Effect of Corrosion Characteristics on Long-Term Aging of Austenitic 304 Steel



Abstract
1. Introduction
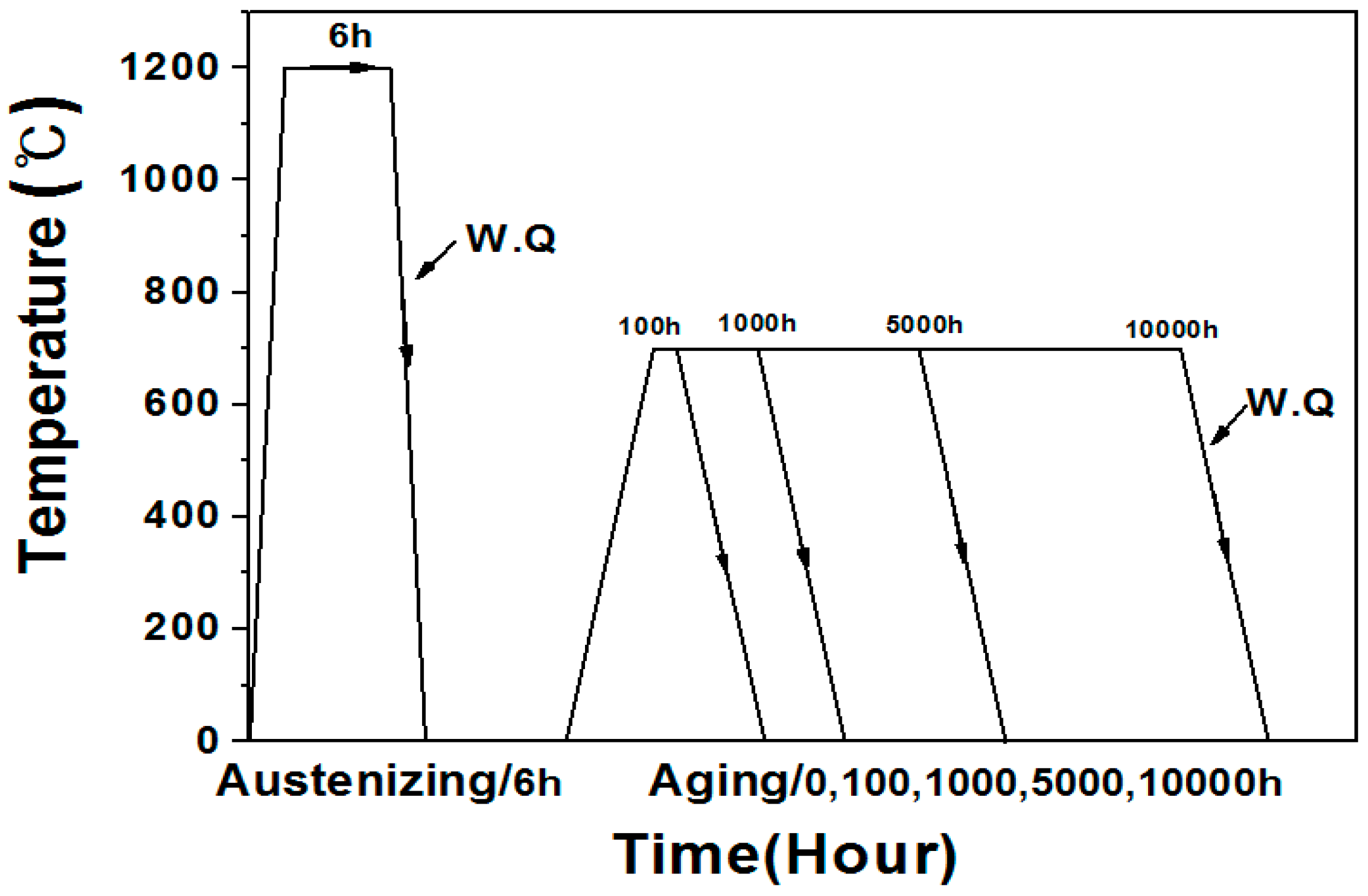
2. Experimental Details
3. Results and Discussion
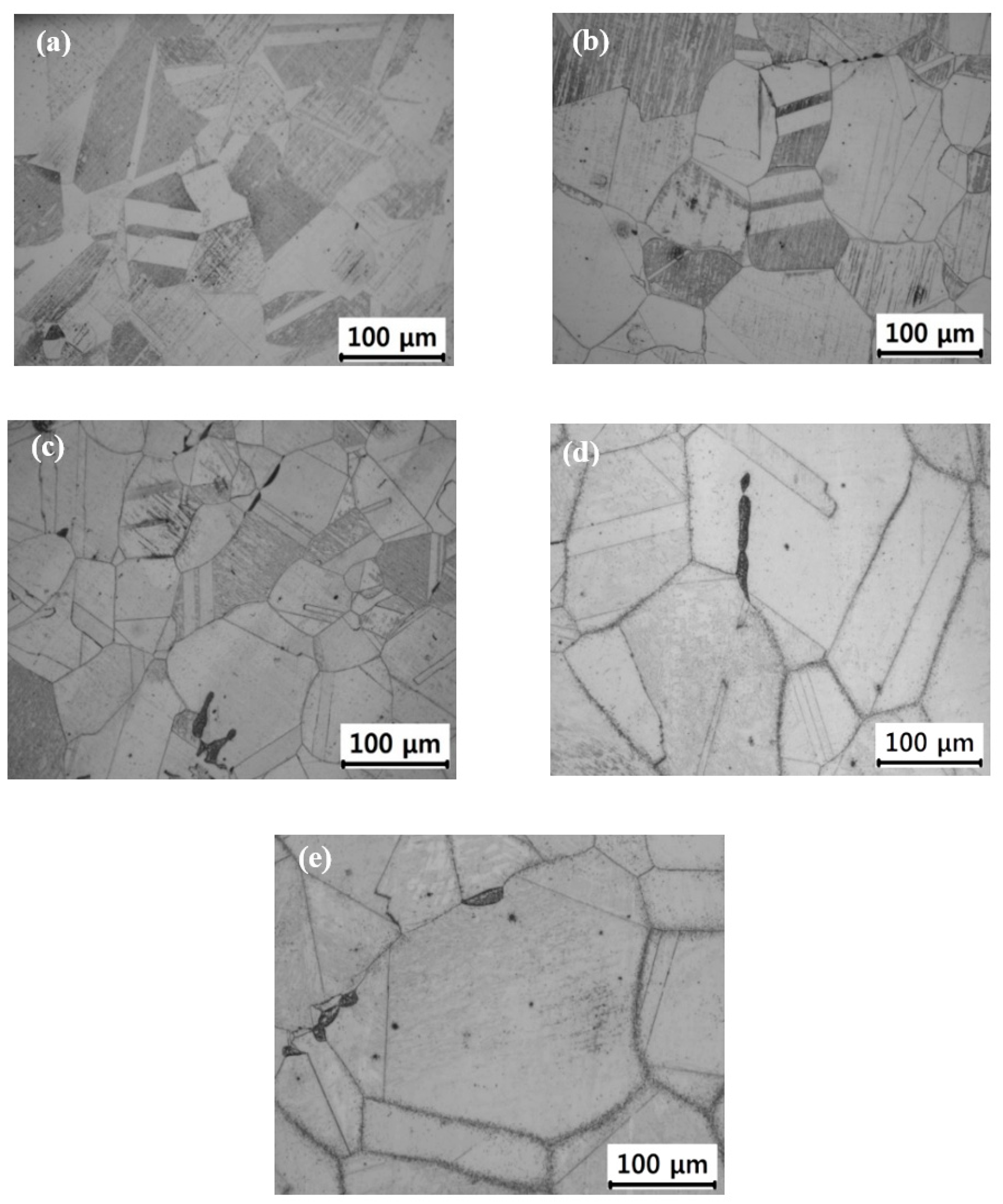
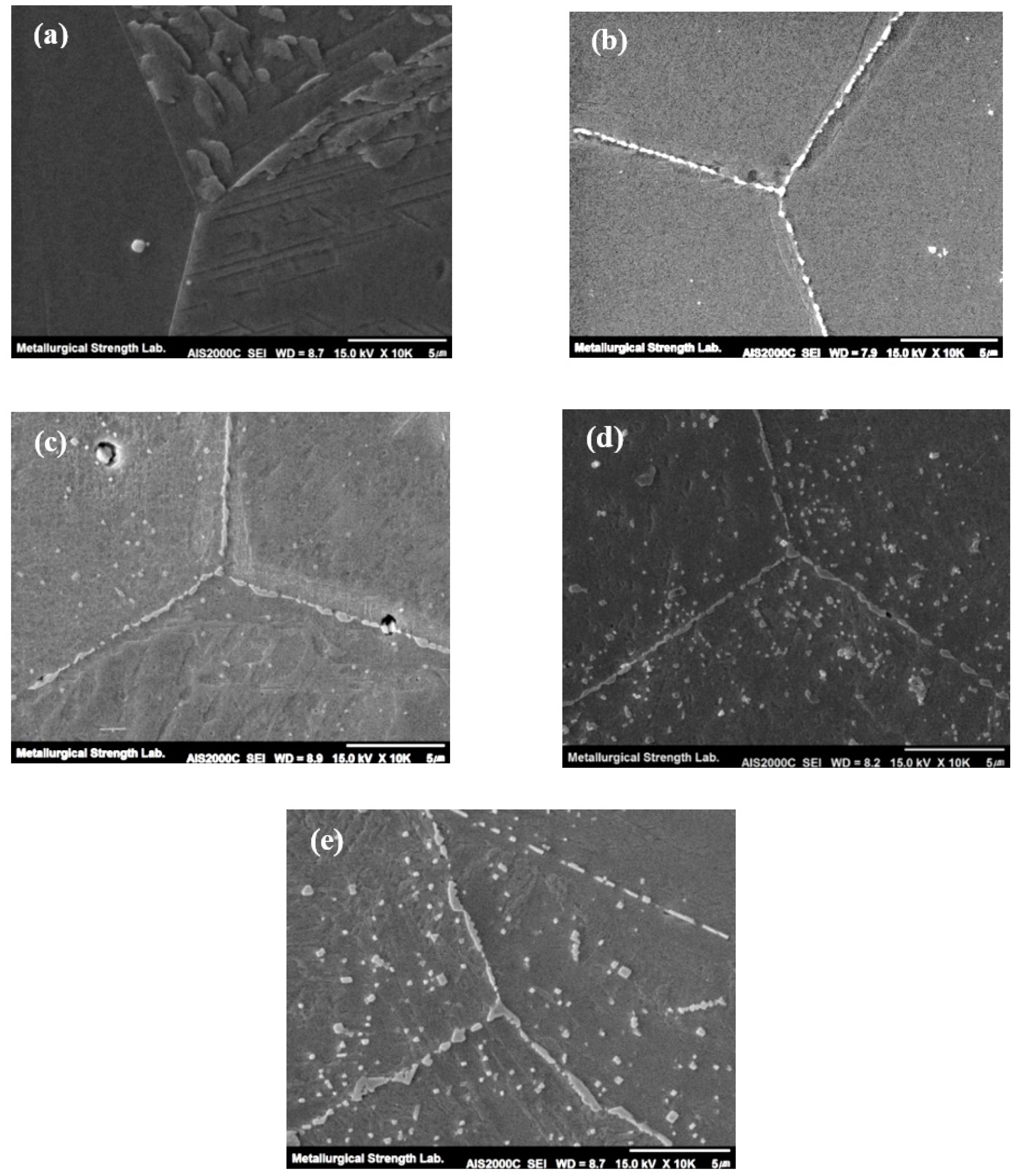
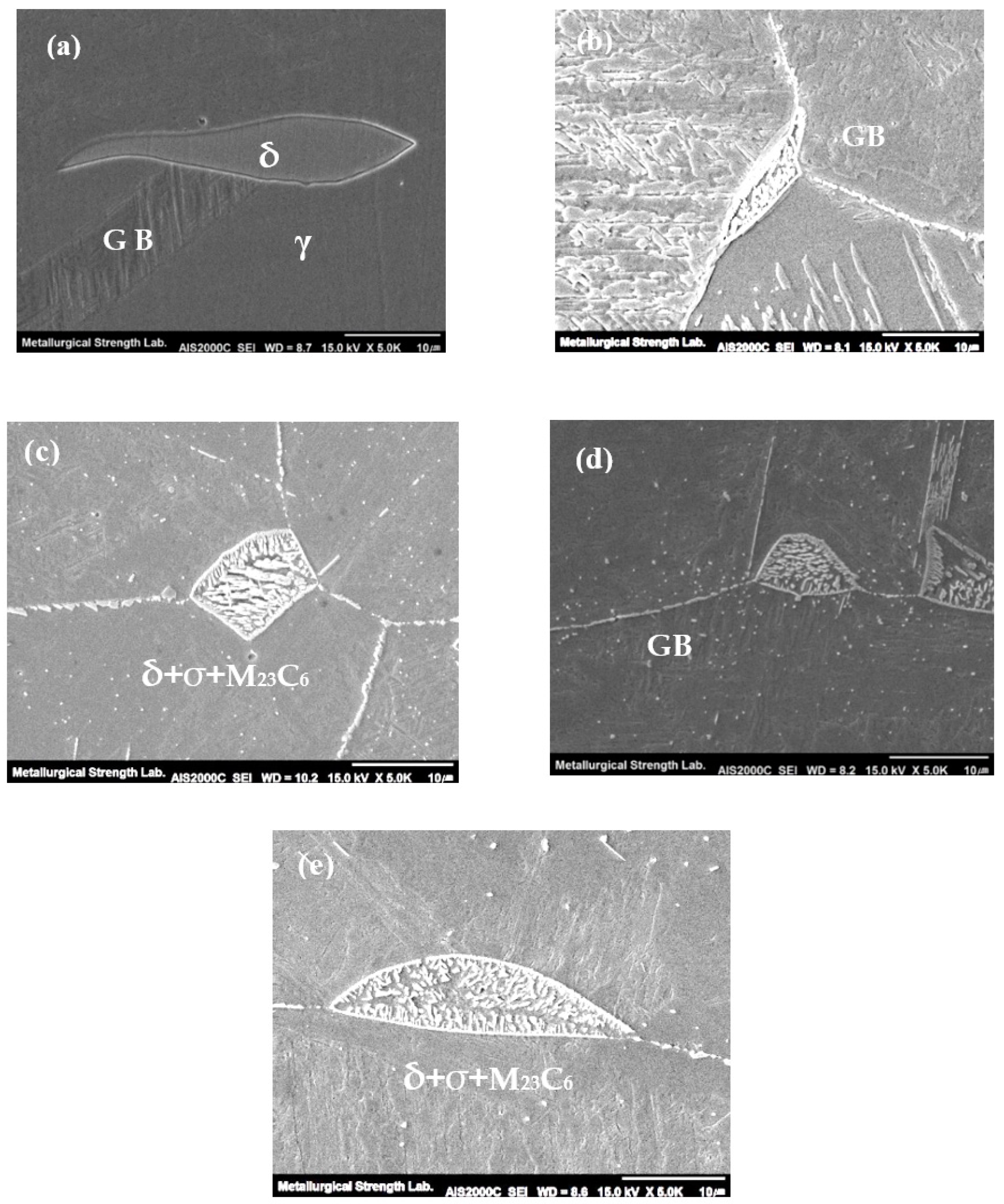
3.1. Microstructure Analysis
3.2. Corrosion Properties
4. Conclusions
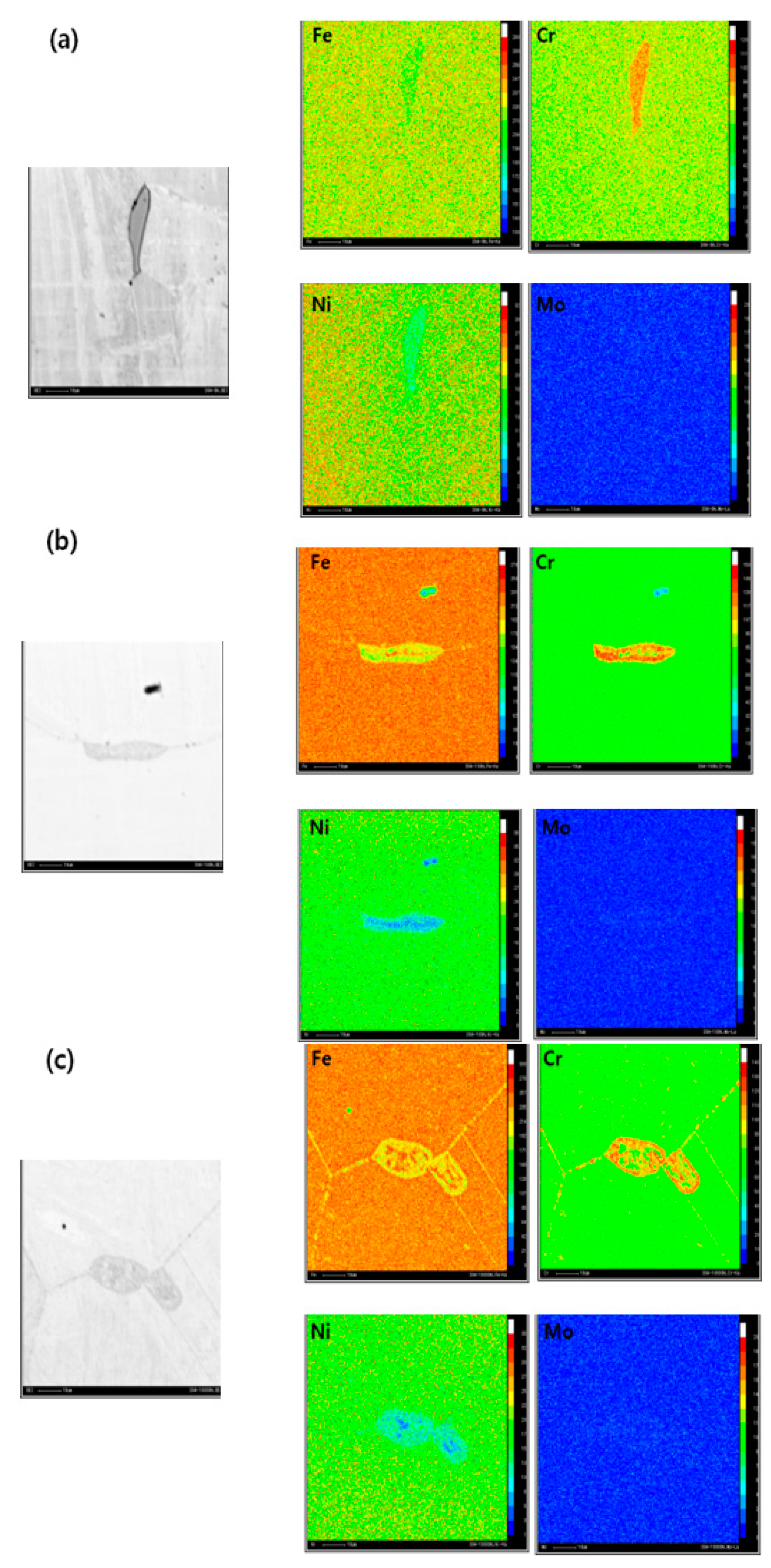
- As the aging progresses for a long time, the metastable intermetallic M23C6 carbides generated in the vicinity of γ/γ grain boundaries and coarsened with aging time. In addition to the grain boundary, the intermetallic phases also generated within the grain interior.
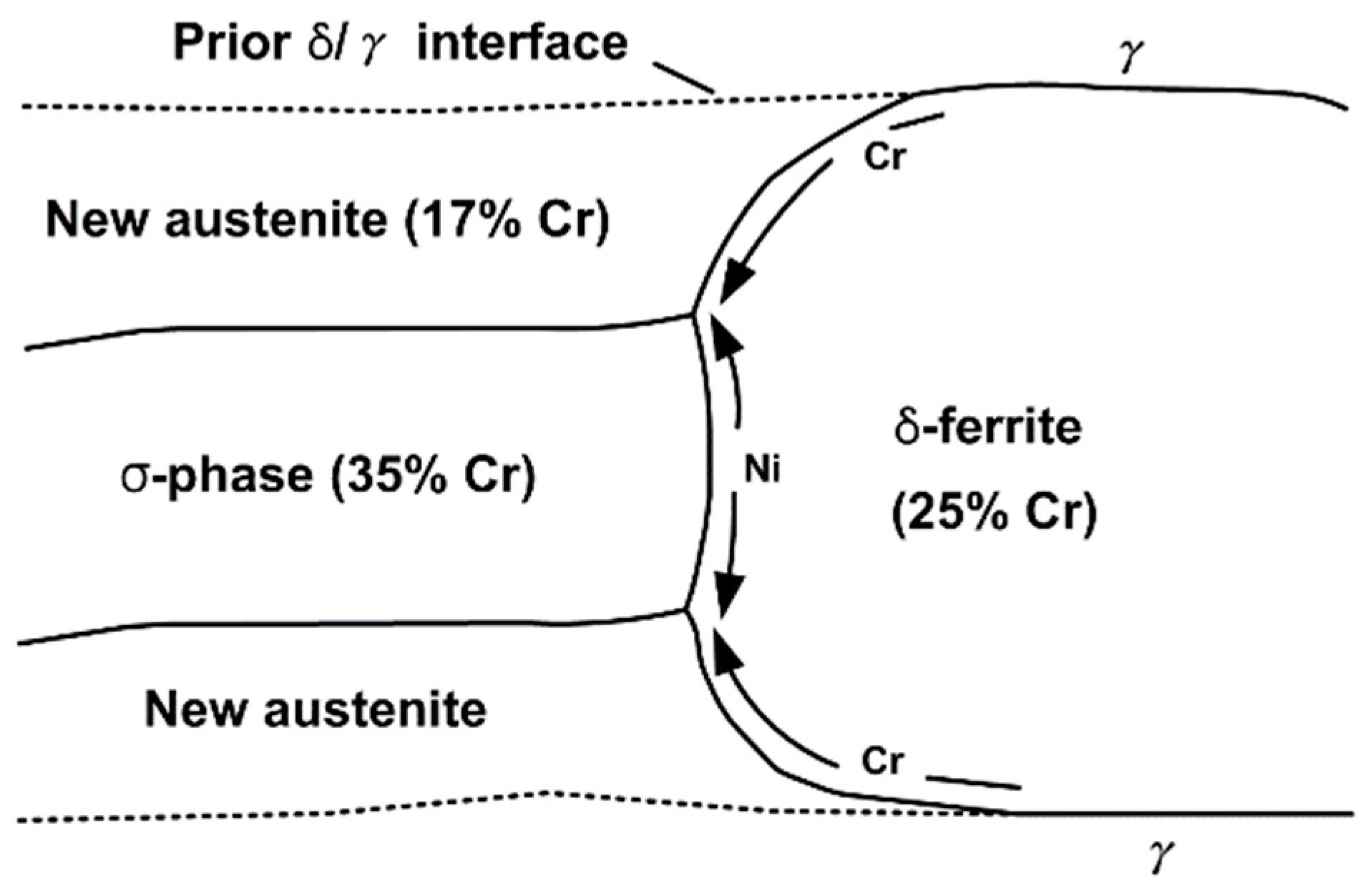
- The δ-ferrite decomposed into σ-phase, and M23C6 carbide with an aging time increase. This dissolution of δ-ferrite was mainly attributed to the excess Cr depletion in the δ-ferrite and γ/δ interface resulting from the Cr carbide precipitation.
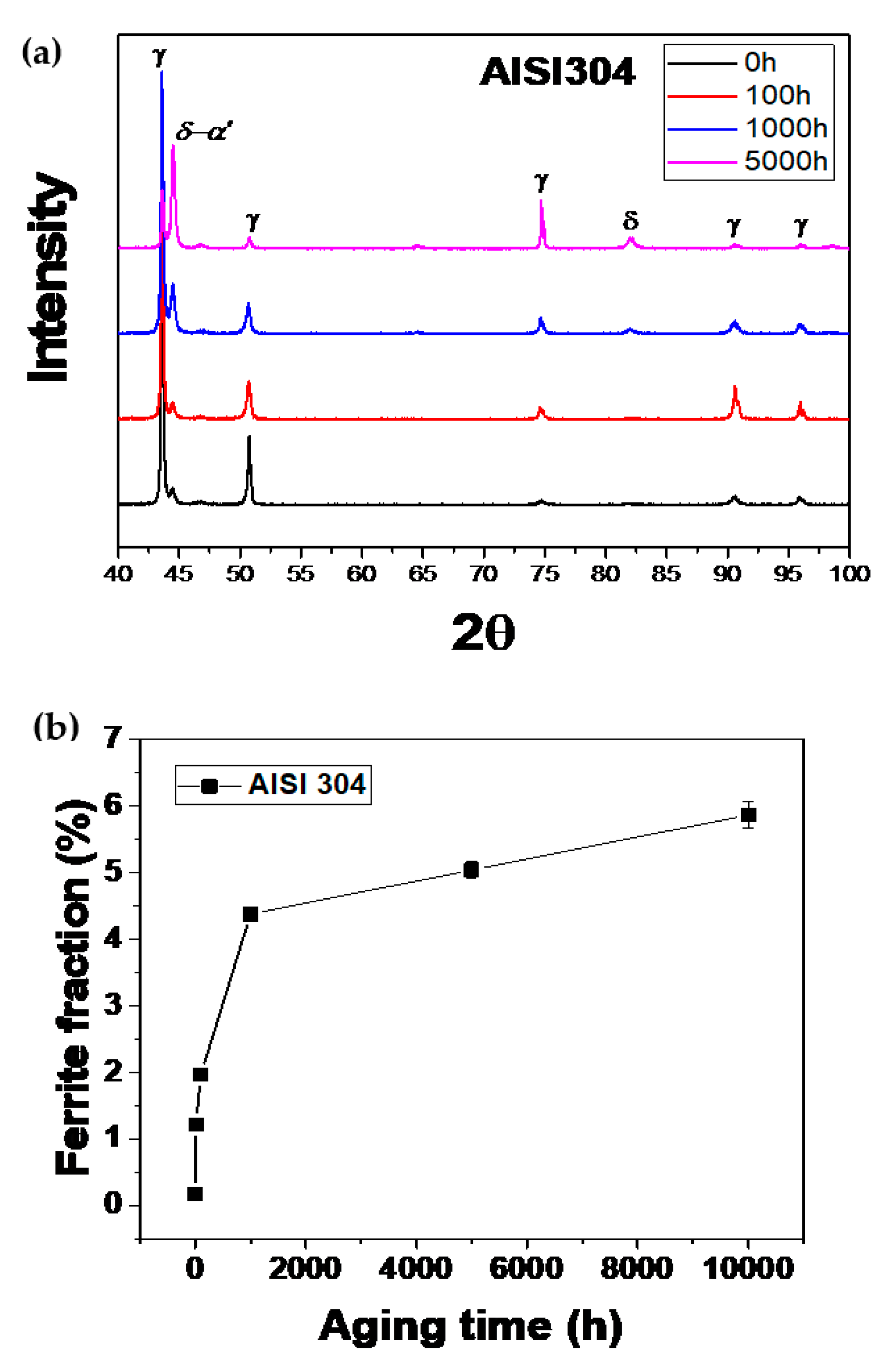
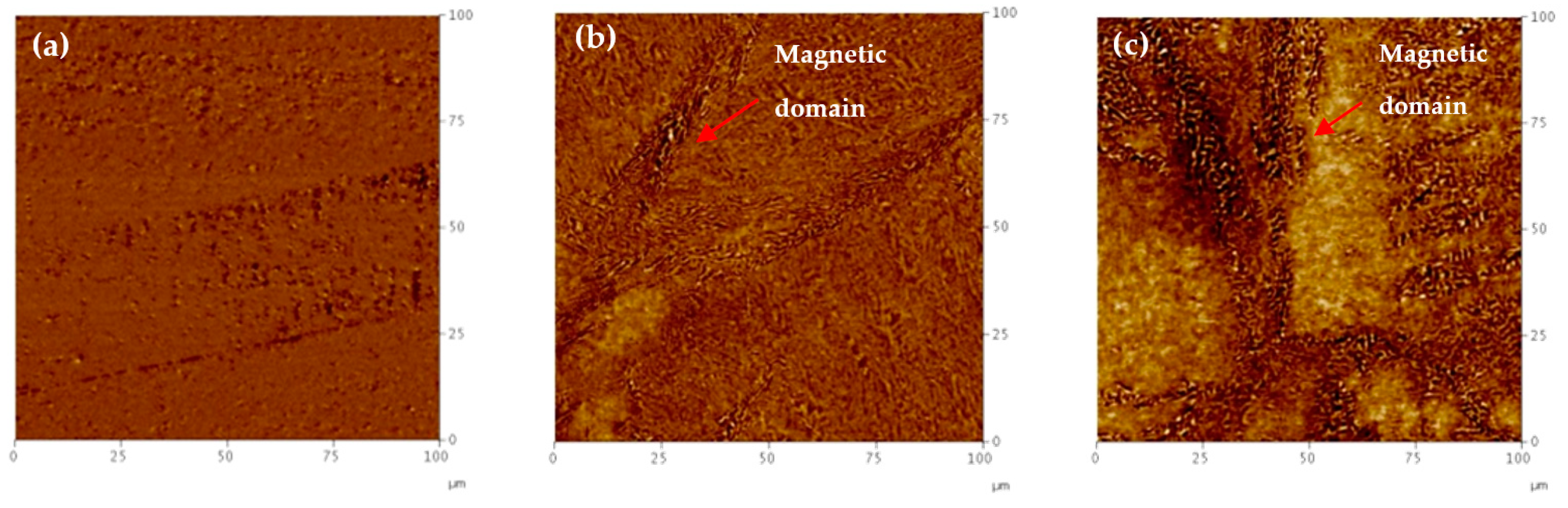
- The δ-ferrite phase can be decomposed into σ-phase and M23C6 carbide in austenitic stainless steels, but the X-ray diffraction analysis showed an increased ferrite peak. It may be due to chromium depletion due to prolonged degradation and sensitization-induced martensite near the grain boundaries.
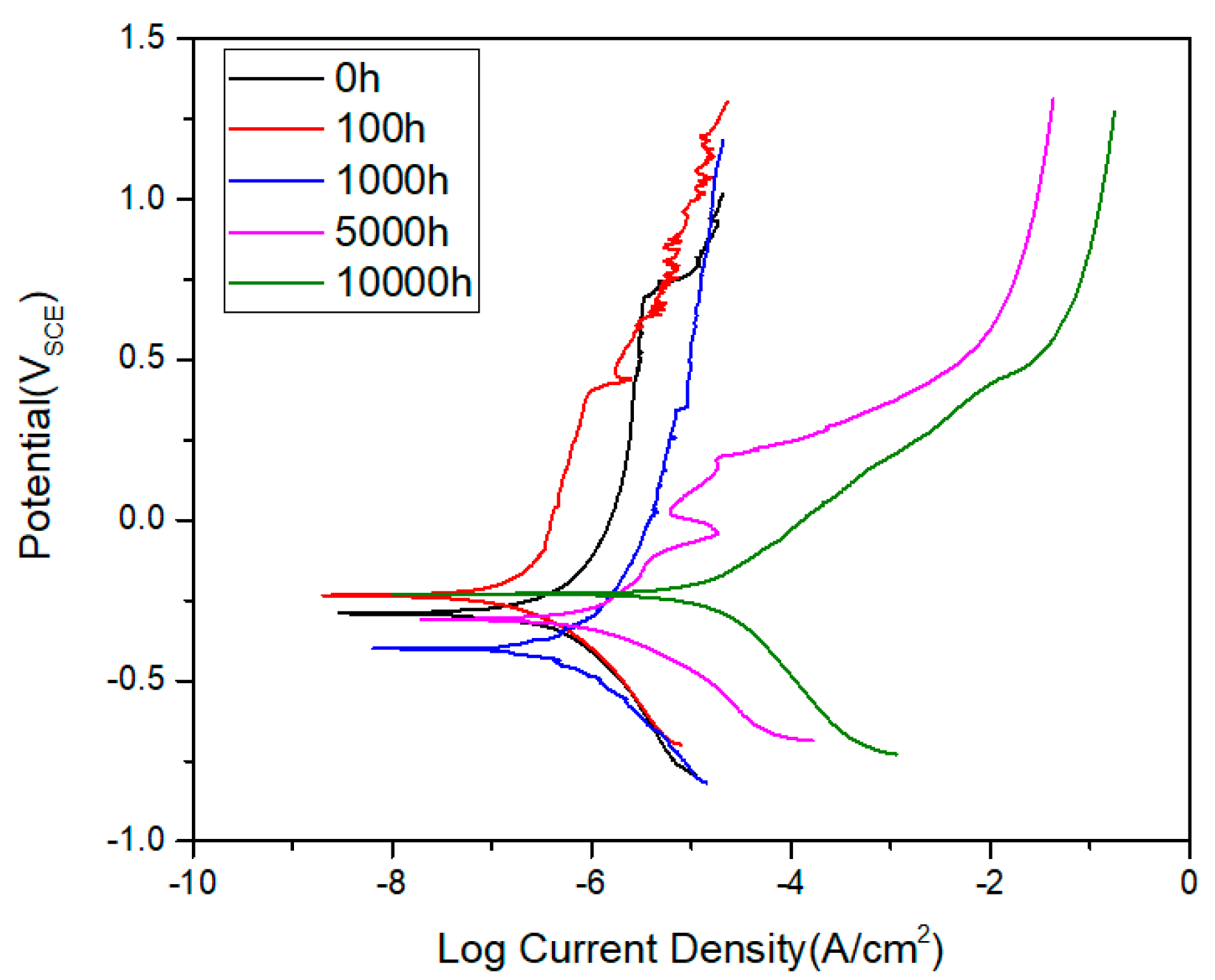
- As the aging time increased, the current density increased, but the corrosion potential of the austenitized specimen exhibited a minimum value of 0.04 μA/cm2 due to the not enough sensitization. Easier passivation was observed until 1000 h aging, and the highest pitting resistance was exhibited by the austenitized specimen due to the absence of carbides.
Author Contributions
Funding
Conflicts of Interest
References
- Stoter, L.P. Thermal ageing effects in AISI type 316 stainless steel. J. Mater. Sci. 1981, 16, 1039–1051. [Google Scholar] [CrossRef]
- Goyal, S.; Sandhya, R.; Valsan, M.; Bhanusankararao, K. The effect of thermal ageing on low cycle fatigue behaviour of 316 stainless steel welds. Int. J. Fatigue 2009, 31, 447–454. [Google Scholar] [CrossRef]
- Jayakumar, T.; Mathew, M.D.; Laha, K. High Temperature Materials for Nuclear Fast Fission and Fusion Reactors and Advanced Fossil Power Plants. Procedia Eng. 2013, 55, 259–270. [Google Scholar] [CrossRef]
- Takeuchi, T.; Kakubo, Y.; Matsukawa, Y.; Nozawa, Y.; Toyama, T.; Nagai, Y.; Nishiyama, Y.; Katsuyama, J.; Yamaguchi, Y.; Onizawa, K.; et al. Effects of thermal aging on microstructure and hardness of stainless steel weld-overlay claddings of nuclear reactor pressure vessels. J. Nucl. Mater. 2014, 452, 235–240. [Google Scholar] [CrossRef]
- Vach, M.; Kuníková, T.; Dománková, M.; Ševc, P.; Čaplovič, Ľ.; Gogola, P.; Janovec, J. Evolution of secondary phases in austenitic stainless steels during long-term exposures at 600, 650 and 800 °C. Mater. Charact. 2008, 59, 1792–1798. [Google Scholar] [CrossRef]
- Wright, I.S. Symposium on Coronary Heart Disease: The Use of Anticoagulants in Coronary Heart Disease Progress and Problems: 1960. Circulation 1960, 22, 608–618. [Google Scholar] [CrossRef] [PubMed]
- Tekin, A.; Martin, J.W.; Senior, B.A. Grain boundary sensitization and desensitization during the ageing of 316L(N) austenitic stainless steels. J. Mater. Sci. 1991, 26, 2458–2466. [Google Scholar] [CrossRef]
- Rhouma, A.B.; Amadou, T.; Sidhome, H.; Braham, C. Correlation between microstructure and intergranular corrosion behavior of low delta-ferrite content AISI 316L aged in the range 550–700 °C. J. Alloys Compd. 2017, 708, 871–886. [Google Scholar] [CrossRef]
- Dippenaar, R.J.; Phelan, D.J. Delta-ferrite recovery structures in low-carbon steels. Metall. Mater. Trans. B 2003, 34, 495–501. [Google Scholar] [CrossRef]
- Gigovic-Gekic, A.; Oruc, M.; Muhamedagic, S. Effect of the delta-ferrite content on the tensile properties in Nitronic 60 steel at room temperature and 750 °C. Mater. Tehnol. 2012, 46, 519–523. [Google Scholar]
- Lo, K.H.; Zeng, D.; Kwok, C.T. Effects of sensitisation-induced martensitic transformation on the tensile behaviour of 304 austenitic stainless steel. Mater. Sci. Eng. A 2011, 528, 1003–1007. [Google Scholar] [CrossRef]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H.; Okamoto, K.; Hirano, S.; Inagaki, M. Corrosion resistance of friction stir welded 304 stainless steel. Scr. Mater. 2004, 51, 101–105. [Google Scholar] [CrossRef]
- Song, R.; Xiang, J.; Hou, D. Characteristics of Mechanical Properties and Microstructure for 316L Austenitic Stainless Steel. J. Iron Steel Res. Int. 2011, 18, 53–59. [Google Scholar] [CrossRef]
- Takaya, S.; Suzuki, T.; Matsumoto, Y.; Demachi, K.; Uesaka, M. Estimation of stress corrosion cracking sensitivity of type 304 stainless steel by magnetic force microscope. J. Nucl. Mater. 2004, 327, 19–26. [Google Scholar] [CrossRef]
- Zhang, X.G. Corrosion Potential and Corrosion Current. In Corrosion and Electrochemistry of Zinc; Springer: Boston, MA, USA, 1996; pp. 125–156. [Google Scholar]
- Zhang, G.A.; Cheng, Y.F. Micro-electrochemical characterization and Mott–Schottky analysis of corrosion of welded X70 pipeline steel in carbonate/bicarbonate solution. Electrochim. Acta 2009, 55, 316–324. [Google Scholar] [CrossRef]
- Li, B.; Huan, Y.; Zhang, W. Passivation and Corrosion Behavior of P355 Carbon Steel in Simulated Concrete Pore Solution at pH 12.5 to 14. Int. J. Electrochem. Sci. 2017, 12, 10402–10420. [Google Scholar] [CrossRef]
- Warren, A.D.; Griffiths, I.J.; Flewitt, P.E.J. Precipitation within localised chromium-enriched regions in a Type 316H austenitic stainless steel. J. Mater. Sci. 2018, 53, 6183–6197. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Mo | Ni | Cr | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.038 | 0.62 | 1.48 | 0.014 | 0.025 | 0.40 | 8.68 | 18.27 | 0.60 | Bal |
| Aging Time | Icorr [μA/cm2] | Ecorr [mV] |
|---|---|---|
| 0 h | 0.04 | −293 |
| 100 h | 0.04 | −238 |
| 1000 h | 0.09 | −405 |
| 5000 h | 0.473 | −308 |
| 10,000 h | 5.832 | −231 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huh, C.; An, S.; Kim, M.; Kim, C. Effect of Corrosion Characteristics on Long-Term Aging of Austenitic 304 Steel. Appl. Sci. 2019, 9, 5557. https://doi.org/10.3390/app9245557
Huh C, An S, Kim M, Kim C. Effect of Corrosion Characteristics on Long-Term Aging of Austenitic 304 Steel. Applied Sciences. 2019; 9(24):5557. https://doi.org/10.3390/app9245557
Chicago/Turabian StyleHuh, Chaeeul, Seongbin An, Minsuk Kim, and Chungseok Kim. 2019. "Effect of Corrosion Characteristics on Long-Term Aging of Austenitic 304 Steel" Applied Sciences 9, no. 24: 5557. https://doi.org/10.3390/app9245557
APA StyleHuh, C., An, S., Kim, M., & Kim, C. (2019). Effect of Corrosion Characteristics on Long-Term Aging of Austenitic 304 Steel. Applied Sciences, 9(24), 5557. https://doi.org/10.3390/app9245557