
Review of Hollow Fiber (HF) Membrane Filtration Technology for the Treatment of Oily Wastewater: Applications and Challenges


 ,
, 
Abstract
1. Introduction
2. Oily Wastewater and Treatment Methods
2.1. Oily Wastewater Sources
2.2. Treatment Methods
2.2.1. Physical Methods
2.2.2. Chemical Methods
2.2.3. Biological Methods
3. Membrane-Based Technology
3.1. Membrane Fabrication
3.2. Membrane Selectivity
3.3. Membrane Configuration
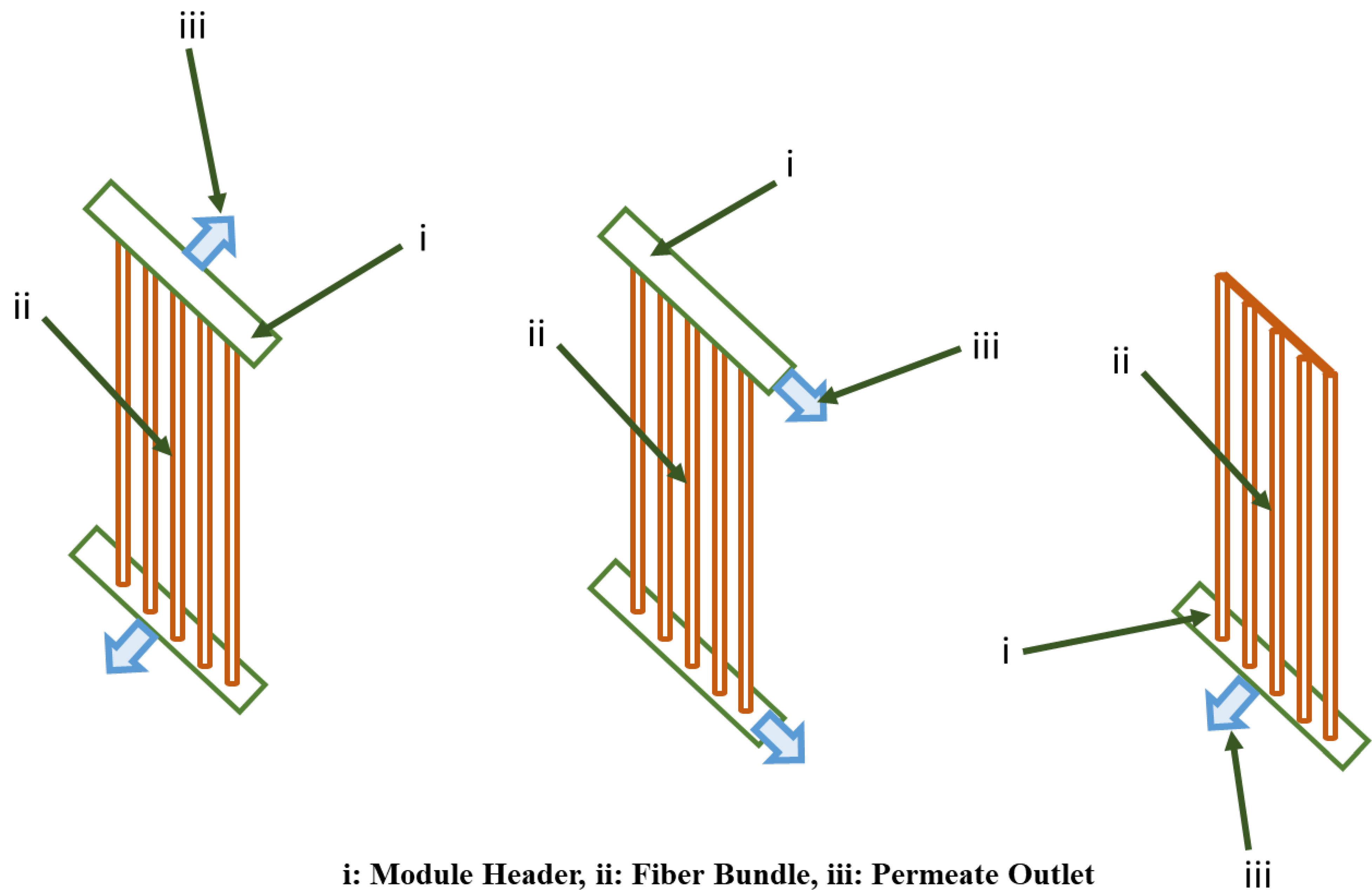
4. HF Membrane Module and Its Performance Parameters
5. The Application of HF Membrane in Oily Wastewater Treatment
5.1. Physical Separation Studies
5.2. Integration of Physical Separation and Biological Method

{kind=link}
| Scale | Membrane Material | MLSS (g/L) | Pre-Treatment | Membrane Pore Size (µm) | Membrane Surface Area (m2) | Flow Rate (L/h) | Flux (L/m2·h) | Air Flow Rate (L/min) | HRT (h) | SRT (d) | Operation Time | Salinity (g/L) | Removal Efficiency (%) | Wastewater Type | Reference |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bench | PVDF, manufactured by Zenon Environmental Systems Inc. | 7.6 | Electrocoagulation | 0.035 | 0.047 | - | 12 | 30 | - | - | 12 d | - | Oil: 95 | Hypersaline oilfield produced water | [210] |
| Bench | UF, manufactured by ZeeWeed | 4 | De-oiling, coagulation, flocculation | 0.04 | 0.09 | 0.8 | 15 | - | 27 | - | 215 d | Conductivity: 1.6 mS/cm | Oil: 85 | Synthetic oily wastewater (shipboard slop) | [207] |
| Bench | UF, manufactured by ZeeWeed | 4 | Chemical-physical pre-treatment | 0.04 | 0.093 | - | 15 | - | 27 | - | 90 d | 0 | Oil: 95 | Synthetic shipboard slops | [209] |
| Bench | 16 wt% new polyvinylchloride (PVC) and 84 wt% Dimethylacetamide (DMAC) solvent | 1 | Gravity separation and DAF | 0.12 | 0.00113 | - | - | - | - | - | 5 d | - | Oil: 100 | Oil refinery wastewater | [211] |
| Bench | Self-made membrane, polypropylene | 3–6.6 | - | 0.15 | 0.39 | 0.47 | 1.205 | 70 | 36 | - | - | - | COD: 82 | Real petroleum refinery | [139] |
| Bench | Polyetherimide, MF | - | Coalescer bed | 0.4 | 0.5 | - | - | - | - | - | 8 h | - | Oil: 93–100 | Oil produced water | [212] |
| Bench | PVDF, UF, manufactured by ZeeWeed | - | - | 0.04 | - | 0.5 | - | - | - | - | 210 d | - | COD: 91.8 | Oil refinery wastewater | [213] |
| Bench | MF, manufactured by Zena Membranes | 3.8 | - | 0.1 | 0.18 | - | 10 | 7 | - | Infinite | 121 d | 8.7 ± 1.7 | Oil: 85 | Produced water | [160] |
| Pilot | Coated with LiCl and TiO2, PVDF, UF | 4.5 | - | 0.034 | 0.0184 | - | 82.95 | 0.0022 | 4.61 | - | - | - | COD: 90.8 | Refinery wastewater | [214] |
| Bench | Polysulfone, manufactured by PolymemPolymer | 9 | PAC addition | 0.2 | 0.1 | - | 2 | - | 24 | 20 | - | 0.09 | COD: 96 | Effluent from the oil industry | [215] |
| Bench | Polyetherimide, manufactured by PEI, Ultem 1000, GE | - | Sand filter | 0.15 ± 0.09 | 2.78 × 10−2 | 2.5 | 15.82 | - | 10 | - | 33 d | - | COD: 67 | Oil refinery wastewater | [216] |
| Bench | PVDF | 14–28 | - | 0.06 | 0.020 | - | 6 | 0.1 | 10 | Infinite | 71 d | - | Oil: 98 | Industrial oil contaminated wastewater | [217] |
| Pilot | PVDF, MF, manufactured by Zenon | - | Oil/water separator, floatation system, sand filter | 0.04 | 70 | - | - | - | - | - | 6 months | 0.56 | COD: 84 | Refinery wastewater | [218] |
| Pilot | PVC/Alloy manufactured by Litree Co. | - | Aeration tank, air flotation, sand filter | 0.006 | 40 | - | - | - | - | - | - | - | Oil: 99 | Oilfield wastewater | [219] |
| Bench | Self-made membrane, polypropylene, sealing procedure with a proper resin, symmetric MF | 8.2 | - | 0.4 | 0.2 | - | 0.42 | - | 31.8 | - | 11.25 d | - | COD and hydrocarbon: >90 | Industrial wastewater containing hydrocarbons | [220] |
| Pilot | Unmodified | - | Gravity oil separation | - | - | 20.82 | 15 | - | - | 11 | - | - | Ballast water COD: 38, Bilgewater COD: 56 | Oily wastewater including ballast and bilge water | [221] |
| Bench | MF, manufactured by Mitsubishi Rayon Co., Ltd. | 9.84 | PAC Addition | 0.1 | 0.42 | - | 3.57 | - | 4 | 50 | 58 d | - | Oil: 99.9 | Oily wastewater from gas station | [222] |
6. Discussion and Recommendations
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bolto, B.; Zhang, J.; Wu, X.; Xie, Z. A Review on Current Development of Membranes for Oil Removal from Wastewaters. Membranes 2020, 10, 65. [Google Scholar] [CrossRef] [PubMed]
- Bagheri, M.; Mirbagheri, S.A. Critical Review of Fouling Mitigation Strategies in Membrane Bioreactors Treating Water and Wastewater. Bioresour. Technol. 2018, 258, 318–334. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, T.; Guria, C.; Mandal, A. A Review of Oily Wastewater Treatment Using Ultrafiltration Membrane: A Parametric Study to Enhance the Membrane Performance. J. Water Process Eng. 2020, 36, 101289. [Google Scholar] [CrossRef]
- Kuyukina, M.S.; Krivoruchko, A.V.; Ivshina, I.B. Advanced Bioreactor Treatments of Hydrocarbon-Containing Wastewater. Appl. Sci. 2020, 10, 831. [Google Scholar] [CrossRef]
- Adetunji, A.I.; Olaniran, A.O. Treatment of Industrial Oily Wastewater by Advanced Technologies: A Review. Appl. Water Sci. 2021, 11, 98. [Google Scholar] [CrossRef]
- Padaki, M.; Surya Murali, R.; Abdullah, M.S.; Misdan, N.; Moslehyani, A.; Kassim, M.A.; Hilal, N.; Ismail, A.F. Membrane Technology Enhancement in Oil–Water Separation. A Review. Desalination 2015, 357, 197–207. [Google Scholar] [CrossRef]
- Dalaklis, D.; Christodoulou, A.; Kitada, M. Oil Spill Response Training in the South Baltic Sea Region. In Proceedings of the INTED2020 Conference, Valencia, Spain, 2–4 March 2020; pp. 3309–3314. [Google Scholar]
- Mohammadi, L.; Rahdar, A.; Bazrafshan, E.; Dahmardeh, H.; Susan, M.A.B.H.; Kyzas, G.Z. Petroleum Hydrocarbon Removal from Wastewaters: A Review. Processes 2020, 8, 447. [Google Scholar] [CrossRef]
- Sanghamitra, P.; Mazumder, D.; Mukherjee, S. Treatment of Wastewater Containing Oil and Grease by Biological Method—A Review. J. Environ. Sci. Health Part A 2021, 56, 394–412. [Google Scholar] [CrossRef]
- Abuhasel, K.; Kchaou, M.; Alquraish, M.; Munusamy, Y.; Jeng, Y.T. Oily Wastewater Treatment: Overview of Conventional and Modern Methods, Challenges, and Future Opportunities. Water 2021, 13, 980. [Google Scholar] [CrossRef]
- Han, M.; Zhang, J.; Chu, W.; Chen, J.; Zhou, G. Research Progress and Prospects of Marine Oily Wastewater Treatment: A Review. Water 2019, 11, 2517. [Google Scholar] [CrossRef]
- Primasari, B.; Ibrahim, S.; Annuar, M.S.M.; Remmie, L.X.I. Aerobic Treatment of Oily Wastewater: Effect of Aeration and Sludge Concentration to Pollutant Reduction and PHB Accumulation. World Acad. Sci. Eng. Technol. 2011, 78, 172–176. [Google Scholar]
- Hube, S.; Eskafi, M.; Hrafnkelsdóttir, K.F.; Bjarnadóttir, B.; Bjarnadóttir, M.Á.; Axelsdóttir, S.; Wu, B. Direct Membrane Filtration for Wastewater Treatment and Resource Recovery: A Review. Sci. Total Environ. 2020, 710, 136375. [Google Scholar] [CrossRef] [PubMed]
- Nascimbén Santos, É.; László, Z.; Hodúr, C.; Arthanareeswaran, G.; Veréb, G. Photocatalytic Membrane Filtration and Its Advantages over Conventional Approaches in the Treatment of Oily Wastewater: A Review. Asia-Pac. J. Chem. Eng. 2020, 15, e2533. [Google Scholar] [CrossRef]
- Ge, J.; Zong, D.; Jin, Q.; Yu, J.; Ding, B. Biomimetic and Superwettable Nanofibrous Skins for Highly Efficient Separation of Oil-in-Water Emulsions. Adv. Funct. Mater. 2018, 28, 1705051. [Google Scholar] [CrossRef]
- Tanudjaja, H.J.; Hejase, C.A.; Tarabara, V.V.; Fane, A.G.; Chew, J.W. Membrane-Based Separation for Oily Wastewater: A Practical Perspective. Water Res. 2019, 156, 347–365. [Google Scholar] [CrossRef]
- Huang, S.; Pooi, C.K.; Shi, X.; Varjani, S.; Ng, H.Y. Performance and Process Simulation of Membrane Bioreactor (MBR) Treating Petrochemical Wastewater. Sci. Total Environ. 2020, 747, 141311. [Google Scholar] [CrossRef]
- Chang, I.-S.; Le Clech, P.; Jefferson, B.; Judd, S. Membrane Fouling in Membrane Bioreactors for Wastewater Treatment. J. Environ. Eng. 2002, 128, 1018–1029. [Google Scholar] [CrossRef]
- Manda, B.M.K.; Worrell, E.; Patel, M.K. Innovative Membrane Filtration System for Micropollutant Removal from Drinking Water–Prospective Environmental LCA and Its Integration in Business Decisions. J. Clean. Prod. 2014, 72, 153–166. [Google Scholar] [CrossRef]
- Wiesner, M.R.; Hackney, J.; Sethi, S.; Jacangelo, J.G.; Laîé, J.-M. Cost Estimates for Membrane Filtration and Conventional Treatment. J. Am. Water Work. Assoc. 1994, 86, 33–41. [Google Scholar] [CrossRef]
- Ioannou-Ttofa, L.; Michael-Kordatou, I.; Fattas, S.C.; Eusebio, A.; Ribeiro, B.; Rusan, M.; Amer, A.R.B.; Zuraiqi, S.; Waismand, M.; Linder, C.; et al. Treatment Efficiency and Economic Feasibility of Biological Oxidation, Membrane Filtration and Separation Processes, and Advanced Oxidation for the Purification and Valorization of Olive Mill Wastewater. Water Res. 2017, 114, 1–13. [Google Scholar] [CrossRef]
- Wang, W.K. Membrane Separations in Biotechnology; CRC Press: Boca Raton, FL, USA, 2001; ISBN 978-1-4822-8988-6. [Google Scholar]
- Akhondi, E.; Zamani, F.; Tng, K.; Leslie, G.; Krantz, W.; Fane, A.; Chew, J. The Performance and Fouling Control of Submerged Hollow Fiber (HF) Systems: A Review. Appl. Sci. 2017, 7, 765. [Google Scholar] [CrossRef]
- Wan, C.F.; Yang, T.; Lipscomb, G.G.; Stookey, D.J.; Chung, T.-S. Design and Fabrication of Hollow Fiber Membrane Modules. J. Membr. Sci. 2017, 538, 96–107. [Google Scholar] [CrossRef]
- Le-Clech, P.; Chen, V.; Fane, T.A.G. Fouling in Membrane Bioreactors Used in Wastewater Treatment. J. Membr. Sci. 2006, 284, 17–53. [Google Scholar] [CrossRef]
- Mutamim, N.S.A.; Noor, Z.Z.; Hassan, M.A.A.; Olsson, G. Application of Membrane Bioreactor Technology in Treating High Strength Industrial Wastewater: A Performance Review. Desalination 2012, 305, 1–11. [Google Scholar] [CrossRef]
- Izadi, A.; Hosseini, M.; Najafpour Darzi, G.; Nabi Bidhendi, G.; Pajoum Shariati, F.; Mosaddeghi, M.R. Perspectives on Membrane Bioreactor Potential for Treatment of Pulp and Paper Industry Wastewater: A Critical Review. J. Appl. Biotechnol. Rep. 2018, 5, 139–150. [Google Scholar] [CrossRef]
- Huang, S.; Ras, R.H.A.; Tian, X. Antifouling Membranes for Oily Wastewater Treatment: Interplay between Wetting and Membrane Fouling. Curr. Opin. Colloid Interface Sci. 2018, 36, 90–109. [Google Scholar] [CrossRef]
- Pendashteh, A.R.; Fakhru’l-Razi, A.; Madaeni, S.S.; Abdullah, L.C.; Abidin, Z.Z.; Biak, D.R.A. Membrane Foulants Characterization in a Membrane Bioreactor (MBR) Treating Hypersaline Oily Wastewater. Chem. Eng. J. 2011, 168, 140–150. [Google Scholar] [CrossRef]
- Ullah, A.; Tanudjaja, H.J.; Ouda, M.; Hasan, S.W.; Chew, J.W. Membrane Fouling Mitigation Techniques for Oily Wastewater: A Short Review. J. Water Process Eng. 2021, 43, 102293. [Google Scholar] [CrossRef]
- Kalla, S. Use of Membrane Distillation for Oily Wastewater Treatment—A Review. J. Environ. Chem. Eng. 2021, 9, 104641. [Google Scholar] [CrossRef]
- Ahmad, T.; Belwal, T.; Li, L.; Ramola, S.; Aadil, R.M.; Abdullah; Xu, Y.; Zisheng, L. Utilization of Wastewater from Edible Oil Industry, Turning Waste into Valuable Products: A Review. Trends Food Sci. Technol. 2020, 99, 21–33. [Google Scholar] [CrossRef]
- Iskandar, M.J.; Baharum, A.; Anuar, F.H.; Othaman, R. Palm Oil Industry in South East Asia and the Effluent Treatment Technology—A Review. Environ. Technol. Innov. 2018, 9, 169–185. [Google Scholar] [CrossRef]
- Ahmed, Y.; Yaakob, Z.; Akhtar, P.; Sopian, K. Production of Biogas and Performance Evaluation of Existing Treatment Processes in Palm Oil Mill Effluent (POME). Renew. Sustain. Energy Rev. 2015, 42, 1260–1278. [Google Scholar] [CrossRef]
- Cheryan, M.; Rajagopalan, N. Membrane Processing of Oily Streams. Wastewater Treatment and Waste Reduction. J. Membr. Sci. 1998, 151, 13–28. [Google Scholar] [CrossRef]
- MacAdam, J.; Ozgencil, H.; Autin, O.; Pidou, M.; Temple, C.; Parsons, S.; Jefferson, B. Incorporating Biodegradation and Advanced Oxidation Processes in the Treatment of Spent Metalworking Fluids. Environ. Technol. 2012, 33, 2741–2750. [Google Scholar] [CrossRef] [PubMed]
- Benito, J.; Ríos, G.; Ortea, E.; Fernández, E.; Cambiella, A.; Pazos, C.; Coca, J. Design and Construction of a Modular Pilot Plant for the Treatment of Oil-Containing Wastewaters. Desalination 2002, 147, 5–10. [Google Scholar] [CrossRef]
- Wu, P.; Jiang, L.Y.; He, Z.; Song, Y. Treatment of Metallurgical Industry Wastewater for Organic Contaminant Removal in China: Status, Challenges, and Perspectives. Environ. Sci. Water Res. Technol. 2017, 3, 1015–1031. [Google Scholar] [CrossRef]
- Eldos, H.I.; Khan, M.; Zouari, N.; Saeed, S.; Al-Ghouti, M.A. Characterization and Assessment of Process Water from Oil and Gas Production: A Case Study of Process Wastewater in Qatar. Case Stud. Chem. Environ. Eng. 2022, 6, 100210. [Google Scholar] [CrossRef]
- Munirasu, S.; Haija, M.A.; Banat, F. Use of Membrane Technology for Oil Field and Refinery Produced Water Treatment—A Review. Process Saf. Environ. Prot. 2016, 100, 183–202. [Google Scholar] [CrossRef]
- Fakhru’l-Razi, A.; Pendashteh, A.; Abdullah, L.C.; Biak, D.R.A.; Madaeni, S.S.; Abidin, Z.Z. Review of Technologies for Oil and Gas Produced Water Treatment. J. Hazard. Mater. 2009, 170, 530–551. [Google Scholar] [CrossRef]
- Bakke, T.; Klungsøyr, J.; Sanni, S. Environmental Impacts of Produced Water and Drilling Waste Discharges from the Norwegian Offshore Petroleum Industry. Mar. Environ. Res. 2013, 92, 154–169. [Google Scholar] [CrossRef]
- ITOPF Oil Tanker Spill Statistics. 2021. Available online: https://www.itopf.org/knowledge-resources/data-statistics/statistics/ (accessed on 27 June 2022).
- Martini, S.; Ang, H.M.; Znad, H. Integrated Ultrafiltration Membrane Unit for Efficient Petroleum Refinery Effluent Treatment: Water. CLEAN-Soil Air Water 2017, 45, 1600342. [Google Scholar] [CrossRef]
- Varjani, S.; Joshi, R.; Srivastava, V.K.; Ngo, H.H.; Guo, W. Treatment of Wastewater from Petroleum Industry: Current Practices and Perspectives. Environ. Sci. Pollut. Res. 2020, 27, 27172–27180. [Google Scholar] [CrossRef] [PubMed]
- Coca, J.; Gutiérrez, G.; Benito, J. Treatment of Oily Wastewater. In Water Purification and Management; Coca-Prados, J., Gutiérrez-Cervelló, G., Eds.; NATO Science for Peace and Security Series C: Environmental Security; Springer: Dordrecht, The Netherlands, 2011; pp. 1–55. ISBN 978-90-481-9774-3. [Google Scholar]
- Aliff Radzuan, M.R.; Abia-Biteo Belope, M.A.; Thorpe, R.B. Removal of Fine Oil Droplets from Oil-in-Water Mixtures by Dissolved Air Flotation. Chem. Eng. Res. Des. 2016, 115, 19–33. [Google Scholar] [CrossRef]
- Sun, Y.; Zhu, C.; Zheng, H.; Sun, W.; Xu, Y.; Xiao, X.; You, Z.; Liu, C. Characterization and Coagulation Behavior of Polymeric Aluminum Ferric Silicate for High-Concentration Oily Wastewater Treatment. Chem. Eng. Res. Des. 2017, 119, 23–32. [Google Scholar] [CrossRef]
- Ghidossi, R.; Veyret, D.; Scotto, J.L.; Jalabert, T.; Moulin, P. Ferry Oily Wastewater Treatment. Sep. Purif. Technol. 2009, 64, 296–303. [Google Scholar] [CrossRef]
- MicÃ, M.M.; Arnaldos, M.; Medina, F.; Contreras, S. State of the Art of Produced Water Treatment. Chemosphere 2018, 192, 186–208. [Google Scholar]
- De Medeiros, A.D.M.; da Silva Junior, C.J.G.; de Amorim, J.D.P.; Durval, I.J.B.; de Costa, A.F.S.; Sarubbo, L.A. Oily Wastewater Treatment: Methods, Challenges, and Trends. Processes 2022, 10, 743. [Google Scholar] [CrossRef]
- Sylvester, N.D.; Byeseda, J.J. Oil/Water Separation by Induced-Air Flotation. Soc. Pet. Eng. J. 1980, 20, 579–590. [Google Scholar] [CrossRef]
- Hanafy, M.; Nabih, H.I. Treatment of Oily Wastewater Using Dissolved Air Flotation Technique. Energy Sources Part Recovery Util. Environ. Eff. 2007, 29, 143–159. [Google Scholar] [CrossRef]
- Stephenson, R.L.; Blackburn, J.B. The Industrial Wastewater Systems Handbook; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Mohamad Radzi, A.R. Removal of Oil Droplets from Oil-in-Water Mixtures by Dissolved Air Flotation (DAF). Ph.D. Thesis, University of Surrey, Guildford, UK, 2017. [Google Scholar]
- Igwe, I.O. The Effects of Temperature on the Viscosity of Vegetable Oils in Solution. Ind. Crops Prod. 2004, 19, 185–190. [Google Scholar] [CrossRef]
- Santander, M.; Rodrigues, R.T.; Rubio, J. Modified Jet Flotation in Oil (Petroleum) Emulsion/Water Separations. Colloids Surf. Physicochem. Eng. Asp. 2011, 375, 237–244. [Google Scholar] [CrossRef]
- Li, M.; Deng, L.; Tan, Y.; Qi, K.; Tian, X.; Yu, J.; Qin, C.; Cheng, S. Superhydrophobic/Superoleophilic Polyacrylonitrile/Ag Aerogels for the High Efficient Oil/Water Separation and Sensitive Detection of Low-Concentration Oily Sudan Dyes. Adv. Mater. Interfaces 2021, 8, 2002174. [Google Scholar] [CrossRef]
- Yu, L.; Han, M.; He, F. A Review of Treating Oily Wastewater. Arab. J. Chem. 2017, 10, S1913–S1922. [Google Scholar] [CrossRef]
- Li, Z.Y.; Xie, S.; Jiang, G.; Bao, M.; Wang, Z.; Huang, X.; Xu, F. Bioremediation of Offshore Oily Drilling Fluids. Energy Sources Part Recovery Util. Environ. Eff. 2015, 37, 1680–1687. [Google Scholar] [CrossRef]
- Zeng, E. Persistent Organic Pollutants (POPs): Analytical Techniques, Environmental Fate and Biological Effects; Elsevier: Amsterdam, The Netherlands, 2015; ISBN 978-0-444-63300-2. [Google Scholar]
- Zhai, J.; Huang, Z.; Rahaman, M.H.; Li, Y.; Mei, L.; Ma, H.; Hu, X.; Xiao, H.; Luo, Z.; Wang, K. Comparison of Coagulation Pretreatment of Produced Water from Natural Gas Well by Polyaluminium Chloride and Polyferric Sulphate Coagulants. Environ. Technol. 2017, 38, 1200–1210. [Google Scholar] [CrossRef] [PubMed]
- Li, L.-J.; Qi, P.-S.; Liu, Y.-Z.; Qi, Z.; Zhao, J.-J. Poly Ferric Silicate Sulphate (PFSiS): Characterization, Coagulation Behavior and Applications in Oily Wastewater Treatment. In Proceedings of the 2009 3rd International Conference on Bioinformatics and Biomedical Engineering, Beijing, China, 11–13 June 2009; pp. 1–4. [Google Scholar]
- Ahmad, A.L.; Sumathi, S.; Hameed, B.H. Coagulation of Residue Oil and Suspended Solid in Palm Oil Mill Effluent by Chitosan, Alum and PAC. Chem. Eng. J. 2006, 118, 99–105. [Google Scholar] [CrossRef]
- Tansel, B.; Pascual, B. Factorial Evaluation of Operational Variables of a DAF Process to Improve PHC Removal Efficiency. Desalination 2004, 169, 1–10. [Google Scholar] [CrossRef]
- Moosai, R.; Dawe, R.A. Gas Attachment of Oil Droplets for Gas Flotation for Oily Wastewater Cleanup. Sep. Purif. Technol. 2003, 33, 303–314. [Google Scholar] [CrossRef]
- Zeng, Y.; Yang, C.; Zhang, J.; Pu, W. Feasibility Investigation of Oily Wastewater Treatment by Combination of Zinc and PAM in Coagulation/Flocculation. J. Hazard. Mater. 2007, 147, 991–996. [Google Scholar] [CrossRef]
- Sun, S.; Jia, L.; Li, B.; Yuan, A.; Kong, L.; Qi, H.; Ma, W.; Zhang, A.; Wu, Y. The Occurrence and Fate of PAHs over Multiple Years in a Wastewater Treatment Plant of Harbin, Northeast China. Sci. Total Environ. 2018, 624, 491–498. [Google Scholar] [CrossRef]
- Ahamed, M.I.; Lichtfouse, E. (Eds.) Water Pollution and Remediation: Organic Pollutants; Springer International Publishing: Cham, Switzerland, 2021; Volume 54, ISBN 978-3-030-52394-7. [Google Scholar]
- Goh, P.S.; Ong, C.S.; Ng, B.C.; Ismail, A.F. 5-Applications of Emerging Nanomaterials for Oily Wastewater Treatment. In Nanotechnology in Water and Wastewater Treatment; Micro and Nano Technologies; Ahsan, A., Ismail, A.F., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 101–113. ISBN 978-0-12-813902-8. [Google Scholar]
- Sharghi, E.A.; Shourgashti, A.; Bonakdarpour, B. Considering a Membrane Bioreactor for the Treatment of Vegetable Oil Refinery Wastewaters at Industrially Relevant Organic Loading Rates. Bioprocess Biosyst. Eng. 2020, 43, 981–995. [Google Scholar] [CrossRef] [PubMed]
- Singh, V.; Purkait, M.K.; Das, C. Cross-Flow Microfiltration of Industrial Oily Wastewater: Experimental and Theoretical Consideration. Sep. Sci. Technol. 2011, 46, 1213–1223. [Google Scholar] [CrossRef]
- Saththasivam, J.; Loganathan, K.; Sarp, S. An Overview of Oil–Water Separation Using Gas Flotation Systems. Chemosphere 2016, 144, 671–680. [Google Scholar] [CrossRef] [PubMed]
- Nieuwenhuis, E.; Post, J.; Duinmeijer, A.; Langeveld, J.; Clemens, F. Statistical Modelling of Fat, Oil and Grease (FOG) Deposits in Wastewater Pump Sumps. Water Res. 2018, 135, 155–167. [Google Scholar] [CrossRef] [PubMed]
- Zhao, B.; Ren, L.; Du, Y.; Wang, J. Eco-Friendly Separation Layers Based on Waste Peanut Shell for Gravity-Driven Water-in-Oil Emulsion Separation. J. Clean. Prod. 2020, 255, 120184. [Google Scholar] [CrossRef]
- Kundu, P.; Mishra, I.M. Treatment and Reclamation of Hydrocarbon-Bearing Oily Wastewater as a Hazardous Pollutant by Different Processes and Technologies: A State-of-the-Art Review. Rev. Chem. Eng. 2018, 35, 73–108. [Google Scholar] [CrossRef]
- SaiNan, G.; JunRu, W.; XiangFeng, H.; Wei, G.; LiJun, L.; Jia, L. Experimental study on activated carbon adsorption for treating effluents from oil-field wastewater treatment facilities. Environ. Sci. Technol. China 2010, 33, 56–65. [Google Scholar]
- Ulucan, K.; Kurt, U. Comparative Study of Electrochemical Wastewater Treatment Processes for Bilge Water as Oily Wastewater: A Kinetic Approach. J. Electroanal. Chem. 2015, 747, 104–111. [Google Scholar] [CrossRef]
- Mohadesi, M.; Shokri, A. Treatment of Oil Refinery Wastewater by Photo-Fenton Process Using Box–Behnken Design Method: Kinetic Study and Energy Consumption. Int. J. Environ. Sci. Technol. 2019, 16, 7349–7356. [Google Scholar] [CrossRef]
- AlJaberi, F.Y.; Ahmed, S.A.; Makki, H.F. Electrocoagulation Treatment of High Saline Oily Wastewater: Evaluation and Optimization. Heliyon 2020, 6, e03988. [Google Scholar] [CrossRef]
- Liu, B.; Chen, B.; Zhang, B.; Song, X.; Zeng, G.; Lee, K. Photocatalytic Ozonation of Offshore Produced Water by TiO2 Nanotube Arrays Coupled with UV-LED Irradiation. J. Hazard. Mater. 2021, 402, 123456. [Google Scholar] [CrossRef] [PubMed]
- Liu, B.; Chen, B.; Ling, J.; Matchinski, E.J.; Dong, G.; Ye, X.; Wu, F.; Shen, W.; Liu, L.; Lee, K.; et al. Development of Advanced Oil/Water Separation Technologies to Enhance the Effectiveness of Mechanical Oil Recovery Operations at Sea: Potential and Challenges. J. Hazard. Mater. 2022, 437, 129340. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z. The Flocculation Mechanism and Treatment of Oily Wastewater by Flocculation. Water Sci. Technol. 2017, 76, 2630–2637. [Google Scholar] [CrossRef]
- Mota, A.L.N.; Albuquerque, L.F.; Beltrame, L.T.C.; Chiavone-Filho, O.; Machulek, A., Jr.; Nascimento, C.A.O. Advanced oxidation processes and their application in the petroleum industry: A review. Braz. J. Pet. Gas 2009, 2, 122–142. [Google Scholar]
- Elmobarak, W.F.; Hameed, B.H.; Almomani, F.; Abdullah, A.Z. A Review on the Treatment of Petroleum Refinery Wastewater Using Advanced Oxidation Processes. Catalysts 2021, 11, 782. [Google Scholar] [CrossRef]
- Shanker, U.; Jassal, V.; Rani, M. Degradation of Toxic PAHs in Water and Soil Using Potassium Zinc Hexacyanoferrate Nanocubes. J. Environ. Manag. 2017, 204, 337–348. [Google Scholar] [CrossRef] [PubMed]
- Ma, D.; Yi, H.; Lai, C.; Liu, X.; Huo, X.; An, Z.; Li, L.; Fu, Y.; Li, B.; Zhang, M.; et al. Critical Review of Advanced Oxidation Processes in Organic Wastewater Treatment. Chemosphere 2021, 275, 130104. [Google Scholar] [CrossRef]
- Gotsi, M.; Kalogerakis, N.; Psillakis, E.; Samaras, P.; Mantzavinos, D. Electrochemical Oxidation of Olive Oil Mill Wastewaters. Water Res. 2005, 39, 4177–4187. [Google Scholar] [CrossRef]
- Galvão, S.A.O.; Mota, A.L.N.; Silva, D.N.; Moraes, J.E.F.; Nascimento, C.A.O.; Chiavone-Filho, O. Application of the Photo-Fenton Process to the Treatment of Wastewaters Contaminated with Diesel. Sci. Total Environ. 2006, 367, 42–49. [Google Scholar] [CrossRef]
- Chong, M.N.; Jin, B.; Chow, C.W.K.; Saint, C. Recent Developments in Photocatalytic Water Treatment Technology: A Review. Water Res. 2010, 44, 2997–3027. [Google Scholar] [CrossRef]
- Sivagami, K.; Anand, D.; Divyapriya, G.; Nambi, I. Treatment of Petroleum Oil Spill Sludge Using the Combined Ultrasound and Fenton Oxidation Process. Ultrason. Sonochem. 2019, 51, 340–349. [Google Scholar] [CrossRef] [PubMed]
- Lafi, W.K.; Shannak, B.; Al-Shannag, M.; Al-Anber, Z.; Al-Hasan, M. Treatment of Olive Mill Wastewater by Combined Advanced Oxidation and Biodegradation. Sep. Purif. Technol. 2009, 70, 141–146. [Google Scholar] [CrossRef]
- Guyer, J.P. An Introduction to Oily Wastewater Collection and Treatment; Continuing Education and Development, Inc.: Stony Point, NY, USA, 2013; p. 97. [Google Scholar]
- Okiel, K.; El-Sayed, M.; El-Kady, M.Y. Treatment of Oil–Water Emulsions by Adsorption onto Activated Carbon, Bentonite and Deposited Carbon. Egypt. J. Pet. 2011, 20, 9–15. [Google Scholar] [CrossRef]
- Islam, S. Investigation of Oil Adsorption Capacity of Granular Organoclay Media and the Kinetics of Oil Removal from Oil-in-Water Emulsions; Texas A&M University: College Station, TX, USA, 2007. [Google Scholar]
- Zhou, Y.-B.; Tang, X.-Y.; Hu, X.-M.; Fritschi, S.; Lu, J. Emulsified Oily Wastewater Treatment Using a Hybrid-Modified Resin and Activated Carbon System. Sep. Purif. Technol. 2008, 63, 400–406. [Google Scholar] [CrossRef]
- Hao, L.; Jiang, B.; Zhang, L.; Yang, H.; Sun, Y.; Wang, B.; Yang, N. Efficient Demulsification of Diesel-in-Water Emulsions by Different Structural Dendrimer-Based Demulsifiers. Ind. Eng. Chem. Res. 2016, 55, 1748–1759. [Google Scholar] [CrossRef]
- Sousa, A.M.; Pereira, M.J.; Matos, H.A. Oil-in-Water and Water-in-Oil Emulsions Formation and Demulsification. J. Pet. Sci. Eng. 2022, 210, 110041. [Google Scholar] [CrossRef]
- Ali, A.; Salman, W.; Dwesh, H. Using Amides Demulsifiers for Crude Oil Processing. Egypt. J. Chem. 2022, 65, 551–558. [Google Scholar] [CrossRef]
- Wu, J.; Xu, Y.; Dabros, T.; Hamza, H. Effect of Demulsifier Properties on Destabilization of Water-in-Oil Emulsion. Energy Fuels 2003, 17, 1554–1559. [Google Scholar] [CrossRef]
- Panda, S.K.; Mohammed, M.A.; Cadix, A.; Alaboalirat, M.; Poix-Davaine, C.; Duran, E. Size Exclusion Chromatography Reveals a Key Parameter of Demulsifiers for Enhanced Water Separation from Crude Oil Emulsions. Fuel 2019, 257, 115881. [Google Scholar] [CrossRef]
- Razi, M.; Rahimpour, M.R.; Jahanmiri, A.; Azad, F. Effect of a Different Formulation of Demulsifiers on the Efficiency of Chemical Demulsification of Heavy Crude Oil. J. Chem. Eng. Data 2011, 56, 2936–2945. [Google Scholar] [CrossRef]
- Hasan, S.W.; Ghannam, M.T.; Esmail, N. Heavy Crude Oil Viscosity Reduction and Rheology for Pipeline Transportation. Fuel 2010, 89, 1095–1100. [Google Scholar] [CrossRef]
- Elmawgoud, H.A.; Elshiekh, T.M.; Khalil, S.A.; Alsabagh, A.M.; Tawfik, M. Modeling of Hydrogen Sulfide Removal from Petroleum Production Facilities Using H2S Scavenger. Egypt. J. Pet. 2015, 24, 131–137. [Google Scholar] [CrossRef]
- Li, Z.; Geng, H.; Wang, X.; Jing, B.; Liu, Y.; Tan, Y. Noval Tannic Acid-Based Polyether as an Effective Demulsifier for Water-in-Aging Crude Oil Emulsions. Chem. Eng. J. 2018, 354, 1110–1119. [Google Scholar] [CrossRef]
- Rossi, A.F. Fenton’s Process Applied to Wastewaters Treatment: Heterogenous and Homogenous Catalytic Operations Mode. Ph.D. Thesis, University of Coimbra, Coimbra, Portugal, 2014; p. 187. [Google Scholar]
- Xu, M.; Wu, C.; Zhou, Y. Advancements in the Fenton Process for Wastewater Treatment. In Advanced Oxidation Processes: Applications, Trends, and Prospects; Intechopen: London, UK, 2020. [Google Scholar]
- Schramm, L.L. Surfactants: Fundamentals and Applications in the Petroleum Industry; Cambridge University Press: Cambridge, UK, 2000. [Google Scholar]
- Chanthamalee, J.; Wongchitphimon, T.; Luepromchai, E. Treatment of Oily Bilge Water from Small Fishing Vessels by PUF-Immobilized Gordonia Sp. JC11. Water. Air. Soil Pollut. 2013, 224, 1601. [Google Scholar] [CrossRef]
- Santo, C.E.; Vilar, V.J.P.; Bhatnagar, A.; Kumar, E.; Botelho, C.M.S.; Boaventura, R.A.R. Biological Treatment by Activated Sludge of Petroleum Refinery Wastewaters. Desalination Water Treat. 2013, 51, 6641–6654. [Google Scholar] [CrossRef]
- Shokrollahzadeh, S.; Azizmohseni, F.; Golmohammad, F.; Shokouhi, H.; Khademhaghighat, F. Biodegradation Potential and Bacterial Diversity of a Petrochemical Wastewater Treatment Plant in Iran. Bioresour. Technol. 2008, 99, 6127–6133. [Google Scholar] [CrossRef] [PubMed]
- Otadi, N.; Hassani, A.H.; Javid, A.H.; Khiabani, F.F. Oily Compounds Removal in Wastewater Treatment System of Pars Oil Refinery to Improve Its Efficiency in a Lab Scale Pilot. J. Water Chem. Technol. 2010, 32, 370–377. [Google Scholar] [CrossRef]
- Sun, C.; Leiknes, T.; Weitzenböck, J.; Thorstensen, B. Development of a Biofilm-MBR for Shipboard Wastewater Treatment: The Effect of Process Configuration. Desalination 2010, 250, 745–750. [Google Scholar] [CrossRef]
- Mafirad, S.; Mehrnia, M.R.; Sarrafzadeh, M.H. Effect of Membrane Characteristics on the Performance of Membrane Bioreactors for Oily Wastewater Treatment. Water Sci. Technol. 2011, 64, 1154–1160. [Google Scholar] [CrossRef]
- Kang, Y.; Xia, Y.; Wang, H.; Zhang, X. 2D Laminar Membranes for Selective Water and Ion Transport. Adv. Funct. Mater. 2019, 29, 1902014. [Google Scholar] [CrossRef]
- Ismail, N.H.; Salleh, W.N.W.; Ismail, A.F.; Hasbullah, H.; Yusof, N.; Aziz, F.; Jaafar, J. Hydrophilic Polymer-Based Membrane for Oily Wastewater Treatment: A Review. Sep. Purif. Technol. 2020, 233, 116007. [Google Scholar] [CrossRef]
- Chanunpanich, N.; Hongsik, B.; Inn-Kyu, K. Membrane Morphology: Phase Inversion to Electrospinning. Membr. J. 2005, 15, 85–104. [Google Scholar]
- Tang, Y.; Lin, Y.; Ford, D.M.; Qian, X.; Cervellere, M.R.; Millett, P.C.; Wang, X. A Review on Models and Simulations of Membrane Formation via Phase Inversion Processes. J. Membr. Sci. 2021, 640, 119810. [Google Scholar] [CrossRef]
- Ahmed, F.E.; Lalia, B.S.; Hashaikeh, R. A Review on Electrospinning for Membrane Fabrication: Challenges and Applications. Desalination 2015, 356, 15–30. [Google Scholar] [CrossRef]
- Barani, M.; Bazgir, S.; Keyvan Hosseini, M.; Keyvan Hosseini, P. Eco-Facile Application of Electrospun Nanofibers to the Oil-Water Emulsion Separation via Coalescing Filtration in Pilot- Scale and Beyond. Process Saf. Environ. Prot. 2021, 148, 342–357. [Google Scholar] [CrossRef]
- Montanheiro, T.L.d.A.; Schatkoski, V.M.; de Menezes, B.R.C.; Pereira, R.M.; Ribas, R.G.; De Sousa, A.; Lemes, A.P.; Fernandes, M.H.F.V.; Thim, G.P. Recent Progress on Polymer Scaffolds Production: Methods, Main Results, Advantages and Disadvantages. Express Polym. Lett. 2022, 16, 197–219. [Google Scholar] [CrossRef]
- Shi, X.; Zhou, W.; Ma, D.; Ma, Q.; Bridges, D.; Ma, Y.; Hu, A. Electrospinning of Nanofibers and Their Applications for Energy Devices. J. Nanomater. 2015, 2015, 140716. [Google Scholar] [CrossRef]
- Baig, N.; Salhi, B.; Sajid, M.; Aljundi, I.H. Recent Progress in Microfiltration/Ultrafiltration Membranes for Separation of Oil and Water Emulsions. Chem. Rec. 2021, 22, e202100320. [Google Scholar] [CrossRef]
- Zulkefli, N.F.; Alias, N.H.; Jamaluddin, N.S.; Abdullah, N.; Abdul Manaf, S.F.; Othman, N.H.; Marpani, F.; Mat-Shayuti, M.S.; Kusworo, T.D. Recent Mitigation Strategies on Membrane Fouling for Oily Wastewater Treatment. Membranes 2021, 12, 26. [Google Scholar] [CrossRef]
- Cheng, B.; Li, Z.; Li, Q.; Ju, J.; Kang, W.; Naebe, M. Development of Smart Poly(Vinylidene Fluoride)-Graft-Poly(Acrylic Acid) Tree-like Nanofiber Membrane for PH-Responsive Oil/Water Separation. J. Membr. Sci. 2017, 534, 1–8. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, S. The Impact of Low-Surface-Energy Functional Groups on Oil Fouling Resistance in Membrane Distillation. J. Membr. Sci. 2017, 527, 68–77. [Google Scholar] [CrossRef]
- Chen, P.C.; Xu, Z.-K. Mineral-Coated Polymer Membranes with Superhydrophilicity and Underwater Superoleophobicity for Effective Oil/Water Separation. Sci. Rep. 2013, 3, 2776. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.; Mandal, A.; Guria, C. Synthesis, Characterization and Performance Studies of Polysulfone and Polysulfone/Polymer-Grafted Bentonite Based Ultrafiltration Membranes for the Efficient Separation of Oil Field Oily Wastewater. Process Saf. Environ. Prot. 2016, 102, 214–228. [Google Scholar] [CrossRef]
- Venault, A.; Wei, T.-C.; Shih, H.-L.; Yeh, C.-C.; Chinnathambi, A.; Alharbi, S.A.; Carretier, S.; Aimar, P.; Lai, J.-Y.; Chang, Y. Antifouling Pseudo-Zwitterionic Poly(Vinylidene Fluoride) Membranes with Efficient Mixed-Charge Surface Grafting via Glow Dielectric Barrier Discharge Plasma-Induced Copolymerization. J. Membr. Sci. 2016, 516, 13–25. [Google Scholar] [CrossRef]
- Zhou, Y.; Yu, S.; Gao, C.; Feng, X. Surface Modification of Thin Film Composite Polyamide Membranes by Electrostatic Self Deposition of Polycations for Improved Fouling Resistance. Sep. Purif. Technol. 2009, 66, 287–294. [Google Scholar] [CrossRef]
- Yang, M.; Hadi, P.; Yin, X.; Yu, J.; Huang, X.; Ma, H.; Walker, H.; Hsiao, B.S. Antifouling Nanocellulose Membranes: How Subtle Adjustment of Surface Charge Lead to Self-Cleaning Property. J. Membr. Sci. 2021, 618, 118739. [Google Scholar] [CrossRef]
- De Jong, J.; Lammertink, R.G.H.; Wessling, M. Membranes and Microfluidics: A Review. Lab. Chip 2006, 6, 1125. [Google Scholar] [CrossRef]
- Alzahrani, S.; Mohammad, A.W. Challenges and Trends in Membrane Technology Implementation for Produced Water Treatment: A Review. J. Water Process Eng. 2014, 4, 107–133. [Google Scholar] [CrossRef]
- Rezakazemi, M.; Khajeh, A.; Mesbah, M. Membrane Filtration of Wastewater from Gas and Oil Production. Environ. Chem. Lett. 2018, 16, 367–388. [Google Scholar] [CrossRef]
- Hu, J.; Ma, Y.; Zhang, L.; Gan, F.; Ho, Y.-S. A Historical Review and Bibliometric Analysis of Research on Lead in Drinking Water Field from 1991 to 2007. Sci. Total Environ. 2010, 408, 1738–1744. [Google Scholar] [CrossRef]
- Pabby, A.K.; Rizvi, S.S.H.; Requena, A.M.S. (Eds.) Handbook of Membrane Separations: Chemical, Pharmaceutical, Food, and Biotechnological Applications; CRC Press: Boca Raton, FL, USA, 2008; ISBN 978-0-429-12806-6. [Google Scholar]
- Malaeb, L.; Ayoub, G.M. Reverse Osmosis Technology for Water Treatment: State of the Art Review. Desalination 2011, 267, 1–8. [Google Scholar] [CrossRef]
- Berk, Z. Food Process Engineering and Technology; Academic Press: Cambridge, MA, USA, 2018; ISBN 978-0-12-812054-5. [Google Scholar]
- Razavi, S.M.R.; Miri, T. A Real Petroleum Refinery Wastewater Treatment Using Hollow Fiber Membrane Bioreactor (HF-MBR). J. Water Process Eng. 2015, 8, 136–141. [Google Scholar] [CrossRef]
- Masoudnia, K.; Raisi, A.; Aroujalian, A.; Fathizadeh, M. A Hybrid Microfiltration/Ultrafiltration Membrane Process for Treatment of Oily Wastewater. Desalination Water Treat. 2014, 55, 901–912. [Google Scholar] [CrossRef]
- Le-Clech, P.; Jefferson, B.; Judd, S.J. A Comparison of Submerged and Sidestream Tubular Membrane Bioreactor Configurations. Desalination 2005, 173, 113–122. [Google Scholar] [CrossRef]
- Obotey Ezugbe, E.; Rathilal, S. Membrane Technologies in Wastewater Treatment: A Review. Membranes 2020, 10, 89. [Google Scholar] [CrossRef]
- Judd, S. Fouling Control in Submerged Membrane Bioreactors. Water Sci. Technol. J. Int. Assoc. Water Pollut. Res. 2005, 51, 27–34. [Google Scholar] [CrossRef]
- Al-Khafaji, S.S.; Al-Rekabi, W.S.; Mawat, M.J. Apply Membrane Biological Reactor (MBR) in Industrial Wastewater Treatment: A Mini Review. Eurasian J. Eng. Technol. 2022, 7, 98–106. [Google Scholar]
- Kharraz, J.A.; Khanzada, N.K.; Farid, M.U.; Kim, J.; Jeong, S.; An, A.K. Membrane Distillation Bioreactor (MDBR) for Wastewater Treatment, Water Reuse, and Resource Recovery: A Review. J. Water Process Eng. 2022, 47, 102687. [Google Scholar] [CrossRef]
- Park, H.-D.; Chang, I.-S.; Lee, K.-J. Principles of Membrane Bioreactors for Wastewater Treatment; CRC Press: Boca Raton, FL, USA, 2015; ISBN 978-1-4665-9038-0. [Google Scholar]
- Frederickson, K.C. The Application of a Membrane Bioreactor for Wastewater Treatment on a Northern Manitoban Aboriginal Community; University of Manitoba: Winnipeg, MB, Canada, 2005; p. 126. [Google Scholar]
- Doyen, W.; Mues, W.; Molenberghs, B.; Cobben, B. Spacer Fabric Supported Flat-Sheet Membranes: A New Era of Flat-Sheet Membrane Technology. Desalination 2010, 250, 1078–1082. [Google Scholar] [CrossRef]
- Baker, R.W. Membrane Technology and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Wolff, C.; Beutel, S.; Scheper, T. Tubular Membrane Bioreactors for Biotechnological Processes. Appl. Microbiol. Biotechnol. 2013, 97, 929–937. [Google Scholar] [CrossRef]
- Dickson, J.M.; Spencer, J.; Costa, M.L. Dilute Single and Mixed Solute Systems in a Spiral Wound Reserve Osmosis Module Part I: Theoretical Model Development. Desalination 1992, 89, 63–88. [Google Scholar] [CrossRef]
- Synderfiltration Membrane Filters: Spiral-Wound Ultrafiltration Eléments. Available online: https://synderfiltration.com/ultrafiltration/spiral-wound/ (accessed on 30 July 2022).
- Judd, S. The MBR Book: Principles and Applications of Membrane Bioreactors for Water and Wastewater Treatment. Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Huang, X.; Wang, W.; Liu, Y.; Wang, H.; Zhang, Z.; Fan, W.; Li, L. Treatment of Oily Waste Water by PVP Grafted PVDF Ultrafiltration Membranes. Chem. Eng. J. 2015, 273, 421–429. [Google Scholar] [CrossRef]
- Kim, B.R.; Kalis, E.M.; Florkey, D.L.; Swatsenbarg, S.L.; Luciw, L.; Bailey, C.H.; Gaines, W.A.; Phillips, J.H.; Kosokowsky, G.B. Evaluation of Commercial Ultrafiltration Systems for Treating Automotive Oily Wastewater. Water Environ. Res. 1998, 70, 1280–1289. [Google Scholar] [CrossRef]
- Li, Y.S.; Yan, L.; Xiang, C.B.; Hong, L.J. Treatment of Oily Wastewater by Organic–Inorganic Composite Tubular Ultrafiltration (UF) Membranes. Desalination 2006, 196, 76–83. [Google Scholar] [CrossRef]
- Schwinge, J.; Neal, P.R.; Wiley, D.E.; Fletcher, D.F.; Fane, A.G. Spiral Wound Modules and Spacers. J. Membr. Sci. 2004, 242, 129–153. [Google Scholar] [CrossRef]
- Radjenovic, J.; Matošić, M.; Mijatović, I.; Petrovic, M.; Barcelo, D. Membrane Bioreactor (MBR) as an Advanced Wastewater Treatment Technology. In Handbook of Environmental Chemistry; Springer: Berlin/Heidelberg, Germany, 2008; Volume 5, pp. 37–101. [Google Scholar] [CrossRef]
- Marchese, J.; Ochoa, N.A.; Pagliero, C.; Almandoz, C. Pilot-Scale Ultrafiltration of an Emulsified Oil Wastewater. Environ. Sci. Technol. 2000, 34, 2990–2996. [Google Scholar] [CrossRef]
- Kose, B.; Ozgun, H.; Ersahin, M.E.; Dizge, N.; Koseoglu-Imer, D.Y.; Atay, B.; Kaya, R.; Altınbas, M.; Sayılı, S.; Hoshan, P.; et al. Performance Evaluation of a Submerged Membrane Bioreactor for the Treatment of Brackish Oil and Natural Gas Field Produced Water. Desalination 2012, 285, 295–300. [Google Scholar] [CrossRef]
- Salahi, A.; Mohammadi, T.; Behbahani, R.M.; Hemmati, M. Experimental Investigation and Modeling of Industrial Oily Wastewater Treatment Using Modified Polyethersulfone Ultrafiltration Hollow Fiber Membranes. Korean J. Chem. Eng. 2015, 32, 1101–1118. [Google Scholar] [CrossRef]
- Ayub, M.; Othman, M.H.D.; Kadir, S.H.S.A.; Ali, A.; Khan, I.U.; Yusop, M.Z.M.; Matsuura, T.; Fauzi Ismail, A.; Rahman, M.A.; Jaafar, J. Research and Development Journey and Future Trends of Hollow Fiber Membranes for Purification Applications (1970–2020): A Bibliometric Analysis. Membranes 2021, 11, 600. [Google Scholar] [CrossRef]
- Zhu, X.; Tu, W.; Wee, K.-H.; Bai, R. Effective and Low Fouling Oil/Water Separation by a Novel Hollow Fiber Membrane with Both Hydrophilic and Oleophobic Surface Properties. J. Membr. Sci. 2014, 466, 36–44. [Google Scholar] [CrossRef]
- Johari, A.; Razmjouei, M.; Mansourizadeh, A.; Emadzadeh, D. Fabrication of Blend Hydrophilic Polyamide Imide (Torlon®)-Sulfonated Poly (Ether Ether Ketone) Hollow Fiber Membranes for Oily Wastewater Treatment. Polym. Test. 2020, 91, 106733. [Google Scholar] [CrossRef]
- Di Profio, G.; Ji, X.; Curcio, E.; Drioli, E. Submerged Hollow Fiber Ultrafiltration as Seawater Pretreatment in the Logic of Integrated Membrane Desalination Systems. Desalination 2011, 269, 128–135. [Google Scholar] [CrossRef]
- Chang, S. Application of Submerged Hollow Fiber Membrane in Membrane Bioreactors: Filtration Principles, Operation, and Membrane Fouling. Desalination 2011, 283, 31–39. [Google Scholar] [CrossRef]
- Yeo, A.; Fane, A.G. Performance of Individual Fibers in a Submerged Hollow Fiber Bundle. Water Sci. Technol. J. Int. Assoc. Water Pollut. Res. 2005, 51, 165–172. [Google Scholar] [CrossRef]
- Fulton, B.G.; Bérubé, P.R. Optimizing the Sparging Condition and Membrane Module Spacing for a ZW500 Submerged Hollow Fiber Membrane System. Desalination Water Treat. 2012, 42, 8–16. [Google Scholar] [CrossRef]
- Yang, X.; Fridjonsson, E.O.; Johns, M.L.; Wang, R.; Fane, A.G. A Non-Invasive Study of Flow Dynamics in Membrane Distillation Hollow Fiber Modules Using Low-Field Nuclear Magnetic Resonance Imaging (MRI). J. Membr. Sci. 2014, 451, 46–54. [Google Scholar] [CrossRef]
- Bérubé, P.R.; Lei, E. The Effect of Hydrodynamic Conditions and System Configurations on the Permeate Flux in a Submerged Hollow Fiber Membrane System. J. Membr. Sci. 2006, 271, 29–37. [Google Scholar] [CrossRef]
- Pourbozorg, M.; Li, T.; Law, A.W.-K. Fouling of Submerged Hollow Fiber Membrane Filtration in Turbulence: Statistical Dependence and Cost-Benefit Analysis. J. Membr. Sci. 2017, 521, 43–52. [Google Scholar] [CrossRef]
- Chang, S.; Fane, A.G. Filtration of Biomass with Laboratory-Scale Submerged Hollow Fibre Modules–Effect of Operating Conditions and Module Configuration. J. Chem. Technol. Biotechnol. 2002, 77, 1030–1038. [Google Scholar] [CrossRef]
- Li, T.; Law, A.W.-K.; Cetin, M.; Fane, A.G. Fouling Control of Submerged Hollow Fibre Membranes by Vibrations. J. Membr. Sci. 2013, 427, 230–239. [Google Scholar] [CrossRef]
- Wicaksana, F.; Fan, A.G.; Chen, V. The Relationship between Critical Flux and Fibre Movement Induced by Bubbling in a Submerged Hollow Fibre System. Water Sci. Technol. 2005, 51, 115–122. [Google Scholar] [CrossRef]
- Chang, S.; Fane, A.G. The Effect of Fibre Diameter on Filtration and Flux Distribution—Relevance to Submerged Hollow Fibre Modules. J. Membr. Sci. 2001, 184, 221–231. [Google Scholar] [CrossRef]
- Kim, J.; DiGiano, F.A. Fouling Models for Low-Pressure Membrane Systems. Sep. Purif. Technol. 2009, 68, 293–304. [Google Scholar] [CrossRef]
- Li, X.; Li, J.; Cui, Z.; Yao, Y. Modeling of Filtration Characteristics during Submerged Hollow Fiber Membrane Microfiltration of Yeast Suspension under Aeration Condition. J. Membr. Sci. 2016, 510, 455–465. [Google Scholar] [CrossRef]
- Khanafer, K.; Assad, M.E.H. Mathematical Modeling of Fluid Flow Through a Hollow Fiber Water System Using Porous Medium Model. Arab. J. Sci. Eng. 2022, 47, 6049–6057. [Google Scholar] [CrossRef]
- Liu, R.; Huang, X.; Wang, C.; Chen, L.; Qian, Y. Study on Hydraulic Characteristics in a Submerged Membrane Bioreactor Process. Process Biochem. 2000, 36, 249–254. [Google Scholar] [CrossRef]
- Pradhan, M.; Aryal, R.; Vigneswaran, S.; Kandasamy, J. Application of Air Flow for Mitigation of Particle Deposition in Submerged Membrane Microfiltration. Desalination Water Treat. 2011, 32, 201–207. [Google Scholar] [CrossRef]
- Wibisono, Y.; Cornelissen, E.R.; Kemperman, A.J.B.; van der Meer, W.G.J.; Nijmeijer, K. Two-Phase Flow in Membrane Processes: A Technology with a Future. J. Membr. Sci. 2014, 453, 566–602. [Google Scholar] [CrossRef]
- Du, X.; Qu, F.-S.; Liang, H.; Li, K.; Bai, L.-M.; Li, G.-B. Control of Submerged Hollow Fiber Membrane Fouling Caused by Fine Particles in Photocatalytic Membrane Reactors Using Bubbly Flow: Shear Stress and Particle Forces Analysis. Sep. Purif. Technol. 2017, 172, 130–139. [Google Scholar] [CrossRef]
- Cabassud, C.; Laborie, S.; Durand-Bourlier, L.; Lainé, J.M. Air Sparging in Ultrafiltration Hollow Fibers: Relationship between Flux Enhancement, Cake Characteristics and Hydrodynamic Parameters. J. Membr. Sci. 2001, 181, 57–69. [Google Scholar] [CrossRef]
- Ueda, T.; Hata, K.; Kikuoka, Y. Treatment of Domestic Sewage from Rural Settlements by a Membrane Bioreactor. Water Sci. Technol. 1996, 34, 189–196. [Google Scholar] [CrossRef]
- Bouhabila, E. Fouling Characterisation in Membrane Bioreactors. Sep. Purif. Technol. 2001, 51, 95–103. [Google Scholar] [CrossRef]
- Guibert, D.; Aim, R.B.; Rabie, H.; Côté, P. Aeration Performance of Immersed Hollow-Fiber Membranes in a Bentonite Suspension. Desalination 2002, 148, 395–400. [Google Scholar] [CrossRef]
- Lin, H.; Zhang, M.; Wang, F.; Meng, F.; Liao, B.-Q.; Hong, H.; Chen, J.; Gao, W. A Critical Review of Extracellular Polymeric Substances (EPSs) in Membrane Bioreactors: Characteristics, Roles in Membrane Fouling and Control Strategies. J. Membr. Sci. 2014, 460, 110–125. [Google Scholar] [CrossRef]
- Shi, Y.; Huang, J.; Zeng, G.; Gu, Y.; Hu, Y.; Tang, B.; Zhou, J.; Yang, Y.; Shi, L. Evaluation of Soluble Microbial Products (SMP) on Membrane Fouling in Membrane Bioreactors (MBRs) at the Fractional and Overall Level: A Review. Rev. Environ. Sci. Biotechnol. 2018, 17, 71–85. [Google Scholar] [CrossRef]
- Bhattacharyya, A.; Liu, L.; Lee, K.; Miao, J. Review of Biological Processes in a Membrane Bioreactor (MBR): Effects of Wastewater Characteristics and Operational Parameters on Biodegradation Efficiency When Treating Industrial Oily Wastewater. J. Mar. Sci. Eng. 2022, 10, 1229. [Google Scholar] [CrossRef]
- Iorhemen, O.T.; Hamza, R.A.; Tay, J.H. Membrane Bioreactor (MBR) Technology for Wastewater Treatment and Reclamation: Membrane Fouling. Membranes 2016, 6, 33. [Google Scholar] [CrossRef]
- Trussell, R.S.; Merlo, R.P.; Hermanowicz, S.W.; Jenkins, D. The Effect of Organic Loading on Process Performance and Membrane Fouling in a Submerged Membrane Bioreactor Treating Municipal Wastewater. Water Res. 2006, 40, 2675–2683. [Google Scholar] [CrossRef]
- Meng, F.; Yang, F. Fouling Mechanisms of Deflocculated Sludge, Normal Sludge, and Bulking Sludge in Membrane Bioreactor. J. Membr. Sci. 2007, 305, 48–56. [Google Scholar] [CrossRef]
- Dvořák, L.; Gómez, M.; Dvořáková, M.; Růžičková, I.; Wanner, J. The Impact of Different Operating Conditions on Membrane Fouling and EPS Production. Bioresour. Technol. 2011, 102, 6870–6875. [Google Scholar] [CrossRef]
- Lobos, J.; Wisniewski, C.; Heran, M.; Grasmick, A. Effects of Starvation Conditions on Biomass Behaviour for Minimization of Sludge Production in Membrane Bioreactors. Water Sci. Technol. 2005, 51, 35–44. [Google Scholar] [CrossRef]
- Robinson, T. Wastewater Treatment: Membrane Bioreactor Cleans up Distillery Wastewater. Filtr. Sep. 2009, 46, 40–41. [Google Scholar] [CrossRef]
- Luis, P. Fundamental Modeling of Membrane Systems: Membrane and Process Performance; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Deng, L.; Guo, W.; Ngo, H.H.; Zhang, J.; Liang, S.; Xia, S.; Zhang, Z.; Li, J. A Comparison Study on Membrane Fouling in a Sponge-Submerged Membrane Bioreactor and a Conventional Membrane Bioreactor. Bioresour. Technol. 2014, 165, 69–74. [Google Scholar] [CrossRef] [PubMed]
- QianHong, S.; LiNa, C.; WeiLi, Z.; ZhenJia, Z. Overview of forward osmosis membrane separation technology: Research and its application to water treatment. Environ. Sci. Technol. China 2010, 33, 117–122. [Google Scholar]
- Meng, F.; Yang, F.; Shi, B.; Zhang, H. A Comprehensive Study on Membrane Fouling in Submerged Membrane Bioreactors Operated under Different Aeration Intensities. Sep. Purif. Technol. 2008, 59, 91–100. [Google Scholar] [CrossRef]
- Park, S.; Yeon, K.-M.; Moon, S.; Kim, J.-O. Enhancement of Operating Flux in a Membrane Bio-Reactor Coupled with a Mechanical Sieve Unit. Chemosphere 2018, 191, 573–579. [Google Scholar] [CrossRef]
- Luo, L.; Han, G.; Chung, T.-S.; Weber, M.; Staudt, C.; Maletzko, C. Oil/Water Separation via Ultrafiltration by Novel Triangle-Shape Tri-Bore Hollow Fiber Membranes from Sulfonated Polyphenylenesulfone. J. Membr. Sci. 2015, 476, 162–170. [Google Scholar] [CrossRef]
- Otitoju, T.A.; Ahmad, A.L.; Ooi, B.S. Polyethersulfone Composite Hollow-Fiber Membrane Prepared by in-Situ Growth of Silica with Highly Improved Oily Wastewater Separation Performance. J. Polym. Res. 2017, 24, 123. [Google Scholar] [CrossRef]
- Shen, C.; Zhang, Q.; Meng, Q. PSU-g-SBMA Hollow Fiber Membrane for Treatment of Oily Wastewater. Water Sci. Technol. 2021, 84, 3576–3585. [Google Scholar] [CrossRef]
- El-badawy, T.; Othman, M.H.D.; Adam, M.R.; Kamaludin, R.; Ismail, A.F.; Rahman, M.A.; Jaafar, J.; Rajabzadeh, S.; Matsuyama, H.; Usman, J.; et al. Braid-Reinforced PVDF Hollow Fiber Membranes for High-Efficiency Separation of Oily Wastewater. J. Environ. Chem. Eng. 2022, 10, 107258. [Google Scholar] [CrossRef]
- Baggio, A.; Doan, H.N.; Vo, P.P.; Kinashi, K.; Sakai, W.; Tsutsumi, N.; Fuse, Y.; Sangermano, M. Chitosan-Functionalized Recycled Polyethylene Terephthalate Nanofibrous Membrane for Sustainable On-Demand Oil-Water Separation. Glob. Chall. 2021, 5, 2000107. [Google Scholar] [CrossRef] [PubMed]
- Doan, H.N.; Phong Vo, P.; Hayashi, K.; Kinashi, K.; Sakai, W.; Tsutsumi, N. Recycled PET as a PDMS-Functionalized Electrospun Fibrous Membrane for Oil-Water Separation. J. Environ. Chem. Eng. 2020, 8, 103921. [Google Scholar] [CrossRef]
- Capodici, M.; Cosenza, A.; Di Trapani, D.; Mannina, G.; Torregrossa, M.; Viviani, G. Treatment of Oily Wastewater with Membrane Bioreactor Systems. Water 2017, 9, 412. [Google Scholar] [CrossRef]
- Di Bella, G.; Di Prima, N.; Di Trapani, D.; Freni, G.; Giustra, M.G.; Torregrossa, M.; Viviani, G. Performance of Membrane Bioreactor (MBR) Systems for the Treatment of Shipboard Slops: Assessment of Hydrocarbon Biodegradation and Biomass Activity under Salinity Variation. J. Hazard. Mater. 2015, 300, 765–778. [Google Scholar] [CrossRef] [PubMed]
- Cosenza, A.; Di Trapani, D.; Mannina, G.; Nicosia, S.; Torregrossa, M.; Viviani, G. Comparison between Two MBR Pilot Plants Treating Synthetic Shipboard Slops: Effect of Salinity Increase on Biological Performance, Biomass Activity and Fouling Tendency. Desalination Water Treat. 2017, 61, 240–249. [Google Scholar] [CrossRef]
- Al-Malack, M.H.; Al-Nowaiser, W.K. Treatment of Synthetic Hypersaline Produced Water Employing Electrocoagulation-Membrane Bioreactor (EC-MBR) Process and Halophilic Bacteria. J. Environ. Chem. Eng. 2018, 6, 2442–2453. [Google Scholar] [CrossRef]
- Alsalhy, Q.F.; Almukhtar, R.S.; Alani, H.A. Oil Refinery Wastewater Treatment by Using Membrane Bioreactor (MBR). Arab. J. Sci. Eng. 2016, 41, 2439–2452. [Google Scholar] [CrossRef]
- Motta, A.; Borges, C.; Esquerre, K.; Kiperstok, A. Oil Produced Water Treatment for Oil Removal by an Integration of Coalescer Bed and Microfiltration Membrane Processes. J. Membr. Sci. 2014, 469, 371–378. [Google Scholar] [CrossRef]
- Veronese, C.G.; Beal, L.L.; Santiago, V.M.J.; Torres, A.P.; Cerqueira, A.C. Ultrafiltration Hollow Fiber Membrane Bioreactor (Mbr) Treating Oil Refinery Wastewater. Procedia Eng. 2012, 44, 704–706. [Google Scholar] [CrossRef][Green Version]
- Yuliwati, E.; Ismail, A.F.; Lau, W.J.; Ng, B.C.; Mataram, A.; Kassim, M.A. Effects of Process Conditions in Submerged Ultrafiltration for Refinery Wastewater Treatment: Optimization of Operating Process by Response Surface Methodology. Desalination 2012, 287, 350–361. [Google Scholar] [CrossRef]
- Lesage, N.; Sperandio, M.; Cabassud, C. Study of a Hybrid Process: Adsorption on Activated Carbon/Membrane Bioreactor for the Treatment of an Industrial Wastewater. Chem. Eng. Process. Process Intensif. 2008, 47, 303–307. [Google Scholar] [CrossRef]
- Viero, A.; Demelo, T.; Torres, A.; Ferreira, N.; Santannajr, G.; Borges, C.; Santiago, V. The Effects of Long-Term Feeding of High Organic Loading in a Submerged Membrane Bioreactor Treating Oil Refinery Wastewater. J. Membr. Sci. 2008, 319, 223–230. [Google Scholar] [CrossRef]
- Bienati, B.; Bottino, A.; Capannelli, G.; Comite, A. Characterization and Performance of Different Types of Hollow Fibre Membranes in a Laboratory-Scale MBR for the Treatment of Industrial Wastewater. Desalination 2008, 231, 133–140. [Google Scholar] [CrossRef]
- Torres, A.P.R.; Santiago, V.M.J.; Borges, C.P. Performance Evaluation of Submerged Membrane Bioreactor Pilot Units for Refinery Wastewater Treatment. Environ. Prog. 2008, 27, 189–194. [Google Scholar] [CrossRef]
- Qiao, X.; Zhang, Z.; Yu, J.; Ye, X. Performance Characteristics of a Hybrid Membrane Pilot-Scale Plant for Oilfield-Produced Wastewater. Desalination 2008, 225, 113–122. [Google Scholar] [CrossRef]
- Alberti, F.; Bienati, B.; Bottino, A.; Capannelli, G.; Comite, A.; Ferrari, F.; Firpo, R. Hydrocarbon Removal from Industrial Wastewater by Hollow-Fibre Membrane Bioreactors. Desalination 2007, 204, 24–32. [Google Scholar] [CrossRef]
- Galil, N.I.; Levinsky, Y. Sustainable Reclamation and Reuse of Industrial Wastewater Including Membrane Bioreactor Technologies: Case Studies. Desalination 2007, 202, 411–417. [Google Scholar] [CrossRef]
- Tri, P.T.; Visvanathan, C.; Jegatheesan, V. Biological Treatment of Oily Wastewater from Gas Stations by Membrane Bioreactor. J. Environ. Eng. Sci. 2006, 5, 309–316. [Google Scholar] [CrossRef]
- Naim, R.; Pei Sean, G.; Nasir, Z.; Mokhtar, N.M.; Safiah Muhammad, N.A. Recent Progress and Challenges in Hollow Fiber Membranes for Wastewater Treatment and Resource Recovery. Membranes 2021, 11, 839. [Google Scholar] [CrossRef]
- Lau, H.S.; Lau, S.K.; Soh, L.S.; Hong, S.U.; Gok, X.Y.; Yi, S.; Yong, W.F. State-of-the-Art Organic- and Inorganic-Based Hollow Fiber Membranes in Liquid and Gas Applications: Looking Back and Beyond. Membranes 2022, 12, 539. [Google Scholar] [CrossRef]
- Jepsen, K.; Bram, M.; Pedersen, S.; Yang, Z. Membrane Fouling for Produced Water Treatment: A Review Study From a Process Control Perspective. Water 2018, 10, 847. [Google Scholar] [CrossRef]
- Du, X.; Shi, Y.; Jegatheesan, V.; Haq, I.U. A Review on the Mechanism, Impacts and Control Methods of Membrane Fouling in MBR System. Membranes 2020, 10, 24. [Google Scholar] [CrossRef] [PubMed]
- Reid, E.; Liu, X.; Judd, S.J. Effect of High Salinity on Activated Sludge Characteristics and Membrane Permeability in an Immersed Membrane Bioreactor. J. Membr. Sci. 2006, 283, 164–171. [Google Scholar] [CrossRef]
- Capodici, M.; Cosenza, A.; Di Bella, G.; Di Trapani, D.; Viviani, G.; Mannina, G. High Salinity Wastewater Treatment by Membrane Bioreactors. In Current Developments in Biotechnology and Bioengineering; Elsevier: Amsterdam, The Netherlands, 2020; pp. 177–204. ISBN 978-0-12-819854-4. [Google Scholar]
- Luo, W.; Hai, F.I.; Kang, J.; Price, W.E.; Guo, W.; Ngo, H.H.; Yamamoto, K.; Nghiem, L.D. Effects of Salinity Build-up on Biomass Characteristics and Trace Organic Chemical Removal: Implications on the Development of High Retention Membrane Bioreactors. Bioresour. Technol. 2015, 177, 274–281. [Google Scholar] [CrossRef]

| Method | Pros | Cons | Types of Removed Oil | Reference |
|---|---|---|---|---|
| Gravity Separation | Low cost, simple device | Large footprint, limited separation capacity and poor treatment effect on emulsified oil | Free oil | [11] |
| Dissolved Air Flotation (DAF) | High-quality effluent, improved surface loading | High operating cost, large footprint | Dispersed oil, emulsified oil | [73,74] |
| Coagulation | Low cost, small equipment, easy to operate, well-established and practical | Poor treatment effect with surfactant, complicated composition, a large amount of coagulant, generation of sludge | Dispersed oil, emulsified oil | [11,75] |
| Membrane Separation | High-quality permeate, small footprint, low energy input, low generation of waste | Membrane fouling requires cleaning and backwashing, and incurred cost | Dispersed oil, emulsified oil | [8,11,76] |
| Method | Pros | Cons | Types of Removed Oil | Reference |
|---|---|---|---|---|
| Adsorption | Depending on the type of adsorbents it has high selectivity, high adsorption capacity, high reuse rate | Material preparation is time-consuming and complex, adsorbing water by organic adsorbents as much as oil adsorption | Emulsified oil | [11] |
| Electrochemical Oxidation | Low space requirements, efficient treatment in a short time, effective removal of oil and grease | High cost, high power consumption, complex device | Emulsified oil, hazardous metal ions | [11] |
| Photocatalytic Process | Able to oxidize persistent combinations which are not oxidized during biological treatment | High energy consumption, low efficiency | Emulsified oil | [59,81] |
| Fenton Process | Effective in removing toxic wastewater, short reaction time, using easy-to-handle reagents | High cost of consuming reagents, harsh acidic atmosphere, high generation of ferric sludge | Emulsified oil | [106,107] |
| Demulsification | Effective in accelerating the separation of oil and water process, easily used with reasonable cost, minimizing the amount of heat and settling time required | Expensive, toxic, high consumption | Emulsified oil | [108] |
| Method | Pros | Cons | Types of Removed Oil | Reference |
|---|---|---|---|---|
| Microbial Metabolism | Low cost, no additional chemical operation, high removal of BOD and SS | Time-consuming, low efficiency, difficult to handle on a large scale, microbial mechanism complexity | Emulsified oil | [11,76] |
| Biofilm | Low cost, simple operation, high separation efficiency | Formation of diffusion resistance to the substrate and nutrient as a result of increasing cell layer, immobilization process takes several times at the beginning of the experiment, limited operation time | Emulsified oil | [11,76] |
| Configuration | Applications | Advantages | Disadvantages | Oil Removal Efficiency (%) | Reference |
|---|---|---|---|---|---|
| Plate and Frame Membrane Module | UF and RO, MBR, Food and beverage, Oily Wastewater | Easily removing solids from water, easy to clean, moderate potential for fouling | Low packing, high cost, not back flushable, the lowest membrane area per unit volume, low efficiency compared to other configurations, high-pressure drop | Hybrid MF/UF: 99.9% UF: >95% | [138,140,142,147,153,154] |
| Tubular Membrane Module | MF/UF, wastewater with high dissolved and suspended solids, oil, and grease | Less fouling compared to plate and frame, handling the highest solids load, easy to clean | Low packing density, not back flushable, very high cost, very large footprint | UF: 99% UF: 98.04% | [142,147,153,155,156] |
| Spiral-Wound Membrane Module | RO/NF/MF UF, whey protein concentration, lactose concentration, cathodic/anodic paint recovery, dye desalting, sulfate removal, oil separation | Easy cleaning through cleaning in place, small footprint, robust design, low capital and operating cost | Lower packing density than HF, high potential for fouling, not back flushable | UF: 90.1% UF: 99.7% | [35,142,153,157,158,159] |
| HF Membrane Module | MF/UF and RO, MBR, industrial wastewater, oily wastewater juice processing, biotech applications | Moderate capital cost, very high packing density, back flushable, capable to generate movement by mechanisms such as bubbling, higher membrane area per unit volume compared to flat-sheet membranes | Fiber breakage, high operating cost, high potential of fouling | UF: 99% UF: 98.5% | [142,147,153,158,160,161] |
| Membrane Material | Additive Polymer | Membrane Pore Size (µm) | Membrane Surface Area (m2) | Flux (L/m2ˑh) | Removal Efficiency (%) | Wastewater Type | Reference |
|---|---|---|---|---|---|---|---|
| PVDF | PET | 0.075–0.401 | - | 620 | above 99.5%. | Crude Oil | [204] |
| PET | Chitosan | - | - | 512–991 | >95 | Kerosene, hexane, carbon tetrachloride (CTC), and tetrachlo roethylene (TCE) | [205] |
| Polysulfone (PSU) | Sulfobetaine methacrylate (SBMA) | - | - | 267 | >98.5 | Soybean oil, olive oil, lard oil, gasoline, diesel oil, and crude oil | [203] |
| Polyethylene terephthalate (rPET) | Polydimethylsiloxane (PDMS) | - | - | 20,000 | >98% | Oil | [206] |
| Polyamide imide (PAI) | Sulfonated poly (ether ether keton) (SPEEK) | 0.012, 0.03, 0.081 | - | 32 | >95 | Petroleum Refinery | [164] |
| PES | Tetraethyloxysilane (TEOS), polyethylene glycol, silicon sol, and 1-methyl-2-pyrrolidone (NMP) | 0.102 | 0.008 | 90.937 | 99.98 | Crude Oil | [202] |
| Polyphenylenesulfone | Sulfonated polyphenylenesulfone (SPPSU) | 0.0109–0.0186 | - | - | TOC: > 95.4 | Oil-in-water Emulsion | [201] |
| PVDF | P(VDF-co-CTFE)-g-PMAA-g-fPEG | 0.097–0.141 | 0.0085 | 10–72 | 98, 99, 70 | Hexadecane, Crude Oil, Palm Oil | [163] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Keyvan Hosseini, M.; Liu, L.; Keyvan Hosseini, P.; Bhattacharyya, A.; Lee, K.; Miao, J.; Chen, B. Review of Hollow Fiber (HF) Membrane Filtration Technology for the Treatment of Oily Wastewater: Applications and Challenges. J. Mar. Sci. Eng. 2022, 10, 1313. https://doi.org/10.3390/jmse10091313
Keyvan Hosseini M, Liu L, Keyvan Hosseini P, Bhattacharyya A, Lee K, Miao J, Chen B. Review of Hollow Fiber (HF) Membrane Filtration Technology for the Treatment of Oily Wastewater: Applications and Challenges. Journal of Marine Science and Engineering. 2022; 10(9):1313. https://doi.org/10.3390/jmse10091313
Chicago/Turabian StyleKeyvan Hosseini, Mahsa, Lei Liu, Parisa Keyvan Hosseini, Anisha Bhattacharyya, Kenneth Lee, Jiahe Miao, and Bing Chen. 2022. "Review of Hollow Fiber (HF) Membrane Filtration Technology for the Treatment of Oily Wastewater: Applications and Challenges" Journal of Marine Science and Engineering 10, no. 9: 1313. https://doi.org/10.3390/jmse10091313
APA StyleKeyvan Hosseini, M., Liu, L., Keyvan Hosseini, P., Bhattacharyya, A., Lee, K., Miao, J., & Chen, B. (2022). Review of Hollow Fiber (HF) Membrane Filtration Technology for the Treatment of Oily Wastewater: Applications and Challenges. Journal of Marine Science and Engineering, 10(9), 1313. https://doi.org/10.3390/jmse10091313