
Innovative Trends in Modified Membranes: A Mini Review of Applications and Challenges in the Food Sector


 , and
, and 
Abstract
1. Introduction
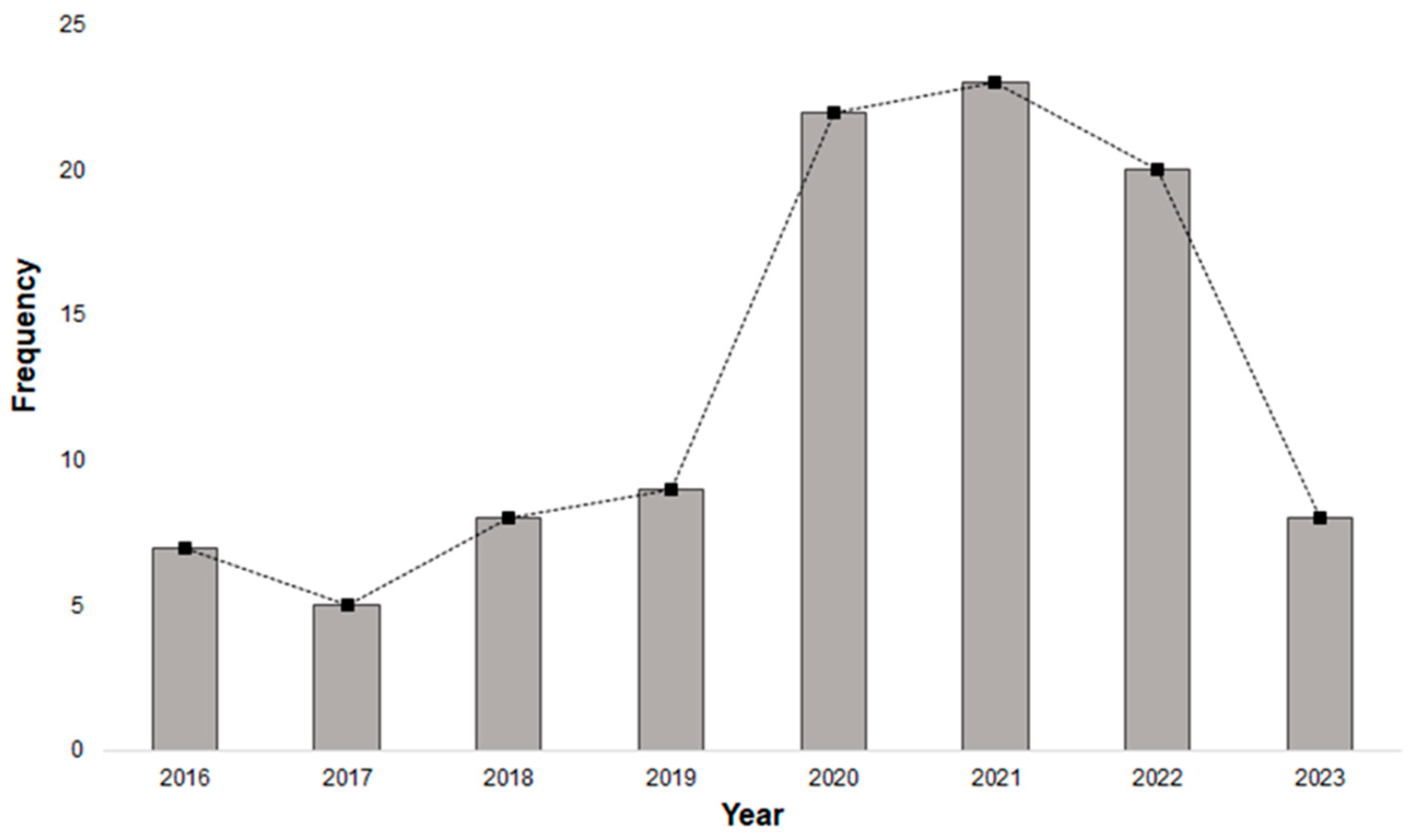
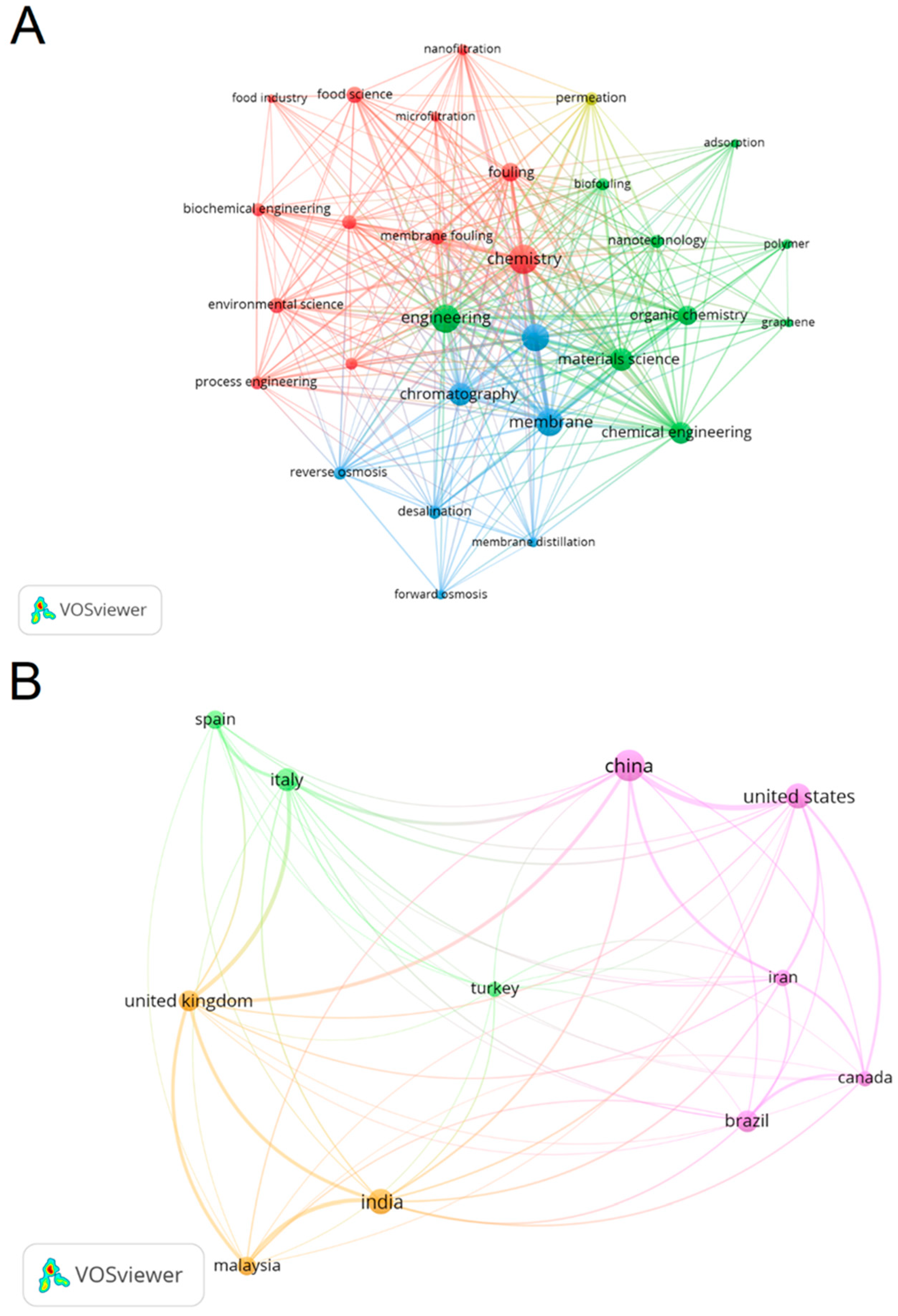
2. Methodology
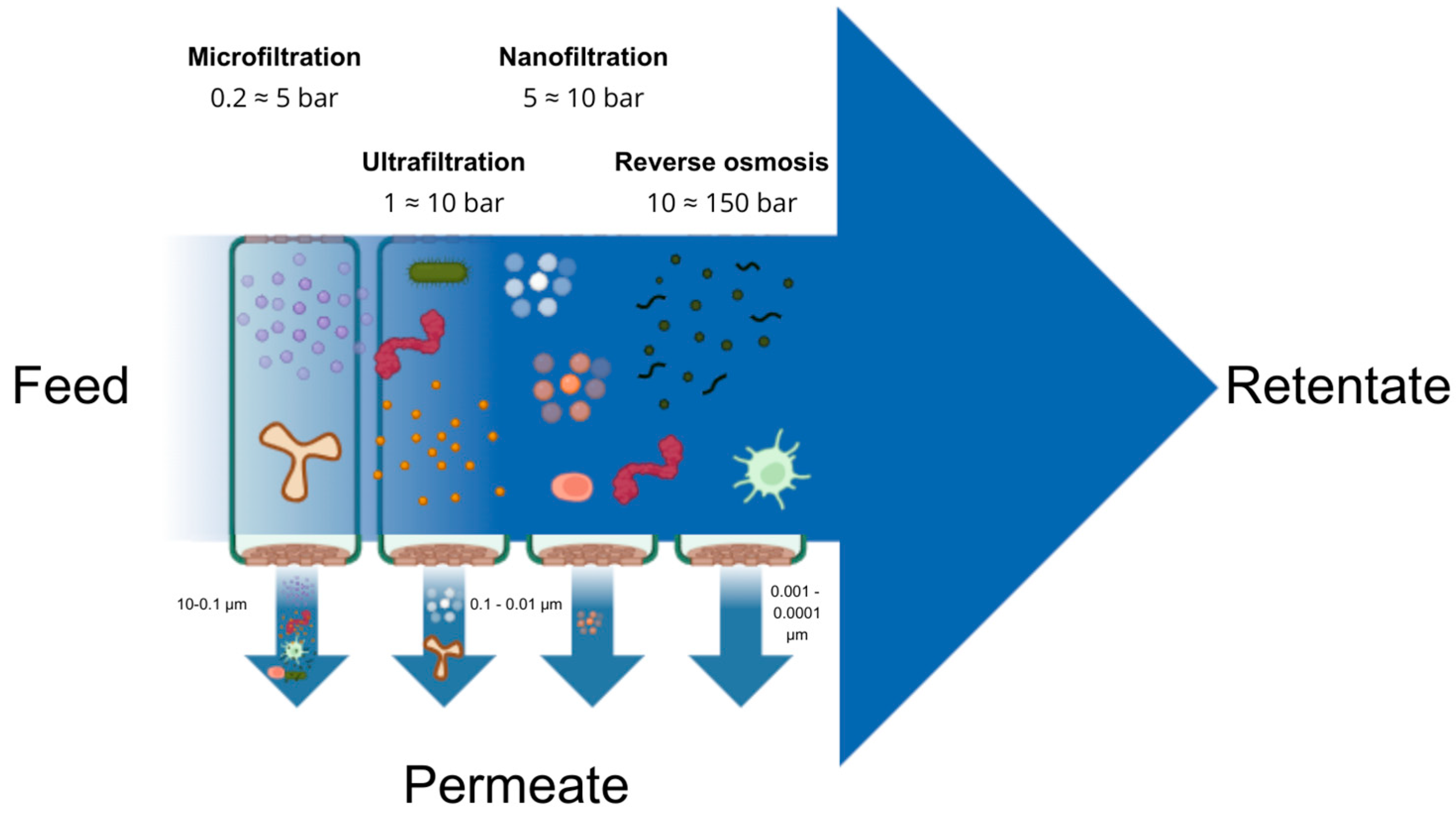
3. Membrane Processes
3.1. Microfiltration and Ultrafiltration
3.2. Nanofiltration, Reverse Osmosis and Forward Osmosis
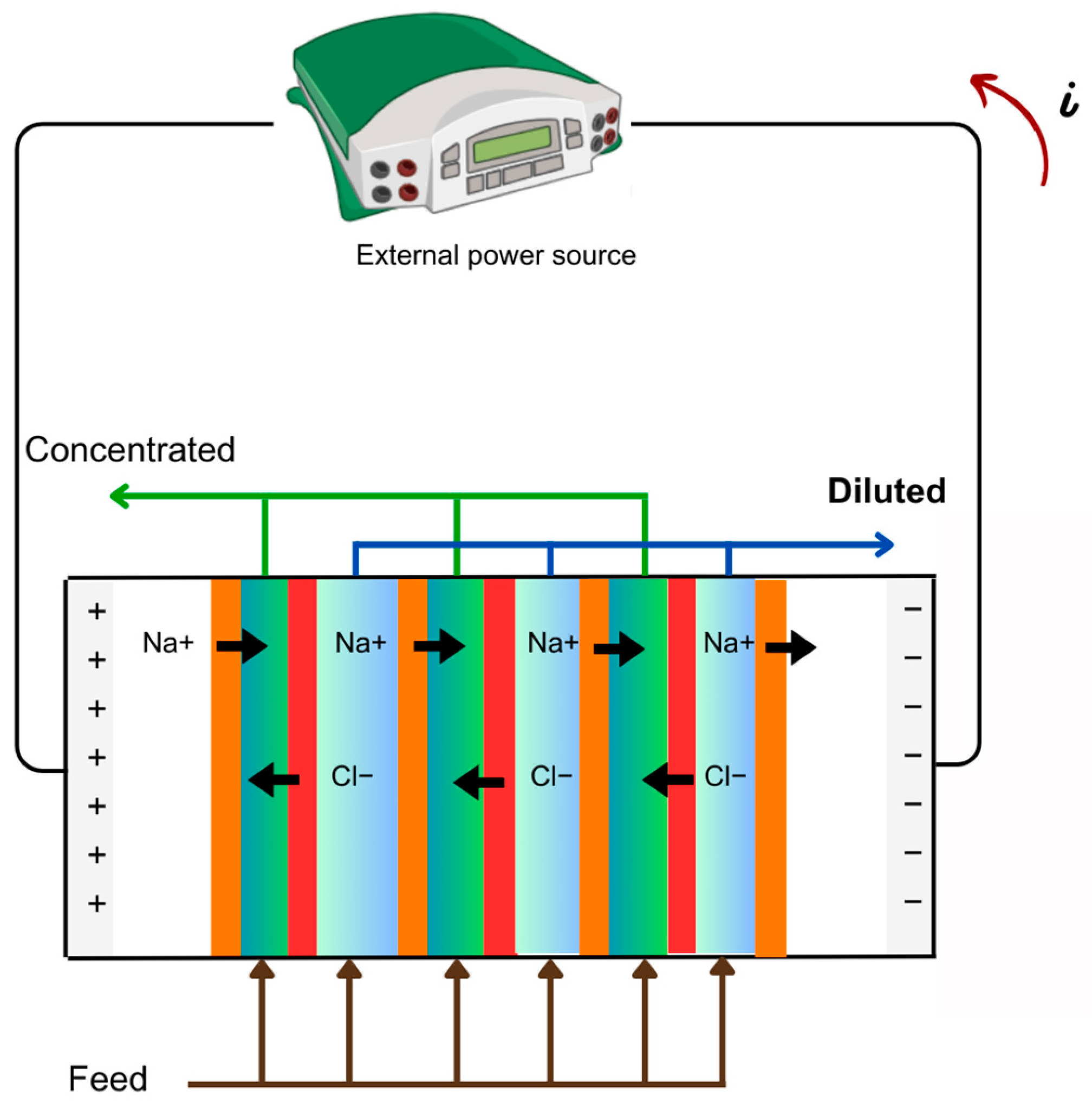
3.3. Electrodialysis
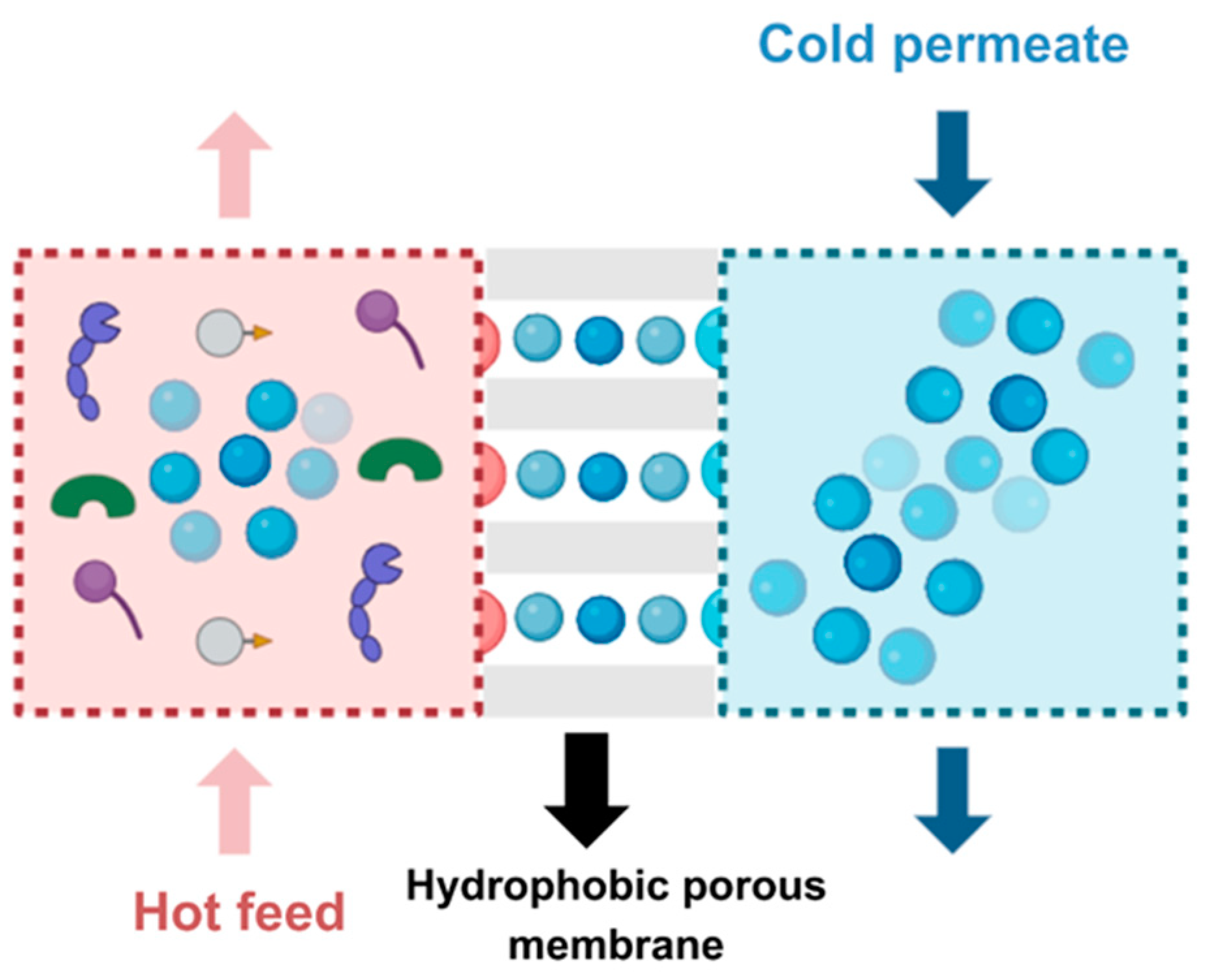
3.4. Membrane Distillation
4. Fouling
4.1. Particulate Fouling
4.2. Inorganic Fouling
4.3. Organic Fouling
4.4. Biofouling
4.5. Antifouling Strategies
5. Membrane Modifications
Modifying Agents
6. Utilizing Modified Membranes in Food Industry
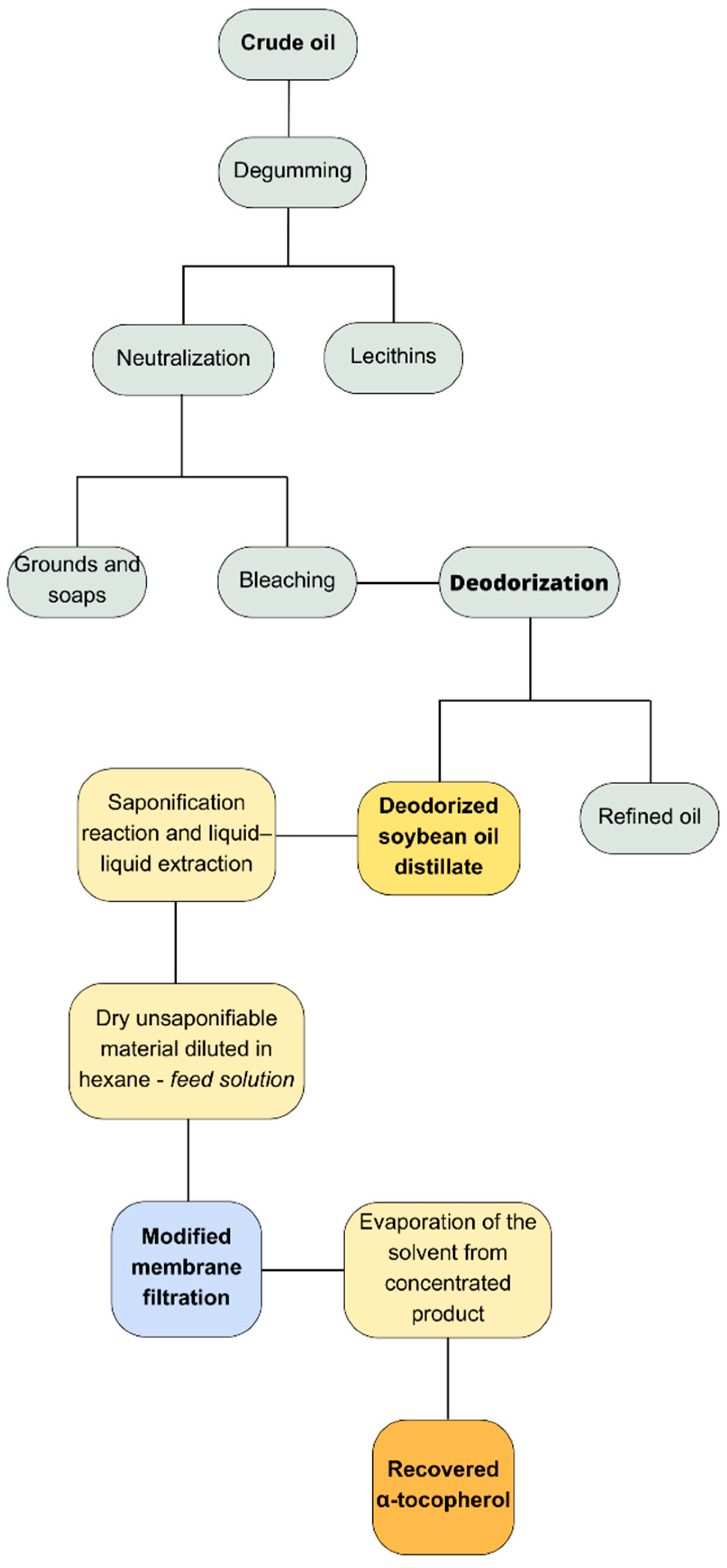
6.1. Oil Industry
6.2. Proteins
6.3. Bioactive Compounds
6.4. Pectin
6.5. Sugar
6.6. Fruit Juices
6.7. Biotechnology
6.8. Treatment Water in the Food Sector
7. Conclusions and Future Considerations
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Issaoui, M.; Jellali, S.; Zorpas, A.A.; Dutournie, P. Membrane Technology for Sustainable Water Resources Management: Challenges and Future Projections. Sustain. Chem. Pharm. 2022, 25, 100590. [Google Scholar] [CrossRef]
- Keskin, B.; Ersahin, M.E.; Ozgun, H.; Koyuncu, I. Pilot and Full-Scale Applications of Membrane Processes for Textile Wastewater Treatment: A Critical Review. J. Water Process Eng. 2021, 42, 102172. [Google Scholar] [CrossRef]
- Pervez, M.N.; Mishu, M.R.; Stylios, G.K.; Hasan, S.W.; Zhao, Y.; Cai, Y.; Zarra, T.; Belgiorno, V.; Naddeo, V. Sustainable Treatment of Food Industry Wastewater Using Membrane Technology: A Short Review. Water 2021, 13, 3450. [Google Scholar] [CrossRef]
- Charcosset, C. Classical and Recent Applications of Membrane Processes in the Food Industry. Food Eng. Rev. 2021, 13, 322–343. [Google Scholar] [CrossRef]
- Yadav, D.; Karki, S.; Ingole, P.G. Nanofiltration (NF) Membrane Processing in the Food Industry. Food Eng. Rev. 2022, 14, 579–595. [Google Scholar] [CrossRef]
- Goh, K.S.; Chen, Y.; Ng, D.Y.F.; Chew, J.W.; Wang, R. Organic Solvent Forward Osmosis Membranes for Pharmaceutical Concentration. J. Membr. Sci. 2022, 642, 119965. [Google Scholar] [CrossRef]
- Dizayee, K.K.H.; Judd, S.J. A Brief Review of the Status of Low-Pressure Membrane Technology Implementation for Petroleum Industry Effluent Treatment. Membranes 2022, 12, 391. [Google Scholar] [CrossRef]
- Nunes, M.A.; Pawlowski, S.; Costa, A.S.G.; Alves, R.C.; Oliveira, M.B.P.P.; Velizarov, S. Valorization of Olive Pomace by a Green Integrated Approach Applying Sustainable Extraction and Membrane-Assisted Concentration. Sci. Total Environ. 2019, 652, 40–47. [Google Scholar] [CrossRef]
- Mazzei, R.; Gebreyohannes, A.Y.; Papaioannou, E.; Nunes, S.P.; Vankelecom, I.F.J.; Giorno, L. Enzyme Catalysis Coupled with Artificial Membranes towards Process Intensification in Biorefinery—A Review. Bioresour. Technol. 2021, 335, 125248. [Google Scholar] [CrossRef]
- Castro-Muñoz, R.; Boczkaj, G.; Gontarek, E.; Cassano, A.; Fíla, V. Membrane Technologies Assisting Plant-Based and Agro-Food By-Products Processing: A Comprehensive Review. Trends Food Sci. Technol. 2020, 95, 219–232. [Google Scholar] [CrossRef]
- Habert, A.C.; Borges, C.P.; Nobrega, R. Processos de Separação por Membranas; E-Papers Serviços Editoriais Ltda: Rio de Janeiro, RJ, Brazil, 2006; Volume 3, ISBN 87-7650-085-X. [Google Scholar]
- Baker, R.W. Membrane Technology and Applications; Wiley: Hoboken, NJ, USA, 2012; ISBN 9780470743720. [Google Scholar] [CrossRef]
- Lalia, B.S.; Kochkodan, V.; Hashaikeh, R.; Hilal, N. A Review on Membrane Fabrication: Structure, Properties, and Performance Relationship. Desalination 2013, 326, 77–95. [Google Scholar] [CrossRef]
- Al-Sawaftah, N.; Abuwatfa, W.; Darwish, N.; Husseini, G. A Comprehensive Review on Membrane Fouling: Mathematical Modelling, Prediction, Diagnosis, and Mitigation. Water 2021, 13, 1327. [Google Scholar] [CrossRef]
- Díez, B.; Rosal, R. A Critical Review of Membrane Modification Techniques for Fouling and Biofouling Control in Pressure-Driven Membrane Processes. Nanotechnol. Environ. Eng. 2020, 5, 15. [Google Scholar] [CrossRef]
- Niu, C.; Li, X.; Dai, R.; Wang, Z. Artificial Intelligence-Incorporated Membrane Fouling Prediction for Membrane-Based Processes in the Past 20 Years: A Critical Review. Water Res. 2022, 216, 118299. [Google Scholar] [CrossRef] [PubMed]
- Tanudjaja, H.J.; Anantharaman, A.; Ng, A.Q.Q.; Ma, Y.; Tanis-Kanbur, M.B.; Zydney, A.L.; Chew, J.W. A Review of Membrane Fouling by Proteins in Ultrafiltration and Microfiltration. J. Water Process Eng. 2022, 50, 103294. [Google Scholar] [CrossRef]
- Koros, W.J.; Ma, Y.H.; Shimidzu, T. Terminology for Membranes and Membrane Processes (IUPAC Recommendations 1996). Pure Appl. Chem. 1996, 68, 1479–1489. [Google Scholar] [CrossRef]
- Liu, C.; Wang, W.; Yang, B.; Xiao, K.; Zhao, H. Separation, Anti-Fouling, and Chlorine Resistance of the Polyamide Reverse Osmosis Membrane: From Mechanisms to Mitigation Strategies. Water Res. 2021, 195, 116976. [Google Scholar] [CrossRef]
- Ma, C.; Hu, J.; Sun, W.; Ma, Z.; Yang, W.; Wang, L.; Zhang, H. Graphene Oxide-Polyethylene Glycol Incorporated PVDF Nanocomposite Ultrafiltration Membrane with Enhanced Hydrophilicity, Permeability, and Antifouling Performance. Chemosphere 2020, 253, 126649. [Google Scholar] [CrossRef]
- Phinney, R.; Tivana, L.D.; Sjöholm, I.; Östbring, K.; Jeje, I.; Guibundana, D.; Rayner, M. Concentration of Citrus Fruit Juices in Membrane Pouches with Solar Energy Part 1: How Solar Drying Setup and Juice Pretreatment Determine the Drying Flux. J. Food Process Eng. 2020, 43, 13335. [Google Scholar] [CrossRef]
- Schäfer, A.I.; Shen, J.; Richards, B.S. Renewable Energy-Powered Membrane Technology in Tanzanian Communities. npj Clean Water 2018, 1, 24. [Google Scholar] [CrossRef]
- Tsegaye, B.; Jaiswal, S.; Jaiswal, A.K. Food Waste Biorefinery: Pathway towards Circular Bioeconomy. Foods 2021, 10, 1174. [Google Scholar] [CrossRef] [PubMed]
- Garnier, C.; Guiga, W.; Lameloise, M.L.; Degrand, L.; Fargues, C. Toward the Reduction of Water Consumption in the Vegetable-Processing Industry through Membrane Technology: Case Study of a Carrot-Processing Plant. Environ. Sci. Pollut. Res. 2020, 27, 42685–42703. [Google Scholar] [CrossRef] [PubMed]
- Sedej, I.; Milczarek, R.; Wang, S.C.; Sheng, R.; de Jesús Avena-Bustillos, R.; Dao, L.; Takeoka, G. Membrane-Filtered Olive Mill Wastewater: Quality Assessment of the Dried Phenolic-Rich Fraction. J. Food Sci. 2016, 81, E889–E896. [Google Scholar] [CrossRef] [PubMed]
- Bazrafshan, N.; Firouzjaei, M.D.; Elliott, M.; Moradkhani, A.; Rahimpour, A. Preparation and Modification of Low-Fouling Ultrafiltration Membranes for Cheese Whey Treatment by Membrane Bioreactor. Case Stud. Chem. Environ. Eng. 2021, 4, 100137. [Google Scholar] [CrossRef]
- Melo, R.L.F.; Sales, M.B.; de Castro Bizerra, V.; de Sousa Junior, P.G.; Cavalcante, A.L.G.; Freire, T.M.; Neto, F.S.; Bilal, M.; Jesionowski, T.; Soares, J.M.; et al. A Comprehensive Review of Recent Applications and Future Prospects on Magnetic Biocatalysts. Int. J. Biol. Macromol. 2023, 253, 126709. [Google Scholar] [CrossRef]
- Lopez, K.P.; Wang, R.; Hjelvik, E.A.; Lin, S.; Straub, A.P. Toward a universal framework for evaluating transport resistances and driving forces in membrane-based desalination processes. Sci. Adv. 2023, 9, eade0413. [Google Scholar] [CrossRef]
- Gul, A.; Hruza, J.; Yalcinkaya, F. Fouling and Chemical Cleaning of Microfiltration Membranes: A Mini-Review. Polymers 2021, 13, 846. [Google Scholar] [CrossRef]
- Samari, M.; Zinadini, S.; Zinatizadeh, A.A.; Jafarzadeh, M.; Gholami, F. Designing of a Novel Polyethersulfone (PES) Ultrafiltration (UF) Membrane with Thermal Stability and High Fouling Resistance Using Melamine-Modified Zirconium-Based Metal-Organic Framework (UiO-66-NH2/MOF). Sep. Purif. Technol. 2020, 251, 117010. [Google Scholar] [CrossRef]
- Malmali, M.; Wickramasinghe, S.R.; Tang, J.; Cong, H. Sugar Fractionation Using Surface-Modified Nanofiltration Membranes. Sep. Purif. Technol. 2016, 166, 187–195. [Google Scholar] [CrossRef]
- Bagci, P.O.; Akbas, M.; Gulec, H.A.; Bagci, U. Coupling Reverse Osmosis and Osmotic Distillation for Clarified Pomegranate Juice Concentration: Use of Plasma Modified Reverse Osmosis Membranes for Improved Performance. Innov. Food Sci. Emerg. Technol. 2019, 52, 213–220. [Google Scholar] [CrossRef]
- Ritt, C.L.; Stassin, T.; Davenport, D.M.; DuChanois, R.M.; Nulens, I.; Yang, Z.; Ben-Zvi, A.; Segev-Mark, N.; Elimelech, M.; Tang, C.Y.; et al. The Open Membrane Database: Synthesis–Structure–Performance Relationships of Reverse Osmosis Membranes. J. Membr. Sci. 2022, 641, 119927. [Google Scholar] [CrossRef]
- Biesheuvel, P.M.; Porada, S.; Elimelech, M.; Dykstra, J.E. Tutorial Review of Reverse Osmosis and Electrodialysis. J. Membr. Sci. 2022, 647, 120221. [Google Scholar] [CrossRef]
- Field, R.W.; She, Q.; Siddiqui, F.A.; Fane, A.G. Reverse Osmosis and Forward Osmosis Fouling: A Comparison. Discov. Chem. Eng. 2021, 1, 6. [Google Scholar] [CrossRef]
- Sanahuja-Embuena, V.; Frauholz, J.; Oruc, T.; Trzaskus, K.; Hélix-Nielsen, C. Transport Mechanisms behind Enhanced Solute Rejection in Forward Osmosis Compared to Reverse Osmosis Mode. J. Membr. Sci. 2021, 636, 119561. [Google Scholar] [CrossRef]
- Suzaimi, N.D.; Goh, P.S.; Ismail, A.F.; Mamah, S.C.; Malek, N.A.N.N.; Lim, J.W.; Wong, K.C.; Hilal, N. Strategies in Forward Osmosis Membrane Substrate Fabrication and Modification: A Review. Membranes 2020, 10, 332. [Google Scholar] [CrossRef]
- Bazinet, L.; Geoffroy, T.R. Electrodialytic processes: Market overview, membrane phenomena, recent developments and sustainable strategies. Membranes 2020, 10, 221. [Google Scholar] [CrossRef]
- Tristán, C.; Fallanza, M.; Ibáñez, R.; Ortiz, I. Reverse Electrodialysis: Potential Reduction in Energy and Emissions of Desalination. Appl. Sci. 2020, 10, 7317. [Google Scholar] [CrossRef]
- Dzyazko, Y.; Rozhdestveskaya, L.; Zmievskii, Y.; Volfkovich, Y.; Sosenkin, V.; Nikolskaya, N.; Vasilyuk, S.; Myronchuk, V.; Belyakov, V. Heterogeneous Membranes Modified with Nanoparticles of Inorganic Ion-Exchangers for Whey Demineralization. Mater. Today Proc. 2015, 2, 3864–3873. [Google Scholar] [CrossRef]
- Dzyazko, Y.; Rozhdestveskaya, L.; Zmievskii, Y.; Zakharov, V.; Myronchuk, V. Composite Inorganic Anion Exchange Membrane for Electrodialytic Desalination of Milky Whey. Mater. Today Proc. 2019, 6, 250–259. [Google Scholar] [CrossRef]
- Shirzad Kebria, R.; Mohammad; Rahimpour, A. Membrane Distillation: Basics, Advances, and Applications. In Advances in Membrane Technologies; IntechOpen: London, UK, 2020. [Google Scholar] [CrossRef]
- Yang, S.; Jasim, S.A.; Bokov, D.; Chupradit, S.; Nakhjiri, A.T.; El-Shafay, A.S. Membrane Distillation Technology for Molecular Separation: A Review on the Fouling, Wetting and Transport Phenomena. J. Mol. Liq. 2022, 349, 118115. [Google Scholar] [CrossRef]
- Skuse, C.; Gallego-Schmid, A.; Azapagic, A.; Gorgojo, P. Can Emerging Membrane-Based Desalination Technologies Replace Reverse Osmosis? Desalination 2021, 500, 114844. [Google Scholar] [CrossRef]
- Ahmad, S.; Marson, G.V.; Zeb, W.; Rehman, W.U.; Younas, M.; Farrukh, S.; Rezakazemi, M. Mass Transfer Modelling of Hollow Fiber Membrane Contactor for Apple Juice Concentration Using Osmotic Membrane Distillation. Sep. Purif. Technol. 2020, 250, 117209. [Google Scholar] [CrossRef]
- Zmievskii, Y.; Kyrychuk, I.; Myronchuk, V. Using of Direct Contact Membrane Distillation for Wastewater Treatment Obtained after Whey Processing. Carpathian J. Food Sci. Technol. 2016, 8, 5–10. [Google Scholar]
- Zmievskii, Y. Determination of critical pressure in membrane distillation process. Petroleum Chem. 2015, 55, 308–314. [Google Scholar] [CrossRef]
- Davood, M.H.; Farahani, A.; Chung, T.S. Solvent Resistant Hollow Fiber Membranes Comprising P84 Polyimide and Amine-Functionalized Carbon Nanotubes with Potential Applications in Pharmaceutical, Food, and Petrochemical Industries. Chem. Eng. J. 2018, 345, 174–185. [Google Scholar] [CrossRef]
- Ray, S.S.; Bakshi, H.S.; Dangayach, R.; Singh, R.; Deb, C.K.; Ganesapillai, M.; Chen, S.S.; Purkait, M.K. Recent Developments in Nanomaterials-Modified Membranes for Improved Membrane Distillation Performance. Membranes 2020, 10, 140. [Google Scholar] [CrossRef]
- Cheryan, M. Membrane Separations: Mechanisms and Models. In Food Properties and Computer-Aided Engineering of Food Processing Systems; Springer: Dordrecht, The Netherlands, 1989; pp. 367–391. [Google Scholar] [CrossRef]
- Mulder, M. Basic Principles of Membrane Technology; Center for Membrane Science and Technology, University of Twente: Enschede, The Netherlands, 1996; p. 564. [Google Scholar]
- Goosen, M.F.A.; Sablani, S.S.; Al-Maskari, S.S.; Albelushi, R.H.; Wilp, M. Effect of Feed Temperature on Permeate Flux and Mass Transfer Coefficient in Spiral-Wound Reverse Osmosis Systems. Desalination 2002, 144, 367–372. [Google Scholar] [CrossRef]
- Weirich, M.; Antonyuk, S. Monitoring of Particulate Fouling Potential of Feed Water with Spectroscopic Measurements. Membranes 2023, 13, 664. [Google Scholar] [CrossRef]
- Li, W.; Su, X.; Palazzolo, A.; Ahmed, S. Numerical Modeling of Concentration Polarization and Inorganic Fouling Growth in the Pressure-Driven Membrane Filtration Process. J. Membr. Sci. 2019, 569, 71–82. [Google Scholar] [CrossRef]
- Rolf, J.; Cao, T.; Huang, X.; Boo, C.; Li, Q.; Elimelech, M. Inorganic Scaling in Membrane Desalination: Models, Mechanisms, and Characterization Methods. Environ. Sci. Technol. 2022, 56, 7484–7511. [Google Scholar] [CrossRef]
- de Vries, H.J.; Kleibusch, E.; Hermes, G.D.A.; van den Brink, P.; Plugge, C.M. Biofouling Control: The Impact of Biofilm Dispersal and Membrane Flushing. Water Res. 2021, 198, 117163. [Google Scholar] [CrossRef] [PubMed]
- Kucera, J. Biofouling of Polyamide Membranes: Fouling Mechanisms, Current Mitigation and Cleaning Strategies, and Future Prospects. Membranes 2019, 9, 111. [Google Scholar] [CrossRef]
- Mohammad, W.A.; Ng, C.Y.; Lim, Y.P.; Ng, G.H. Ultrafiltration in food processing industry: Review on application, membrane fouling, and fouling control. Food Bioprocess Technol. 2012, 5, 1143–1156. [Google Scholar] [CrossRef]
- Antonya, A.; Lowa, J.H.; Gray, S.; Childress, A.E.; Le-Clecha, P.; Leslie, G. Scale formation and control in high pressure membrane water treatment systems: A review. J. Membr. Sci. 2011, 383, 1–16. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, S.; Yang, J.; Ma, A. Advancing strategies of biofouling control in water-treated polymeric membranes. Polymers 2022, 14, 1167. [Google Scholar] [CrossRef] [PubMed]
- Bazinet, L. Electrodialytic phenomena and their applications in the dairy industry: A review. Crit. Rev. Food Sci. Nutr. 2005, 45, 307–326. [Google Scholar] [CrossRef] [PubMed]
- Alkhatib, A.; Ayari, M.A.; Hawari, A.H. Fouling mitigation strategies for different foulants in membrane distillation. Chem. Eng. Proc.—Proc. Intensif. 2021, 167, 108517. [Google Scholar] [CrossRef]
- Cassano, A.; Conidi, C.; Ruby-Figueroa, R.; Castro-Muñoz, R. Nanofiltration and Tight Ultrafiltration Membranes for the Recovery of Polyphenols from Agro-Food By-Products. Int. J. Mol. Sci. 2018, 19, 351. [Google Scholar] [CrossRef]
- Hariharan, P.; Sundarrajan, S.; Arthanareeswaran, G.; Seshan, S.; Das, D.B.; Ismail, A.F. Advancements in Modification of Membrane Materials over Membrane Separation for Biomedical Applications—Review. Environ. Res. 2022, 204, 112045. [Google Scholar] [CrossRef]
- Ayyavoo, J.; Nguyen, T.P.N.; Jun, B.M.; Kim, I.C.; Kwon, Y.N. Protection of Polymeric Membranes with Antifouling Surfacing via Surface Modifications. Colloids Surf. A 2016, 506, 190–201. [Google Scholar] [CrossRef]
- Saffarimiandoab, F.; Gul, B.Y.; Tasdemir, R.S.; Ilter, S.E.; Unal, S.; Tunaboylu, B.; Menceloglu, Y.Z.; Koyuncum, I. A review on membrane fouling: Membrane modification. Desalination Water Treat. 2021, 216, 47–70. [Google Scholar] [CrossRef]
- Madalosso, H.B.; Machado, R.; Hotza, D. Membrane surface modification by electrospinning, coating, and plasma for membrane distillation applications: A state-of-the-art review. Adv. Eng. Mater. 2021, 23, 2001456. [Google Scholar] [CrossRef]
- Upadhyaya, L.; Qian, X.; Wickramasinghe, S.R. Chemical modification of membrane surface—Overview. Cur. Opin. Chem. Eng. 2018, 20, 13–18. [Google Scholar] [CrossRef]
- Shen, L.Q.; Xu, Z.K.; Liu, Z.M.; Xu, Y.Y. Ultrafiltration Hollow Fiber Membranes of Sulfonated Polyetherimide/Polyetherimide Blends: Preparation, Morphologies and Anti-Fouling Properties. J. Membr. Sci. 2003, 218, 279–293. [Google Scholar] [CrossRef]
- Xu, Z.; Wan, L.; Huang, X. Techniques for Membrane Surface Characterization. In Surface Engineering of Polymer Membranes; Advanced Topics in Science and Technology in China; Springer: Berlin/Heidelberg, Germany, 2009; pp. 5–63. [Google Scholar] [CrossRef]
- Kim, H.; Abdala, A.A.; Macosko, C.W. Graphene/Polymer Nanocomposites. Macromolecules 2010, 43, 6515–6530. [Google Scholar] [CrossRef]
- Lim, M.-Y.; Shin, H.; Shin, D.M.; Lee, S.-S.; Lee, J.-C. Poly(Vinyl Alcohol) Nanocomposites Containing Reduced Graphene Oxide Coated with Tannic Acid for Humidity Sensor. Polymer 2015, 84, 89–98. [Google Scholar] [CrossRef]
- Karkooti, A.; Yazdi, A.Z.; Chen, P.; McGregor, M.; Nazemifard, N.; Sadrzadeh, M. Development of Advanced Nanocomposite Membranes Using Graphene Nanoribbons and Nanosheets for Water Treatment. J. Membr. Sci. 2018, 560, 97–107. [Google Scholar] [CrossRef]
- Jhaveri, J.H.; Murthy, Z.V.P. A Comprehensive Review on Anti-Fouling Nanocomposite Membranes for Pressure Driven Membrane Separation Processes. Desalination 2016, 379, 137–154. [Google Scholar] [CrossRef]
- Rozhdestvenska, L.; Kudelko, K.; Ogenko, V.; Palchik, O.; Plisko, T.; Bildyukevich, A.; Zakharov, V.; Zmievskii, Y.; Vishnevskii, O. Filtration Membranes Containing Nanoparticles of Hydrated Zirconium Oxide–Graphene Oxide. Springer Proc. Phys. 2021, 246, 757–771. [Google Scholar] [CrossRef]
- Kudelko, K.O.; Rozhdestvenska, L.M.; Verbytska, A.A.; Borysenko, Y.V.; Barsukov, V.Z. Microfiltration Membranes Modified with Hydrated Zirconium Dioxide Containing Carbon Nanodots. Technol. Eng. 2022, 5, 43. [Google Scholar] [CrossRef]
- Neethirajan, S.; Jayas, D.S. Nanotechnology for the Food and Bioprocessing Industries. Food Bioprocess Technol. 2011, 4, 39–47. [Google Scholar] [CrossRef] [PubMed]
- Nile, S.H.; Baskar, V.; Selvaraj, D.; Nile, A.; Xiao, J.; Kai, G. Nanotechnologies in Food Science: Applications, Recent Trends, and Future Perspectives. Nano-Micro Lett. 2020, 12, 45. [Google Scholar] [CrossRef]
- Sahani, S.; Sharma, Y.C. Advancements in Applications of Nanotechnology in Global Food Industry. Food Chem. 2021, 342, 128318. [Google Scholar] [CrossRef] [PubMed]
- Jagtiani, E. Advancements in Nanotechnology for Food Science and Industry. Food Front. 2022, 3, 56–82. [Google Scholar] [CrossRef]
- Ranjha, M.M.A.N.; Shafique, B.; Rehman, A.; Mehmood, A.; Ali, A.; Zahra, S.M.; Siddiqui, S.A. Biocompatible Nanomaterials in Food Science, Technology, and Nutrient Drug Delivery: Recent Developments and Applications. Front. Nutr. 2022, 9, 1019662. [Google Scholar] [CrossRef]
- Cen, Y.-K.; Liu, Y.-X.; Xue, Y.-P.; Zheng, Y.-G. Immobilization of enzymes in/on membranes and their applications. Adv. Synth. Catal. 2019, 361, 5500–5515. [Google Scholar] [CrossRef]
- Santos, E.N.; László, Z.; Hodúr, C.; Arthanareeswaran, G.; Veréb, G. Photocatalytic membrane filtration and its advantages over conventional approaches in the treatment of oily wastewater: A review. Asia-Pac. J. Chem. Eng. 2020, 15, e2533. [Google Scholar] [CrossRef]
- D’Souza, N.M.; Mawson, A.J. Membrane cleaning in the dairy industry: A review. Crit. Rev. Food Sci. Nutr. 2005, 45, 125–134. [Google Scholar] [CrossRef]
- Yalcinkaya, F.; Boyraz, E.; Maryska, J.; Kucerova, K. A review on membrane technology and chemical surface modification for the oily wastewater treatment. Materials 2020, 13, 493. [Google Scholar] [CrossRef]
- Gallagher, P. Membrane removal processes for oil-water emulsion treatment. Water Waste Treat. 1992, 42–43. [Google Scholar]
- Ochoa, N.; Pagliero, C.; Marchese, J.; Mattea, M. Ultrafiltration of vegetable oils degumming by polymeric membranes. Sep. Purif. Technol. 2001, 22–23, 417–422. [Google Scholar] [CrossRef]
- Koris, A.; Vatai, G. Dry degumming of vegetable oils by membrane filtration. Desalination 2002, 148, 149–153. [Google Scholar] [CrossRef]
- Amid, M.; Nabian, N.; Delavar, M. Fabrication of polycarbonate ultrafiltration mixed matrix membranes including modified halloysite nanotubes and graphene oxide nanosheets for olive oil/water emulsion separation. Sep. Purif. Technol. 2020, 251, 117332. [Google Scholar] [CrossRef]
- Zuo, G.; Wang, R. Novel membrane surface modification to enhance anti-oil fouling property for membrane distillation application. J. Membr. Sci. 2013, 447, 26–35. [Google Scholar] [CrossRef]
- Bansal, K.K.; Jaggi, M.; Kaur, I.P. Preparation and Characterization of Lecithin-Coated Superparamagnetic Nanoparticles of 5-Fluorouracil for Tumor Targeting. Int. J. Nanomed. 2014, 9, 3259–3268. [Google Scholar]
- de Guzman, M.R.; Andra, C.K.A.; Ang, M.B.M.Y.; Dizon, G.V.C.; Caparanga, A.R.; Huang, S.H.; Lee, K.R. Increased performance and antifouling of mixed-matrix membranes of cellulose acetate with hydrophilic nanoparticles of polydopamine-sulfobetaine methacrylate for oil-water separation. J. Membr. Sci. 2021, 620, 118881. [Google Scholar] [CrossRef]
- Subramanian, R.; Raghavarao, K.S.M.S.; Nakajima, M.; Nabetani, H.; Yamaguchi, T.; Kimura, T. Application of Dense Membrane Theory for Differential Permeation of Vegetable Oil Constituents. J. Food Eng. 2003, 60, 249–256. [Google Scholar] [CrossRef]
- Nagesha, G.K.; Subramanian, R.; Sankar, K.U. Processing of Tocopherol and FA Systems Using a Nonporous Denser Polymeric Membrane. J. Am. Oil Chem. Soc. 2003, 80, 397–402. [Google Scholar] [CrossRef]
- do Nascimento, N.N.; Vieira, A.C.; Tardioli, P.W.; Bergamasco, R.; Vieira, A.M.S. Valorization of Soybean Oil Residue through Advanced Technology of Graphene Oxide Modified Membranes for Tocopherol Recovery. Can. J. Chem. Eng. 2022, 100, 3736–3749. [Google Scholar] [CrossRef]
- Zeng, L.; Zhu, Z.; Sun, D.W. Novel Graphene Oxide/Polymer Composite Membranes for the Food Industry: Structures, Mechanisms and Recent Applications. Crit. Rev. Food Sci. Nutr. 2022, 62, 3705–3722. [Google Scholar] [CrossRef]
- Deng, H.T.; Xu, Z.K.; Dai, Z.W.; Wu, J.; Seta, P. Immobilization of Candida rugosa Lipase on Polypropylene Microfiltration Membrane Modified by Glycopolymer: Hydrolysis of Olive Oil in Biphasic Bioreactor. Enzyme Microb. Technol. 2005, 36, 996–1002. [Google Scholar] [CrossRef]
- Bazinet, L.; Ippersiel, D.; Labrecque, R.; Lamarche, F. Effect of temperature on the separation of soybean 11S and 7S protein fractions during bipolar membrane electroacidification. Biotechol. Progr. 2000, 16, 292–295. [Google Scholar] [CrossRef] [PubMed]
- Bazinet, L.; Doyen, A. Antioxidants, mechanisms, and recovery by membrane processes. Crit. Rev. Food Science Nutr. 2017, 57, 677–700. [Google Scholar] [CrossRef]
- Gupta, S.; Bhattacharya, A.; Murthy, C.N. Tune to Immobilize Lipases on Polymer Membranes: Techniques, Factors and Prospects. Biocatal. Agric. Biotechnol. 2013, 2, 171–190. [Google Scholar] [CrossRef]
- Guo, W.; Ngo, H.H.; Li, J. A Mini-Review on Membrane Fouling. Bioresour. Technol. 2012, 122, 27–34. [Google Scholar] [CrossRef] [PubMed]
- Serra, E.; Mayoral, Á.; Sakamoto, Y.; Blanco, R.M.; Díaz, I. Immobilization of Lipase in Ordered Mesoporous Materials: Effect of Textural and Structural Parameters. Microporous Mesoporous Mater. 2008, 114, 201–213. [Google Scholar] [CrossRef]
- Molina, L.C.A.; Magalhães-Ghiotto, G.A.V.; Nichi, L.; Dzyazko, Y.S.; Bergamasco, R. Membranes Modified with Rigid Polymer for Processing Solutions of Vegetable Proteins. Acta Period. Technol. 2023, 54, 313–324. [Google Scholar] [CrossRef]
- Farjami, M.; Vatanpour, V.; Moghadassi, A. Effect of Nanoboehmite/Poly(ethylene glycol) on the Performance and Physiochemical Attributes EPVC Nano-Composite Membranes in Protein Separation. Chem. Eng. Res. Des. 2020, 156, 371–383. [Google Scholar] [CrossRef]
- Myronchuk, V.; Zmievskii, Y.; Dzyazko, Y.; Rozhdestvenska, L.; Zakharov, V. Whey desalination using polymer and inorganic membranes: Operation conditions. Acta Period. Technol. 2018, 49, 103–116. [Google Scholar] [CrossRef]
- Alexandre, E.M.; Araújo, P.; Duarte, M.F.; de Freitas, V.; Pintado, M.; Saraiva, J.A. Experimental Design, Modeling, and Optimization of High-Pressure-Assisted Extraction of Bioactive Compounds from Pomegranate Peel. Food Bioproc. Technol. 2017, 10, 886–900. [Google Scholar] [CrossRef]
- Gupta, V.K.; Tuohy, M.G.; O’Donovan, A.; Lohani, M. Biotechnology of Bioactive Compounds: Sources and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2015. [Google Scholar] [CrossRef]
- Bocco, A.; Cuvelier, M.E.; Richard, H.; Berset, C. Antioxidant Activity and Phenolic Composition of Citrus Peel and Seed Extracts. J. Agric. Food Chem. 1998, 46, 2123–2129. [Google Scholar] [CrossRef]
- Soto, M.L.; Moure, A.; Domínguez, H.; Parajó, J.C. Recovery, Concentration and Purification of Phenolic Compounds by Adsorption: A Review. J. Food Eng. 2011, 105, 1–27. [Google Scholar] [CrossRef]
- Ignat, I.; Volf, I.; Popa, V.I. A Critical Review of Methods for Characterisation of Polyphenolic Compounds in Fruits and Vegetables. Food Chem. 2011, 126, 1821–1835. [Google Scholar] [CrossRef] [PubMed]
- Girotto, F.; Alibardi, L.; Cossu, R. Food Waste Generation and Industrial Uses: A Review. Waste Manag. 2015, 45, 32–41. [Google Scholar] [CrossRef]
- Zou, D.; Kim, H.W.; Jeon, S.M.; Lee, Y.M. Fabrication and Modification of PVDF/PSF Hollow-Fiber Membranes for Ginseng Extract and Saline Water Separations via Direct Contact Membrane Distillation. J. Membr. Sci. 2022, 644, 120101. [Google Scholar] [CrossRef]
- Paraíso, C.M. Extract Purification of Hibiscus (Hibiscus sabdariffa L.) Calyces through Membrane Filtration. In Proceedings of the XXII National Bioprocesses Symposium (SINAFERM) XIII Enzymatic Hydrolysis of Biomass Symposium (SHEB), November 2023; Available online: https://proceedings.science/sinaferm/sinaferm-sheb-2019/trabalhos/extract-purification-of-hibiscus-hibiscus-sabdariffa-l-calyces-through-membrane (accessed on 11 December 2023).
- Putnik, P.; Bursać Kovačević, D.; RežekJambrak, A.; Barba, F.J.; Cravotto, G.; Binello, A.; Shpigelman, A. Innovative “Green” and Novel Strategies for the Extraction of Bioactive Added Value Compounds from Citrus Wastes—A Review. Molecules 2017, 22, 680. [Google Scholar] [CrossRef]
- Martins, C.D.L.; Ramlov, F.; Nocchi Carneiro, N.P.; Gestinari, L.M.; dos Santos, B.F.; Bento, L.M.; Soares, A.R. Antioxidant Properties and Total Phenolic Contents of Some Tropical Seaweeds of the Brazilian Coast. J. Appl. Phycol. 2013, 25, 1179–1187. [Google Scholar] [CrossRef]
- do Nascimento, N.N.; Beltran, L.B.; Negrão, F.N.; de Araujo Silva, J.V.; Bergamasco, R.; Vieira, A.M.S. Innovative Strategy to Improve β-Carotene Recovery from Carrot Peel Extracts: Ultrafiltration with Layer-by-Layer Graphene Oxide Membrane Coating. Observatório de la Economía Latinoamericana 2023, 21, 27115–27137. [Google Scholar] [CrossRef]
- Morales-Contreras, B.E.; Contreras-Esquivel, J.C.; Wicker, L.; Ochoa-Martínez, L.A.; Morales-Castro, J. Husk Tomato (Physalis ixocarpa Brot.) Waste as a Promising Source of Pectin: Extraction and Physicochemical Characterization. J. Food Sci. 2017, 82, 1594–1601. [Google Scholar] [CrossRef]
- Sarangi, P.K.; Mishra, S.; Mohanty, P.; Singh, P.K.; Srivastava, R.K.; Pattnaik, R.; Adhya, T.K.; Das, T.; Lenka, B.; Gupta, V.K.; et al. Food and Fruit Waste Valorization for Pectin Recovery: Recent Process Technologies and Future Prospects. Int. J. Biol. Macromol. 2023, 35, 123929. [Google Scholar] [CrossRef]
- Dranca, F.; Oroian, M. Extraction, Purification, and Characterization of Pectin from Alternative Sources with Potential Technological Applications. Food Res. Int. 2018, 113, 327–350. [Google Scholar] [CrossRef] [PubMed]
- Magalhães, F.S.; Ribeiro, S.R.F.L.; Santos, S.S.; Boffito, D.C.; Cardoso, V.L.; Reis, M.H.M. Tailored Ethylenediamine-Functionalized Graphene Oxide Membrane on Kaolin Hollow Fibers for Pectin Concentration. Int. J. Biol. Macromol. 2024, 254, 127896. [Google Scholar] [CrossRef] [PubMed]
- Lu, D.; Liu, H.; Tang, Z.; Wang, M.; Song, Z.; Zhu, H.; Qian, D.; Shi, X.; Li, G.; Li, B. Anti-Pectin Fouling Performance of Dopamine and (3-Aminopropyl) Triethoxysilane-Coated PVDF Ultrafiltration Membrane. Membranes 2002, 12, 740. [Google Scholar] [CrossRef]
- Xiong, Y.S.; Li, W.; Lu, H.Q.; Liao, C.Y.; Yu, H.Q.; Li, K. Polydopamine-Modified Ceramic Membrane for Filtering Brown Sugar Redissolved Syrup: Characterisation, Experiments, and Advanced Modelling. J. Membr. Sci. 2022, 657, 120607. [Google Scholar] [CrossRef]
- Shu, Z.; Li, H.Z.; Shi, Y.; Zuo, D.Y.; Yi, Z.; Gao, C.J. Dual Sugar and Temperature Responsive Isoporous Membranes for Protein Sieving with Improved Separation Coefficient and Decreased Denaturation. J. Membr. Sci. 2023, 672, 121450. [Google Scholar] [CrossRef]
- Faneer, K.A.; Rohani, R.; Mohammad, A.W. Polyethersulfone Nanofiltration Membrane Incorporated with Silicon Dioxide Prepared by Phase Inversion Method for Xylitol Purification. Polym. Polym. Compos. 2016, 24, 803–808. [Google Scholar] [CrossRef]
- Nath, K.; Dave, H.K.; Patel, T.M. Revisiting the Recent Applications of Nanofiltration in Food Processing Industries: Progress and Prognosis. Trends Food Sci. Technol. 2018, 73, 12–24. [Google Scholar] [CrossRef]
- Ghazali, N.F.; Razak, N.D.A. Recovery of Saccharides from Lignocellulosic Hydrolysates Using Nanofiltration Membranes: A Review. Food Bioprod. Process. 2020, 126, 215–233. [Google Scholar] [CrossRef]
- Lu, C.; Bao, Y.; Huang, J.Y. Fouling in Membrane Filtration for Juice Processing. Curr. Opin. Food Sci. 2021, 42, 76–85. [Google Scholar] [CrossRef]
- Conidi, C.; Castro-Muñoz, R.; Cassano, A. Membrane-Based Operations in the Fruit Juice Processing Industry: A Review. Beverages 2020, 6, 18. [Google Scholar] [CrossRef]
- Sarbatly, R.; Sariau, J.; Krishnaiah, D. Recent Developments of Membrane Technology in the Clarification and Concentration of Fruit Juices. Food Eng. Rev. 2023, 15, 420–437. [Google Scholar] [CrossRef]
- Wenten, I.G.; Khoiruddin, K.; Reynard, R.; Lugito, G.; Julian, H. Advancement of Forward Osmosis (FO) Membrane for Fruit Juice Concentration. J. Food Eng. 2021, 290, 110216. [Google Scholar] [CrossRef]
- Tasselli, F.; Cassano, A.; Drioli, E. Ultrafiltration of Kiwifruit Juice Using Modified Poly(Ether Ether Ketone) Hollow Fibre Membranes. Sep. Purif. Technol. 2007, 57, 94–102. [Google Scholar] [CrossRef]
- Cassano, A.; Conidi, C.; Ruby-Figueroa, R. Recovery of Flavonoids from Orange Press Liquor by an Integrated Membrane Process. Membranes 2014, 4, 509–524. [Google Scholar] [CrossRef] [PubMed]
- Bindes, M.M.M.; Terra, N.M.; Patience, G.S.; Boffito, D.C.; Cardoso, V.L.; Reis, M.H.M. Asymmetric Al2O3 and PES/Al2O3 Hollow Fiber Membranes for Green Tea Extract Clarification. J. Food Eng. 2020, 277, 109889. [Google Scholar] [CrossRef]
- Severcan, S.S.; Uzal, N.; Kahraman, K. Clarification of Apple Juice Using New Generation Nanocomposite Membranes Fabricated with TiO2 and Al2O3 Nanoparticles. Food Bioproc. Technol. 2020, 13, 391–403. [Google Scholar] [CrossRef]
- Naveed, A.; Gul, S.; Amin, N.U.; Khraisheh, M.; Gul, R. Graphene Oxide (GO) Based Coated Geopolymeric Membrane for Concentrating Orange Juice through Forward Osmosis. Int. J. Fruit Sci. 2020, 20, S636–S649. [Google Scholar] [CrossRef]
- Gulec, H.A.; Bagci, P.O.; Bagci, U. Performance Enhancement of Ultrafiltration in Apple Juice Clarification via Low-Pressure Oxygen Plasma: A Comparative Evaluation versus Pre-Flocculation Treatment. LWT 2018, 91, 511–517. [Google Scholar] [CrossRef]
- Cheah, W.Y.; Show, P.L.; Ng, I.S.; Lin, G.Y.; Chiu, C.Y.; Chang, Y.K. Antibacterial Activity of Quaternized Chitosan Modified Nanofiber Membrane. Int. J. Biol. Macromol. 2019, 126, 569–577. [Google Scholar] [CrossRef]
- Nan, M.N.; Bi, Y.; Qiang, Y.; Xue, H.L.; Yang, L.; Feng, L.D.; Prusky, D. Electrostatic Adsorption and Removal Mechanism of Ochratoxin A in Wine via a Positively Charged Nano-MgO Microporous Ceramic Membrane. Food Chem. 2022, 371, 131157. [Google Scholar] [CrossRef]
- Zhang, J.; Li, S.; Wang, W.; Pei, J.; Zhang, J.; Yue, T.; Li, Z. Bacteriocin Assisted Food Functional Membrane for Simultaneous Exclusion and Inactivation of Alicyclobacillus acidoterrestris in Apple Juice. J. Membr. Sci. 2021, 618, 118741. [Google Scholar] [CrossRef]
- Ruiz-Rico, M.; Barat, J.M. Natural Antimicrobial-Coated Supports as Filter Aids for the Microbiological Stabilisation of Drinks. LWT 2021, 147, 111634. [Google Scholar] [CrossRef]
- UNESCO—The United Nations World Water Development Report, 2017: Wastewater: The Untapped Resource—UNESCO Digital Library. Available online: https://unesdoc.unesco.org/ark:/48223/pf0000247153 (accessed on 12 January 2024).
- Abdel-Fatah, M.A. Integrated Management of Industrial Wastewater in the Food Sector. Sustainability 2023, 15, 16193. [Google Scholar] [CrossRef]
- Januário, E.F.D.; Vidovix, T.B.; Beluci, N.D.C.L.; Paixão, R.M.; da Silva, L.H.B.R.; Homem, N.C.; Vieira, A.M.S. Advanced Graphene Oxide-BasedMembranes as a Potential Alternative for Dyes Removal: A Review. Sci. Total Environ. 2021, 789, 147957. [Google Scholar] [CrossRef] [PubMed]
- Moradihamedani, P. Recent Advances in Dye Removal from Wastewater by Membrane Technology: A Review. Polym. Bull. 2022, 79, 2603–2631. [Google Scholar] [CrossRef]
- Paixão, R.M.; Silva, L.H.B.R.; Reck, I.M.; Vieira, M.F.; Bergamasco, R.; Vieira, A.M.S. Deposition of Graphene Nanoparticles Associated with Tannic Acid in Microfiltration Membrane for Removal of Food Colouring. Environ. Technol. 2019, 42, 351–357. [Google Scholar] [CrossRef]
- Januário, E.F.D.; Beluci, N.D.C.L.; Vidovix, T.B.; Vieira, M.F.; Bergamasco, R.; Vieira, A.M.S. Functionalization of Membrane Surface by Layer-by-Layer Self-Assembly Method for Dyes Removal. Process Saf. Environ. Prot. 2020, 134, 140–148. [Google Scholar] [CrossRef]
- Qu, M.; He, D.; Luo, Z.; Wang, R.; Shi, F.; Pang, Y.; He, J. Facile Preparation of a Multifunctional Superhydrophilic PVDF Membrane for Highly Efficient Organic Dyes and Heavy Metal Ions Adsorption and Oil/Water Emulsions Separation. Colloids Surf. A 2022, 637, 128231. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Driving Force/ Reason of Retention | Pore Size Range (μm) | MWCO (Da4) | Advantages/Disadvantages | Some Applications in the Food Industry | References |
|---|---|---|---|---|---|---|
| Microfiltration | ΔP1/Size exclusion | 0.1–10 | >500,000 | Low energy and pressure, easy operation and scale up, relatively low cost/Limited applications due to wide pore size, sensitive to oxidants and prone to high fouling. | Low-temperature pasterization; clarification of wine and beer; pretreatment stage for other membrane processes. | [11,12,17,28,29] |
| Ultrafiltration | ΔP1/Size exclusion | 0.01–0.1 | >5000 | Low energy, easy operation and scale up, relatively low cost/Retention of only macromolecules and colloidal particles. | Protein fractionation andconcentrating; whey protein concentrating; recovery of valuable components. | [11,12,17,28,30] |
| Nanofiltration | ΔP1/Size, electric, and dielectric exclusion | 0.001–0.01 | 500–2000 | High efficiency, easy operation, lower energy and higher permeability compared with RO/High-cost operation and pressure, low retention of monovalent ions. | Lactose concentratingand demineralization; enzyme purification; fruit juice concentrating. | [5,12,28,31] |
| Reverse osmosis | ΔP1/Size, electric, and dielectric exclusion | <0.001 | <500 | High efficiency, easy operation, retention of all salts and monovalent ions, established process in large scale/High-cost operation and pressure. | Water desalination/demineralization; fruit juice concentrating; wastewater treatment. | [11,12,28,32,33,34,35] |
| Forward osmosis | ΔP1/Size, electric, and dielectric exclusion | <0.001 | <500 | Improved energy efficiency compared with RO/High-cost operation, more complex scaling formation compared with RO. | Water desalination/demineralization; fruit juice concentrating; wastewater treatment. | [12,33,35,36,37] |
| Electrodialysis | ΔE2 Electric exclusion | 0.001–0.1 | - | Higher rates of water recovery, reduced operational costs, simplified operation, and improved membrane stability compared with RO. Membrane degradation, not suitable for the separation of molecular compounds. | Concentrating saline solutions; wastewater treatment. | [11,12,28,34,38,39,40,41] |
| Membrane distillation | ΔP/ΔT3 Permeate condensation | 0.01–1 | - | Lower vapor space compared with traditional distillation columns, lower pressures and temperatures than the feed solution boiling point, high non-volatile solvent separating factor. Not commercialized yet, higher operational cost compared with RO. | Dehydration of aromatics and flavors; deacidification of fruit juices; concentrating dairy products; wastewater treatment. | [12,28,42,43] |
| Filtration Processes | Liquid Studied | Membrane | Main Conclusions | References |
|---|---|---|---|---|
| Modified membrane | Pomegranate juice | Nitrogen plasma-reverse osmosis | Flow rate was three times higher than normal in clarification, saving time and obtaining 60°Brix. | [32] |
| Green tea | Asymmetric alumina (Al2O3)–PES hollow fibers | The turbidity of green tea extract was reduced by 90% even after 30 days of refrigerated storage. | [133] | |
| Apple juice | PSF/PEI UF-TiO2and Al2O3nanoparticles | Improvement inantiscalant properties, with flow recovery above 90%, and in color, turbidity, total soluble solids, total phenolic content, and antioxidant capacity. | [134] | |
| Orange juice | GO layer to geopolymeric membrane | Exhibited the capability to concentrate the °Brix value by 1.73 times, showcasing promise in the field of fruit juice concentration | [135] | |
| Apple juice | Polysulfone UF–low-pressure oxygen plasma | Improved performance in clarification, enhancing hydrophilicity, and promoting better antiscaling behavior without the necessity for pretreatment steps. | [136] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
do Nascimento, N.N.; Paraíso, C.M.; Molina, L.C.A.; Dzyazko, Y.S.; Bergamasco, R.; Vieira, A.M.S. Innovative Trends in Modified Membranes: A Mini Review of Applications and Challenges in the Food Sector. Membranes 2024, 14, 209. https://doi.org/10.3390/membranes14100209
do Nascimento NN, Paraíso CM, Molina LCA, Dzyazko YS, Bergamasco R, Vieira AMS. Innovative Trends in Modified Membranes: A Mini Review of Applications and Challenges in the Food Sector. Membranes. 2024; 14(10):209. https://doi.org/10.3390/membranes14100209
Chicago/Turabian Styledo Nascimento, Nicole Novelli, Carolina Moser Paraíso, Luiza C. A. Molina, Yuliya S. Dzyazko, Rosângela Bergamasco, and Angélica Marquetotti Salcedo Vieira. 2024. "Innovative Trends in Modified Membranes: A Mini Review of Applications and Challenges in the Food Sector" Membranes 14, no. 10: 209. https://doi.org/10.3390/membranes14100209
APA Styledo Nascimento, N. N., Paraíso, C. M., Molina, L. C. A., Dzyazko, Y. S., Bergamasco, R., & Vieira, A. M. S. (2024). Innovative Trends in Modified Membranes: A Mini Review of Applications and Challenges in the Food Sector. Membranes, 14(10), 209. https://doi.org/10.3390/membranes14100209