Failure Analysis on a Collapsed Flat Cover of an Adjustable Ballast Tank Used in Deep-Sea Submersibles




Abstract
1. Introduction
2. Description of the Material and Structure
2.1. Chemical Composition and Material Properties
2.2. Design and Geometry of the Flat Cover
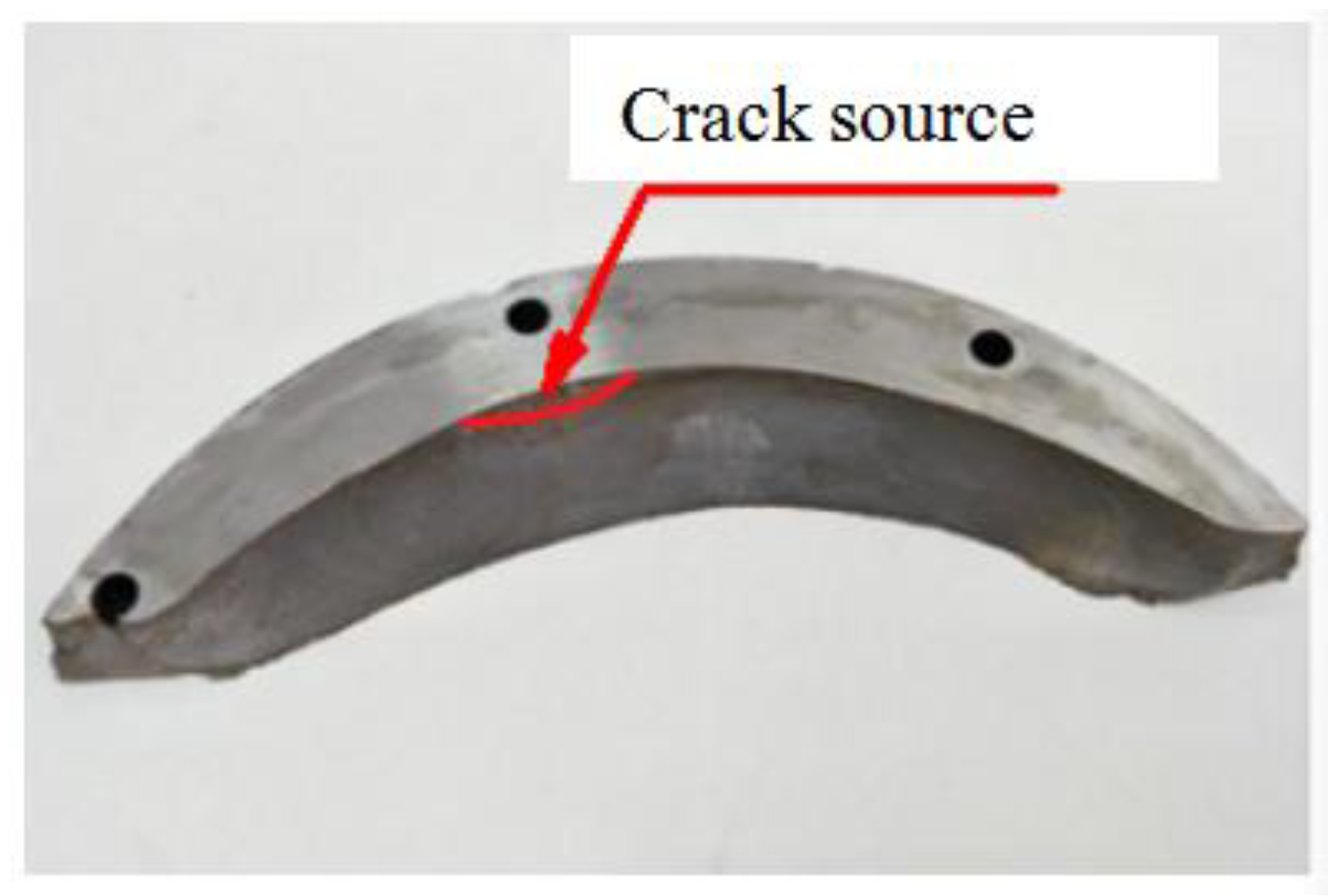
2.3. Failure of the Flat Cover During Testing
3. Fracture Examination of the Flat Cover
3.1. Re-Examination of Tensile Properties
3.2. Re-Examination of Impact Properties
3.3. Re-Examination of Hardness
3.4. Non-Metallic Inclusions Observation
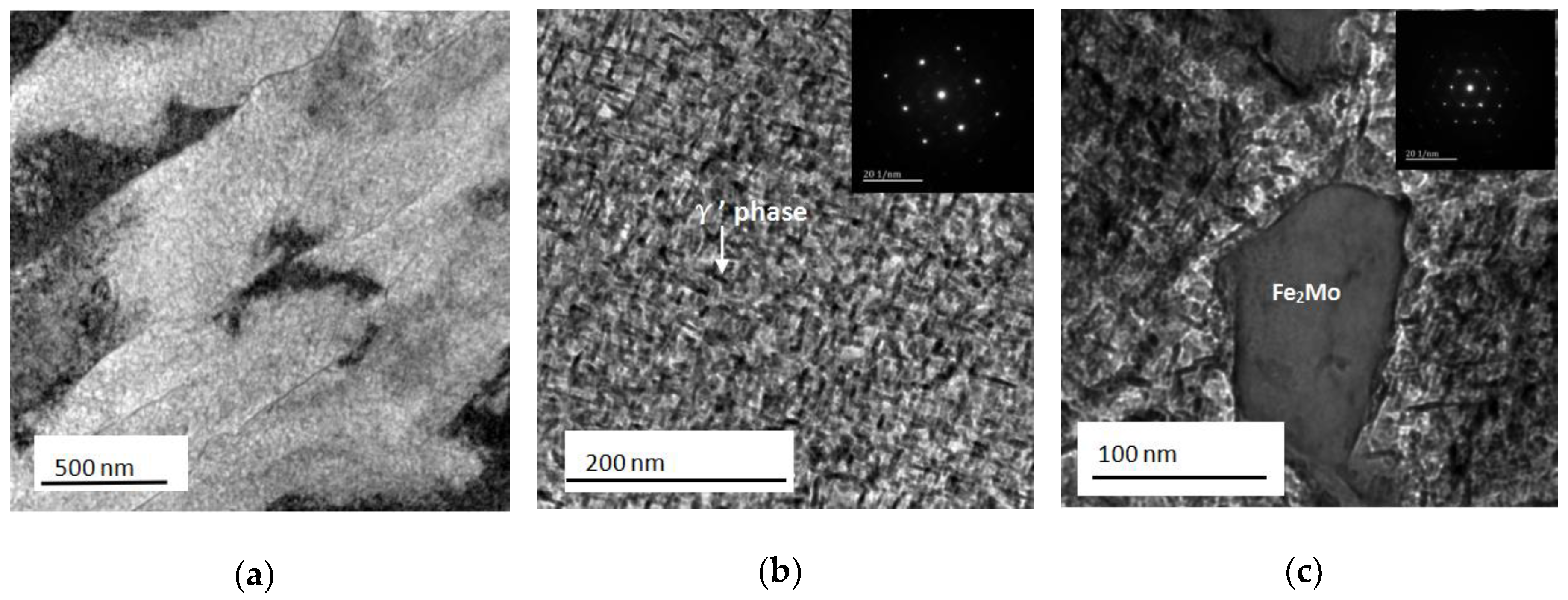
3.5. Microstructure Observation
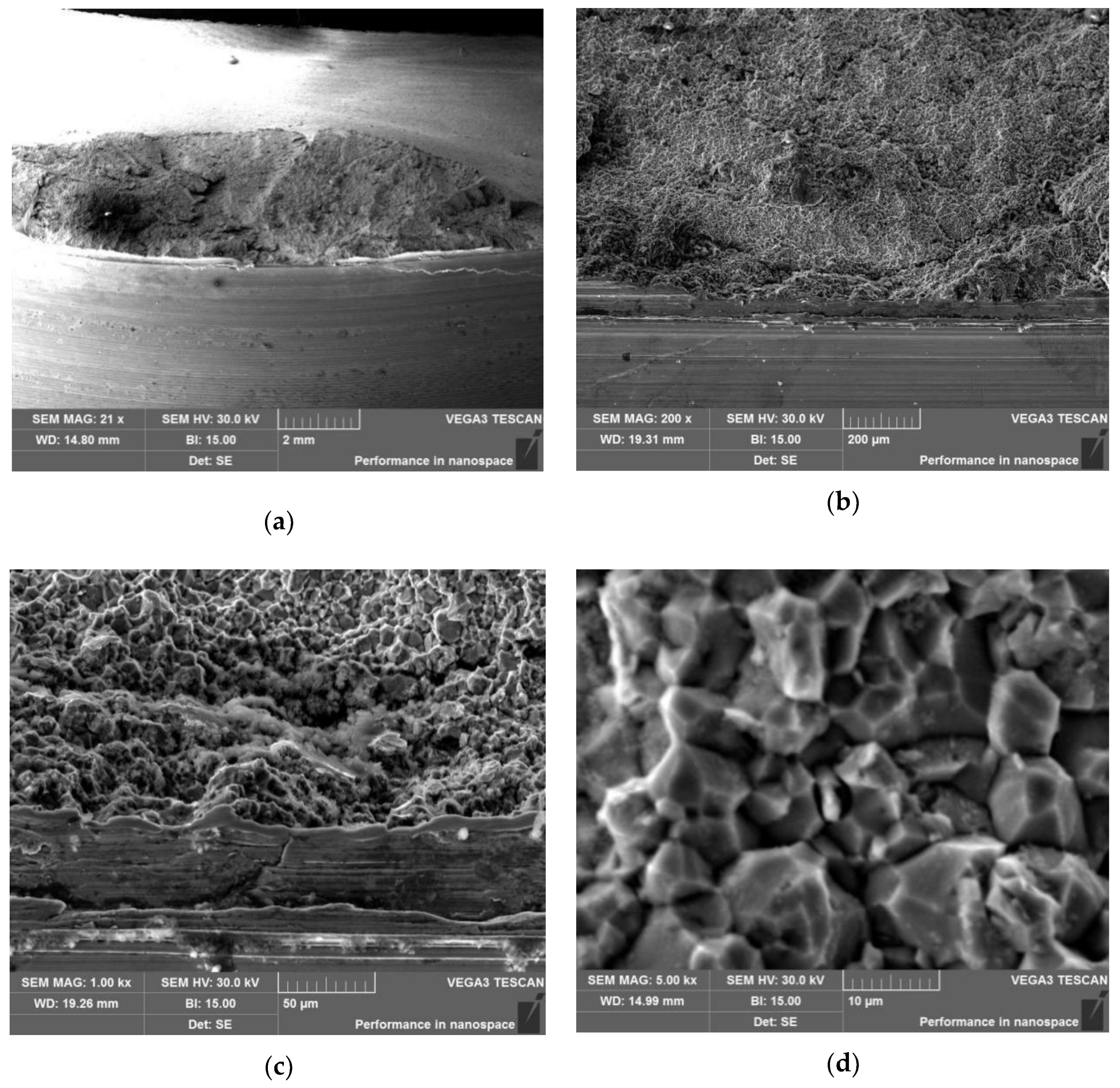
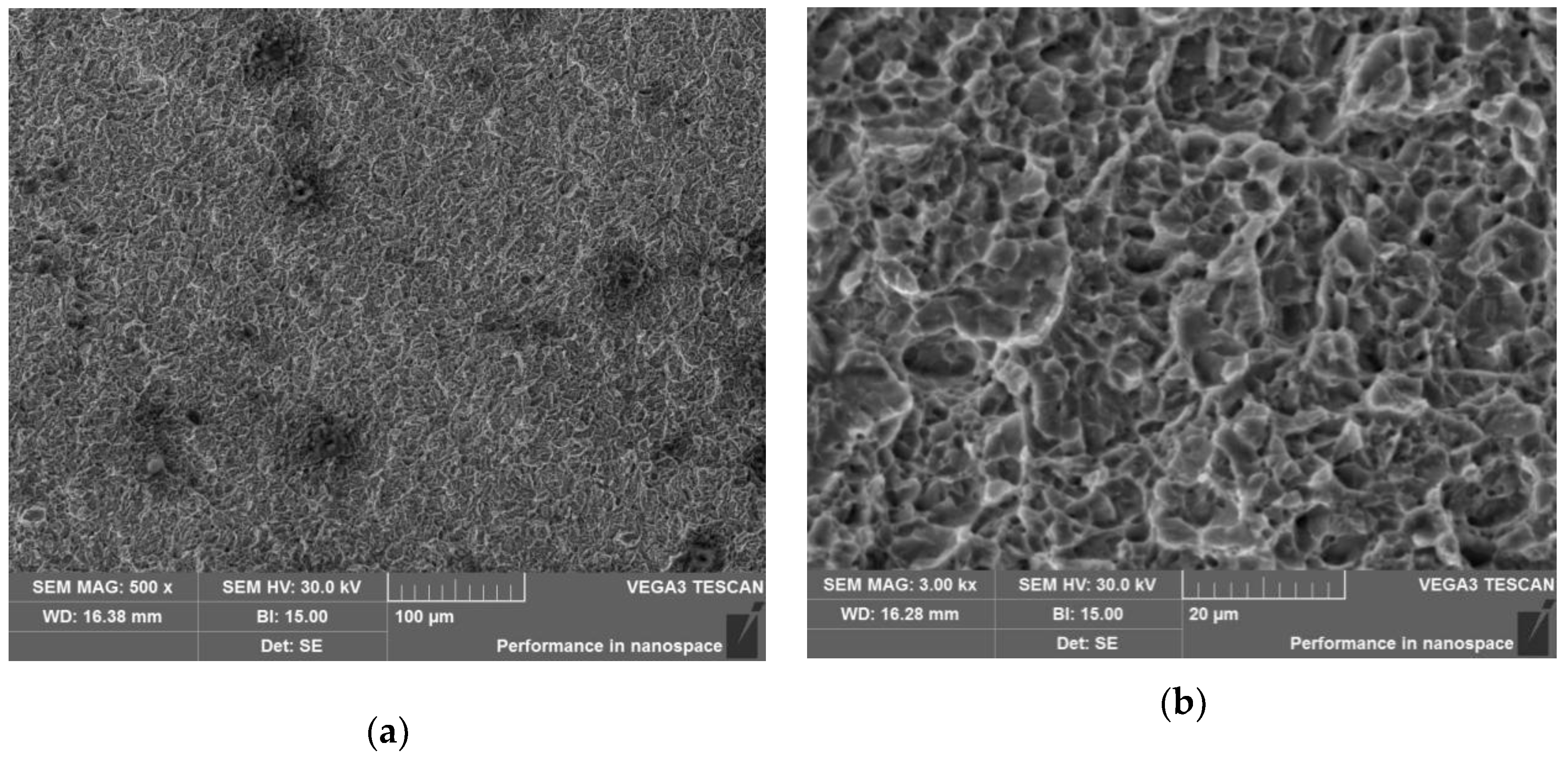
3.6. Fracture Surface Observation
4. Finite Element Analysis
4.1. Fracture Toughness of the Material
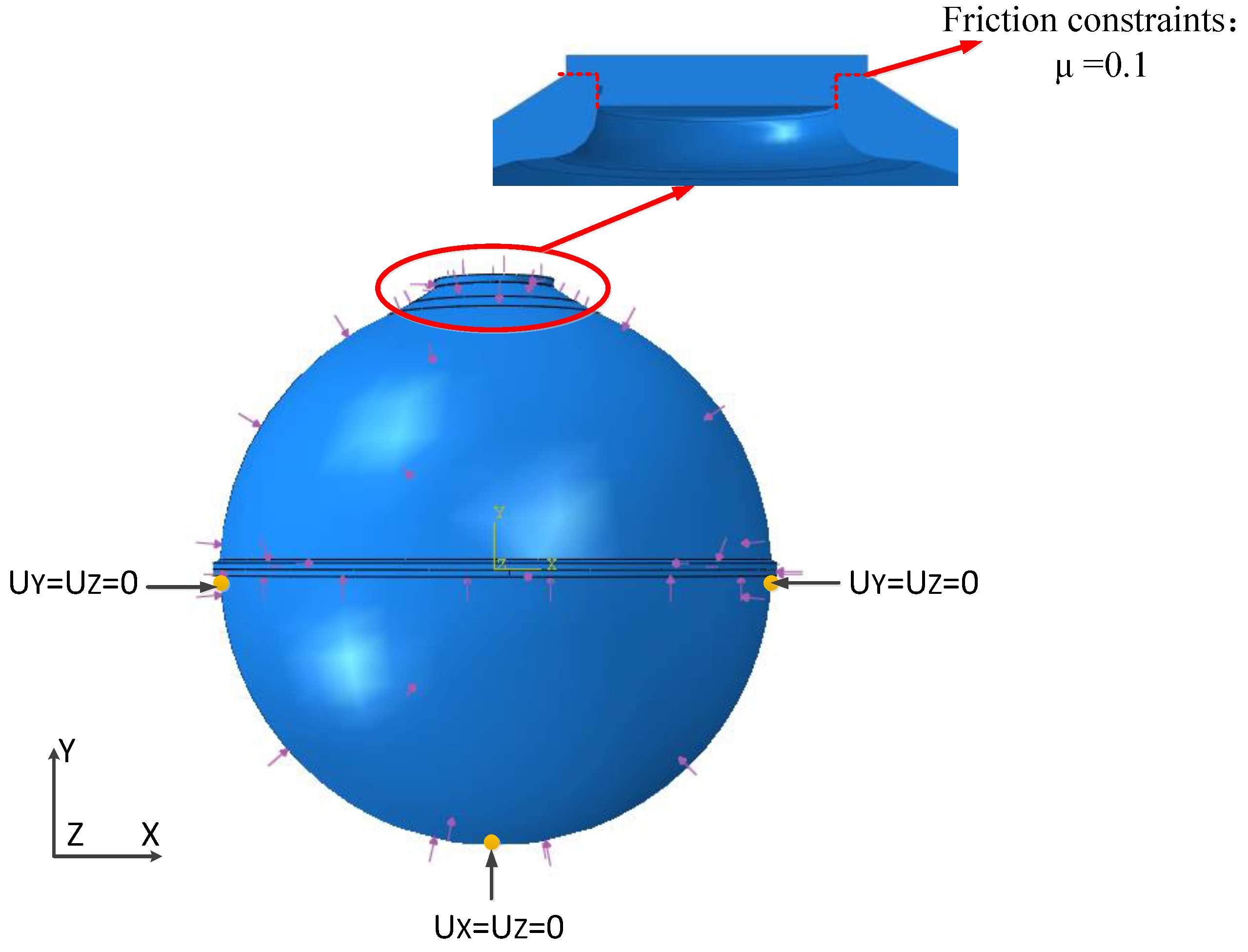
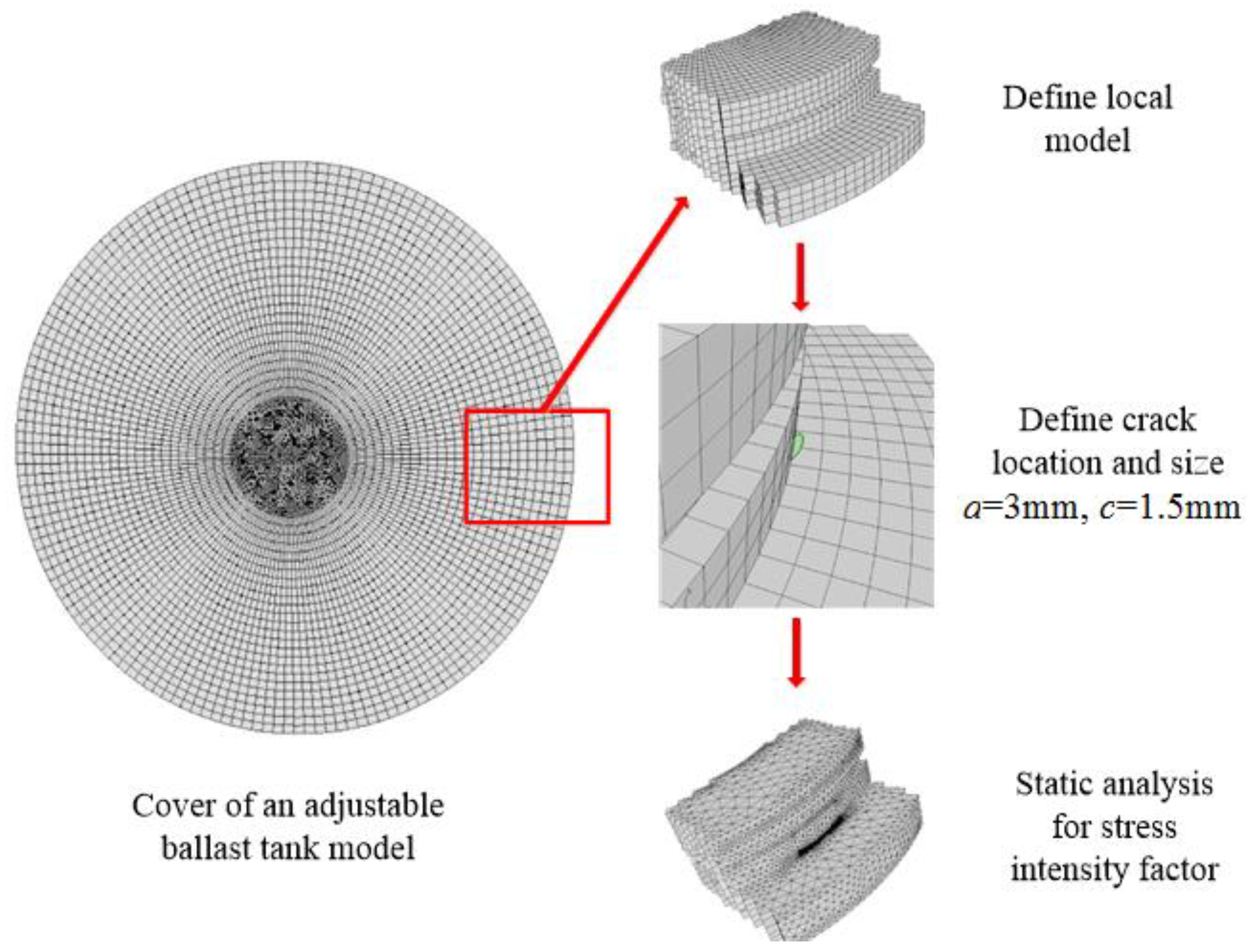
4.2. Finite Element Analysis
5. Summary and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Nanba, N.; Morihana, H.; Nakamura, E.; Watanabe, N. Development of Deep Sub-mergence Research Vehicle “Shinkai 6500”. Tech. Rev. 1990, 27, 157–168. [Google Scholar]
- Walden, B.B.; Brown, R.S. A replacement for the Alvin submersible. Mar. Technol. Soc. J. 2004, 38, 85–91. [Google Scholar] [CrossRef]
- Liu, Y.S.; Wu, D.F.; Li, D.L.; Zhao, X.F. Seawater hydraulic buoyancy adjusting system for large-depth submersible. Chin. Hydraul. Pneum. 2014, 10, 1–10. [Google Scholar]
- Qiu, Z.L. Design and research on a variable ballast system for deep-sea manned submersibles. J. Mar. Sci. Appl. 2008, 7, 255–260. [Google Scholar] [CrossRef]
- Tangirala, S.; Dzielski, J. A variable buoyancy control system for a large AUV. IEEE J. Ocean. Eng. 2007, 32, 762–771. [Google Scholar] [CrossRef]
- Jame, J.G.; Lisa, L.L. Submersible pressure hull design parametrics. SNAME Trans. 1991, 99, 119–146. [Google Scholar]
- Ross, C.T.F. A conceptual design of an underwater vehicle. Ocean Eng. 2006, 33, 2087–2104. [Google Scholar] [CrossRef]
- Qu, W.X. Structure Design and Analysis of Pressure Hull in Manned Submersible. Ph.D. Thesis, Harbin Engineering University, Harbin, China, 2013. [Google Scholar]
- Wang, F.; Hu, Y.; Cui, W.C. Preliminary evaluation of maraging steels on its application to full ocean depth manned cabin. J. Ship Mech. 2016, 20, 1557–1572. [Google Scholar]
- 18 Percent Nickel Maraging Steels-Engineering Properties, Distributed by the Nickel Development Institute, Courtesy to Inco Europe Limited; NiDI Publication: Groningen, The Netherlands, 1976; No.4419.
- Sagalevitch, A.M. From the Bathyscaph Trieste to the Submersibles Mir. Mar. Technol. Soc. J. 2009, 43, 79–86. [Google Scholar] [CrossRef]
- Fan, S.J.; Dai, T. Properties and applications of 18Ni grade maraging steels. Foreign Met. Heat Treat. 1995, 3, 41–47. [Google Scholar]
- Gangloff, R.P. Hydrogen assisted cracking of high strength alloys. In Comprehensive Structural Integrity Vol. 6; Milne, I., Ritchie, R.O., Karihaloo, B., Eds.; Elsevier Science: New York, NY, USA, 2003. [Google Scholar]
- He, Y.; Liu, K.; Yang, K. Effect of solution temperature on fracture toughness and microstructure of ultra-purified 18ni(350) maraging steel. Acta Met. Sin. 2003, 39, 381–386. [Google Scholar]
- ISO 16528-1-2007. Boilers and Pressure Vessels—Part 1: Performance Requirements; ISO: Geneva, Switzerland, 2007.
- ISO 6892-1-2016. Metallic Materials-Tensile Testing—Part 1: Method of Test at Room Temperature; ISO: Geneva, Switzerland, 2016.
- ISO 14556-2000. Steel-Charpy V-notch Pendulum Impact Test-Instrumented Test Method; ISO: Geneva, Switzerland, 2000.
- ISO4967-1998. Steel-determination of Content of Nonmetallic Inclusions-micrographic Method Using Standards Diagrams; ISO: Geneva, Switzerland, 1998.
- GB/T 6394-2017. Determination of Estimating the Average Grain Size of Metal; China National Standards: Beijing, China, 2017.
- Mu, B. Effect of Trace Elements on the Mechanical Properties and Microstructure of 18 wt.%Nickel Maraging Steel. Master’s Thesis, Jiangsu University of Science and Technology, Zhenjiang, China, 2011. [Google Scholar]
- Farahmand, B.; Nikbin, K. Predicting fracture and fatigue crack growth properties using tensile properties. Eng. Fract. Mech. 2008, 75, 2144–2155. [Google Scholar] [CrossRef]
- China Classification Society (CCS). Rules for the Classification and Construction of Diving Systems and Submersibles; China Classification Society: Beijing, China, 2013. [Google Scholar]
- Marcisz, J.; Adamczyk, M.; Garbarz, B. Optimisation of Mechanical Properties of 18%Ni350 Grade Maraging Steel Using Novel Heat Treatment. Arch. Metall. Mater. 2017, 62, 73–84. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Co | Mo | Ti | Al | C | Si | Mn | P | S |
|---|---|---|---|---|---|---|---|---|---|
| 18.80 | 11.72 | 4.41 | 1.32 | 0.125 | 0.006 | 0.02 | 0.01 | 0.004 | 0.002 |
| σy, (MPa) | σb, (MPa) | A, (%) | Z, (%) | E, (MPa) | υ | KV at 20 °C, (J) |
|---|---|---|---|---|---|---|
| 2258 | 2324 | 5.4 | 31.0 | 188 | 0.3 | 13.5 |
| Specimen | σy (MPa) | σb (MPa) | A (%) | Z (%) | E (MPa) | υ |
|---|---|---|---|---|---|---|
| L1 | 2341 | 2421 | 6.4 | 47 | 186 | 0.300 |
| L2 | 2355 | 2423 | 6.6 | 42 | 188 | 0.310 |
| Average | 2348 | 2423 | 6.5 | 45 | 187 | 0.305 |
| Test Point | 1 | 2 | 3 | Average |
|---|---|---|---|---|
| KV, J | 12 | 16 | 14 | 14 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, F.; Wu, M.; Tian, G.; Jiang, Z.; Zhang, S.; Zhang, J.; Cui, W. Failure Analysis on a Collapsed Flat Cover of an Adjustable Ballast Tank Used in Deep-Sea Submersibles. Appl. Sci. 2019, 9, 5258. https://doi.org/10.3390/app9235258
Wang F, Wu M, Tian G, Jiang Z, Zhang S, Zhang J, Cui W. Failure Analysis on a Collapsed Flat Cover of an Adjustable Ballast Tank Used in Deep-Sea Submersibles. Applied Sciences. 2019; 9(23):5258. https://doi.org/10.3390/app9235258
Chicago/Turabian StyleWang, Fang, Mian Wu, Genqi Tian, Zhe Jiang, Shun Zhang, Jian Zhang, and Weicheng Cui. 2019. "Failure Analysis on a Collapsed Flat Cover of an Adjustable Ballast Tank Used in Deep-Sea Submersibles" Applied Sciences 9, no. 23: 5258. https://doi.org/10.3390/app9235258
APA StyleWang, F., Wu, M., Tian, G., Jiang, Z., Zhang, S., Zhang, J., & Cui, W. (2019). Failure Analysis on a Collapsed Flat Cover of an Adjustable Ballast Tank Used in Deep-Sea Submersibles. Applied Sciences, 9(23), 5258. https://doi.org/10.3390/app9235258