
The Cost Benefit of Refinery Effluent Pretreatment Upstream of Membrane Bioreactors


Abstract
1. Introduction
- (a)
- The fluctuation in salt concentration, due to intermittent discharges from the desalter;
- (b)
- The presence of suspended (or “free”) oil and grease (O&G).
- Establish the treated effluent COD and O&G concentrations attained by the conventional physicochemical, flotation-based ETP;
- Quantify the energy requirements (as the specific energy consumption, SEC), chemical demand, and capital and operating expenditure (CAPEX and OPEX) associated with the above;
- Compare these key parameter values with those projected for downstream treatment by an MBR.
2. Method
2.1. Reference Site
- (a)
- A preliminary separation step for bulk separation of the suspended oil;
- (b)
- An additional neutralisation (pH adjustment) tank fitted between the API unit and the equalisation (EQ) tank.
2.2. Cost Analysis
3. Results and Discussion
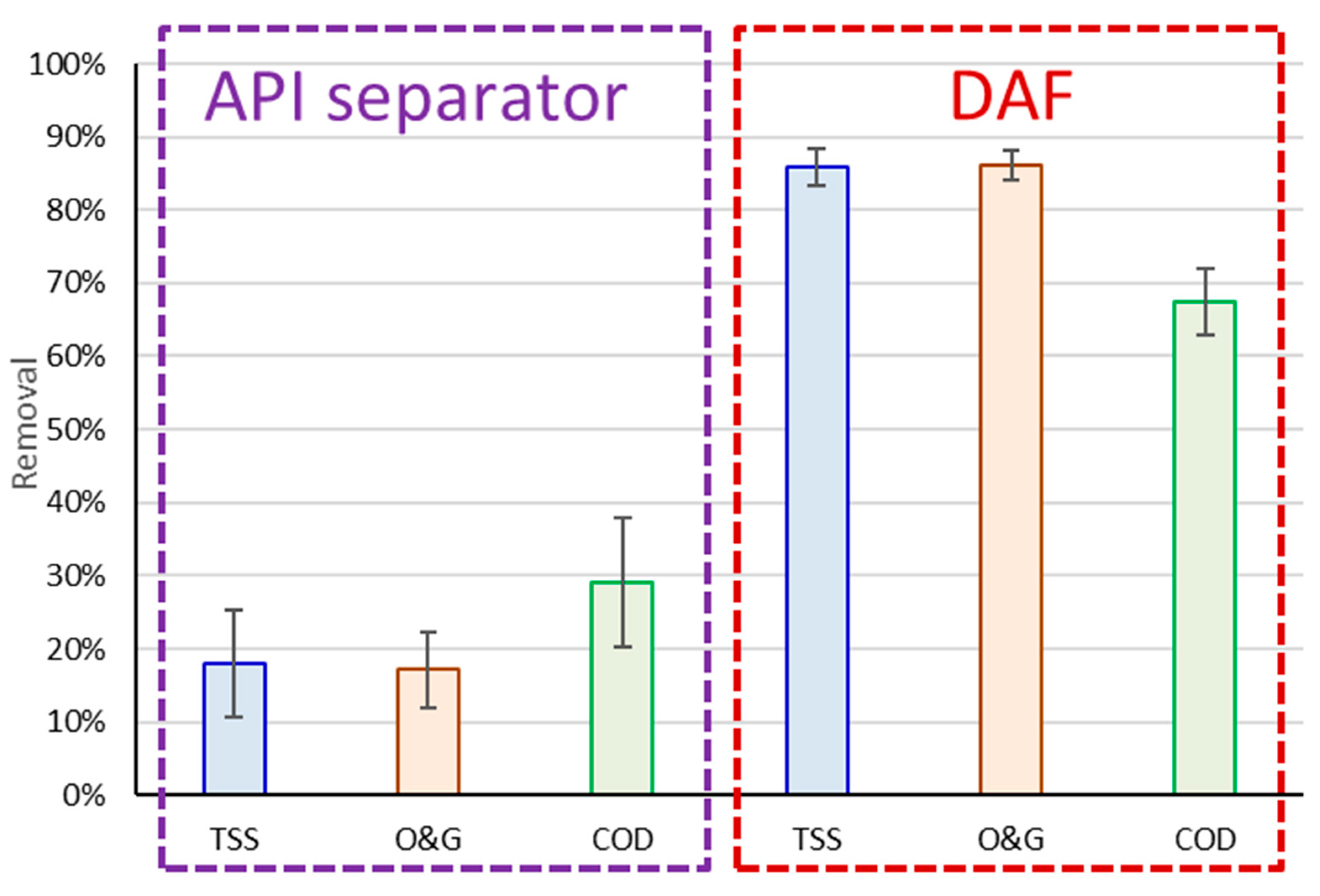
3.1. Pretreatment Unit Process Performance
3.2. Pretreatment Unit Costs
3.3. Projected MBR Costs
- The DAF removes more than double the COD load of the downstream MBR;
- The energy consumption of the pretreatment stages is an order of magnitude less than for the MBR;
- The overall cost, as represented by the NPV, of the pretreatment is around one sixth of that of the MBR step;
- The NPV normalised against the COD removed is around 20 times less for the pretreatment than for the MBR.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Narayan Thorat, B.; Kumar Sonwani, R. Current technologies and future perspectives for the treatment of complex petroleum refinery wastewater: A review. Bioresour. Technol. 2022, 355, 127263. [Google Scholar] [CrossRef] [PubMed]
- Asante-Sackey, D.; Rathilal, S.; Tetteh, E.K.; Armah, E.K. Membrane bioreactors for produced water treatment: A mini-review. Membranes 2022, 12, 12030275. [Google Scholar] [CrossRef] [PubMed]
- Dizayee, K.H.D.; Judd, S.J. A brief review of the status of low-pressure membrane technology implementation for petroleum industry effluent treatment. Membranes 2022, 12, 391. [Google Scholar] [CrossRef]
- Sambusiti, C.; Saadouni, M.; Gauchou, V.; Segues, B.; Ange Leca, M.; Baldoni-Andrey, P.; Jacob, M. Influence of HRT reduction on pilot scale flat sheet submerged membrane bioreactor (sMBR) performances for Oil&Gas wastewater treatment. J. Membr. Sci. 2020, 594, 117459. [Google Scholar] [CrossRef]
- Fulazzaky, M.; Setiadi, T.; Fulazzaky, M.A. An evaluation of the oilfield-produced water treatment by the membrane bioreactor. J. Environ. Chem. Eng. 2020, 8, 104417. [Google Scholar] [CrossRef]
- Abass, O.K.; Fang, F.; Zhuo, M.; Zhang, K. Integrated interrogation of causes of membrane fouling in a pilot-scale anoxic-oxic membrane bioreactor treating oil refinery wastewater. Sci. Total Environ. 2018, 642, 77–89. [Google Scholar] [CrossRef]
- Sharghi, E.A.; Bonakdarpour, B.; Roustazade, P.; Amoozegar, M.A.; Rabbani, A.R. The biological treatment of high salinity synthetic oilfield produced water in a submerged membrane bioreactor using a halophilic bacterial consortium. J. Chem. Technol. Biotech. 2013, 88, 2016–2026. [Google Scholar] [CrossRef]
- Brooks, A. Immersed Membrane Bioreactor for Oily Water Treatment. Ph.D. Thesis, Cranfield University, Cranfield, UK, March 2006. [Google Scholar]
- Ahmadi, M.; Benis, K.Z.; Faraji, M.; Shakerkhatibi, M.; Aliashrafi, A. Process performance and multi-kinetic modeling of a membrane bioreactor treating actual oil refinery wastewater. J. Water Process Eng. 2019, 28, 115–122. [Google Scholar] [CrossRef]
- Alsalhy, Q.F.; Almukhtar, R.S.; Alani, H.A. Oil refinery wastewater treatment by using membrane bioreactor (MBR). Arab. J. Sci. Eng. 2016, 41, 2439–2452. [Google Scholar] [CrossRef]
- Cerqueira, A.C.; Lopes, T.; Santiago, V.; Vallero, M.; Trovati, J.; Arntsen, B.; Syed, W. Design and Performance of the First Full Scale Membrane Bioreactor Plant Treating Oil Refinery Effluent in Brazil. Proc. Water Environ. Fed. 2013, 2013, 3573–3584. [Google Scholar] [CrossRef]
- Bigham, J.; Kosic, A.; Arntsen, B.; Penny, J.; Katz, S. Upgrading refinery wastewater treatment with MBR to new discharge standards at marathon petroleum’s Detroit refinery. In Proceedings of the Water Environment Federation Technical Exhibition and Conference 2017 (WEFTEC 2017), Chicago, IL, USA, 30 September–4 October 2017; Volume 8, pp. 5543–5554. [Google Scholar]
- Cunningham, W.; Felch, C.; Smith, D.; Vollstedt, T. Ecoright™ MBR pilot study investigating treatability of a Saudi Aramco refinery wastewater. In Proceedings of the 86th Annual Water Environment Federation Technical Exhibition and Conference 2013 (WEFTEC 2013), Chicago, IL, USA, 5–9 October 2013; Volume 6, pp. 3537–3557. [Google Scholar] [CrossRef]
- Judd, S.J. Industrial MBRs: Membrane Bioreactors for Industrial Wastewater Treatment; IWA Publishing: London, UK, 2014. [Google Scholar]
- Edzwald, J.K. Dissolved air flotation and me. Water Res. 2010, 44, 2077–2106. [Google Scholar] [CrossRef]
- Rajapakse, N.; Zargar, M.; Sen, T.; Khiadani, M. Effects of influent physicochemical characteristics on air dissolution, bubble size and rise velocity in dissolved air flotation: A review. Sep. Purif. Technol. 2022, 289, 120772. [Google Scholar] [CrossRef]
- Tetteh, E.K.; Rathilal, S. Evaluating pre- and post-coagulation configuration of dissolved air flotation using response surface methodology. Processes 2020, 8, 383. [Google Scholar] [CrossRef]
- Vasseghian, Y. Modeling and optimization of oil refinery wastewater chemical oxygen demand removal in dissolved air flotation system by response surface methodology. Adv. Environ. Technol. 2015, 1, 129–135. [Google Scholar] [CrossRef]
- APHA. Standard Methods for the Examination of Water and Wastewater, 23rd ed.; American Public Health Association: Washington, DC, USA, 2017. [Google Scholar]
- Verrecht, B.; Maere, T.; Nopens, I.; Brepols, C.; Judd, S. The cost of a large-scale hollow fibre MBR. Water Res. 2010, 44, 5274–5283. [Google Scholar] [CrossRef] [PubMed]
- Jalab, R.; Awad, A.; Nasser, M.; Miner-Matar, J.; Adham, S.; Judd, S. An empirical determination of the whole-life cost of FO-based open-loop wastewater reclamation technologies. Water Res. 2019, 163, 114879. [Google Scholar] [CrossRef]
- Itokawa, H.; Tsuji, K.; Yamashita, K.; Hashimoto, T. Design and operating experiences of full-scale municipal membrane bioreactors in Japan. Water Sci. Technol. 2014, 69, 1088–1093. [Google Scholar] [CrossRef]
- Iglesias, R.; Simón, P.; Moragas, L.; Arce, A.; Rodriguez-Roda, I. Cost comparison of full-scale water reclamation technologies with an emphasis on membrane bioreactors. Water Sci. Technol. 2017, 75, 2562–2570. [Google Scholar] [CrossRef]
- Cashman, S.; Mosely, J. Life Cycle Assessment and Cost Analysis of Water and Wastewater Treatment Options for Sustainability: Influence of Scale on Membrane Bioreactor Systems; USEPA Report, EPA/600/R-16/243; U.S. Environmental Protection Agency: Washington, DC, USA, 2016.
- Fletcher, H.; Mackley, T.; Judd, S. The cost of a package plant membrane bioreactor. Water Res. 2007, 41, 2627–2635. [Google Scholar] [CrossRef]
- Lo, C.H.; McAdam, E.; Judd, S. The cost of a small membrane bioreactor. Water Sci. Technol. 2015, 72, 1739–1746. [Google Scholar] [CrossRef]
- Gao, T.; Xiao, K.; Zhang, J.; Xue, W.; Wei, C.; Zhang, X.; Liang, S.; Wang, X.; Huang, X. Techno-economic characteristics of wastewater treatment plants retrofitted from the conventional activated sludge process to the membrane bioreactor process. Front. Environ. Sci. Eng. 2022, 16, 49. [Google Scholar] [CrossRef]
- Capodaglio, A.G.; Olsson, G. Energy issues in sustainable urban wastewater management: Use, demand reduction and recovery in the urban water cycle. Sustainability 2020, 12, 266. [Google Scholar] [CrossRef]
- Woods, D.R. Rules of Thumb in Engineering Practice; App. B: Capital Costs Guidelines; Wiley: Hoboken, NJ, USA, 2007; pp. 376–436. [Google Scholar] [CrossRef]
- Brandt, M.J.; Johnson, K.M.; Elphinston, A.J.; Ratnayaka, D.D. Twort’s Water Supply, 7th ed.; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Cha, G.; Choi, S.; Lee, H.; Kim, K.; Ahn, S.; Hong, S.K. Improving energy efficiency of pretreatment for seawater desalination during algal blooms using a novel meshed tube filtration process. Desalination 2020, 486, 114477. [Google Scholar] [CrossRef]
- Żyłka, R.; Karolinczak, B.; Dąbrowski, W. Structure and indicators of electric energy consumption in dairy wastewater treatment plant. Sci. Total Environ. 2021, 782, 146599. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| COD | O&G | Flux | |||||
|---|---|---|---|---|---|---|---|
| Membrane | In, mg·L−1 | Removed | In, mg·L−1 | Removed | LMH | O&G Impacts on Fouling | Refs. |
| Ceram. iFS | 840–1960 | 96–99% | - | - | 10–40 | Not studied | [4] |
| PVDF iFS | 2600 | 90–92% | 1750 | 96% | 2 | Sustainable operation at flux imposed | [5] |
| PVDF iFS | 600–7850 | 95 ± 4% | 17–260 | 94–99% | 13 | Increasing O&G level from 83 to 260 mg/L accelerated fouling | [6] |
| PVDF iFS | 2600 | 82–95% | 500 | 85–94% | 1.9 | Accumulation of O&G in mixed liquor | [7] |
| PVDF iMT | 2000 ± 100 | 95–96% | 5–500 | - | 4 | Dramatic and immediate permeability loss between 200 and 500 mg/L | [8] |
| PVDF iHF * | 783 | 93% | 89 | 95% | - | Not studied | [12] |
| Length | Width | Depth | Volume | Footprint | Res Time | SECmax | |
|---|---|---|---|---|---|---|---|
| Unit Process | m | m | m | m3 | m2 | h, mins | kWh/m3 |
| API unit | 34 | 6 | 2.8 | 571.2 | 95.2 | 7.6 | Low |
| Neutralisation tank | - | - | - | 1500 | - | 20 | Negl. |
| Equalisation tank | - | - | - | 1800 | - | 24 | Negl. |
| DAF | |||||||
| DAF unit, total | 9.5 | 3.2 | 2 | 60.8 | 30.4 | 49 | 0.127 * |
| DAF unit, flotation | 6.5 | 2.3 | 1.7 | 25.4 | 15.0 | 20 | - |
| Coagulation basin | 1.6 | 1.5 | 2 | 4.8 | 2.4 | 3.8 | - |
| Flocculation basin | 1.6 | 1.7 | 2 | 5.4 | 2.7 | 4.4 | - |
| Topic | QP, m3/d | Approach | Refs. |
|---|---|---|---|
| Package plant MBRs | 1–10 | Summing cost of individual components | [25] |
| Small MBRs | 100–2500 | Summing cost of individual components | [26] |
| Municipal MBRs in Japan | 240–6000 | Data captured from existing installations | [22] |
| Municipal MBRs in Spain | 300–35,000 | Data captured from existing installations | [23] |
| Municipal MBRs, global | 240–38,000 | Data captured from existing installations | [21] |
| Municipal MBRs in US | 190–38,000 | CAD software, CAPDETWorks | [24] |
| Municipal MBRs in China | >10,000 | Cost benefit of MBR retrofit | [27] |
| Parameter | Symbol | Value(s): Base, Range |
|---|---|---|
| Oxygen content of air, % | C’A | 21% |
| SAD, membrane scouring, Nm3·m−2·h−1 | SADm a | 0.225 |
| Mass consumption of oxygen, g·m−3 | DO2 | Calculated |
| SEC, biological aeration, kWh·m−3 | EA,bio | Calculated |
| SEC, membrane permeation, kWh·m−3 | EL,m b | 0.008 |
| SEC, sludge pumping, kWh·m−3 | EL,sludge c | 0.0161R |
| SEC, membrane air scouring (air), kWh·Nm−3 | E’A,m d | Calculated |
| SEC, membrane aeration (permeate), kWh·m−3 | EA,m e | Calculated |
| Depth of aerator in process, membrane tank, m | h | 5, 3.5 |
| Permeate net flux, L·m−2·h−1 (LMH) | J | 12 f |
| Blower coefficient | k | Calculated |
| Chemicals consumption costs, USD·m−3 permeate | LChem | 0.02 g |
| Electricity supply cost, USD·kWh−1 | LE | 0.2 |
| Membrane cost, USD·m−2 membrane area | LM | 85 |
| Operating cost, USD·m−3 permeate | LO | Calculated |
| Oxygen transfer efficiency per unit depth, m−1 | OTE | 0.045 |
| Permeate flow rate, m3·d−1 | QP | 1800 |
| Membrane-biological process tank recycle ratio | R | 5 |
| Change in COD concentration, g·m−3 | ΔSCOD | Experimentally measured |
| Change in TKN concentration, g·m−3 | ΔSTKN | 40 |
| Membrane life, h | tMBR | 70,080 |
| MLSS concn, process, membrane tanks, kg·m−3 | X, Xm | 8, 10 |
| Observed sludge yield, kgSS·kgCOD−1 | Yobs | 0.35 |
| Mass transfer correction factors | β, γ | 0.95, 0.89 |
| Biomass COD content, kg·kgSS−1 | λCOD | 1.1 |
| Total pumping electrical energy efficiency | εtot | 65% |
| Air density, kg·m−3 | ρA | 1.23 |
| Conversion (permeate/feed flow) | ΘMBR | 95% |
| Parameter | Symbol | Equation | |
|---|---|---|---|
| Membrane | |||
| SEC membrane, kWh·m−3 | Em | 1000E’A,mSADm/J + EL,sludge,iRi + EL,m,i | |
| Process biology (assuming MLE process denitrification) | |||
| Oxygen demand, kg·m−3 | DO2 | ΔSCOD (1 − λCODYobs − 1.71λTKNYobs) + 1.71ΔSTKN | |
| SAD, Nm3·m−2·h−1 | SADbio | DO2/(ρA C’A SOTE y α β γ) | =QA,bio/QF |
| α factor | α | e−0.084X | |
| SEC, aeration, kWh·Nm−3 | E’A | k ((0.0943h + 1)0.283 − 1)/εtot | where k = 0.107 kWh·Nm−3 |
| SEC, permeate, kWh·m−3 | EA,bio | E’A SADbio | |
| Overall OPEX | |||
| Cost m−3 permeate, USD·m−3 | LO | LE (Em + EA,bio) + LM/(J t) + LChem | |
| Stage | Quoted Cost | Ref, Qref or Aref | Expon. | Coeff. | Corrected Cost | LC | ||
|---|---|---|---|---|---|---|---|---|
| 2007 USD | L/s or m2 | m3/d | r | 2007 USD | 2023 USD | USD per m3/d | ||
| API | USD 190,000 | 12 | 1037 | 0.84 | 1.589 | USD 301,994 | USD 459,031 | USD 255 |
| DAF | USD 1,225,000 | 50 | - | 0.48 | 0.788 | USD 964,739 | USD 1,466,403 | USD 815 |
| Parameter | Units | Value | Parameter | Units | Value |
|---|---|---|---|---|---|
| Membrane | Process biology | ||||
| E’A,m | kWh·Nm−3 | 0.0138 | E’A,bio | kWh·Nm−3 | 0.0192 1 |
| SADp | Nm3·m−3 permeate | 18.8 | DO2 | kg·m−3 | 533 1 |
| EA,m | kWh·m−3 permeate | 0.259 | SADbio | Nm3·m−3 permeate | 17.3 |
| Em, total 2 | kWh·m−3 permeate | 0.348 | EA,bio | kWh·m−3 permeate | 0.509 |
| Parameter | API | DAF | MBR |
|---|---|---|---|
| Ave COD load, kg·m−3 | 577 | 1971 | 833 |
| SEC, kWh·m−3 | 0.016 1 | 0.075 | 0.857 |
| SEC/load, Wh·kgCOD−1 | 0.028 | 0.038 | 1.03 |
| NPV, USDm | 2.4–2.5 | 14.4 | |
| USDkNPV·kgCOD−1 | 0.9–0.94 | 17 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dizayee, K.K.H.; Raheem, A.M.; Judd, S.J. The Cost Benefit of Refinery Effluent Pretreatment Upstream of Membrane Bioreactors. Membranes 2023, 13, 715. https://doi.org/10.3390/membranes13080715
Dizayee KKH, Raheem AM, Judd SJ. The Cost Benefit of Refinery Effluent Pretreatment Upstream of Membrane Bioreactors. Membranes. 2023; 13(8):715. https://doi.org/10.3390/membranes13080715
Chicago/Turabian StyleDizayee, Kasro Kakil Hassan, Adil Mohammed Raheem, and Simon J. Judd. 2023. "The Cost Benefit of Refinery Effluent Pretreatment Upstream of Membrane Bioreactors" Membranes 13, no. 8: 715. https://doi.org/10.3390/membranes13080715
APA StyleDizayee, K. K. H., Raheem, A. M., & Judd, S. J. (2023). The Cost Benefit of Refinery Effluent Pretreatment Upstream of Membrane Bioreactors. Membranes, 13(8), 715. https://doi.org/10.3390/membranes13080715