
Design and Analysis of a Pneumatic Automatic Compensation System for Miss-Seeding Based on Speed Synchronization

Abstract
1. Introduction
- i.
- Key components of the compensation system were designed and implemented in hardware.
- ii.
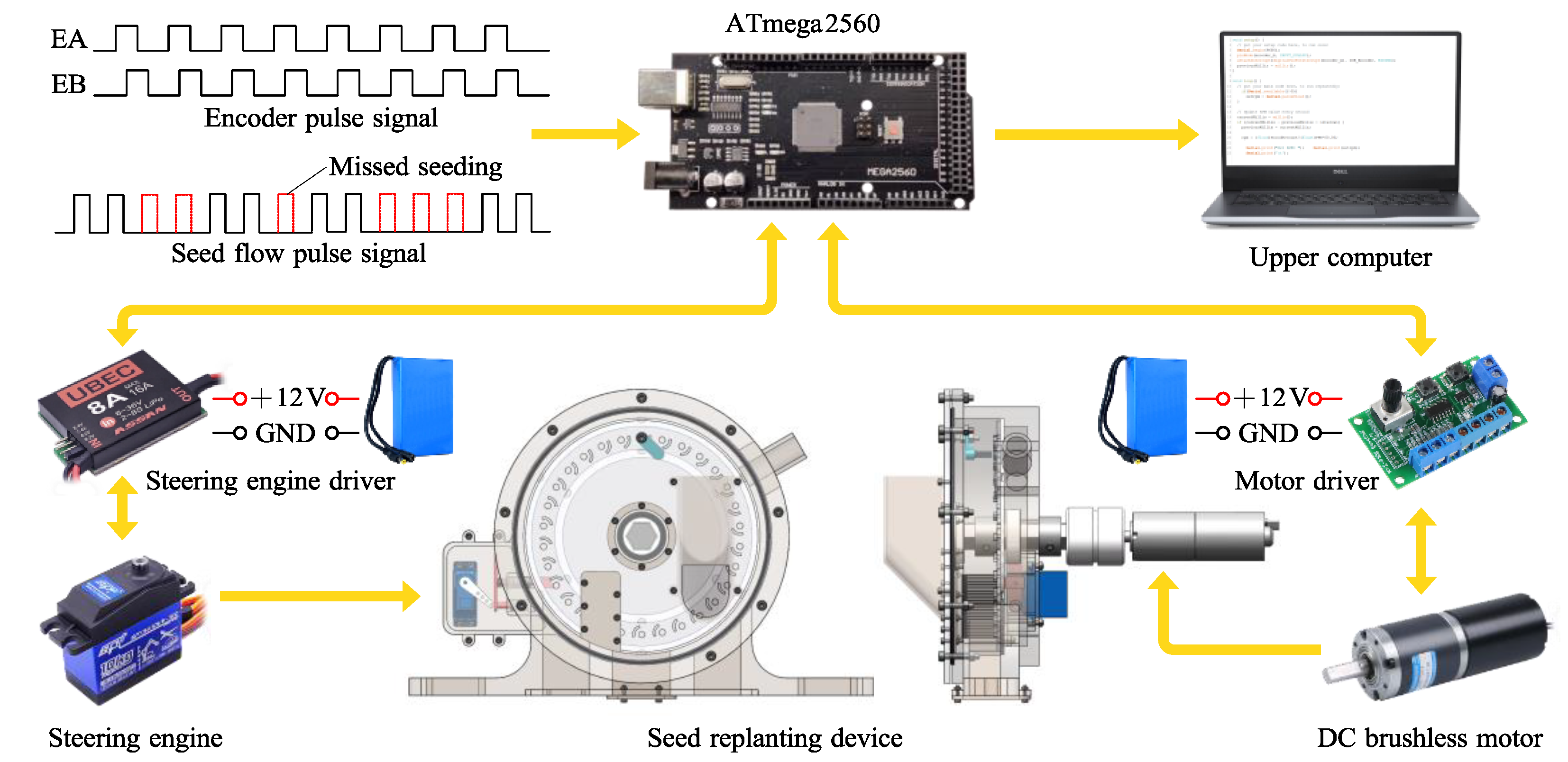
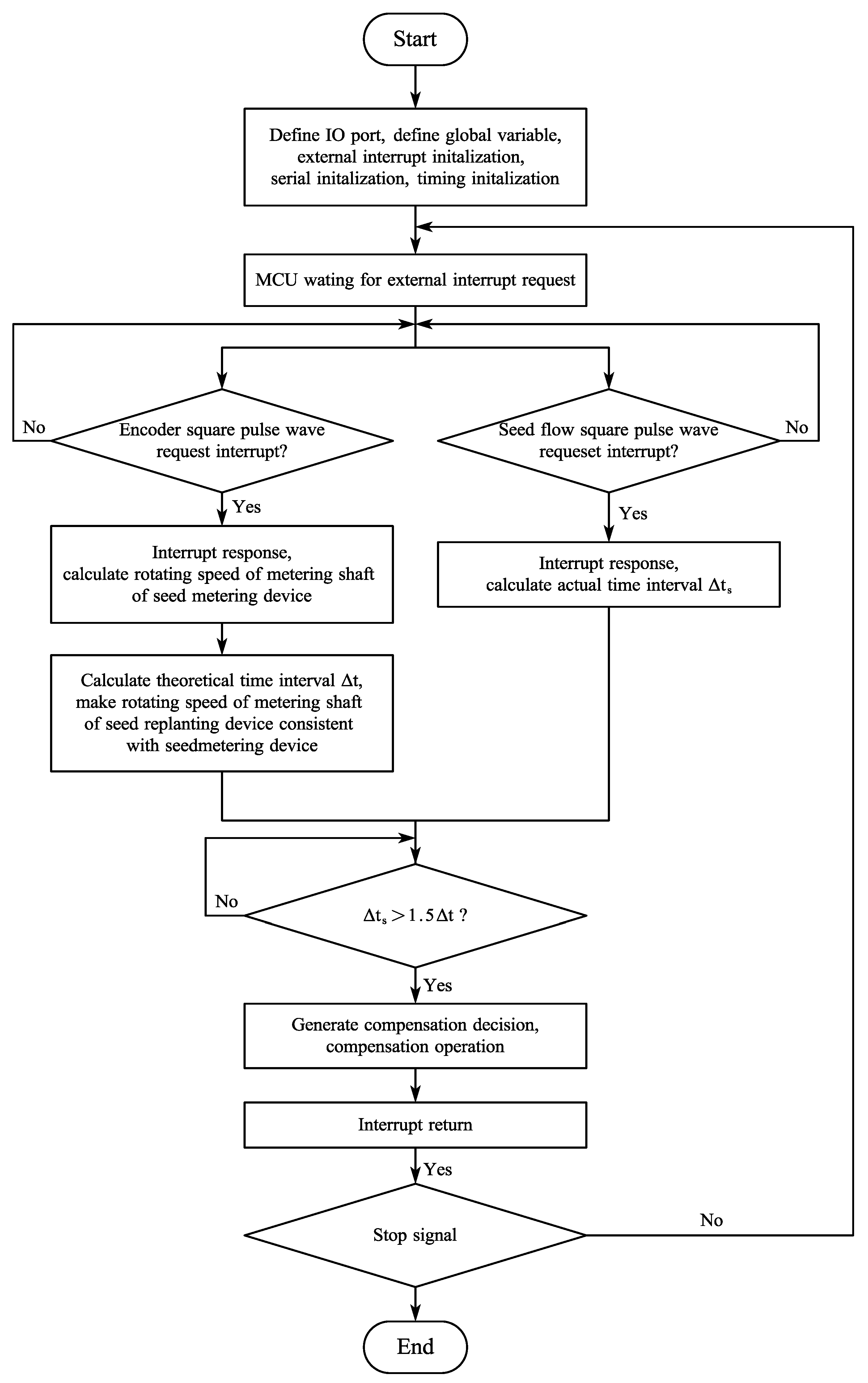
- A compensation methodology utilizing rotational speed synchronization has been proposed, and a corresponding compensation control system has been designed. The approach has been implemented through the construction of a hardware system and the development of a microcontroller program.
- iii.
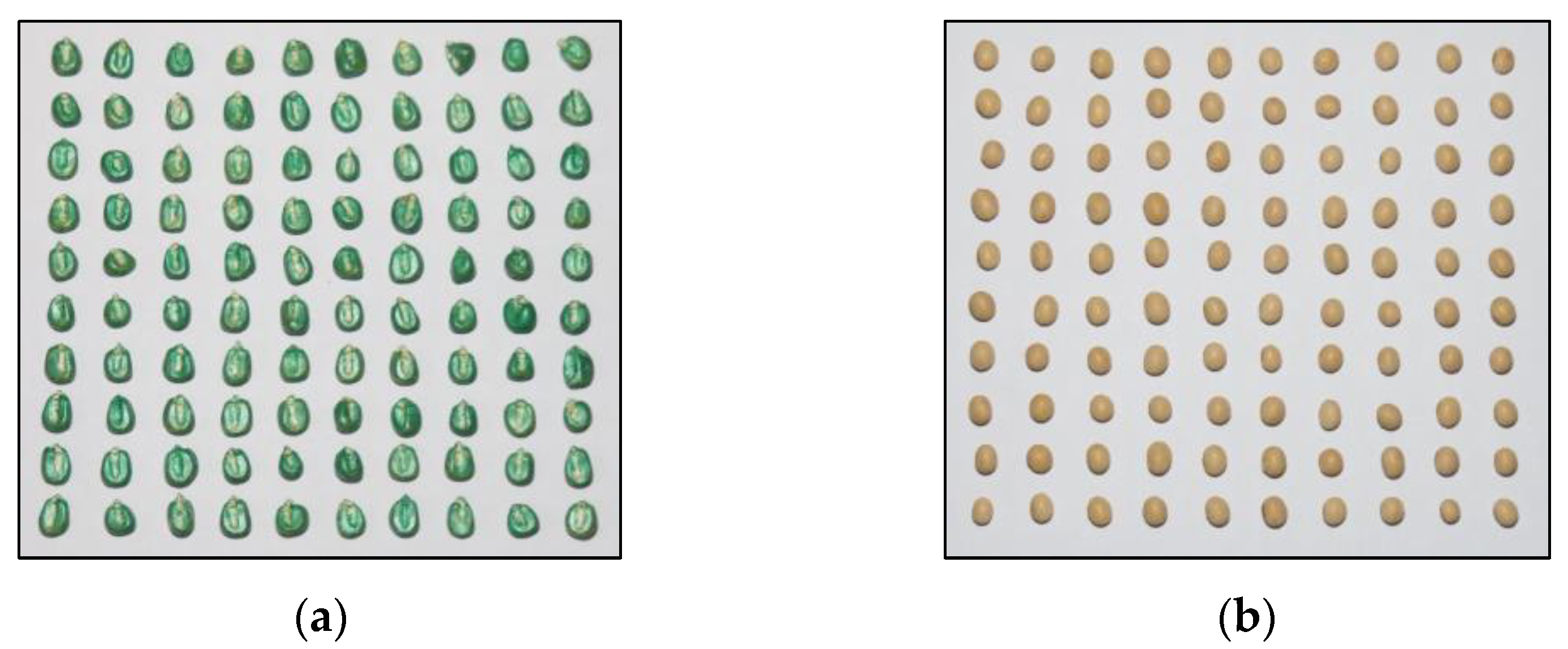
- A single-factor test of seed filling performance was performed on the selected corn and soybean seed. The influence of various factors on seed filling performance was analyzed.
- iv.
- A Box–Behnken test of corn seed filling performance was conducted to further analyze the impact of various factors and their influence on corn seed filling performance. The comprehensive optimization of experimental factors was conducted to obtain the optimal combination of factors for corn seed filling performance.
- v.
- A verification test of seed feeding performance was performed on selected corn and soybean seeds. The seed feeding performance indexes for this system were compared to that described in previous articles to validate the effectiveness of this system.
2. Materials and Methods
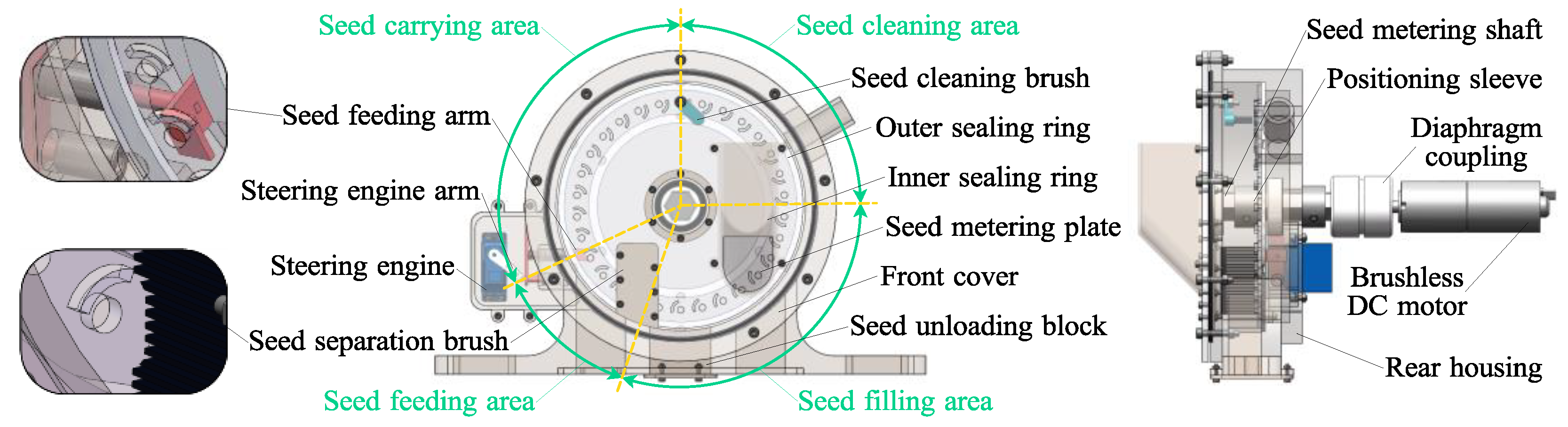
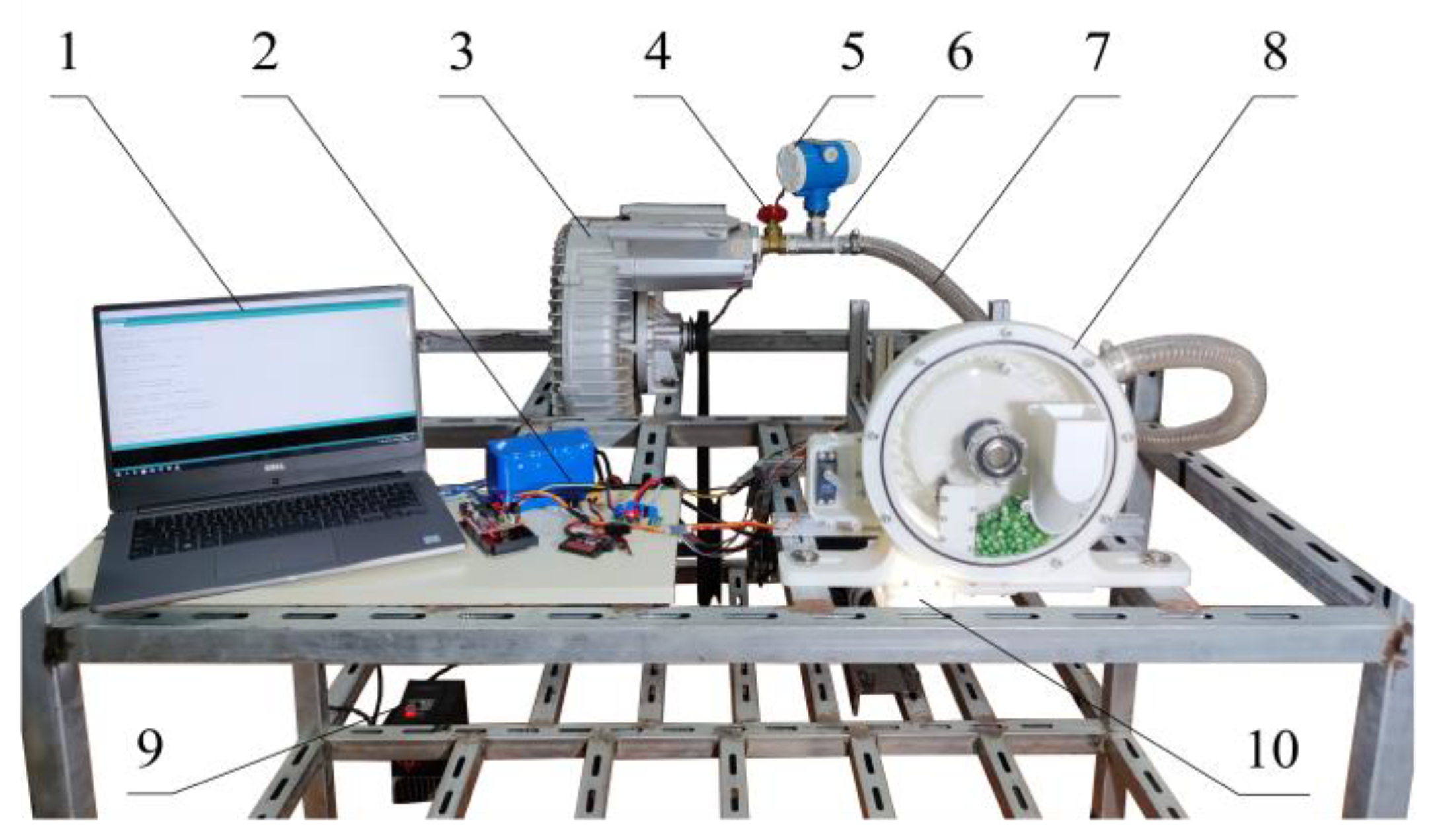
2.1. Overall Structure and Working Principle
2.2. Design of the Key Components
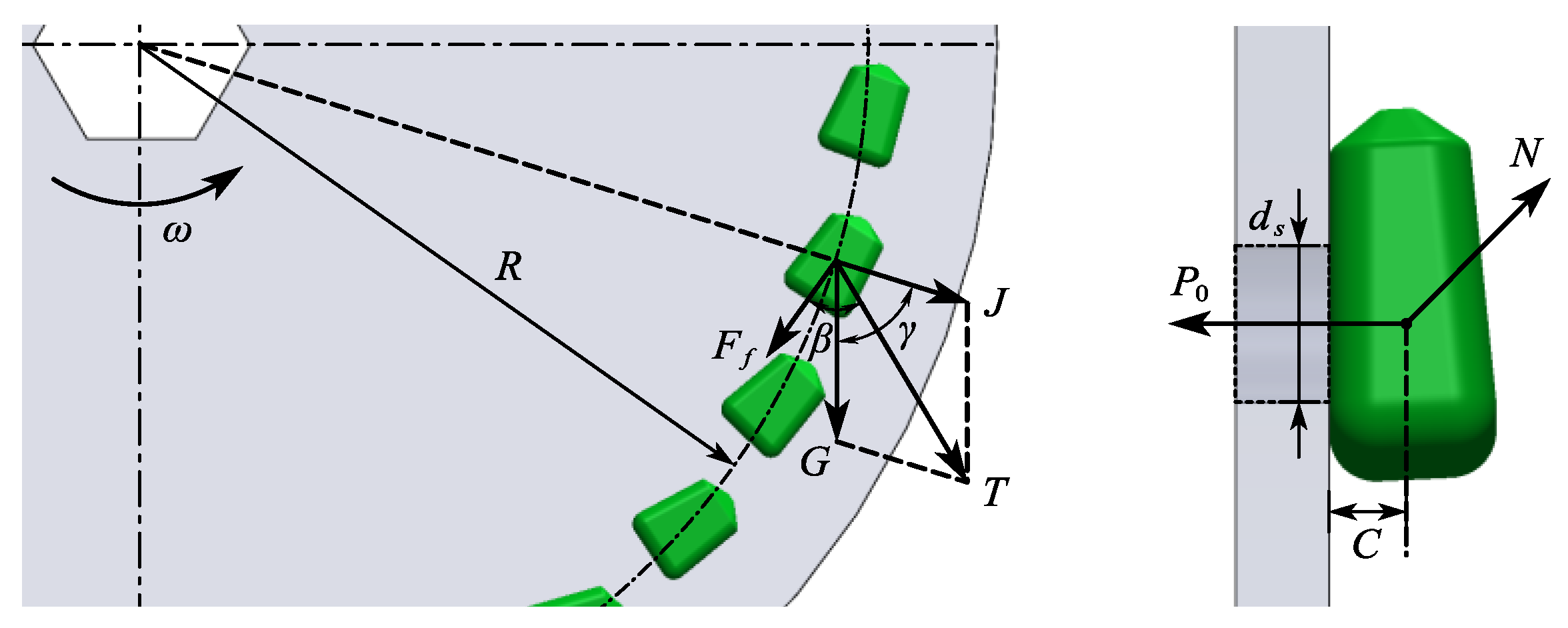
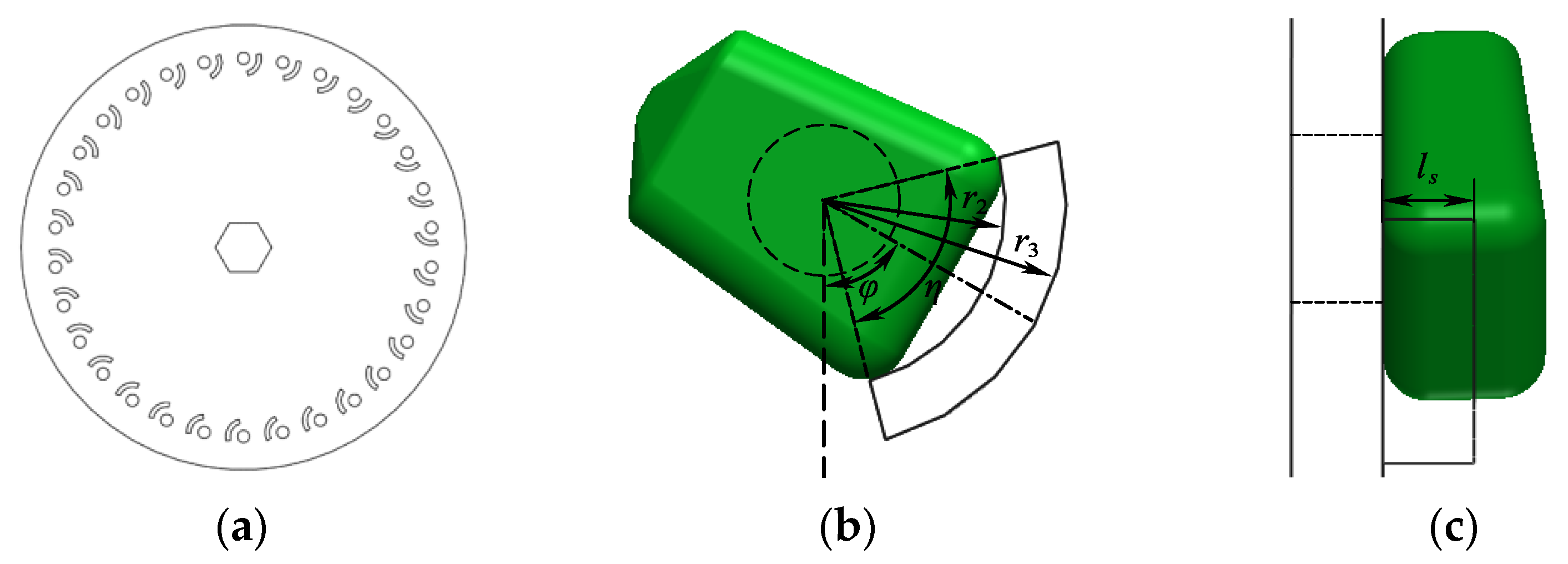
2.2.1. Seed Metering Plate
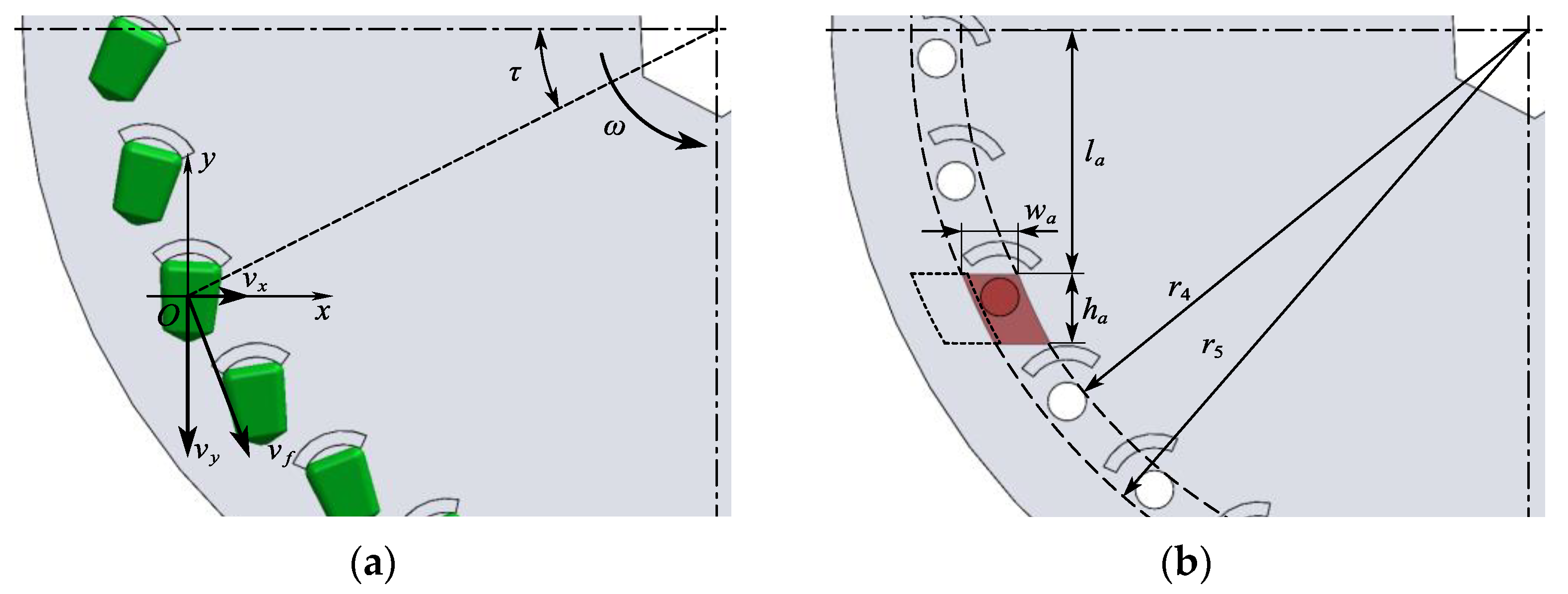
2.2.2. Seed Feeding Arm
2.3. Design of the Compensation Control System
2.3.1. Hardware Design
2.3.2. Software Design
2.4. Experiment
3. Results and Discussion
3.1. Single Factor Test on Seed Filling Performance
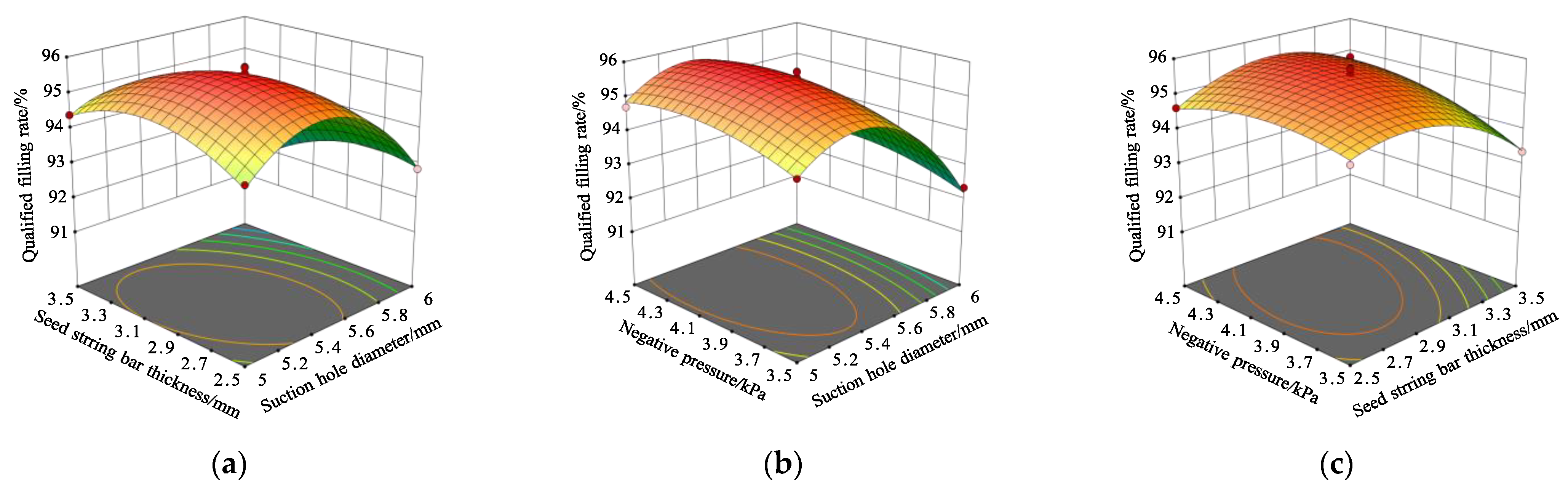
3.2. Box–Behnken Test on Corn Seed Filling Performance
3.3. Verification Test on Seed Feeding Performance
3.4. Discussion
4. Conclusions
- This study aims to address the issue of poor performance in automatic compensation systems for missing seeds of large- and medium-sized grain crops under medium- and high-speed conditions. To achieve this, a pneumatic automatic compensation system was designed based on rotational speed synchronization. The system’s key structure and parameters were determined through theoretical analysis and operational requirements. Furthermore, the hardware and software systems of the compensation control system were designed according to the compensation requirements.
- The optimal parameters for corn seed filling were determined through single-factor tests and the Box–Behnken Design test. The recommended parameter values are a suction hole diameter of 5.3 mm, a seed stirring bar thickness of 2.9 mm, and a negative pressure of 4.1 kPa. Validation tests were conducted using these parameters, and the resulting evaluation indices were 95.46% for qualified seed filling rate, 2.47% for multiple seed filling rate, and 2.07% for missed seed filling rate.
- The seed feeding performance verification test yielded results that indicate that, for corn seeds, an effective single feeding rate exceeding 88%, an average single feeding time under 0.18 s, a qualified feeding rate exceeding 90%, a multiple feeding rate under 3%, and a missed feeding rate under 7% were achieved when seeding speeds ranged from 8 to 12 km/h. For soybean seeds, an effective single feeding rate greater than 85%, an average single feeding time under 0.17 s, a qualified feeding rate exceeding 86%, a multiple feeding rate under 4%, and a missed feeding rate under 10% were attained under similar conditions. These performance indices satisfy the agronomic requirements for the precise seeding of corn and soybean. Additionally, the pneumatic automatic compensation system for missing seeds of large- and medium-sized grain crops based on speed synchronization exhibited superior performance compared to traditional compensation systems when operating at medium to high speeds. This system can provide equipment-related support for the automatic compensation of missing seeds in precision seeders for large- and medium-sized grain crops.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Badua, S.; Sharda, A.; Flippo, D. Sensing system for real-time measurement of seed spacing, depth, and geo-location of corn: A proof-of-concept study. Trans. ASAE 2019, 62, 1779–1788. [Google Scholar] [CrossRef]
- Abdolahzare, Z.; Abdanan Mehdizadeh, S. Real time laboratory and field monitoring of the effect of the operational parameters on seed falling speed and trajectory of pneumatic planter. Comput. Electron. Agric. 2018, 145, 187–198. [Google Scholar] [CrossRef]
- Shafii, S.; Holmes, R.G. Air jet seed metering a theoretical and experimental study. Trans. ASAE 1990, 33, 1432–1438. [Google Scholar] [CrossRef]
- Guarella, P.; Pellerano, A.; Pascuzzi, S. Experimental and theoretical performance of a vacuum seed nozzle for vegetable seeds. J. Agric. Eng. Res. 1996, 64, 29–36. [Google Scholar] [CrossRef]
- Yazgi, A.; Degirmencioglu, A. Optimisation of the seed spacing uniformity performance of a vacuum-type precision seeder using response surface methodology. Biosyst. Eng. 2007, 97, 347–356. [Google Scholar] [CrossRef]
- Kostić, M.; Rakić, D.; Radomirović, D.; Savin, L.; Dedović, N.; Crnojević, V.; Ljubičić, N. Corn seeding process fault cause analysis based on a theoretical and experimental approach. Comput. Electron. Agric. 2018, 151, 207–218. [Google Scholar] [CrossRef]
- Liu, R.; Liu, Z.J.; Liu, L.J.; Li, Y.H. Design and Experiment of Corn High Speed Air Suction Seed Metering Device with Disturbance Assisted Seed-filling. Trans. Chin. Soc. Agric. Mach. 2022, 53, 50–59. [Google Scholar]
- Wang, Y.C.; Sun, H.; Li, B.Q.; Han, X.; Chen, H.T. Design and Experiment of Centralized Belt Type Soybean Seed-metering Device. Trans. Chin. Soc. Agric. Mach. 2019, 50, 74–83. [Google Scholar]
- Singh, C.D.; Singh, R.C. Computerized instrumentation system for monitoring the tractor performance in the field. J. Terramechanics 2011, 48, 333–338. [Google Scholar] [CrossRef]
- Nikolay, Z.; Nikolay, K.; Gao, X.; Li, W.Q.; Mi, P.G.; Huang, X.Y. Design and testing of novel seed miss prevention system for single seed precision metering devices. Comput. Electron. Agric. 2022, 198, 107048. [Google Scholar] [CrossRef]
- Xu, J.; Hou, J.W.; Wu, W.B.; Han, C.Y.; Wang, X.M.; Tang, T.; Sun, S.L. Key Structure Design and Experiment of Air-Suction Vegetable Seed-Metering Device. Agronomy 2022, 12, 675. [Google Scholar] [CrossRef]
- Li, B.H.; Ahmad, R.; Qi, X.D.; Li, H.; Nyambura, S.M.; Wang, J.F.; Chen, X.; Li, S.B. Design Evaluation and Performance Analysis of a Double-Row Pneumatic Precision Metering Device for Brassica chinensis. Sustainability 2021, 13, 1374. [Google Scholar] [CrossRef]
- Leemans, V.; Destain, M.F. A computer-vision based precision seed drill guidance assistance. Comput. Electron. Agric. 2007, 59, 1–12. [Google Scholar] [CrossRef]
- Hörbe, T.A.N.; Amado, T.J.C.; Ferreira, A.O.; Alba, P.J. Optimization of corn plant population according to management zones in Southern Brazil. Precis. Agric. 2013, 14, 450–465. [Google Scholar] [CrossRef]
- Alphen, B.J.V.; Stoorvogel, J.J. A Methodology for precision nitrogen fertilization in high-input farming systems. Precis. Agric. 2000, 2, 319–332. [Google Scholar] [CrossRef]
- Samseemoung, G.; Soni, P.; Jayasuriya, H.P.W.; Salokhe, V.M. Application of low altitude remote sensing (LARS) platform for monitoring crop growth and weed infestation in a soybean plantation. Precis. Agric. 2012, 13, 611–627. [Google Scholar] [CrossRef]
- Alberto, T.; Xavier, P.B.; Gonzalo, P.; Angela, R.; César, F.Q. A new vision-based approach to differential spraying in precision agriculture. Comput. Electron. Agric. 2008, 60, 144–155. [Google Scholar]
- Basso, B. Variable rate nitrogen fertilizer response in wheat using remote sensing. Precis. Agric. 2016, 17, 168–182. [Google Scholar] [CrossRef]
- Besharati, B.; Navid, H.; Karimi, H.; Behfar, H.; Eskandari, I. Development of an infrared seed-sensing system to estimate flow rates based on physical properties of seeds. Comput. Electron. Agric. 2019, 162, 874–881. [Google Scholar] [CrossRef]
- Ding, Y.C.; Wang, X.L.; Liao, Q.X. Method of real-time loss sowing detection for rapeseed precision metering device based on time changed window. Trans. CSAE 2014, 30, 11–21. [Google Scholar]
- Li, M.; Liao, Q.X.; Liao, Y.T.; Shu, C.X.; Li, L. Analysis on seeding process of pneumatic cylinder-type centralized rapeseed precision metering device. Trans. CSAE 2014, 30, 17–27. [Google Scholar]
- Liu, Q.W.; Wu, J.M.; Wang, D.; Sun, W.; Wang, G.P.; Shi, L.R.; Wu, J. Design and test of a microcomputer-controlled loss sowing compensation system for 2CM-2 potato seeder. Agric. Res. Arid Areas 2013, 31, 260–266. [Google Scholar]
- Sun, W.; Wang, G.P.; Wu, J.M. Design and experiment on loss sowing testing and compensation system of spoon-chain potato metering device. Trans. CSAE 2016, 32, 8–15. [Google Scholar]
- Zhu, R.X.; Ge, S.Q.; Zhai, C.Y.; Yan, X.L.; Shi, Y.P.; Li, C.X.; Huang, S.S. Design and experiment of automatic reseeding device for miss-seeding of crops with large grain. Trans. CSAE 2014, 30, 1–8. [Google Scholar]
- Zhao, S.H.; Zhou, Y.; Liu, H.J.; Tan, H.W.; Zhang, X.M.; Yang, Y.Q. Design of Reseed Shift Speed System of Scoop-type Metering Device of Corn. Trans. Chin. Soc. Agric. Mach. 2016, 47, 38–44. [Google Scholar]
- Wu, N.; Lin, J.; Li, B.F.; Zhang, B.H.; Gu, S.Y. Design and Test on No-tillage Planter Reseeding System for Miss-seeding. Trans. Chin. Soc. Agric. Mach. 2017, 48, 69–77. [Google Scholar]
- Chen, G.; Sun, Y.T.; Sun, Y.J.; Shen, J.X.; He, Q.H.; Li, Q.L. Study on the Miss Seeding Compensation System of Maize No-tillage Precision Seeder. J. Agric. Mech. Res. 2019, 41, 95–99. [Google Scholar]
- Liu, Z.Y.; Xia, J.F.; Hu, M.J.; Du, J.; Luo, C.M.; Zheng, K. Design and analysis of a performance monitoring system for a seed metering device based on pulse width recognition. PLoS ONE 2021, 16, e0261593. [Google Scholar] [CrossRef]
- Karayel, D.; Barut, Z.B.; Ozmerzi, A. Mathematical modeling of vacuum pressure on a precision seeder. Biosyst. Eng. 2004, 87, 437–444. [Google Scholar] [CrossRef]
- China Academy of Agricultural Mechanization Science. Agricultural Machinery Design Manual, 1st ed.; China Agricultural Science and Technology Press: Beijing, China, 2007; pp. 357–358. [Google Scholar]
- Ding, L.; Yang, L.; Zhang, D.X.; Cui, T.; Zhang, K.L.; Zhong, X.J. Effect of seed adsorption posture of corn air-suction metering device on seed feeding performance. Trans. Chin. Soc. Agric. Mach. 2021, 52, 40–50. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Seed Type | Three-Axis Dimensions | Maximum Value/(mm) | Minimum Value/(mm) | Average Value/(mm) | Standard Deviation | Thousand Seed Mass/(g) |
|---|---|---|---|---|---|---|
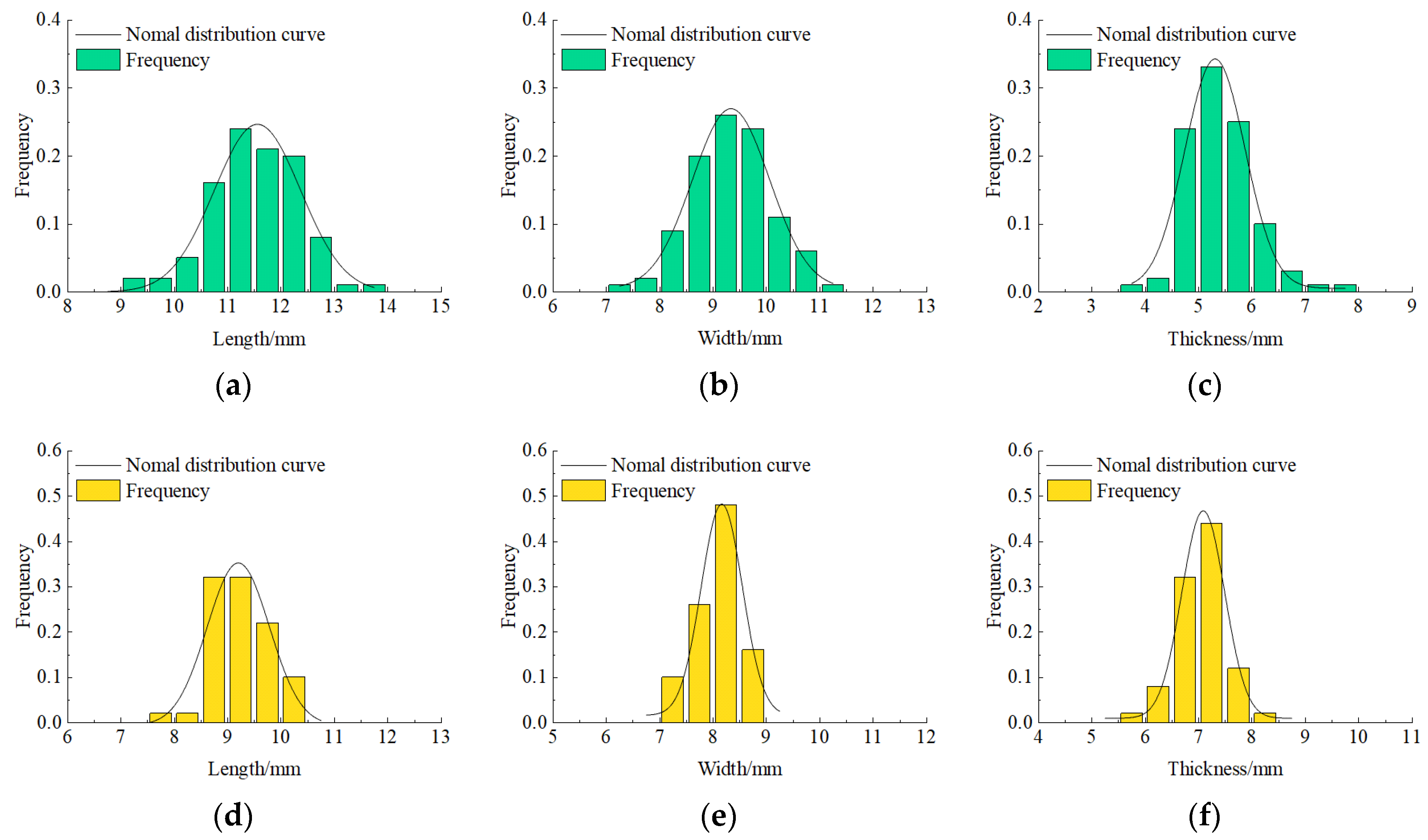
| Zhengdan-958 corn | Length | 13.52 | 9.00 | 11.51 | 0.93 | 307.94 |
| Width | 11.30 | 7.40 | 9.31 | 0.72 | ||
| Thickness | 7.74 | 3.80 | 5.51 | 0.94 | ||
| Zhonghuang-37 soybean | Length | 10.26 | 7.80 | 9.21 | 0.52 | 273.20 |
| Width | 8.96 | 7.10 | 8.05 | 0.43 | ||
| Thickness | 8.18 | 5.96 | 7.03 | 0.45 |
| Levels | Test Factors | ||
|---|---|---|---|
| Suction Hole Diameter X1/(mm) | Seed Stirring Bar Thickness X2/(mm) | Negative Pressure X3/(kPa) | |
| −1 | 5.0 | 2.5 | 3.5 |
| 0 | 5.5 | 3.0 | 4.0 |
| 1 | 6.0 | 3.5 | 4.5 |
| Test Serial Number | Test Factors | Evaluation Indexes | ||||
|---|---|---|---|---|---|---|
| X1 | X2 | X3 | Qualified Filling Rate Q0/(%) | Multiple Filling Rate M0/(%) | Missed Filling Rate E0/(%) | |
| 1 | −1 | −1 | 0 | 94.14 | 2.40 | 3.46 |
| 2 | −1 | 0 | −1 | 94.33 | 2.18 | 3.49 |
| 3 | −1 | 0 | 1 | 94.71 | 2.41 | 2.88 |
| 4 | −1 | 1 | 0 | 94.39 | 2.07 | 3.54 |
| 5 | 0 | −1 | −1 | 94.66 | 2.9 | 2.44 |
| 6 | 0 | 0 | 0 | 95.36 | 2.67 | 1.97 |
| 7 | 0 | 1 | 1 | 94.81 | 4.03 | 1.16 |
| 8 | 0 | 0 | 0 | 95.55 | 2.98 | 1.47 |
| 9 | 0 | 0 | 0 | 95.71 | 2.65 | 1.64 |
| 10 | 0 | 1 | −1 | 93.37 | 3.26 | 3.37 |
| 11 | 0 | −1 | 1 | 94.62 | 3.06 | 2.32 |
| 12 | 0 | 0 | 0 | 95.73 | 2.84 | 1.43 |
| 13 | 0 | 0 | 0 | 95.39 | 3.06 | 1.55 |
| 14 | 1 | 1 | 0 | 91.19 | 4.35 | 4.46 |
| 15 | 1 | 0 | 1 | 92.77 | 4.31 | 2.92 |
| 16 | 1 | 0 | −1 | 92.34 | 3.34 | 4.32 |
| 17 | 1 | −1 | 0 | 92.85 | 2.57 | 4.58 |
| Source of Variation | Qualified Filling Rate | Multiple Filling Rate | Missed Filling Rate | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Sum of Squares | F-Value | p-Value | Sum of Squares | F-Value | p-Value | Sum of Squares | F-Value | p-Value | |
| Model | 27.13 | 98.41 | <0.0001 ** | 7.3 | 29.8 | <0.0001 ** | 19.94 | 41.4 | <0.0001 ** |
| X1 | 8.86 | 289.33 | <0.0001 ** | 3.8 | 139.5 | <0.0001 ** | 1.06 | 19.79 | 0.0030 ** |
| X2 | 0.7875 | 25.71 | 0.0014 ** | 0.9661 | 35.51 | 0.0006 ** | 0.0091 | 0.1703 | 0.6922 |
| X3 | 0.6105 | 19.93 | 0.0029 ** | 0.5671 | 20.85 | 0.0026 ** | 2.35 | 44.01 | 0.0003 ** |
| X1X2 | 0.912 | 29.78 | 0.0009 ** | 1.11 | 40.91 | 0.0004 ** | 0.01 | 0.1869 | 0.6785 |
| X1X3 | 0.0006 | 0.0204 | 0.8904 | 0.1369 | 5.03 | 0.0598 | 0.156 | 2.92 | 0.1314 |
| X2X3 | 0.5476 | 17.88 | 0.0039 ** | 0.093 | 3.42 | 0.1069 | 1.09 | 20.41 | 0.0027 ** |
| X12 | 11 | 359.21 | <0.0001 ** | 0.0632 | 2.32 | 0.1713 | 12.73 | 238 | <0.0001 ** |
| X22 | 2.62 | 85.58 | <0.0001 ** | 0.0712 | 2.62 | 0.1498 | 1.83 | 34.18 | 0.0006 ** |
| X32 | 0.6536 | 21.34 | 0.0024 ** | 0.4939 | 18.16 | 0.0037 ** | 0.0112 | 0.2087 | 0.6616 |
| Residual | 0.2144 | 0.1904 | 0.3745 | ||||||
| Lack of Fit | 0.0947 | 1.06 | 0.4605 | 0.0574 | 0.5757 | 0.6609 | 0.1884 | 1.35 | 0.3771 |
| Pure Error | 0.1197 | 0.133 | 0.1861 | ||||||
| Cor Total | 27.34 | 7.49 | 20.31 | ||||||
| Seed Type | Seeding Speed/(km/h) | Single Seed Feeding Performance | Continuous Seed Feeding Performance | |||
|---|---|---|---|---|---|---|
| Effective Single Feeding Rate S1/(%) | Average Single Feeding Time T1/(s) | Qualified Feeding Rate Q1/(%) | Multiple Feeding Rate M1/(%) | Missed Feeding Rate E1/(%) | ||
| Zhengdan-958 | 8 | 95.23 | 0.176 | 95.62 | 2.71 | 1.67 |
| 9 | 94.79 | 0.175 | 95.17 | 2.60 | 2.23 | |
| 10 | 93.19 | 0.172 | 94.88 | 2.06 | 3.06 | |
| 11 | 91.51 | 0.171 | 92.24 | 2.78 | 4.98 | |
| 12 | 88.50 | 0.168 | 90.43 | 2.89 | 6.68 | |
| Zhonghuang-37 | 8 | 94.34 | 0.161 | 94.72 | 3.81 | 1.47 |
| 9 | 93.40 | 0.156 | 93.61 | 3.47 | 2.92 | |
| 10 | 92.08 | 0.154 | 92.98 | 2.56 | 4.46 | |
| 11 | 88.71 | 0.150 | 89.04 | 2.83 | 8.13 | |
| 12 | 85.15 | 0.147 | 86.43 | 3.84 | 9.73 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Xia, J.; Liu, G.; Cheng, J.; Wei, Y.; Xie, D. Design and Analysis of a Pneumatic Automatic Compensation System for Miss-Seeding Based on Speed Synchronization. Agriculture 2023, 13, 1232. https://doi.org/10.3390/agriculture13061232
Liu Z, Xia J, Liu G, Cheng J, Wei Y, Xie D. Design and Analysis of a Pneumatic Automatic Compensation System for Miss-Seeding Based on Speed Synchronization. Agriculture. 2023; 13(6):1232. https://doi.org/10.3390/agriculture13061232
Chicago/Turabian StyleLiu, Zhengyuan, Junfang Xia, Guoyang Liu, Jian Cheng, Youshuai Wei, and Dinyang Xie. 2023. "Design and Analysis of a Pneumatic Automatic Compensation System for Miss-Seeding Based on Speed Synchronization" Agriculture 13, no. 6: 1232. https://doi.org/10.3390/agriculture13061232
APA StyleLiu, Z., Xia, J., Liu, G., Cheng, J., Wei, Y., & Xie, D. (2023). Design and Analysis of a Pneumatic Automatic Compensation System for Miss-Seeding Based on Speed Synchronization. Agriculture, 13(6), 1232. https://doi.org/10.3390/agriculture13061232