Electrodialytic Processes: Market Overview, Membrane Phenomena, Recent Developments and Sustainable Strategies



Abstract

1. Introduction
2. Overview of Electrodialytic Equipment Market and Manufacturers
2.1. Electrodialytic Equipment Market
2.2. Electrodialytic Equipment Manufacturers
3. Membrane Phenomena
3.1. Mass Transfer
- 1.
- The transport by migration () of charged species under an electric field from the diluate solution to the DBL near the membrane according to the Faraday’s law:
- 2.
- The transport by diffusion () through the partially desalinated boundary layer of the membrane given by the Fick’s first law:
- 3.
- The transport through the membrane () given by the Nernst–Planck’s equation:
- 4.
- The transport by diffusion () through the partially mineralized diffusion boundary layer on the other side of the membrane given, as previously, by the Fick’s first law.
- 5.
- And, finally, the transport by migration (), of the charged species from the mineralized membrane diffusion boundary layer to the concentrate solution, given as previously by the Faraday’s law.
3.2. Concentration Gradient and Concentration Polarization
3.2.1. Concentration Gradient
- The presence of a laminar flow diffusion boundary layer at the vicinity of the membranes;
- The difference of ion transport numbers in the solution and in the membrane, which results in a difference between the ionic flux in the solution and in the membrane.
3.2.2. Concentration Polarization
3.3. Limiting Current Density (LCD)
3.3.1. Limiting Current Density and Water Dissociation
| −N(CH3)3+ | < | −SO3− | < | −PO3H− | < | =NH, −NH2 | < | ≡ N | < | −COO− | < | −PO32− | |
| klim (in s−1): | 0 | 3 × 10−3 | 3 × 10−2 | 10−1 | 1 | 10 | 102 |
3.3.2. Determination of the Limiting Current Density
- The ohmic region (I) where the current (as well as the current density) increases linearly as a function of the voltage applied. In this region, the system follows the Ohm’s law (U = RI) and the global resistance of the electrodialysis system (R) is fairly constant.
- A «plateau» region (II), named limiting region, where the current remains relatively constant while the voltage increases. This particular value refers to the limiting current density which corresponds to the maximal current value (Ilim) from which water dissociation begins.
- A third region (III), named overlimiting region, where the current increases when voltage applied is further increased. This region corresponds to an overpassing of the limiting current density during which the electrical energy is used to dissociate water molecules without taking part in solutes separation. This regime is also characterized by the occurrence of exaltation and current-induced convection phenomena (see Section 3.4).
3.3.3. Calculation of the Limiting Current Density
3.4. Overpassing the Limiting Current Density and Occurence of Vortex
3.4.1. Exaltation Effect
3.4.2. Current-induced convection
Gravitational Convection
Electroconvection
3.4.3. Effects of Overliming Current Conditions on Electrodialytic Process Performances
3.5. Pulsed Electric Field Application and Influences on Membrane Phenomena
3.5.1. Principle of Pulsed Electric Field
3.5.2. Advantages and Limitations
3.5.3. Is There One Optimal PEF Condition?
For Fouling Mitigation
For Energy Efficiency
For Mass Transfer
Global Process Efficiency
4. Recent Technological Developments Based on ED Membrane Phenomena
4.1. ED in Overlimiting/Electroconvective Conditions
4.2. Application of PEF during ED
4.2.1. ED-PEF
4.2.2. EDBM-PEF
4.2.3. EDR-PEF or pEDR
4.3. Electrodialysis Metathesis (EDM)
4.4. Selectrodialysis (SED)
4.5. Electrodialysis with Polymer Inclusion Membrane (PIM-ED)
4.6. Electro-Electrodialysis (EED)
4.7. Membrane Capacitive Deionization (MCDI)
4.8. Continuous Electrodeionization (CEDI)
4.9. Shock Electrodialysis (Shock ED)
4.10. Electrodialysis with Filtration Membrane (EDFM)
4.10.1. Electrodialysis with Ultrafiltration Membrane (EDUF)
4.10.2. Electrodialysis with Nanofiltration Membrane (EDNF)
4.11. Reverse Electrodialytic Technologies
5. Integration of ED Technologies in New Sustainable Strategies
5.1. Desalination and Salinity Gradient Power Recovery
5.1.1. Desalination Strategies for Ultrapure Water
5.1.2. Lower-Grade Fresh Water
5.1.3. Integration of Energy Production from Salinity Gradient Power
5.2. Zero Liquid Discharge (ZLD) Strategies for Water Depollution
5.2.1. Municipal Wastewaters
5.2.2. Industrial Wastewaters
5.3. ED Strategies for the Recovery of High-Purity Chemicals
5.4. Eco-Efficient Production of Food and Nutraceuticals with ED
5.4.1. Fruit Juice
5.4.2. Dairy Products
5.4.3. Meat and Fish Industries
6. Conclusions and Perspectives
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| AEM | Anion-Exchange Membrane |
| BMSED | Selectrodialysis with Bipolar Membrane |
| CDI | Continuous Current |
| CEDI | Capacitive Deionization |
| CEM | Continuous Electrodeionization |
| COD | Cation-Exchange Membrane |
| CP | Concentration Polarization |
| DBL | Diffusion Boundary Layers |
| DC | Direct Current |
| DH | Degree of Hydrolysis |
| ECV | Electroconvective Vortex |
| ED | Electrodialysis |
| EDBM, BMED | Electrodialysis with Bipolar Membrane |
| EDBMUF | Electrodialysis with Bipolar Membrane and Ultrafiltration Membrane |
| EDFM | Electrodialysis with Filtration Membrane |
| EDI | Electrodeionization |
| EDM | Electrodialysis Metathesis |
| EDNF | Electrodialysis with Nanofiltration Membrane |
| EDR | Electrodialysis Reversal |
| EDUF | Electrodialysis with Ultrafiltration Membrane |
| EED | Electro-Electrodialysis |
| FCDI | Flow-electrode Capacitive Deionization |
| FEDI | Fractional Electrodeionization |
| FO | Forward Osmosis |
| HI | Hydrogen Iodide |
| HSS | High-Salinity Stream |
| IEM | Ion-Exchange Membrane |
| IX | Ion-exchange |
| LCA | Life Cycle Assessment |
| LCD | Limiting Current Density |
| LSS | Low-Salinity Stream |
| MCDI | Membrane Capacitive Deionization |
| MEA | Membrane-Electrode Assembly |
| MVA | Monovalent permselective Anion-exchange |
| MVC | Monovalent permselective Cation-exchange |
| MWCO | Molecular Weight Cut-Off |
| NF | Nanofiltration |
| NOM | Natural Organic Matter |
| OMBR | Osmotic Membrane Bioreactor |
| pEDR | Electrodialysis Reversal under Pulsed Electric Filed |
| PEF | Pulsed Electric Field |
| PFED | Power-Free Electrodialysis |
| PIM | Polymer Inclusion Membrane |
| PIM-ED | Electrodialysis with Polymer Inclusion Membrane |
| REC | Relative Energy Consumption |
| RED | Reverse Electrodialysis |
| REED | Reverse Electro-Electrodialysis |
| RO | Reverse Osmosis |
| SCR | Space-Charge Region |
| SED | Selectrodialysis |
| SGESS | Salinity Gradient Energy Storage System |
| SGP | Salinity Gradient Power |
| Shock ED | Shock Electrodialysis |
| SLM | Supported Liquid Membrane |
| SW | Sea Water |
| TDS | Total Dissolved Solids |
| TFC | Thin-Film Composite |
| UF | Ultrafiltration |
| UFM | Ultrafiltration Membrane |
| VFA | Volatile Fatty Acid |
| WWTP | Waste Water Treatment Plants |
| ZLD | Zero Liquid Discharge |
References
- World Health Organization. Progress on Household Drinking Water, Sanitation and Hygiene 2000–2017: Special Focus on Inequalities; World Health Organization: New York, NY, USA, 2019; ISBN 92-4-151623-2. [Google Scholar]
- World Health Organization. Food Safety: Fact Sheet No. 399; World Health Organization: Geneva, Swizterland, 2015. [Google Scholar]
- World Health Organization Environment and Health in Developing Countries. Available online: https://www.who.int/heli/risks/ehindevcoun/en/ (accessed on 17 July 2020).
- Van der Bruggen, B. Chapter 7—Ion-exchange membrane systems—Electrodialysis and other electromembrane processes. In Fundamental Modelling of Membrane Systems; Luis, P., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 251–300. ISBN 978-0-12-813483-2. [Google Scholar]
- Bazinet, L.; Firdaous, L. Separation of bioactive peptides by membrane processes: Technologies and devices. Recent Pat. Biotechnol. 2013, 7, 9–27. [Google Scholar] [CrossRef] [PubMed]
- Al-Amshawee, S.; Yunus, M.Y.B.M.; Azoddein, A.A.M.; Hassell, D.G.; Dakhil, I.H.; Hasan, H.A. Electrodialysis desalination for water and wastewater: A review. Chem. Eng. J. 2020, 380, 122231. [Google Scholar] [CrossRef]
- Gernigon, G.; Schuck, P.; Jeantet, R.; Burling, H. Whey Processing|Demineralization. In Encyclopedia of Dairy Sciences, 2nd ed.; Fuquay, J.W., Ed.; Academic Press: San Diego, CA, USA, 2011; pp. 738–743. ISBN 978-0-12-374407-4. [Google Scholar]
- Zabolotsky, V.I.; Nikonenko, V.V.; Pismenskaya, N.D.; Laktionov, E.V.; Urtenov, M.K.; Strathmann, H.; Wessling, M.; Koops, G.H. Coupled transport phenomena in overlimiting current electrodialysis. Sep. Purif. Technol. 1998, 14, 255–267. [Google Scholar] [CrossRef]
- Nikonenko, V.V.; Kovalenko, A.V.; Urtenov, M.K.; Pismenskaya, N.D.; Han, J.; Sistat, P.; Pourcelly, G. Desalination at overlimiting currents: State-of-the-art and perspectives. Desalination 2014, 342, 85–106. [Google Scholar] [CrossRef]
- Campione, A.; Gurreri, L.; Ciofalo, M.; Micale, G.; Tamburini, A.; Cipollina, A. Electrodialysis for water desalination: A critical assessment of recent developments on process fundamentals, models and applications. Desalination 2018, 434, 121–160. [Google Scholar] [CrossRef]
- Bazinet, L.; Castaigne, F. Concepts de Génie Alimentaire: Procédés Associés, Applications à la Conservation et Transformation des Aliments; Presses Internationales Polytechnique: Montréal, QC, Canada, 2019; ISBN 2-553-01721-9. [Google Scholar]
- Market Expertz. Electrodialysis Equipment Market Size, Type Analysis, Application Analysis, End-Use, Industry Analysis, Regional Outlook, Competitive Strategies and Forecasts, 2019-2059; Market Expertz: New York, NY, USA, 2020; p. 112. [Google Scholar]
- Global Info Reasearch. Global (North America, Europe and Asia-Pacific, South America, Middle East and Africa) Electrodialysis Equipment Market 2017 Forecast to 2022; GIF Global Info Reasearch: Hong-Kong, China, 2017. [Google Scholar]
- Wilson, J.R. Demineralization by Electrodialysis; Butterworths Scientific Publications: London, UK, 1960. [Google Scholar]
- Xiao, Y.; Song, Y.; Wu, X. How far has China’s urbanization gone? Sustainability 2018, 10, 2953. [Google Scholar] [CrossRef]
- Masson, C.; Urban, M. L’urbanisation en Chine Continentale; Service Économique régional de Pékin, Ministère de l’Europe et des Affaires Étrangères: Beijing, China, 2014; p. 3. [Google Scholar]
- United Nations. World Urbanization Prospects: 2018 Revision; United Nations Department of Economic and Social Affairs: New York, NY, USA, 2018. [Google Scholar]
- Bai, X.; Shi, P.; Liu, Y. Society: Realizing China’s urban dream. Nat. News 2014, 509, 158. [Google Scholar] [CrossRef]
- Mafart, P.; Beliard, E. Induatrial Food Engineering, Chap 2; Lavoisier: London, UK, 2004. [Google Scholar]
- Vasil’eva, V.I.; Shaposhnik, V.A.; Grigorchuk, O.V.; Petrunya, I.P. The membrane–solution interface under high-performance current regimes of electrodialysis by means of laser interferometry. Desalination 2006, 192, 408–414. [Google Scholar] [CrossRef]
- Nikonenko, V.V.; Pismenskaya, N.D.; Belova, E.I.; Sistat, P.; Huguet, P.; Pourcelly, G.; Larchet, C. Intensive current transfer in membrane systems: Modelling, mechanisms and application in electrodialysis. Adv. Colloid Interface Sci. 2010, 160, 101–123. [Google Scholar] [CrossRef]
- Bazinet, L. Electrodialytic phenomena and their applications in the dairy industry: A review. Crit. Rev. Food Sci. Nutr. 2005, 45, 307–326. [Google Scholar] [CrossRef]
- Brun, J.-P. Electrodialyse. In Procédés de Séparation par Membranes: Transport, Techniques Membranaires, Applications; Masson: Paris, France, 1989; ISBN 2-225-81573-9. [Google Scholar]
- Korngold, E. Electrodialysis—Membranes and mass transport. In Synthetic Membrane Processes; Academic Press: Cambridge, MA, USA, 1984; pp. 191–220. [Google Scholar]
- Kressman, T.R.E.; Tye, F.L. The effect of current density on the transport of ions through ion-selective membranes. Discuss. Faraday Soc. 1956, 21, 185–192. [Google Scholar] [CrossRef]
- Frilette, V.J. Preparation and characterization of bipolar ion exchange membranes. J. Phys. Chem. 1956, 60, 435–439. [Google Scholar] [CrossRef]
- Gavish, B.; Lifson, S. Membrane polarisation at high current densities. J. Chem. Soc. Faraday Trans. Phys. Chem. Condens. Phases 1979, 75, 463–472. [Google Scholar] [CrossRef]
- Forgacs, C.; Leibovitz, J.; O’Brien, R.N.; Spiegler, K.S. Interferometric study of concentration profiles in solutions near membrane surfaces. Electrochim. Acta 1975, 20, 555–563. [Google Scholar] [CrossRef]
- Cooke, B.A. Concentration polarization in electrodialysis—I. The electrometric measurement of interfacial concentration. Electrochim. Acta 1961, 3, 307–317. [Google Scholar] [CrossRef]
- Krol, J.J.; Wessling, M.; Strathmann, H. Concentration polarization with monopolar ion exchange membranes: Current–voltage curves and water dissociation. J. Membr. Sci. 1999, 162, 145–154. [Google Scholar] [CrossRef]
- Kononov, Y.A.; Vrevskii, B.M. Role of water dissociation products in electric current transfer through ionite membranes. J. Appl. Chem. USSR 1971, 44, 929–932. [Google Scholar]
- Rubinstein, I.; Warshawsky, A.; Schechtman, L.; Kedem, O. Elimination of acid-base generation (‘water-splitting’) in electrodialysis. Desalination 1984, 51, 55–60. [Google Scholar] [CrossRef]
- Pismenskaya, N.D.; Nikonenko, V.V.; Melnik, N.A.; Shevtsova, K.A.; Belova, E.I.; Pourcelly, G.; Cot, D.; Dammak, L.; Larchet, C. Evolution with Time of Hydrophobicity and Microrelief of a Cation-Exchange Membrane Surface and Its Impact on Overlimiting Mass Transfer. J. Phys. Chem. B 2012, 116, 2145–2161. [Google Scholar] [CrossRef]
- Kressman, T.R.E.; Tye, F.L. pH changes at anion selective membranes under realistic flow conditions. J. Electrochem. Soc. 1969, 116, 25. [Google Scholar] [CrossRef]
- Simons, R. Strong electric field effects on proton transfer between membrane-bound amines and water. Nature 1979, 280, 824–826. [Google Scholar] [CrossRef]
- Simons, R. Electric field effects on proton transfer between ionizable groups and water in ion exchange membranes. Electrochim. Acta 1984, 29, 151–158. [Google Scholar] [CrossRef]
- Zabolotskii, V.I.; Shel’deshov, N.V.; Gnusin, N.P. Dissociation of water molecules in systems with ion-exchange membranes. Russ. Chem. Rev. 1988, 57, 801. [Google Scholar] [CrossRef]
- Sakashita, M.; Fujita, S.; Sato, N. Current-voltage characteristics and oxide formation of bipolar PbSO4 precipitate membranes. J. Electroanal. Chem. Interfacial Electrochem. 1983, 154, 273–280. [Google Scholar] [CrossRef]
- Lee, H.-J.; Moon, S.-H.; Tsai, S.-P. Effects of pulsed electric fields on membrane fouling in electrodialysis of NaCl solution containing humate. Sep. Purif. Technol. 2002, 27, 89–95. [Google Scholar] [CrossRef]
- Berezina, N.P.; Kononenko, N.A.; Dyomina, O.A.; Gnusin, N.P. Characterization of ion-exchange membrane materials: Properties vs. structure. Adv. Colloid Interface Sci. 2008, 139, 3–28. [Google Scholar] [CrossRef]
- Cowan, D.A.; Brown, J.H. Effect of turbulence on limiting current in electrodialysis cells. Ind. Eng. Chem. 1959, 51, 1445–1448. [Google Scholar] [CrossRef]
- Bazinet, L.; Araya-Farias, M. Electrodialysis of calcium and carbonate high concentration solutions and impact on composition in cations of membrane fouling. J. Colloid Interface Sci. 2005, 286, 639–646. [Google Scholar] [CrossRef]
- Dufton, G.; Mikhaylin, S.; Gaaloul, S.; Bazinet, L. How electrodialysis configuration influences acid whey deacidification and membrane scaling. J. Dairy Sci. 2018, 101, 7833–7850. [Google Scholar] [CrossRef]
- Bobreshova, O.V.; Kulintsov, P.J.; Timashev, S.F. Non-equilibrium processes in the concentration-polarization layers at the membrane/solution interface. J. Membr. Sci. 1990, 48, 221–230. [Google Scholar] [CrossRef]
- Casademont, C.; Pourcelly, G.; Bazinet, L. Effect of magnesium/calcium ratio in solutions subjected to electrodialysis: Characterization of cation-exchange membrane fouling. J. Colloid Interface Sci. 2007, 315, 544–554. [Google Scholar] [CrossRef] [PubMed]
- Persico, M.; Mikhaylin, S.; Doyen, A.; Firdaous, L.; Nikonenko, V.V.; Pismenskaya, N.D.; Bazinet, L. Prevention of peptide fouling on ion-exchange membranes during electrodialysis in overlimiting conditions. J. Membr. Sci. 2017, 543, 212–221. [Google Scholar] [CrossRef]
- Ibanez, R.; Stamatialis, D.F.; Wessling, M. Role of membrane surface in concentration polarization at cation exchange membranes. J. Membr. Sci. 2004, 239, 119–128. [Google Scholar] [CrossRef]
- Volodina, E.; Pismenskaya, N.D.; Nikonenko, V.V.; Larchet, C.; Pourcelly, G. Ion transfer across ion-exchange membranes with homogeneous and heterogeneous surfaces. J. Colloid Interface Sci. 2005, 285, 247–258. [Google Scholar] [CrossRef]
- Lopez Leiva, M.H. The use of electrodialysis in food processing. Part 1: Some theoretical concepts. Lebensm. Wiss. Technol. 1988, 21, 119–125. [Google Scholar]
- Kniaginicheva, E.; Pismenskaya, N.D.; Melnikov, S.; Belashova, E.; Sistat, P.; Cretin, M.; Nikonenko, V.V. Water splitting at an anion-exchange membrane as studied by impedance spectroscopy. J. Membr. Sci. 2015, 496, 78–83. [Google Scholar] [CrossRef]
- Nikonenko, V.V.; Mareev, S.A.; Pis’menskaya, N.D.; Uzdenova, A.M.; Kovalenko, A.V.; Urtenov, M.K.; Pourcelly, G. Effect of electroconvection and its use in intensifying the mass transfer in electrodialysis (Review). Russ. J. Electrochem. 2017, 53, 1122–1144. [Google Scholar] [CrossRef]
- Butylskii, D.; Moroz, I.; Tsygurina, K.; Mareev, S. Effect of Surface Inhomogeneity of Ion-Exchange Membranes on the Mass Transfer Efficiency in Pulsed Electric Field Modes. Membranes 2020, 10, 40. [Google Scholar] [CrossRef]
- Kharkats, Y.I. About the mechanism of appearing the limiting currents in the boundary ion-exchange membrane/electrolyte. Èlektrohimiâ 1985, 21, 974–977. [Google Scholar]
- Mishchuk, N.A.; Koopal, L.K.; Gonzalez-Caballero, F. Intensification of electrodialysis by applying a non-stationary electric field. Colloids Surf. Physicochem. Eng. Asp. 2001, 176, 195–212. [Google Scholar] [CrossRef]
- Rubinstein, I.; Zaltzman, B. Electro-osmotically induced convection at a permselective membrane. Phys. Rev. E 2000, 62, 2238. [Google Scholar] [CrossRef] [PubMed]
- Pismenskaya, N.D.; Nikonenko, V.V.; Belova, E.I.; Lopatkova, G.Y.; Sistat, P.; Pourcelly, G.; Larshe, K. Coupled convection of solution near the surface of ion-exchange membranes in intensive current regimes. Russ. J. Electrochem. 2007, 43, 307–327. [Google Scholar] [CrossRef]
- Pismenskaya, N.D.; Nikonenko, V.V.; Mel’nik, N.A.; Pourcelli, G.; Larchet, G. Effect of the ion-exchange-membrane/solution interfacial characteristics on the mass transfer at severe current regimes. Russ. J. Electrochem. 2012, 48, 610–628. [Google Scholar] [CrossRef]
- Mishchuk, N.A. Concentration polarization of interface and non-linear electrokinetic phenomena. Adv. Colloid Interface Sci. 2010, 160, 16–39. [Google Scholar] [CrossRef]
- Belloň, T.; Polezhaev, P.; Vobecká, L.; Svoboda, M.; Slouka, Z. Experimental observation of phenomena developing on ion-exchange systems during current-voltage curve measurement. J. Membr. Sci. 2019, 572, 607–618. [Google Scholar] [CrossRef]
- Vessler, G.R.; Krylov, V.S.; Shvarts, P.; Linde, H. Optical and electrochemical investigation of dissipative structures in electrolyte solutions. Elektrokhimiya Sov. Electochem. 1986, 22, 623–628. [Google Scholar]
- Martí-Calatayud, M.C.; García-Gabaldón, M.; Pérez-Herranz, V. Effect of the equilibria of multivalent metal sulfates on the transport through cation-exchange membranes at different current regimes. J. Membr. Sci. 2013, 443, 181–192. [Google Scholar] [CrossRef]
- Pismenskiy, A.; Urtenov, M.; Kovalenko, A.; Mareev, S. Electrodialysis desalination process in conditions of mixed convection. Desalin. Water Treat. 2015, 56, 3211–3213. [Google Scholar] [CrossRef]
- Zabolotsky, V.I.; Nikonenko, V.V.; Pismenskaya, N.D. On the role of gravitational convection in the transfer enhancement of salt ions in the course of dilute solution electrodialysis. J. Membr. Sci. 1996, 119, 171–181. [Google Scholar] [CrossRef]
- Lemay, N.; Mikhaylin, S.; Bazinet, L. Voltage spike and electroconvective vortices generation during electrodialysis under pulsed electric field: Impact on demineralization process efficiency and energy consumption. Innov. Food Sci. Emerg. Technol. 2019, 52, 221–231. [Google Scholar] [CrossRef]
- Lemay, N.; Mikhaylin, S.; Mareev, S.; Pismenskaya, N.D.; Nikonenko, V.V.; Bazinet, L. How demineralization duration by electrodialysis under high frequency pulsed electric field can be the same as in continuous current condition and that for better performances? J. Membr. Sci. 2020, 603, 117878. [Google Scholar] [CrossRef]
- Mikhaylin, S.; Nikonenko, V.V.; Pismenskaya, N.D.; Pourcelly, G.; Choi, S.; Kwon, H.J.; Han, J.; Bazinet, L. How physico-chemical and surface properties of cation-exchange membrane affect membrane scaling and electroconvective vortices: Influence on performance of electrodialysis with pulsed electric field. Desalination 2016, 393, 102–114. [Google Scholar] [CrossRef]
- Grigin, A.P. Distribution of space charge induced by the passage of a constant electric current in a cell with plane-parallel electrodes and very small-scaled dissipative structures in a binary electrolyte. Elektrokhimiya 1986, 22, 1458. [Google Scholar]
- Bruinsma, R.; Alexander, S. Theory of electrohydrodynamic instabilities in electrolytic cells. J. Chem. Phys. 1990, 92, 3074–3085. [Google Scholar] [CrossRef]
- Dukhin, S.S.; Mishchuk, N.A.; Takhistov, P. Electroosmosis of the second kind and unrestricted current increase in the mixed monolayer of an ion-exchanger. Colloid J. USSR 1989, 51, 540–542. [Google Scholar]
- Dukhin, S.S.; Mishchuk, N.A. Strong concentration polarization of a thin double layer of a spherical particle in external electric field. Colloid J. USSR 1988, 50, 208–214. [Google Scholar]
- Rubinstein, I.; Zaltzman, B. Extended space charge in concentration polarization. Adv. Colloid Interface Sci. 2010, 159, 117–129. [Google Scholar] [CrossRef]
- Urtenov, M.K.; Uzdenova, A.M.; Kovalenko, A.V.; Nikonenko, V.V.; Pismenskaya, N.D.; Vasil’Eva, V.I.; Sistat, P.; Pourcelly, G. Basic mathematical model of overlimiting transfer enhanced by electroconvection in flow-through electrodialysis membrane cells. J. Membr. Sci. 2013, 447, 190–202. [Google Scholar] [CrossRef]
- Rubinstein, I.; Zaltzman, B. Equilibrium electro-osmotic instability in concentration polarization at a perfectly charge-selective interface. Phys. Rev. Fluids 2017, 2, 093702. [Google Scholar] [CrossRef]
- Nam, S.; Cho, I.; Heo, J.; Lim, G.; Bazant, M.Z.; Moon, D.J.; Sung, G.Y.; Kim, S.J. Experimental verification of overlimiting current by surface conduction and electro-osmotic flow in microchannels. Phys. Rev. Lett. 2015, 114, 114501. [Google Scholar] [CrossRef]
- Kiriy, V.A.; Shelistov, V.S.; Kalaidin, E.N.; Demekhin, E.A. Hydrodynamics, electroosmosis, and electrokinetic instability in imperfect electric membranes. In Proceedings of the Doklady Physics; Springer: Berlin/Heidelberg, Germany, 2017; Volume 62, pp. 222–227. [Google Scholar]
- Lee, S.J.; Kwon, K.; Jeon, T.-J.; Kim, S.M.; Kim, D. Quantification of vortex generation due to non-equilibrium electrokinetics at the micro/nanochannel interface: Particle tracking velocimetry. Micromachines 2016, 7, 127. [Google Scholar] [CrossRef] [PubMed]
- Akberova, E.M.; Vasil’eva, V.I. Effect of the resin content in cation-exchange membranes on development of electroconvection. Electrochem. Commun. 2020, 111, 106659. [Google Scholar] [CrossRef]
- Davidson, S.M.; Wessling, M.; Mani, A. On the Dynamical Regimes of Pattern-Accelerated Electroconvection. Sci. Rep. 2016, 6, 22505. [Google Scholar] [CrossRef]
- Korzhova, E.; Pismenskaya, N.D.; Lopatin, D.; Baranov, O.; Dammak, L.; Nikonenko, V. Effect of surface hydrophobization on chronopotentiometric behavior of an AMX anion-exchange membrane at overlimiting currents. J. Membr. Sci. 2016, 500, 161–170. [Google Scholar] [CrossRef]
- Nebavskaya, K.A.; Butylskii, D.Y.; Moroz, I.A.; Nebavsky, A.V.; Pismenskaya, N.D.; Nikonenko, V.V. Enhancement of mass transfer through a homogeneous anion-exchange membrane in limiting and overlimiting current regimes by screening part of its surface with nonconductive strips. Pet. Chem. 2018, 58, 780–789. [Google Scholar] [CrossRef]
- Pismenskaya, N.D.; Mareev, S.A.; Pokhidnya, E.V.; Larchet, C.; Dammak, L.; Nikonenko, V.V. Effect of Surface Modification of Heterogeneous Anion-Exchange Membranes on the Intensity of Electroconvection at Their Surfaces. Russ. J. Electrochem. 2019, 55, 1203–1220. [Google Scholar] [CrossRef]
- Nebavskaya, K.A.; Sarapulova, V.V.; Sabbatovskiy, K.G.; Sobolev, V.D.; Pismenskaya, N.D.; Sistat, P.; Cretin, M.; Nikonenko, V.V. Impact of ion exchange membrane surface charge and hydrophobicity on electroconvection at underlimiting and overlimiting currents. J. Membr. Sci. 2017, 523, 36–44. [Google Scholar] [CrossRef]
- Dufton, G.; Mikhaylin, S.; Gaaloul, S.; Bazinet, L. Systematic Study of the Impact of Pulsed Electric Field Parameters (Pulse/Pause Duration and Frequency) on ED Performances during Acid Whey Treatment. Membranes 2020, 10, 14. [Google Scholar] [CrossRef]
- Sosa-Fernandez, P.A.; Post, J.W.; Ramdlan, M.S.; Leermakers, F.A.M.; Bruning, H.; Rijnaarts, H.H.M. Improving the performance of polymer-flooding produced water electrodialysis through the application of pulsed electric field. Desalination 2020, 484, 114424. [Google Scholar] [CrossRef]
- Mikhaylin, S.; Bazinet, L. Fouling on ion-exchange membranes: Classification, characterization and strategies of prevention and control. Adv. Colloid Interface Sci. 2016, 229, 34–56. [Google Scholar] [CrossRef]
- Grebenyuk, V.D.; Chebotareva, R.D.; Peters, S.; Linkov, V. Surface modification of anion-exchange electrodialysis membranes to enhance anti-fouling characteristics. Desalination 1998, 115, 313–329. [Google Scholar] [CrossRef]
- Bukhovets, A.; Eliseeva, T.; Dalthrope, N.; Oren, Y. The influence of current density on the electrochemical properties of anion-exchange membranes in electrodialysis of phenylalanine solution. Electrochim. Acta 2011, 56, 10283–10287. [Google Scholar] [CrossRef]
- Mikhaylin, S.; Nikonenko, V.V.; Pourcelly, G.; Bazinet, L. Hybrid bipolar membrane electrodialysis/ultrafiltration technology assisted by a pulsed electric field for casein production. Green Chem. 2016, 18, 307–314. [Google Scholar] [CrossRef]
- Merkel, A.; Voropaeva, D.; Fárová, H.; Yaroslavtsev, A. High effective electrodialytic whey desalination at high temperature. Int. Dairy J. 2020, 104737. [Google Scholar] [CrossRef]
- Beaulieu, M.; Perreault, V.; Mikhaylin, S.; Bazinet, L. How Overlimiting Current Condition Influences Lactic Acid Recovery and Demineralization by Electrodialysis with Nanofiltration Membrane: Comparison with Conventional Electrodialysis. Membranes 2020, 10, 113. [Google Scholar] [CrossRef] [PubMed]
- Barros, K.S.; Scarazzato, T.; Pérez-Herranz, V.; Espinosa, D.C.R. Treatment of Cyanide-Free Wastewater from Brass Electrodeposition with EDTA by Electrodialysis: Evaluation of Underlimiting and Overlimiting Operations. Membranes 2020, 10, 69. [Google Scholar] [CrossRef]
- Suwal, S.; Roblet, C.; Amiot, J.; Bazinet, L. Presence of free amino acids in protein hydrolysate during electroseparation of peptides: Impact on system efficiency and membrane physicochemical properties. Sep. Purif. Technol. 2015, 147, 227–236. [Google Scholar] [CrossRef]
- Kang, M.-S.; Choi, Y.-J.; Moon, S.-H. Characterization of anion-exchange membranes containing pyridinium groups. AIChE J. 2003, 49, 3213–3220. [Google Scholar] [CrossRef]
- Choi, J.-H.; Moon, S.-H. Structural change of ion-exchange membrane surfaces under high electric fields and its effects on membrane properties. J. Colloid Interface Sci. 2003, 265, 93–100. [Google Scholar] [CrossRef]
- Zabolotskii, V.I.; Chermit, R.K.; Sharafan, M.V. Mass transfer mechanism and chemical stability of strongly basic anion-exchange membranes under overlimiting current conditions. Russ. J. Electrochem. 2014, 50, 38–45. [Google Scholar] [CrossRef]
- Merle, G.; Wessling, M.; Nijmeijer, K. Anion exchange membranes for alkaline fuel cells: A review. J. Membr. Sci. 2011, 377, 1–35. [Google Scholar] [CrossRef]
- Bauer, B.; Strathmann, H.; Effenberger, F. Anion-exchange membranes with improved alkaline stability. Desalination 1990, 79, 125–144. [Google Scholar] [CrossRef]
- Karlin, Y.V.; Kropotov, V.N. Electrodialysis separation of Na+ and Ca2+ in a pulsed current mode. Russ. J. Electrochem. 1995, 31, 472–476. [Google Scholar]
- Malek, P.; Ortiz, J.M.; Richards, B.S.; Schaefer, A.I. Electrodialytic removal of NaCl from water: Impacts of using pulsed electric potential on ion transport and water dissociation phenomena. J. Membr. Sci. 2013, 435, 99–109. [Google Scholar] [CrossRef]
- Sun, T.R.; Ottosen, L.M.; Jensen, P.E. Pulse current enhanced electrodialytic soil remediation—Comparison of different pulse frequencies. J. Hazard. Mater. 2012, 237, 299–306. [Google Scholar] [CrossRef]
- Uzdenova, A.M.; Kovalenko, A.V.; Urtenov, M.K.; Nikonenko, V.V. Effect of electroconvection during pulsed electric field electrodialysis. Numerical experiments. Electrochem. Commun. 2015, 51, 1–5. [Google Scholar] [CrossRef]
- Park, J.-S.; Lee, H.-J.; Moon, S.-H. Determination of an optimum frequency of square wave power for fouling mitigation in desalting electrodialysis in the presence of humate. Sep. Purif. Technol. 2003, 30, 101–112. [Google Scholar] [CrossRef]
- Ruiz, B.; Sistat, P.; Huguet, P.; Pourcelly, G.; Araya-Farias, M.; Bazinet, L. Application of relaxation periods during electrodialysis of a casein solution: Impact on anion-exchange membrane fouling. J. Membr. Sci. 2007, 287, 41–50. [Google Scholar] [CrossRef]
- Casademont, C.; Sistat, P.; Ruiz, B.; Pourcelly, G.; Bazinet, L. Electrodialysis of model salt solution containing whey proteins: Enhancement by pulsed electric field and modified cell configuration. J. Membr. Sci. 2009, 328, 238–245. [Google Scholar] [CrossRef]
- Suwal, S.; Amiot, J.; Beaulieu, L.; Bazinet, L. Effect of pulsed electric field and polarity reversal on peptide/amino acid migration, selectivity and fouling mitigation. J. Membr. Sci. 2016, 510, 405–416. [Google Scholar] [CrossRef]
- Haddad, M.; Bazinet, L.; Savadogo, O.; Paris, J. Electrochemical acidification of Kraft black liquor: Impacts of pulsed electric field application on bipolar membrane colloidal fouling and process intensification. J. Membr. Sci. 2017, 524, 482–492. [Google Scholar] [CrossRef]
- Haddad, M.; Bazinet, L.; Barbeau, B. Eco-efficient treatment of ion exchange spent brine via electrodialysis to recover NaCl and minimize waste disposal. Sci. Total Environ. 2019, 690, 400–409. [Google Scholar] [CrossRef] [PubMed]
- Andreeva, M.A.; Gil, V.V.; Pismenskaya, N.D.; Dammak, L.; Kononenko, N.A.; Larchet, C.; Grande, D.; Nikonenko, V.V. Mitigation of membrane scaling in electrodialysis by electroconvection enhancement, pH adjustment and pulsed electric field application. J. Membr. Sci. 2018, 549, 129–140. [Google Scholar] [CrossRef]
- Cifuentes-Araya, N.; Astudillo-Castro, C.; Bazinet, L. Mechanisms of mineral membrane fouling growth modulated by pulsed modes of current during electrodialysis: Evidences of water splitting implications in the appearance of the amorphous phases of magnesium hydroxide and calcium carbonate. J. Colloid Interface Sci. 2014, 426, 221–234. [Google Scholar] [CrossRef] [PubMed]
- Cifuentes-Araya, N.; Pourcelly, G.; Bazinet, L. Impact of pulsed electric field on electrodialysis process performance and membrane fouling during consecutive demineralization of a model salt solution containing a high magnesium/calcium ratio. J. Colloid Interface Sci. 2011, 361, 79–89. [Google Scholar] [CrossRef]
- Cifuentes-Araya, N.; Pourcelly, G.; Bazinet, L. Water splitting proton-barriers for mineral membrane fouling control and their optimization by accurate pulsed modes of electrodialysis. J. Membr. Sci. 2013, 447, 433–441. [Google Scholar] [CrossRef]
- Mikhaylin, S.; Nikonenko, V.V.; Pourcelly, G.; Bazinet, L. Intensification of demineralization process and decrease in scaling by application of pulsed electric field with short pulse/pause conditions. J. Membr. Sci. 2014, 468, 389–399. [Google Scholar] [CrossRef]
- Dufton, G.; Mikhaylin, S.; Gaaloul, S.; Bazinet, L. Positive Impact of Pulsed Electric Field on Lactic Acid Removal, Demineralization and Membrane Scaling during Acid Whey Electrodialysis. Int. J. Mol. Sci. 2019, 20, 797. [Google Scholar] [CrossRef]
- Cifuentes-Araya, N.; Pourcelly, G.; Bazinet, L. Multistep mineral fouling growth on a cation-exchange membrane ruled by gradual sieving effects of magnesium and carbonate ions and its delay by pulsed modes of electrodialysis. J. Colloid Interface Sci. 2012, 372, 217–230. [Google Scholar] [CrossRef]
- Gao, Q.; Li, Z.; Lei, C.; Fu, R.; Wang, W.; Li, Q.; Liu, Z. Application of Pulsed Electric Field in Antifouling Treatment of Sodium Gluconate Mother Liquor by Electrodialysis. Materials 2020, 13, 2501. [Google Scholar] [CrossRef]
- Lee, H.-J.; Oh, S.J.; Moon, S.-H. Removal of hardness in fermentation broth by electrodialysis. J. Chem. Technol. Biotechnol. Int. Res. Process Environ. Clean Technol. 2002, 77, 1005–1012. [Google Scholar] [CrossRef]
- Lee, H.-J.; Oh, S.-J.; Moon, S.-H. Recovery of ammonium sulfate from fermentation waste by electrodialysis. Water Res. 2003, 37, 1091–1099. [Google Scholar] [CrossRef]
- Xu, X.; He, Q.; Ma, G.; Wang, H.; Nirmalakhandan, N.; Xu, P. Selective separation of mono- and di-valent cations in electrodialysis during brackish water desalination: Bench and pilot-scale studies. Desalination 2018, 428, 146–160. [Google Scholar] [CrossRef]
- Kim, Y.; Walker, W.S.; Lawler, D.F. Competitive separation of di-vs. mono-valent cations in electrodialysis: Effects of the boundary layer properties. Water Res. 2012, 46, 2042–2056. [Google Scholar] [CrossRef] [PubMed]
- Galizia, M.; Benedetti, F.M.; Paul, D.R.; Freeman, B.D. Monovalent and divalent ion sorption in a cation exchange membrane based on cross-linked poly (p-styrene sulfonate-co-divinylbenzene). J. Membr. Sci. 2017, 535, 132–142. [Google Scholar] [CrossRef]
- Sistat, P.; Huguet, P.; Ruiz, B.; Pourcelly, G.; Mareev, S.A.; Nikonenko, V.V. Effect of pulsed electric field on electrodialysis of a NaCl solution in sub-limiting current regime. Electrochim. Acta 2015, 164, 267–280. [Google Scholar] [CrossRef]
- Pelletier, S.; Serre, É.; Mikhaylin, S.; Bazinet, L. Optimization of cranberry juice deacidification by electrodialysis with bipolar membrane: Impact of pulsed electric field conditions. Sep. Purif. Technol. 2017, 186, 106–116. [Google Scholar] [CrossRef]
- Shen, X.; Chen, X. Membrane-free electrodeionization using phosphonic acid resin for nickel containing wastewater purification. Sep. Purif. Technol. 2019, 223, 88–95. [Google Scholar] [CrossRef]
- Dermentzis, K. Removal of nickel from electroplating rinse waters using electrostatic shielding electrodialysis/electrodeionization. J. Hazard. Mater. 2010, 173, 647–652. [Google Scholar] [CrossRef]
- Jafary, T.; Al-Mamun, A.; Alhimali, H.; Baawain, M.S.; Rahman, M.S.; Rahman, S.; Dhar, B.R.; Aghbashlo, M.; Tabatabaei, M. Enhanced power generation and desalination rate in a novel quadruple microbial desalination cell with a single desalination chamber. Renew. Sustain. Energy Rev. 2020, 127, 109855. [Google Scholar] [CrossRef]
- Prifti, H.; Parasuraman, A.; Winardi, S.; Lim, T.M.; Skyllas-Kazacos, M. Membranes for Redox Flow Battery Applications. Membranes 2012, 2, 275–306. [Google Scholar] [CrossRef] [PubMed]
- Audinos, R. Ion-Exchange membrane processes for clean industrial chemistry. Chem. Eng. Technol. 1997, 20, 247–258. [Google Scholar] [CrossRef]
- Handojo, L.; Wardani, A.K.; Regina, D.; Bella, C.; Kresnowati, M.T.A.P.; Wenten, I.G. Electro-membrane processes for organic acid recovery. RSC Adv. 2019, 9, 7854–7869. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, M.; Gao, C. Tartaric acid production by ion exchange resin-filling electrometathesis and its process economics. J. Membr. Sci. 2011, 366, 266–271. [Google Scholar] [CrossRef]
- Firdaous, L.; Malériat, J.-P.; Schlumpf, J.-P.; Quéméneur, F. Transfer of monovalent and divalent cations in salt solutions by electrodialysis. Sep. Sci. Technol. 2007, 42, 931–948. [Google Scholar] [CrossRef]
- Xia, Q.; Guo, H.; Ye, Y.; Yu, S.; Li, L.; Li, Q.; Zhang, R. Study on the fouling mechanism and cleaning method in the treatment of polymer flooding produced water with ion exchange membranes. RSC Adv. 2018, 8, 29947–29957. [Google Scholar] [CrossRef]
- Sosa-Fernandez, P.A.; Post, J.W.; Bruning, H.; Leermakers, F.A.M.; Rijnaarts, H.H.M. Electrodialysis-based desalination and reuse of sea and brackish polymer-flooding produced water. Desalination 2018, 447, 120–132. [Google Scholar] [CrossRef]
- Pérez, A.; Andrés, L.J.; Alvarez, R.; Coca, J.; Hill, C.G., Jr. Electrodialysis of whey permeates and retentates obtained by ultrafiltration. J. Food Process Eng. 1994, 17, 177–190. [Google Scholar] [CrossRef]
- Oren, Y.; Litan, A. State of the solution-membrane interface during ion transport across an ion-exchange membrane. J. Phys. Chem. 1974, 78, 1805–1811. [Google Scholar] [CrossRef]
- Nikonenko, V.V.; Zabolotskii, V.I.; Gnusin, N.P. Effect of stationary external electric-fields on ion-exchange membrane selectivity. Sov. Electrochem. 1980, 16, 472–479. [Google Scholar]
- Sata, T.; Sata, T.; Yang, W. Studies on cation-exchange membranes having permselectivity between cations in electrodialysis. J. Membr. Sci. 2002, 206, 31–60. [Google Scholar] [CrossRef]
- Masson, F.-A.; Mikhaylin, S.; Bazinet, L. Production of calcium-and magnesium-enriched caseins and caseinates by an ecofriendly technology. J. Dairy Sci. 2018, 101, 7002–7012. [Google Scholar] [CrossRef]
- Gonzalez-Vogel, A.; Rojas, O.J. Exploiting electroconvective vortices in electrodialysis with high-frequency asymmetric bipolar pulses for desalination in overlimiting current regimes. Desalination 2020, 474, 114190. [Google Scholar] [CrossRef]
- Gurreri, L.; Cipollina, A.; Tamburini, A.; Micale, G. Electrodialysis for wastewater treatment—Part I: Fundamentals and municipal effluents. In Current Trends and Future Developments on (Bio-) Membranes; Elsevier: Amsterdam, The Netherlands, 2020; pp. 141–192. ISBN 978-0-12-816823-3. [Google Scholar]
- Alhéritière, C.; Ernst, W.R.; Davis, T.A. Metathesis of magnesium and sodium salt systems by electrodialysis. Desalination 1998, 115, 189–198. [Google Scholar] [CrossRef]
- Thampy, S.K.; Joshi, B.S.; Govindan, K.P. Preparation of potassium carbonate by electrodialysis technique. Indian J. Technol. 1985, 23, 454–457. [Google Scholar]
- Ochoa, G.J.R.; Santa-Olalla, G.J.; de Diego, Z.A.; Martin, R.J.L. Isolation and purification of iminodiacetic acid from its sodium salt by electrodialysis. J. Appl. Electrochem. 1993, 23, 56–59. [Google Scholar] [CrossRef]
- Jaroszek, H.; Lis, A.; Dydo, P. Transport of impurities and water during potassium nitrate synthesis by electrodialysis metathesis. Sep. Purif. Technol. 2016, 158, 87–93. [Google Scholar] [CrossRef]
- Feng, J.; Wang, Q.; Li, N.; Sun, Y.; Ma, Z.; Xu, D.; Gao, J.; Wang, J.; Wang, L.; Gao, X. Techno-economic evaluation of preparing high-valued TPAOH from its low-cost bromide via electrodialysis metathesis (EDM). Sep. Purif. Technol. 2020, 237, 116371. [Google Scholar] [CrossRef]
- Trivedi, J.S.; Bhadja, V.; Makwana, B.S.; Jewrajka, S.K.; Chatterjee, U. Sustainable process for the preparation of potassium sulfate by electrodialysis and its concentration and purification by a nanofiltration process. RSC Adv. 2016, 6, 71807–71817. [Google Scholar] [CrossRef]
- Jaroszek, H.; Dydo, P. Potassium nitrate synthesis by electrodialysis-metathesis: The effect of membrane type. J. Membr. Sci. 2018, 549, 28–37. [Google Scholar] [CrossRef]
- Rottiers, T.; Van der Bruggen, B.; Pinoy, L. Synthesis and transport of impurities in electrodialysis metathesis: Production of choline dihydrogen phosphate. J. Membr. Sci. 2017, 541, 550–557. [Google Scholar] [CrossRef]
- Zhang, X.; Han, X.; Yan, X.; Chen, X.; Jin, Z.; Hu, X. Continuous synthesis of high purity KNO3 through electrodialysis metathesis. Sep. Purif. Technol. 2019, 222, 85–91. [Google Scholar] [CrossRef]
- Camacho, L.M.; Fox, J.A.; Ajedegba, J.O. Optimization of electrodialysis metathesis (EDM) desalination using factorial design methodology. Desalination 2017, 403, 136–143. [Google Scholar] [CrossRef]
- Rottiers, T.; De la Marche, G.; Van der Bruggen, B.; Pinoy, L. Co-ion fluxes of simple inorganic ions in electrodialysis metathesis and conventional electrodialysis. J. Membr. Sci. 2015, 492, 263–270. [Google Scholar] [CrossRef]
- Han, X.; Yan, X.; Wang, X.; Ran, J.; Wu, C.; Zhang, X. Preparation of chloride-free potash fertilizers by electrodialysis metathesis. Sep. Purif. Technol. 2018, 191, 144–152. [Google Scholar] [CrossRef]
- Sharma, P.P.; Gahlot, S.; Rajput, A.; Patidar, R.; Kulshrestha, V. Efficient and Cost Effective Way for the Conversion of Potassium Nitrate from Potassium Chloride Using Electrodialysis. ACS Sustain. Chem. Eng. 2016, 4, 3220–3227. [Google Scholar] [CrossRef]
- Chen, Q.-B.; Ren, H.; Tian, Z.; Sun, L.; Wang, J. Conversion and pre-concentration of SWRO reject brine into high solubility liquid salts (HSLS) by using electrodialysis metathesis. Sep. Purif. Technol. 2019, 213, 587–598. [Google Scholar] [CrossRef]
- Panagopoulos, A.; Haralambous, K.-J.; Loizidou, M. Desalination brine disposal methods and treatment technologies—A review. Sci. Total Environ. 2019, 693, 133545. [Google Scholar] [CrossRef]
- Zhang, Y.; Paepen, S.; Pinoy, L.; Meesschaert, B.; Van der Bruggen, B. Selectrodialysis: Fractionation of divalent ions from monovalent ions in a novel electrodialysis stack. Sep. Purif. Technol. 2012, 88, 191–201. [Google Scholar] [CrossRef]
- Zhang, Y.; Rottiers, T.; Meesschaert, B.; Pinoy, L.; Van der Bruggen, B. Wastewater Treatment by Renewable Energy Driven Membrane Processes. In Current Trends and Future Developments on (Bio-) Membranes; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–19. ISBN 978-0-12-813545-7. [Google Scholar]
- Reig, M.; Vecino, X.; Valderrama, C.; Gibert, O.; Cortina, J.L. Application of selectrodialysis for the removal of as from metallurgical process waters: Recovery of Cu and Zn. Sep. Purif. Technol. 2018, 195, 404–412. [Google Scholar] [CrossRef]
- Galama, A.H.; Daubaras, G.; Burheim, O.S.; Rijnaarts, H.H.M.; Post, J.W. Fractioning electrodialysis: A current induced ion exchange process. Electrochim. Acta 2014, 136, 257–265. [Google Scholar] [CrossRef]
- Bazinet, L.; Lamarche, F.; Ippersiel, D.; Mahdavi, B.; Amiot, J. Effect of cationic membrane permselectivity on the efficiency of skim milk electroacidification. J. Agric. Food Chem. 2000, 48, 2595–2601. [Google Scholar] [CrossRef] [PubMed]
- Bazinet, L.; Ippersiel, D.; Montpetit, D.; Mahdavi, B.; Amiot, J.; Lamarche, F. Effect of membrane permselectivity on the fouling of cationic membranes during skim milk electroacidification. J. Membr. Sci. 2000, 174, 97–110. [Google Scholar] [CrossRef]
- Tran, A.T.K.; Zhang, Y.; Lin, J.; Mondal, P.; Ye, W.; Meesschaert, B.; Pinoy, L.; Van der Bruggen, B. Phosphate pre-concentration from municipal wastewater by selectrodialysis: Effect of competing components. Sep. Purif. Technol. 2015, 141, 38–47. [Google Scholar] [CrossRef]
- Liu, R.; Wang, Y.; Wu, G.; Luo, J.; Wang, S. Development of a selective electrodialysis for nutrient recovery and desalination during secondary effluent treatment. Chem. Eng. J. 2017, 322, 224–233. [Google Scholar] [CrossRef]
- Tran, A.T.K.; Zhang, Y.; De Corte, D.; Hannes, J.-B.; Ye, W.; Mondal, P.; Jullok, N.; Meesschaert, B.; Pinoy, L.; Van der Bruggen, B. P-recovery as calcium phosphate from wastewater using an integrated selectrodialysis/crystallization process. J. Clean. Prod. 2014, 77, 140–151. [Google Scholar] [CrossRef]
- Zhang, Y.; Desmidt, E.; Van Looveren, A.; Pinoy, L.; Meesschaert, B.; Van der Bruggen, B. Phosphate Separation and Recovery from Wastewater by Novel Electrodialysis. Environ. Sci. Technol. 2013, 47, 5888–5895. [Google Scholar] [CrossRef]
- Wang, W.; Liu, R.; Tan, M.; Sun, H.; Niu, Q.J.; Xu, T.; Nikonenko, V.V.; Zhang, Y. Evaluation of the ideal selectivity and the performance of selectrodialysis by using TFC ion exchange membranes. J. Membr. Sci. 2019, 582, 236–245. [Google Scholar] [CrossRef]
- Ghyselbrecht, K.; Sansen, B.; Monballiu, A.; Ye, Z.-L.; Pinoy, L.; Meesschaert, B. Cationic selectrodialysis for magnesium recovery from seawater on lab and pilot scale. Sep. Purif. Technol. 2019, 221, 12–22. [Google Scholar] [CrossRef]
- Chen, B.; Jiang, C.; Wang, Y.; Fu, R.; Liu, Z.; Xu, T. Selectrodialysis with bipolar membrane for the reclamation of concentrated brine from RO plant. Desalination 2018, 442, 8–15. [Google Scholar] [CrossRef]
- Qiu, Y.; Yao, L.; Tang, C.; Zhao, Y.; Zhu, J.; Shen, J. Integration of selectrodialysis and selectrodialysis with bipolar membrane to salt lake treatment for the production of lithium hydroxide. Desalination 2019, 465, 1–12. [Google Scholar] [CrossRef]
- Jiang, C.; Zhang, D.; Muhammad, A.S.; Hossain, M.M.; Ge, Z.; He, Y.; Feng, H.; Xu, T. Fouling deposition as an effective approach for preparing monovalent selective membranes. J. Membr. Sci. 2019, 580, 327–335. [Google Scholar] [CrossRef]
- Liao, J.; Chen, Q.; Pan, N.; Yu, X.; Gao, X.; Shen, J.; Gao, C. Amphoteric blend ion-exchange membranes for separating monovalent and bivalent anions in electrodialysis. Sep. Purif. Technol. 2020, 242, 116793. [Google Scholar] [CrossRef]
- Sadyrbaeva, T.Z. Hybrid liquid membrane—Electrodialysis process for extraction of manganese(II). Desalination 2011, 274, 220–225. [Google Scholar] [CrossRef]
- Nghiem, L.; Mornane, P.; Potter, I.; Perera, J.; Cattrall, R.; Kolev, S. Extraction and transport of metal ions and small organic compounds using polymer inclusion membranes (PIMs). J. Membr. Sci. 2006, 281, 7–41. [Google Scholar] [CrossRef]
- Zhao, Z.; Liu, G.; Jia, H.; He, L. Sandwiched liquid-membrane electrodialysis: Lithium selective recovery from salt lake brines with high Mg/Li ratio. J. Membr. Sci. 2020, 596, 117685. [Google Scholar] [CrossRef]
- Almeida, M.I.G.S.; Cattrall, R.W.; Kolev, S.D. Recent trends in extraction and transport of metal ions using polymer inclusion membranes (PIMs). J. Membr. Sci. 2012, 415–416, 9–23. [Google Scholar] [CrossRef]
- Wang, B.-Y.; Zhang, N.; Li, Z.-Y.; Lang, Q.-L.; Yan, B.-H.; Liu, Y.; Zhang, Y. Selective Separation of Acetic and Hexanoic Acids across Polymer Inclusion Membrane with Ionic Liquids as Carrier. Int. J. Mol. Sci. 2019, 20, 3915. [Google Scholar] [CrossRef]
- Almeida, M.I.G.S.; Cattrall, R.W.; Kolev, S.D. Polymer inclusion membranes (PIMs) in chemical analysis—A review. Anal. Chim. Acta 2017, 987, 1–14. [Google Scholar] [CrossRef]
- See, H.H.; Hauser, P.C. Electric Field-Driven Extraction of Lipophilic Anions across a Carrier-Mediated Polymer Inclusion Membrane. Anal. Chem. 2011, 83, 7507–7513. [Google Scholar] [CrossRef][Green Version]
- Wang, B.; Li, Z.; Lang, Q.; Tan, M.; Ratanatamskul, C.; Lee, M.; Liu, Y.; Zhang, Y. A comprehensive investigation on the components in ionic liquid-based polymer inclusion membrane for Cr(VI) transport during electrodialysis. J. Membr. Sci. 2020, 604, 118016. [Google Scholar] [CrossRef]
- Zhang, N.; Liu, Y.; Liu, R.; She, Z.; Tan, M.; Mao, D.; Fu, R.; Zhang, Y. Polymer inclusion membrane (PIM) containing ionic liquid as a proton blocker to improve waste acid recovery efficiency in electrodialysis process. J. Membr. Sci. 2019, 581, 18–27. [Google Scholar] [CrossRef]
- Hoshino, T. Preliminary studies of lithium recovery technology from seawater by electrodialysis using ionic liquid membrane. Desalination 2013, 317, 11–16. [Google Scholar] [CrossRef]
- Li, Z.; Liu, Y.; Wang, B.; Lang, Q.; Tan, M.; Lee, M.; Peng, C.; Zhang, Y. Insights into the facilitated transport mechanisms of Cr(VI) in ionic liquid-based polymer inclusion membrane—Electrodialysis (PIM-ED) process. Chem. Eng. J. 2020, 397, 125324. [Google Scholar] [CrossRef]
- Frenzel, I.; Holdik, H.; Stamatialis, D.F.; Pourcelly, G.; Wessling, M. Chromic acid recovery by electro-electrodialysis. Sep. Purif. Technol. 2005, 47, 27–35. [Google Scholar] [CrossRef]
- Norman, J.H.; Basenbruch, G.E.; O’keefe, D.R. Thermochemical Water-Splitting for Hydrogen Production. Final Report 1 Jan 75–31 Dec 80 [Sulfur-Iodine Cycle]; General Atomic Co.: San Diego, CA, USA, 1981. [Google Scholar]
- Kasahara, S.; Hwang, G.-J.; Nakajima, H.; Choi, H.-S.; Onuki, K.; Nomura, M. Effects of Process Parameters of the IS Process on Total Thermal Efficiency to Produce Hydrogen from Water. J. Chem. Eng. Jpn. 2003, 36, 887–899. [Google Scholar] [CrossRef]
- Caputo, G.; Balog, I.; Giaconia, A.; Sau, S.; Pozio, A. Experimental Study for HIx Concentration by Electro-Electrodialysis (EED) Cells in the Water Splitting Sulfur-Iodine Thermochemical Cycle. ChemEngineering 2019, 3, 50. [Google Scholar] [CrossRef]
- Duan, X.; Wang, C.; Wang, T.; Xie, X.; Zhou, X.; Ye, Y. A polysulfone-based anion exchange membrane for phosphoric acid concentration and purification by electro-electrodialysis. J. Membr. Sci. 2018, 552, 86–94. [Google Scholar] [CrossRef]
- Tanaka, N.; Yamaki, T.; Asano, M.; Terai, T. Effect of HIx solution concentration on ion-exchange membrane performance in electro-electrodialysis. J. Membr. Sci. 2019, 587, 117171. [Google Scholar] [CrossRef]
- Das, A.K.; Bhushan, M.; Shahi, V.K. Cation exchange membrane based on side chain grafted sulfonic acid with poly(vinylidene fluoride-co-hexafluoropropylene) for electro-electrodialysis of HIx mixture. J. Membr. Sci. 2019, 580, 134–142. [Google Scholar] [CrossRef]
- Duan, X.; Wang, C.; Wang, T.; Xie, X.; Zhou, X.; Ye, Y. Comb-shaped anion exchange membrane to enhance phosphoric acid purification by electro-electrodialysis. J. Membr. Sci. 2019, 573, 64–72. [Google Scholar] [CrossRef]
- Wu, D.; Chen, G.Q.; Hu, B.; Deng, H. Feasibility and energy consumption analysis of phenol removal from salty wastewater by electro-electrodialysis. Sep. Purif. Technol. 2019, 215, 44–50. [Google Scholar] [CrossRef]
- Jiang, C.; Wang, Y.; Wang, Q.; Feng, H.; Xu, T. Production of Lithium Hydroxide from Lake Brines through Electro–Electrodialysis with Bipolar Membranes (EEDBM). Ind. Eng. Chem. Res. 2014, 53, 6103–6112. [Google Scholar] [CrossRef]
- Kabay, N.; Arar, Ö.; Bunani, S. Water Treatment by Electromembrane Processes. In Emerging Membrane Technology for Sustainable Water Treatment; Elsevier: Amsterdam, The Netherlands, 2016; pp. 181–214. ISBN 978-0-444-63312-5. [Google Scholar]
- Yoon, D.-J.; Choi, J.-H. A new standard metric describing the adsorption capacity of carbon electrode used in membrane capacitive deionization. Water Res. 2019, 148, 126–132. [Google Scholar] [CrossRef]
- Lee, J.-B.; Park, K.-K.; Eum, H.-M.; Lee, C.-W. Desalination of a thermal power plant wastewater by membrane capacitive deionization. Desalination 2006, 196, 125–134. [Google Scholar] [CrossRef]
- Suss, M.E.; Porada, S.; Sun, X.; Biesheuvel, P.M.; Yoon, J.; Presser, V. Water desalination via capacitive deionization: What is it and what can we expect from it? Energy Environ. Sci. 2015, 8, 2296–2319. [Google Scholar] [CrossRef]
- Nativ, P.; Badash, Y.; Gendel, Y. New insights into the mechanism of flow-electrode capacitive deionization. Electrochem. Commun. 2017, 76, 24–28. [Google Scholar] [CrossRef]
- Chung, H.J.; Kim, J.; Kim, D.I.; Gwak, G.; Hong, S. Feasibility study of reverse osmosis–flow capacitive deionization (RO-FCDI) for energy-efficient desalination using seawater as the flow-electrode aqueous electrolyte. Desalination 2020, 479, 114326. [Google Scholar] [CrossRef]
- Dahiya, S.; Mishra, B.K. Enhancing understandability and performance of flow electrode capacitive deionisation by optimizing configurational and operational parameters: A review on recent progress. Sep. Purif. Technol. 2020, 240, 116660. [Google Scholar] [CrossRef]
- Tang, K.; Zhou, K. Water Desalination by Flow-Electrode Capacitive Deionization in Overlimiting Current Regimes. Environ. Sci. Technol. 2020, 54, 5853–5863. [Google Scholar] [CrossRef]
- Liang, P.; Sun, X.; Bian, Y.; Zhang, H.; Yang, X.; Jiang, Y.; Liu, P.; Huang, X. Optimized desalination performance of high voltage flow-electrode capacitive deionization by adding carbon black in flow-electrode. Desalination 2017, 420, 63–69. [Google Scholar] [CrossRef]
- Linnartz, C.J.; Rommerskirchen, A.; Walker, J.; Plankermann-Hajduk, J.; Köller, N.; Wessling, M. Membrane-electrode assemblies for flow-electrode capacitive deionization. J. Membr. Sci. 2020, 605, 118095. [Google Scholar] [CrossRef]
- Ma, J.; Ma, J.; Zhang, C.; Song, J.; Dong, W.; Waite, T.D. Flow-electrode capacitive deionization (FCDI) scale-up using a membrane stack configuration. Water Res. 2020, 168, 115186. [Google Scholar] [CrossRef] [PubMed]
- Alvarado, L.; Chen, A. Electrodeionization: Principles, Strategies and Applications. Electrochim. Acta 2014, 132, 583–597. [Google Scholar] [CrossRef]
- Wood, J.; Gifford, J.; Arba, J.; Shaw, M. Production of ultrapure water by continuous electrodeionization. Desalination 2010, 250, 973–976. [Google Scholar] [CrossRef]
- Hakim, A.N.; Khoiruddin, K.; Ariono, D.; Wenten, I.G. Ionic Separation in Electrodeionization System: Mass Transfer Mechanism and Factor Affecting Separation Performance. Sep. Purif. Rev. 2019, 1–23. [Google Scholar] [CrossRef]
- Arar, Ö.; Yüksel, Ü.; Kabay, N.; Yüksel, M. Various applications of electrodeionization (EDI) method for water treatment—A short review. Desalination 2014, 342, 16–22. [Google Scholar] [CrossRef]
- Ortega, A.; Oliva, I.; Contreras, K.E.; González, I.; Cruz-Díaz, M.R.; Rivero, E.P. Arsenic removal from water by hybrid electro-regenerated anion exchange resin/electrodialysis process. Sep. Purif. Technol. 2017, 184, 319–326. [Google Scholar] [CrossRef]
- Park, S.; Kwak, R. Microscale electrodeionization: In situ concentration profiling and flow visualization. Water Res. 2020, 170, 115310. [Google Scholar] [CrossRef]
- Singh, R. Development of Hybrid Processes for High Purity Water Production. In Emerging Membrane Technology for Sustainable Water Treatment; Elsevier: Amsterdam, The Netherlands, 2016; pp. 327–357. ISBN 978-0-444-63312-5. [Google Scholar]
- Atkinson, S. QUA plays vital role in satisfying textile and petrochemical plants’ water requirements. Membr. Technol. 2019, 2019, 7–8. [Google Scholar] [CrossRef]
- QUA Pure Technology. Fractional Electrodeionization; QUA: Canonsburg, PA, USA, 2014. [Google Scholar]
- Lee, H.-J.; Song, J.-H.; Moon, S.-H. Comparison of electrodialysis reversal (EDR) and electrodeionization reversal (EDIR) for water softening. Desalination 2013, 314, 43–49. [Google Scholar] [CrossRef]
- Yang, G.; Zhang, Y.; Guan, S. Study on the desalination of high hardness water by electrodeionization reversal. Desalin. Water Treat. 2016, 57, 8127–8138. [Google Scholar] [CrossRef]
- Jordan, M.L.; Valentino, L.; Nazyrynbekova, N.; Palakkal, V.M.; Kole, S.; Bhattacharya, D.; Lin, Y.J.; Arges, C.G. Promoting water-splitting in Janus bipolar ion-exchange resin wafers for electrodeionization. Mol. Syst. Des. Eng. 2020. [Google Scholar] [CrossRef]
- Dydek, E.V.; Bazant, M.Z. Nonlinear dynamics of ion concentration polarization in porous media: The leaky membrane model. AIChE J. 2013, 59, 3539–3555. [Google Scholar] [CrossRef]
- Mani, A.; Bazant, M.Z. Deionization shocks in microstructures. Phys. Rev. E 2011, 84, 061504. [Google Scholar] [CrossRef]
- Yaroshchuk, A. Over-limiting currents and deionization “shocks” in current-induced polarization: Local-equilibrium analysis. Adv. Colloid Interface Sci. 2012, 183, 68–81. [Google Scholar] [CrossRef]
- Mani, A.; Zangle, T.A.; Santiago, J.G. On the Propagation of Concentration Polarization from Microchannel−Nanochannel Interfaces Part I: Analytical Model and Characteristic Analysis. Langmuir 2009, 25, 3898–3908. [Google Scholar] [CrossRef]
- Bazant, M.Z.; Dydek, E.V.; Deng, D.; Mani, A. Method and Apparatus for Desalination and Purification. U.S. Patent 8,801,910, 12 August 2014. [Google Scholar]
- Schlumpberger, S.; Lu, N.B.; Suss, M.E.; Bazant, M.Z. Scalable and Continuous Water Deionization by Shock Electrodialysis. Environ. Sci. Technol. Lett. 2015, 2, 367–372. [Google Scholar] [CrossRef]
- Alkhadra, M.A.; Gao, T.; Conforti, K.M.; Tian, H.; Bazant, M.Z. Small-scale desalination of seawater by shock electrodialysis. Desalination 2020, 476, 114219. [Google Scholar] [CrossRef]
- Deng, D.; Dydek, E.V.; Han, J.-H.; Schlumpberger, S.; Mani, A.; Zaltzman, B.; Bazant, M.Z. Overlimiting Current and Shock Electrodialysis in Porous Media. Langmuir 2013, 29, 16167–16177. [Google Scholar] [CrossRef]
- Deng, D.; Aouad, W.; Braff, W.A.; Schlumpberger, S.; Suss, M.E.; Bazant, M.Z. Water purification by shock electrodialysis: Deionization, filtration, separation, and disinfection. Desalination 2015, 357, 77–83. [Google Scholar] [CrossRef]
- Conforti, K.M.; Bazant, M.Z. Continuous ion-selective separations by shock electrodialysis. AIChE J. 2020, 66, e16751. [Google Scholar] [CrossRef]
- Alkhadra, M.A.; Conforti, K.M.; Gao, T.; Tian, H.; Bazant, M.Z. Continuous Separation of Radionuclides from Contaminated Water by Shock Electrodialysis. Environ. Sci. Technol. 2019, acs.est.9b05380. [Google Scholar] [CrossRef] [PubMed]
- Dlask, O.; Václavíková, N. Electrodialysis with ultrafiltration membranes for peptide separation. Chem. Pap. 2018, 72, 261–271. [Google Scholar] [CrossRef]
- Sun, L.; Chen, Q.; Lu, H.; Wang, J.; Zhao, J.; Li, P. Electrodialysis with porous membrane for bioproduct separation: Technology, features, and progress. Food Res. Int. 2020, 137, 109343. [Google Scholar] [CrossRef]
- Galier, S.; Roux-de Balmann, H. Study of biomolecules separation in an electrophoretic membrane contactor. J. Membr. Sci. 2004, 241, 79–87. [Google Scholar] [CrossRef]
- Labbé, D.; Araya-Farias, M.; Tremblay, A.; Bazinet, L. Electromigration feasibility of green tea catechins. J. Membr. Sci. 2005, 254, 101–109. [Google Scholar] [CrossRef]
- Poulin, J.-F.; Amiot, J.; Bazinet, L. Simultaneous separation of acid and basic bioactive peptides by electrodialysis with ultrafiltration membrane. J. Biotechnol. 2006, 123, 314–328. [Google Scholar] [CrossRef]
- Bazinet, L.; Poulin, J.-F.; Amiot, J. Effect of Conditioning Ultrafiltration Membranes on their Performances in Electrodialysis with Ultrafiltration Membrane. Sep. Sci. Technol. 2007, 42, 2501–2518. [Google Scholar] [CrossRef]
- Bazinet, L.; Amiot, J.; Poulin, J.-F.; Labbe, D.; Tremblay, A. Process and System for Separation of Organic Charged Compounds. U.S. Patent Application 10/591,238, 24 January 2008. [Google Scholar]
- Doyen, A.; Beaulieu, L.; Saucier, L.; Pouliot, Y.; Bazinet, L. Impact of Ultrafiltration Membrane Material on Peptide Separation from a Snow Crab Byproduct Hydrolysate by Electrodialysis with Ultrafiltration Membranes. J. Agric. Food Chem. 2011, 59, 1784–1792. [Google Scholar] [CrossRef]
- He, R.; Girgih, A.T.; Rozoy, E.; Bazinet, L.; Ju, X.-R.; Aluko, R.E. Selective separation and concentration of antihypertensive peptides from rapeseed protein hydrolysate by electrodialysis with ultrafiltration membranes. Food Chem. 2016, 197, 1008–1014. [Google Scholar] [CrossRef] [PubMed]
- Koumfieg Noudou, V.Y.; Suwal, S.; Amiot, J.; Mikhaylin, S.; Beaulieu, L.; Bazinet, L. Simultaneous electroseparation of anionic and cationic peptides: Impact of feed peptide concentration on migration rate, selectivity and relative energy consumption. Sep. Purif. Technol. 2016, 157, 53–59. [Google Scholar] [CrossRef]
- Roblet, C.; Akhtar, M.J.; Mikhaylin, S.; Pilon, G.; Gill, T.; Marette, A.; Bazinet, L. Enhancement of glucose uptake in muscular cell by peptide fractions separated by electrodialysis with filtration membrane from salmon frame protein hydrolysate. J. Funct. Foods 2016, 22, 337–346. [Google Scholar] [CrossRef]
- Guo, Y.; Ma, Z.; Al-Jubainawi, A.; Cooper, P.; Nghiem, L.D. Using electrodialysis for regeneration of aqueous lithium chloride solution in liquid desiccant air conditioning systems. Energy Build. 2016, 116, 285–295. [Google Scholar] [CrossRef]
- Durand, R.; Fraboulet, E.; Marette, A.; Bazinet, L. Simultaneous double cationic and anionic molecule separation from herring milt hydrolysate and impact on resulting fraction bioactivities. Sep. Purif. Technol. 2019, 210, 431–441. [Google Scholar] [CrossRef]
- Durand, R.; Pellerin, G.; Thibodeau, J.; Fraboulet, E.; Marette, A.; Bazinet, L. Screening for metabolic syndrome application of a herring by-product hydrolysate after its separation by electrodialysis with ultrafiltration membrane and identification of novel anti-inflammatory peptides. Sep. Purif. Technol. 2020, 235, 116205. [Google Scholar] [CrossRef]
- Henaux, L.; Thibodeau, J.; Pilon, G.; Gill, T.; Marette, A.; Bazinet, L. How Charge and Triple Size-Selective Membrane Separation of Peptides from Salmon Protein Hydrolysate Orientate their Biological Response on Glucose Uptake. Int. J. Mol. Sci. 2019, 20, 1939. [Google Scholar] [CrossRef]
- Doyen, A.; Husson, E.; Bazinet, L. Use of an electrodialytic reactor for the simultaneous β-lactoglobulin enzymatic hydrolysis and fractionation of generated bioactive peptides. Food Chem. 2013, 136, 1193–1202. [Google Scholar] [CrossRef]
- Suwal, S.; Rozoy, É.; Manenda, M.; Doyen, A.; Bazinet, L. Comparative Study of in Situ and ex Situ Enzymatic Hydrolysis of Milk Protein and Separation of Bioactive Peptides in an Electromembrane Reactor. ACS Sustain. Chem. Eng. 2017, 5, 5330–5340. [Google Scholar] [CrossRef]
- Cecile Urbain Marie, G.; Perreault, V.; Henaux, L.; Carnovale, V.; Aluko, R.E.; Marette, A.; Doyen, A.; Bazinet, L. Impact of a high hydrostatic pressure pretreatment on the separation of bioactive peptides from flaxseed protein hydrolysates by electrodialysis with ultrafiltration membranes. Sep. Purif. Technol. 2019, 211, 242–251. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, G.Q.; Kentish, S.E. Isolation of lactoferrin and immunoglobulins from dairy whey by an electrodialysis with filtration membrane process. Sep. Purif. Technol. 2020, 233, 115987. [Google Scholar] [CrossRef]
- Tamersit, S.; Bouhidel, K.-E.; Zidani, Z. Investigation of electrodialysis anti-fouling configuration for desalting and treating tannery unhairing wastewater: Feasibility of by-products recovery and water recycling. J. Environ. Manag. 2018, 207, 334–340. [Google Scholar] [CrossRef] [PubMed]
- Persico, M.; Daigle, G.; Kadel, S.; Perreault, V.; Pellerin, G.; Thibodeau, J.; Bazinet, L. Predictive models for determination of peptide fouling based on the physicochemical characteristics of filtration membranes. Sep. Purif. Technol. 2020, 240, 116602. [Google Scholar] [CrossRef]
- Kadel, S.; Daigle, G.; Thibodeau, J.; Perreault, V.; Pellerin, G.; Lainé, C.; Bazinet, L. How physicochemical properties of filtration membranes impact peptide migration and selectivity during electrodialysis with filtration membranes: Development of predictive statistical models and understanding of mechanisms involved. J. Membr. Sci. 2020, 118175. [Google Scholar] [CrossRef]
- Doyen, A.; Roblet, C.; L’Archevêque-Gaudet, A.; Bazinet, L. Mathematical sigmoid-model approach for the determination of limiting and over-limiting current density values. J. Membr. Sci. 2014, 452, 453–459. [Google Scholar] [CrossRef]
- Bazinet, L.; Moalic, M. Coupling of porous filtration and ion-exchange membranes in an electrodialysis stack and impact on cation selectivity: A novel approach for sea water demineralization and the production of physiological water. Desalination 2011, 277, 356–363. [Google Scholar] [CrossRef]
- Ge, L.; Wu, B.; Li, Q.; Wang, Y.; Yu, D.; Wu, L.; Pan, J.; Miao, J.; Xu, T. Electrodialysis with nanofiltration membrane (EDNF) for high-efficiency cations fractionation. J. Membr. Sci. 2016, 498, 192–200. [Google Scholar] [CrossRef]
- Rautenbach, R.; Gröschl, A. Separation potential of nanofiltration membranes. Desalination 1990, 77, 73–84. [Google Scholar] [CrossRef]
- Cuartas-Uribe, B.; Alcaina-Miranda, M.I.; Soriano-Costa, E.; Mendoza-Roca, J.A.; Iborra-Clar, M.I.; Lora-García, J. A study of the separation of lactose from whey ultrafiltration permeate using nanofiltration. Desalination 2009, 241, 244–255. [Google Scholar] [CrossRef]
- Chandrapala, J.; Chen, G.Q.; Kezia, K.; Bowman, E.G.; Vasiljevic, T.; Kentish, S.E. Removal of lactate from acid whey using nanofiltration. J. Food Eng. 2016, 177, 59–64. [Google Scholar] [CrossRef]
- Ye, W.; Liu, R.; Chen, X.; Chen, Q.; Lin, J.; Lin, X.; Van der Bruggen, B.; Zhao, S. Loose nanofiltration-based electrodialysis for highly efficient textile wastewater treatment. J. Membr. Sci. 2020, 608, 118182. [Google Scholar] [CrossRef]
- Kang, B.; Kim, H.J.; Kim, D.-K. Membrane electrode assembly for energy harvesting from salinity gradient by reverse electrodialysis. J. Membr. Sci. 2018, 550, 286–295. [Google Scholar] [CrossRef]
- Krakhella, K.W.; Wahl, M.; Øyre, E.S.; Lamb, J.J.; Burheim, O.S. Reverse Electrodialysis Cells. In Micro-Optics and Energy: Sensors for Energy Devices; Lamb, J.J., Pollet, B.G., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 195–205. ISBN 978-3-030-43676-6. [Google Scholar]
- Tian, H.; Wang, Y.; Pei, Y.; Crittenden, J.C. Unique applications and improvements of reverse electrodialysis: A review and outlook. Appl. Energy 2020, 262, 114482. [Google Scholar] [CrossRef]
- Choi, J.; Oh, Y.; Chae, S.; Hong, S. Membrane capacitive deionization-reverse electrodialysis hybrid system for improving energy efficiency of reverse osmosis seawater desalination. Desalination 2019, 462, 19–28. [Google Scholar] [CrossRef]
- Tamburini, A.; Cipollina, A.; Tedesco, M.; Gurreri, L.; Ciofalo, M.; Micale, G. Chapter 17—The REAPower Project: Power Production from Saline Waters and Concentrated Brines. In Current Trends and Future Developments on (Bio-) Membranes; Basile, A., Curcio, E., Inamuddin, Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 407–448. ISBN 978-0-12-813551-8. [Google Scholar]
- Ramon, G.Z.; Feinberg, B.J.; Hoek, E.M.V. Membrane-based production of salinity-gradient power. Energy Environ. Sci. 2011, 4, 4423. [Google Scholar] [CrossRef]
- Ortiz-Martínez, V.M.; Gómez-Coma, L.; Tristán, C.; Pérez, G.; Fallanza, M.; Ortiz, A.; Ibañez, R.; Ortiz, I. A comprehensive study on the effects of operation variables on reverse electrodialysis performance. Desalination 2020, 482, 114389. [Google Scholar] [CrossRef]
- Nam, J.-Y.; Hwang, K.-S.; Kim, H.-C.; Jeong, H.; Kim, H.; Jwa, E.; Yang, S.; Choi, J.; Kim, C.-S.; Han, J.-H.; et al. Assessing the behavior of the feed-water constituents of a pilot-scale 1000-cell-pair reverse electrodialysis with seawater and municipal wastewater effluent. Water Res. 2019, 148, 261–271. [Google Scholar] [CrossRef]
- Chon, K.; Jeong, N.; Rho, H.; Nam, J.-Y.; Jwa, E.; Cho, J. Fouling characteristics of dissolved organic matter in fresh water and seawater compartments of reverse electrodialysis under natural water conditions. Desalination 2020, 114478. [Google Scholar] [CrossRef]
- Tedesco, M.; Cipollina, A.; Tamburini, A.; Micale, G. Towards 1 kW power production in a reverse electrodialysis pilot plant with saline waters and concentrated brines. J. Membr. Sci. 2017, 522, 226–236. [Google Scholar] [CrossRef]
- Pawlowski, S.; Huertas, R.M.; Galinha, C.F.; Crespo, J.G.; Velizarov, S. On operation of reverse electrodialysis (RED) and membrane capacitive deionisation (MCDI) with natural saline streams: A critical review. Desalination 2020, 476, 114183. [Google Scholar] [CrossRef]
- Besha, A.T.; Tsehaye, M.T.; Aili, D.; Zhang, W.; Tufa, R.A. Design of Monovalent Ion Selective Membranes for Reducing the Impacts of Multivalent Ions in Reverse Electrodialysis. Membranes 2020, 10, 7. [Google Scholar] [CrossRef] [PubMed]
- Khoiruddin; Aryanti, P.T.P.; Hakim, A.N.; Wenten, I.G. The role of ion-exchange membrane in energy conversion. In Proceedings of the AIP Conference Proceedings, East Java, Indonesia, 2–4 November 2016; AIP Publishing LLC.: Melville, NY, USA, 2017; p. 090006. [Google Scholar]
- Vermaas, D.A.; Kunteng, D.; Saakes, M.; Nijmeijer, K. Fouling in reverse electrodialysis under natural conditions. Water Res. 2013, 47, 1289–1298. [Google Scholar] [CrossRef] [PubMed]
- Rijnaarts, T.; Moreno, J.; Saakes, M.; de Vos, W.M.; Nijmeijer, K. Role of anion exchange membrane fouling in reverse electrodialysis using natural feed waters. Colloids Surf. Physicochem. Eng. Asp. 2019, 560, 198–204. [Google Scholar] [CrossRef]
- Cipollina, A.; Micale, G.; Tamburini, A.; Tedesco, M.; Gurreri, L.; Veerman, J.; Grasman, S. 5—Reverse electrodialysis: Applications. In Sustainable Energy from Salinity Gradients; Cipollina, A., Micale, G., Eds.; Woodhead Publishing: Cambridge, UK, 2016; pp. 135–180. ISBN 978-0-08-100312-1. [Google Scholar]
- Gómez-Coma, L.; Ortiz-Martínez, V.M.; Fallanza, M.; Ortiz, A.; Ibañez, R.; Ortiz, I. Blue energy for sustainable water reclamation in WWTPs. J. Water Process Eng. 2020, 33, 101020. [Google Scholar] [CrossRef]
- Post, J.W.; Goeting, C.H.; Valk, J.; Goinga, S.; Veerman, J.; Hamelers, H.V.M.; Hack, P.J.F.M. Towards implementation of reverse electrodialysis for power generation from salinity gradients. Desalin. Water Treat. 2010, 16, 182–193. [Google Scholar] [CrossRef]
- Vermaas, D.A.; Bajracharya, S.; Sales, B.B.; Saakes, M.; Hamelers, B.; Nijmeijer, K. Clean energy generation using capacitive electrodes in reverse electrodialysis. Energy Environ. Sci. 2013, 6, 643–651. [Google Scholar] [CrossRef]
- Veerman, J.; Vermaas, D.A. 4—Reverse electrodialysis: Fundamentals. In Sustainable Energy from Salinity Gradients; Cipollina, A., Micale, G., Eds.; Woodhead Publishing: Cambridge, UK, 2016; pp. 77–133. ISBN 978-0-08-100312-1. [Google Scholar]
- Zhu, H.; Xu, W.; Tan, G.; Whiddon, E.; Wang, Y.; Arges, C.G.; Zhu, X. Carbonized peat moss electrodes for efficient salinity gradient energy recovery in a capacitive concentration flow cell. Electrochim. Acta 2019, 294, 240–248. [Google Scholar] [CrossRef]
- Liu, F.; Coronell, O.; Call, D.F. Electricity generation using continuously recirculated flow electrodes in reverse electrodialysis. J. Power Sources 2017, 355, 206–210. [Google Scholar] [CrossRef]
- Zhang, B.; Gao, H.; Chen, Y. Enhanced Ionic Conductivity and Power Generation Using Ion-Exchange Resin Beads in a Reverse-Electrodialysis Stack. Environ. Sci. Technol. 2015, 49, 14717–14724. [Google Scholar] [CrossRef]
- Lopez, A.M.; Dunsworth, H.; Hestekin, J.A. Reduction of the shadow spacer effect using reverse electrodeionization and its applications in water recycling for hydraulic fracturing operations. Sep. Purif. Technol. 2016, 162, 84–90. [Google Scholar] [CrossRef]
- Chen, X.; Jiang, C.; Zhang, Y.; Wang, Y.; Xu, T. Storable hydrogen production by Reverse Electro-Electrodialysis (REED). J. Membr. Sci. 2017, 544, 397–405. [Google Scholar] [CrossRef]
- Xia, J.; Eigenberger, G.; Strathmann, H.; Nieken, U. Acid-Base Flow Battery, Based on Reverse Electrodialysis with Bi-Polar Membranes: Stack Experiments. Processes 2020, 8, 99. [Google Scholar] [CrossRef]
- Liu, X.; He, M.; Calvani, D.; Qi, H.; Gupta, K.B.S.S.; de Groot, H.J.M.; Sevink, G.J.A.; Buda, F.; Kaiser, U.; Schneider, G.F. Power generation by reverse electrodialysis in a single-layer nanoporous membrane made from core–rim polycyclic aromatic hydrocarbons. Nat. Nanotechnol. 2020, 15, 307–312. [Google Scholar] [CrossRef] [PubMed]
- ISO (International Organization for Standardization). 14045: Environmental Management—Ecoefficiency Assessment of Product Systems—Principles, Requirements and Guidelines; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- ISO (International Organization for Standardization). 14044: Management Environnemental-Analyse du Cycle de vie-Exigences et Lignes Directrices; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- Chaudron, C.; Faucher, M.; Bazinet, L.; Margni, M. The cost is not enough—An alternative eco-efficiency approach applied to cranberry de-acidification. J. Clean. Prod. 2019, 232, 391–399. [Google Scholar] [CrossRef]
- AlMarzooqi, F.A.; Al Ghaferi, A.A.; Saadat, I.; Hilal, N. Application of Capacitive Deionisation in water desalination: A review. Desalination 2014, 342, 3–15. [Google Scholar] [CrossRef]
- Ho, C.; Wood, J. Design, Construction and Operation of a 6730 gpm RO/CEDI System for Con Edison’s East River Repowering Project. In Proceedings of the 67th Annual International Water Conference, Pittsburgh, Pennsylvania, 22–26 October 2006; p. 9. [Google Scholar]
- Arar, Ö.; Yüksel, Ü.; Kabay, N.; Yüksel, M. Demineralization of geothermal water reverse osmosis (RO) permeate by electrodeionization (EDI) with layered bed configuration. Desalination 2013, 317, 48–54. [Google Scholar] [CrossRef]
- Bunani, S.; Arda, M.; Kabay, N. Effect of operational conditions on post-treatment of RO permeate of geothermal water by using electrodeionization (EDI) method. Desalination 2018, 431, 100–105. [Google Scholar] [CrossRef]
- Patel, S.K.; Qin, M.; Walker, W.S.; Elimelech, M. Energy Efficiency of Electro-Driven Brackish Water Desalination: Electrodialysis Significantly Outperforms Membrane Capacitive Deionization. Environ. Sci. Technol. 2020, 54, 3663–3677. [Google Scholar] [CrossRef]
- Bond, R.; Batchelor, B.; Davis, T.; Klayman, B. Zero Liquid Discharge Desalination of Brackish Water with an Innovative Form of Electrodialysis: Electrodialysis Metathesis. Fla. Water Resour. J. 2011, 63, 36–44. [Google Scholar]
- Cappelle, M.A.; Davis, T.A. Ion Exchange Membranes for Water Softening and High-Recovery Desalination. In Emerging Membrane Technology for Sustainable Water Treatment; Elsevier: Amsterdam, The Netherlands, 2016; pp. 163–179. ISBN 978-0-444-63312-5. [Google Scholar]
- Herrero-Gonzalez, M.; Admon, N.; Dominguez-Ramos, A.; Ibañez, R.; Wolfson, A.; Irabien, A. Environmental sustainability assessment of seawater reverse osmosis brine valorization by means of electrodialysis with bipolar membranes. Environ. Sci. Pollut. Res. 2020, 27, 1256–1266. [Google Scholar] [CrossRef]
- Lejarazu-Larrañaga, A.; Molina, S.; Ortiz, J.M.; Navarro, R.; García-Calvo, E. Circular economy in membrane technology: Using end-of-life reverse osmosis modules for preparation of recycled anion exchange membranes and validation in electrodialysis. J. Membr. Sci. 2020, 593, 117423. [Google Scholar] [CrossRef]
- Lejarazu-Larrañaga, A.; Molina, S.; Ortiz, J.M.; Riccardelli, G.; García-Calvo, E. Influence of acid/base activation treatment in the performance of recycled electromembrane for fresh water production by electrodialysis. Chemosphere 2020, 248, 126027. [Google Scholar] [CrossRef] [PubMed]
- Elsaid, K.; Sayed, E.T.; Abdelkareem, M.A.; Mahmoud, M.S.; Ramadan, M.; Olabi, A.G. Environmental impact of emerging desalination technologies: A preliminary evaluation. J. Environ. Chem. Eng. 2020, 8, 104099. [Google Scholar] [CrossRef]
- Subramanian, I. Hybrid FO-EED System for High Salinity Water Treatment. U.S. Patent Application 15/665,732, 16 November 2017. [Google Scholar]
- Bales, C.; Kovalsky, P.; Fletcher, J.; Waite, T.D. Low cost desalination of brackish groundwaters by Capacitive Deionization (CDI)—Implications for irrigated agriculture. Desalination 2019, 453, 37–53. [Google Scholar] [CrossRef]
- Suwaileh, W.; Johnson, D.; Hilal, N. Membrane desalination and water re-use for agriculture: State of the art and future outlook. Desalination 2020, 491, 114559. [Google Scholar] [CrossRef]
- Luo, F.; Wang, Y.; Jiang, C.; Wu, B.; Feng, H.; Xu, T. A power free electrodialysis (PFED) for desalination. Desalination 2017, 404, 138–146. [Google Scholar] [CrossRef]
- Chen, Q.; Liu, Y.-Y.; Xue, C.; Yang, Y.-L.; Zhang, W.-M. Energy self-sufficient desalination stack as a potential fresh water supply on small islands. Desalination 2015, 359, 52–58. [Google Scholar] [CrossRef]
- Tufa, R.A.; Curcio, E.; Brauns, E.; van Baak, W.; Fontananova, E.; Di Profio, G. Membrane Distillation and Reverse Electrodialysis for Near-Zero Liquid Discharge and low energy seawater desalination. J. Membr. Sci. 2015, 496, 325–333. [Google Scholar] [CrossRef]
- Tristán, C.; Rumayor, M.; Dominguez-Ramos, A.; Fallanza, M.; Ibáñez, R.; Ortiz, I. Life cycle assessment of salinity gradient energy recovery by reverse electrodialysis in a seawater reverse osmosis desalination plant. Sustain. Energy Fuels 2020, 4, 4273–4284. [Google Scholar] [CrossRef]
- Papapetrou, M.; Kosmadakis, G.; Giacalone, F.; Ortega-Delgado, B.; Cipollina, A.; Tamburini, A.; Micale, G. Evaluation of the Economic and Environmental Performance of Low-Temperature Heat to Power Conversion using a Reverse Electrodialysis—Multi-Effect Distillation System. Energies 2019, 12, 3206. [Google Scholar] [CrossRef]
- Wang, Q.; Gao, X.; Zhang, Y.; He, Z.; Ji, Z.; Wang, X.; Gao, C. Hybrid RED/ED system: Simultaneous osmotic energy recovery and desalination of high-salinity wastewater. Desalination 2017, 405, 59–67. [Google Scholar] [CrossRef]
- Krakhella, K.W.; Morales, M.; Bock, R.; Seland, F.; Burheim, O.S.; Einarsrud, K.E. Electrodialytic Energy Storage System: Permselectivity, Stack Measurements and Life-Cycle Analysis. Energies 2020, 13, 1247. [Google Scholar] [CrossRef]
- Gurreri, L.; Cipollina, A.; Tamburini, A.; Micale, G. Electrodialysis for wastewater treatment—Part II: Industrial effluents. In Current Trends and Future Developments on (Bio-) Membranes; Elsevier: Amsterdam, The Netherlands, 2020; pp. 195–241. ISBN 978-0-12-816823-3. [Google Scholar]
- Lu, Y.; He, Z. Mitigation of Salinity Buildup and Recovery of Wasted Salts in a Hybrid Osmotic Membrane Bioreactor–Electrodialysis System. Environ. Sci. Technol. 2015, 49, 10529–10535. [Google Scholar] [CrossRef]
- Zou, S.; He, Z. Electrodialysis recovery of reverse-fluxed fertilizer draw solute during forward osmosis water treatment. Chem. Eng. J. 2017, 330, 550–558. [Google Scholar] [CrossRef]
- Abou-Shady, A. Recycling of polluted wastewater for agriculture purpose using electrodialysis: Perspective for large scale application. Chem. Eng. J. 2017, 323, 1–18. [Google Scholar] [CrossRef]
- Vineyard, D.; Hicks, A.; Karthikeyan, K.G.; Barak, P. Economic analysis of electrodialysis, denitrification, and anammox for nitrogen removal in municipal wastewater treatment. J. Clean. Prod. 2020, 262, 121145. [Google Scholar] [CrossRef]
- Luque Di Salvo, J.; Cosenza, A.; Tamburini, A.; Micale, G.; Cipollina, A. Long-run operation of a reverse electrodialysis system fed with wastewaters. J. Environ. Manag. 2018, 217, 871–887. [Google Scholar] [CrossRef]
- Havelka, J.; Fárová, H.; Jiříček, T.; Kotala, T.; Kroupa, J. Electrodialysis-based zero liquid discharge in industrial wastewater treatment. Water Sci. Technol. 2019, 79, 1580–1586. [Google Scholar] [CrossRef]
- Lafi, R.; Gzara, L.; Lajimi, R.H.; Hafiane, A. Treatment of textile wastewater by a hybrid ultrafiltration/electrodialysis process. Chem. Eng. Process. Process Intensif. 2018, 132, 105–113. [Google Scholar] [CrossRef]
- Pisarska, B.; Jaroszek, H.; Mikołajczak, W.; Nowak, M.; Cichy, B.; Stopa, H.; Markowicz, P. Application of electro-electrodialysis for processing of sodium sulphate waste solutions containing organic compounds: Preliminary study. J. Clean. Prod. 2017, 142, 3741–3747. [Google Scholar] [CrossRef]
- Yan, H.; Li, W.; Zhou, Y.; Irfan, M.; Wang, Y.; Jiang, C.; Xu, T. In-Situ Combination of Bipolar Membrane Electrodialysis with Monovalent Selective Anion-Exchange Membrane for the Valorization of Mixed Salts into Relatively High-Purity Monoprotic and Diprotic Acids. Membranes 2020, 10, 135. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Miao, M.; Pan, J.; Sotto, A.; Shen, J.; Gao, C.; Van der Bruggen, B. Process Economic Evaluation of Resource Valorization of Seawater Concentrate by Membrane Technology. ACS Sustain. Chem. Eng. 2017, 5, 5820–5830. [Google Scholar] [CrossRef]
- Reig, M.; Valderrama, C.; Gibert, O.; Cortina, J.L. Selectrodialysis and bipolar membrane electrodialysis combination for industrial process brines treatment: Monovalent-divalent ions separation and acid and base production. Desalination 2016, 399, 88–95. [Google Scholar] [CrossRef]
- Reig, M.; Vecino, X.; Hermassi, M.; Valderrama, C.; Gibert, O.; Cortina, J.L. Integration of selectrodialysis and solvent-impregnated resins for Zn(II) and Cu(II) recovery from hydrometallurgy effluents containing As(V). Sep. Purif. Technol. 2019, 229, 115818. [Google Scholar] [CrossRef]
- Song, X.; Pettersen, J.B.; Pedersen, K.B.; Røberg, S. Comparative life cycle assessment of tailings management and energy scenarios for a copper ore mine: A case study in Northern Norway. J. Clean. Prod. 2017, 164, 892–904. [Google Scholar] [CrossRef]
- Zhang, X.; Ye, C.; Pi, K.; Huang, J.; Xia, M.; Gerson, A.R. Sustainable treatment of desulfurization wastewater by ion exchange and bipolar membrane electrodialysis hybrid technology. Sep. Purif. Technol. 2019, 211, 330–339. [Google Scholar] [CrossRef]
- Wang, X.; Han, X.; Zhang, X.; Li, Q.; Xu, T. Modeling of Potassium Sulfate Production from Potassium Chloride by Electrodialytic Ion Substitution. ACS Sustain. Chem. Eng. 2017, 5, 9076–9085. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, X.; Wang, Y.; Du, Y.; Feng, H.; Xu, T. Simultaneous recovery of ammonium and phosphorus via the integration of electrodialysis with struvite reactor. J. Membr. Sci. 2015, 490, 65–71. [Google Scholar] [CrossRef]
- Ward, A.J.; Arola, K.; Thompson Brewster, E.; Mehta, C.M.; Batstone, D.J. Nutrient recovery from wastewater through pilot scale electrodialysis. Water Res. 2018, 135, 57–65. [Google Scholar] [CrossRef]
- Gao, F.; Wang, L.; Wang, J.; Zhang, H.; Lin, S. Nutrient recovery from treated wastewater by a hybrid electrochemical sequence integrating bipolar membrane electrodialysis and membrane capacitive deionization. Environ. Sci. Water Res. Technol. 2020, 6, 383–391. [Google Scholar] [CrossRef]
- Chalmers Brown, R.; Tuffou, R.; Massanet Nicolau, J.; Dinsdale, R.; Guwy, A. Overcoming nutrient loss during volatile fatty acid recovery from fermentation media by addition of electrodialysis to a polytetrafluoroethylene membrane stack. Bioresour. Technol. 2020, 301, 122543. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.-F.; Liu, L.; Du, J.; Fu, R.; Van der Bruggen, B.; Zhang, Y. Fracsis: Ion fractionation and metathesis by a NF-ED integrated system to improve water recovery. J. Membr. Sci. 2017, 523, 385–393. [Google Scholar] [CrossRef]
- Wang, Y.; Jiang, C.; Bazinet, L.; Xu, T. Chapter 10—Electrodialysis-Based Separation Technologies in the Food Industry. In Separation of Functional Molecules in Food by Membrane Technology; Galanakis, C.M., Ed.; Academic Press: Cambridge, MA, USA, 2019; pp. 349–381. ISBN 978-0-12-815056-6. [Google Scholar]
- Renaud, V.; Faucher, M.; Perreault, V.; Serre, E.; Dubé, P.; Boutin, Y.; Bazinet, L. Evolution of cranberry juice compounds during in vitro digestion and identification of the organic acid responsible for the disruption of in vitro intestinal cell barrier integrity. J. Food Sci. Technol. 2020, 57, 2329–2342. [Google Scholar] [CrossRef]
- Serre, E.; Rozoy, E.; Pedneault, K.; Lacour, S.; Bazinet, L. Deacidification of cranberry juice by electrodialysis: Impact of membrane types and configurations on acid migration and juice physicochemical characteristics. Sep. Purif. Technol. 2016, 163, 228–237. [Google Scholar] [CrossRef]
- Faucher, M.; Serre, É.; Langevin, M.-È.; Mikhaylin, S.; Lutin, F.; Bazinet, L. Drastic energy consumption reduction and ecoefficiency improvement of cranberry juice deacidification by electrodialysis with bipolar membranes at semi-industrial scale: Reuse of the recovery solution. J. Membr. Sci. 2018, 555, 105–114. [Google Scholar] [CrossRef]
- Faucher, M.; Henaux, L.; Chaudron, C.; Mikhaylin, S.; Margni, M.; Bazinet, L. Electromembrane approach to substantially improve the ecoefficiency of deacidified cranberry juice production: Physicochemical properties, life cycle assessment and ecoefficiency score. J. Food Eng. 2020, 273, 109802. [Google Scholar] [CrossRef]
- Picart-Palmade, L.; Cunault, C.; Chevalier-Lucia, D.; Belleville, M.-P.; Marchesseau, S. Potentialities and Limits of Some Non-thermal Technologies to Improve Sustainability of Food Processing. Front. Nutr. 2019, 5, 130. [Google Scholar] [CrossRef]
- Heaney, R.P. Calcium, Dairy Products and Osteoporosis. J. Am. Coll. Nutr. 2000, 19, 83S–99S. [Google Scholar] [CrossRef]
- Guéguen, L.; Pointillart, A. The Bioavailability of Dietary Calcium. J. Am. Coll. Nutr. 2000, 19, 119S–136S. [Google Scholar] [CrossRef]
- Mikhaylin, S.; Patouillard, L.; Margni, M.; Bazinet, L. Milk protein production by a more environmentally sustainable process: Bipolar membrane electrodialysis coupled with ultrafiltration. Green Chem. 2018, 20, 449–456. [Google Scholar] [CrossRef]
- Chen, X.; Chen, G.Q.; Wang, Q.; Xu, T.; Kentish, S.E. Transforming salty whey into cleaning chemicals using electrodialysis with bipolar membranes. Desalination 2020, 492, 114598. [Google Scholar] [CrossRef]
- Przybylski, R.; Bazinet, L.; Firdaous, L.; Kouach, M.; Goossens, J.-F.; Dhulster, P.; Nedjar, N. Harnessing slaughterhouse by-products: From wastes to high-added value natural food preservative. Food Chem. 2020, 304, 125448. [Google Scholar] [CrossRef] [PubMed]
- Przybylski, R.; Bazinet, L.; Kouach, M.; Goossens, J.-F.; Dhulster, P.; Firdaous, L.; Nedjar-Arroume, N. Slaughterhouse By-Product Valorization: Hydrolysis Degree Modification for Higher Antimicrobial Recovery by Electroseparation. Waste Biomass Valorization 2020. [Google Scholar] [CrossRef]
- Przybylski, R.; Bazinet, L.; Firdaous, L.; Kouach, M.; Goossens, J.-F.; Dhulster, P.; Nedjar-Arroume, N. Electroseparation of Slaughterhouse By-Product: Antimicrobial Peptide Enrichment by pH Modification. Membranes 2020, 10, 90. [Google Scholar] [CrossRef]
- Ketnawa, S.; Suwal, S.; Huang, J.-Y.; Liceaga, A.M. Selective separation and characterisation of dual ACE and DPP-IV inhibitory peptides from rainbow trout (Oncorhynchus mykiss) protein hydrolysates. Int. J. Food Sci. Technol. 2019, 54, 1062–1073. [Google Scholar] [CrossRef]
 ), technologies for which scale-up is underway.
), technologies for which scale-up is underway.
), technologies for which scale-up is underway.
), technologies for which scale-up is underway.



























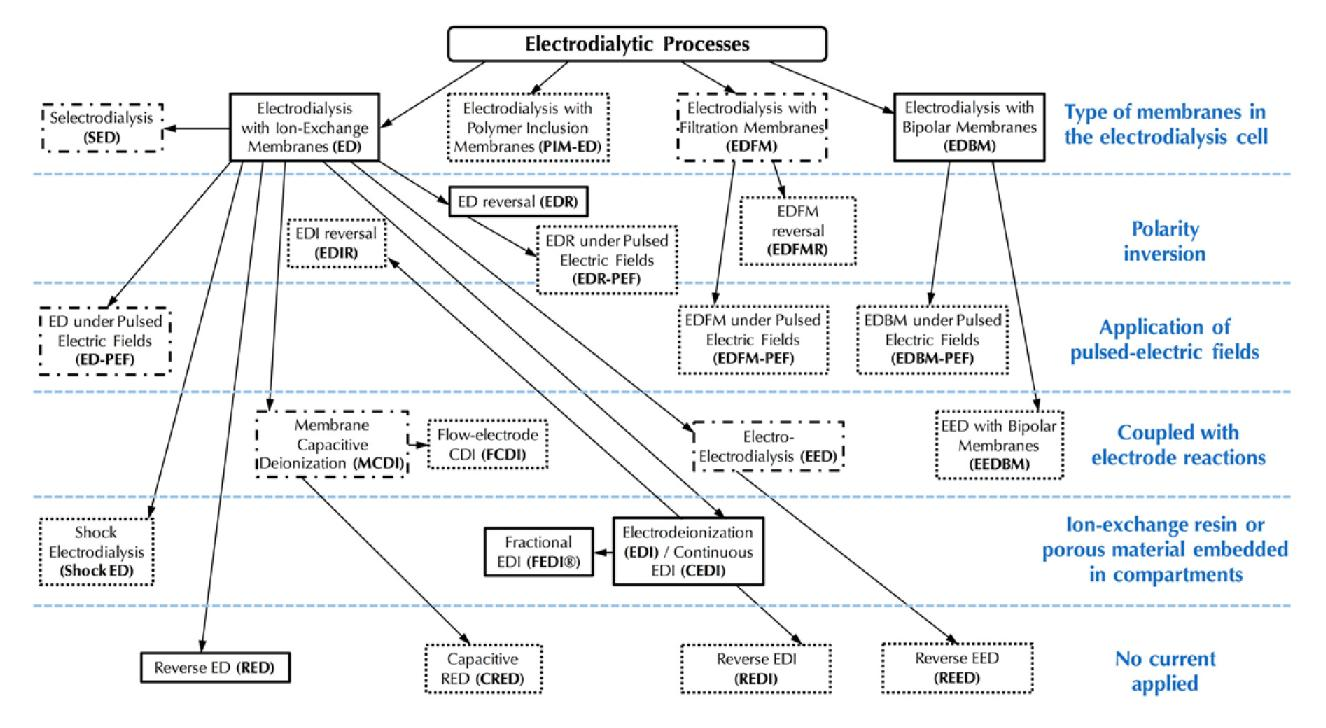{kind=link}
{kind=link}
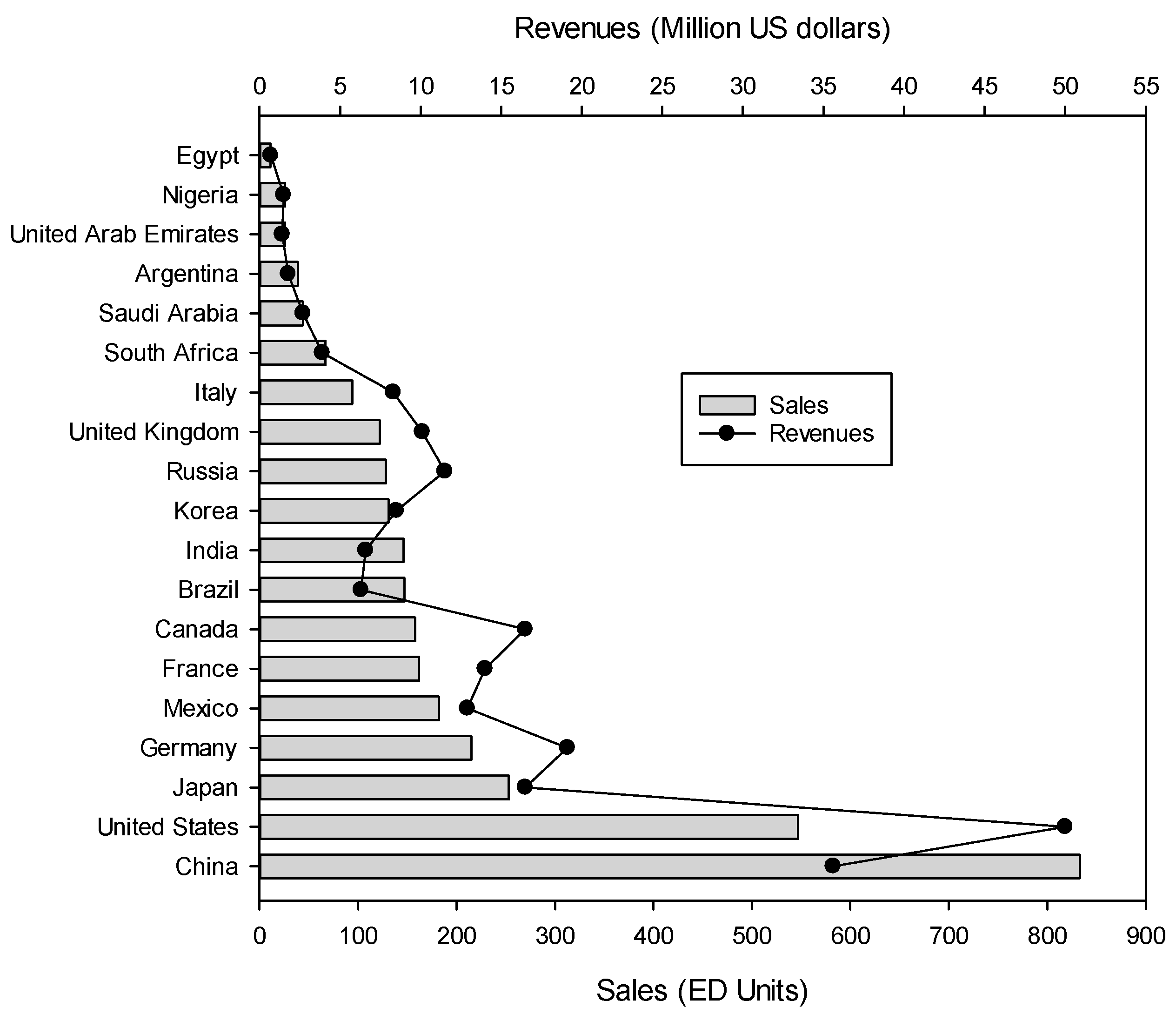{kind=link}
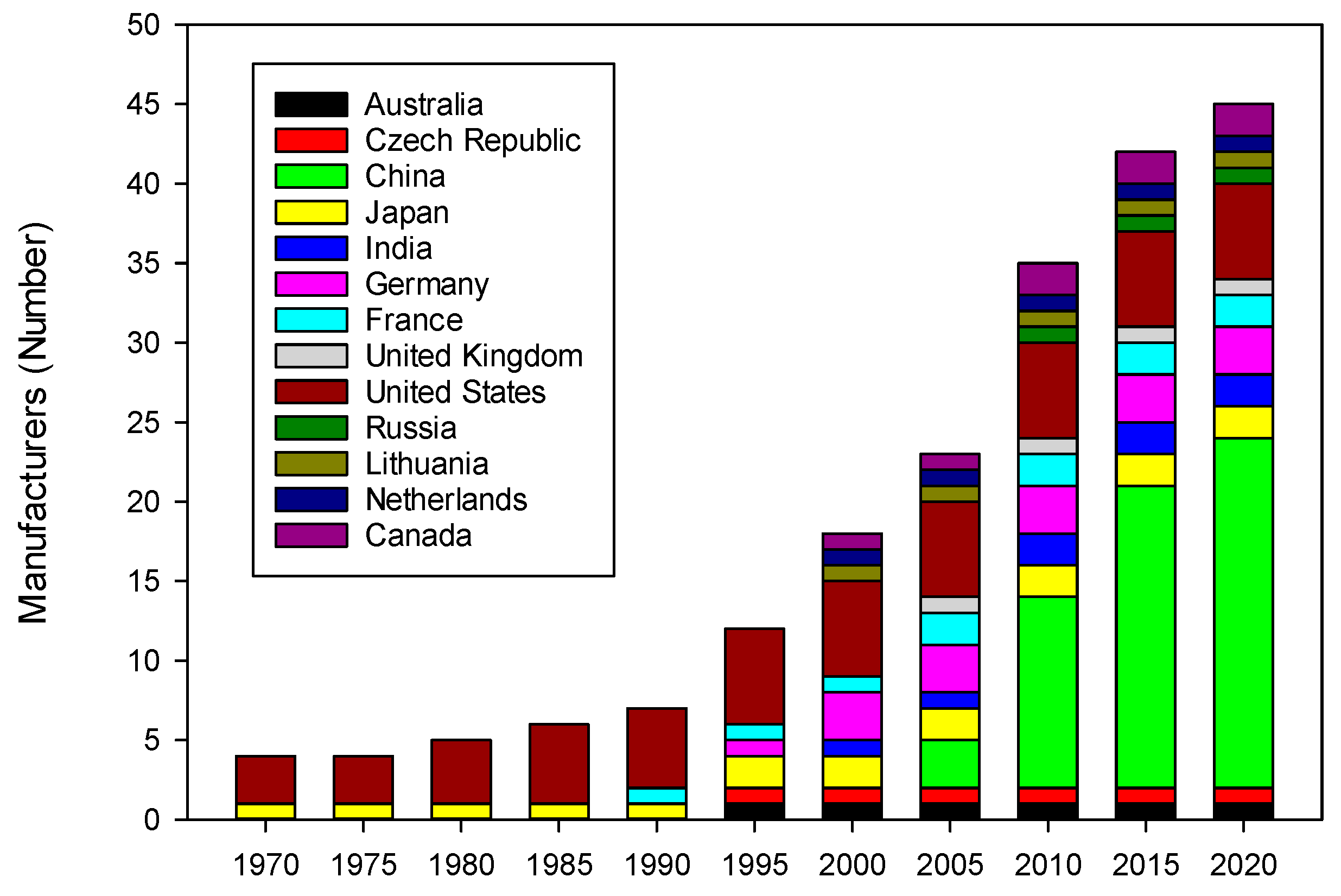{kind=link}
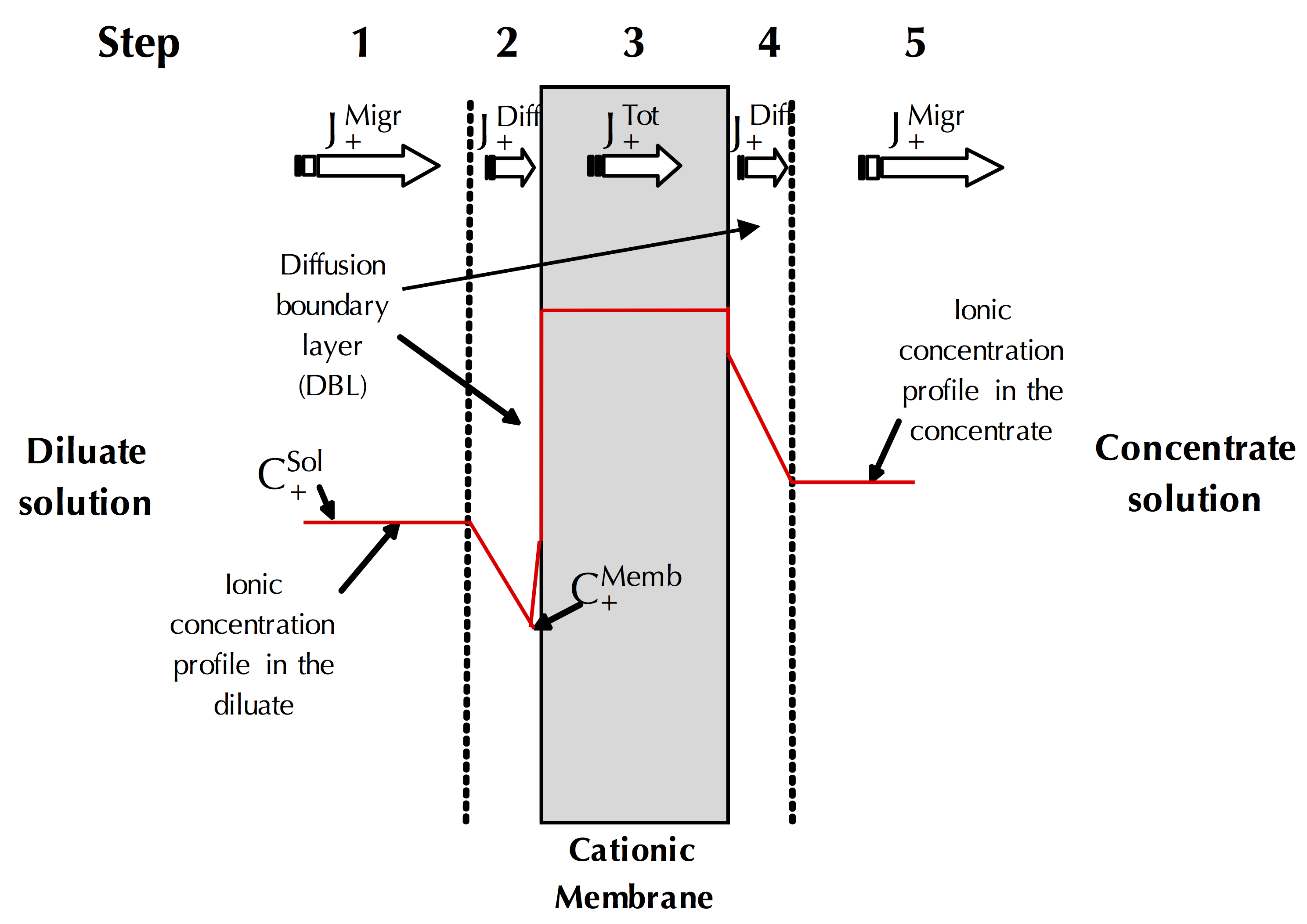{kind=link}
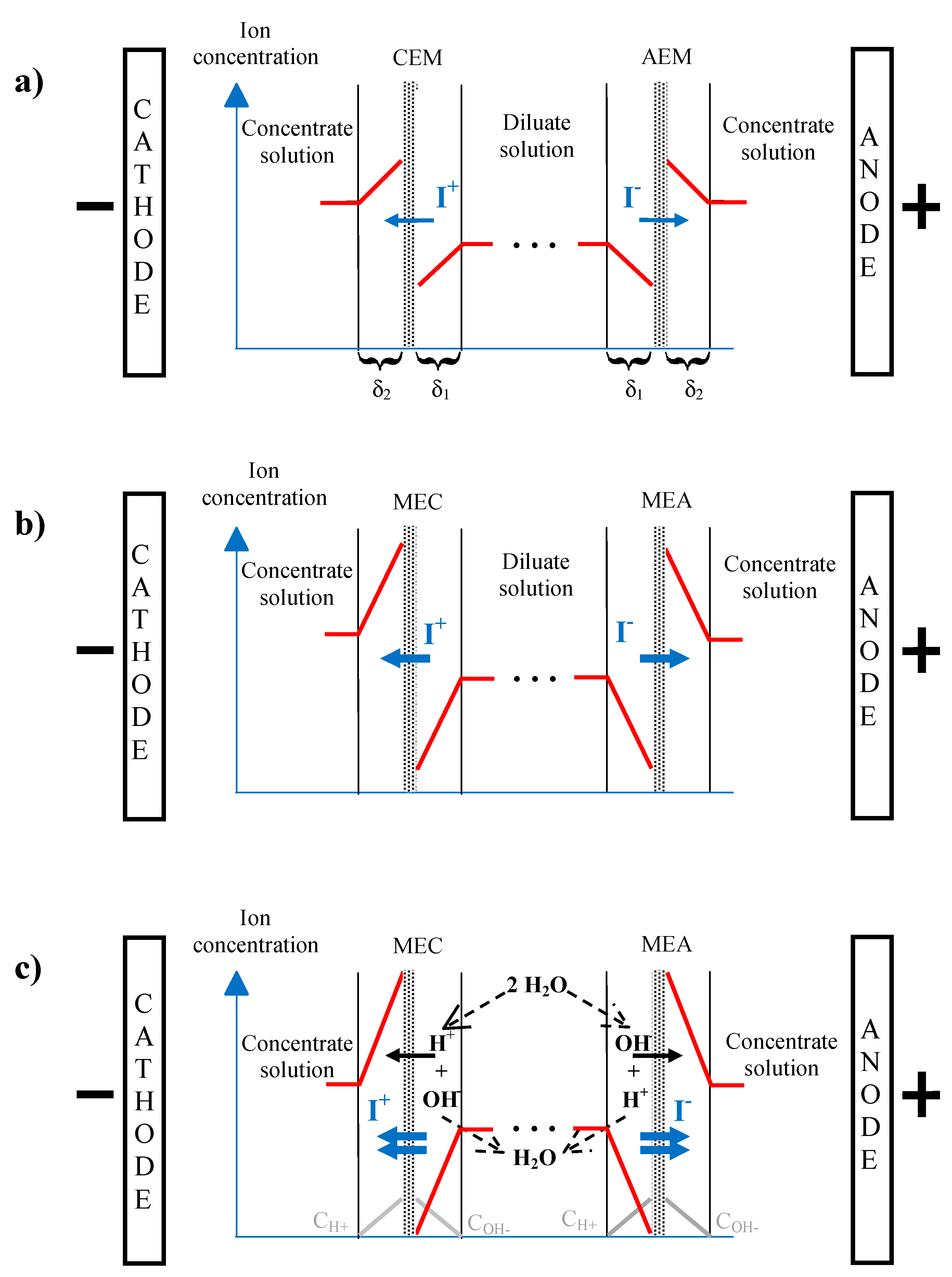{kind=link}
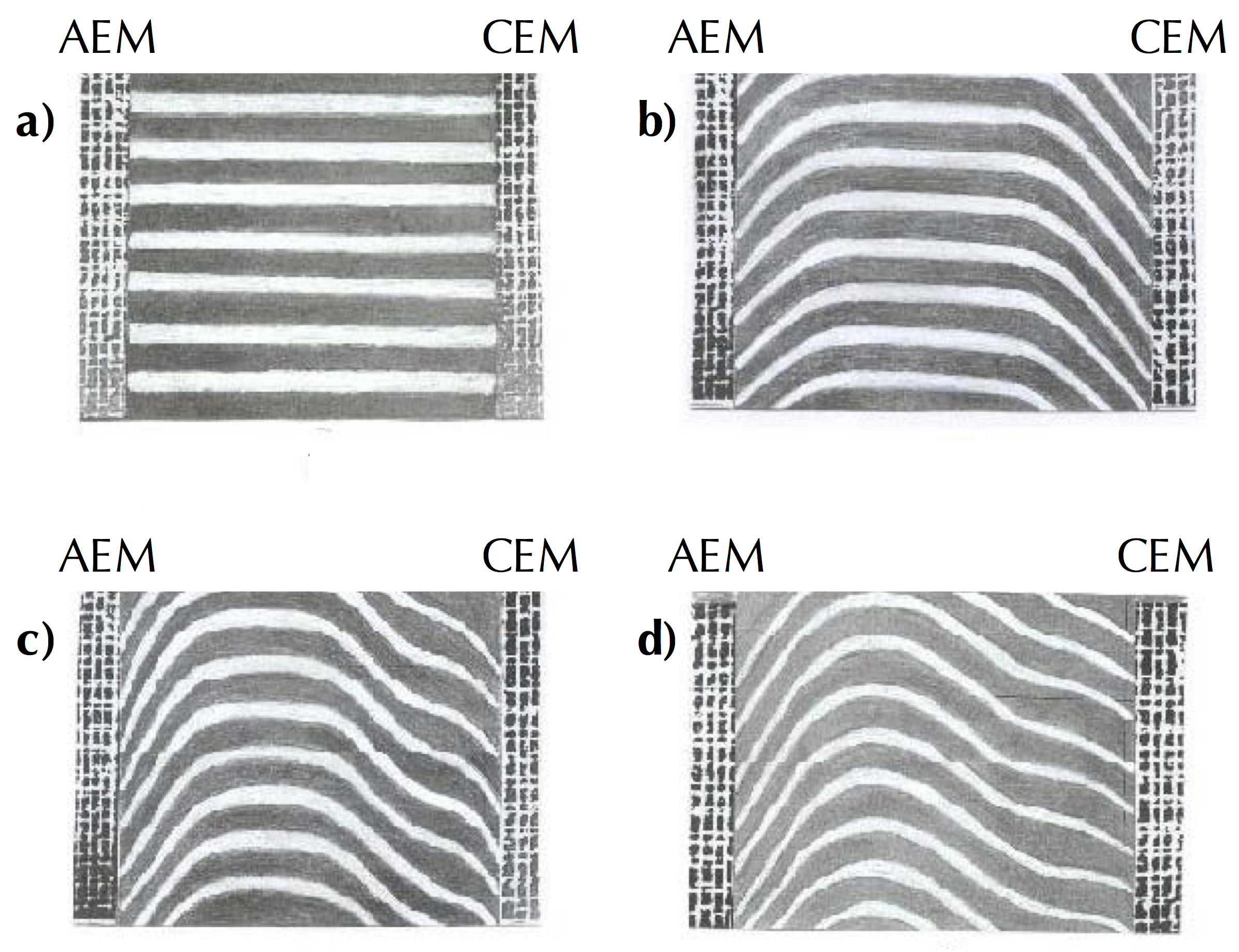{kind=link}
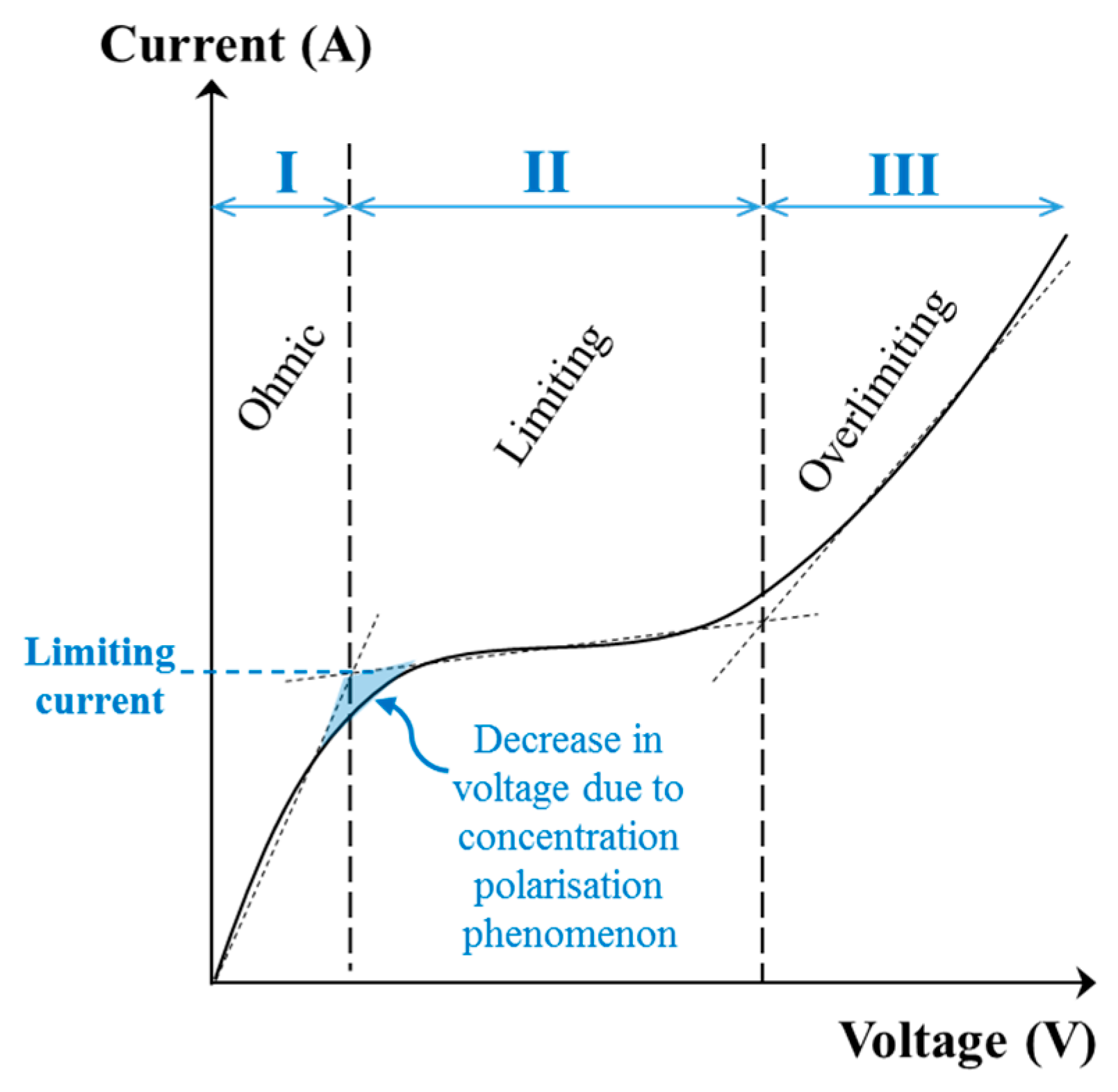{kind=link}
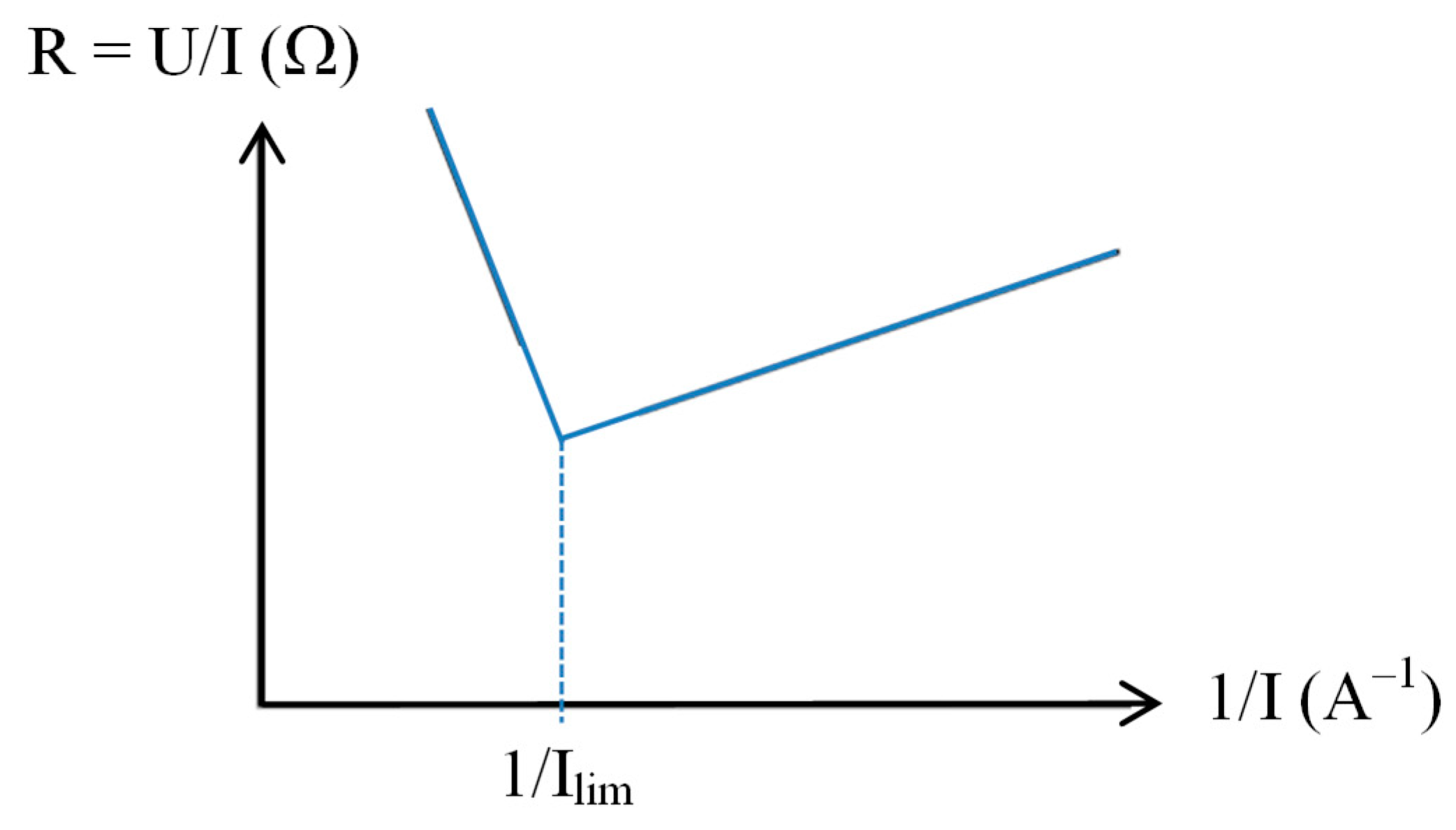{kind=link}
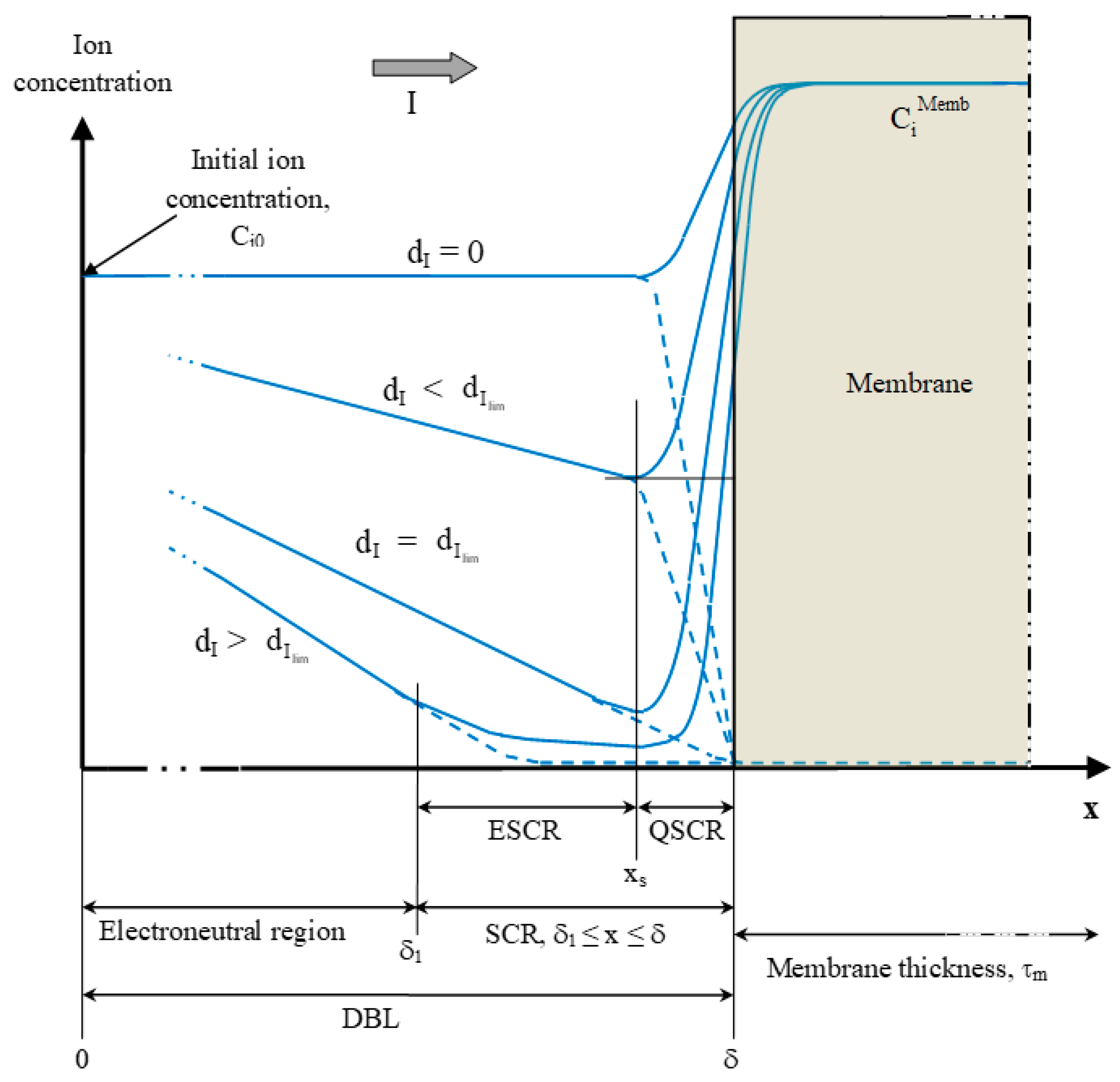{kind=link}
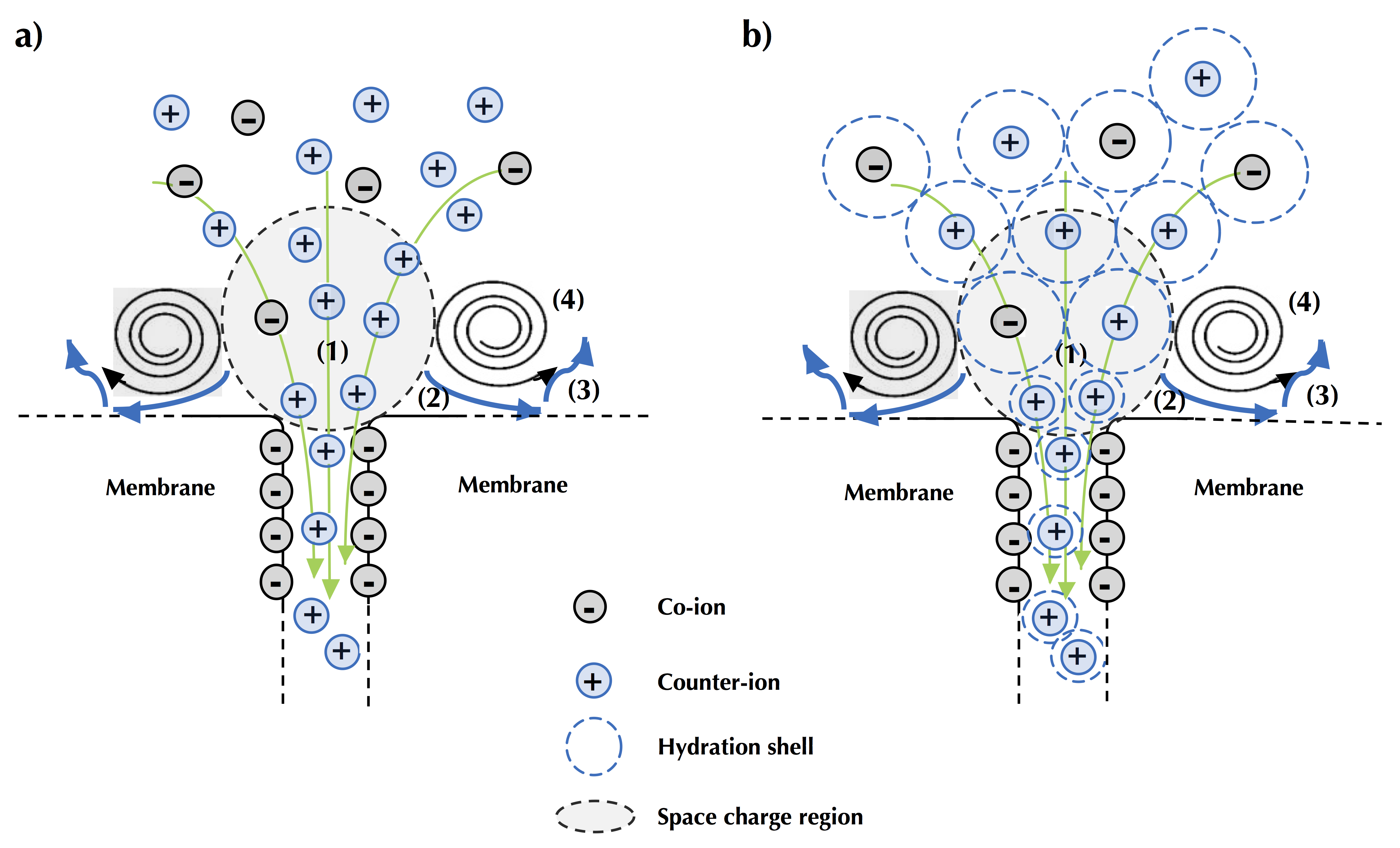{kind=link}
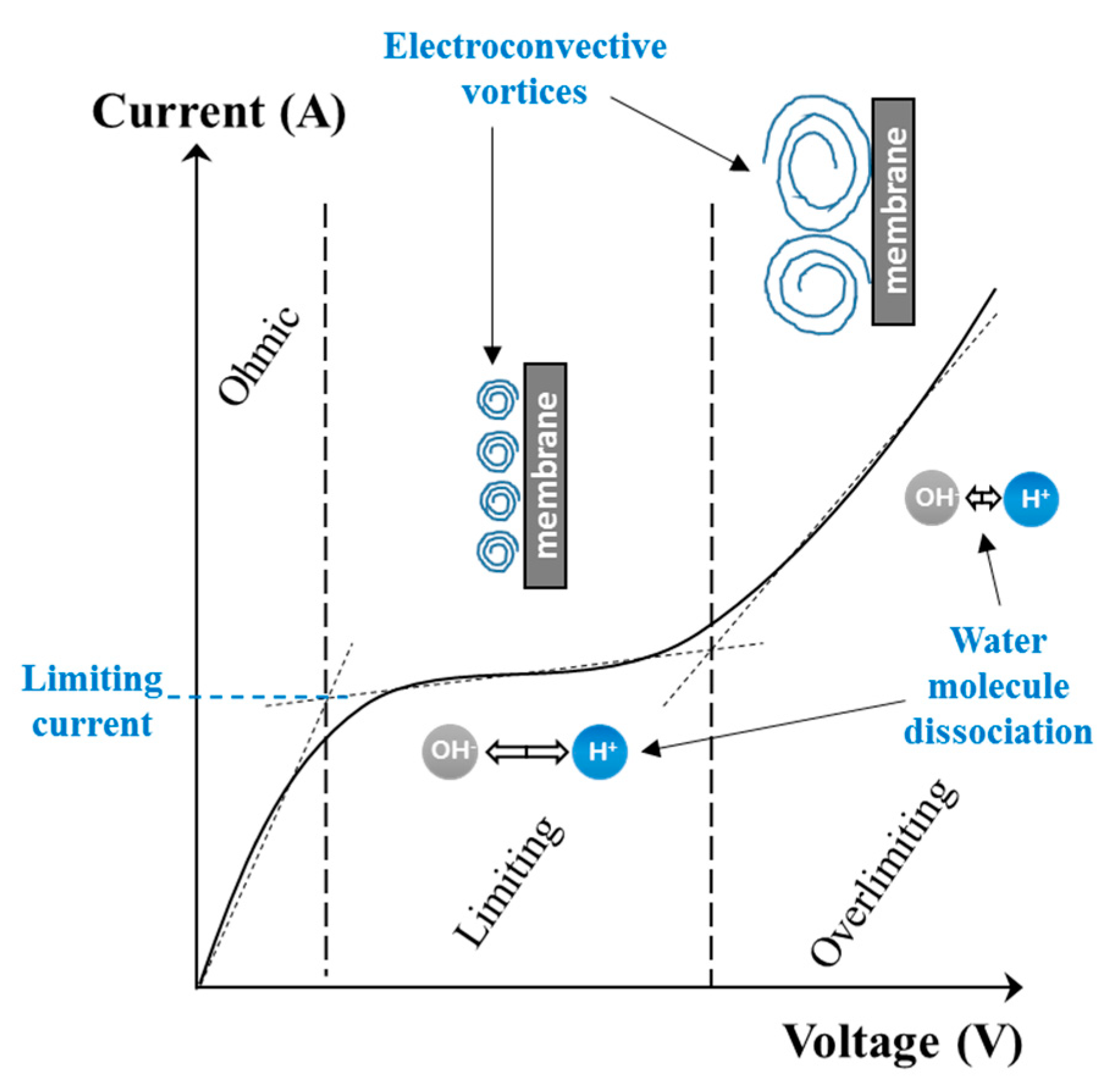{kind=link}
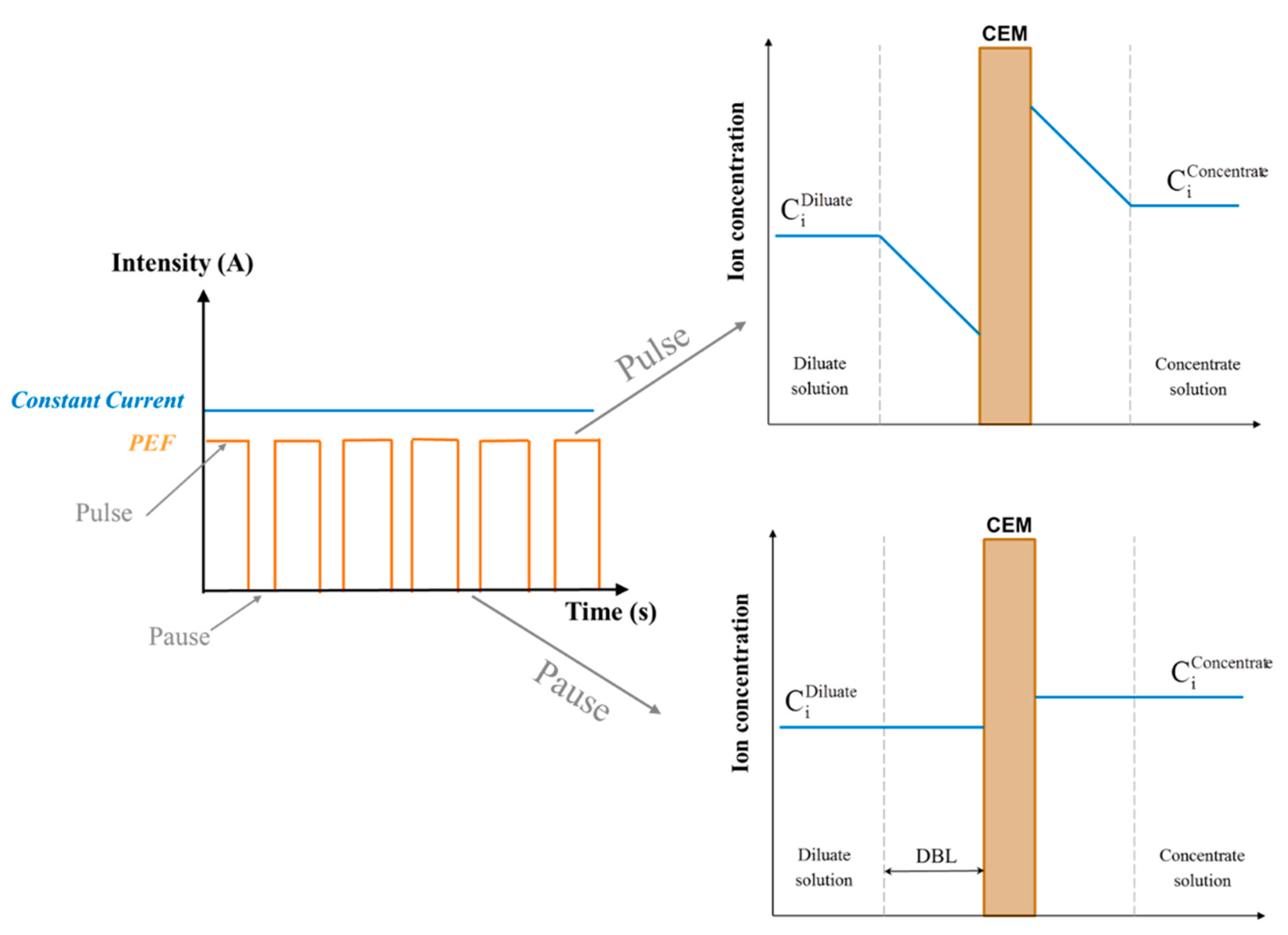{kind=link}
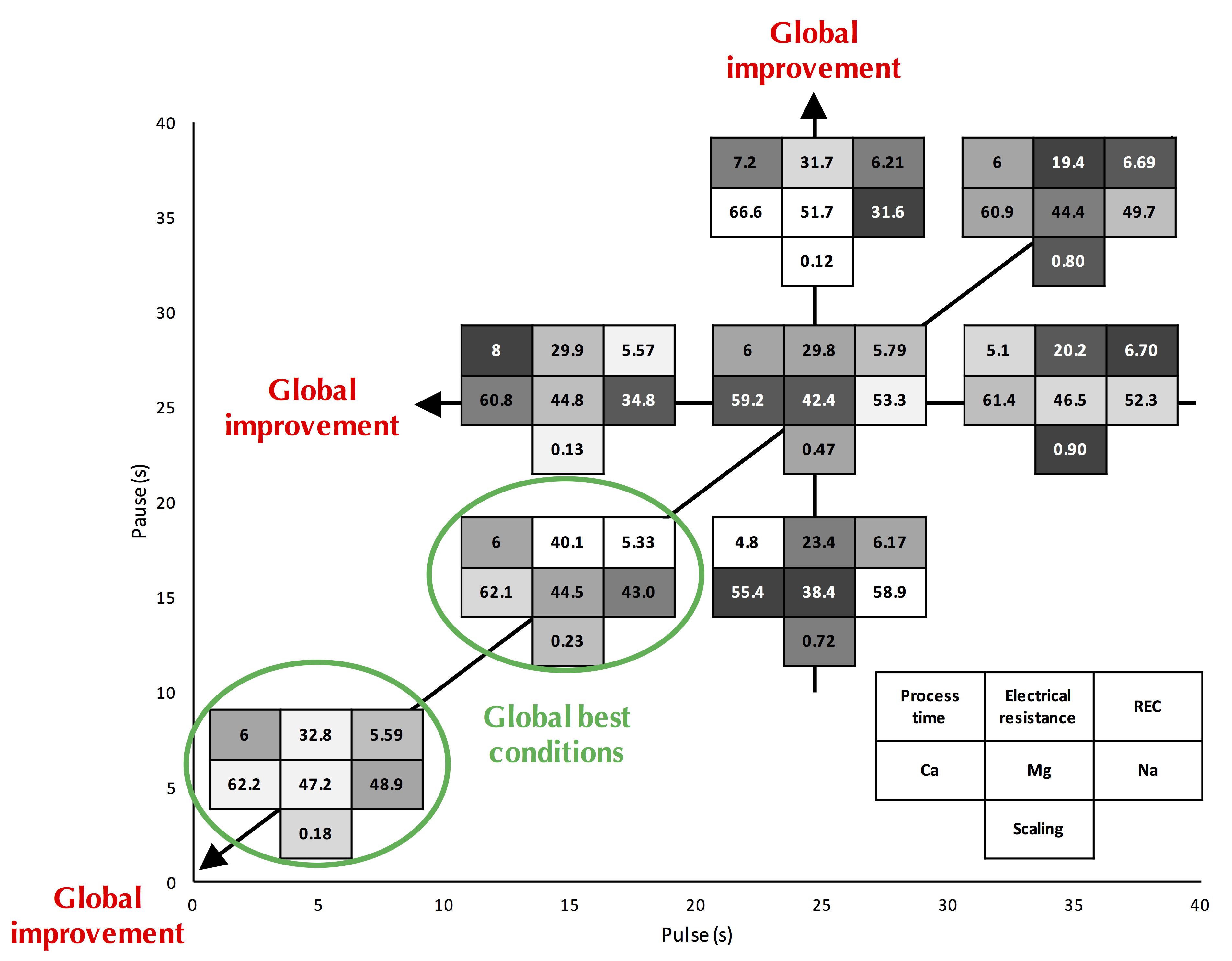{kind=link}
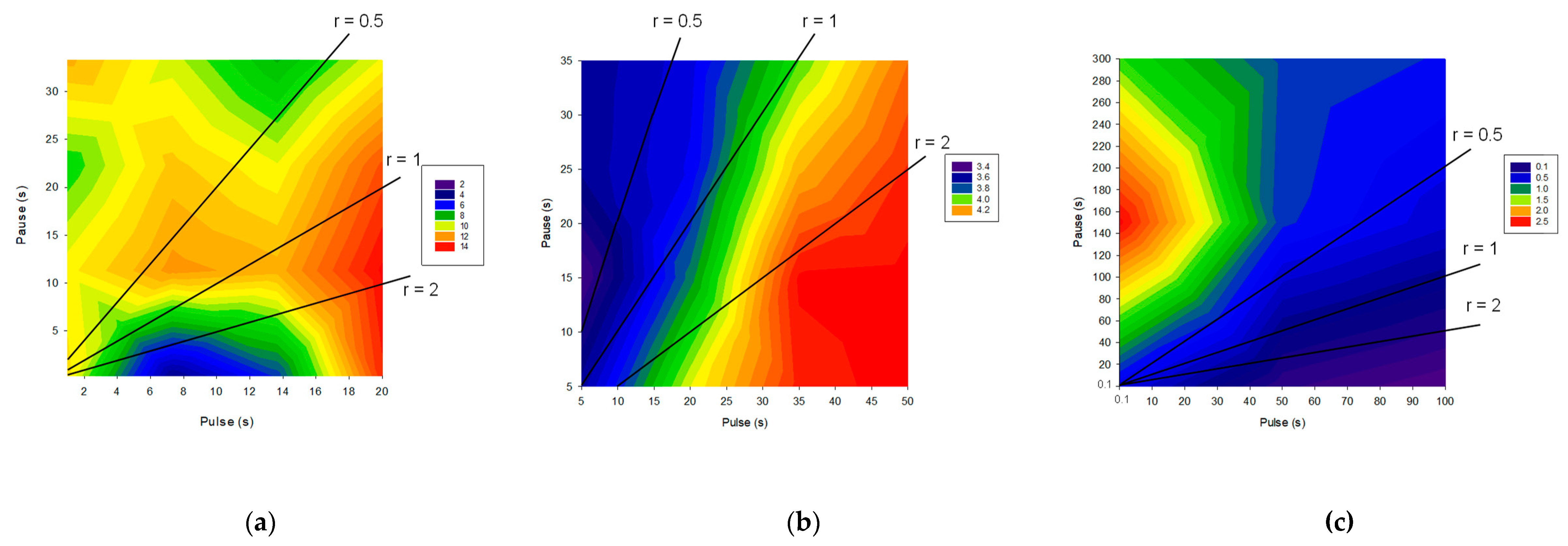{kind=link}
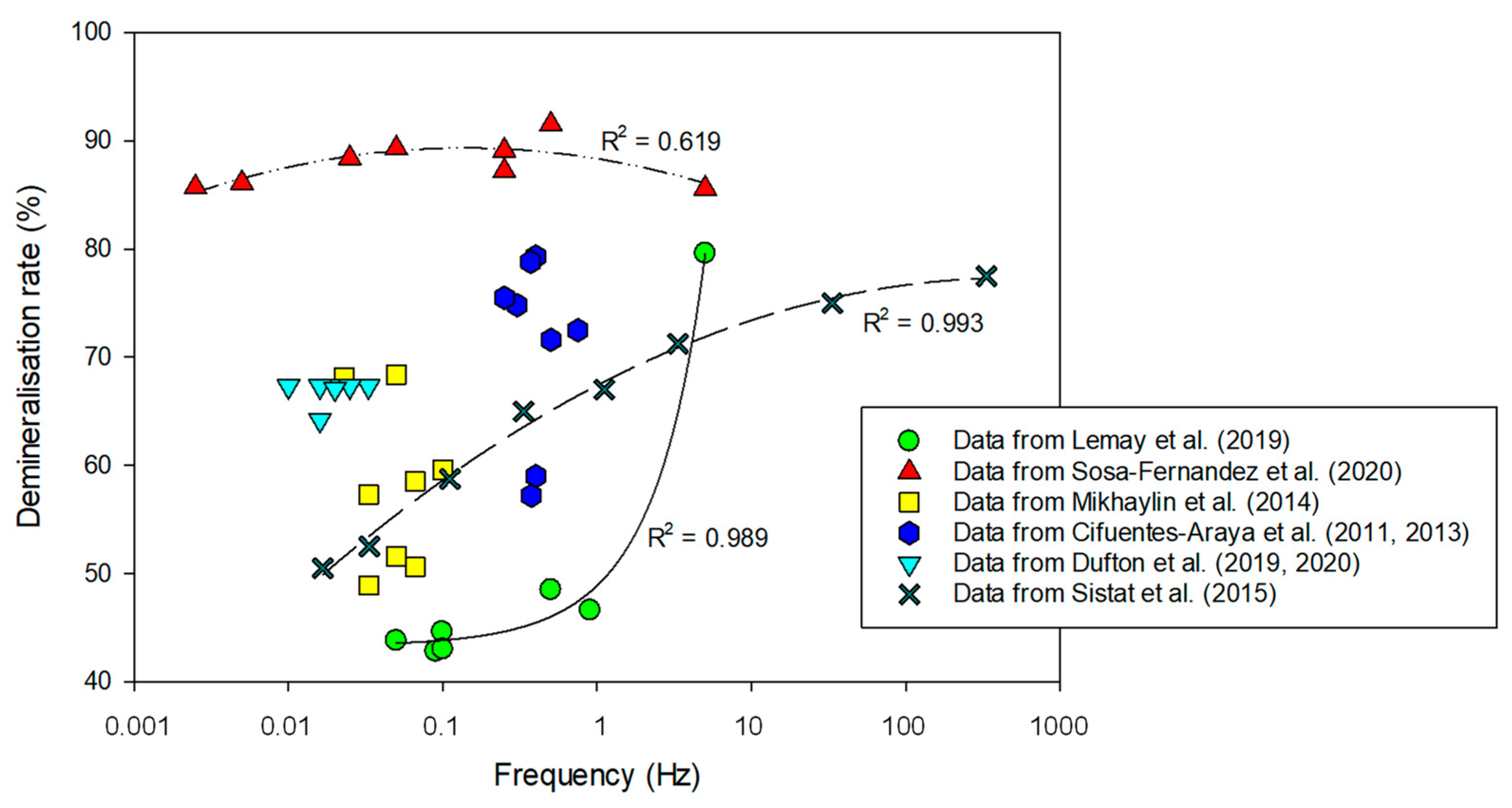{kind=link}
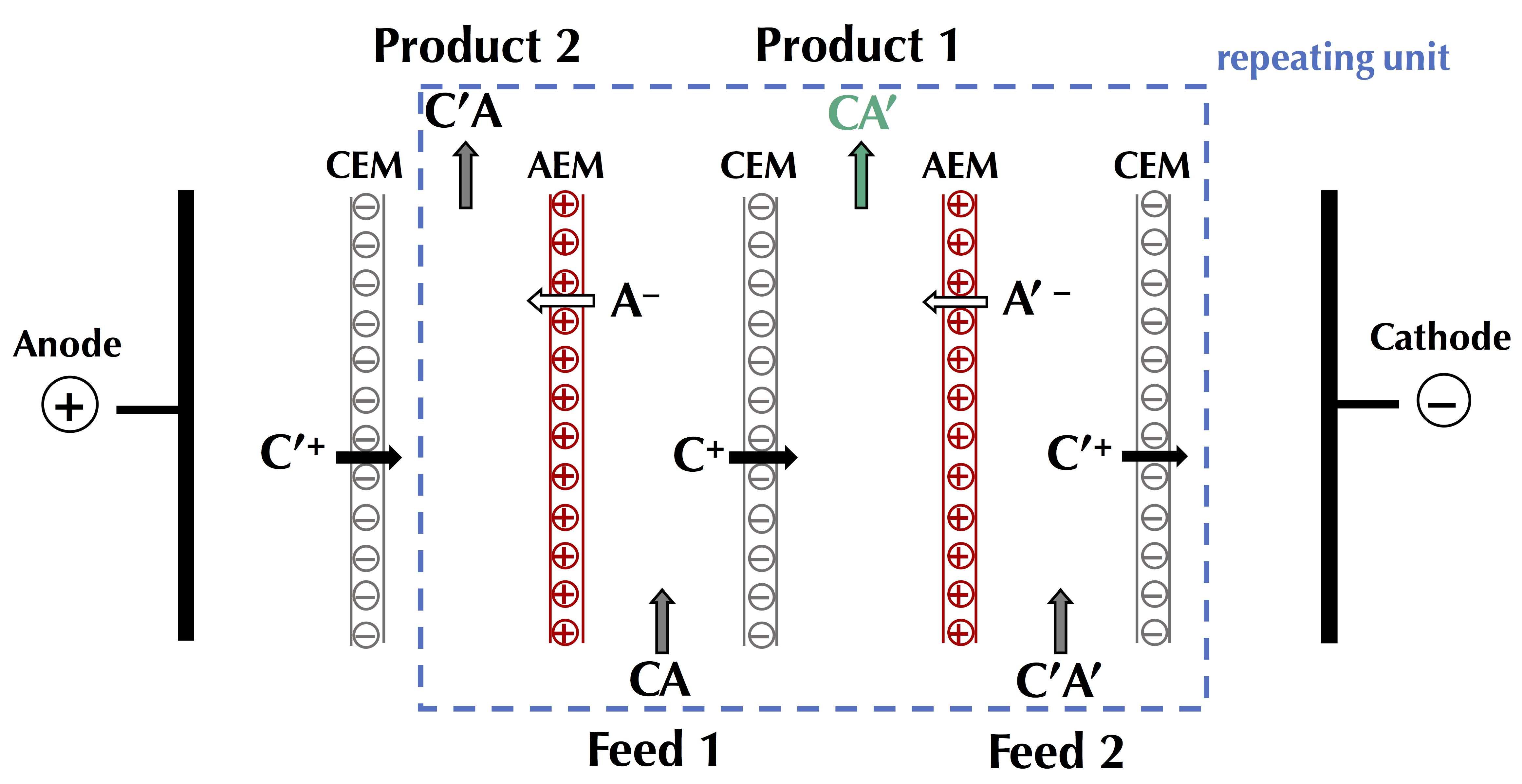{kind=link}
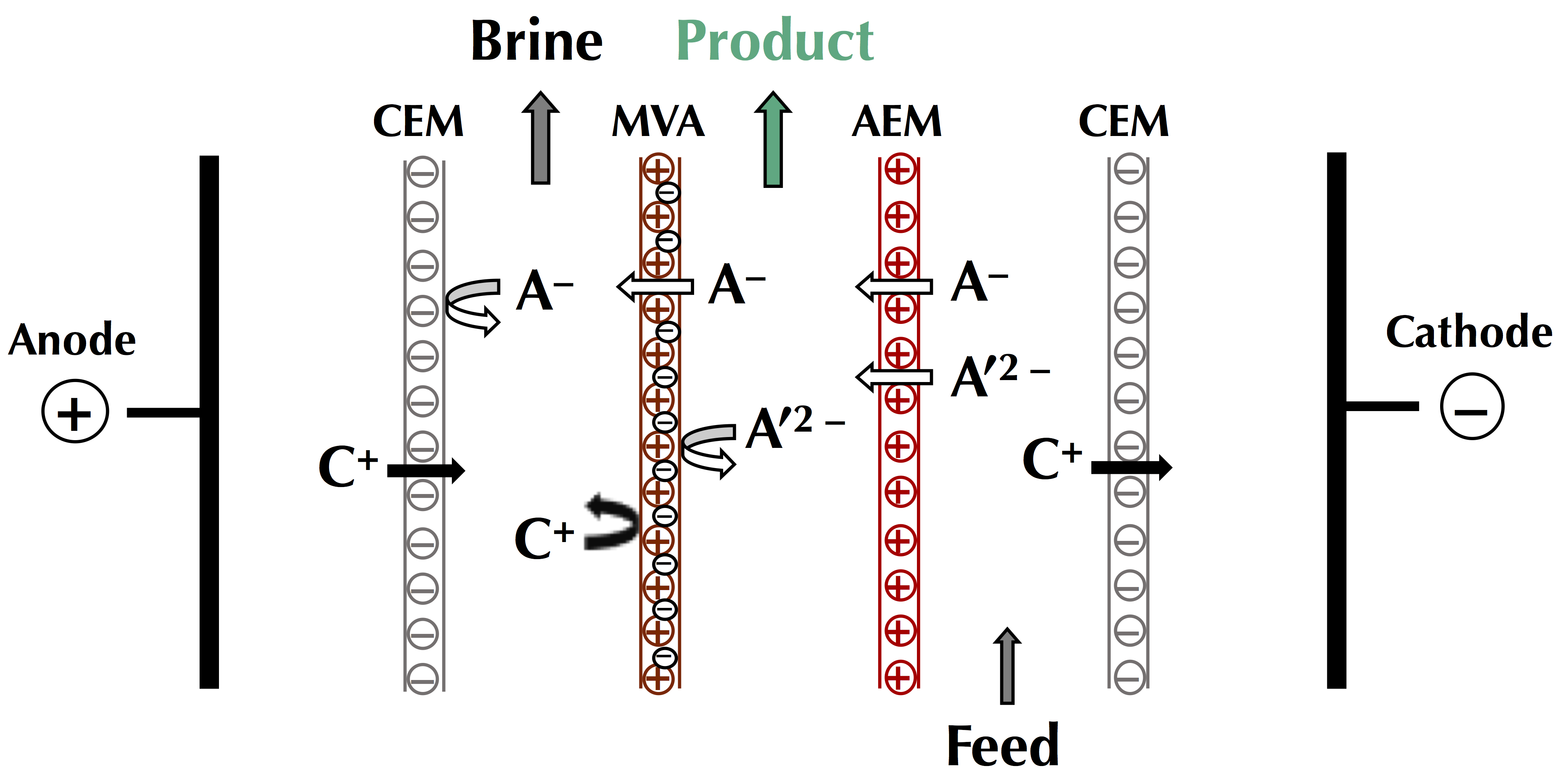{kind=link}
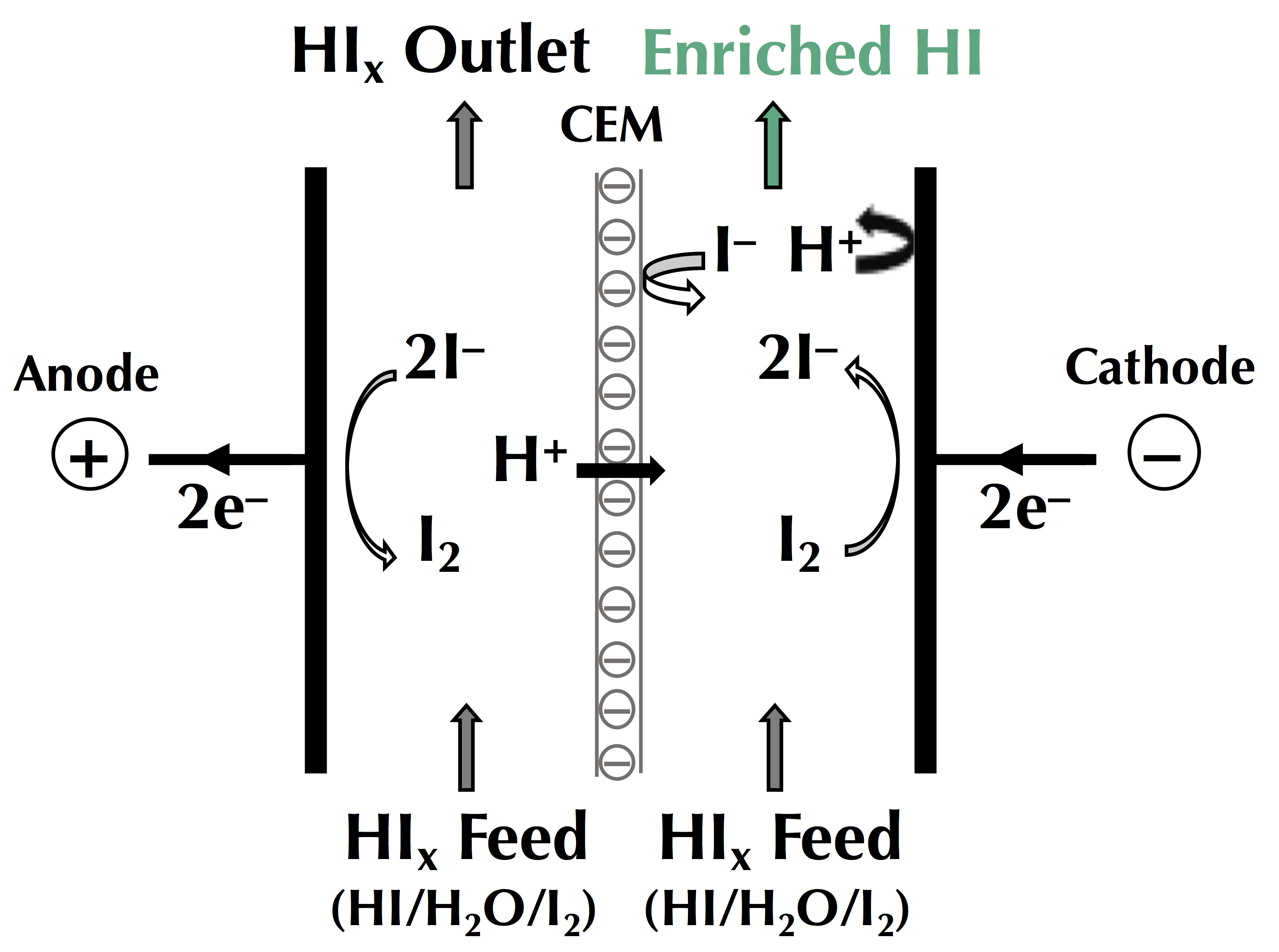{kind=link}
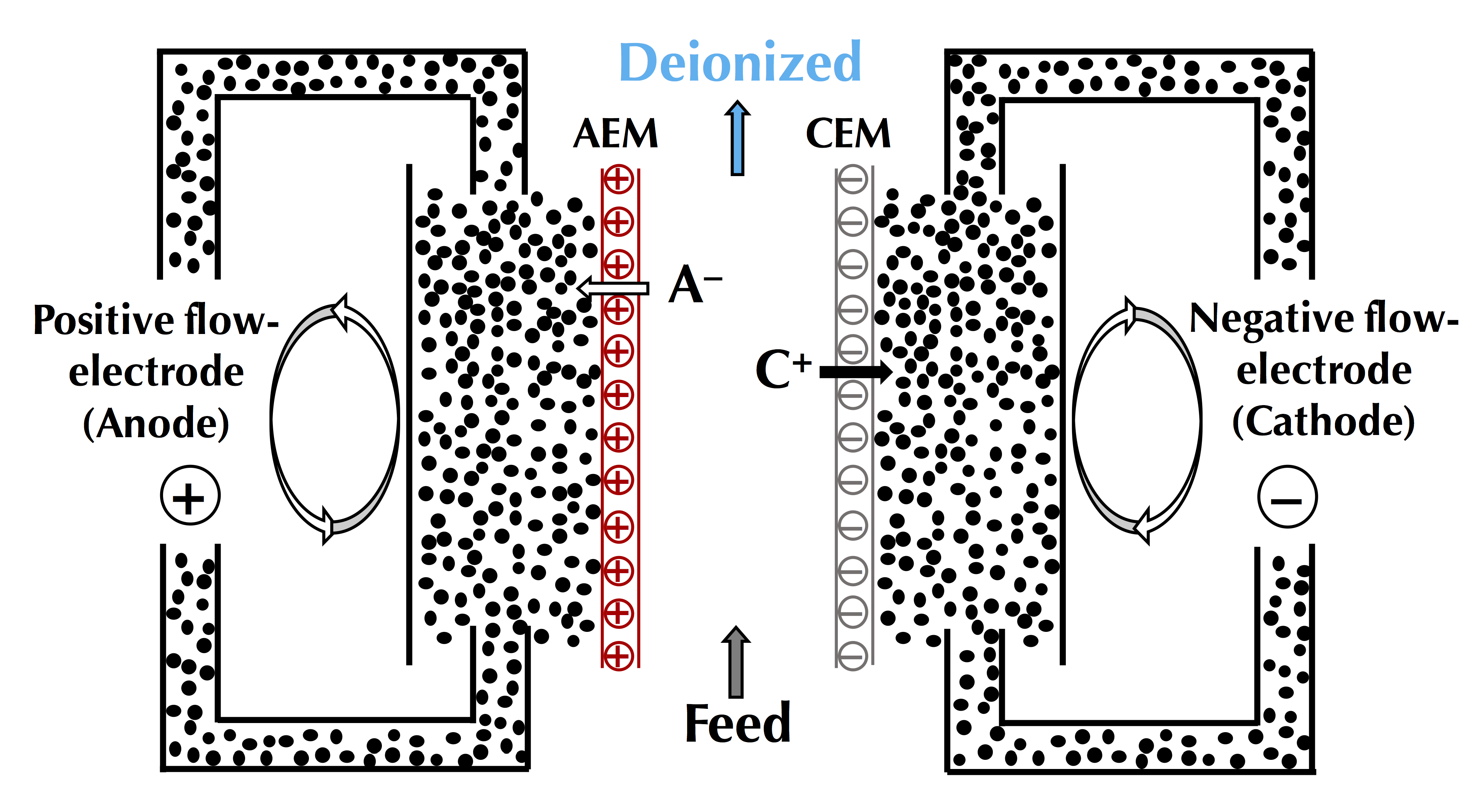{kind=link}
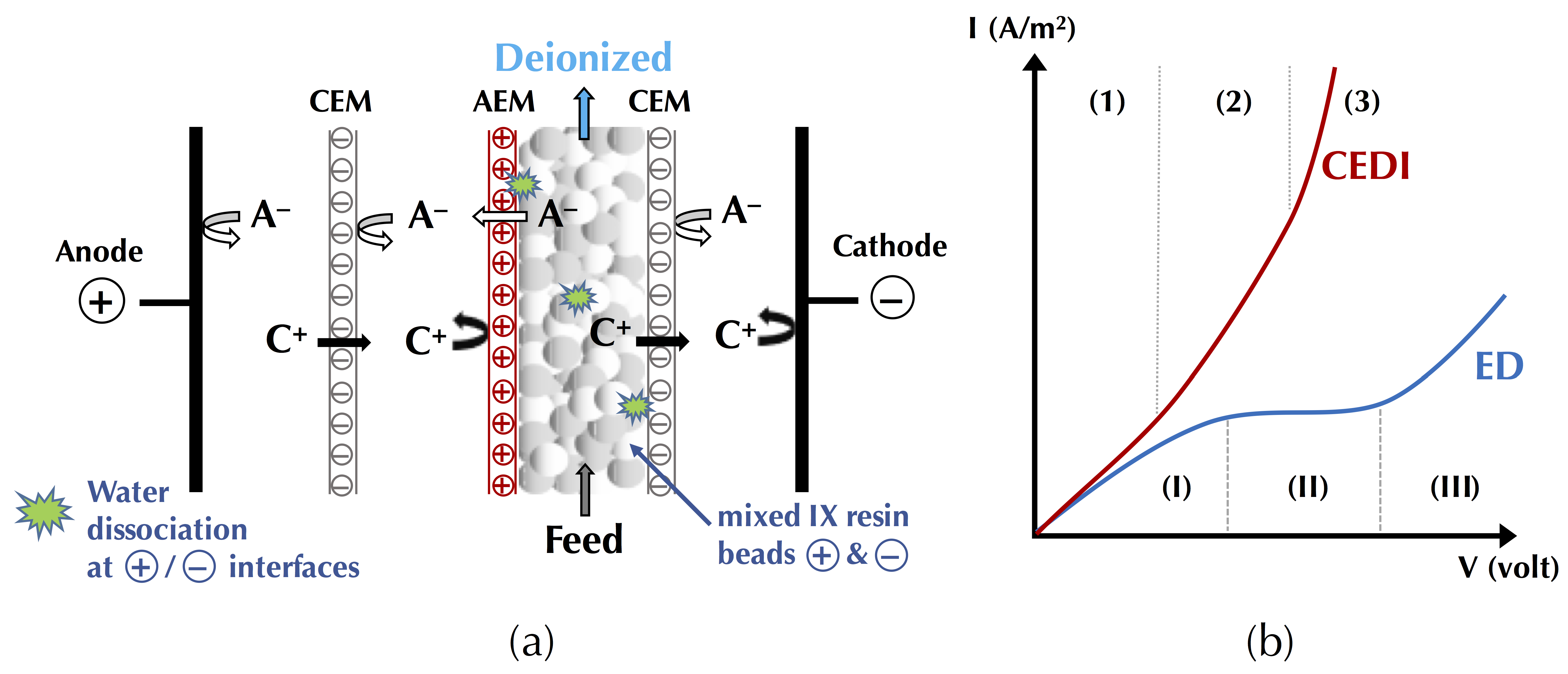{kind=link}
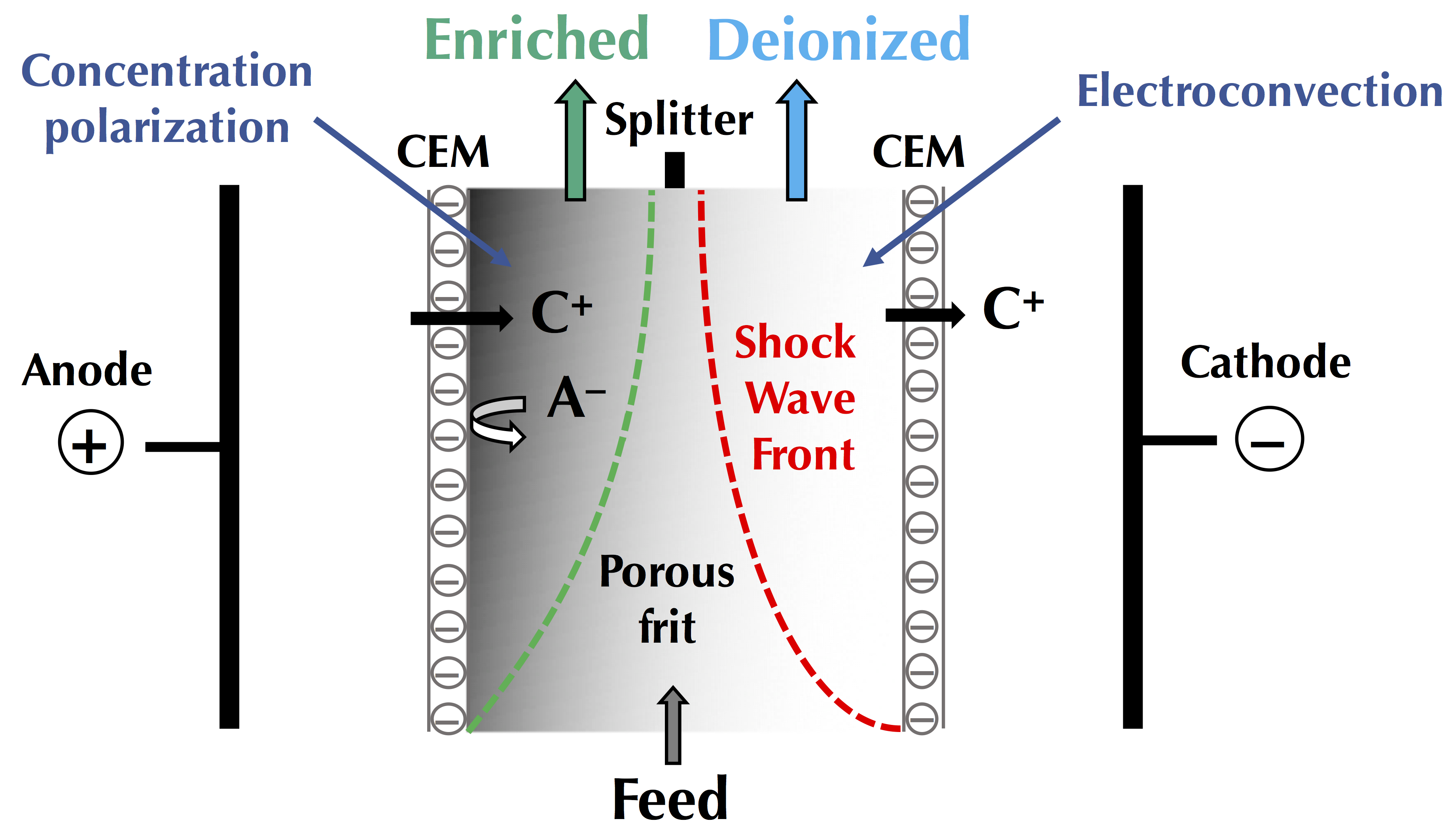{kind=link}
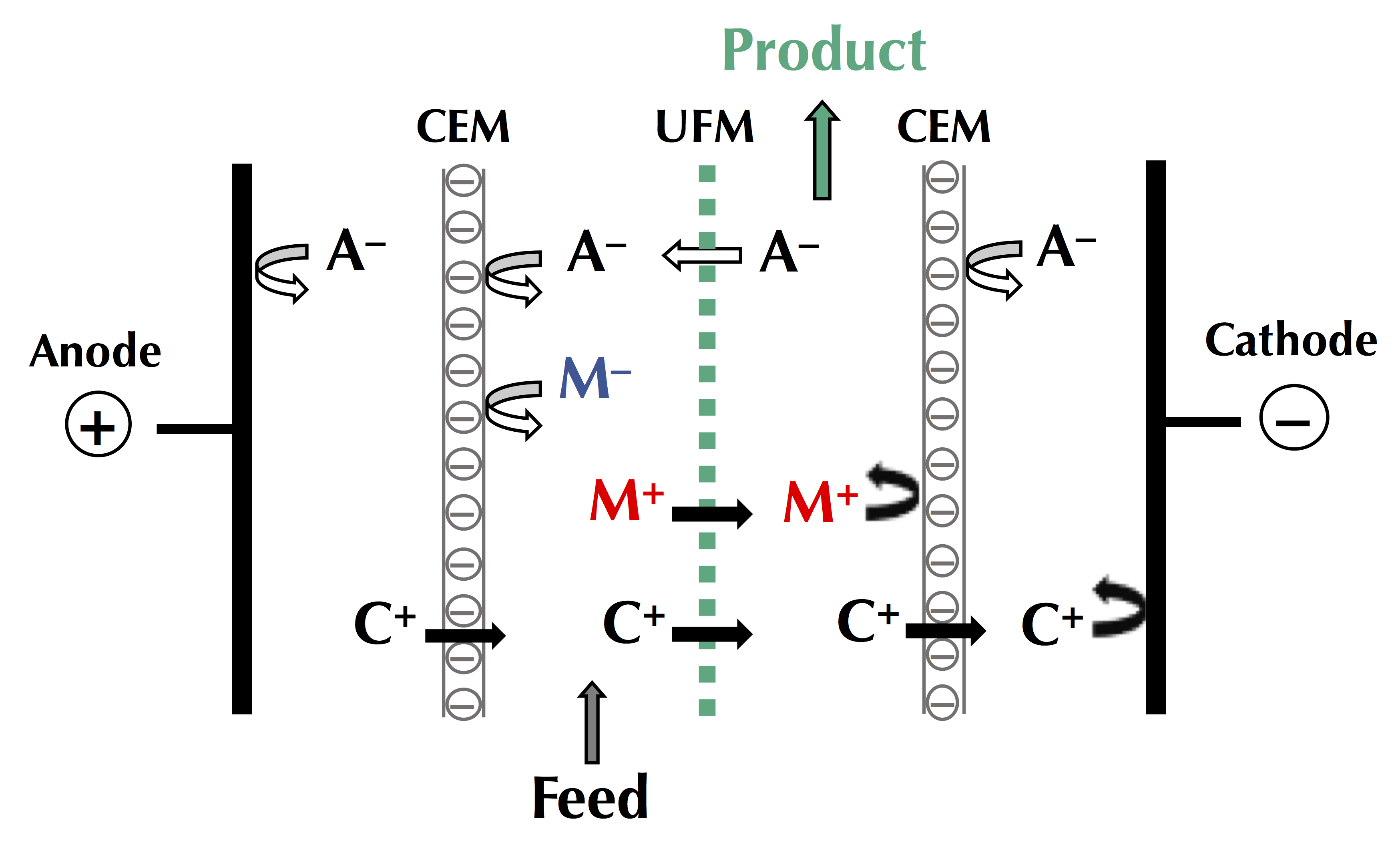{kind=link}
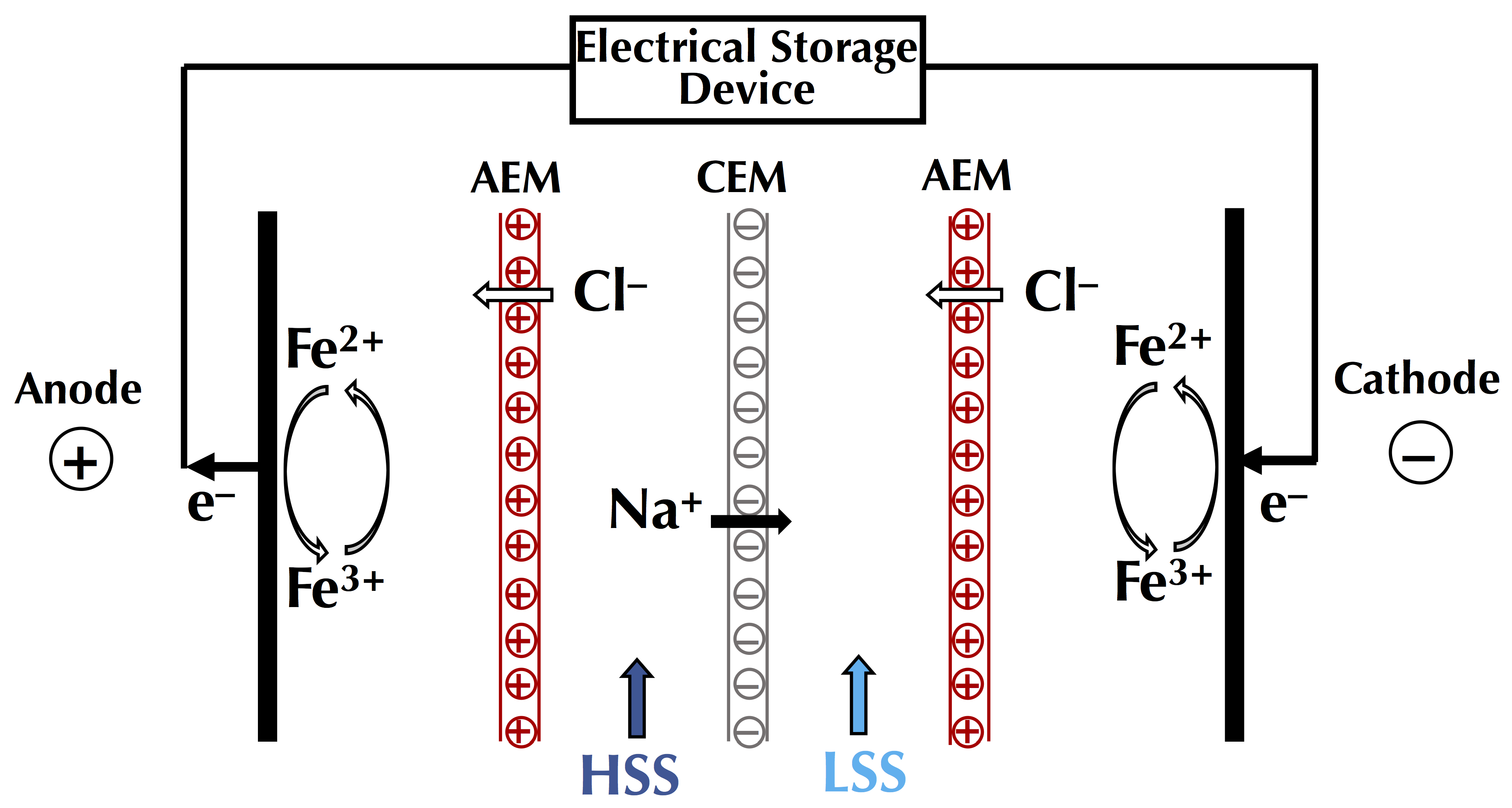{kind=link}
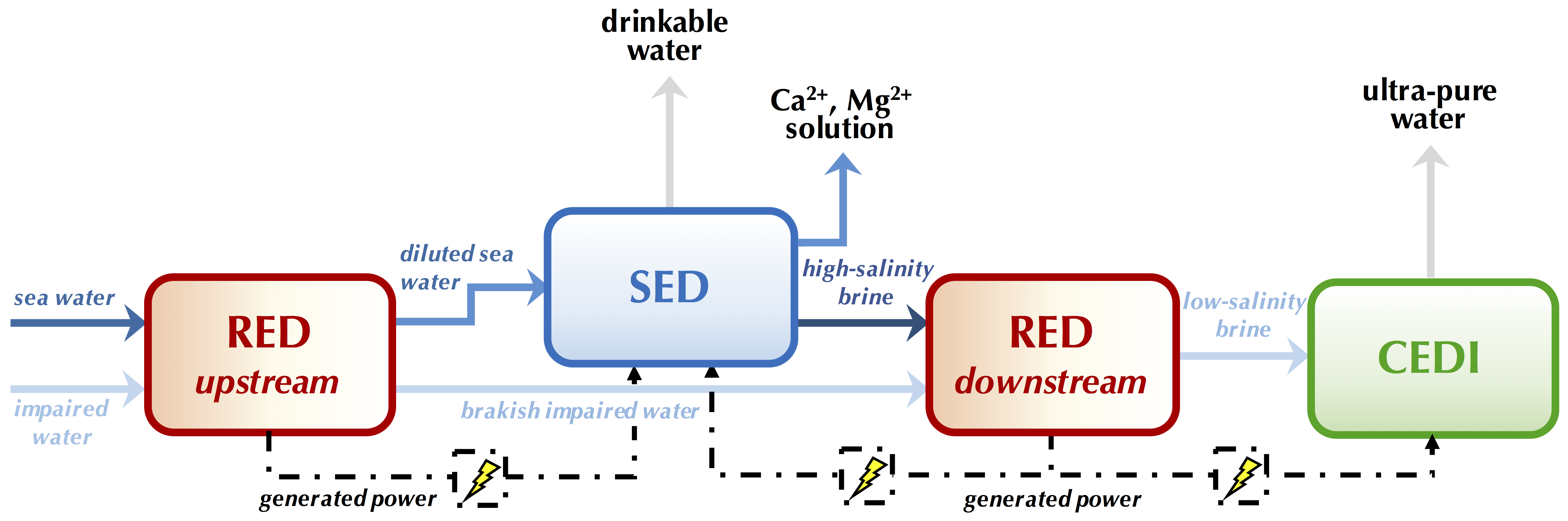{kind=link}
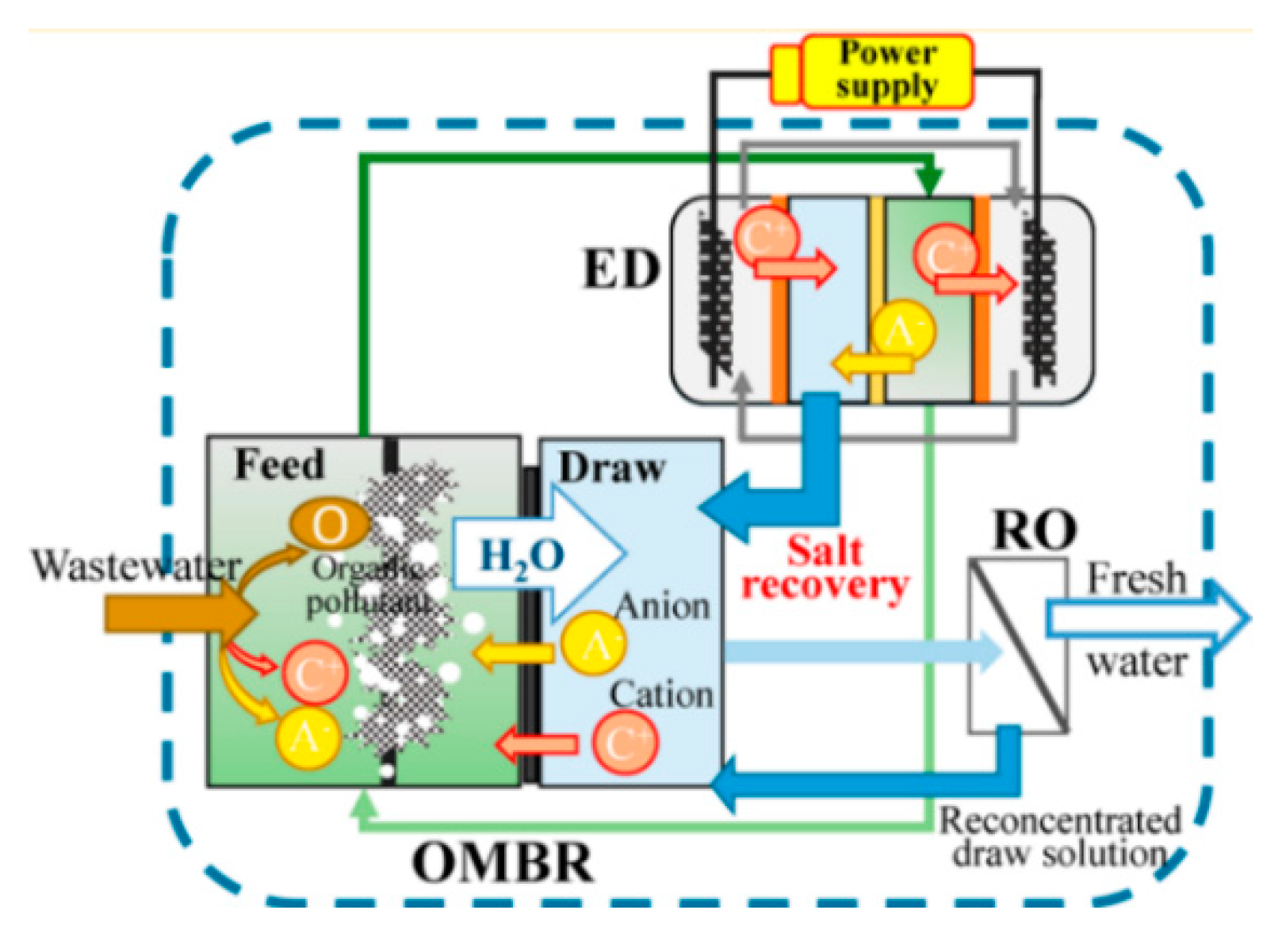{kind=link}
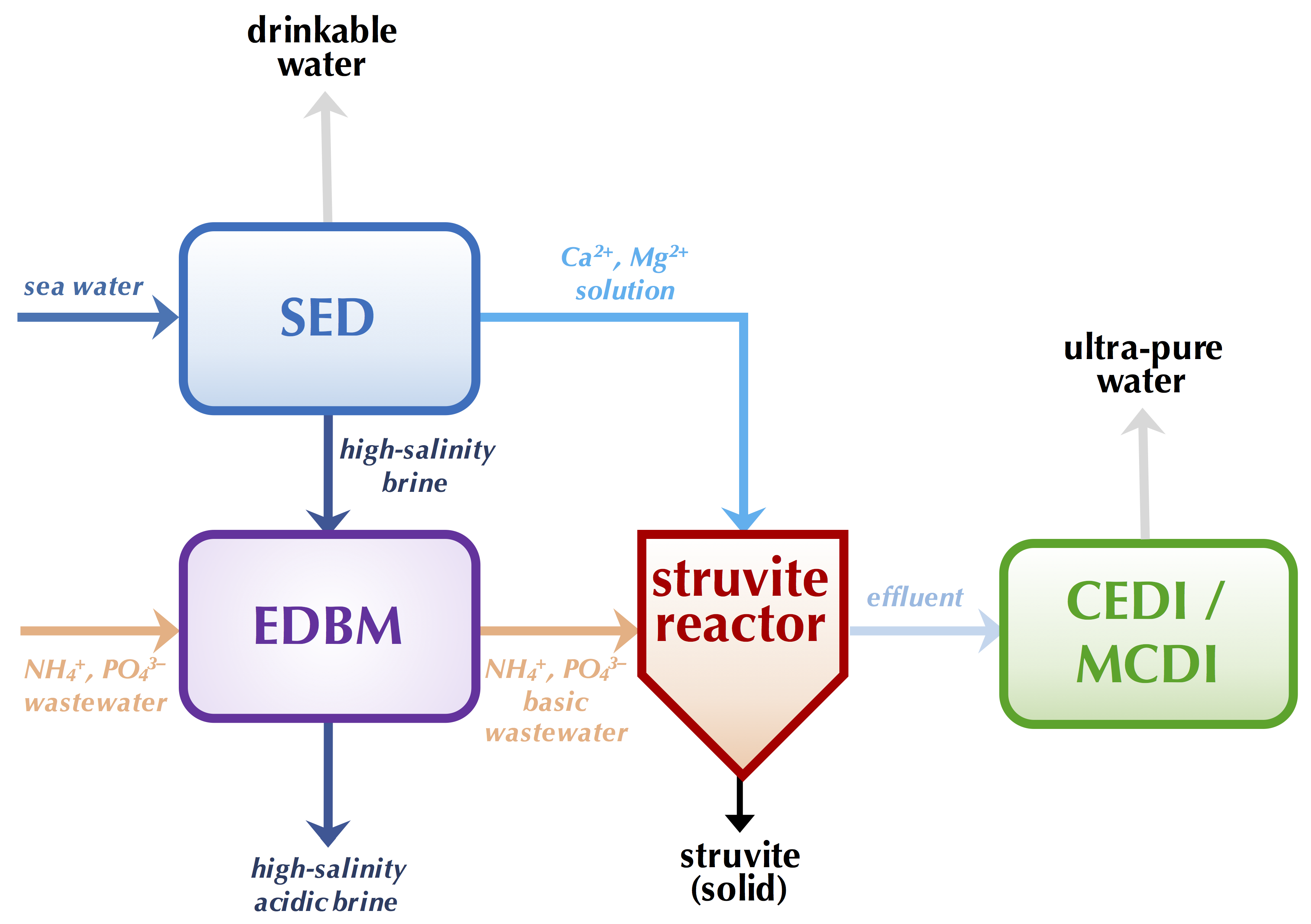{kind=link}
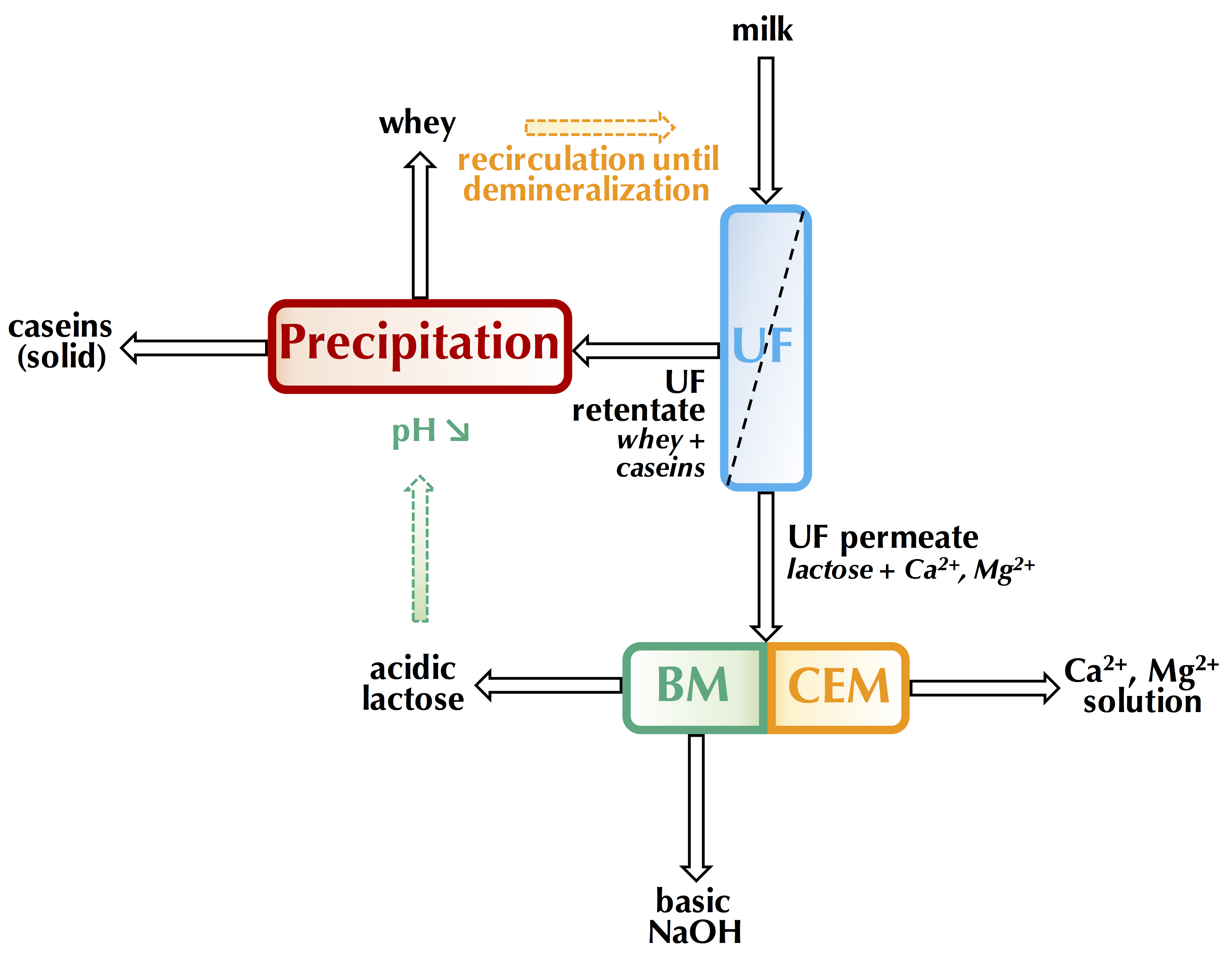{kind=link}
| Fouling | Solution | Current Density | Pulse/Pause | Pulse/Pause Ratio (Frequency) | Membrane Studied | Fouling Mitigation | Energy/Relative Energy Consumption | Mass Tranfer Efficiency | References |
|---|---|---|---|---|---|---|---|---|---|
| Amino acid/Peptide | Snow crab by-product hydrolysate | 20 and 40 V | 2 s/0.2 s vs. CC | 10 (0.45 Hz) | CEM and AEM | - Significant fouling reduction by PEF - AEM fouling depends strongly on applied voltage but not for CEMs. | CC: 806 Wh/g of peptide recovered 20 V- PEF: 656 Wh/g 40 V-PEF: 894 Wh/g | The peptide/amino acid migration was the same between CC and PEf but was increased by 30% at 40 V DR slightly higher in PEF mode at 40 V. | [105] |
| Humate | Model salt solution (0.01 M NaCl + 0.01% sodium humate) | 6 mA/cm2 | - | 60, 100 and 200 Hz | AEM | - 100 Hz gave the least fouling tendency | Not indicated | Not indicated | [39] |
| - | 10-500 Hz | CEM and AEM | - 30 Hz presented the least fouling | Not indicated | CE ≈ 84% at 30 Hz CE ≈ 77% for CC | [102] | |||
| Lignin | Kraft black liquor | 330 A/m2 | 6 s/6 s 6 s/12 s 6 s/18 s 6 s/24 s | 1 (0.08 Hz) 0.5 (0.055 Hz) 0.33 (0.041 Hz) 0.25 (0.033 Hz) | CEM and BPM | - No fouling of BPM and CEM for 6 s/24 s | 3.2 Wh/g NaOH | CE ≈ 57% | [106] |
| - Increase in current efficiency with an increase in pause duration | 2.9 Wh/g NaOH 2.7 Wh/g NaOH 2.6 Wh/g NaOH CC = 3.6 Wh/g NaOH | CE ≈ 60% CE ≈ 70% CE ≈ 80% CE ≈ 48% | |||||||
| Natural organic matter | Ion-exchange spent brine | 34 mA/cm2 | 2 s/0.5 s vs. CC | 4 (0.4 Hz)) | AEM and CEM | - Reduction in deposition of negatively charged NOM fractions | No difference in REC whatever the condition, REC ≤ 2.1 Wh/g NaCl produced | DR = 89–96% DR =90–91% for CC | [107] |
| Sodium gluconate mother liquor | Between 9 and 15 mA/cm2 | 4 s/1 s vs. CC | 4 (0.2 Hz) | CEM and AEM | - 70% Decrease in AEM fouling vs. Constant voltage | 194.4 kWh/t | DR = 25.2%, CE = 45.9% | [115] | |
| - No fouling for CEM whatever the mode of voltage | 201.7 kWh/t for CC | DR = 18.9%, CE = 44.6% for CC | |||||||
| Lysine fermentation broth | 10 mA/cm2 | Half-wave power (37 min constant current over 180 min) and CC (12min over 180 min) | Frequency of 60 Hz for half-wave power | CEM and AEM | - 22% decrease in final stack resistance | REC = 2.7 kWh/m3 for half-wave REC = 3.8 kWh/m3 | DR = 45.6% DR = 34.1% for CC | [116] | |
| Lysine fermentation waste | 25 mA/cm2 | Half-wave power (105 min constant current over 300 min) and DC power (125 min over 420 min) | - | CEM and AEM | - 65% decrease of the electrodialysis membrane fouling index for half-wave power | REC = 58 kWh/m3 for half-wave REC = 124 kWh/m3 | RE = 66.3 and 85.2% for ammonium and sulfate respectively with half-wave. RE = 52.2 and 65.4% with CC | [117] | |
| Protein | Salt solution containing casein | 10, 20 and 30 mA/cm2 | 10 s/10 s 10 s/40 s | 1 (0.05 Hz), 0.25 (0.02 Hz) | AEM | - No fouling at 10 s/40 s whatever the current density - No fouling at 10 s/10 s and 10 mA/cm2 | 0.25, 1.09 and 2.85 Wh for 10 s /10 s 0.25, 1.01 and 2.75 Wh for 10 s /40 s 0.30, 1.33 and 2.77 Wh for CC | DR = 10.5, 13.1 and 18.7% at 10, 20 and 30 mA/cm2 whatever the current mode. | [103] |
| Protein fouling and scaling | Salt solution containing whey protein | 15 mA/cm2 | 10 s/40 s vs. CC | 0.25 (0.02 Hz) | CEM and AEM | - Decrease in mineral fouling (Ca and Mg by 16 and 24%) in basic conditions - 18% Decrease in protein fouling in acidic condition | 5.81 Wh for PEF conditions 5.87 Wh for CC | DR = 74.1, 64.7 and 79.5% in acid, basic and acid/base separated conditions DR = 56.3, 54.8 and 58.8% for CC | [104] |
| Scaling | Model salt solution (Mg/Ca = 2/5) | 40 mA/cm2 | 10 s/10 s 10 s/33.3 s | 1 (0.05 Hz) 0.3 (0.023 Hz) | CEM and AEM | - 10 s/10 s protects the AEM during three consecutive runs | 14.7 Wh | DR= 68.4% | [110,111,114] |
| - Delayed fouling growth at 10 s/33.3 s on CEM during three consecutive runs | 22.1 Wh 20.2 Wh for CC | DR = 68.1% DR = 61.8% for CC | |||||||
| 5 s/10 s 10 s/20 s 5 s/5 s 10 s/10 s 10 s/5 s 20 s/10 s | 0.5 (0.066 Hz) 0.5 (0.033 Hz) 1 (0.1 Hz) 1 (0.05 Hz) 2 (0.066 Hz) 2 (0.033 Hz) | CEM and AEM | - 10 s/5 s and 5 s/5 s suppressed CEM fouling on the diluate side - 10 s/5 s reduced fouling also on concentrate side - No severe scaling on AEM | 12.4 Wh 11.4 Wh 14.0 Wh 13.4 Wh 14.6 Wh 14.4 Wh | DR = 50.6% DR = 48.9% DR = 59.6% DR = 51.6% DR = 58.5% DR = 57.3% | [111] | |||
| 1 s/0.33 s 1 s/1 s 2 s/0.5 s 2 s/0.67 s 3 s/0.3 s 3 s/1 s | 3 (0.75 Hz) 1 (0.5 Hz) 4 (0.4 Hz) 3 (0.37 Hz) 10 (0.303 Hz) 3 (0.25 Hz) | CEM and AEM | - 2 s/0.5 s suppressed scaling on both sides of CEM - 2 s/0.67 s suppressed scaling only on the CEM concentrate side - Absence of scaling on AEM | 15.1 Wh 14.0 Wh 17.8 Wh 17.3 Wh 17.3 Wh 16.2 Wh | DR = 72.5% DR = 71.6% DR = 79.3% DR = 78.8% DR = 74.8% DR = 75.5% | [112] | |||
| 2 s/0.5 s 2 s/0.67 s | 4 (0.4 Hz) 3 (0.374 Hz) | CEM | - Membrane less scaled at 2 s/0.5 s | 11.8 Wh 12.8 Wh | DR = 59.0% DR = 57.2% | [66] | |||
| Milk | 20 mA/cm2 | 2 s/0.5 s vs. CC | 4 (0.4 Hz) | CEM and AEM | - Inhibition of scaling formation - Inhibition of OH− leakage | Not indicated | Not indicated | [88] | |
| Model salt solution (Mg/Ca = 2/5) | 10.5 mA/cm2 | 15 min/15 min 15 min/7.5 min 5 min/5 min 1 min/1 min | 1 (5.5 10-4 Hz) 2 (7.4 10-4 Hz) 1 (1.6 10-3 Hz) 1 (8.3 10-3 Hz) | CEM and AEM | - Scaling Reduction for 5 min/5 min and 1 min/1 min | Not indicated | Not indicated | [108] | |
| Sweet whey (6.5% total solids) | 8.0 mA/cm2 | 0.1 s/0.1 s 1 s/0.1 s 1 s/1 s 10 s/0.1 s 10 s/1 s 10 s/10 s 100 s/1 s | 1 (5 Hz) 10 (0.9 Hz) 1 (0.5 Hz) 100 (0.099 Hz) 10 (0.090 Hz) 1 (0.05 Hz) 100 (0.1 Hz) | CEM and AEM | - No visual fouling or scaling on CEMs and AEMs, except for 0.1 s/0.1 s | 3591 Wh for 42% DR | 79.6% DR | [64] | |
| - For other conditions, the limiting current density was not reached - No significant difference of membrane thickness and conductivity whatever the conditions used. | 4160 Wh for 42% DR 4118 Wh for 42% DR 4161 Wh for 42% DR 4270 Wh for 42% DR 4171 Wh for 42% DR 4213 Wh for 42% DR CC = 4266 Wh for 42% DR | 46.6% DR 48.5% DR 44.6% DR 42.8% DR 43.8% DR 43.0% DR CC = 43.9% DR | |||||||
| Acid whey | 10 mA/cm2 | 25 s/25 s 50 s/10 s | 1 (0.02 Hz) 5 (0.016 Hz) | CEM and AEM | - 25 s/25 s pulse/pause decreased drastically scaling bycalcium phosphate | 6.2 Wh/g lactic acid | 44.4% LARR, 67.1% DR | [113] | |
| 7.9 Wh/g lactic acid CC = 9.3 Wh/g lactic acid | 41.6% LARR, 64.2% DR CC = 37.2% LARR and 64.0% DR | ||||||||
| 5 s/5 s 15 s/15 s 15 s/25 s 25 s/25 s 25 s/15 s 25 s/35 s 35 s/35 s 35 s/25 s | 1 (0.01 Hz) 1 (0.033 Hz) 0.6 (0.025 Hz) 1 (0.02 Hz) 1.66 (0.025 Hz) 0.71 (0.016 Hz) 1 (0.025 Hz) 1.4 (0.016 Hz) | CEM and AEM | Scaling was greatly mitigated at: - conditions with high frequency (5 s/5 s and 15 s/15 s) - conditions with low pulse/pause ratios (15 s/25 s and 25 s/35 s) | 5.6 Wh/g lactic acid 5.3 Wh/g lactic acid 5.6 Wh/g lactic acid 5.8 Wh/g lactic acid 6.2 Wh/g lactic acid 6.2 Wh/g lactic acid 6.7 Wh/g lactic acid 6.7 Wh/g lactic acid | Global DR (including calcium, magnesium, sodium, potassium, and phosphorus) of 67.3% and LARR of 44.5% whatever the PEF conditions used. | [83] | |||
| Scaling and partially hydrolyzed polyacrylamide (HPAM) | Brackish water, Brackish water + polymer and Brackish water + polymer +oil | 3.2 mA/cm2 | 0.1 s/0.1 s 1 s/1 s 1 s/3 s 3 s/1 s 10 s/10 s 10 s/30 s 100 s/100 s 100 s/300 s | 1 (5 Hz) 1 (0.5 Hz) 0.33 (0.25 Hz) 3 (0.25 Hz) 1 (0.05 Hz) 0.33 (0.025 Hz) 1 (5 10−3 Hz) 0.33 (2.5 10−3 Hz) | CEM and AEM | - Less organic fouling during pulsed regimes of 10 s/30 s and 1 s/3 s - However, more minerals (Na, Ca, O, and S) were spotted on the concentrate side of the AEM. | ≈ 0.52 kWh/m3 ≈ 0.57 kWh/m3 ≈ 0.50 kWh/m3 ≈ 0.74 kWh/m3 ≈ 0.64 kWh/m3 ≈ 0.54 kWh/m3 ≈ 0.79 kWh/m3 ≈ 0.69 kWh/m3 ≈ 0.75 kWh/m3 for CC | DR ≈ 85.6% DR ≈ 91.5% DR ≈ 89.1% DR ≈ 87.2% DR ≈ 89.3% DR ≈ 88.4% DR ≈ 86.1% DR ≈ 85.7% DR ≈ 84.5% for CC | [84] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bazinet, L.; Geoffroy, T.R. Electrodialytic Processes: Market Overview, Membrane Phenomena, Recent Developments and Sustainable Strategies. Membranes 2020, 10, 221. https://doi.org/10.3390/membranes10090221
Bazinet L, Geoffroy TR. Electrodialytic Processes: Market Overview, Membrane Phenomena, Recent Developments and Sustainable Strategies. Membranes. 2020; 10(9):221. https://doi.org/10.3390/membranes10090221
Chicago/Turabian StyleBazinet, Laurent, and Thibaud R. Geoffroy. 2020. "Electrodialytic Processes: Market Overview, Membrane Phenomena, Recent Developments and Sustainable Strategies" Membranes 10, no. 9: 221. https://doi.org/10.3390/membranes10090221
APA StyleBazinet, L., & Geoffroy, T. R. (2020). Electrodialytic Processes: Market Overview, Membrane Phenomena, Recent Developments and Sustainable Strategies. Membranes, 10(9), 221. https://doi.org/10.3390/membranes10090221