
High-Performance Flexible Hybrid Silica Membranes with an Ultrasonic Atomization-Assisted Spray-Coated Active Layer on Polymer for Isopropanol Dehydration


Abstract
1. Introduction
2. Experimental Section
2.1. Materials
2.2. Synthesis of BTESE Polymeric Sols
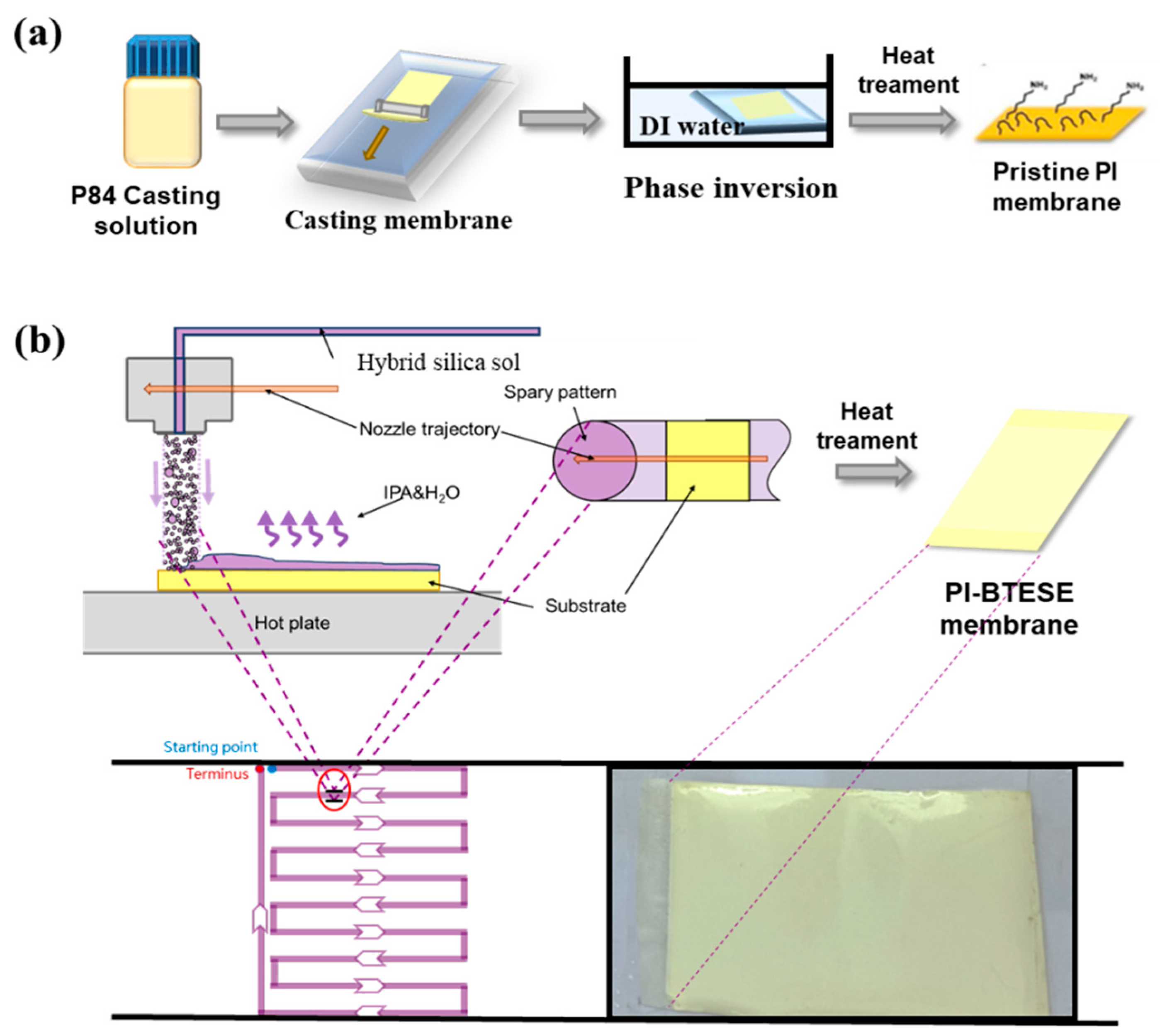
2.3. Preparation of Polyimide Ultrafiltration Membrane
2.4. Fabrication of Flexible Hybrid Silica Membranes
2.5. Characterization
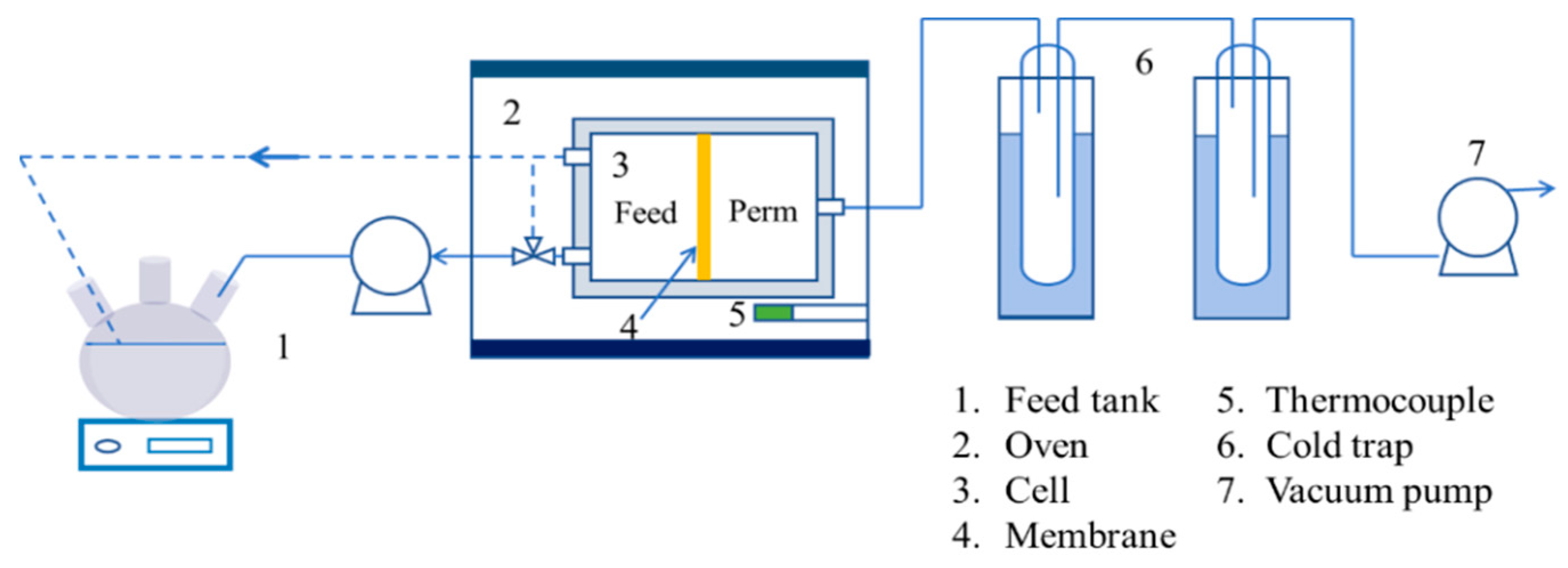
2.6. Pervaporation Dehydration Experiments
3. Results and Discussion
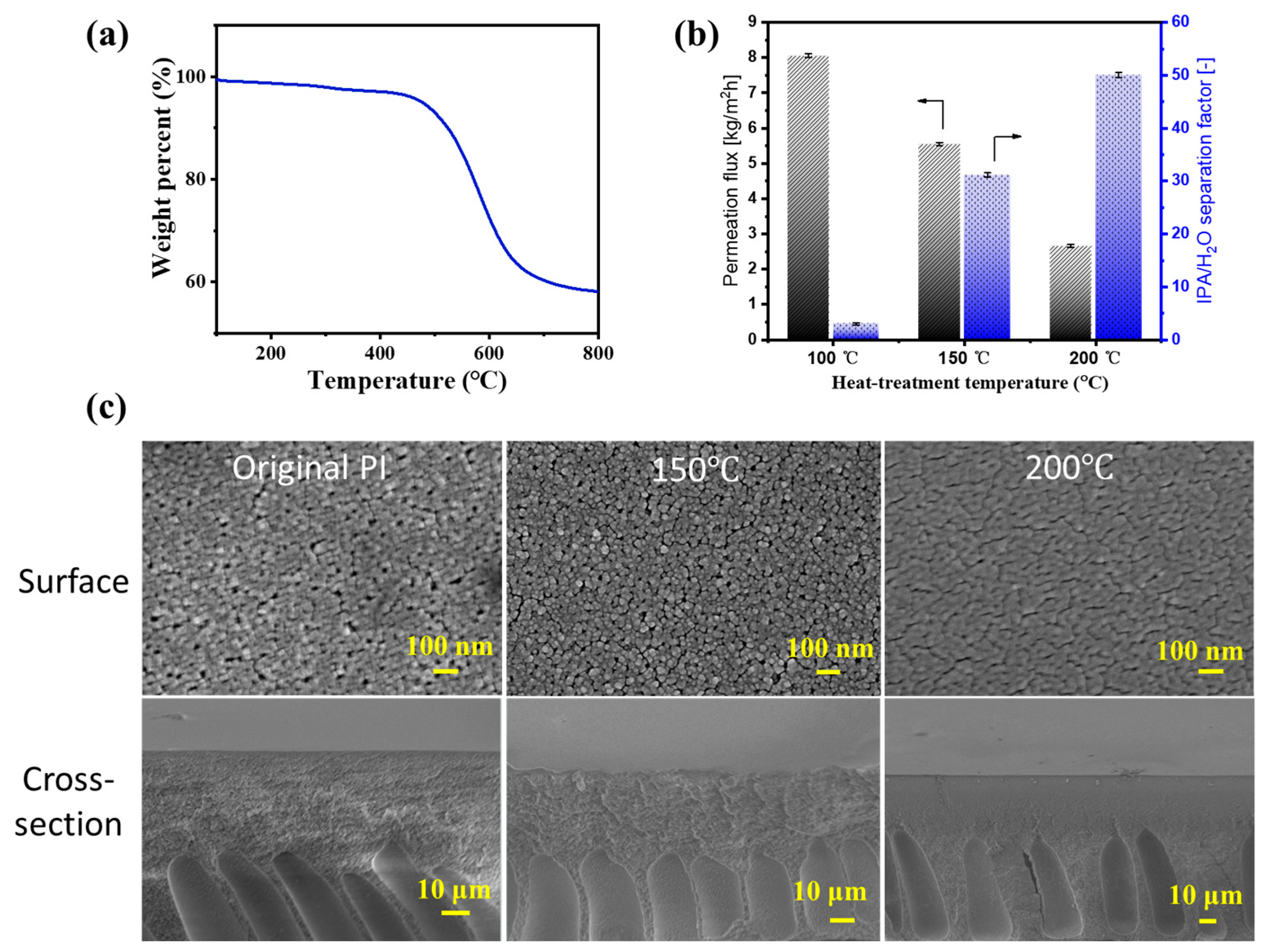
3.1. Thermal Tolerance of an PI Support Membrane
3.2. Ultrasonic Spraying of BTESE Sol on the Porous PI Support
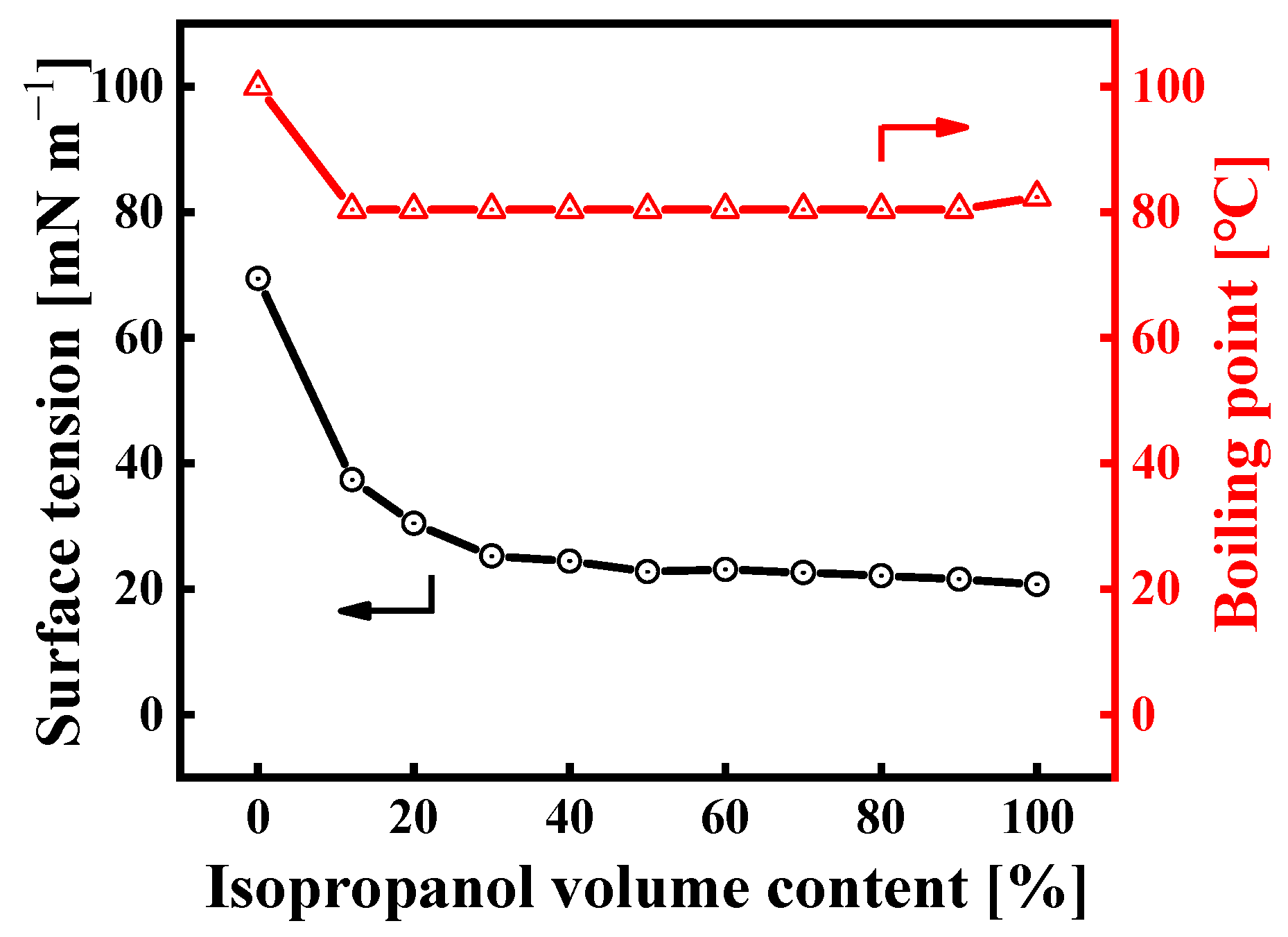
3.2.1. The Effect of Binary Solvent Ratio (IPA/H2O) on the Morphology of Hybrid Silica Layers
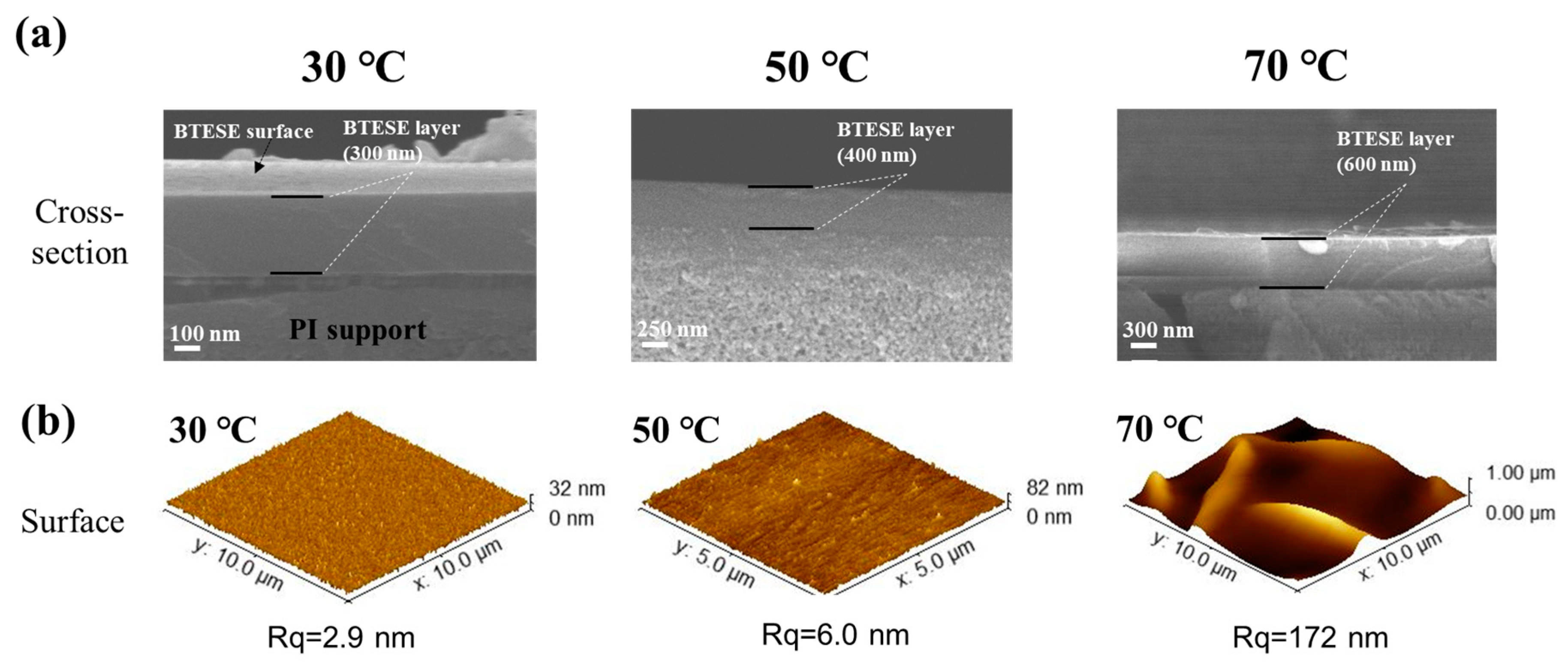
3.2.2. The Effect of the Temperature of the Substrate on the Morphology of Hybrid Silica Layers
3.2.3. Surface Chemical Properties of PI-Supported Hybrid Silica Composite Membranes
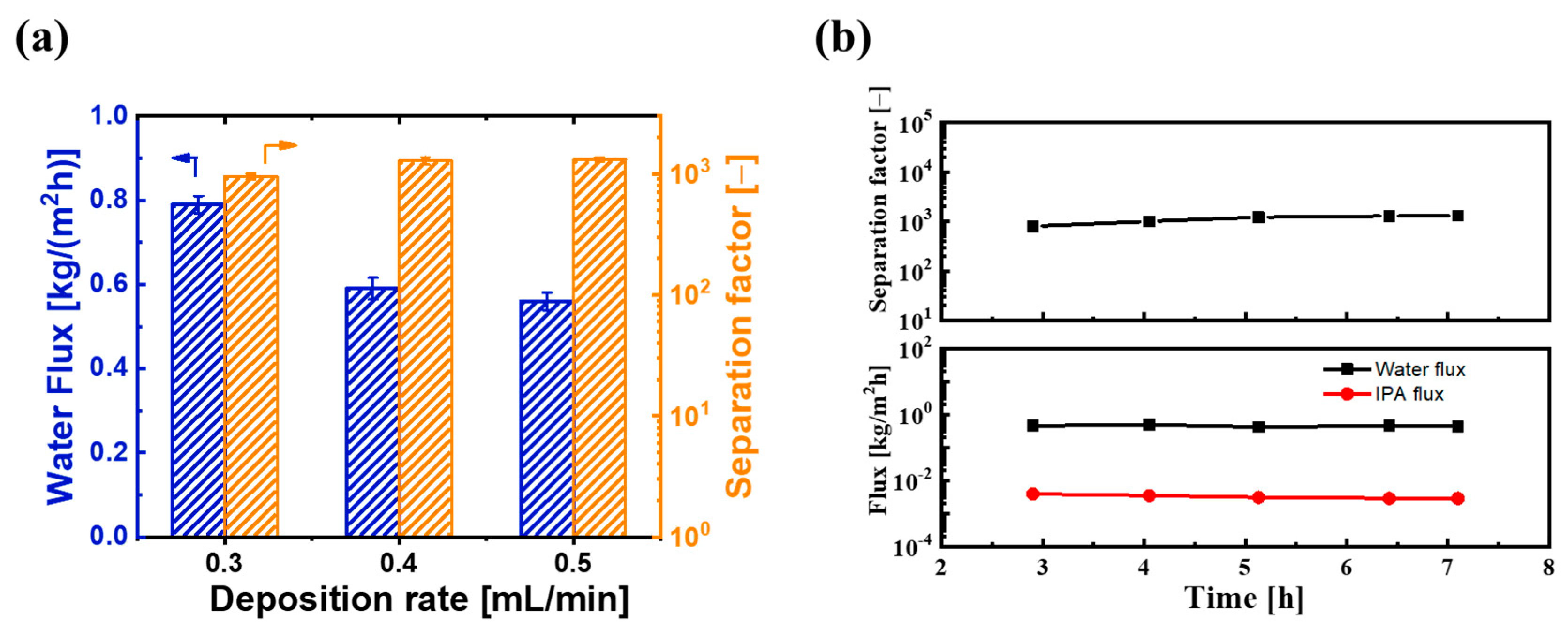
3.3. PV Performance Test of BTESE/PI Composite Membranes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Saygın, D.; Patel, M.K.; Tam, C.; Gielen, D.J. Chemical and Petrochemical Sector-Potential of Best Practice Technology and Other Measures for Improving Energy Efficiency; International Energy Agency (IEA): Paris, France, 2009. [Google Scholar]
- Kujawski, W. Application of pervaporation and vapor permeation in environmental protection. Pol. J. Environ. Stud. 2000, 9, 13–26. [Google Scholar]
- Sholl, D.S.; Lively, R.P. Seven chemical separations to change the world. Nature 2016, 532, 435–437. [Google Scholar] [CrossRef] [PubMed]
- Vane, L.M. Pervaporation and vapor permeation tutorial: Membrane processes for the selective separation of liquid and vapor mixtures. Separ. Sci. Technol. 2013, 48, 429–437. [Google Scholar] [CrossRef]
- Tong, Z.; Liu, X.; Zhang, B.Z. Sulfonated graphene oxide based membranes with enhanced water transport capacity for isopropanol pervaporation dehydration. J. Membr. Sci. 2020, 612, 118446. [Google Scholar] [CrossRef]
- Liu, P.; Chen, M.; Ma, Y.; Hu, C.; Zhang, Q.; Zhu, A.; Liu, Q.L. A hydrophobic pervaporation membrane with hierarchical microporosity for high-efficient dehydration of alcohols. Chem. Eng. Sci. 2019, 206, 489–498. [Google Scholar] [CrossRef]
- Xu, R.; Ibrahim, S.M.; Kanezashi, M.; Yoshioka, T.; Ito, K.; Ohshita, J.; Tsuru, T. New Insights into the Microstructure-Separation Properties of Hybrid silica Membranes with Ethane, Ethylene, and Acetylene Bridges. ACS Appl. Mater. Interfaces 2014, 6, 9357–9364. [Google Scholar] [CrossRef]
- Castricum, H.L.; Paradis, G.G.; Mittelmeijer-Hazeleger, M.C.; Kreiter, R.; Vente, J.F.; Ten Elshof, J.E. Tailoring the Separation Behavior of Hybrid Hybrid silica Membranes by Adjusting the Structure of the Organic Bridging Group. Adv. Funct. Mater. 2011, 21, 2319–2329. [Google Scholar] [CrossRef]
- Agirre, I.; Arias, P.L.; Castricum, H.L.; Creatore, M.; Johan, E.; Paradis, G.G.; Ngamou, P.H.T.; Van Veen, H.M.; Vente, J.F. Hybrid Hybrid silicaMembranes and Processes: Status and Outlook. Sep. Purif. Technol. 2014, 121, 2–12. [Google Scholar] [CrossRef]
- Van Veen, H.M.; Rietkerk, M.D.; Shanahan, D.P.; Van Tuel, M.M.; Kreiter, R.; Castricum, H.L.; Vente, J.F. Pushing Membrane Stability Boundaries with HybSi Pervaporation Membranes. J. Membr. Sci. 2011, 380, 124–131. [Google Scholar] [CrossRef]
- Kanezashi, M.; Yada, K.; Yoshioka, T.; Tsuru, T. Design of Silica Networks for Development of Highly Permeable Hydrogen Separation Membranes with Hydrothermal Stability. J. Am. Chem. Soc. 2009, 131, 414–415. [Google Scholar] [CrossRef]
- Tsuru, T.; Shibata, T.; Wang, J.; Lee, H.R.; Kanezashi, M.; Yoshioka, T. Pervaporation of Acetic Acid Aqueous Solutions by Hybrid silicaMembranes. J. Membr. Sci. 2012, 421, 25–31. [Google Scholar] [CrossRef]
- Moriyama, N.; Takeyama, A.; Yamatoko, T.; Sawamura, K.I.; Gonoi, K.; Nagasawa, H.; Kanezashi, M.; Tsuru, T. Steam recovery from flue gas by hybrid silicamembranes for simultaneous harvesting of water and energy. Nat. Commun. 2023, 14, 7641. [Google Scholar] [CrossRef] [PubMed]
- Izumi, R.; Moriyama, N.; Ishizaki, K.; Nagasawa, H.; Tsuru, T.; Kanezashi, M. Gas permeation properties of bridged-type hybrid silicamembranes at extremely low temperatures and the application to oxygen separation. J. Membr. Sci. 2024, 691, 122228. [Google Scholar] [CrossRef]
- Sato, T.; Nagasawa, H.; Kanezashi, M.; Tsuru, T. Transesterification membrane reactor with hybrid silicamembrane in batch and continuous flow modes. Chem. Eng. J. 2022, 450, 137862. [Google Scholar] [CrossRef]
- Ngamou, P.H.T.; Overbeek, J.P.; Kreiter, R.; Van Veen, H.M.; Vente, J.F.; Wienk, I.M.; Cuperus, P.F.; Creatore, M. Plasma-deposited hybrid silica membranes with a controlled retention of organic bridges. J. Mater. Chem. A. 2013, 1, 5567–5576. [Google Scholar] [CrossRef]
- Gong, G.H.; Nagasawa, H.; Kanezashi, M.; Tsuru, T. Tailoring the Separation Behavior of Polymer-Supported Organosilica Layered-Hybrid Membranes via Facile Post-Treatment Using HCl and HN3 Vapors. ACS Appl. Mater. Interfaces 2016, 8, 11060–11069. [Google Scholar] [CrossRef]
- Gong, G.H.; Mamoru, M.; Nagasawa, H.; Kanezashi, M.; Hu, Y.X.; Tsuru, T. Vapor-permeation dehydration of isopropanol using a flexible and thin organosilica membrane with high permeance. J. Membr. Sci. 2019, 588, 1172. [Google Scholar] [CrossRef]
- Guan, H.; Li, Y.N.; Gong, G.H.; Xu, R.; Hu, Y.X.; Tsuru, T. Enhancing dehydration performance of isopropanol for flexible hybrid silica composite membranes with spray-coated active layer on polymers. Sep. Purif. Technol. 2022, 283, 120230. [Google Scholar] [CrossRef]
- Fu, W.M.; Zhang, W.; Chen, H.N.; Li, S.L.; Shi, W.X.; Hu, Y.X. A high-flux organic solvent nanofiltration membrane with binaphthol-based rigid-flexible microporous structures. J. Mater. Chem. A 2021, 9, 7180. [Google Scholar] [CrossRef]
- Wang, J.H.; Kanezashi, M.; Yoshioka, T.; Tsuru, T. Effect of calcination temperature on the PV dehydration performance of alcohol aqueous solutions through BTESE-derived silica membranes. J. Membr. Sci. 2012, 415–416, 810–815. [Google Scholar] [CrossRef]
- Girottov, C.; Mo, A.D.; Rand, B.P.; Heremans, P. High-performance organic solar cells with spray-coated hole-transport and active layers. Adv. Funct. Mater. 2011, 21, 64–72. [Google Scholar] [CrossRef]
- Kojima, S.; Mofuga, T.; Takenouch, K. The Leveling of Thermosetting Waterborne Coatings.Part 111: Leveling Under Controlled Conditions. Polym. Eng. Sci. 1995, 35, 1949–1954. [Google Scholar] [CrossRef]
- Lide, D.R. CRC Handbook of Chemistry and Physics, 85th ed.; CRC Press: Boca Raton, FL, USA, 2004–2005. [Google Scholar]
- Liu, C.; Bonaccurso, E.; Butta, H.J. Evaporation of sessile water/ethanol drops in a controlled environment. Phys. Chem. Chem. Phys. 2008, 10, 7150–7157. [Google Scholar] [CrossRef] [PubMed]
- Muhammad, M.; Wahyudi, B.S.; Hary, S. A preliminary study: Distillation of isopropanol–water mixture using fixed adsorptive distillation method. Sep. Purif. Technol. 2006, 48, 85–92. [Google Scholar]
- Gong, G.H.; Wang, J.H.; Nagasawa, H.; Kanezashi, M.; Yoshioka, T.; Tsuru, T. Synthesis and characterization of a layered-hybrid membrane consisting of an organosilica separation layer on a polymeric nanofiltration membrane. J. Membr. Sci. 2014, 472, 19–28. [Google Scholar] [CrossRef]
- Gallardo, M.R.; Panis, I.J.C.; Huang, S.H.; Ciou, J.X.; Li, C.L.; Millare, J.C.; Lee, K.R. Construction of graphene oxide intercalated with UiO-66-PEI heterostructure membrane for efficient pervaporation dehydration of isopropanol. Sep. Purif. Technol. 2024, 345, 127316. [Google Scholar] [CrossRef]
- Fujiki, T.; Kaji, M.; Tamamizu, Y.; Yasunari, R.; Nakagawa, K.; Kitagawa, T.; Yoshioka, T.; Matsuyama, H. Pervaporation dehydration of an isopropanol aqueous solution using microporous TiO2-SiO2-OCL (Organic chelating Ligand) composite membranes prepared under different firing conditions. Sep. Purif. Technol. 2024, 337, 126249. [Google Scholar] [CrossRef]
- Gallardo, M.R.; Ciou, J.X.; Wang, C.H.; Ang, M.B.M.Y.; Millare, J.C.; Li, C.L.; Lee, K.R.; Huang, S.-H. Mussel-inspired modification of 2D MoS2 to construct a hybrid nanocomposite membrane with enhanced pervaporation dehydration of isopropanol. J. Environ. Chem. Eng. 2024, 12, 111748. [Google Scholar] [CrossRef]
- Choi, S.; Chaudhari, S.; Shin, H.; Cho, K.; Lee, D.; Shon, M.; Park, Y.; Nam, S. Polydopamine-modified halloysite nanotube-incorporated polyvinyl alcohol membrane for pervaporation of water-isopropanol mixture. J. Ind. Eng. Chem. 2022, 105, 158–170. [Google Scholar] [CrossRef]
- Lee, J.Y.; Huang, T.Y.; Ang, M.B.M.Y.; Huang, S.H.; Tsai, H.A.; Jeng, R.J. Effects of monomer rigidity on microstructures and properties of novel polyamide thin-film composite membranes prepared through interfacial polymerization for pervaporation dehydration. J. Membr. Sci. 2022, 657, 120702. [Google Scholar] [CrossRef]
- Halakoo, E.; Feng, X. Layer-by-layer assembled membranes from graphene oxide and polyethyleneimine for ethanol and isopropanol dehydration. Chem. Eng. Sci. 2020, 216, 115488. [Google Scholar] [CrossRef]
- Lai, J.Y.; Wang, T.Y.; Zou, C.; Chen, J.J.; Lin, L.C.; Kang, D.Y. Highly-selective MOF-303 membrane for alcohol dehydration. J. Membr. Sci. 2022, 661, 120879. [Google Scholar] [CrossRef]
- Zhang, W.; Li, G.W.; Fang, Y.J.; Wang, X.P. Maleic anhydride surface-modification of crosslinked chitosan membrane and its pervaporation performance. J. Membr. Sci. 2007, 295, 130–138. [Google Scholar] [CrossRef]
- Rao, K.; Subha, M.C.S.; Sairam, M.; Mallikarjuna, N.N.; Aminabhavi, T.M. Blend membranes of chitosan and poly(vinyl alcohol) in pervaporation dehydration of isopropanol and tetrahydrofuran. J. Appl. Polym. Sci. 2007, 103, 1918–1926. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane | Water in Feed (wt%) | Temperature (°C) | Flux (g m−2 h−1) | Separation Factor (α) | Ref. |
|---|---|---|---|---|---|
| GO-U-P4 | 30 | 25 | 1479 | 587.4 | [28] |
| TiO2-SiO2-ACA | 10 | 50 | 890 | 667 | [29] |
| TiO2-SiO2-ACA | 10 | 50 | 130 | 98 | |
| MoS2 @PD0.3-TFN | 30 | 25 | 2870.1 | 268.6 | [30] |
| PDA/HNTs-PVA-PVAm | 20 | 40 | 190 | 479 | [31] |
| BAPP-TMC/PEI | 30 | 25 | 705 | 1664 | [32] |
| 30 | 70 | 2574 | 159 | ||
| (PEI/GO)14/Cl-TFC | 6 | 50 | 1336 | 180 | [33] |
| MOF-303/α-Al2O3 | 10 | 70 | 250 | 264 | [34] |
| Chitosan | 10 | 50 | 178 | 491 | [35] |
| PVA | 10 | 30 | 95 | 77 | [36] |
| BTESE/PI | 10 | 60 | 600 | 1300 | This work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liao, M.; Guan, H.; Zuo, H.; Ren, G.; Gong, G. High-Performance Flexible Hybrid Silica Membranes with an Ultrasonic Atomization-Assisted Spray-Coated Active Layer on Polymer for Isopropanol Dehydration. Membranes 2024, 14, 154. https://doi.org/10.3390/membranes14070154
Liao M, Guan H, Zuo H, Ren G, Gong G. High-Performance Flexible Hybrid Silica Membranes with an Ultrasonic Atomization-Assisted Spray-Coated Active Layer on Polymer for Isopropanol Dehydration. Membranes. 2024; 14(7):154. https://doi.org/10.3390/membranes14070154
Chicago/Turabian StyleLiao, Mingjia, He Guan, Hongfen Zuo, Guannan Ren, and Genghao Gong. 2024. "High-Performance Flexible Hybrid Silica Membranes with an Ultrasonic Atomization-Assisted Spray-Coated Active Layer on Polymer for Isopropanol Dehydration" Membranes 14, no. 7: 154. https://doi.org/10.3390/membranes14070154
APA StyleLiao, M., Guan, H., Zuo, H., Ren, G., & Gong, G. (2024). High-Performance Flexible Hybrid Silica Membranes with an Ultrasonic Atomization-Assisted Spray-Coated Active Layer on Polymer for Isopropanol Dehydration. Membranes, 14(7), 154. https://doi.org/10.3390/membranes14070154