
Design of a Conveyer Trough Bolt Signal Acquisition System and Bayesian Ensemble Identification Method for Working State


 and
and
Abstract
1. Introduction
2. Material and Methods
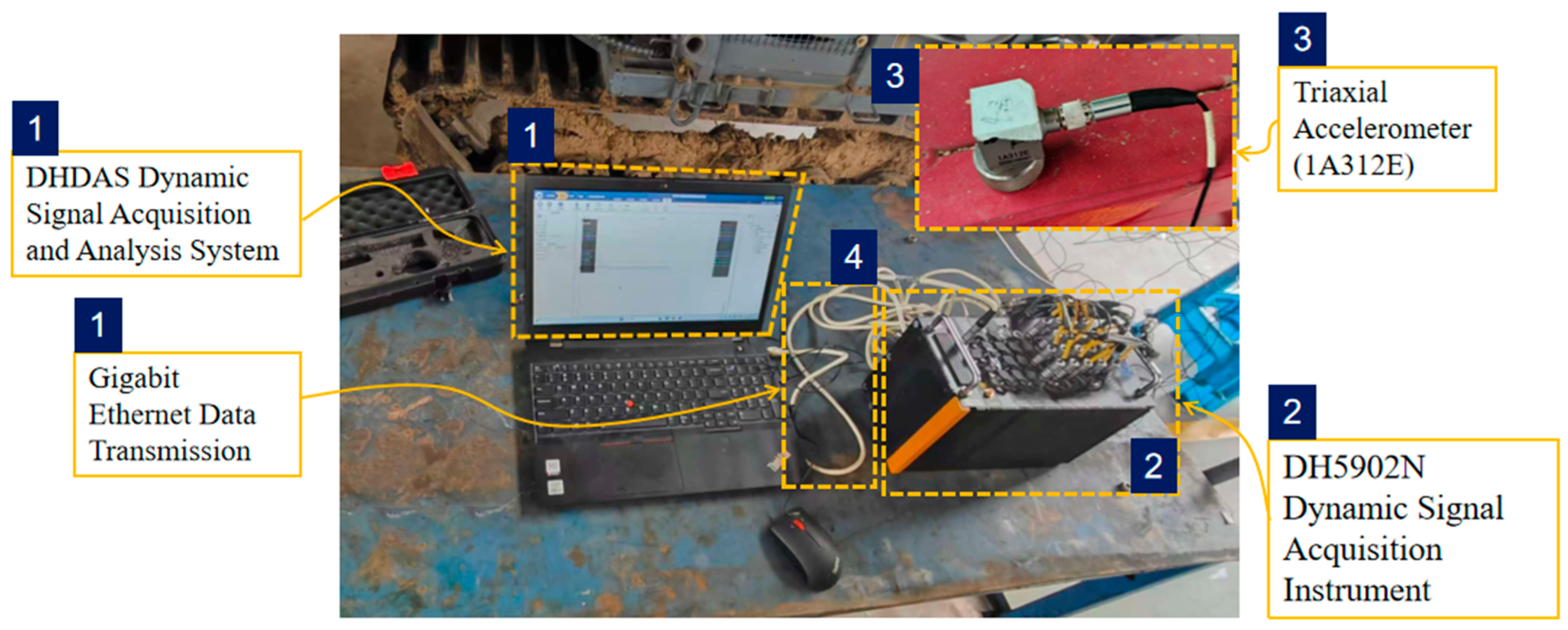
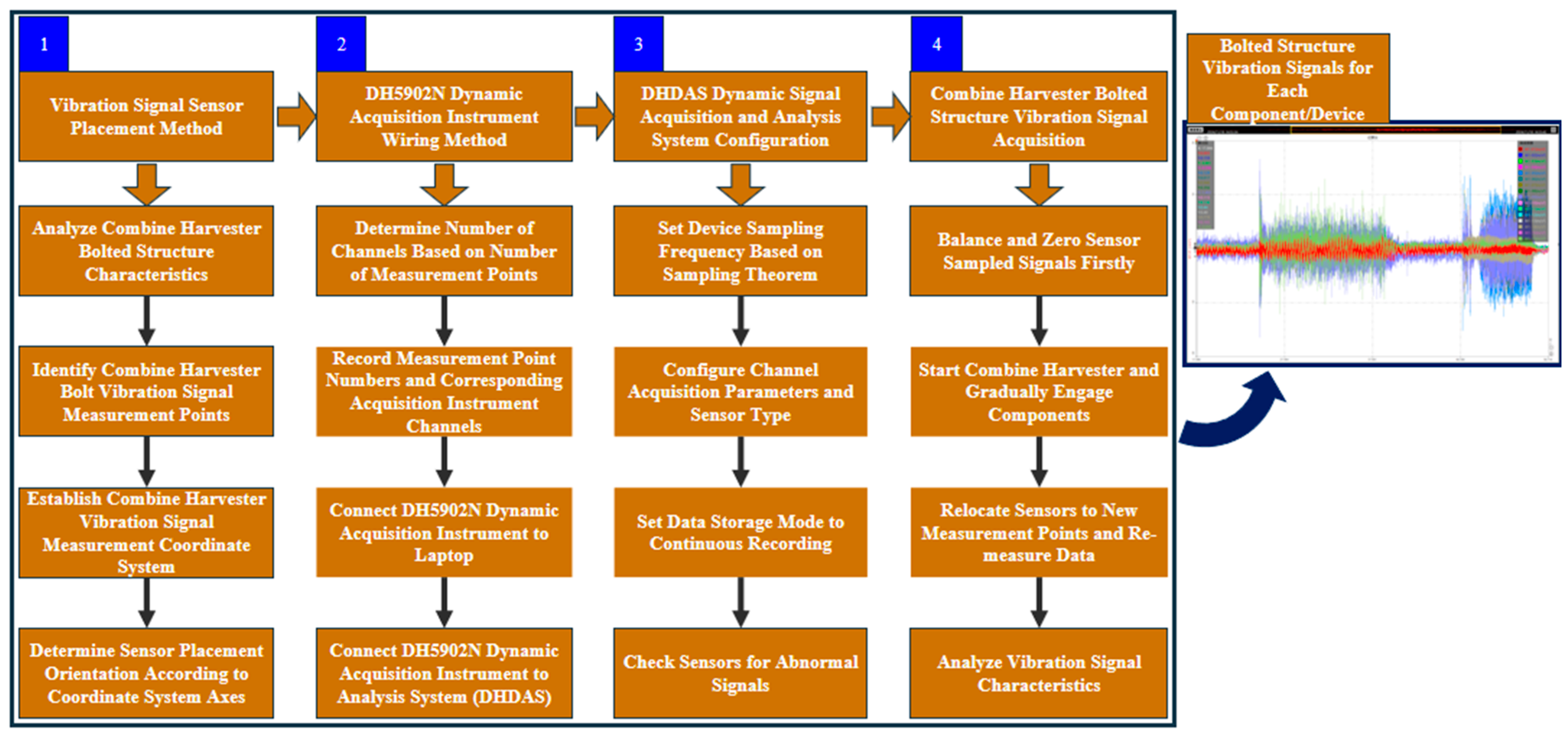
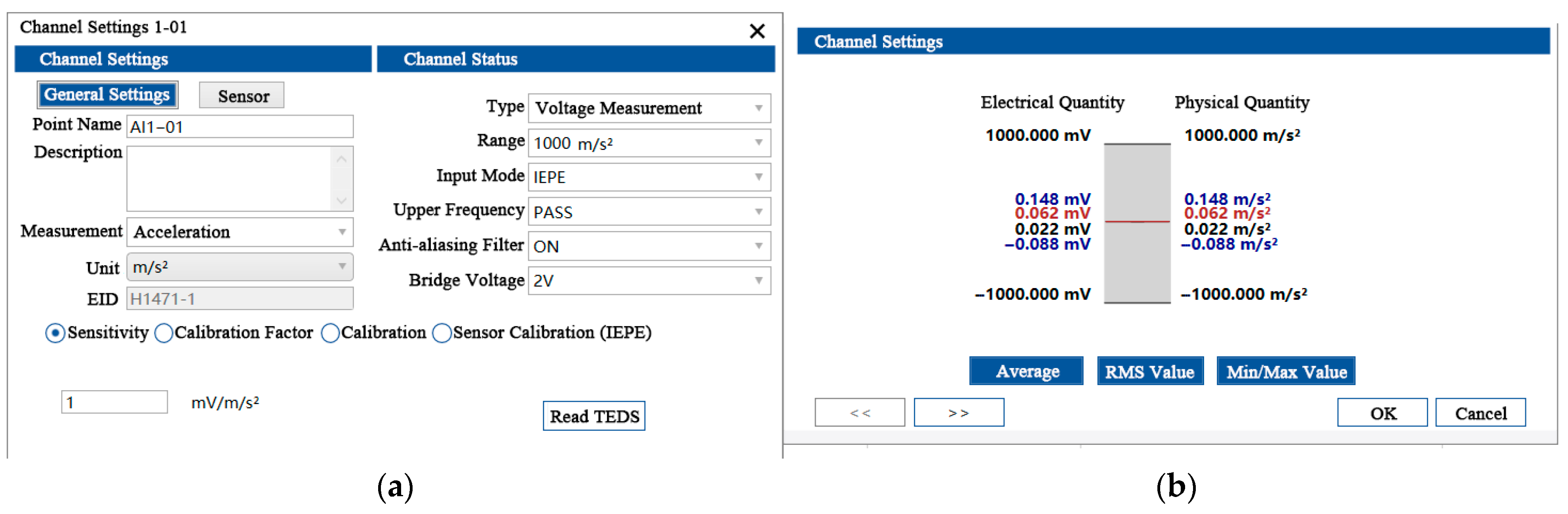
2.1. Signal Acquisition Experiment for the Conveyor Trough and Its Bolted Structure
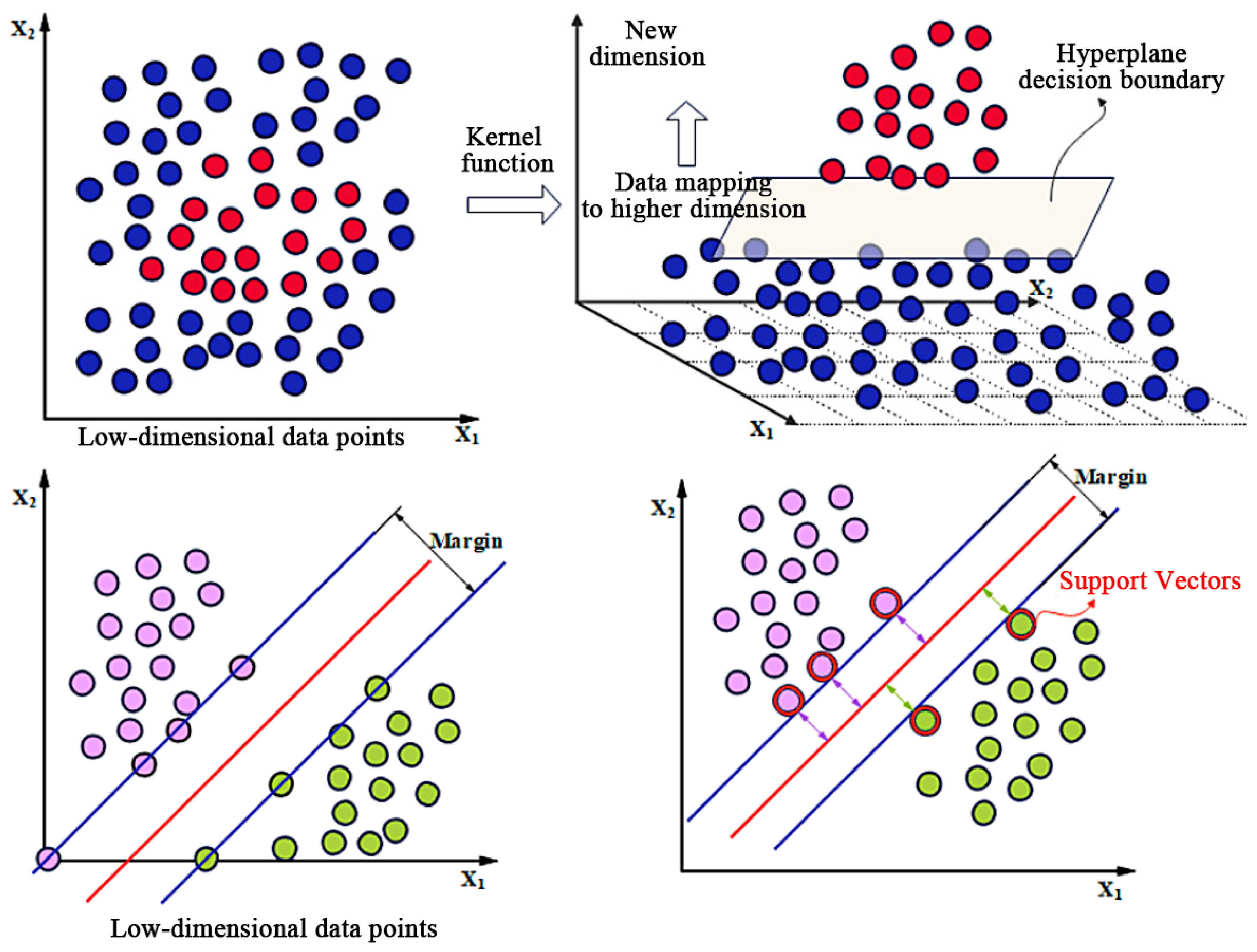
2.2. Support Vector Machine Based Classification and Identification Method
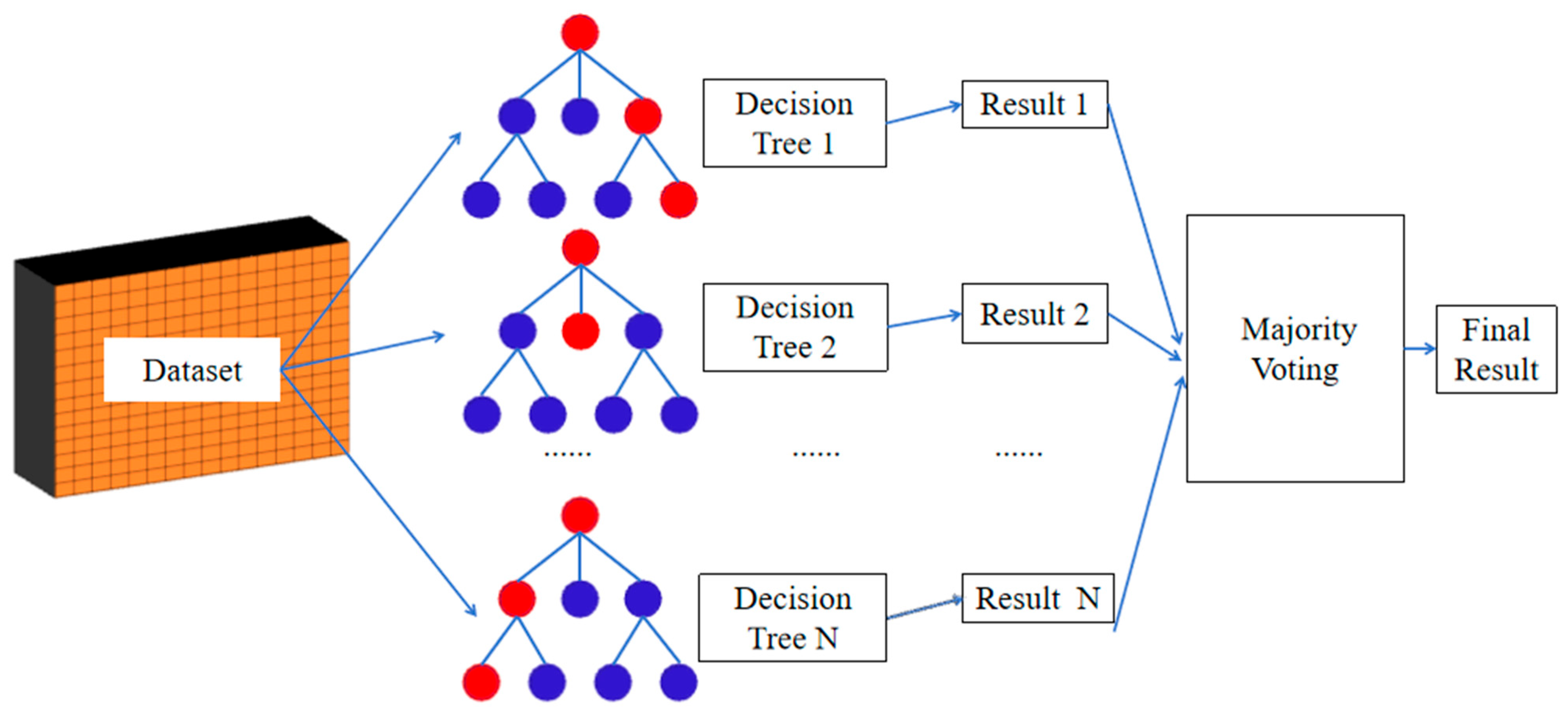
2.3. Random Forest Classification and Identification Method
2.4. Gradient Boosting Tree Classification Method
2.5. XGBoost, LightGBM, and CatBoost Classification Methods
2.6. Bayesian Hyperparameter Optimization Method
2.7. Design of the Conveyor Chute Vibration Signal Acquisition System
3. Results and Discussion
3.1. Feature Analysis of Vibration Signals in Conveyor Trough Bolt Structure
3.2. Recognition Result Analysis Under Bayesian Hyperparameter Optimization
3.3. Performance Testing of Signal Acquisition System
4. Conclusions
- (1)
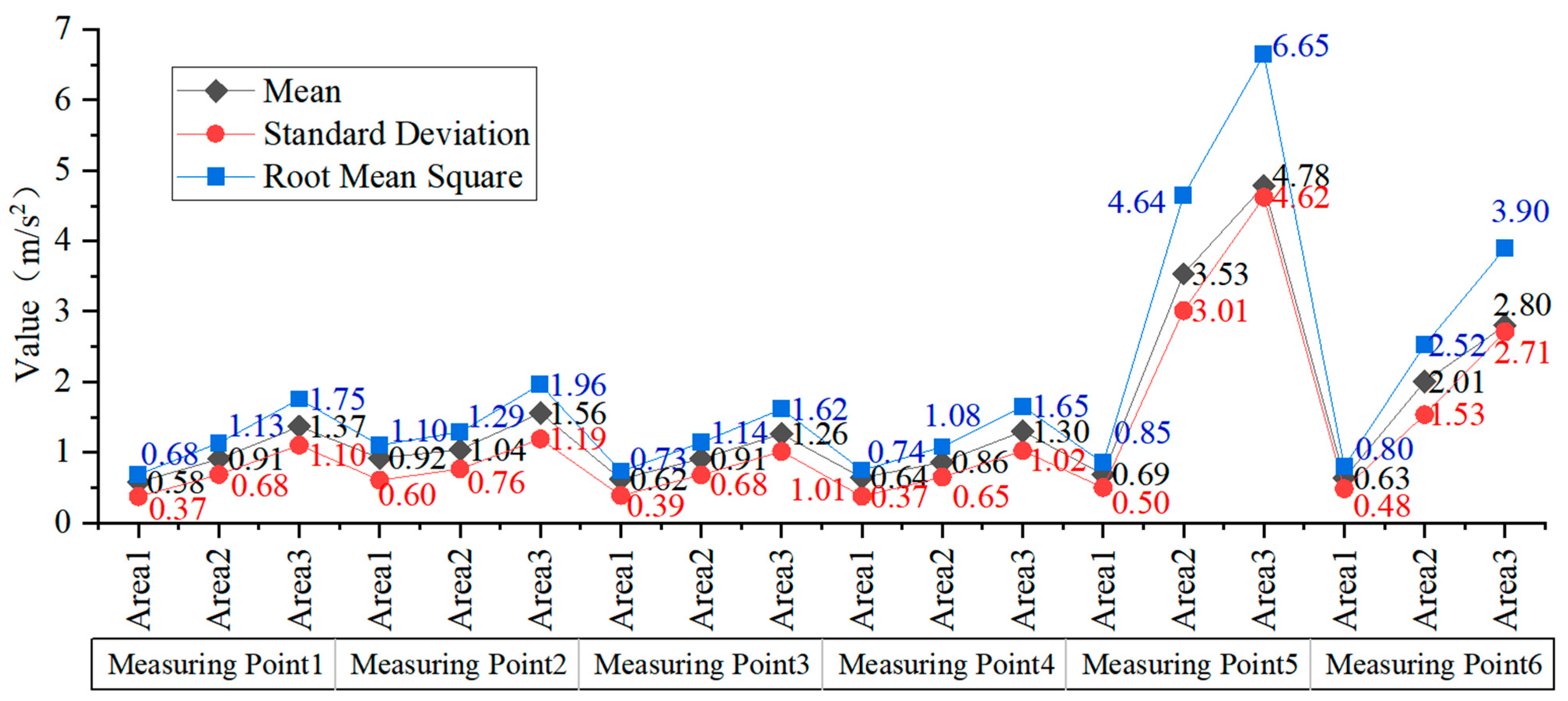
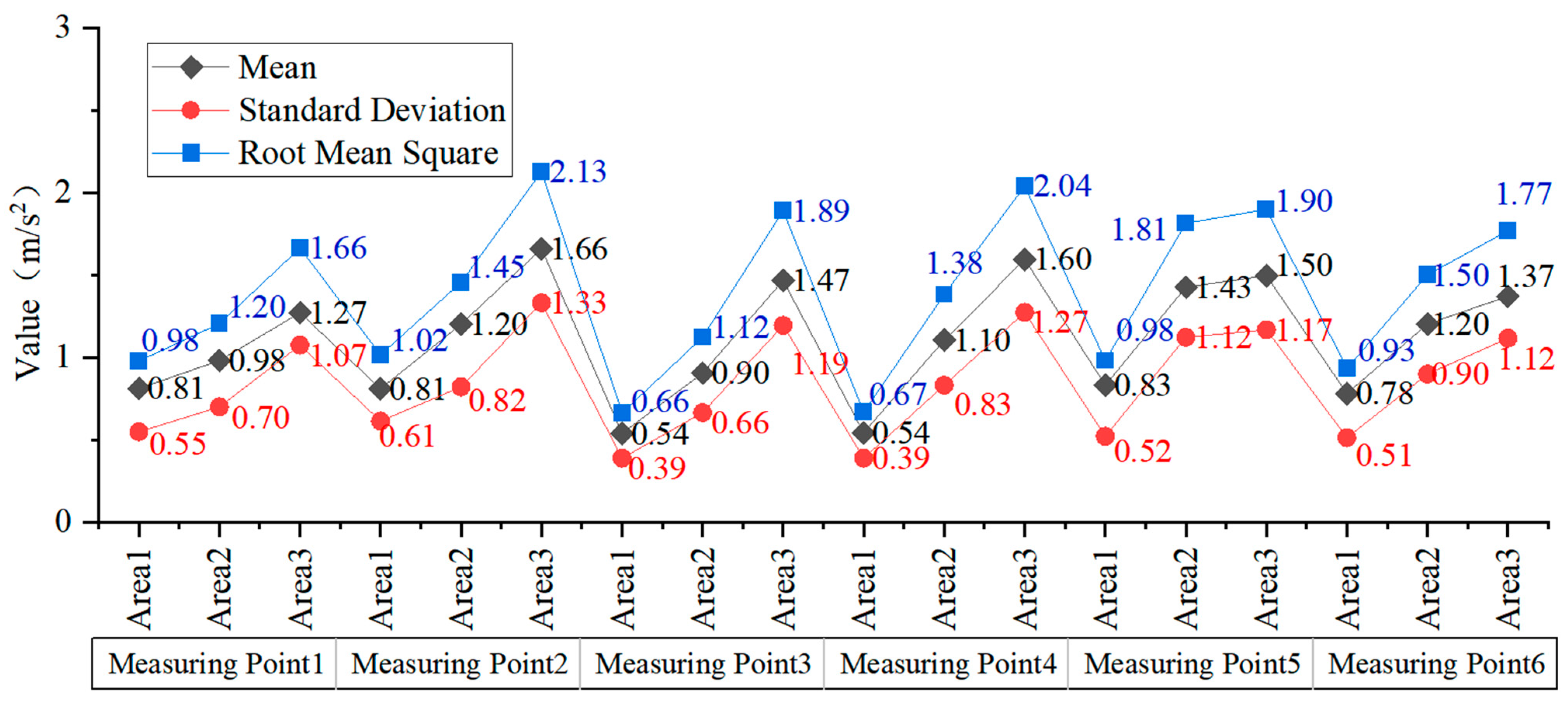
- Based on signal acquisition experiments conducted on the conveying trough structure, a time-domain and frequency-domain analysis was performed on the bolted structures of the conveying trough. By comparing the time-domain characteristics across various measurement points, the location exhibiting the most pronounced signal response in the conveying trough and at the bolted connections was identified. It was observed that the bolted connection between the conveying trough and the threshing unit frame (measurement point 5) demonstrated the most significant response. Specifically, the RMS value in the X-direction at measurement point 5 surged from 0.849 during idling to 4.642 in Interval 2 (device start-up), and further escalated to a peak value of 6.650 in Interval 3 (header start-up), indicating a high response and substantial dynamic strain at this location. Subsequently, the Y-direction at measurement point 3 also exhibited a considerable response during Interval 3 (header start-up), with an RMS value reaching 4.628. Concurrently, the RMS value in the X-direction at measurement point 6 also increased significantly to 3.896 in Interval 3, suggesting that the threshing unit actively bears a substantial vibration load. In contrast, the Z-direction response was generally moderate across all measurement points, with peak values only reaching approximately 2.1, thereby establishing a foundational understanding for subsequent state assessment.
- (2)
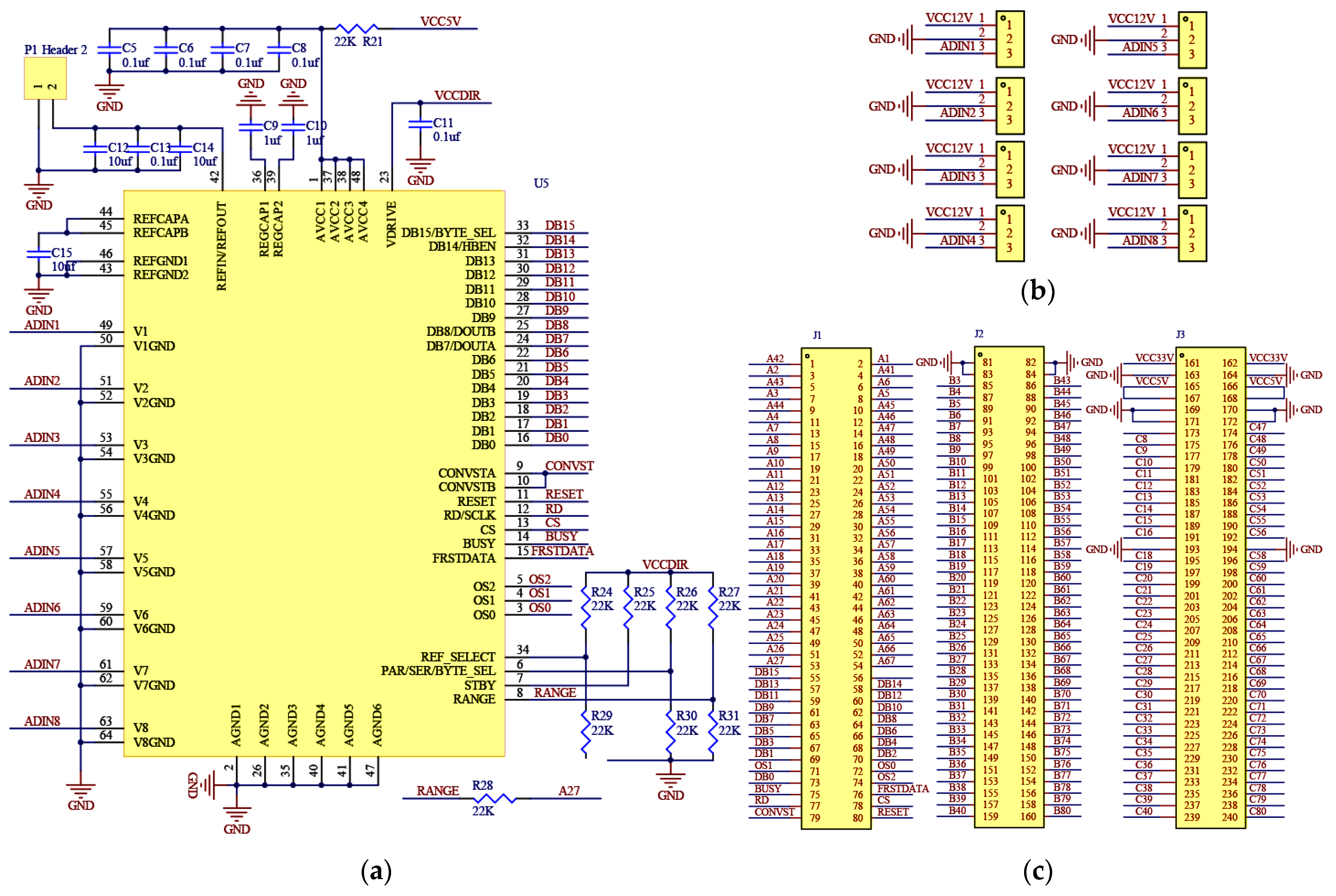
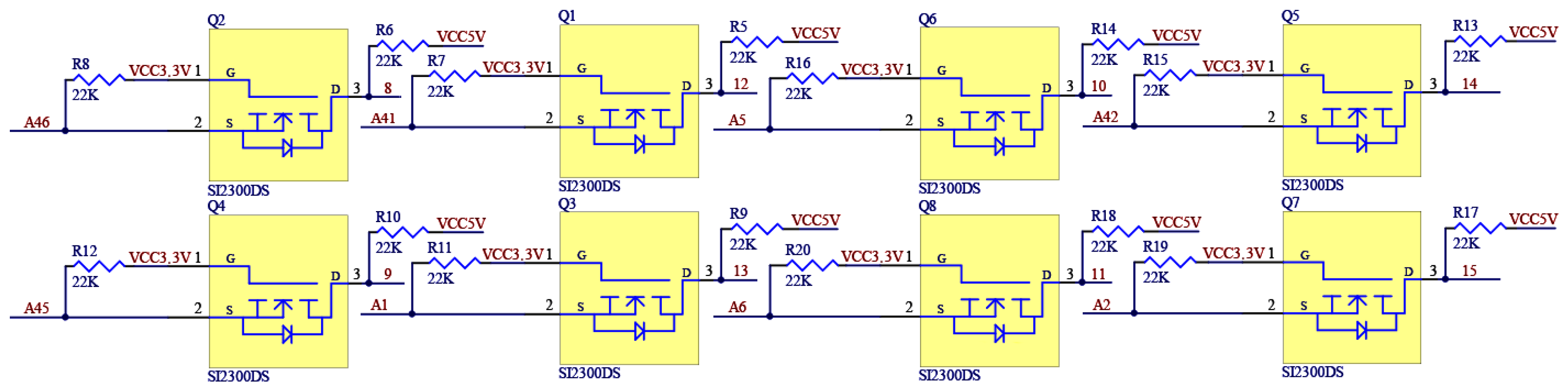
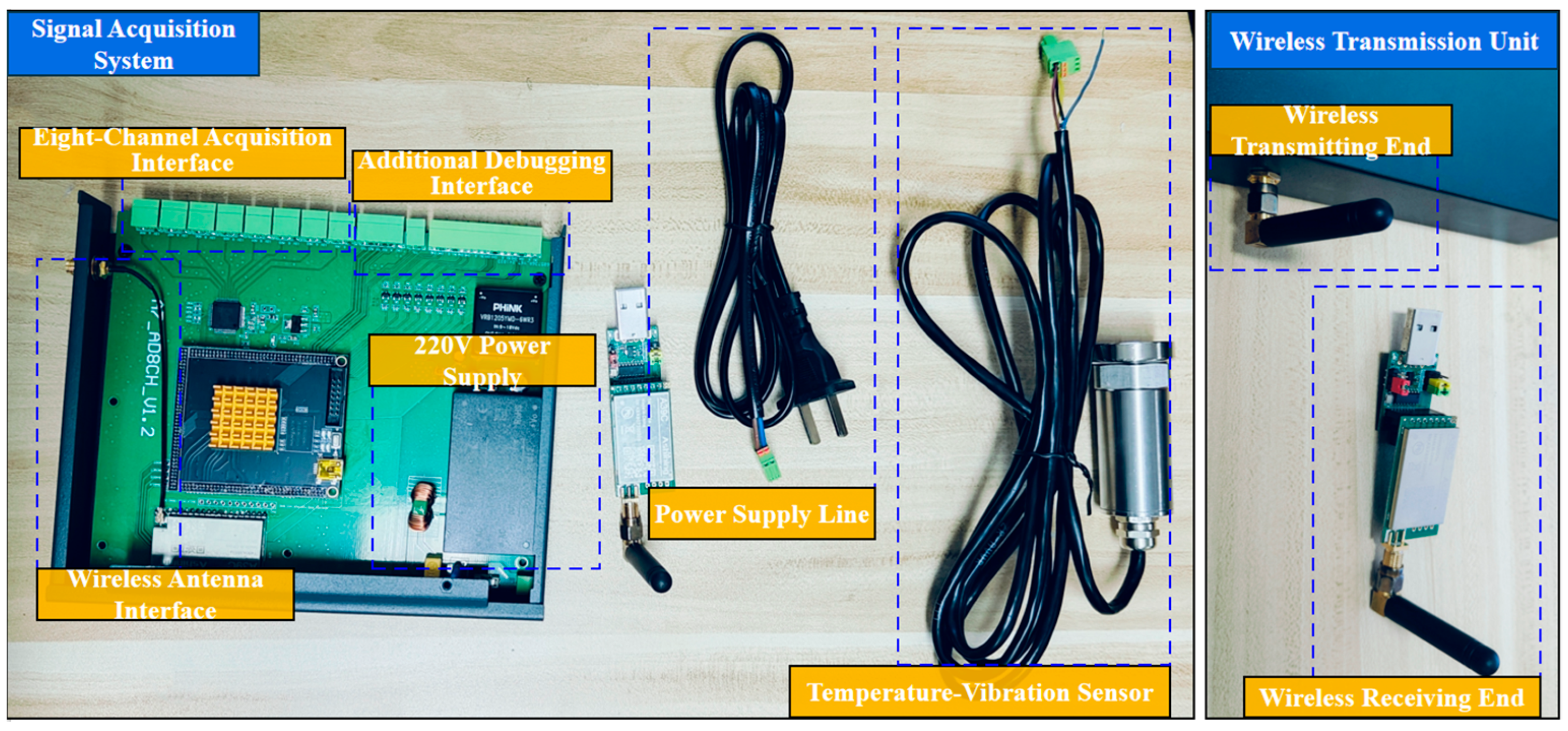
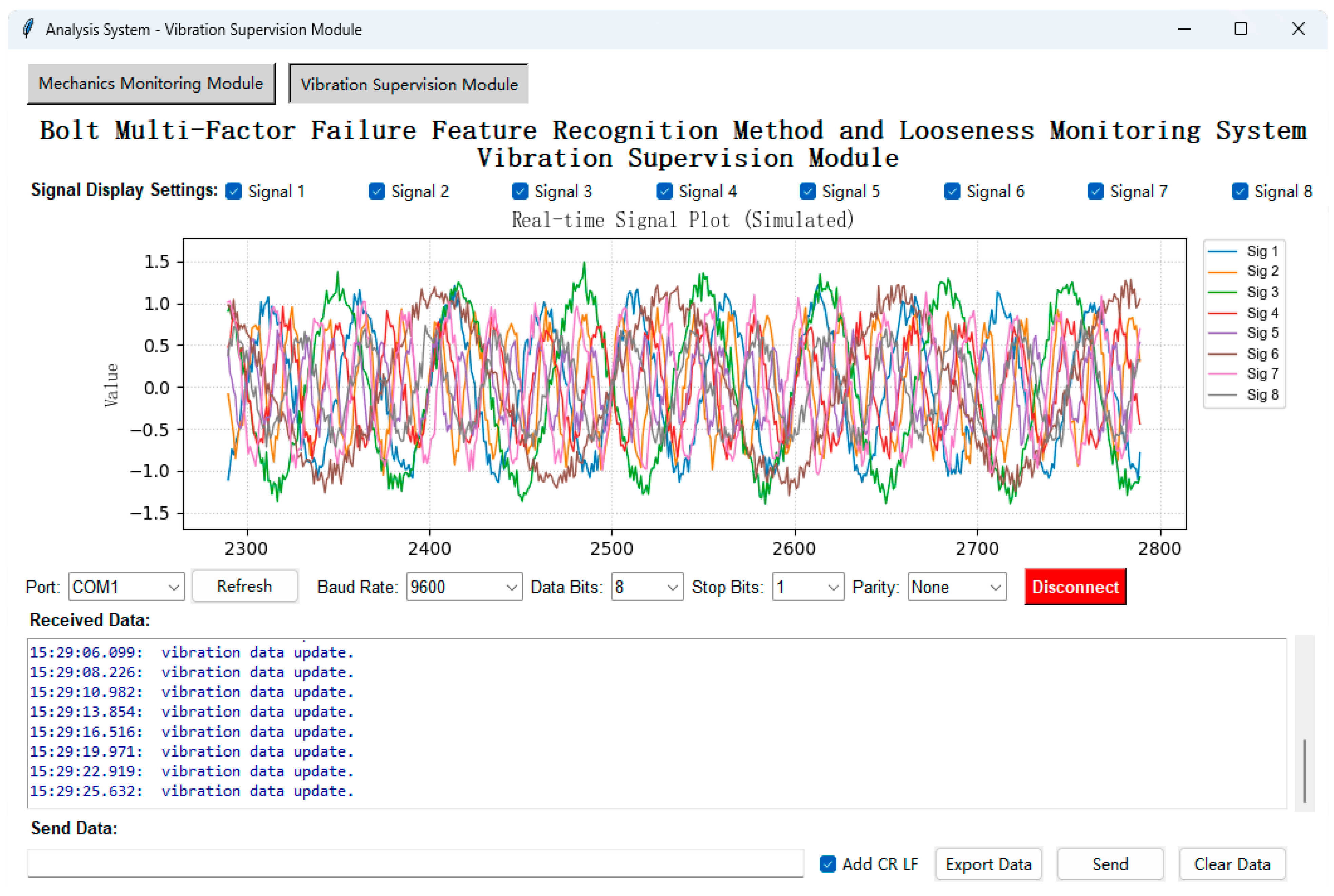
- By integrating the high-performance AD7606 analog-to-digital converter and A39C-T400A22D1a wireless transmission technology, a vibration signal acquisition system was designed, capable of achieving a 16-bit resolution, which facilitates the acquisition of 65,536 distinct digital levels. The system, with its full-scale range corresponding to 50 mm/s vibration signal acquisition, is theoretically capable of resolving minute vibration variations on the order of 0.00076 mm/s (calculated as 50 mm/s/65,536). Furthermore, the acquisition system supports 8-channel synchronous sampling, with each channel possessing a maximum sampling rate of 200 kSPS and acquiring 16-bit data. Utilizing the A39C-T400A22D1a wireless transmission chipset, data transmission can be completed in approximately 0.8 s. The system is, therefore, capable of meeting the real-time transmission demands of 8-channel high sampling rate vibration data. Concurrently, the system supports the acquisition of vibration signals with frequencies up to 100 kHz or even higher, ensuring that data loss due to transmission limitations is avoided. Consequently, the designed system is deemed suitable for acquiring information pertaining to the vibration state of the conveying trough bolted structure.
- (3)
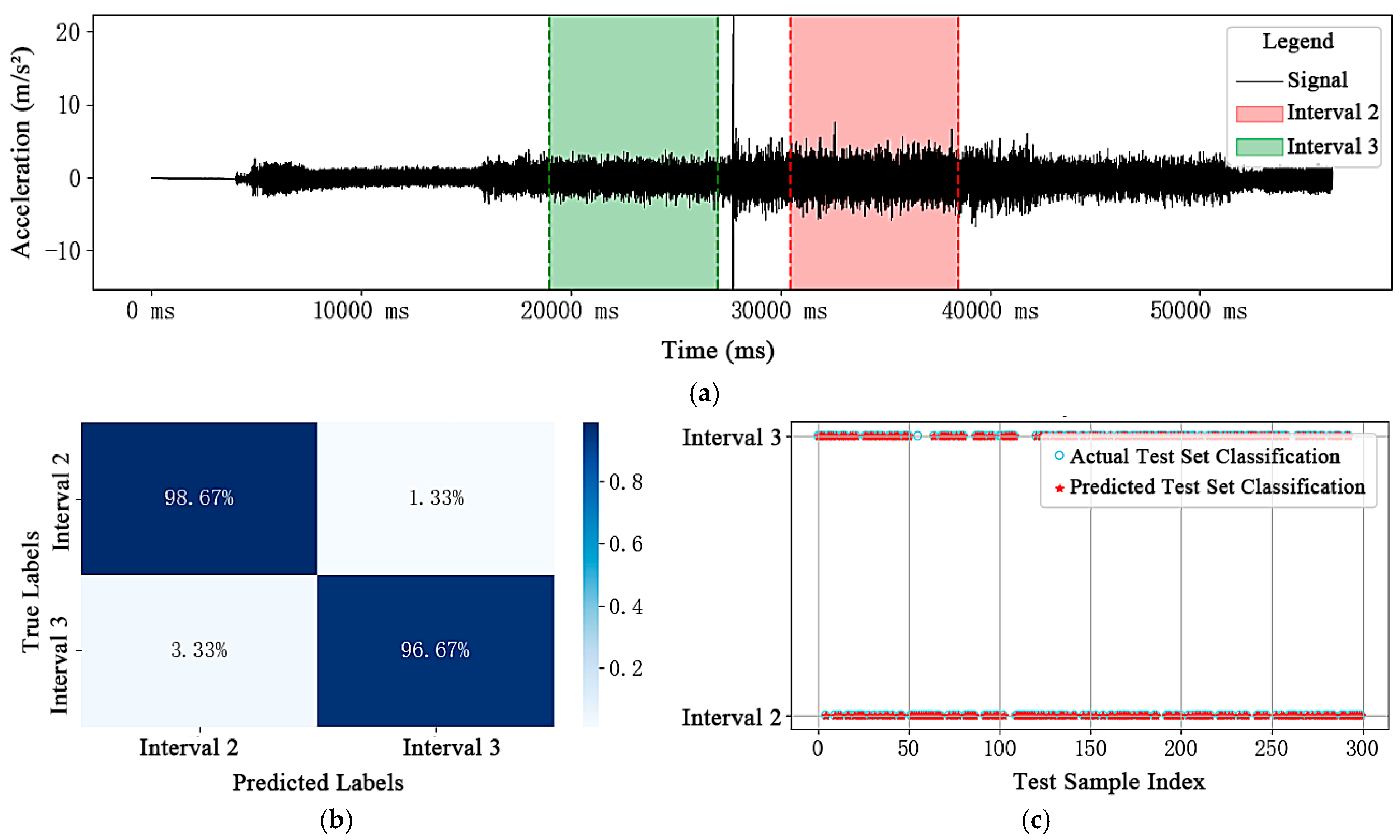
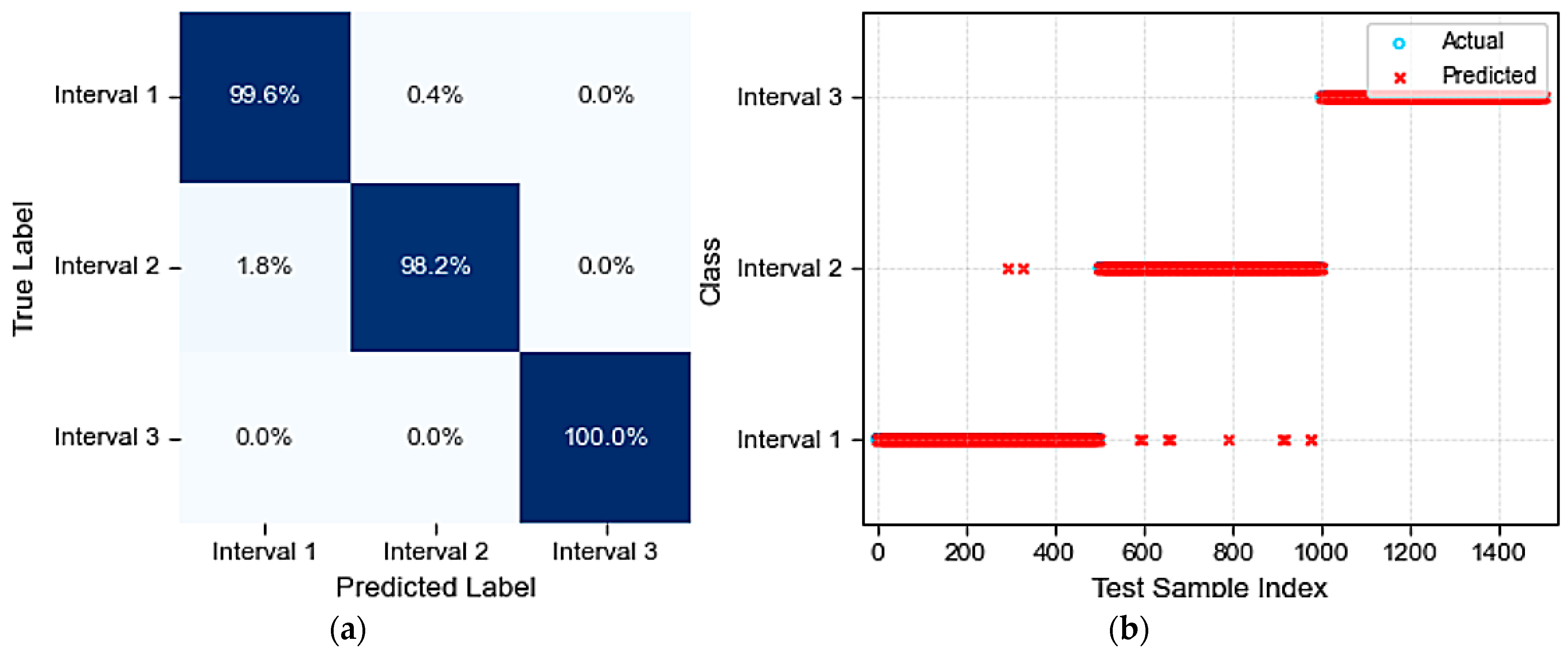
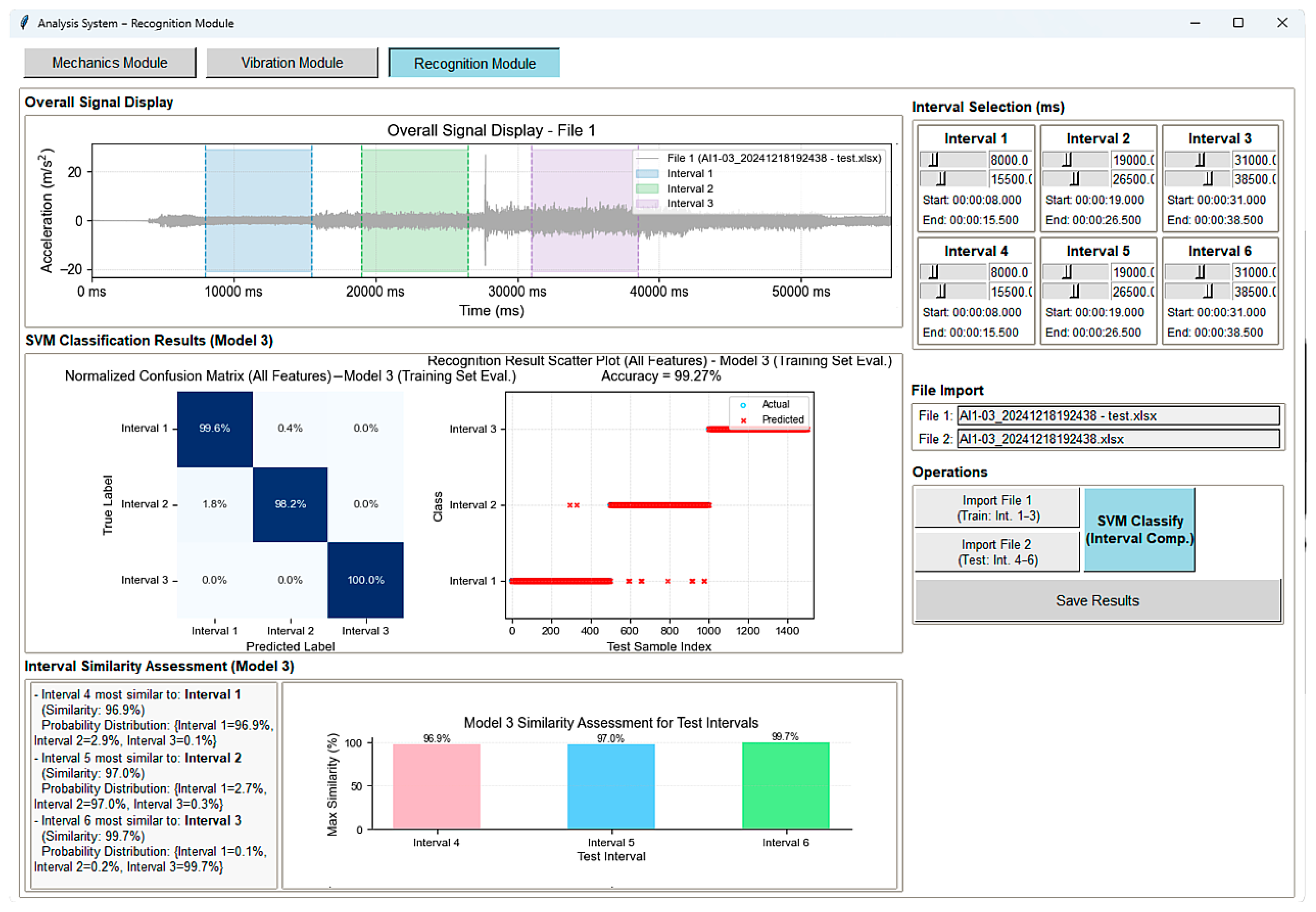
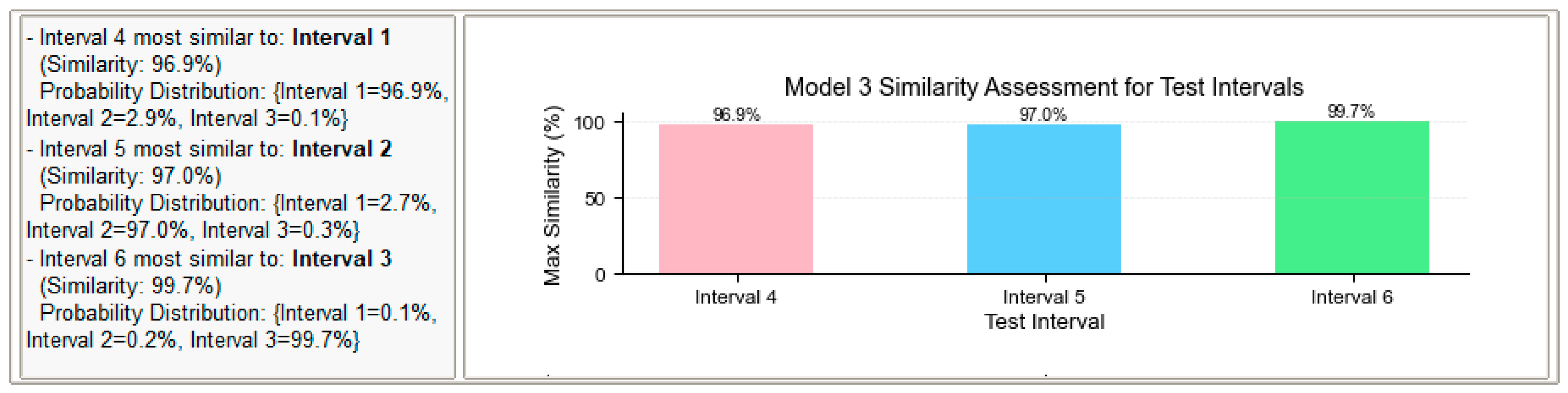
- Based on a comparative analysis of several methodologies, including Support Vector Machines, Random Forest, Gradient Boosting Tree, XGBoost, LightGBM, and CatBoost, applied to the vigorously responding points identified through time-domain analysis, Support Vector Machines were determined to be the optimal classification method. Subsequently, employing a “one-vs.-one” (OvO) strategy, a state recognition model was established. The vibration signals from the aforementioned measurement point, acquired using the designed signal acquisition system, were then utilized to conduct a model recognition validation experiment. The established model demonstrated a classification accuracy of 96.9% for Work State 1, with misclassification rates of 2.9% as Work State 2 and 0.1% as Work State 3. For Work State 2, the model achieved a classification accuracy of 97.0%, with misclassification rates of 2.7% as Work State 1 and 0.3% as Work State 3. Work State 3 exhibited a classification accuracy of 99.7%, with misclassification rates of 0.1% as Work State 1 and 0.2% as Work State 2. Misclassification rates for all other intervals were consistently below 5%, indicating that precise judgment of the working state of the bolted structure is indeed achievable.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Ma, Z.; Wu, Z.P.; Li, Y.F.; Song, Z.Q.; Yu, J.; Li, Y.M.; Xu, L.Z. Study of the grain particle-conveying performance of a bionic non-smooth-structure screw conveyor. Biosyst. Eng. 2024, 238, 94–104. [Google Scholar] [CrossRef]
- Li, Y.; Xu, L.Z.; Lv, L.Y.; Shi, Y.; Yu, X. Study on Modeling Method of a Multi-Parameter Control System for Threshing and Cleaning Devices in the Grain Combine Harvester. Agriculture 2022, 12, 1483. [Google Scholar] [CrossRef]
- Qian, P.; Gu, J.; Tang, Z.; Lao, L.; Lu, T.; Gu, T.; Chen, S. Development and validation of the damped pendulum model for cantilever conveyor trough using Lagrangian method. Trans. Chin. Soc. Agric. Eng. 2023, 39, 44–52. [Google Scholar]
- Li, Y.M.; Liu, Y.B.; Ji, K.Z.; Zhu, R.H. A Fault Diagnosis Method for a Differential Inverse Gearbox of a Crawler Combine Harvester Based on Order Analysis. Agriculture 2022, 12, 1300. [Google Scholar] [CrossRef]
- Li, H.B.; Chen, L.W.; Zhang, Z.Y. A Study on the Utilization Rate and Influencing Factors of Small Agricultural Machinery: Evidence from 10 Hilly and Mountainous Provinces in China. Agriculture 2023, 13, 51. [Google Scholar] [CrossRef]
- Gao, J.; Liu, Z.; Gu, W.; Zhang, F.; Zhu, L.; Xu, J. Modal Analysis and Optimization of Grain Combine Harvester Undercarriage Frame. Mach. Des. Res. 2023, 39, 199–205. [Google Scholar]
- Chandio, F.A.; Li, Y.; Xu, L.; Ma, Z.; Xu, L.Z. Predicting 3D forces of disc tool and soil disturbance area using fuzzy logic model under sensor based soil-bin. Int. J. Agric. Biol. Eng. 2020, 13, 77–84. [Google Scholar] [CrossRef]
- Pang, J.; Li, Y.M.; Ji, J.T.; Xu, L.Z. Vibration excitation identification and control of the cutter of a combine harvester using triaxial accelerometers and partial coherence sorting. Biosyst. Eng. 2019, 185, 25–34. [Google Scholar] [CrossRef]
- Liang, Z.W.; Li, Y.M.; Xu, L.Z.; Zhao, Z. Sensor for monitoring rice grain sieve losses in combine harvesters. Biosyst. Eng. 2016, 147, 51–66. [Google Scholar] [CrossRef]
- Chen, J.; Lian, Y.; Zou, R.; Zhang, S.; Ning, X.B.; Han, M.N. Real-time grain breakage sensing for rice combine harvesters using machine vision technology. Int. J. Agric. Biol. Eng. 2020, 13, 194–199. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, C.; Jiang, Z.; Jiang, L.; Guan, Z.; Wang, G. Design and test of dust suppression system for rice-wheat combine harvesters. Trans. Chin. Soc. Agric. Eng. 2021, 37, 97–105. [Google Scholar]
- He, C.; Jing, H.; Zhao, C.; Te, B.; Shi, L.; Tu, N. Design and Experiment of Cutting Device of Multi-degree-of-freedom Sandy Willow Harvester. Trans. Chin. Soc. Agric. Mach. 2024, 55, 320–328. [Google Scholar]
- Luan, Y.; Yu, L.; Song, H.; Du, Y.; Gao, C.; Zhang, C. Design and experiment of a watercress harvesting device. J. Gansu Agric. Univ. 2023, 58, 246–254. [Google Scholar]
- Feng, W.; Cui, J.; Li, P.; Cao, Z.; Li, Y.; Ding, X.; Zhan, X. Small Harvester Noise Reduction Design and Noise Source Analysis. Southwest China J. Agric. Sci. 2020, 33, 1081–1086. [Google Scholar]
- Mao, J.F.; Li, D.H.; Yu, Z.W.; Cai, W.F.; Guo, W.; Zhang, G.W. A novel refined dynamic model of high-speed maglev train-bridge coupled system for random vibration and running safety assessment. J. Cent. South Univ. 2024, 31, 2532–2544. [Google Scholar] [CrossRef]
- Chen, J.; Ning, X.; Li, Y.; Yang, G.; Wu, P.; Chen, S. A fuzzy control strategy for the forward speed of a combine harvester based on kdd. Appl. Eng. Agric. 2017, 33, 15–22. [Google Scholar] [CrossRef]
- He, X.; Chen, X.; Qu, Z.; Lan, M.; Wang, W. Review on application research and development of intelligent technology in the process of wheat harvest. J. Henan Agric. Univ. 2022, 56, 341–354. [Google Scholar]
- Lian, Y.; Chen, J.; Guan, Z.H.; Song, J. Development of a monitoring system for grain loss of paddy rice based on a decision tree algorithm. Int. J. Agric. Biol. Eng. 2021, 14, 224–229. [Google Scholar] [CrossRef]
- Li, X.; Zhou, D. Product Design Requirement Information Visualization Approach for Intelligent Manufacturing Services. China Mech. Eng. 2020, 31, 871–881. [Google Scholar]
- Liang, Z.W.; Li, Y.M.; De Baerdemaeker, J.; Xu, L.Z.; Saeys, W. Development and testing of a multi-duct cleaning device for tangential-longitudinal flow rice combine harvesters. Biosyst. Eng. 2019, 182, 95–106. [Google Scholar] [CrossRef]
- Luo, Y.S.; Wei, L.L.; Xu, L.Z.; Zhang, Q.; Liu, J.Y.; Cai, Q.B.; Zhang, W.B. Stereo-vision-based multi-crop harvesting edge detection for precise automatic steering of combine harvester. Biosyst. Eng. 2022, 215, 115–128. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, F.; Teng, G.; Li, Z.; Wang, Z.; Ma, S. Deep reinforcement learning-based optimization strategy for the cooperative scheduling of harvesters. Trans. Chin. Soc. Agric. Eng. 2024, 40, 23–32. [Google Scholar]
- Xi, C.; Yang, G.; Liu, L.; Liu, J.; Chen, X.; Ma, Z. Operation faults monitoring of combine harvester based on SDAE-BP. Trans. Chin. Soc. Agric. Eng. 2020, 36, 46–53. [Google Scholar]
- Hu, X.; Hou, L.; Bu, X.; Zhou, Y. Vibration and noise analysis of fuel pump regulator under combined load. J. Aerosp. Power 2024, 39, 20220849. [Google Scholar]
- Han, J.Y.; Yan, X.X.; Tang, H. Method of controlling tillage depth for agricultural tractors considering engine load characteristics. Biosyst. Eng. 2023, 227, 95–106. [Google Scholar] [CrossRef]
- Han, J.Y.; Liu, C.H. Research on a Method to Measure and Calculate Tillage Resistance of Tractor Mounted Plough. AMA-Agric. Mech. Asia Afr. Lat. Am. 2018, 49, 67–73. [Google Scholar]
- Jin, M.Z.; Zhao, Z.; Chen, S.R.; Chen, J.Y. Improved piezoelectric grain cleaning loss sensor based on adaptive neuro-fuzzy inference system. Precis. Agric. 2022, 23, 1174–1188. [Google Scholar] [CrossRef]
- Wen, M.; Dang, Z.; Yu, Z.; Lu, Y.; Wei, G. Dynamic mode decomposition and its application in early bearing fault diagnosis. J. Vib. Shock. 2022, 41, 313–320. [Google Scholar]
- Yang, S.; Zhai, C.Y.; Gao, Y.Y.; Dou, H.J.; Zhao, X.G.; He, Y.K.; Wang, X. Planting uniformity performance of motor-driven maize precision seeding systems. Int. J. Agric. Biol. Eng. 2022, 15, 101–108. [Google Scholar] [CrossRef]
- Lu, C.; Li, X.; Yao, Y.; Tang, X.; Peng, Y.; Wang, S. Design and Implementation of Parallel Prediction Model for Aeroengine Multi-Sensor. J. Univ. Electron. Sci. Technol. China 2021, 50, 580–585. [Google Scholar]
- Tan, P.; Qiu, L.; Ding, J.; Lin, J.; Li, Z.; Huang, W. Study on Monitoring Technology of Key Parameters of High-speed Railway Catenary Anchor Segment Terminal. Instrum. Tech. Sens. 2023, 2, 115–120. [Google Scholar]
- Zhu, F.H.; Chen, J.; Guan, Z.H.; Zhu, Y.H.; Shi, H.; Cheng, K. Development of a combined harvester navigation control system based on visual simultaneous localization and mapping-inertial guidance fusion. J. Agric. Eng. 2024, 55. [Google Scholar] [CrossRef]
- Wang, H.; Yang, Q.; Liu, Q.; Zhao, C.; Zhang, H. Productivity analysis of cable crane transportation based onvisual tracking and pattern recognition. J. Tsinghua Univ. Sci. Technol. 2024, 64, 1646–1657. [Google Scholar]
- Pan, B.; Qian, Q.; Dai, S. A method for quick evaluating the capacity of lithium ion batteries under working conditions. Sci. Sin. Technol. 2024, 54, 835–847. [Google Scholar]
- Wu, D.; He, Q. Study on Typical Fault Detection Method for Insufficient Turbine Rotor Fault Samples. Noise Vib. Control 2024, 44, 101–108. [Google Scholar]
- Zhao, P.; Wang, X.; Fu, M. Few-shot switch machine fault diagnosis based on Bayesian meta-learning. J. Railw. Sci. Eng. 2023, 20, 4008–4020. [Google Scholar]
- Liu, Y.; Zhou, E.; Zhang, W.; Wang, X.; Lv, F. Classification of Robot Execution Failures Using a Spike-CNN Model Underlying STDP Learning by Reward and Punishment Mechanisms. J. Chin. Comput. Syst. 2022, 43, 1285–1292. [Google Scholar]
- Chen, Y.X.; Chen, L.; Wang, R.C.; Xu, X.; Shen, Y.J.; Liu, Y.L. Modeling and test on height adjustment system of electrically-controlled air suspension for agricultural vehicles. Int. J. Agric. Biol. Eng. 2016, 9, 40–47. [Google Scholar] [CrossRef]
- Zang, C.; Zeng, J.; Li, P.; Liu, H.; Zhang, Z.; Sun, L.; Liu, Y. Intelligent Diagnosis Model of Mechanical Fault for Power Transformer Based on SVM Algorithm. High Volt. Appar. 2023, 59, 216. [Google Scholar]
- Ju, D.; Wu, Y.; Ma, B.; Li, X. Digital Modeling and Dynamic Simulation Analysis of Gear Transmission System in Bolt Fault State. J. Eng. Therm. Energy Power 2024, 39, 168–174. [Google Scholar]
- Huang, X.Y.; Yu, S.S.; Xu, H.X.; Aheto, J.H.; Bonah, E.; Ma, M.; Wu, M.; Zhang, X.R. Rapid and nondestructive detection of freshness quality of postharvest spinaches based on machine vision and electronic nose. J. Food Saf. 2019, 39, e12708. [Google Scholar] [CrossRef]
- Wan, Y.; Xue, J.; Zhang, D.; Han, X.; Lyu, J.; Miao, W. Research on bolts fault diagnosis of diaphragm compressor cylinder head in nuclear power plant based on KPCA. Fluid Mach. 2024, 52, 87–96. [Google Scholar]
- Qian, J.; Chen, G.; Cun, W.; Zhao, X.; Zhang, X.; Zhao, Z. High-Fidelity Finite Element Simulation and Experimental Verification of Bolt Preload Force Under Tightening Torque. J. Mech. Strength 2024, 46, 809–815. [Google Scholar]
- Zhao, X.; Zhang, J.; Pan, Y.; Fan, F.; Zhang, Y. Research on Delayed Fracture of High-Strength Bolts in Steel Bridge. Bridge Constr. 2024, 54, 47–54. [Google Scholar]
- Chen, P.; Shang, Q.; Yu, X.; Yin, A. Ultrasonic multi-feature fusion bolt stress measurement method based on ELM. Chin. J. Sci. Instrum. 2024, 45, 46–56. [Google Scholar]
- Li, X.; Lai, B.; Zhang, A.; Li, G. Detection of bolt fastening state of locomotive bogie based on image recognition. J. Electron. Meas. Instrum. 2023, 37, 143–155. [Google Scholar]
- Guo, Z.; Zhao, W.; Chen, H.; Lyu, S. Research on a Detection Method for Loosening of High-Strength Bolts Based on Image Recognition Techniques. Ind. Constr. 2022, 52, 175. [Google Scholar]
- Zhang, Z.; Zhou, L.; Liu, S. A Study on Key Factors Affecting Bolt Looseness of Aeolian Vibration Dampers under Lateral Vibration Conditions. Power Syst. Clean Energy 2024, 40, 11–17. [Google Scholar]
- Dong, H.; Yao, J.; He, C.; Li, J. Visual detection algorithm of loose fasteners under the subway. J. Railw. Sci. Eng. 2024, 21, 3775–3786. [Google Scholar]
- Li, S.; Xue, Y.; Chi, S.; Fan, X.; Zhang, Y.; Yang, W. Intelligent lost and loose detection of track fastener components based on 3D camera. J. Railw. Sci. Eng. 2024, 21, 386–395. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Order | Parameter | Details |
|---|---|---|
| 1 | Number of Channels | 4~32 channels per unit (selectable), expandable to >1000 channels via Ethernet |
| 2 | Supported Acquisition Cards | Strain/Voltage/IEPE acquisition cards, Tachometer/Counter cards, Signal source cards, CAN module cards |
| 3 | Supported Conditioners | Charge conditioners, Current conditioners, Temperature conditioners |
| 4 | A/D Converter per Channel | Independent 24-bit |
| 5 | Continuous Sampling Rate | 256 kSPS per channel, with range switching (supports massive storage) |
| 6 | Communication Interface | Gigabit Ethernet and Wireless Wi-Fi |
| 7 | Operating Modes | Online (connected) and Offline (standalone) modes, with seamless switching |
| 8 | Power Supply | Battery and/or AC adapter powered; >4 h operation on full charge (for 32 channels) |
| 9 | Shock Resistance | 100 g/(4 ± 1)ms |
| Order | Parameter | Unit | Specification | Order | Parameter | Unit | Specification |
|---|---|---|---|---|---|---|---|
| 1 | Frequency Range | Hz | 0.5~10,000 | 4 | Weight | g | 15 |
| 2 | Measurement Range | m/s2 | 5000 | 5 | Operating Temperature | °C | −40~+120 |
| 3 | Dimensions | mm | 16.5 × 16.5 × 16.5 | 6 | Resolution | m/s2 | 0.01 |
| Point | Location | Direction Measured | Point | Location | Direction Measured |
|---|---|---|---|---|---|
| 1 | Upper Point at Trough-Header Connection Area | Travel Direction | 4 | Upper Rear Point at Trough-Header Connection Area | Travel Direction |
| Transverse | Transverse | ||||
| Vertical | Vertical | ||||
| 2 | Side Point at Trough-Header Connection Area | Vertical | 5 | Upper Point at Rear Trough Connection Area | Transverse |
| Transverse | Vertical | ||||
| Travel Direction | Travel Direction | ||||
| 3 | Upper Front Point at Trough-Header Connection Area | Travel Direction | 6 | Upper Side Point at Rear Trough Connection Area | Vertical |
| Transverse | Travel Direction | ||||
| Vertical | Transverse |
| Method | Parameters |
|---|---|
| Random Forest | Number of decision trees, Maximum depth of decision trees, Minimum samples required to split an internal node, Minimum samples required per leaf node. |
| Gradient Boosting | Number of decision trees/boosting stages, Learning rate, Maximum depth of each decision tree, Minimum samples for internal node split, Minimum samples per leaf node. |
| XGBoost | Number of boosting trees, Learning rate, Maximum depth of trees, Proportion of samples used per tree (subsample ratio), Proportion of features used per tree (feature subsample ratio). |
| LightGBM | Number of trees, Learning rate, Maximum depth of trees, Number of leaves per tree, Minimum number of samples per leaf node. |
| CatBoost | Number of trees, Learning rate, Depth of trees, L2 regularization coefficient. |
| Parameter | Value or Description | Parameter | Value or Description |
|---|---|---|---|
| Power Supply | DC 10–30 V | Protection Rating | IP67 |
| Max Power Consumption | Current, Voltage output: 1.2 W | Frequency Range | 10–1600 Hz or 10–5000 Hz |
| Vibration Measurement Direction | Single-axis, perpendicular to the measurement surface | Sensor Circuit Operating Temperature | −40 °C~+60 °C, 0%RH~80%RH |
| Vibration Velocity Measurement Range | 0–50 mm/s | Surface Temperature Measurement Range | −40 °C~+80 °C |
| Vibration Velocity Measurement Accuracy | ±1.5% FS (@1 kHz, 10 mm/s) | Output Signal | Current Output: 4–20 mA Voltage Output: 0–5 V/0–10 V |
| Load Capacity | Current Output: ≤600 Ω Voltage Output: Output Resistance ≤ 250 Ω | Detection Period | Real-time |
| Time-Domain Features | Frequency-Domain Features | ||
|---|---|---|---|
| Mean | Kurtosis Factor | Center Frequency | Spectral Kurtosis |
| Root Mean Square | Mean Absolute Value | Bandwidth | Spectral Flatness |
| Variance | Integrated Absolute Value | Frequency Energy Ratio | Spectral Entropy |
| Standard Deviation | Zero Crossing Rate | Harmonic Component Energy | Instantaneous Frequency Mean |
| Peak Value | Root Sum of Squares | Sideband Energy | Frequency Component Count |
| Peak-to-Peak Value | Absolute Mean Deviation | Spectral Centroid (Value equals Center Frequency) | Dominant Frequency Component Amplitude |
| Kurtosis | Energy | Spectral RMS Frequency | |
| Skewness | Autocorrelation Coefficient_lag1 | Spectral Variance | |
| Waveform Factor | Hilbert Envelope Energy Mean | Spectral Skewness | |
| Mean | Kurtosis Factor (Value equals Kurtosis) | Center Frequency | |
| Method | Recognition Rate | Optimal Parameters | Cross-Validation |
|---|---|---|---|
| SVM | 97.67% | Regularization Parameter 10, Kernel Function RBF, Kernel Scale | 96.57% |
| Random Forest | 95.67% | Number of Decision Trees 229, Maximum Depth 13, Minimum Samples Required to Split Internal Node 3, Minimum Samples in Leaf Node 6 | 95.71% |
| Gradient Boosting Tree | 96.67% | Number of Trees 88, Learning Rate 0.15, Maximum Depth of Decision Tree 3, Minimum Samples Required to Split Internal Node 5, Minimum Samples in Leaf Node 2 | 96.29% |
| XGBoost | 97.00% | Number of Boosting Trees 200, Learning Rate 0.2, Tree Depth 8, Subsample Ratio for Training Each Tree 0.5, Feature Ratio for Training Each Tree 1 | 97.00% |
| LightGBM | 96.67% | Number of Trees 173, Learning Rate 0.2, Tree Depth 8, Number of Leaf Nodes per Tree 20, Minimum Samples Required in Leaf Node 41 | 96.43% |
| CatBoost | 96.67% | Number of Trees 67, Learning Rate 0.09, Tree Depth 7, L2 Regularization Coefficient 3.96 | 96.00% |
| Method | Recognition Rate | Optimal Parameters | Cross-Validation |
|---|---|---|---|
| SVM | 97.67% | Regularization parameter 10, Kernel function RBF, Kernel coefficient scale | 95.15% |
| Random Forest | 96.00% | Number of decision trees 70, Maximum depth 9, Minimum number of samples required for splitting internal nodes 2, Minimum number of samples required for leaf nodes 3. | 93.29% |
| Gradient Boosting Tree | 95.00% | Number of trees 100, Learning rate 0.20, Maximum depth of decision tree 8, Minimum number of samples for splitting internal nodes 5, Minimum number of samples for leaf nodes 10. | 95.29% |
| XGBoost | 95.67% | Number of boosting trees 193, Learning rate 0.2, Tree depth 5, Sample ratio used when training each tree 0.92, Feature ratio used when training each tree 0.93. | 95.00% |
| LightGBM | 95.33% | Number of trees 78, Learning rate 0.09, Tree depth 8, Number of leaf nodes in the tree 60, Minimum number of samples required in leaf nodes 25. | 95.43% |
| CatBoost | 95.33% | Number of trees 142, Learning rate 0.10, Tree depth 6, L2 regularization coefficient 3.13. | 95.71% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lian, Y.; Wang, B.; Sun, M.; Que, K.; Xu, S.; Tang, Z.; Huang, Z. Design of a Conveyer Trough Bolt Signal Acquisition System and Bayesian Ensemble Identification Method for Working State. Agriculture 2025, 15, 970. https://doi.org/10.3390/agriculture15090970
Lian Y, Wang B, Sun M, Que K, Xu S, Tang Z, Huang Z. Design of a Conveyer Trough Bolt Signal Acquisition System and Bayesian Ensemble Identification Method for Working State. Agriculture. 2025; 15(9):970. https://doi.org/10.3390/agriculture15090970
Chicago/Turabian StyleLian, Yi, Bangzhui Wang, Meiyan Sun, Kexin Que, Sijia Xu, Zhong Tang, and Zhilong Huang. 2025. "Design of a Conveyer Trough Bolt Signal Acquisition System and Bayesian Ensemble Identification Method for Working State" Agriculture 15, no. 9: 970. https://doi.org/10.3390/agriculture15090970
APA StyleLian, Y., Wang, B., Sun, M., Que, K., Xu, S., Tang, Z., & Huang, Z. (2025). Design of a Conveyer Trough Bolt Signal Acquisition System and Bayesian Ensemble Identification Method for Working State. Agriculture, 15(9), 970. https://doi.org/10.3390/agriculture15090970