Porosity Elimination in Modified Direct Laser Joining of Ti6Al4V and Thermoplastics Composites



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
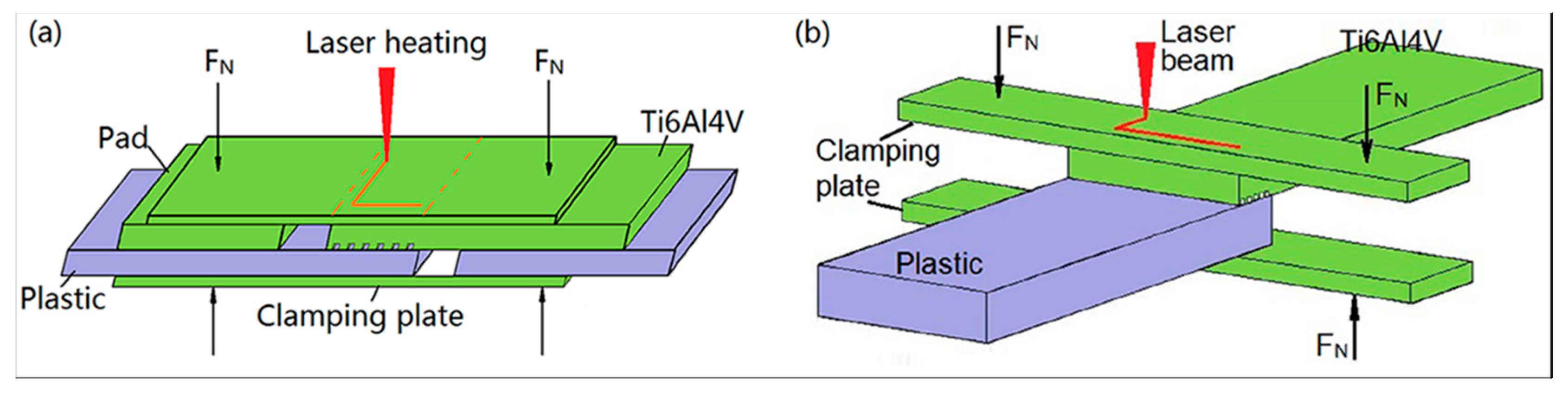
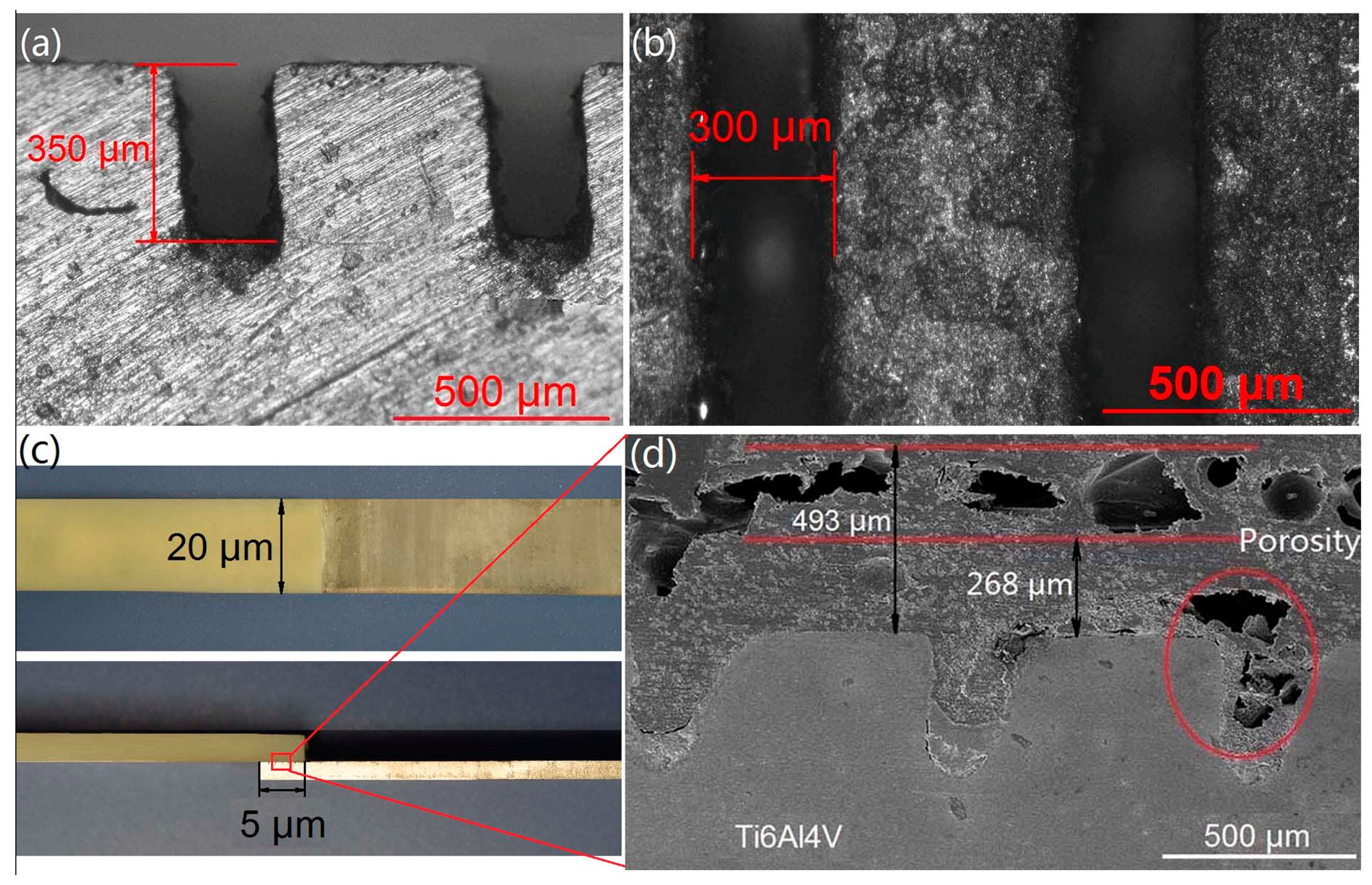
3.1. LAMP Method
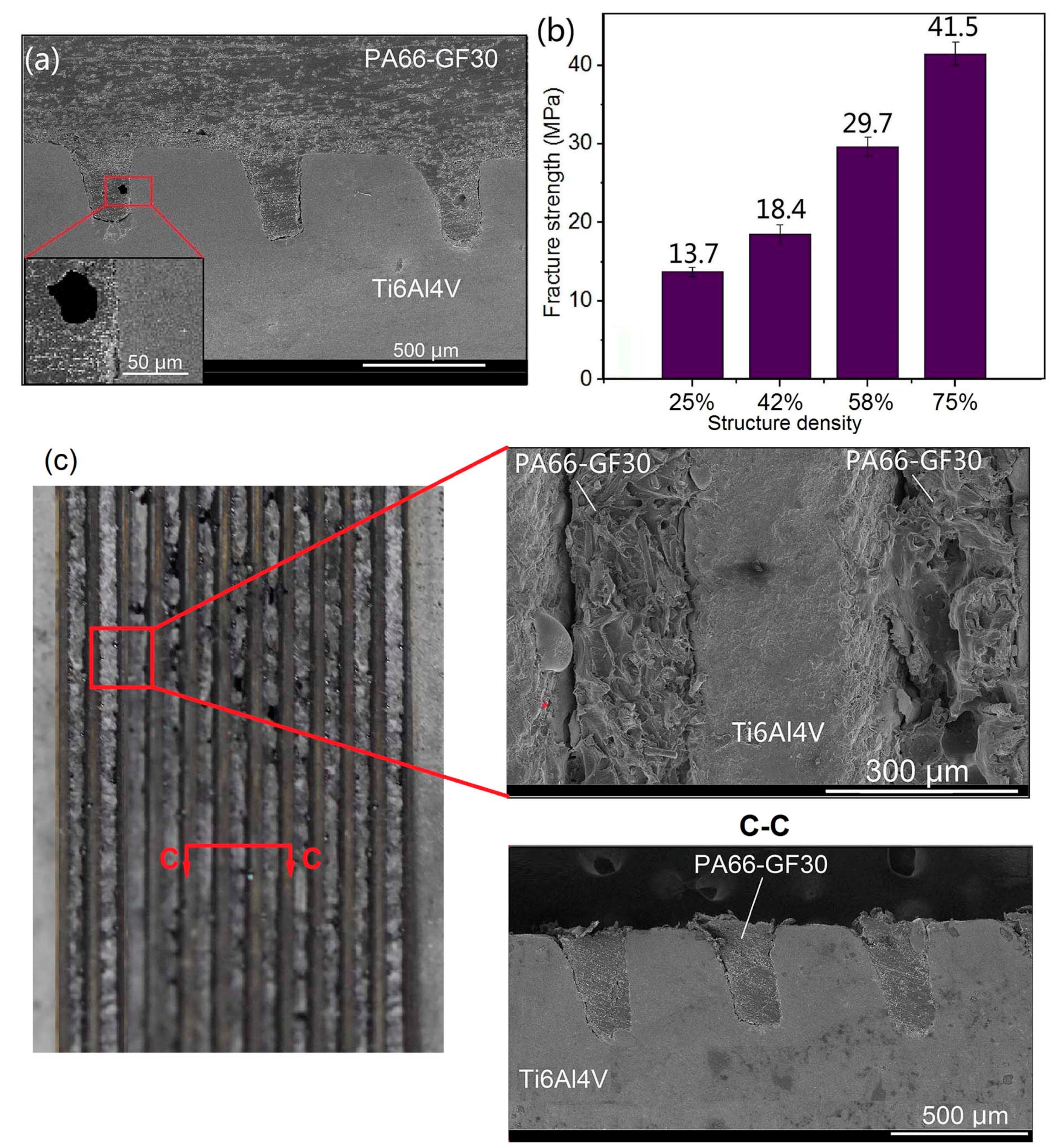
3.2. Modified Laser Joining Method
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Karabutov, A.A.; Podymova, N.B. Quantitative analysis of the influence of voids and delaminations on acoustic attenuation in CFRP composites by the laser-ultrasonic spectroscopy method. Compos. Part B-Eng. 2014, 56, 238–244. [Google Scholar] [CrossRef]
- Grujicic, M.; Sellappan, V.; Omar, M.A.; Seyr, N.; Obieglo, A.; Erdmann, M.; Holzleitner, J. An overview of the polymer-to-metal direct-adhesion hybrid technologies for load-bearing automotive components. J. Mater. Process. Technol. 2008, 197, 363–373. [Google Scholar] [CrossRef]
- Sutana, T.; Georgiev, G.L.; Baird, R.J.; Auner, G.W.; Newaz, G.; Patwa, R.; Herfurth, H.J. Study of two different thin filmcoating methods intransmission laser micro-joining of thin Ti-film coated glass and polyimide for biomedical applications. J. Mech. Behav. Biomed. Mater. 2009, 2, 237–242. [Google Scholar] [CrossRef]
- Arif, M.F.; Saintier, N.; Meraghni, F.; Fitoussi, J.; Chemisky, Y.; Robert, G. Multiscale fatigue damage characterization in short glass fiber reinforced polyamide-66. Compos. Part B 2014, 61, 55–65. [Google Scholar] [CrossRef]
- Belmonte, E.; De Monte, M.; Hoffmann, C.-J.; Quaresimin, M. Damage mechanisms in a short glass fiber reinforced polyamide under fatigue loading. Int. J. Fatigue 2017, 94, 145–157. [Google Scholar] [CrossRef]
- Huang, Z.; Sugiyama, S.; Yanagimoto, J. Adhesive-embossing hybrid joining process to fiber-reinforced thermosetting plastic and metallic thin sheets. Prod. Eng. 2014, 81, 2123–2128. [Google Scholar] [CrossRef]
- Lambiase, F. Joinability of different thermoplastic polymers with aluminium AA6082 sheets by mechanical clinching. Int. J. Adv. Manuf. Technol. 2015, 80, 1995–2006. [Google Scholar] [CrossRef]
- Kwang-Woon, J.; Kawahito, Y.; Katayama, S. Laser direct joining of CFRP to metal or engineering plastic. Trans. JWRI 2013, 42, 5–8. [Google Scholar]
- Rodríguez-Vidal, E.; Sanz, C.; Lambarri, J.; Quintana, I. Experimental investigation into metal micro-patterning by laser on polymer-metal hybrid joining. Opt. Laser Technol. 2018, 104, 73–82. [Google Scholar] [CrossRef]
- Amend, P.; Pfindel, S.; Schmidt, M. Thermal joining of thermoplastic metal hybrids by means of mono- and polychromatic radiation. Phys. Procedia 2013, 41, 98–105. [Google Scholar] [CrossRef]
- Katayama, S.; Kawahito, Y. Laser direct joining of metal and plastic. Scr. Mater. 2008, 59, 1247–1250. [Google Scholar] [CrossRef]
- Cheon, J.; Na, S.-J. Relation of joint strength and polymer molecular structure in laser assisted metal and polymer joining. Sci. Technol. Weld. Join. 2014, 19, 631–637. [Google Scholar] [CrossRef]
- Zhang, Z.; Tan, X.; Zhang, J.; Shan, J. Suppression of shrinkage porosity in laser-joining of CFRP and steel using a laser surface modification process “Surfi-Sculpt ®”. Int. J. Adhes. Adhes. 2018, 85, 184–192. [Google Scholar] [CrossRef]
- Chen, Y.J.; Yue, T.M.; Guo, Z.N. A new laser joining technology for direct-bonding of metals and plastics. Mater. Des. 2016, 110, 775–781. [Google Scholar] [CrossRef]
- Tan, X.; Zhang, J.; Shan, J.; Yang, S.; Ren, J. Characteristics and formation mechanism of porosities in CFRP during laser joining of CFRP and steel. Compos. Part B-Eng. 2015, 70, 35–43. [Google Scholar] [CrossRef]
- Leichtnam, J.-N.; Schwartz, D.; Gadiou, R. The behaviour of fuel-nitrogen during fast pyrolysis of polyamide at high temperature. J. Anal. Appl. Pyrol. 2000, 55, 255–268. [Google Scholar] [CrossRef]
- Manson, J.A.E.; Wakeman, M.D.; Zingraff, L.; Bourban, P.E.; Blanchard, P. Stamp forming of carbon fibre/PA12 composites—A comparison of a reactive impregnation process and a commingled yarn system. Compos. Sci. Technol. 2006, 66, 19–35. [Google Scholar]
- Sundback, C.; Hadlock, T.; Cheney, M.; Vacanti, J. Manufacture of porous polymer nerve conduits by a novel low-pressure injection molding process. Biomaterials 2003, 24, 819–830. [Google Scholar] [CrossRef]
- Davim, J.P.; Silva, L.R.; Festas, A.; Abrão, A.M. Machinability study on precision turning of PA66 polyamide with and without glass fiber reinforcing. Mater. Des. 2009, 30, 228–234. [Google Scholar] [CrossRef]
- Umbrello, D. Finite element simulation of conventional and high speed machining of Ti6Al4V alloy. J. Mater. Process. Technol. 2008, 196, 79–87. [Google Scholar] [CrossRef]
- Roesner, A.; Scheik, S.; Olowinsky, A.; Gillner, A.; Poprawe, R.; Schleser, M.; Reisgen, U. Innovative approach of joining hybrid components. J. Laser Appl. 2011, 23, 1–6. [Google Scholar] [CrossRef]
- Hopmann, C.; Kreimeier, S.; Keseberg, J.; Wenzlau, C. Joining of Metal-Plastics-Hybrid Structures Using Laser Radiation by Considering the Surface Structure of the Metal. J. Polym. 2016. [Google Scholar] [CrossRef]
- Arai, S.; Kawahito, Y.; Katayama, S. Effect of surface modification on laser direct joining of cyclic olefin polymer and stainless steel. Mater. Des. 2014, 59, 448–453. [Google Scholar] [CrossRef]
- Chan, C.W.; Smith, G.C. Fibre laser joining of highly dissimilar materials: Commercially pure Ti and PET hybrid joint for medical device applications. Mater. Des. 2016, 103, 278–292. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Laser Power (W) | Frequency (kHz) | Pulse Duration (ns) | Scan Speed (mm s−1) |
|---|---|---|---|---|
| Texturing | 75 | CW mode | - | 100 |
| LAMP | 55 | 100 | 90 | 1000 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Chen, Y.; Guo, Z.; Guan, Y. Porosity Elimination in Modified Direct Laser Joining of Ti6Al4V and Thermoplastics Composites. Appl. Sci. 2019, 9, 411. https://doi.org/10.3390/app9030411
Wang H, Chen Y, Guo Z, Guan Y. Porosity Elimination in Modified Direct Laser Joining of Ti6Al4V and Thermoplastics Composites. Applied Sciences. 2019; 9(3):411. https://doi.org/10.3390/app9030411
Chicago/Turabian StyleWang, Haipeng, Yang Chen, Zaoyang Guo, and Yingchun Guan. 2019. "Porosity Elimination in Modified Direct Laser Joining of Ti6Al4V and Thermoplastics Composites" Applied Sciences 9, no. 3: 411. https://doi.org/10.3390/app9030411
APA StyleWang, H., Chen, Y., Guo, Z., & Guan, Y. (2019). Porosity Elimination in Modified Direct Laser Joining of Ti6Al4V and Thermoplastics Composites. Applied Sciences, 9(3), 411. https://doi.org/10.3390/app9030411