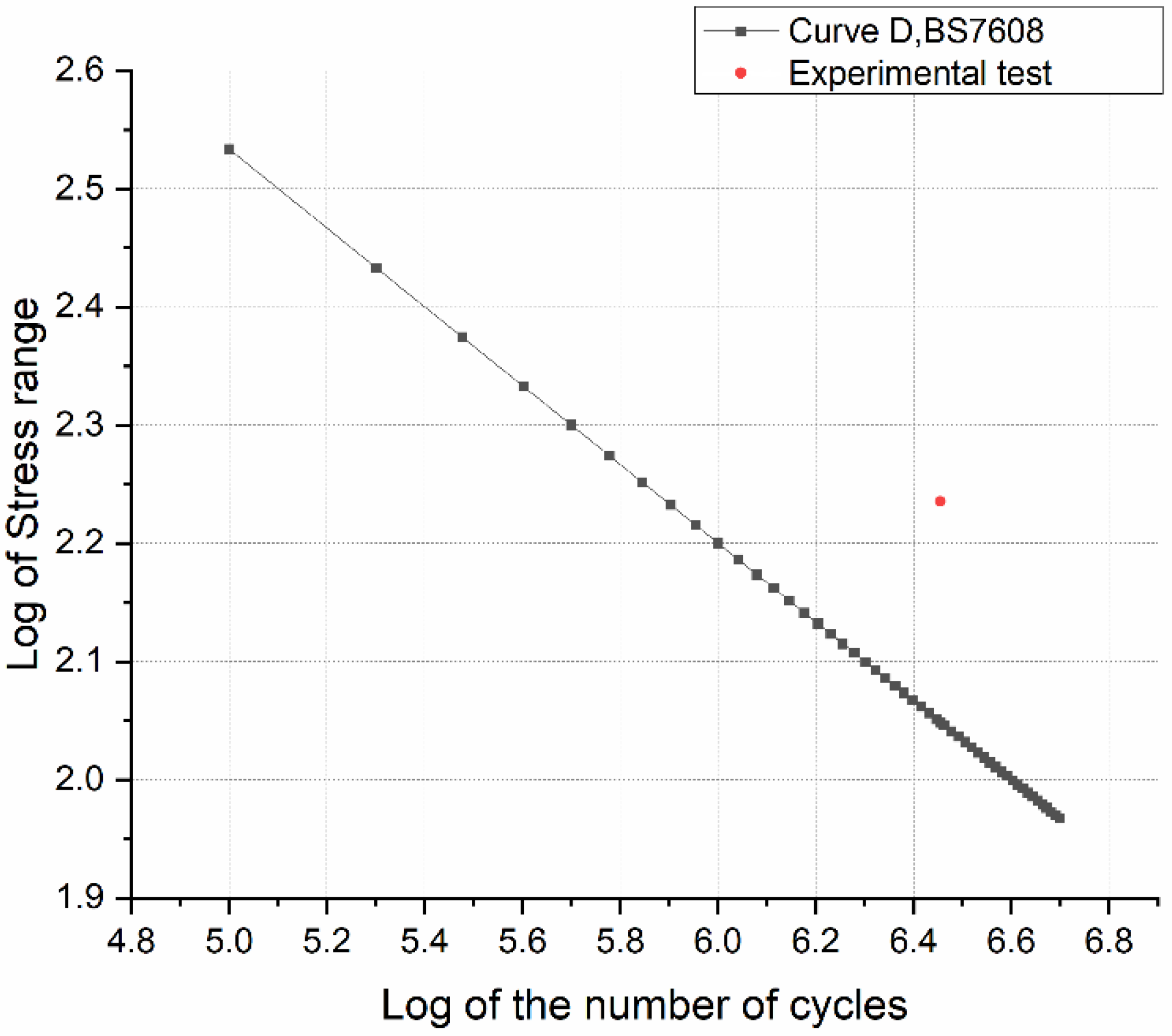
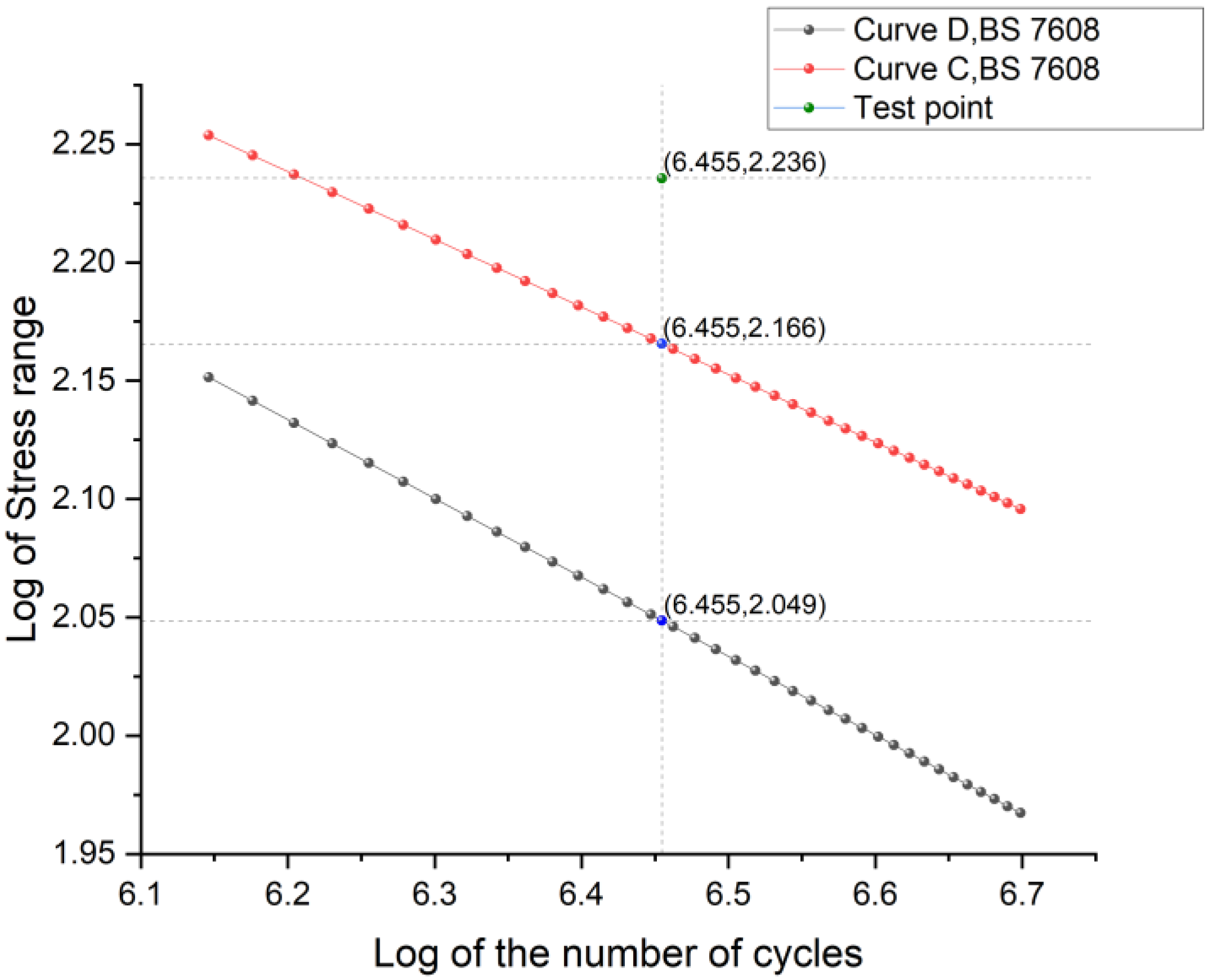
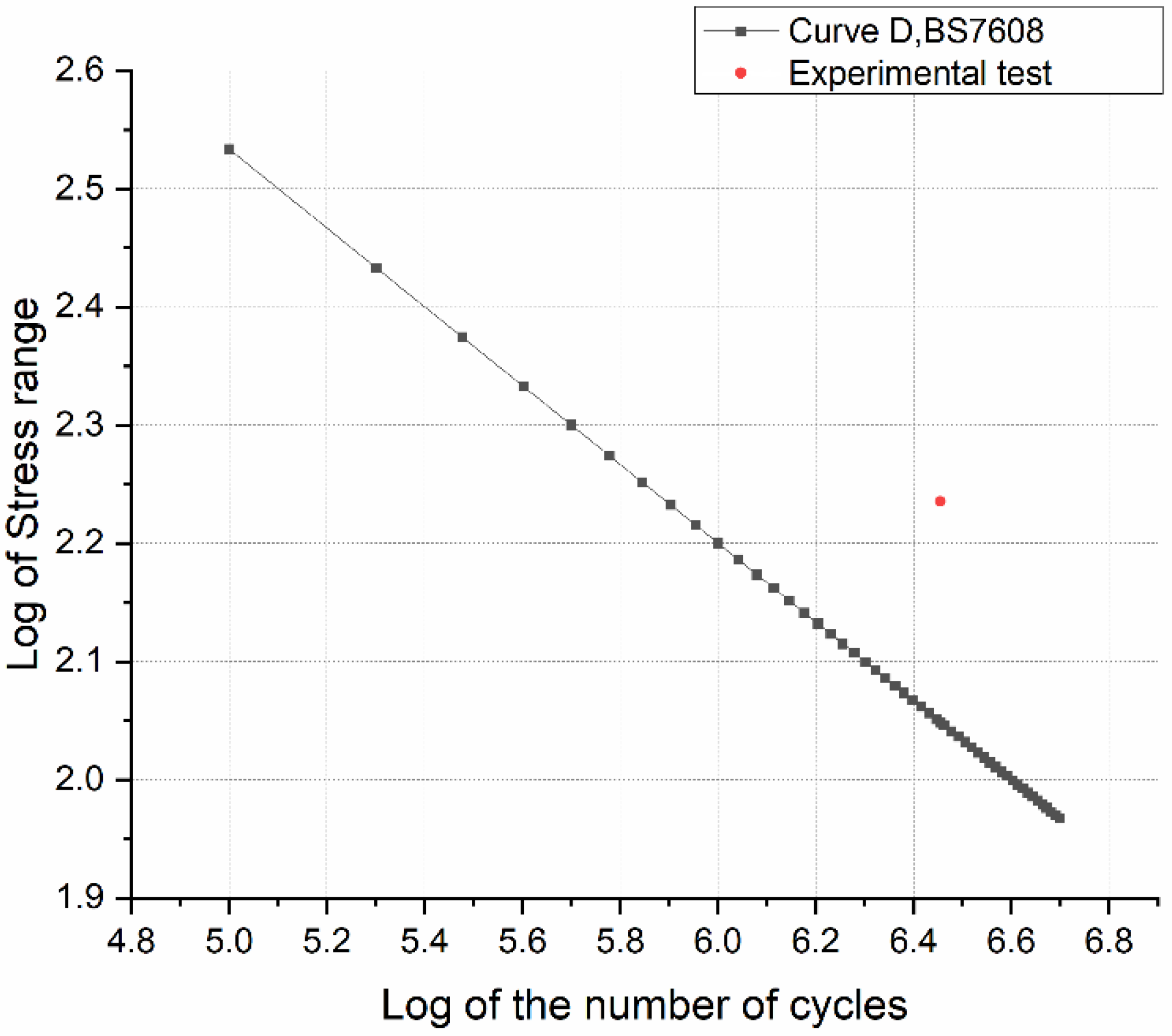
4.3. Fatigue Analysis Based on BS7608
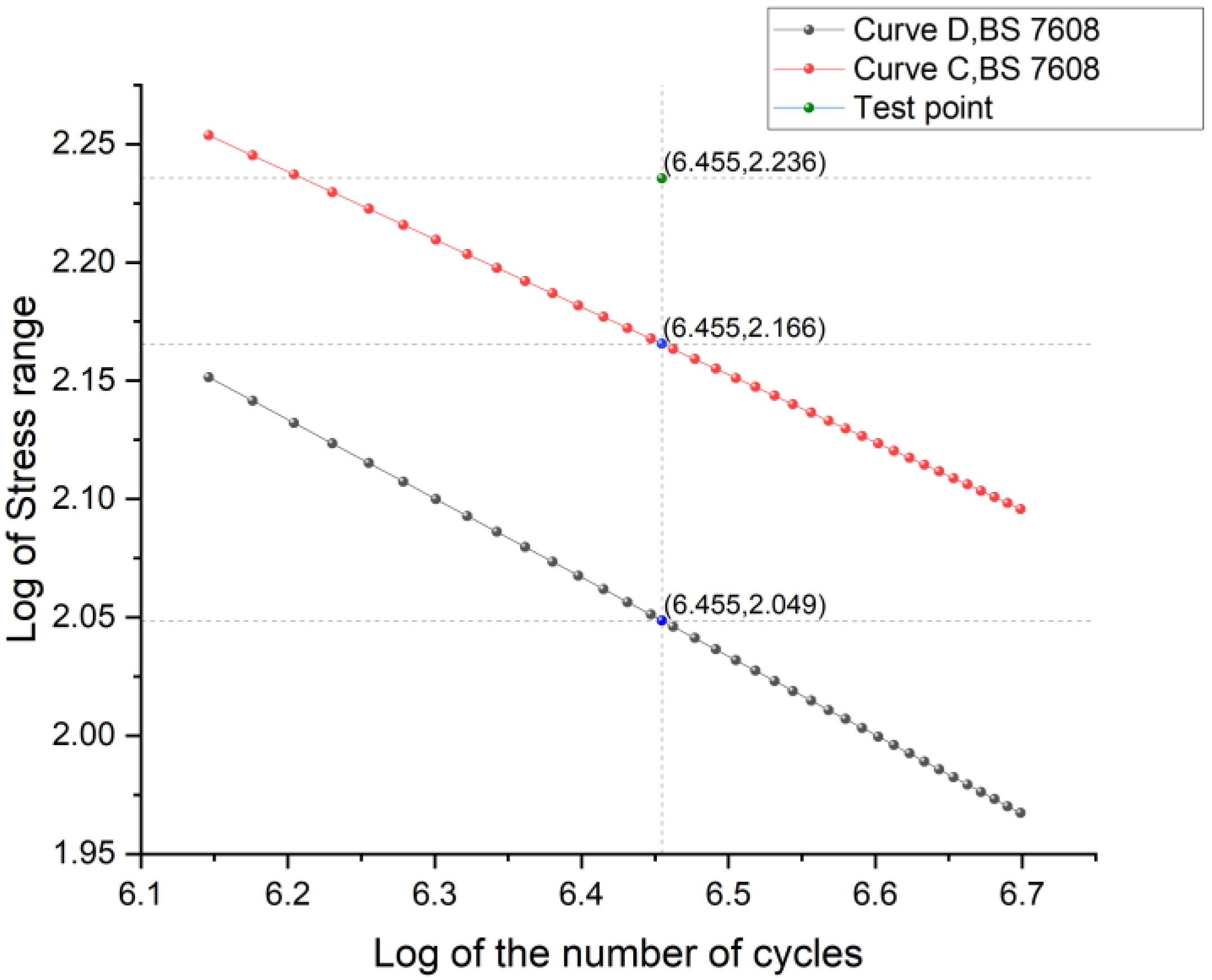
4.4. S–N Curve Selection and Riser Thickness Correction
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, J.; Jesudasen, A.S.; Fang, J.; Else, M. Wave Loading Fatigue Performance of Steel Catenary Risers (SCRs) in Ultradeepwater Applications. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 8 April 2006. [Google Scholar]
- Yu, J.; Xu, W.; Yu, Y.; Fu, F.; Wang, H.; Xu, S.; Wu, S. CFRP Strengthening and Rehabilitation of Inner Corroded Steel Pipelines under External Pressure. J. Mar. Sci. Eng. 2022, 10, 589. [Google Scholar] [CrossRef]
- Chatziioannou, K.; Karamanos, S.A.; Huang, Y. Ultra Low-Cycle Fatigue Performance of S420 and S700 Steel Welded Tubular X-Joints. Int. J. Fatigue 2019, 129, 105221. [Google Scholar] [CrossRef]
- Song, W.; Liu, X.; Berto, F.; Razavi, S.M.J. Low-Cycle Fatigue Behavior of 10CrNi3MoV High Strength Steel and Its Undermatched Welds. Materials 2018, 11, 661. [Google Scholar] [CrossRef]
- Feng, L.; Qian, X. Enhanced Crack Sizing and Life Estimation for Welded Tubular Joints under Low Cycle Actions. Int. J. Fatigue 2020, 137, 105670. [Google Scholar] [CrossRef]
- Nassiraei, H.; Rezadoost, P. Stress Concentration Factors in Tubular T/Y-Joints Strengthened with FRP Subjected to Compressive Load in Offshore Structures. Int. J. Fatigue 2020, 140, 105719. [Google Scholar] [CrossRef]
- Teng, T.-L.; Fung, C.-P.; Chang, P.-H. Effect of Weld Geometry and Residual Stresses on Fatigue in Butt-Welded Joints. Int. J. Press. Vessel. Pip. 2002, 79, 467–482. [Google Scholar] [CrossRef]
- Lee, C.-H.; Chang, K.-H.; van Do, V.N. Modeling the High Cycle Fatigue Behavior of T-Joint Fillet Welds Considering Weld-Induced Residual Stresses Based on Continuum Damage Mechanics. Eng. Struct. 2016, 125, 205–216. [Google Scholar] [CrossRef]
- Vieira Ávila, B.; Correia, J.; Carvalho, H.; Fantuzzi, N.; de Jesus, A.; Berto, F. Numerical Analysis and Discussion on the Hot-Spot Stress Concept Applied to Welded Tubular KT Joints. Eng. Fail. Anal. 2022, 135, 106092. [Google Scholar] [CrossRef]
- da Silva, A.L.L.; Correia, J.A.F.O.; de Jesus, A.M.P.; Lesiuk, G.; Fernandes, A.A.; Calçada, R.; Berto, F. Influence of Fillet End Geometry on Fatigue Behaviour of Welded Joints. Int. J. Fatigue 2019, 123, 196–212. [Google Scholar] [CrossRef]
- Jiang, W.; Chen, W.; Woo, W.; Tu, S.-T.; Zhang, X.-C.; Em, V. Effects of Low-Temperature Transformation and Transformation-Induced Plasticity on Weld Residual Stresses: Numerical Study and Neutron Diffraction Measurement. Mater. Des. 2018, 147, 65–79. [Google Scholar] [CrossRef]
- Jin, Q.; Jiang, W.; Gu, W.; Wang, J.; Li, G.; Pan, X.; Song, M.; Zhang, K.; Wu, A.; Tu, S.-T. A Primary plus Secondary Local PWHT Method for Mitigating Weld Residual Stresses in Pressure Vessels. Int. J. Press. Vessel. Pip. 2021, 192, 104431. [Google Scholar] [CrossRef]
- Peng, W.; Jiang, W.; Sun, G.; Yang, B.; Shao, X.; Tu, S.-T. Biaxial Residual Stress Measurement by Indentation Energy Difference Method: Theoretical and Experimental Study. Int. J. Press. Vessel. Pip. 2022, 195, 104573. [Google Scholar] [CrossRef]
- Xin, H.; Correia, J.A.F.O.; Veljkovic, M.; Berto, F.; Manuel, L. Residual Stress Effects on Fatigue Life Prediction Using Hardness Measurements for Butt-Welded Joints Made of High Strength Steels. Int. J. Fatigue 2021, 147, 106175. [Google Scholar] [CrossRef]
- Song, S.; Pei, X.; Dong, P. An Analytical Interpretation of Welding Linear Heat Input for 2D Residual Stress Models. In Proceedings of the ASME 2015 Pressure Vessels and Piping Conference, Boston, MA, USA, 19–23 July 2015. [Google Scholar]
- Kang, G.; Luo, H. Review on Fatigue Life Prediction Models of Welded Joint. Acta Mech. Sin. 2020, 36, 701–726. [Google Scholar] [CrossRef]
- Yang, H.; Qian, H.; Wang, P.; Dong, P. Analysis of Fatigue Behavior of Welded Joints in Orthotropic Bridge Deck Using Traction Structural Stress. Adv. Mech. Eng. 2019, 11, 1–14. [Google Scholar] [CrossRef]
- Wang, H.; Yu, Y.; Yu, J.; Xu, W.; Chen, H.; Wang, Z.; Han, M. Effect of Pitting Defects on the Buckling Strength of Thick-Wall Cylinder under Axial Compression. Constr. Build. Mater. 2019, 224, 226–241. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Internal Pressure Loading Control System for the Specimen | |||||||
|---|---|---|---|---|---|---|---|
| Loading Pressure Range | Maximum Loading Speed | Load Function | Pressure Control Accuracy | Pressure of the Pipeline and Valve | Environmental Conditions | ||
| 0.5~60 MPa | 10 MPa/min | Single linear loading or low-frequency cyclic fatigue loading | Lifting and lowering accuracy: less than ±0.2 MPa under 5 MPa; | Pressure load retention accuracy: less than ±0.5 MPa | ≥70 MPa | Temperature: −5 °C~+40 °C; | Medium: tap water or 3.5% saltwater |
| Size of Specimen | Axial Force | Bending Moment | Torque | Internal Pressure MPa |
|---|---|---|---|---|
| L ≤ 22 m D < 609.6 mm | 3000 kN | 1300 kN·m Loading schedule ± 150 mm | 200 kN·m | 60 |
| The Weld Number | Test Results | Types of Crack | |||||
|---|---|---|---|---|---|---|---|
| Defect Wave Reflection Region | Defect Location (mm) | Defect Indication Length (mm) | Defect Levels | ||||
| L1 | L2 | Depth | |||||
| G1 | III | 57 | 318 | 3.1~27 | 261 | III | Weld fatigue stress crack |
| III | 531 | 855 | Through-wall crack | 324 | |||
| G2 | III | 114 | 327 | 6.2~27 | 213 | III | |
| III | 605 | 797 | 5.6~27 | 192 | III | ||
| G3 | III | 24 | 270 | Through-wall crack | 246 | III | |
| III | 449 | 735 | 2.3~27 | 286 | III | ||
| III | 897 | 989 | 7.3~27 | 92 | III | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, J.; Wang, F.; Yu, Y.; Liu, X.; Liu, P.; Su, Y. Test System Development and Experimental Study on the Fatigue of a Full-Scale Steel Catenary Riser. J. Mar. Sci. Eng. 2022, 10, 1325. https://doi.org/10.3390/jmse10091325
Yu J, Wang F, Yu Y, Liu X, Liu P, Su Y. Test System Development and Experimental Study on the Fatigue of a Full-Scale Steel Catenary Riser. Journal of Marine Science and Engineering. 2022; 10(9):1325. https://doi.org/10.3390/jmse10091325
Chicago/Turabian StyleYu, Jianxing, Fucheng Wang, Yang Yu, Xin Liu, Pengfei Liu, and Yefan Su. 2022. "Test System Development and Experimental Study on the Fatigue of a Full-Scale Steel Catenary Riser" Journal of Marine Science and Engineering 10, no. 9: 1325. https://doi.org/10.3390/jmse10091325
APA StyleYu, J., Wang, F., Yu, Y., Liu, X., Liu, P., & Su, Y. (2022). Test System Development and Experimental Study on the Fatigue of a Full-Scale Steel Catenary Riser. Journal of Marine Science and Engineering, 10(9), 1325. https://doi.org/10.3390/jmse10091325