1. Introduction
Lean manufacturing (LM) combines a wide rage of management practices, such as just in time (JIT), quality systems, work teams, cellular manufacturing, and supply chain management (SCM) in a whole system [
1]. The LM method aims at saving costs by reducing waste in the manufacturing system, thereby dealing with economic aspects [
2]. Nowadays, LM covers the multiple stages of a product’s life cycle, from its development and manufacturing to its delivery [
3]; however, LM is also a challenge amid mass production practices, especially as quality products, and customer satisfaction are prioritized, inventory, time to market and manufacturing space, and everything that adds no value to a product is systematically categorized as waste [
4]. LM is often discussed with respect to key performance indicators (KPIs) [
5,
6]. In addition, Kan et al. [
7] affirm the KPI parameters have an association with LM performance. In fact, research evidence has found that LM practices have a positive impact on operational performance [
8,
9], yet it is often challenging to assess company performance with respect to LM implementation [
10,
11] and, according to [
12,
13], it is an attractive and hot topic for exploration through multi-criteria decision-making (MCDM) methodologies.
MCDM has recently gained relevance, especially in engineering [
14,
15]; however, when an MCDM problem involves objective and subjective information, experts discuss the classical hybrid MCDM method with the fuzzy sets theory [
16,
17]. In this sense, motivated by the hesitant fuzzy set, Rodríguez et al. [
18] introduced the hesitant fuzzy linguistic term sets (HFLTS), which allows decision makers to elicit several linguistic terms for the same linguistic variable [
17,
19]. Nowadays, the HFLTS is a popular effective tool for representing hesitant qualitative judgments from decision makers; consequently, multiple HFLTS-based decision-making methods have been developed [
20]. For instance, in their work, Hwang and Yoon [
21] introduced the Technique of Order of Preference by Similarity to Ideal Solution (TOPSIS) method. TOPSIS method is denoted like a significant research issue, which has received a prodigious deal of attention from academics [
22,
23,
24,
25]. Additionally, there is HFLTS of TOPSIS proposed by [
26,
27].
The two main contributions of this work can be stated as follows: first, we propose an HFLTS-based data handling procedure to deal with lean manufacturing performance assessments. The procedure can handle KPI matrices of arbitrary preferences in decision-making situations. Second, we propose a systematic solution to measure the LM performance with respect to a series of criteria. The remainder of this paper is organized in five sections.
Section 2 introduces a series of basic definitions of HFLTS and TOPSIS, whereas in
Section 3 we present materials and methods which describes details about our application. Next, whereas
Section 4 presents a numerical example to illustrate our approach to multi-attribute decision making, in
Section 5, we describe the result analysis and discussions related to our method. Finally, research conclusions are proposed in
Section 6.
4. Numerical Example
This section introduces a real-life example, which was applied in an automotive company based in Ciudad Juárez, Chihuahua, Mexico. The company works under an LM methodology and focuses on minimizing operational waste; thus, managers are particularly interested in assessing the real impact of the LM methodology. To this end, a group of experts first assessed the company’s LM implementation improvement metrics. Simultaneously, we described the set of criteria and the KPIs depicted like alternatives as follows: : Defects, : Productivity, : Lead time, : Customer, : Demand satisfaction, : Cycle time, : Tack time, : Effectiveness, : Levels of inventory : Suppliers. Additionally, during the evaluation of lean projects, nineteen alternatives to be considered are summarized: A1: Sales, A2: Markeshare, A3: Maintenance, A4: OEE, A5: On-time delivery, A6: 5,S, A7: KAIZEN, A8: Bottleneck removal, A9: Cross-functional work force, A10: Focused factory production, A11: JIT/continuous flow production, A12: Lot size reductions, A13: Maintenance optimization, A14: Process capability measurements, A15: Kanban, A16: Quick changeover, A17: Total quality management, A18: Self-directed work teams, A19: Safety improvement programs.
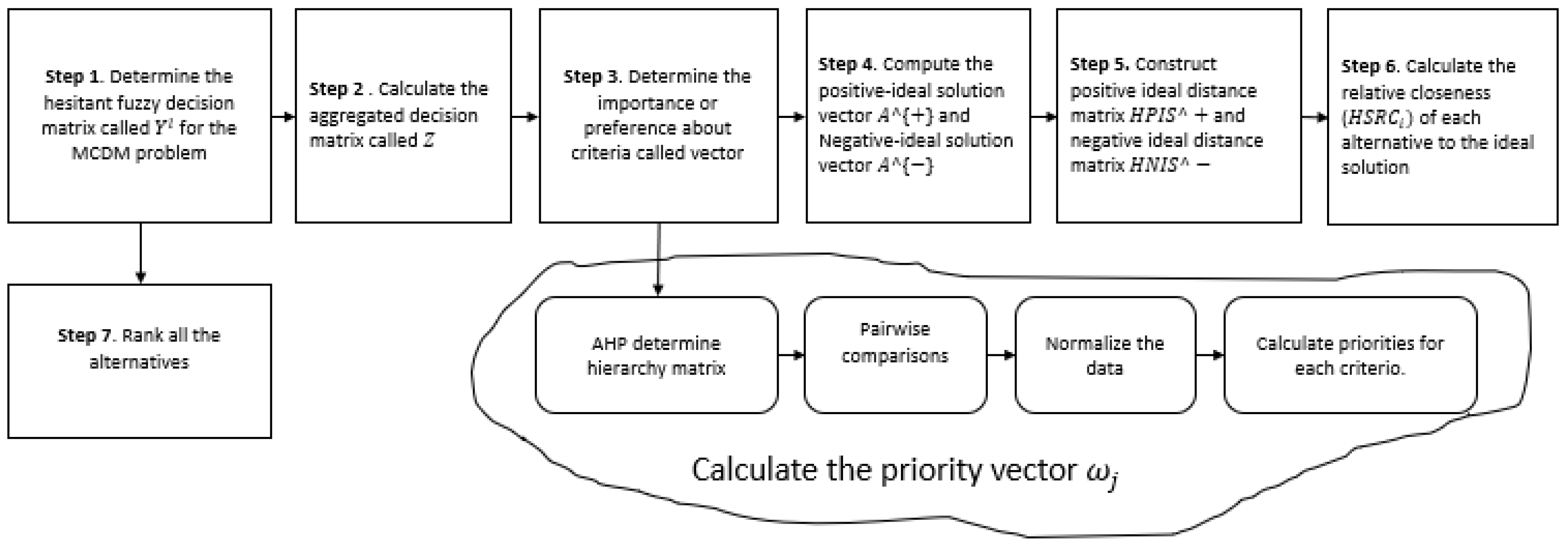
- Step 1.
Determine the hesitant fuzzy decision matrix called
for the MCDM problem. Appraise the alternative with respect to DM preferences and the criteria. Establish the final decision matrix. Let
be a fuzzy decision matrix for the MCDM problem, and the following notations are used to depict the considered problems. At the same time, the matrices (
Table 2 and
Table 3) describe the preferences
,
,
,
,
and
.
- Step 2.
Calculate the aggregated decision matrix called
Z. This process requires the aggregation of the preferences of the DMs using the matrices
through Equations (
14) and (
15).
Table 4 shows the hesitant aggregated matrix called
Z.
- Step 3.
Determine the importance or preference about criteria called vector
for the MCDM problem via the Analytic Hierarchy Process (AHP) method. Appraise the criteria with respect to DM preferences.
Table 5 depict the preferences of the criteria in order to obtain the vector
.
- Step 4.
Compute the positive-ideal solution vector and Negative-ideal solution vector:
- Step 5.
Construct positive ideal distance matrix and negative ideal distance matrix , which are denoted as follows:
- Step 6.
Calculate the relative closeness of each alternative to the ideal solution as follows:
Table 6 depict the hesitant relative closeness index called
- Step 7.
Ranking of the alternatives.
5. Result Analysis and Discussions
The method proposed by [
26] present a weakness to determine the position of the alternatives due to duplicate ranking of the closeness coefficients values. The information shown in
Table 7 depicts a comparison that reports this kind of duplicate issue. However, there is the alternative
as a best option identified by both analyses.
Normally, the manufacturing company handles a high standard of the KPIs to monitor the best performances of LM. At this sense, our method offers the initiative to appraise the key performance indicators (KPIs).
Table 8 introduces the correlation between the three methods by taking into account their results. As can be observed, there is a significant correspondence between our approach and the two MCDM approaches proposed by [
26] and [
28], respectively.
Similarly,
Table 9 lists the residual covariances between the methods.
On the other side,
Table 10 lists the statistical parameters of the case studies. As can be observed, the mean and standard deviation values are similar in the three methods. In fact, the results can be interpreted with minimal error in the three case studies.
Finally,
Table 11 lists the internal consistency values as expressed by the Cronbach’s alpha coefficient. Our study reported an overall Cronbach’s alpha value of 0.9008, which is considerably higher than 0.7, the usual threshold. This confirms the reliability of the results, since higher values of Cronbach’s alpha imply greater internal data consistency.
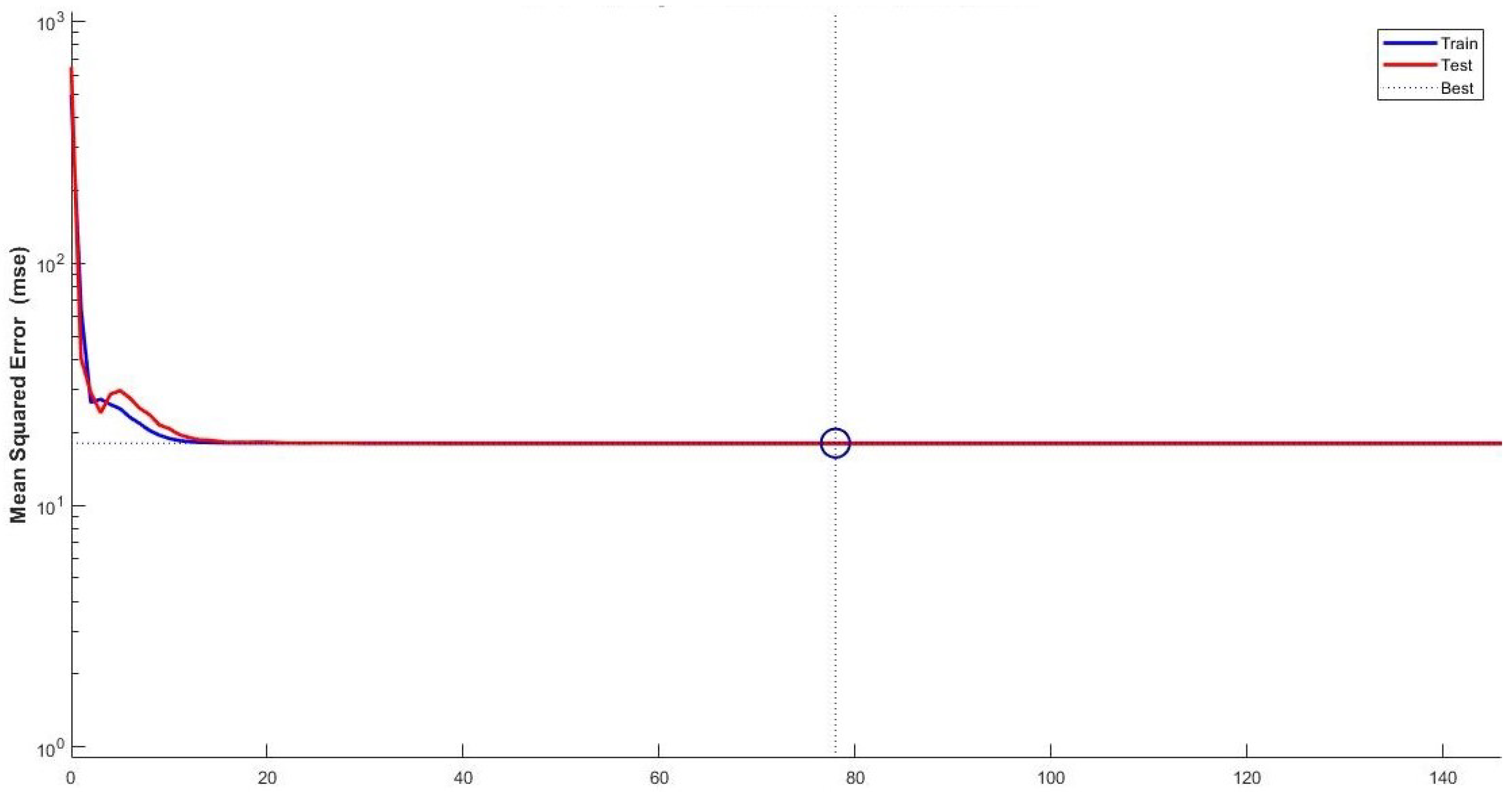
To perform an error analysis on the ranking results, we employed a neural network. In this sense,
Figure 2 indicates that almost 78 epochs are found below the minimal error.
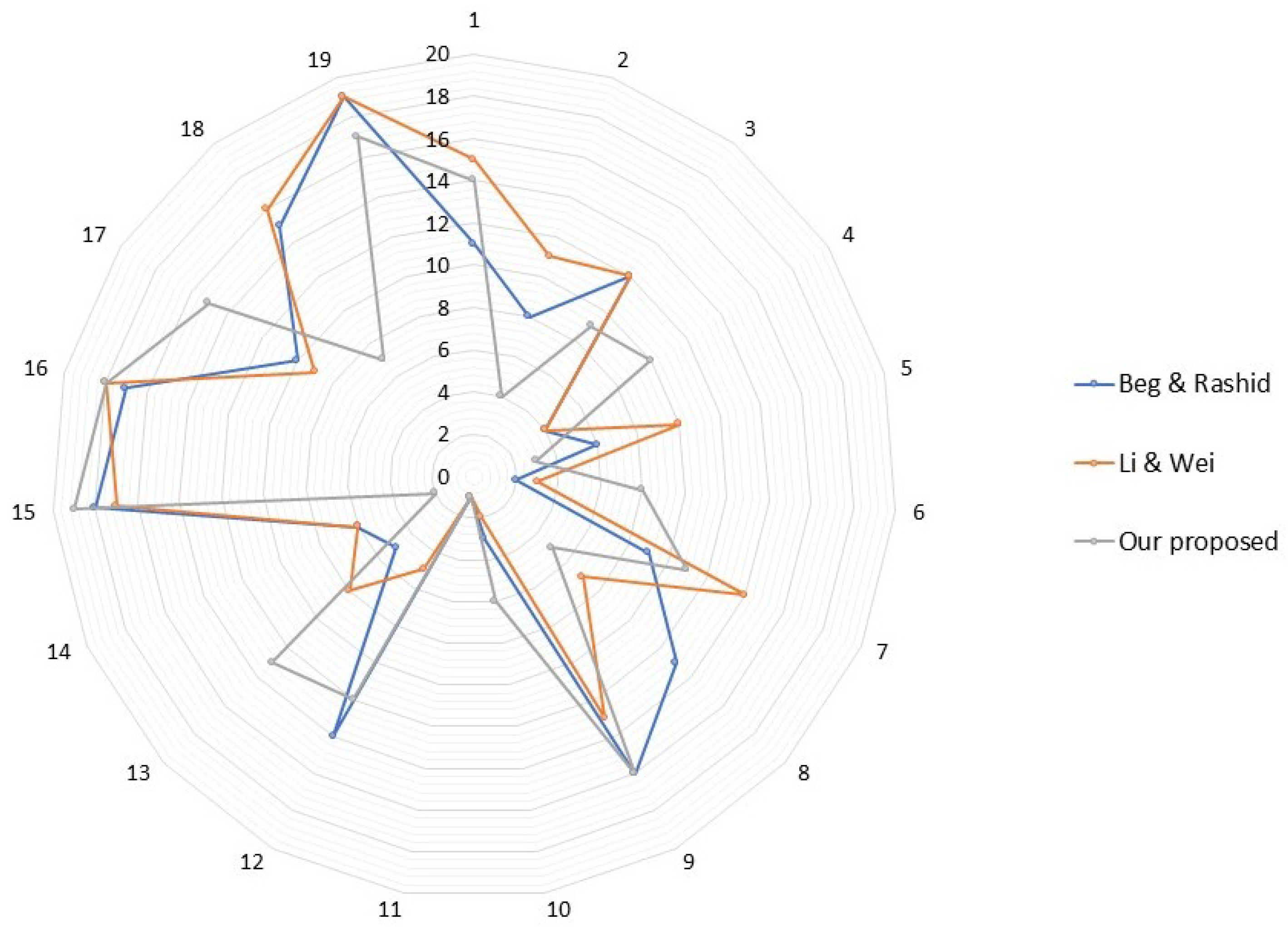
The results from the neural network indicate that the major contribution of the LM methodology is offered by JIT/continuous production flow. In this sense, a productivity bonus shares for the workers based on the top 10 metrics classified using the Hesitant Fuzzy Linguistic Term and the TOPSIS method. Similarly, we plan to develop a waste minimization project to take into account the ranking results obtained from the assessments. Additionally, a sensitivity analysis was planted, which implies the comparisons with other methods in order to check the stability of our application and the results are shown in
Figure 3.
Observing in
Figure 3, we can notice the stability of the gained results. In addition, two different methods were applied and the ranking of the best position does not change. Finally, we demonstrated that there is a significant correspondence between our approach and the two approaches compared.
6. Conclusions
In this research, we propose an operative method for dealing with hesitant assessments in lean manufacturing problems. TOPSIS and HFLTS are a useful tool for managers who wish to assess the KPI’s performance of the LM projects. In this research, we propose a multi-criteria decision-making method to find the desirable alternatives. Likewise, the results from our proposed can be used to design an action plan. Normally, developing cost minimization projects in a manufacturing environment is challenging, yet HFLTS and TOPSIS offer a systematic method for establishing priorities, thereby helping managers determine what key performance indicators (KPIs) have a low performance. Finally, the results represent a robust solution to deal with KPI assessments and provides visibility in terms of how lean manufacturing projects impact corporate performance. In addition, we present the use of AHP in order to determine the weights of criteria. There are some guidelines for future research where MCDM problems exist within the context of HSFLT situations—for example, evaluating the Lean Six Sigma projects, appraising performance of supply chains, among others. In addition, the consideration of the comparisons with other methods of MCDM.

 ,
, 




{kind=link}
{kind=link}
{kind=link}