
Design and Experiment of a Laser Scoring Device for Camellia oleifera Fruits

Abstract
1. Introduction
2. Materials and Methods
2.1. General Structure and Operating Principle
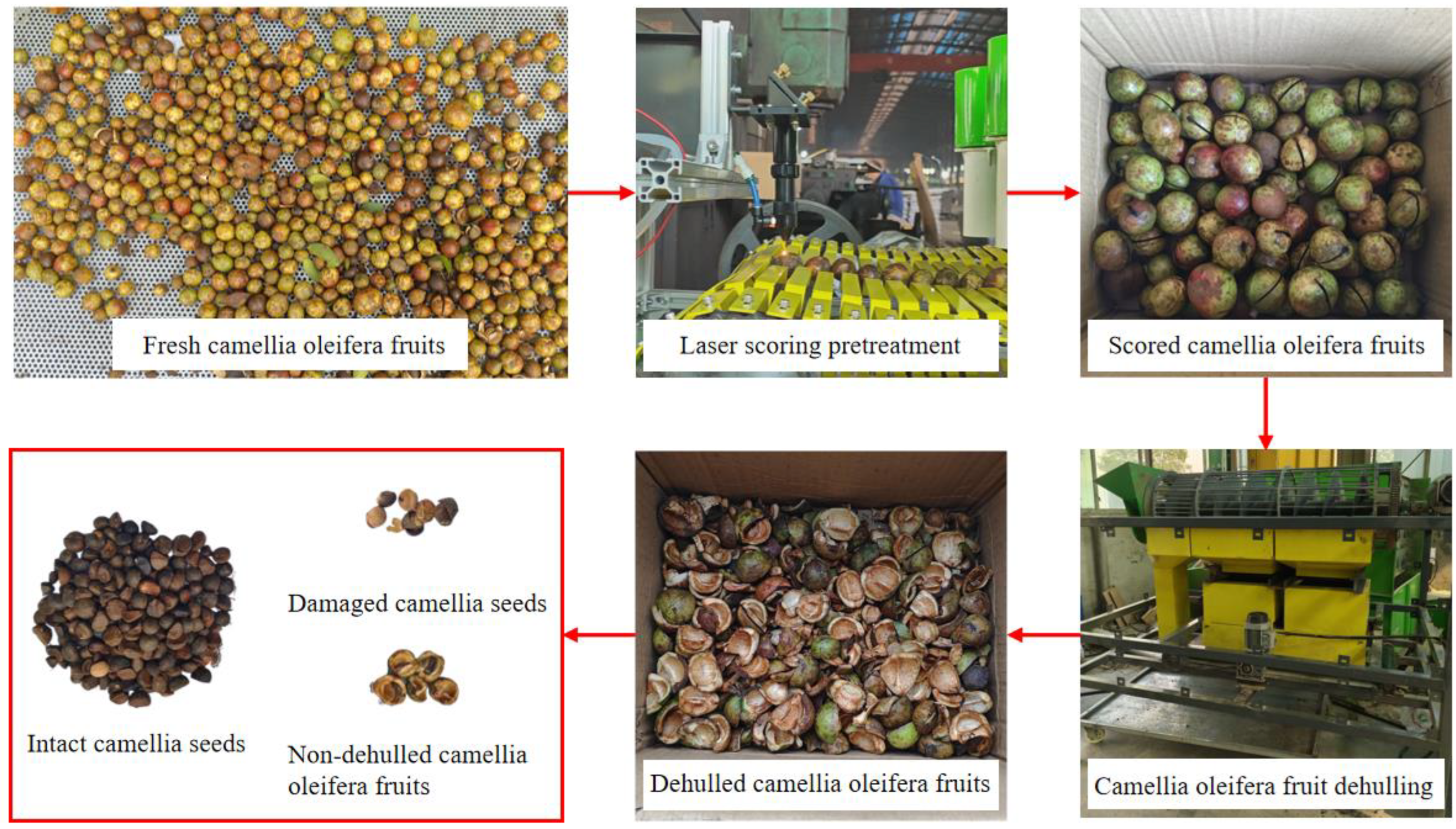
2.1.1. Working Principle
2.1.2. General Structure
2.2. Key Component Design
2.2.1. Laser Generator
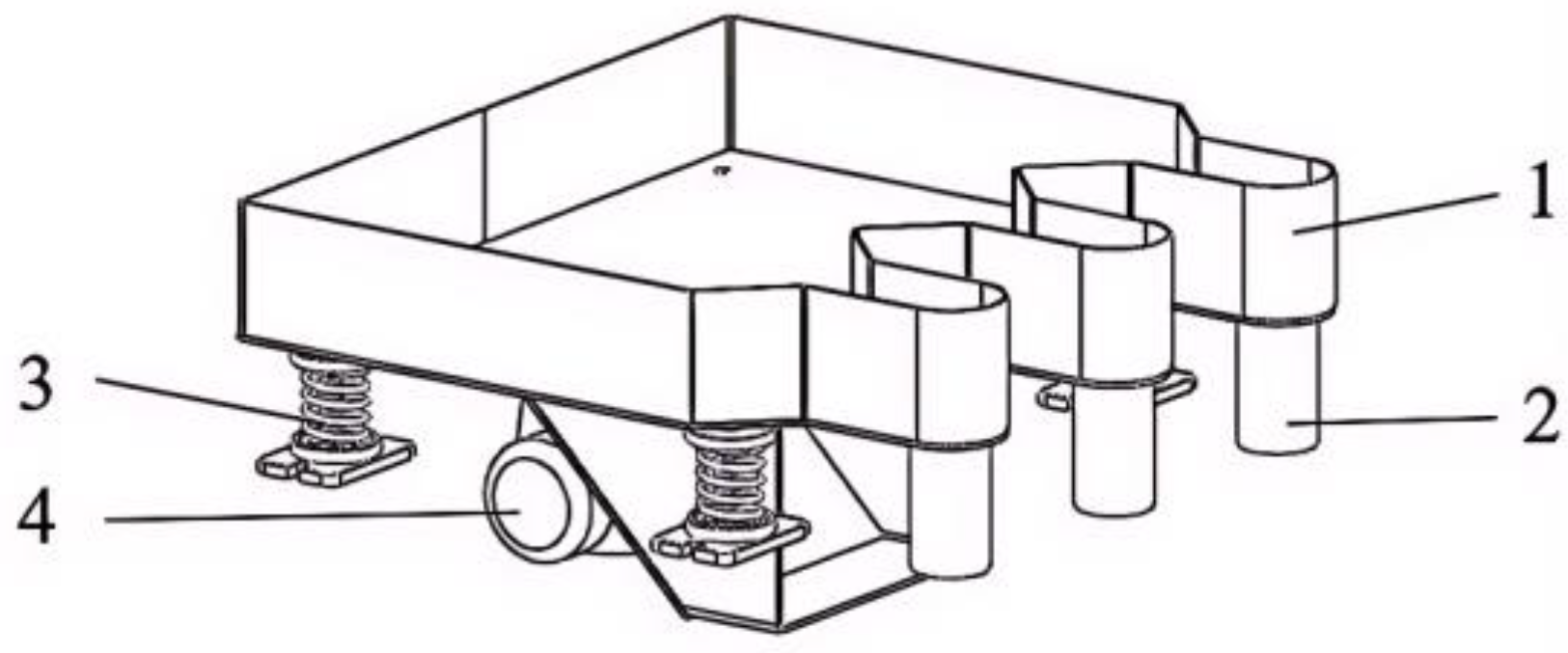
2.2.2. Vibratory Feeders
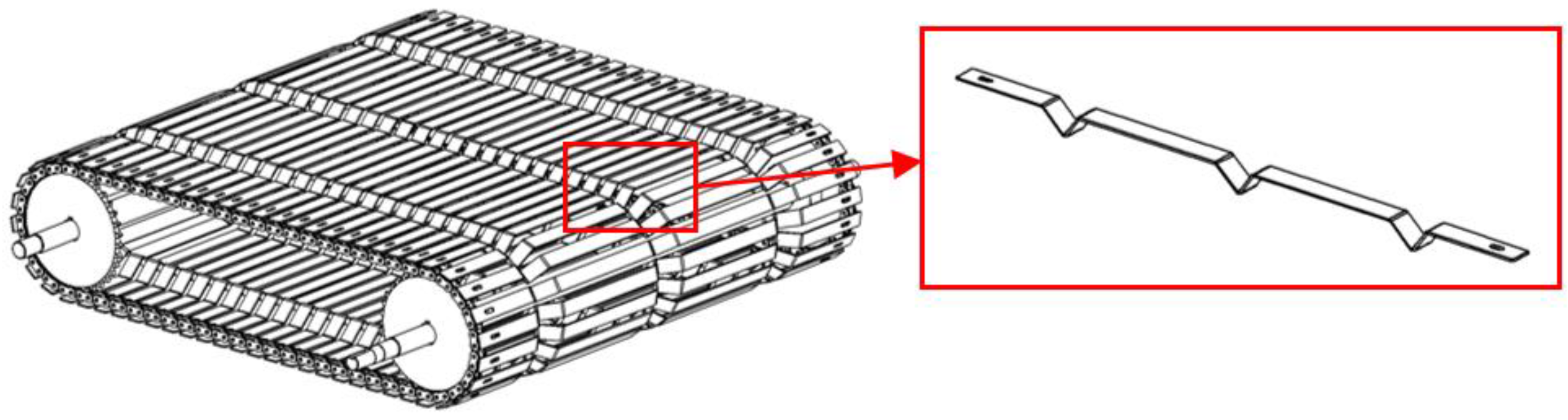
2.2.3. V-Shaped Conveyor Belt
2.3. Experimental Conditions and Equipment
2.3.1. Single-Factor Test Method
2.3.2. Multi-Factor Test Method
2.3.3. Experimental Indicator
3. Results
3.1. Analysis of Single-Factor Test Result
3.2. Analysis of Multi-Factor Test Results
3.2.1. Multi-Factor Test Results
3.2.2. Establishment and Significance Testing of the Regression Model
3.2.3. Analysis of the Effect of Interaction Factors on the Performance of Laser Scoring Devices
3.3. Optimization of Working Parameters
3.4. Field Experiment Validation
4. Discussion
5. Conclusions
- (1)
- A laser scoring device for pre-processing Camellia oleifera fruits was developed. Theoretical analysis and structural design were performed on key components, including the vibratory conveying device and the laser scoring system. Through single-factor experiments, the influence trends of conveyor speed, laser output power, and defocusing distance on the qualification rate of scoring were preliminarily explored, and reasonable parameter ranges for each factor were determined.
- (2)
- To achieve the highest qualification rate of scoring, a mathematical model describing the relationship between each factor and the qualification rate was established using the response surface methodology. The model’s lack-of-fit and F-value were analyzed to validate its accuracy. The degree of influence of each factor on the qualification rate was ranked as follows: A (conveyor speed) = C (defocusing distance) > B (laser power). Both conveyor speed and defocusing distance had significant effects on the qualification rate, and a significant interaction was observed between the conveyor speed (A) and laser power (B).
- (3)
- Using Design-Expert 13 software, the experimental results were optimized and validated. The optimal operating parameters for the laser scoring device were determined as follows: a conveyor speed of 12 mm/s, laser power of 97 W, and defocusing distance of 10 mm. Under these conditions, the qualification rate of scoring reached 85.6%.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Jiang, X.; Zhao, J.P.; Liu, P.; Wang, K.; Xu, J.M.; Jiang, J. Research Progress on Fatty Acid Composition, Purification, and Applications of Woody Oils. Biomass Chem. Eng. 2022, 56, 60–68. [Google Scholar]
- Chen, Y.Z.; Deng, S.H.; Chen, L.S.; Ma, L.; He, H.; Wang, X.; Peng, S.; Liu, C.; Wang, R.; Xu, Y.; et al. New Perspectives on the Development of the Camellia oleifera Industry. J. Nanjing For. Univ. 2020, 44, 1–10. [Google Scholar]
- Luan, F.; Zeng, J.; Yang, Y.; He, X.; Wang, B.; Gao, Y.; Zeng, N. Recent advances in Camellia oleifera Abel: A review of nutritional constituents, biofunctional properties, and potential industrial applications. J. Funct. Foods 2020, 75, 104242. [Google Scholar] [CrossRef]
- Wang, J.P.; He, M.; Zhen, Q.G.; Hu, H.; Yuan, F.; Chen, S.; Fang, C. Vibration Picking Point Localization Method for Camellia oleifera Fruits Based on Improved UNet Model. Trans. Chin. Soc. Agric. Eng. 2024, 40, 171–178. [Google Scholar]
- Peng, Y.X.; Liao, K.; Xu, S.Y.; Chen, F.; Li, L.; Tang, G.; Luo, H. Development of a Wheel-Integrated Camellia oleifera Fruit Harvester for Hilly and Mountainous Areas. Trans. Chin. Soc. Agric. Eng. 2024, 40, 31–38. [Google Scholar]
- Tong, W.; Liao, K.; Li, L.; Gao, Z.; Chen, F.; Luo, H. Optimization of the Camellia oleifera Fruit Harvester Engine Compartment Heat Dissipation Based on Temperature Experiments and Airflow Field Simulation. Agriculture 2024, 14, 1640. [Google Scholar] [CrossRef]
- Gao, Q.; Han, J.; Zeng, S.; Wang, Y.; Wei, W.; Wang, D.; Ye, H.; Lu, J.; Zeng, H. Performance Analysis and Operation Parameter Optimization of Shaker-Type Harvesting for Camellia Fruits. Agriculture 2024, 14, 1989. [Google Scholar] [CrossRef]
- Liang, W.J.; Xiao, P.; Cui, M.; Fu, Y.; Luo, L. Dynamics of Fruit and Seed Development in Camellia oleifera. J. Nanchang Univ. 2019, 43, 46–52. [Google Scholar] [CrossRef]
- Tian, X.X.; Fang, X.Z.; Liu, S.H.; Du, M. Effects of Shelling Treatment on Nutritional Quality and Antioxidant Capacity of Camellia oleifera Seed Oil. J. Chin. Cereals Oils Assoc. 2020, 35, 98–103. [Google Scholar]
- Shi, M.C.; Liu, M.Z.; Li, C.H.; Cao, C.; Li, X. Design and Experiment of a Cam-Rocker Bidirectional Extrusion Walnut Shelling Device. Trans. Chin. Soc. Agric. Mach. 2022, 53, 140–150. [Google Scholar]
- Zhu, G.F.; Ren, J.J.; Wang, Z.; Xiang, H.; Mu, R.; Li, S. Design and Parameter Optimization of a Camellia oleifera Fruit Shelling Machine. Trans. Chin. Soc. Agric. Eng. 2016, 32, 19–27. [Google Scholar]
- Tang, X.; Xie, F.P.; Li, X.; Liu, D.; Wang, X.; Mao, L. Design and Experiment of a Camellia oleifera Fruit Shelling Device. J. Hunan Agric. Univ. 2014, 40, 665–668. [Google Scholar] [CrossRef]
- Ding, R.; Cao, C.M.; Zhan, C.; Lou, S.; Sun, S. Design and Experiment of a Biomimetic Percussive Hickory Nut Shelling Machine. Trans. Chin. Soc. Agric. Eng. 2017, 33, 257–264. [Google Scholar]
- Liu, M.Z.; Li, C.H.; Zhang, Y.B.; Yang, M.; Hou, Y.; Gao, L. Mechanism Analysis and Performance Test of Flexible Belt Shearing-Extrusion Walnut Shelling. Trans. Chin. Soc. Agric. Mach. 2016, 47, 266–273. [Google Scholar]
- Xiao, Z.; Tang, X.; Ai, Z.; Liu, M.; Deng, G.; Xu, H.; Tong, J.; Li, T. Experimental Study on the Characteristics of Camellia oleifera Fruit Shell Explosion by Hot Air Drying. Agriculture 2024, 14, 1242. [Google Scholar] [CrossRef]
- Huang, J.J.; Guo, Z.Y.; Li, S.T.; Zhang, Y.; Li, C.; Li, T.; Li, C. Heat-Mass Transfer Characteristics and Drying Process Optimization of Camellia oleifera Seeds After Hot-Air Bursting. Trans. Chin. Soc. Agric. Eng. 2024, 40, 332–341. [Google Scholar]
- Xu, K.S.; Du, P.D.; Tang, J.Y.; Wang, D.; Wu, H.; Zhang, Y. Equipment and Development Trends for Camellia oleifera Fruit Preprocessing. For. Mach. Woodwork. Equip. 2021, 49, 8–14. [Google Scholar] [CrossRef]
- Wu, J.Y.; Wang, Y.; Xiong, P.Y.; Ruan, J.; Liao, Z. Research Status and Prospects of Mechanized Shelling Devices for Camellia oleifera Fruits. Food Mach. 2023, 39, 208–217. [Google Scholar] [CrossRef]
- Li, S.M. Design of a Green Camellia oleifera Fruit Peeling and Seed-Shell Separation Device. Master’s Thesis, Wuhan Polytechnic University, Wuhan, China, 2016. [Google Scholar]
- Xiao, B.G.; Hu, S.F.; Deng, Y.J.; Lai, Q.F.; Liu, B.; Zhang, L.; Cao, X.; Li, H.; Guo, Y.; Weng, X.; et al. Design of a Grooving-Shelling Device for Camellia oleifera Fruits. South. Agric. Mach. 2021, 52, 17–19. [Google Scholar]
- Xiao, H.W.; Lin, H.; Gao, Z.J.; Zhang, L.Q.; Pang, C.L.; Wang, H. Design of a Laser Grooving Machine for Chestnuts. Trans. Chin. Soc. Agric. Mach. 2010, 41, 138–141. [Google Scholar]
- Jin, T.T.; Liu, L.; Liu, D.Q.; Dong, T.; Wang, D.; Li, X. Experimental Study and Analysis on Compressive Fracture Mechanics of Laser-Cut Peanut Pods. J. Agric. Mech. Res. 2022, 44, 147–152. [Google Scholar] [CrossRef]
- Chou, W.X.; Zheng, X.; Ma, R.; Tian, X.; Cen, H.; Zhang, E. Design and Experiment of a Laser Grooving Device for Walnuts. J. Gansu Agric. Univ. 2019, 54, 198–203+210. [Google Scholar] [CrossRef]
- Zhang, R. Study on Walnut Crushing Method Based on Laser Grooving Pretreatment. Master’s Thesis, Tarim University, Alar, China, 2023. [Google Scholar] [CrossRef]
- Hamasaki, M. Practical Laser Processing; China Machine Press: Beijing, China, 1992. [Google Scholar]
- Liu, L.L. Design and Experiment of a Press-Peeling Type Camellia oleifera Fruit Shelling Machine. Master’s Thesis, Hubei University of Technology, Wuhan, China, 2017. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Parameters |
|---|---|
| Chiller | Cooling Capacity: 2.05 kW |
| Electric lifter | Stroke: 800 mm, Speed: 20 mm/s |
| Electromagnetic Air Pump | Power: 160 W, Air Discharge: 145 L/min |
| Blower | Power: 550 W, Air Flow: 870 m3/h |
| Drive Motor | Power: 0.75 kW, Rated Speed: 1400 r/min |
| Vibration Motor | Power: 120 W, Frequency: 3000 times/min |
| Gear Reducer | Reduction Ratio: 40, Torque: 205 N·m |
| Frequency Inverter | Power: 1.5 kW, Rated Voltage: 380 V |
| Conveyor Belt Sprocket | Number of Teeth: 35, Pitch Diameter: 142 mm, Tip Diameter: 146 mm, Root Diameter: 132 mm |
| Levels | Conveyor Speed A (mm/s) | Laser Power B (W) | Defocusing Distance C (mm) |
|---|---|---|---|
| 1 | 8 | 105 | 6 |
| 2 | 9 | ||
| 3 | 10 | ||
| 4 | 11 | ||
| 5 | 12 | ||
| 6 | 13 | ||
| 7 | 14 |
| Levels | Conveyor Speed A (mm/s) | Laser Power B (W) | Defocusing Distance C (mm) |
|---|---|---|---|
| 1 | 11 | 90 | 6 |
| 2 | 95 | ||
| 3 | 100 | ||
| 4 | 105 | ||
| 5 | 110 | ||
| 6 | 115 | ||
| 7 | 120 |
| Levels | Conveyor Speed A (mm/s) | Laser Power B (W) | Defocusing Distance C (mm) |
|---|---|---|---|
| 1 | 11 | 105 | −2 |
| 2 | 0 | ||
| 3 | 2 | ||
| 4 | 4 | ||
| 5 | 6 | ||
| 6 | 8 | ||
| 7 | 10 | ||
| 8 | 12 | ||
| 9 | 14 |
| Levels | Conveyor Speed A (mm/s) | Laser Power B (W) | Defocusing Distance C (mm) |
|---|---|---|---|
| −1 | 10 | 90 | 6 |
| 0 | 12 | 100 | 9 |
| 1 | 14 | 110 | 12 |
| No. | A (mm/s) | B (W) | C (mm) | η (%) |
|---|---|---|---|---|
| 1 | 14 | 100 | 6 | 70 |
| 2 | 12 | 100 | 9 | 84 |
| 3 | 12 | 100 | 9 | 80 |
| 4 | 12 | 110 | 6 | 60 |
| 5 | 12 | 100 | 9 | 84 |
| 6 | 10 | 110 | 9 | 62 |
| 7 | 12 | 90 | 6 | 74 |
| 8 | 10 | 90 | 9 | 74 |
| 9 | 10 | 100 | 6 | 62 |
| 10 | 12 | 100 | 9 | 86 |
| 11 | 10 | 100 | 12 | 80 |
| 12 | 12 | 110 | 12 | 70 |
| 13 | 12 | 100 | 9 | 82 |
| 14 | 14 | 100 | 12 | 66 |
| 15 | 14 | 90 | 9 | 68 |
| 16 | 12 | 90 | 12 | 78 |
| 17 | 14 | 110 | 9 | 66 |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F-Values | p-Values | Significance |
|---|---|---|---|---|---|---|
| Model | 1136.73 | 9 | 126.30 | 28.71 | 0.0001 | ** |
| A | 8.00 | 1 | 8.00 | 1.82 | 0.2195 | |
| B | 162.00 | 1 | 162.00 | 36.82 | 0.0005 | ** |
| C | 98.00 | 1 | 98.00 | 22.27 | 0.0022 | ** |
| AB | 25.00 | 1 | 25.00 | 5.68 | 0.0486 | * |
| AC | 121.00 | 1 | 121.00 | 27.50 | 0.0012 | ** |
| BC | 9.00 | 1 | 9.00 | 2.05 | 0.1957 | |
| A2 | 293.57 | 1 | 293.57 | 66.72 | <0.0001 | ** |
| B2 | 227.46 | 1 | 227.46 | 51.70 | 0.0002 | ** |
| C2 | 120.52 | 1 | 120.52 | 27.39 | 0.0012 | ** |
| Residual | 30.80 | 7 | 4.40 | |||
| Lack of fit | 10.00 | 3 | 3.33 | 0.6410 | 0.6276 | |
| Pure error | 20.80 | 4 | 5.20 | |||
| Total | 1167.53 | 16 |
| Items | Scoring Qualification Rate η (%) |
|---|---|
| Optimal value | 84.72 |
| Test average value | 85.6 |
| Relative error | 1.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, X.; Cui, Y.; Yang, X.; Hu, G.; Wu, Z. Design and Experiment of a Laser Scoring Device for Camellia oleifera Fruits. Agriculture 2025, 15, 987. https://doi.org/10.3390/agriculture15090987
Luo X, Cui Y, Yang X, Hu G, Wu Z. Design and Experiment of a Laser Scoring Device for Camellia oleifera Fruits. Agriculture. 2025; 15(9):987. https://doi.org/10.3390/agriculture15090987
Chicago/Turabian StyleLuo, Xinhan, Yujia Cui, Xiwen Yang, Guangfa Hu, and Zhili Wu. 2025. "Design and Experiment of a Laser Scoring Device for Camellia oleifera Fruits" Agriculture 15, no. 9: 987. https://doi.org/10.3390/agriculture15090987
APA StyleLuo, X., Cui, Y., Yang, X., Hu, G., & Wu, Z. (2025). Design and Experiment of a Laser Scoring Device for Camellia oleifera Fruits. Agriculture, 15(9), 987. https://doi.org/10.3390/agriculture15090987