Triple-Layer Nanofiber Membranes for Treating High Salinity Brines Using Direct Contact Membrane Distillation

 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Membrane Fabrication
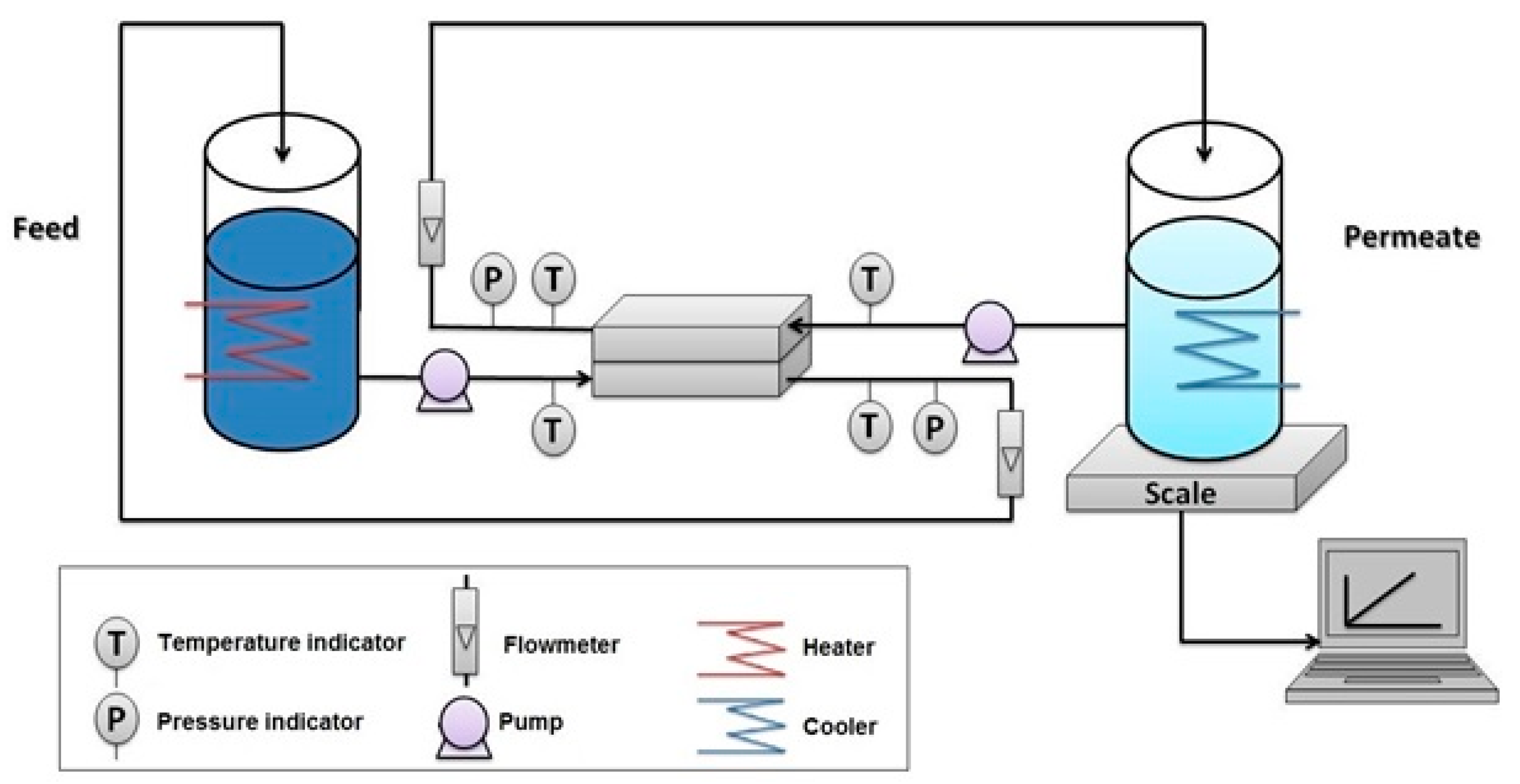
2.3. DCMD Performance Tests
2.4. Membrane Characterization
3. Results and Discussion
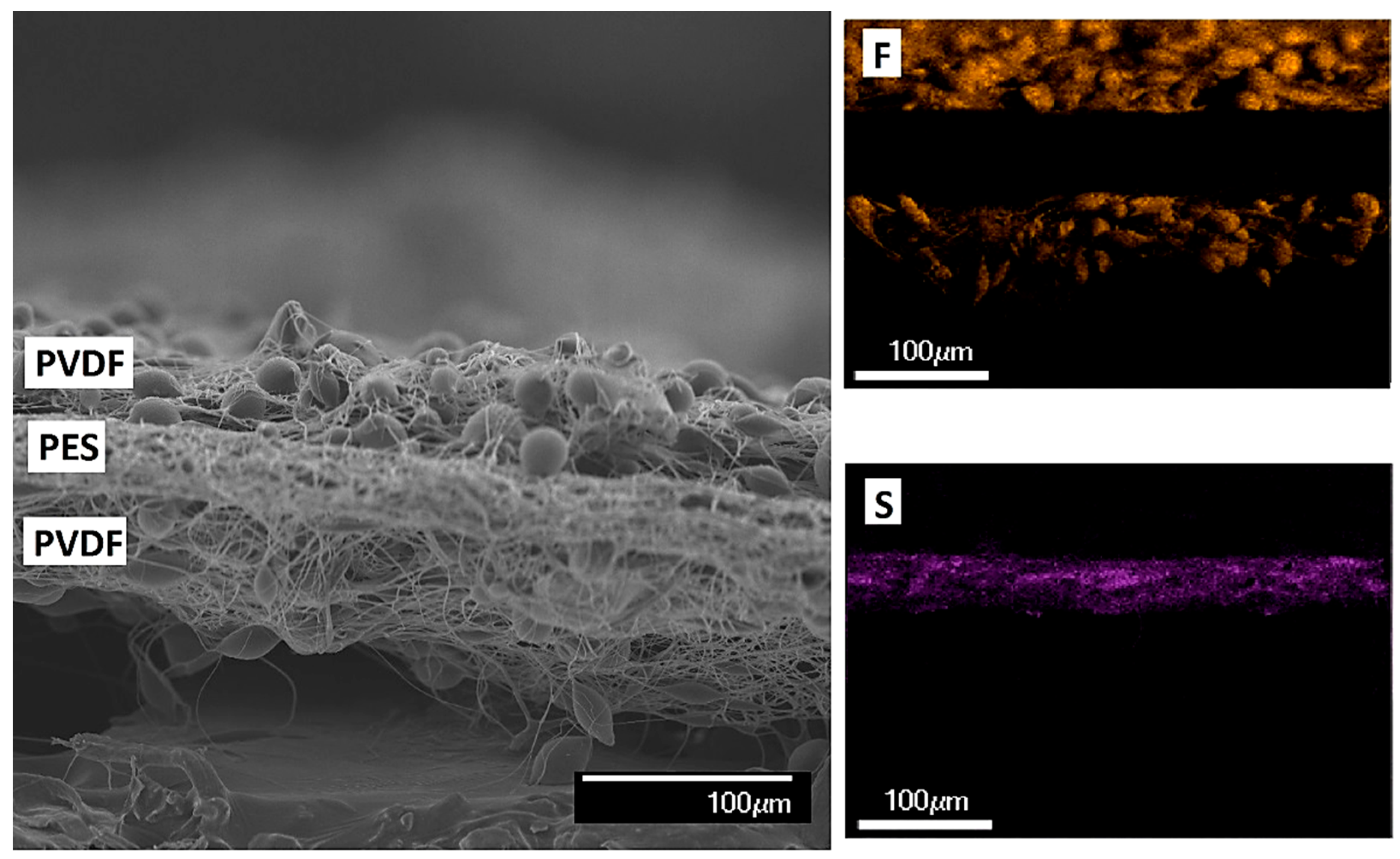
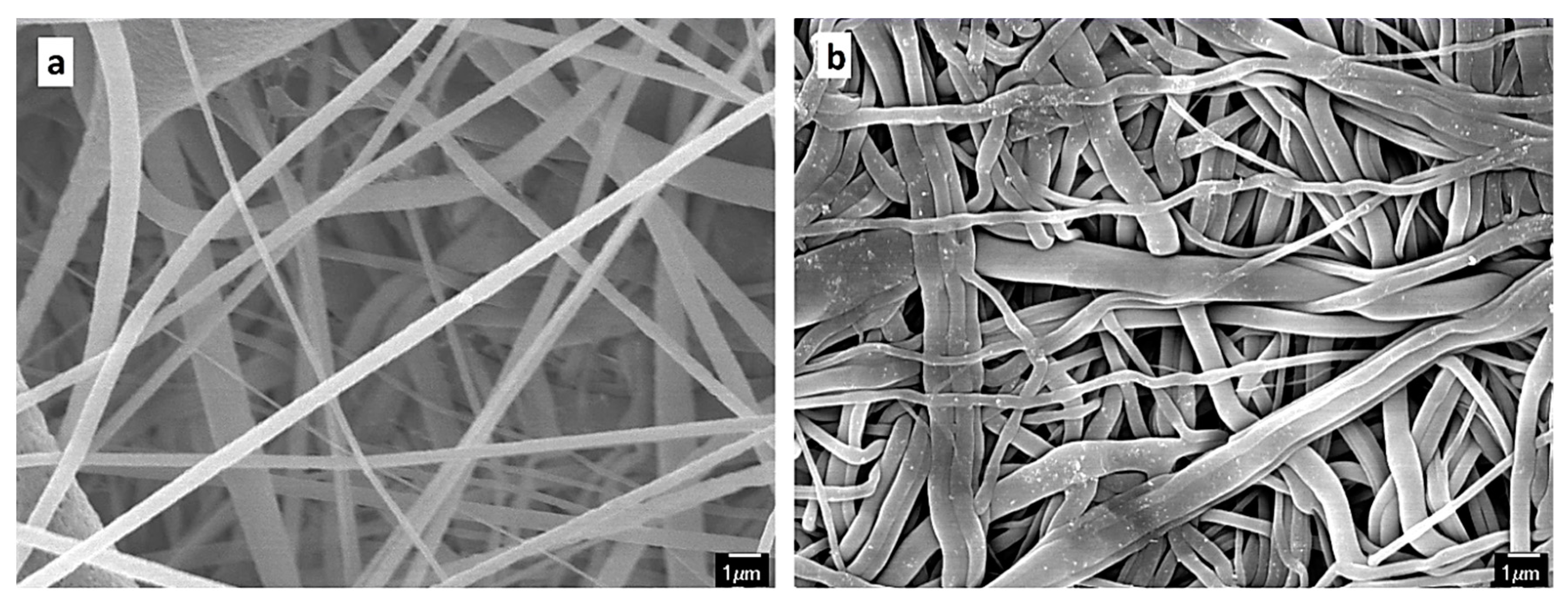
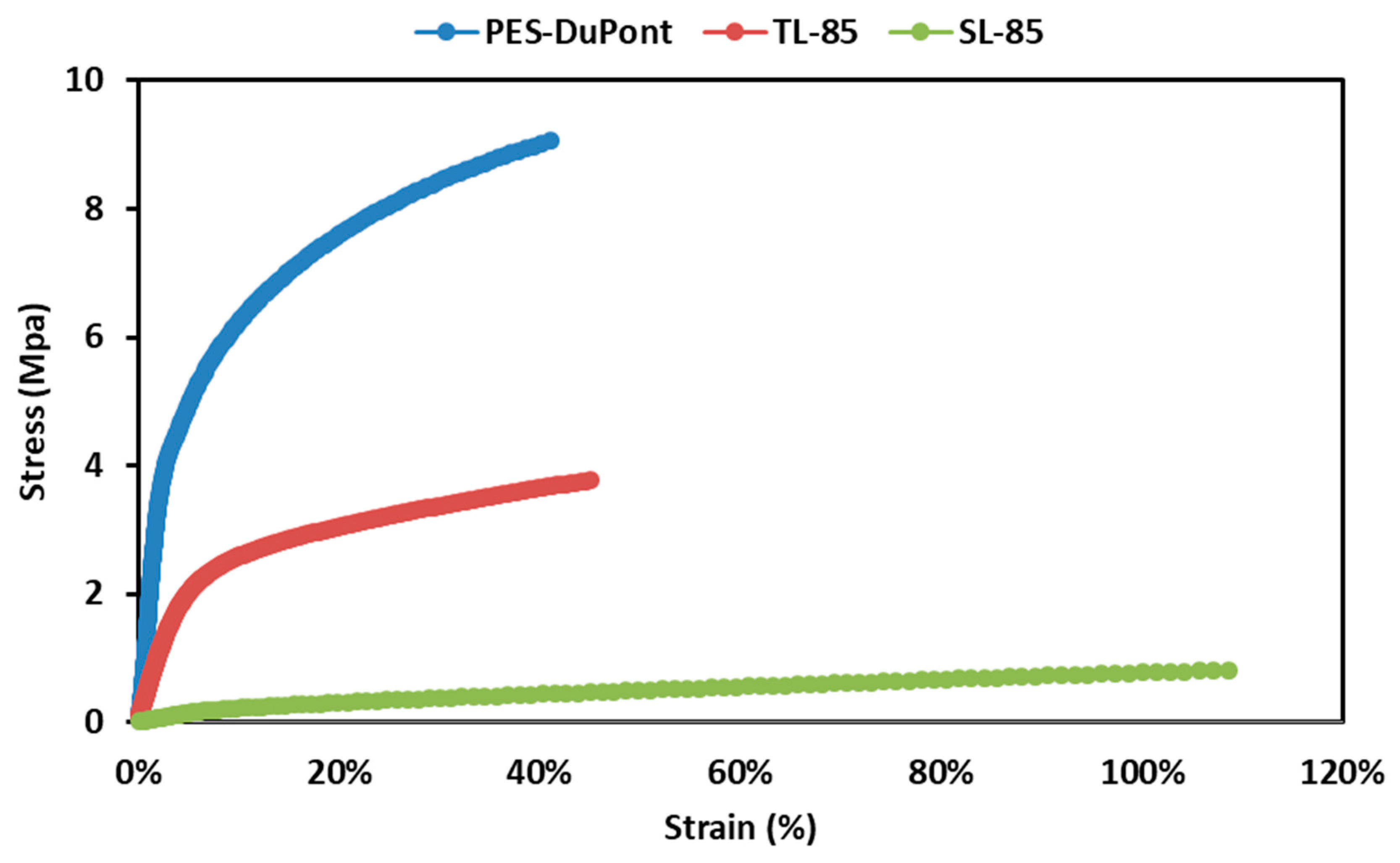
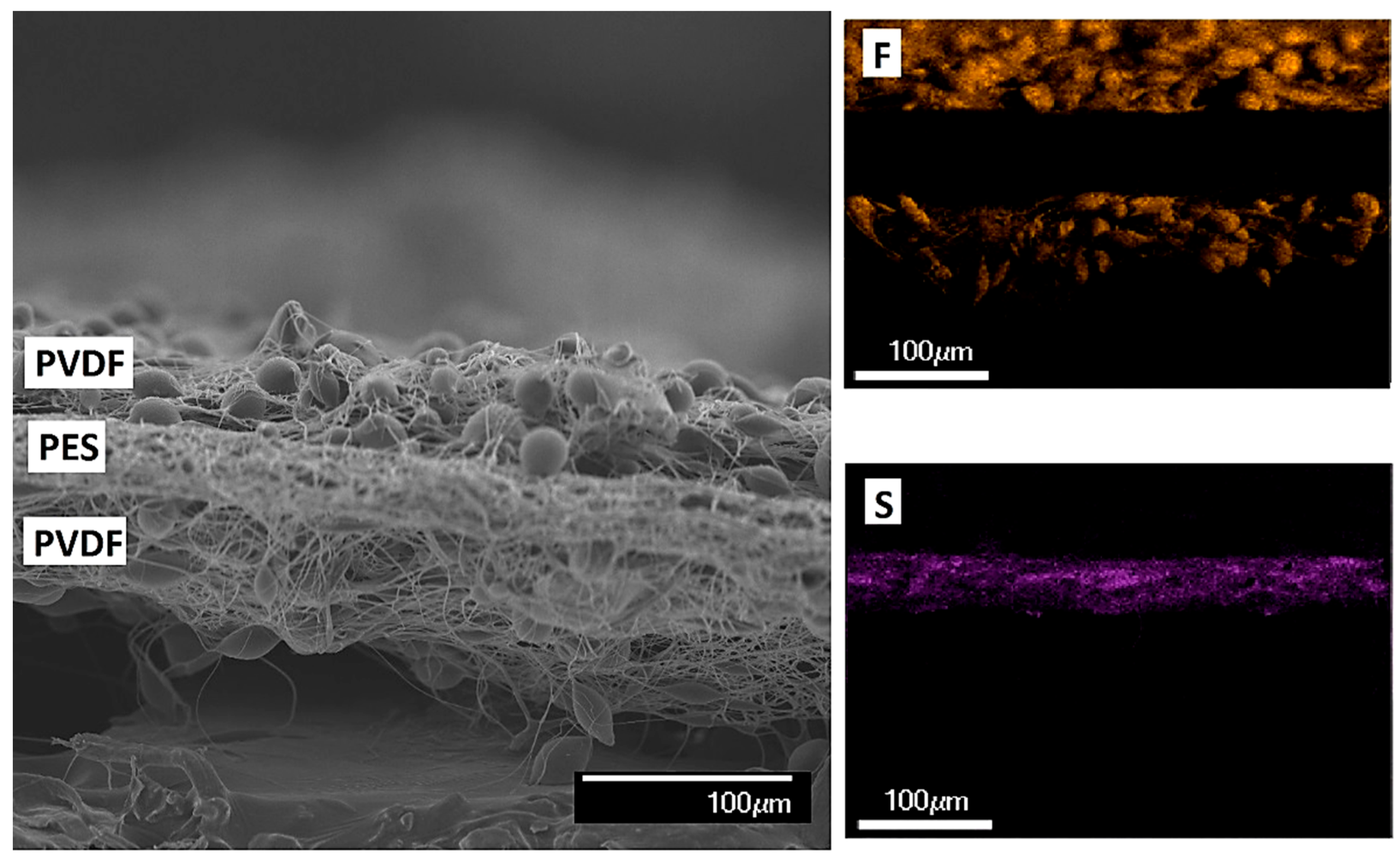
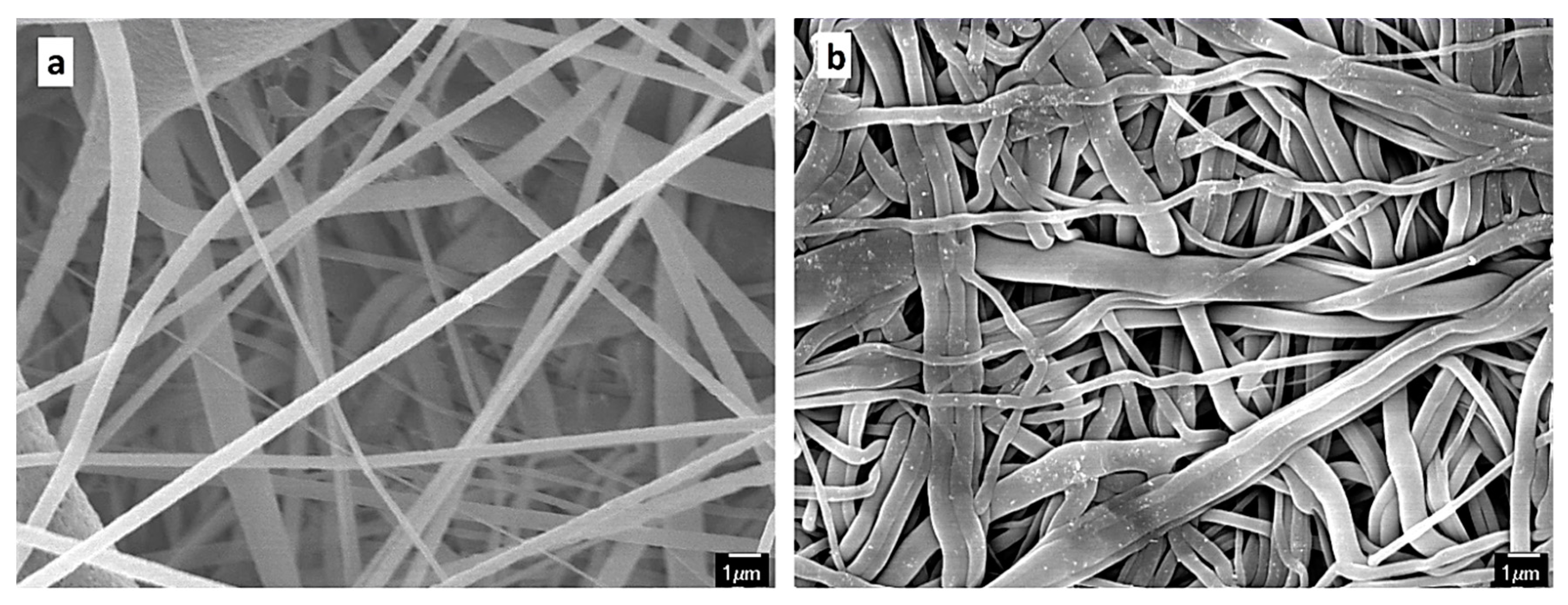
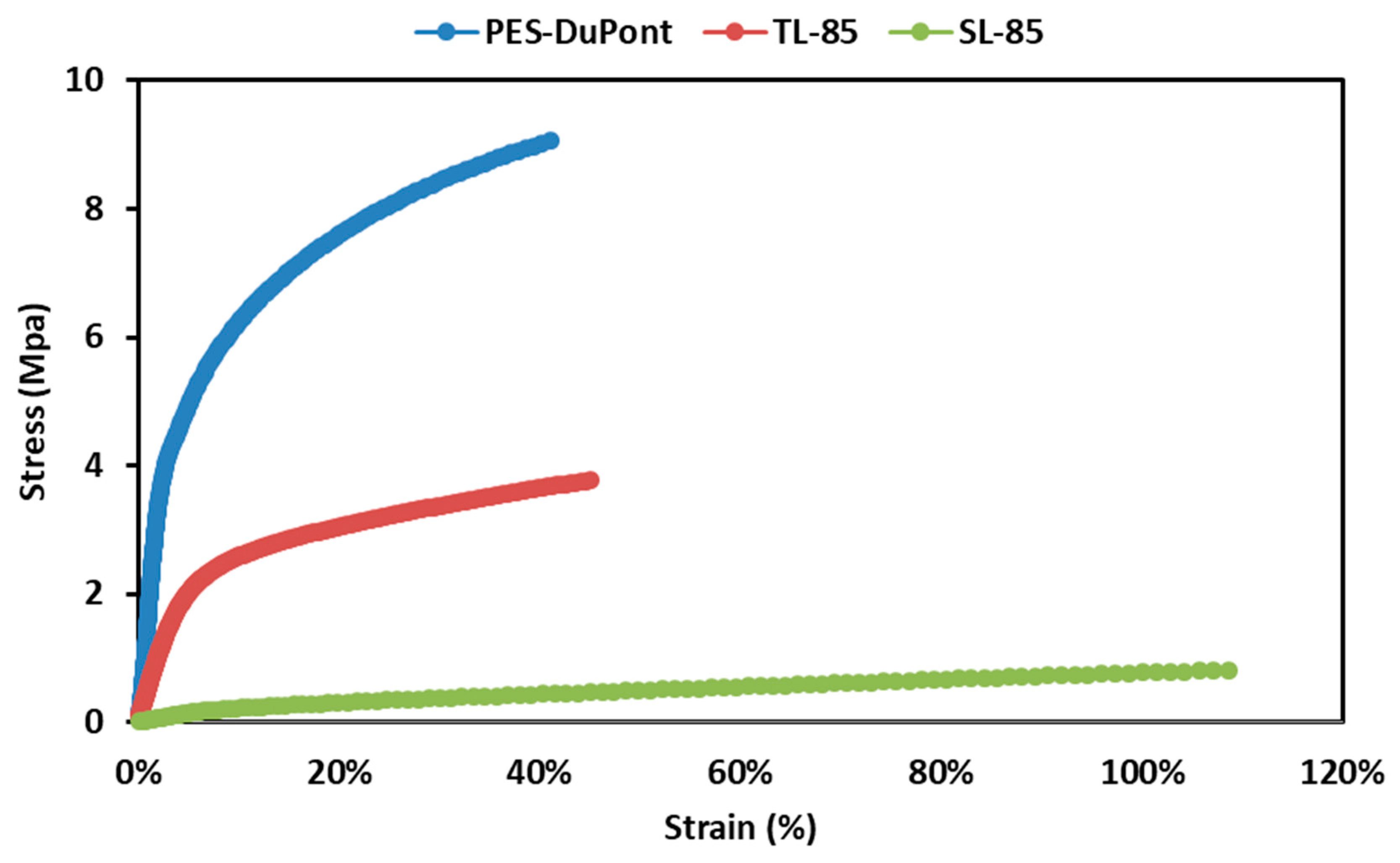
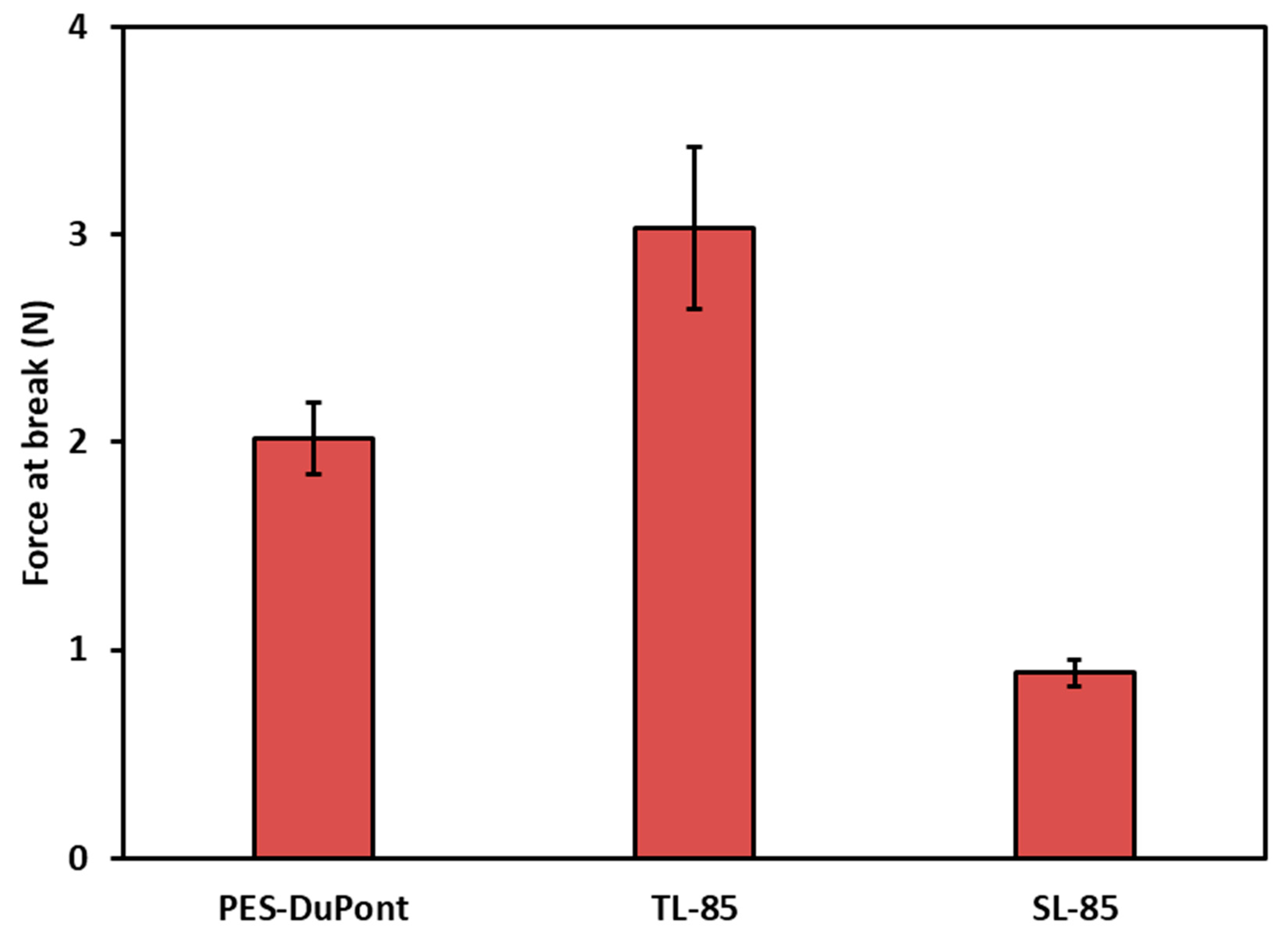
3.1. Membrane Characterization
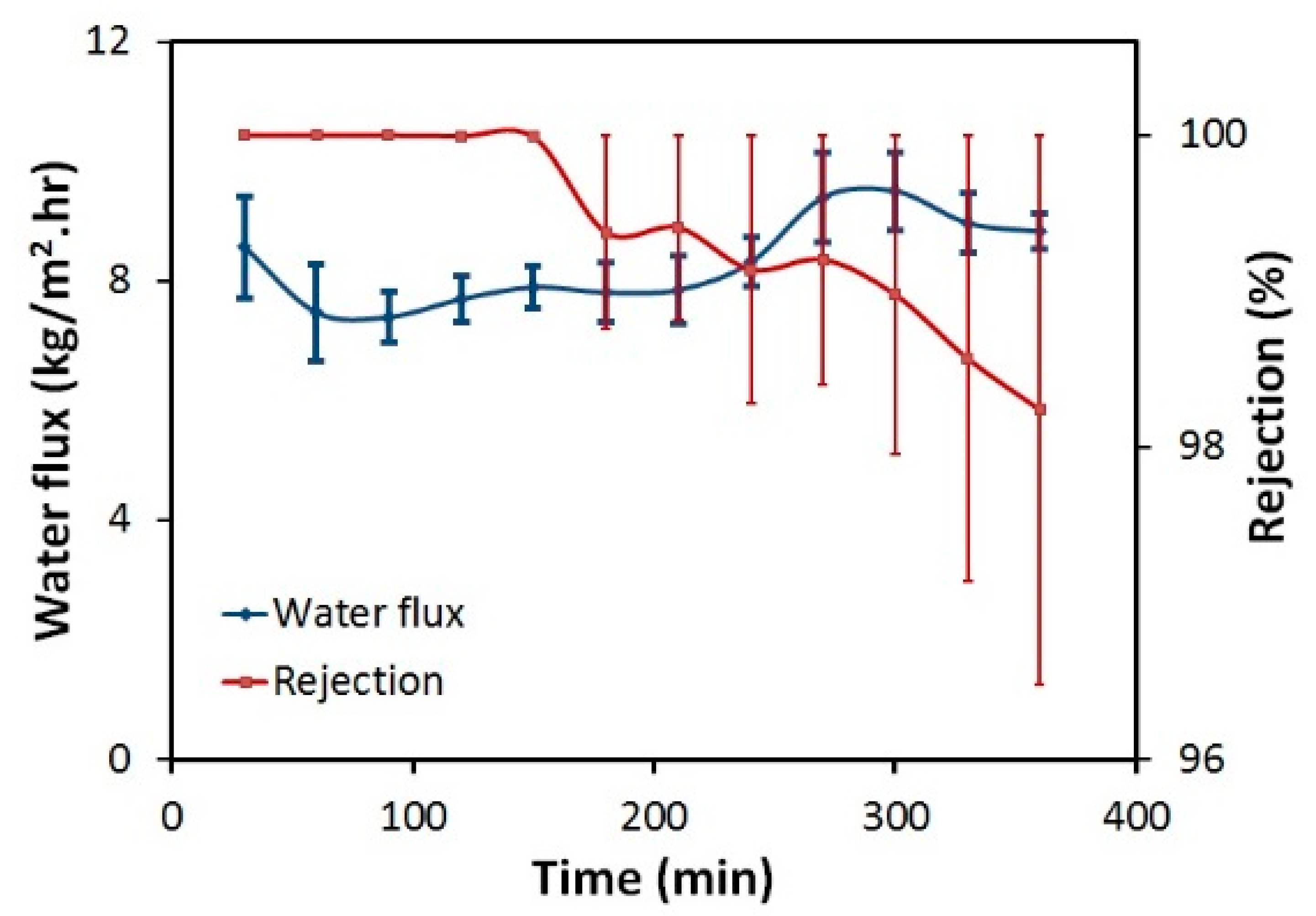
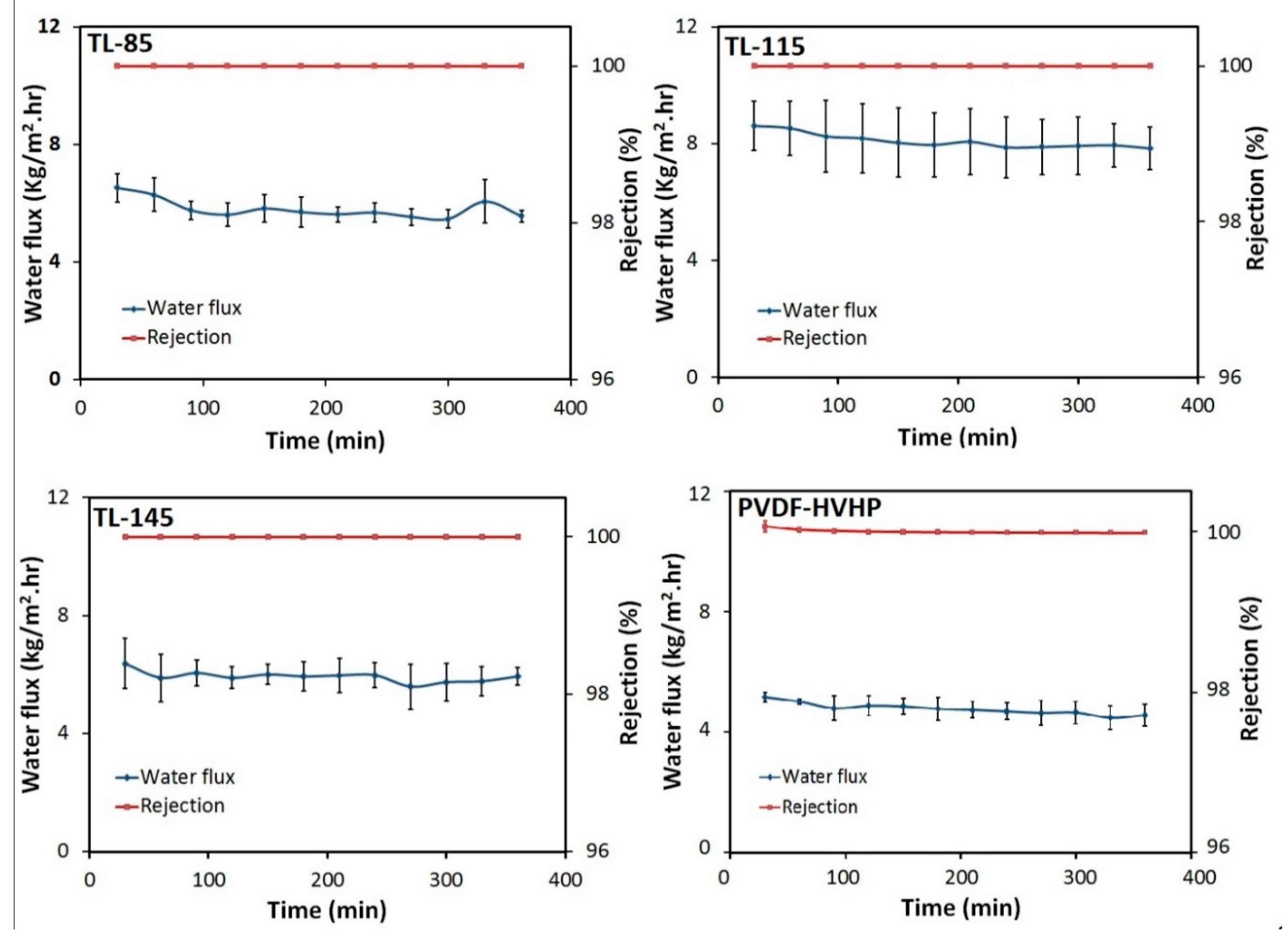
3.2. Membrane Performance by DCMD
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, J.; Guan, Y.; Cheng, F.; Liu, Y. Treatment of high salinity brines by direct contact membrane distillation: Effect of membrane characteristics and salinity. Chemosphere 2015, 140, 143–149. [Google Scholar] [CrossRef] [PubMed]
- Lattemann, S.; Höpner, T. Environmental impact and impact assessment of seawater desalination. Desalination 2008, 220, 1–15. [Google Scholar] [CrossRef]
- Waisi, B.I.H.; Karim, U.F.A.; Augustijn, D.C.M.; Al-Furaiji, M.H.O.; Hulscher, S.J.M.H. A study on the quantities and potential use of produced water in southern Iraq. Water Sci. Technol. Water Supply 2015, 15, 370–376. [Google Scholar] [CrossRef]
- Al-Furaiji, M.; Benes, N.E.; Nijmeijer, A.; McCutcheon, J.R. Use of FO-MD integrated process in the treatment of high salinity oily wastewater. Ind. Eng. Chem. Res. 2019, 58, 956–962. [Google Scholar] [CrossRef]
- Wang, X.; Miller, J.D.; Cheng, F.; Cheng, H. Potash flotation practice for carnallite resources in the Qinghai Province. PRC, Miner. Eng. 2014, 66, 33–39. [Google Scholar] [CrossRef]
- Tijing, L.D.; Choi, J.S.; Lee, S.; Kim, S.H.; Shon, H.K. Recent progress of membrane distillation using electrospun nanofibrous membrane. J. Membr. Sci. 2014, 453, 435–462. [Google Scholar] [CrossRef]
- Guan, Y.; Li, J.; Cheng, F.; Zhao, J.; Wang, X. Influence of salt concentration on DCMD performance for treatment of highly concentrated NaCl, KCl, MgCl2, and MgSO4 solutions. Desalination 2015, 355, 110–117. [Google Scholar] [CrossRef]
- Prince, J.a.; Singh, G.; Rana, D.; Matsuura, T.; Anbharasi, V.; Shanmugasundaram, T.S. Preparation and characterization of highly hydrophobic poly (vinylidene fluoride)–Clay nanocomposite nanofiber membranes (PVDF-clay NNMs) for desalination using direct contact membrane distillation. J. Membr. Sci. 2012, 397–398, 80–86. [Google Scholar] [CrossRef]
- Liao, Y.; Wang, R.; Tian, M.; Qiu, C.; Fane, A.G. Fabrication of polyvinylidene fluoride (PVDF) nanofiber membranes by electro-spinning for direct contact membrane distillation. J. Membr. Sci. 2013, 425–426, 30–39. [Google Scholar] [CrossRef]
- Essalhi, M.; Khayet, M. Self-sustained webs of polyvinylidene fluoride electrospun nanofibers at different electrospinning times: 1. Desalination by direct contact membrane distillation. J. Membr. Sci. 2013, 433, 167–179. [Google Scholar] [CrossRef]
- Bui, N.N.; McCutcheon, J.R. Hydrophilic nanofibers as new supports for thin film composite membranes for engineered osmosis. Environ. Sci. Technol. 2013, 47, 1761–1769. [Google Scholar] [CrossRef] [PubMed]
- Huang, L.; Arena, J.T.; Manickam, S.S.; Jiang, X.; Willis, B.G.; McCutcheon, J.R. Improved mechanical properties and hydrophilicity of electrospun nanofiber membranes for filtration applications by dopamine modification. J. Membr. Sci. 2014, 460, 241–249. [Google Scholar] [CrossRef]
- Prince, J.a.; Anbharasi, V.; Shanmugasundaram, T.S.; Singh, G. Preparation and characterization of novel triple layer hydrophilic–hydrophobic composite membrane for desalination using air gap membrane distillation. Sep. Purif. Technol. 2013, 118, 598–603. [Google Scholar] [CrossRef]
- Prince, J.A.; Rana, D.; Matsuura, T.; Ayyanar, N.; Shanmugasundaram, T.S.; Singh, G. Nanofiber based triple layer hydro-philic/-phobic membrane – A solution for pore wetting in membrane distillation. Sci. Rep. 2014, 4, 6949. [Google Scholar] [CrossRef] [PubMed]
- Al-Furaiji, M.; Benes, N.; Nijmeijer, A.; McCutcheon, J.R. Application of direct contact membrane distillation for treating high salinity solutions: impact of membrane structure and chemistry. Desalin. Water Treat. 2018, 136, 31–38. [Google Scholar] [CrossRef]
- Santoro, S.; Vidorreta, I.; Sebastian, V.; Moro, A.; Coelhoso, I.; Portugal, C.; Lima, J.; Desiderio, G.; Lombardo, G.; Drioli, E.; et al. A non-invasive optical method for mapping temperature polarization in direct contact membrane distillation. J. Membr. Sci. 2017, 536, 156–166. [Google Scholar] [CrossRef]
- Huang, L.; Bui, N.N.; Manickam, S.S.; McCutcheon, J.R. Controlling electrospun nanofiber morphology and mechanical properties using humidity. J. Polym. Sci. Part B Polym. Phys. 2011, 49, 1734–1744. [Google Scholar] [CrossRef]
- Khayet, M.; Matsuura, T. Membrane Distillation: Principles and Applications; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar] [CrossRef]
- Khayet, M.; Imdakm, A.O.; Matsuura, T.; Carlo, M. Transfer Monte Carlo simulation and experimental heat and mass transfer in direct contact membrane distillation. Int. J. Heat Mass Transfer 2010, 53, 1249–1259. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane | Thickness (micron) | Porosity (%) | Contact Angle (°) |
|---|---|---|---|
| TL-85 | 85 | 87.8 ± 1 | 130 ± 2 |
| TL-115 | 115 | 88.6 ± 4 | 128 ± 5 |
| TL-145 | 145 | 88.8 ± 2 | 129 ± 3 |
| SL-85 | 85 | 92 ± 2 | 132 ± 4 |
| DuPont PES | 32 | 60 ± 1.5 | 87 ± 1 |
| PVDF-HVHP | 105 | 75 | 115 ±7 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Furaiji, M.; Arena, J.T.; Ren, J.; Benes, N.; Nijmeijer, A.; McCutcheon, J.R. Triple-Layer Nanofiber Membranes for Treating High Salinity Brines Using Direct Contact Membrane Distillation. Membranes 2019, 9, 60. https://doi.org/10.3390/membranes9050060
Al-Furaiji M, Arena JT, Ren J, Benes N, Nijmeijer A, McCutcheon JR. Triple-Layer Nanofiber Membranes for Treating High Salinity Brines Using Direct Contact Membrane Distillation. Membranes. 2019; 9(5):60. https://doi.org/10.3390/membranes9050060
Chicago/Turabian StyleAl-Furaiji, Mustafa, Jason T. Arena, Jian Ren, Nieck Benes, Arian Nijmeijer, and Jeffrey R. McCutcheon. 2019. "Triple-Layer Nanofiber Membranes for Treating High Salinity Brines Using Direct Contact Membrane Distillation" Membranes 9, no. 5: 60. https://doi.org/10.3390/membranes9050060
APA StyleAl-Furaiji, M., Arena, J. T., Ren, J., Benes, N., Nijmeijer, A., & McCutcheon, J. R. (2019). Triple-Layer Nanofiber Membranes for Treating High Salinity Brines Using Direct Contact Membrane Distillation. Membranes, 9(5), 60. https://doi.org/10.3390/membranes9050060