1. Introduction
Self-generated vibration in the machining process degrades the quality of the finished product and should be given due consideration as it is an important factor associated with manufacturing industries [
1]. The self-induced vibration termed as chatter is an important phenomenon which effects the machining process resulting in dimensional inaccuracy and minimization in the removal rate of the material (MRR). The chatter phenomenon also results in low quality finish with significant tool wear [
2]. The chatter in the milling process generates a significant amount of vibration which incurs an improper finish due to the change in surface roughness resulting in less production and high delivery time [
3].
Machining chatter can be mitigated by utilizing three different techniques. The first option is the utilization of stability lobe diagram (SLD) where the parameters of the machine are choose from outside the stability lobes thus compensating the chattering phenomenon [
4]. The second option is to tweak the regenerative effect with the approach of machine parameter change in a continuous manner. The main methodology associated with the second option is spindle speed variation (SSV) [
5]. The third option is the alteration of machine tool dynamics for expanding the chatter boundary by implementing active or passive strategies. The most common type of passive devices used for vibration mitigation of the machining process are tuned mass damper (TMD) and dynamic vibration absorber (DVA) [
6]. Yang et al. [
7] have depicted an innovative concept for the mitigation of chatter in the milling process by making use of TMD. The main positive aspect of passive devices is it is very much flexible with easy instillation, also it is of low cost and does not make the system unstable. However, the main constraint encountered by passive devices is the necessity to tune it accurately at particular frequencies for superior vibration mitigation. So it is not always advantageous to use passive devices due to minimal robustness while handling changing machining conditions. The active control system is a combination of suitable controllers, efficient sensors and dampers which, when implemented, improves the performance of machining with less vibration in the machine tool [
8]. The technique of active damper control by implementing the methodology of direct feedback velocity is depicted in the works of Ganguli et al. [
9]. The innovative mechanism of active damper for the mitigation of chatter which is justified experimentally has been investigated by Harms et al. [
10]. An effective mechanism is proposed in [
11] involving an electrostrictive approach in combination with an active damper. The control law was established by using the technique of linear quadratic Gaussian (LQG) which proved to be efficient in terms of robustness and productivity. A concept involving a predictive model for active control of chatter vibration with input constraints is suggested in the work of Zhang et al. [
12]. Chen et al. [
13] developed an adaptive algorithm on the basis of Fourier series for active control of chatter. Weremczuk et al. [
14] proposed an algorithm to control milling chatter using an active approach and harmonic excitation methodology. Alharbi et al. [
15] implemented the concept of PID controller for chatter mitigation in the milling process.
Cutting forces associated with the machining process involve nonlinearities [
16]. The presence of nonlinearities in a cutting force model is an important aspect and should be analyzed thoroughly [
17,
18,
19]. Exhaustive research unveils that nonlinear modeling is an area of great interest and should be given importance. Moradi et al. [
20] demonstrated that the cutting forces are a combination of square as well as cubic polynomial terms which are nonlinear in nature.
In situations where the model of the milling procedure is unknown, fuzzy logic comes in very handy and effective. Fuzzy logic has earned great research reputation due to its capacity to do nonlinear mapping thus maintaining robustness and simplicity. Liang et al. [
21] proposed an innovative technique to control chatter in end milling by utilizing the concept of fuzzy logic system. Stability analysis along with uncertainty compensation of the milling process was carried out efficiently by Sims et al. [
22]. An effective LMI approach was utilized for the development of static output feedback controller for nonlinear systems described by a continuous-time T-S model [
23]. An output PDC (OPDC) controller is proposed and the quadratic Lyapunov technique is implemented to extract the asymptotic stability of the OPDC controller. A type-2 fuzzy logic system performs significantly better than type-1 fuzzy logic system due to its possession of additional DOF which is known as a footprint of uncertainty [
24,
25]. The concept and methodical approach associated with type-2 fuzzy was demonstrated in the work of Liang and Mendel [
26]. The most effective way to handle uncertainities is the implementation of type-2 fuzzy logic because it performs better than type-1 fuzzy logic [
27]. Hassani et al. [
28] utilized an immeasurable premise variable for detecting the faults in T-S fuzzy systems. In order to tackle the uncertainties in a suitable manner, interval type-2 fuzzy sets were introduced. Moreover, a comparison between robust unknown input fault detection observers (UIFDO) and an existent reference is carried out to validate that the interval type-2 T-S fuzzy model is superior to type-1. In the work of Paul et al. [
29], it is demonstrated that the type-2 fuzzy PD/PID controller performed better than the classical fuzzy PD/PID controller in the control of vibration of the structure. An innovative concept involving type-1 and type-2 fuzzy logic systems are proposed for pitch angle controlled wind energy systems as an application for the performance investigation. The results show that the type-2 fuzzy logic system offers better performance in comparison to type-1 fuzzy logic systems [
30]. A comparison between type-1 fuzzy and type-2 fuzzy logic controllers implemented in laser tracking systems was carried out by Bai et al. [
31]. The simulation results validated that the type-2 fuzzy controller outperformed the type-1 fuzzy controller. The exhaustive research reveals that type-2 fuzzy is superior to type-1 fuzzy. This fact initiate the research motivation of implementing type-2 fuzzy controllers for chatter attenuation. The numerical analysis validated that the results were improved by the incorporation of a type-2 fuzzy logic system.
Sliding mode control (SMC) is a superior control mechanism for vibration attenuation in milling tools since SMC exhibits the same movement pattern as that of the tool vibration pattern. SMC is most suited for nonlinear systems due to its specific design criteria [
32]. An SMC controller handles the external noises and fluctuations associated with the parameters with greater effectiveness. Moradi et al. [
33] investigated the chatter phenomenon in the turning process and proposed SMC for chatter attenuation. A synergistic combination of proportional-integral (PI) control and fuzzy sliding mode control (FSMC) was proposed by Zhao et al. [
34]. In their work, fuzzy logic is utilized to compensate the nonlinearities whereas the PI control is implemented for chatter control. Ma et al. [
35] developed an active sliding mode control strategy to mitigate the chatter in the turning process utilizing the concept of dynamic output feedback sliding surface combined with an adaptive law for noise approximation. A model based on an adaptive neuro-fuzzy inference system (ANFIS) and a novel fuzzy sliding mode controller (FSMC) was developed to control the vibration on vehicle the suspension system [
36]. An efficient controller based on adaptive hybrid control of interval type-2 fuzzy controller in combination with a new modified sliding mode control is developed to control the vibration in magnetorheological mount [
37]. Discrete time sliding mode control (DSMC) is an efficient controller for vibration attenuation due to its criteria of sampling period which is an important aspect in vibration control.
Proportional-integral derivative (PID) control has been widely applied in industrial processes [
38,
39]. It is an important control strategy because it demonstrates superior capabilities without the knowledge of the model and also due to its simplicity, as well as being incorporated with distinct physical meanings. Alharbi et al. [
15] implemented the concept of PID controller for chatter mitigation in the milling process. So in this paper, the PID controller is considered as a potential controller for the comparison with the developed controller.
This work is carried out by implementing the third option “active control of chatter”. In the first instance along x and y components, the mathematical modeling of the milling process is done. Then the nonlinearities are identified for efficient compensation. The actual outcomes of active vibration samper (AVD) was simulated using Matlab/Simulink for chatter suppression. The modeling is accomplished by taking into consideration the dynamics of AVD. Discrete time sliding mode (DSMC) generates the control signals which are used for the suppression of chatter. DSMC is combined with type-2 fuzzy logic (DSMC-T2 fuzzy) for efficiency. The implementation of the type-2 fuzzy system ensures that the nonlinearities are compensated in an effective manner. The approach of Lyapunov stability analysis is implemented to prove that the DSMC-T2 fuzzy controller is a stable one. The chatter attenuation is achieved by the combined action of DSMC-T2 fuzzy with AVD. The wide significance of the concept and methodology is validated using numerical analysis. The results of the DSMC-T2 fuzzy are compared with discrete time sliding mode control with type-1 fuzzy (DSMC-T1 fuzzy) and discrete time PID (D-PID) to prove the effectiveness of the most suited controller. The numerical analysis results validate that the methodology of chatter control can be implemented effectively in the real time milling system. This can be achieved by designing and developing an AVD and placing it on the top of the milling spindle.
2. Modeling of the Milling Process with Active Control
In case of a milling tool with
n evenly spaced teeth which is almost flexible to the rigid workpiece, a generalized 2-degrees of freedom mathematical model is [
40,
41]:
the equivalent mass, damping and stiffness matrices are illustrated by the terms
and
, respectively.
Again,
illustrates the displacement of the tool along
x and
y components.
illustrates
x and
y component cutting forces. Along the
x and
y axes, the new form of Equation (
1) is:
which generates:
It is utter necessary to elaborate the dynamics of the cutting forces along the
x and
y components.
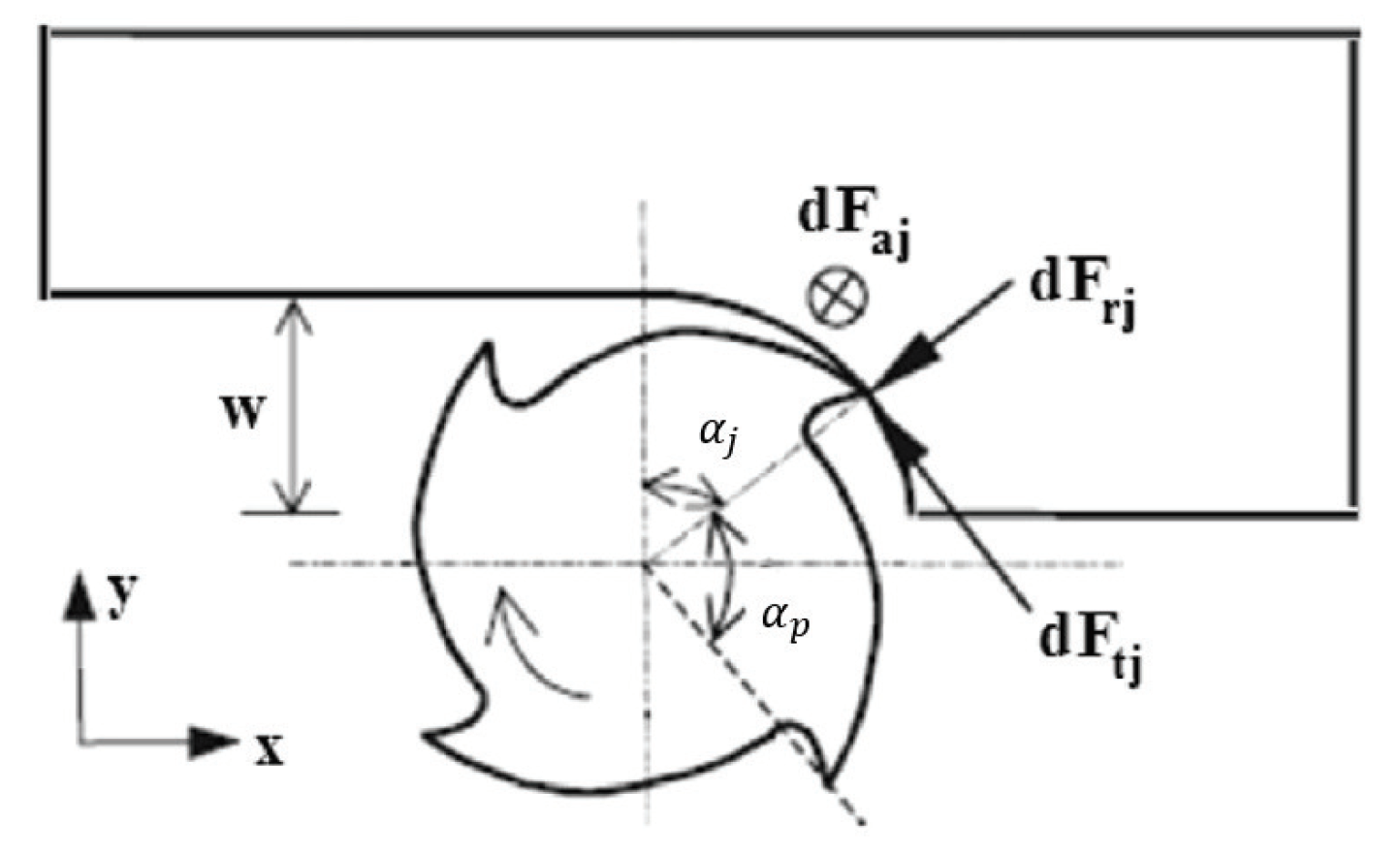
Figure 1 illustrates the dynamics of the milling process [
42,
43]. The closed form equations representing the nonlinear cutting forces along
x and
y components are illustrated as [
20]:
where
and
The time delay is illustrated as
= spindle speed (
If we consider the present and previous tool period instances, then it is represented by
and
respectively. Considering the start immersion angle as 0 and the exit angle as
The calculation of the coefficients for half-immersion up-milling is:
where 0 is the start immersion angle and
is the exit angle. Moreover,
are the cutting force coefficients.
Active Vibration Damper (AVD) for Active Control Mechanism
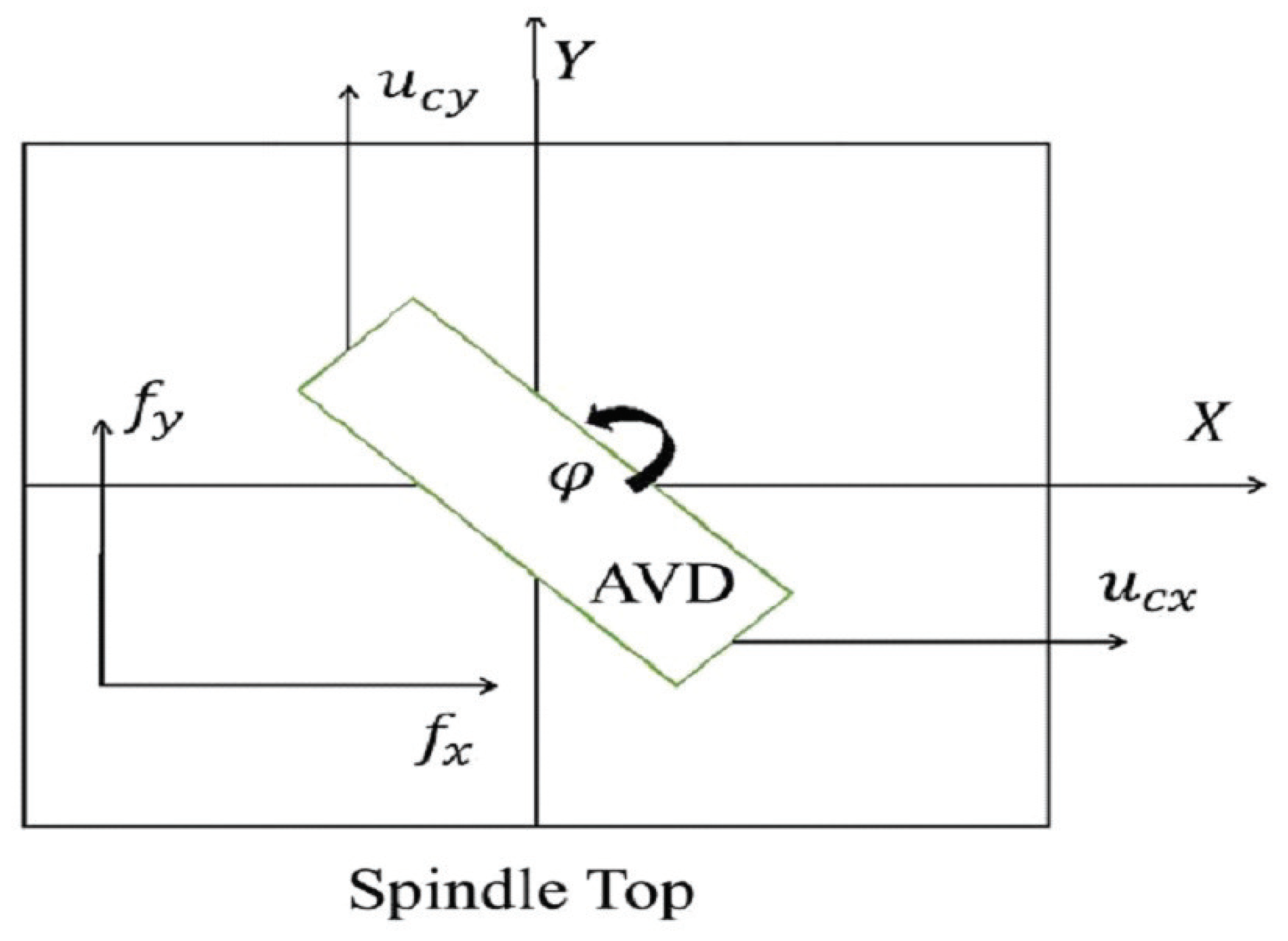
As seen from
Figure 2, AVD is placed on the top of the spindle to minimize the tool chattering generated by the external force. The main mechanism behind AVD is that it works as a linear servo actuator. A linear actuator converts the rotary motion of the motor to the required linear motion. The position of the AVD is at the center of mass (CM) and it makes an inclination
with CM. It is considered to be an effective placement due to the mitigation of spacing problem of the AVD. The efficient placement of damper is cost effective, thus mitigating the requirement of two dampers. The combination of the modeling equation and control force
yields:
the control signals impinged on the damper along both axes and is illustrated by
;
is the combined damping-fricton effect resolved along two axes. Now with the control signals the closed loop Equation (
1) can be illustrated as:
The damper force
is:
where
mass of the damper,
acceleration of the damper,
tool acceleration. Moreover,
implies the relative accelerations of the tool associated with both the axes. Now,
can be resolved along the
x and
y components as follows:
where
and
represent the angle of the damper, relative acceleration of the damper along the
x component and the relative acceleration of the damper along
y component, respectively. Now,
is represented mathematically:
The control action along the
x and
y directions represented by
is given by:
It is very important to consider the damper friction, which can be resolved as:
where
and
are termed as damping coefficients associated with the Coulomb friction [
44], Moreover,
Taking into consideration Equations (
8) and (
13), the combination of the control methodology with the closed loop system is given by:
In Equation (
14), the nonlinear terms are
and
The intelligent technique is incorporated to deal with the involved nonlinearities.
3. Discrete Time Sliding Mode Control with Type-2 Fuzzy Compensation
Generally the overall stiffness of machine tools is computed using the static loading test. The stiffness calculated by the static test, however, in general cases shows hysterics characteristics. This is due to the fact that the contact area of the bearing changes as the load direction changes [
45,
46]. The stiffness has been modeled considering it to be a nonlinear in nature and is demonstrated effectively in [
14]. The hysteric behavior can be handled effectively using the Bouc-Wen model. The behavior of the structure can be modeled using Bouc-Wen method which separates Equation (
15) into two parts (elastic and inelastic) as [
47]:
representing the positive numbers by
. The function illustrating nonlinearties (
is:
In the above equation, the positive numbers are
and
. Moreover,
and
represent the stiffness degradation control factor and strength degradation control factor, respectively. The term,
is defined as dissipated hysteretic energy in normal conditions. Moreover,
The stiffness
will be considered as nonlinear. The continuous time model of the milling process, which is a closed loop system from Equation (
14), is illustrated as:
It is very important to discretize the milling process model for digitalization and to make it appropriate for the design of computer based control. For this, the following steps are implemented:
and
. The model represented by Equation (
17) is illustrated as a state space model by:
Again,
In the linear system
and
are considered to be the uncertainties. When there is no external excitations, the tool will be at the stable position. So it is justifiable to consider that
is bounded,
The cutting forces and friction forces are bounded,
The continuous time model is discretized by assuming that the control force and the external forces are constant during the sampling period
T. Now considering the relation
to be valid:
considering
to be a state vector with
as a state matrix; moreover,
and
= input vector,
= scalar input,
= model uncertainty matrix and
= nonlinearity involved in cutting forces and frictional forces; using Equation (
18), the discretized model is [
48,
49]:
From Equation (
20), the discrete time model is:
From the viewpoint of preciseness and for the introduction fuzzy system to compensate nonlinearities, the following step is considered:
where
and
and
are unknown and
is nonlinear. So the terms
and
will be modeled using the type-2 fuzzy logic technique.
The type-2 fuzzy sets have a greater capability of modeling big magnitude uncertainties with minimal fuzzy rules when compared to the type-1 fuzzy sets. The concept of membership functions in type-2 fuzzy systems is that it is no longer a crisp value and is considered to be in the interval of
[
26]. The fuzzy rules are defined as follows:
where the type-2 fuzzy sets are represented by the terms
,
If
is the membership function, then the type-2 fuzzy set
A is expressed as:
with
as an auxiliary variable and
as a primary membership function validating the relation
The type-2 fuzzy logic system with
jth output can be expressed as:
where
and
Again,
and
are the firing strengths associated with
and
of the
i-th rule. So the compensation technique for
and
are applied as follows:
For Equation (
26), the following learning laws are implemented:
Again,
and
satisfy the following:
where
and
Moreover, the dead-zone parameters are illustrated by
and
. Again,
Now the modeling error
is represented as:
where the state of the fuzzy model is represented by
therefore:
where
and
are positive constant and
which is a design parameter. For stability analysis, Equation (
31) is illustrated as:
where the unknown optimal weights are
and
. Moreover,
and
are approximation errors which satisfy the relations
Using Equations (
31) and (
32), the error dynamics can be stated as:
satisfying the relations
where
and
Moreover, the remainders of the Taylor formula for
and
are illustrated by
and
respectively.
In case of active vibration control, it considered that
The equation validating the control error is:
The SMC can be illustrated as:
where
The vector representing feedback gain is
The sliding mode gain and switching function are represented by
and
respectively, where the switching function is:
Since
, so:
where
. Now using the concept from [
50], the relation
is validated. The selection of gains are carried out in the manner of
so that the polynomial
is stable. This signifies that
is stable. If
is stable then the Lyapunov equation
has positive definite solutions for
moreover,
Using Equations (
22), (
31) and (
32), it can be validated that the modeling error satisfies:
Combining SMC Equation (
36) and the equation of the plant, Equation (
22), the system equation in closed-loop form is given by:
Using Equation (
36) and the relation
, the following equation can be validated:
Now, using Equation (
39),
Since
and
where
G is the upper bound of the modeling error. The fuzzy model Equation (
31) design parameters are illustrated using
and
.
Theorem 1. If the fuzzy model Equation (31) is implemented for the compensation of the the nonlinear system outlined in Equation (22) with the updated laws:then the uniform stability of the closed loop system is assured and bounded provided that the identification error is within the range:and the control error satisfies:with the gain σ of the discrete-time sliding mode controller Equation (36) establishing Proof of Theorem 1. The Lyapunov candidate function
is selected as:
Now for simplicity,
therefore:
Now
From the updated Equation (
27),
Implementing the error dynamics of Equation (
33) and using
:
using Equations (
28) and (
29) and utilizing the relations
and
, it is validated that:
Now the boundary condition of the modeling error
can be validated using:
Now for achieving
If the
selected is too big then the dead zone becomes small. Hence it is concluded that
is bounded, which implies that the identification error
is bounded. Again:
Now utilizing Equation (
38):
Considering the gain as
and using Equation (
37):
Again,
. Moreover,
then, utilizing Equation (
43):
Now
is bounded if
Therefore, from the works of [
51], it can be establish that since
is bounded,
is bounded. Since both
and
are bounded,
is bounded. So it implies that the control error
is bounded. □
4. Validation and Results
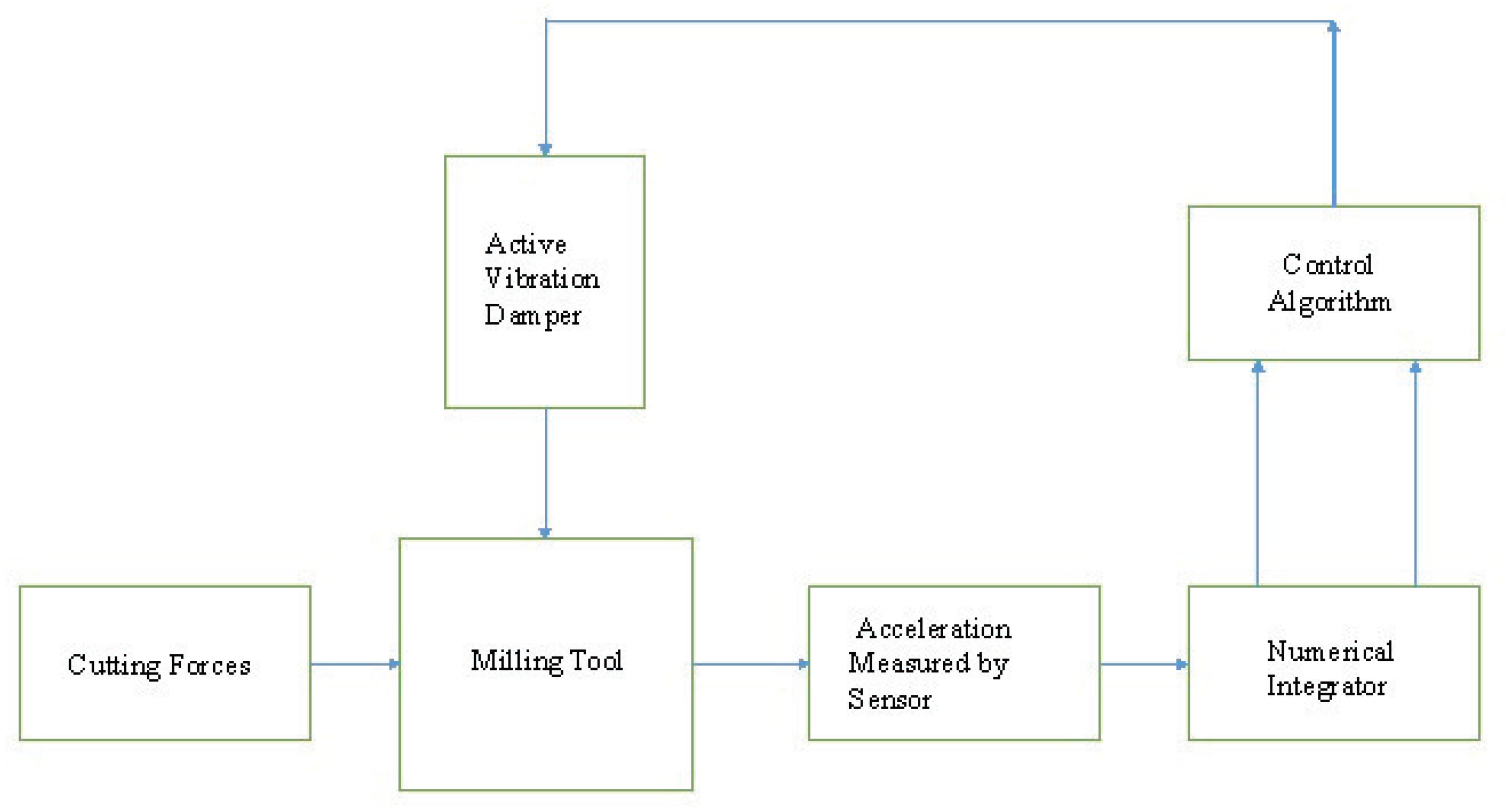
The total control scheme that is essential for having a brief overview of the control process is shown in
Figure 3. Initially, to simulate the cutting forces, the cutting conditions are essential. This cutting force has influence on the tool vibration. In the first instance, the cutting conditions of the milling process illustrated in [
52] are extracted for tool vibration simulation so as to validate the effectiveness of the developed control mechanism. In
Table 1, the tool and cutting parameters are displayed. For the validation of the significant performances of DSMC-T2 fuzzy, the results of DSMC-T2 fuzzy are compared with DSMC-T1 fuzzy and discrete time PID (D-PID).
The ideal continuous time PID controller can be expressed as [
53]:
where,
and
control output, proportional gain, integral gain, derivative gain and error, respectively. The discrete time PID (D-PID) controller in the z-domain is given by [
54]:
where
is the sampling time. For the purpose of numerical analysis and at par with the best results, the gains for the
x and
y components are selected as follows:
Matlab/Simulink is utilized as the software environment. Simulation results are presented to validate that the tool chatter can be mitigated significantly by implementing the combined technique of AVD and DSMC-T2 fuzzy. The proposed control strategy result is then compared with DSMC, D-PID, DSMC-T1 fuzzy to prove the capabilities of DSMC-T2 fuzzy in vibration mitigation. For the simulation process, a total duration of
s to
s is considered. The weight of the AVD is considered to be
of the main device and this assumption is implemented in the simulation process. For the comparison of the results, two subsystem blocks of the milling model are developed using Simulink, where one block includes control systems and the other block has no control. The inputs to the process model are cutting forces and damper forces. The value 650 rad/s is set as the frequency of the simulation procedure. The arrangements of numerical integrators and filters are implemented to convert the acceleration signals to required velocities and positions. The four sets of tests are conducted with DSMC, with D-PID, with DSMC -T1 fuzzy and DSMC-T2 fuzzy for the generation and comparison of results. The toolbox named IT2-FLSs designed by Taksin et al. [
55] is utilized for processing type-2 fuzzy operations. The membership functions selected for position error and velocity error are three and two, respectively. The process of normalization is carried out in the form
The methodology implemented for the defuzzification of the type-2 fuzzy logic system is Karnik-Mendel technique [
26]. In this paper, for the control of chatter considering the type-2 fuzzy logic concept, six fuzzy rules for
as well as four fuzzy rules for
are sufficient for effective control. Considering the type-1 fuzzy logic concept, for the control of chatter, nine fuzzy rules for
and six fuzzy rules for
are sufficient. The membership functions are designed using Gaussian function. IF–THEN rules are applied for both the types of fuzzy system.The chosen learning rates are
Theorem 1 is utilized for selecting
which is
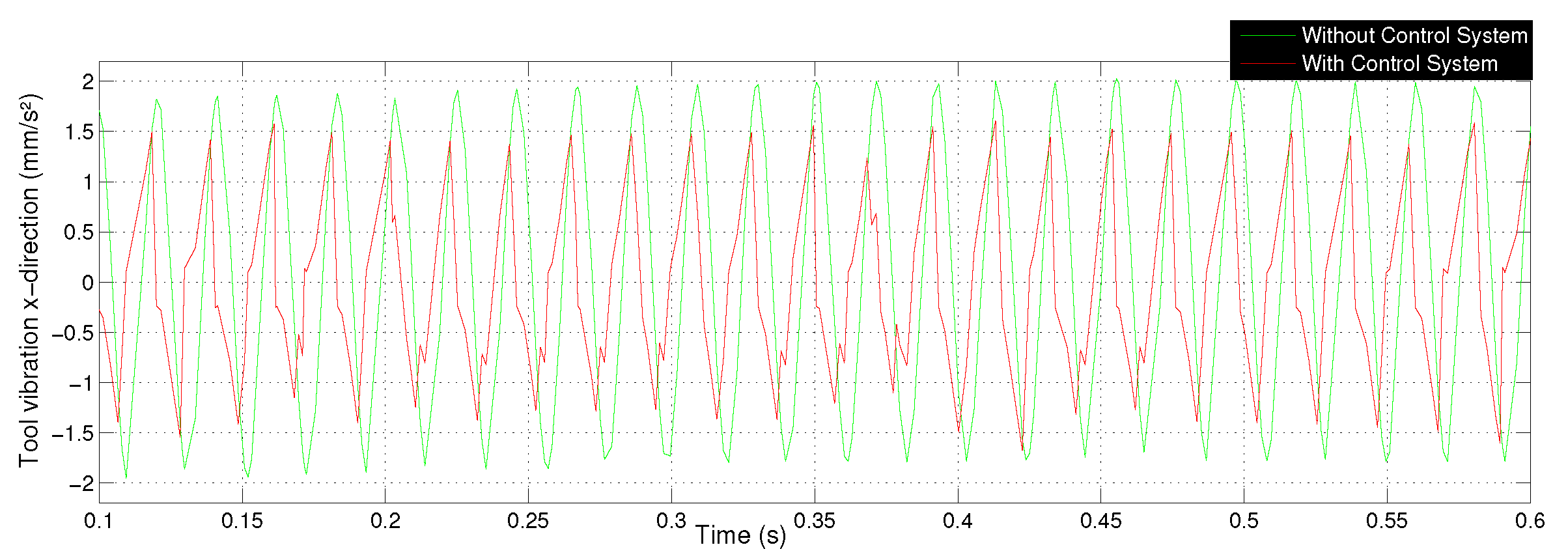
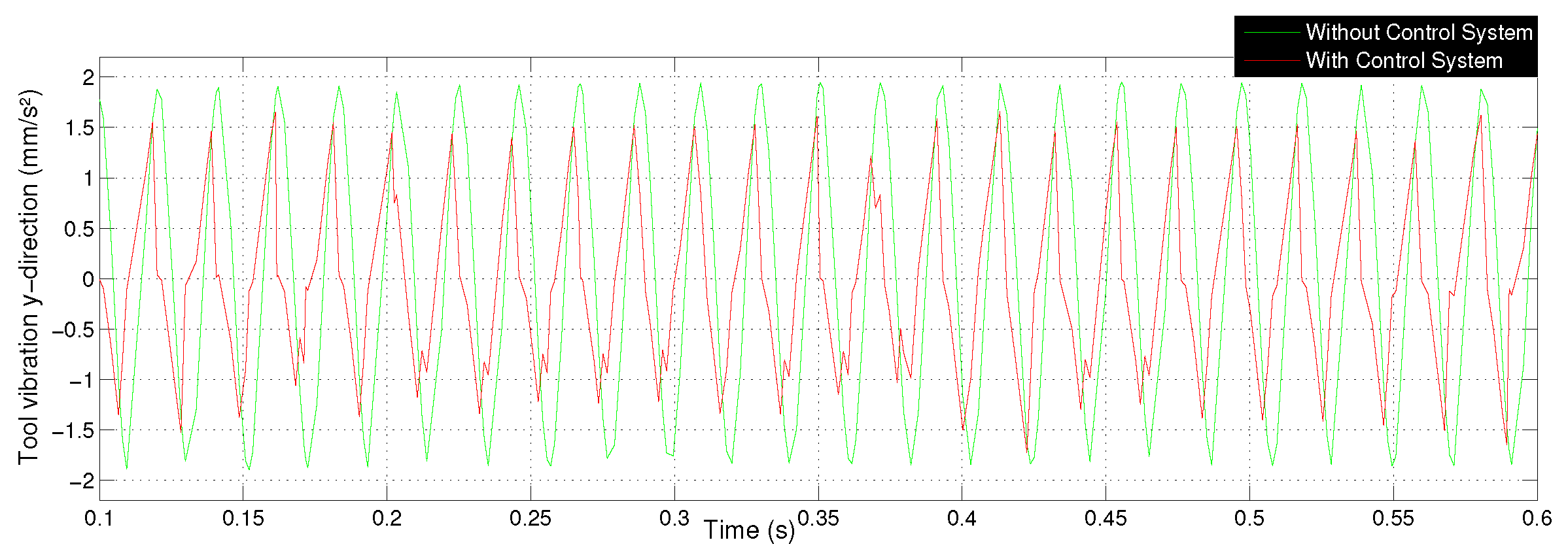
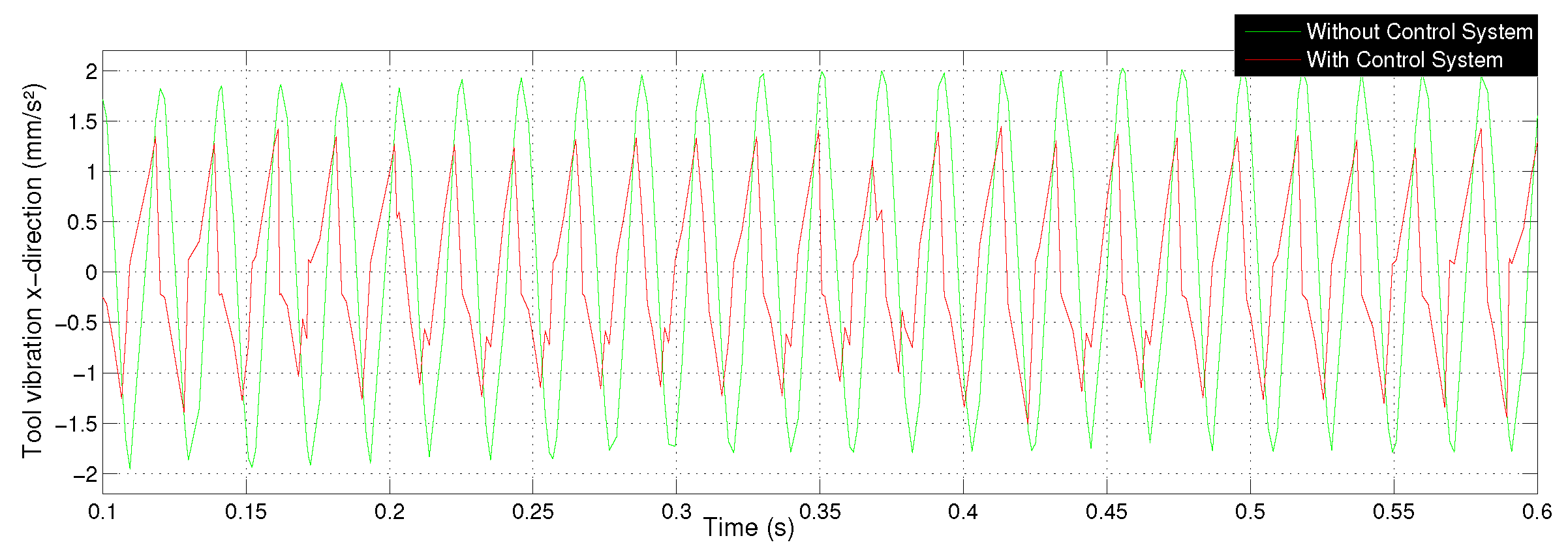
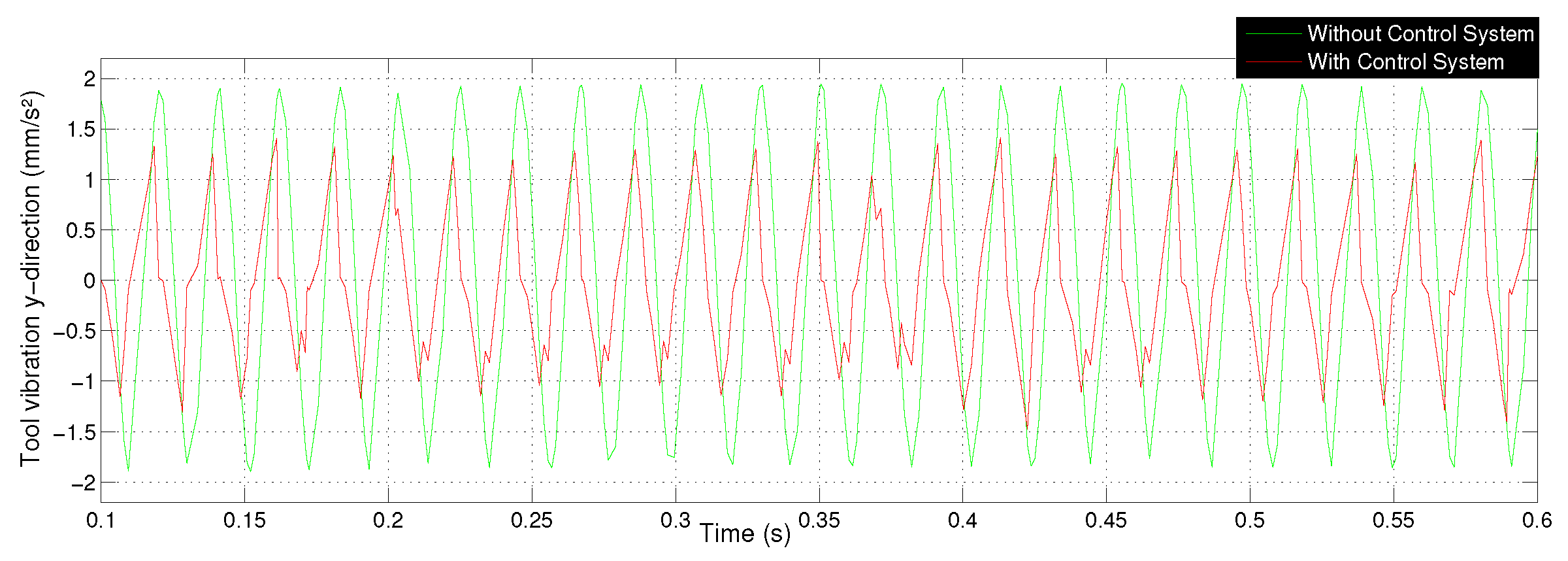
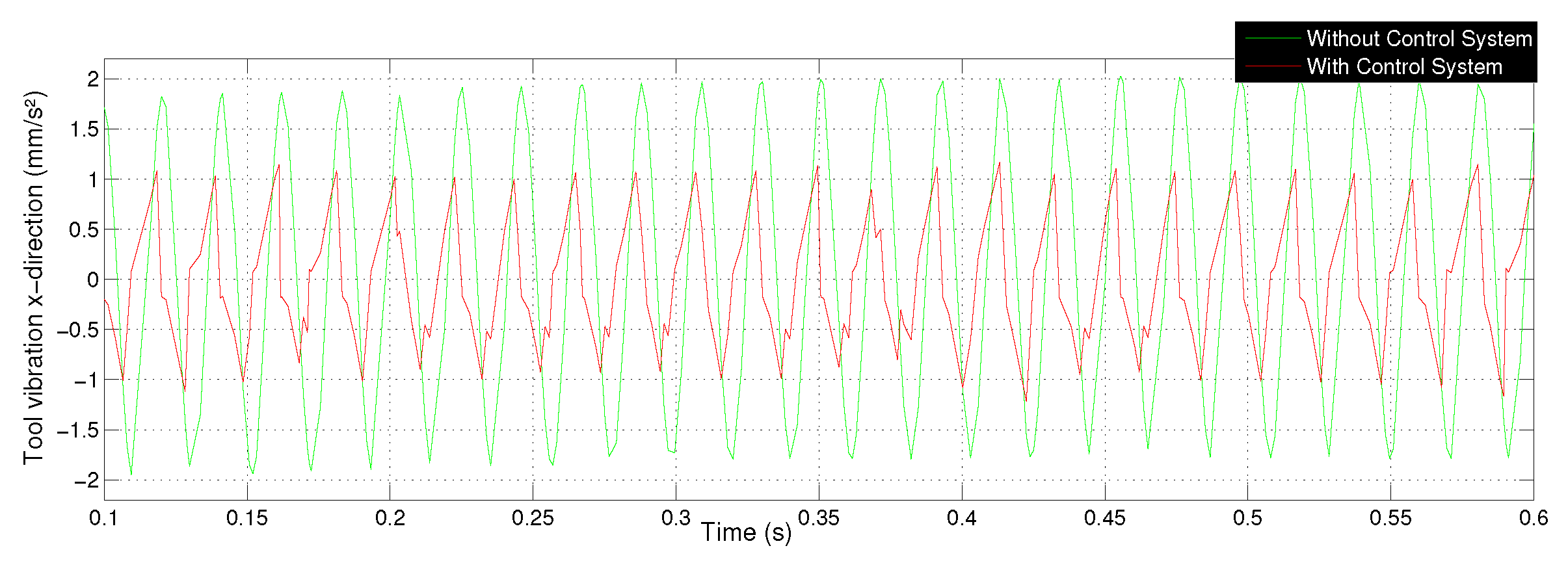
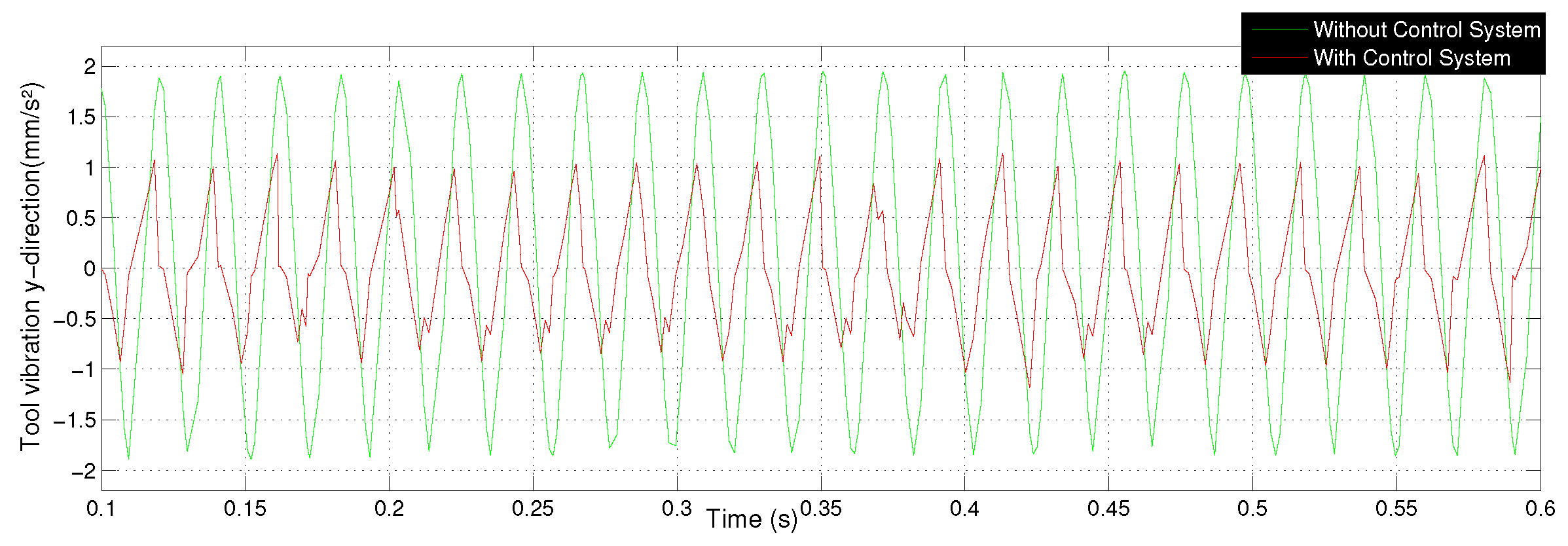
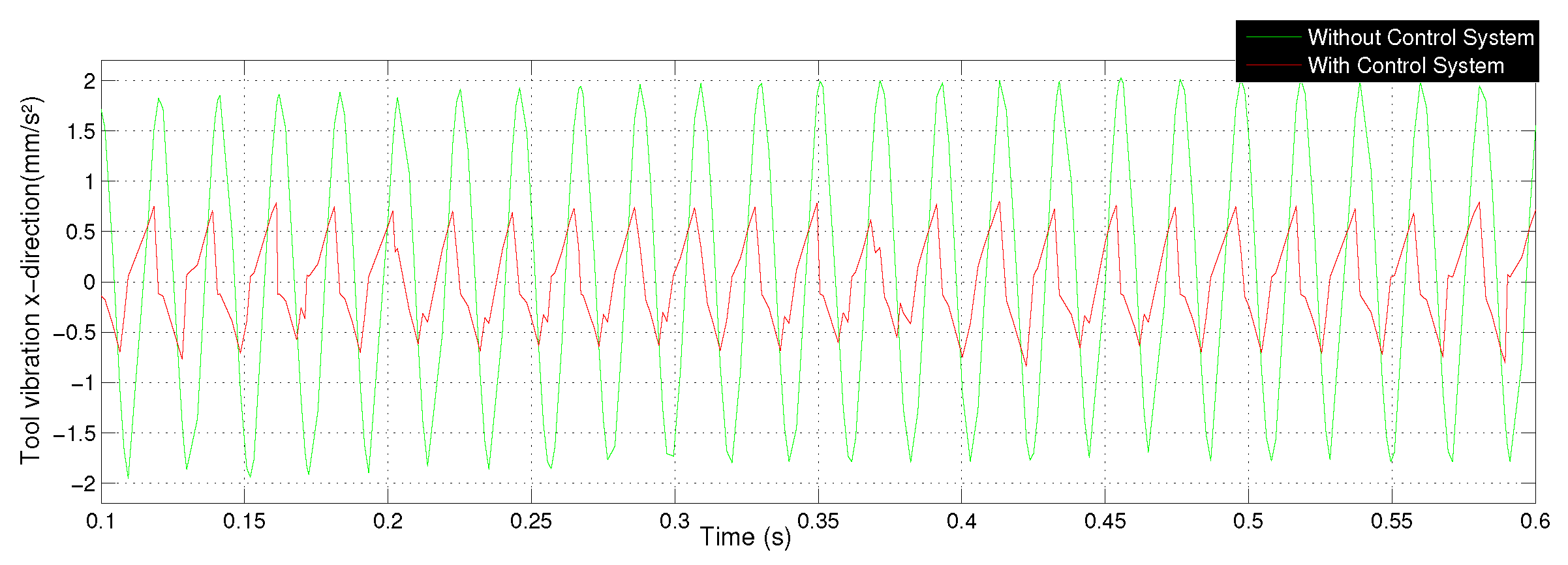
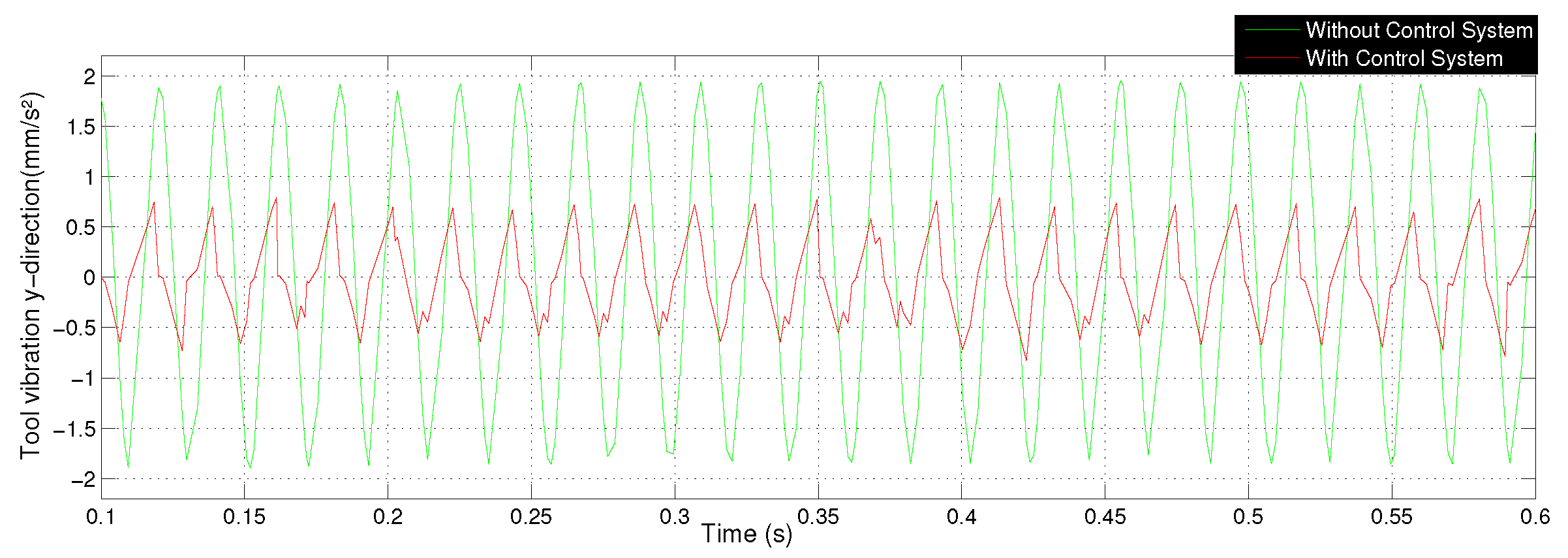
The vibration minimization obtained by implementing the controllers DSMC, D-PID, DSMC-T1 fuzzy and DSMC-T2 fuzzy are compared for validating the effectiveness and the results are shown in the plots given by
Figure 4,
Figure 5,
Figure 6,
Figure 7,
Figure 8,
Figure 9,
Figure 10 and
Figure 11. The equation mean squared error (MSE)
is implemented to calculate the average vibration minimization results and is displayed in
Table 2. In the equation,
stands for chatter and
d illustrates the total amount of data. In the
Table 2, T1 is type-1 and T2 is type-2.
The results of percentage vibration minimization of all the controllers are calculated utilizing the MSE indicator. The percentage vibration mitigation using DSMC is along the x component and along the y component, whereas D-PID reduces the vibration by along the x component and along the y component. The percentage vibration mitigation using DSMC-T1 fuzzy is along the x component and along the y component. Finally, the percentage vibration mitigation using DSMC-T2 fuzzy is along the x component and along the y component. So it validated that the implementation of the type-2 fuzzy system in DSMC made it perform better than the DSMC-T1 fuzzy controller. The outcome of percentage vibration suppression depicts that the type-2 fuzzy system performed better than the type-1 fuzzy system. In general, the DSMC-T2 fuzzy controller performed better than all the controllers used in this research.
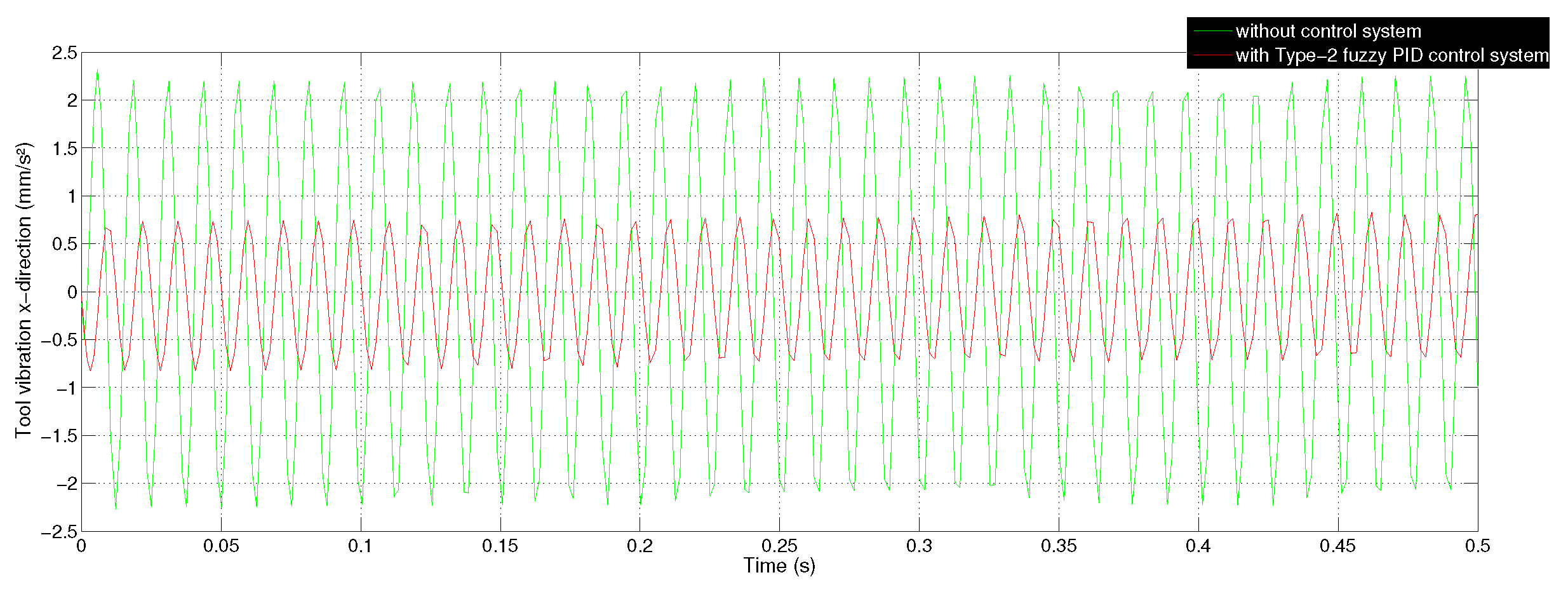
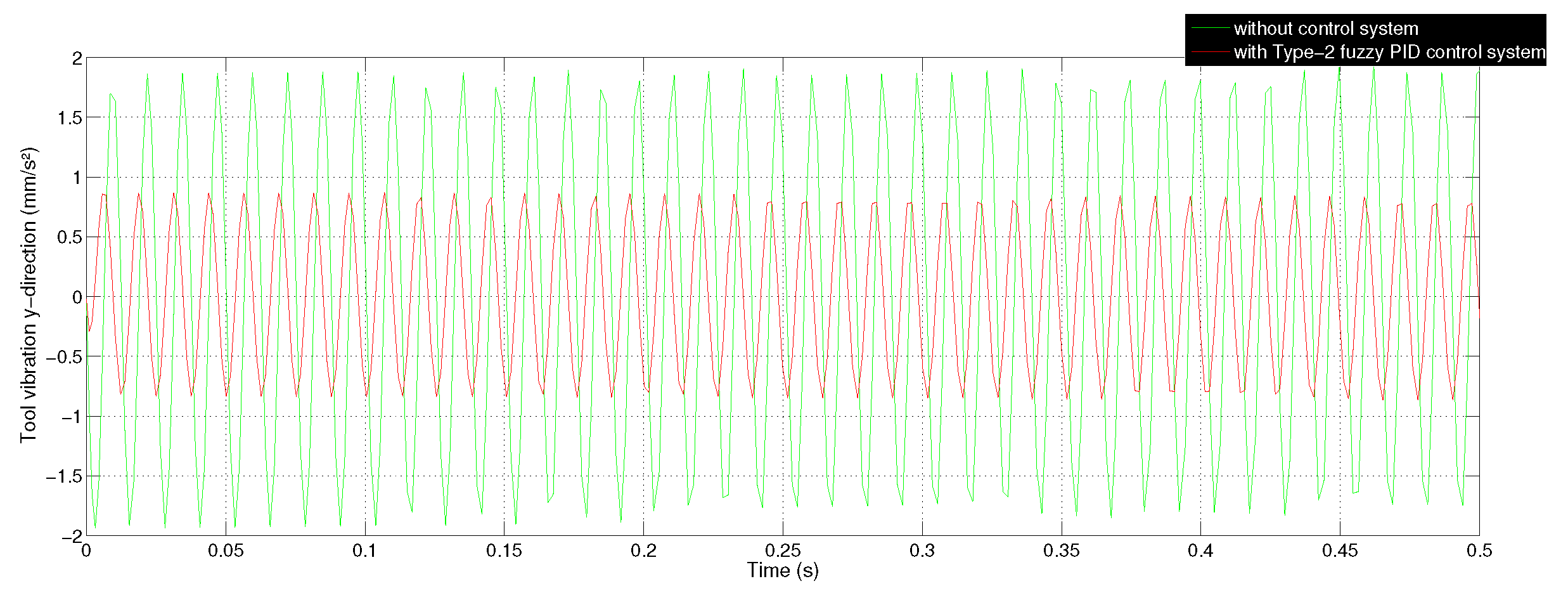
A type-2 fuzzy PID controller was used to mitigate the chatter vibration in the milling process [
56]. The plots depicting the vibration attenuation using the type-2 fuzzy PID controller are illustrated in
Figure 12 and
Figure 13. The MSE results reveal that the average vibration attenuation with the type-2 fuzzy PID controller along the
x-direction is
in comparison to
with DSMC-T2 fuzzy, whereas along the
y-direction with the type-2 fuzzy PID controller is
in comparison to
with the DSMC-T2 fuzzy. So it is clear that both the controllers performed well and their performances are almost equal. The advantages of using DSMC-T2 fuzzy over type-2 fuzzy PID controller are: (a) It is effective in terms of robustness against the changes in the parameters with external disturbances and can be implemented without the knowledge of system parameters; (b) the computational cost of the type-2 fuzzy PID controller is bigger than the DSMC-T2 fuzzy.
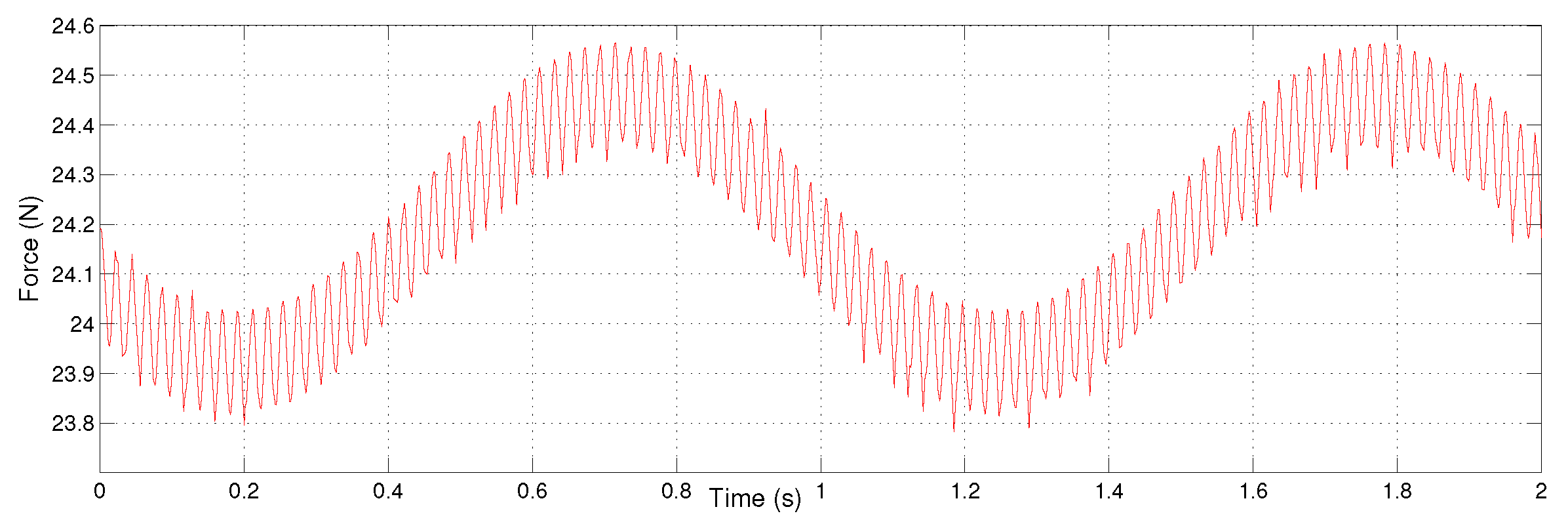
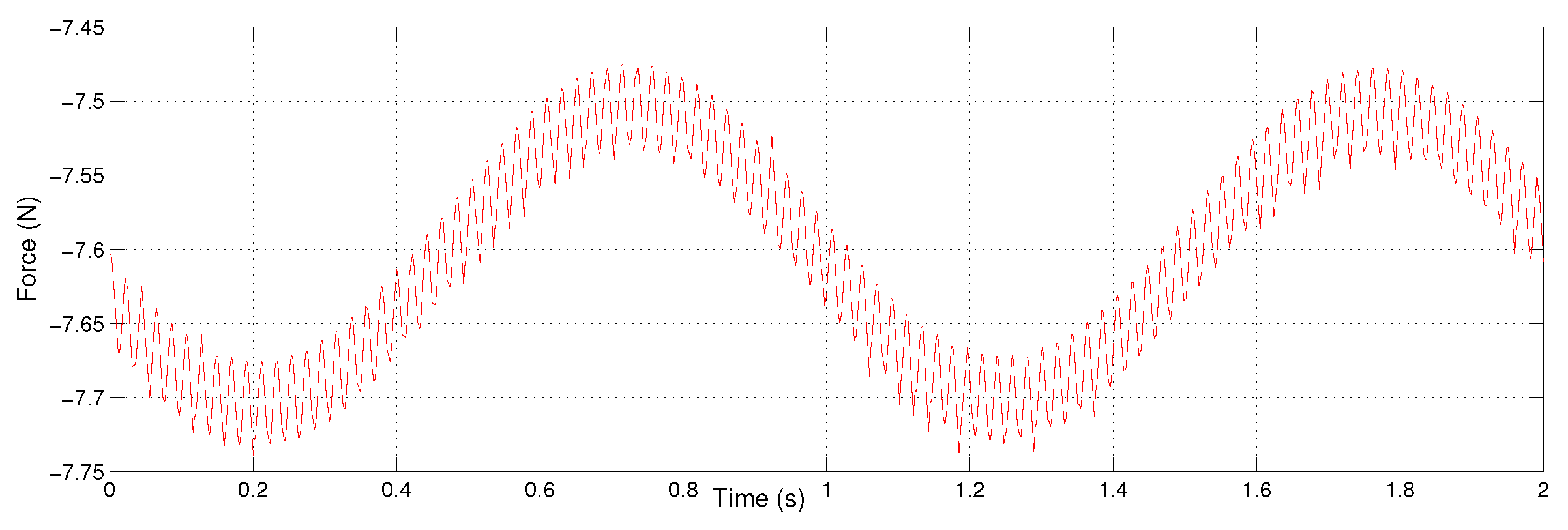
For superior vibration mitigation, it is very important to place the damper in a proper position. This work demands that the vibration attenuation should be accomplished along the
x and
y components and hence suitably two AVDs need to be installed along the
x and
y axes, separately. However, in this research, the setup is made cost effective by installing a single AVD in an inclined position to control the forces along the
x and
y axes. The cutting forces associated with the
x and
y axes are shown in
Figure 14 and
Figure 15, respectively.
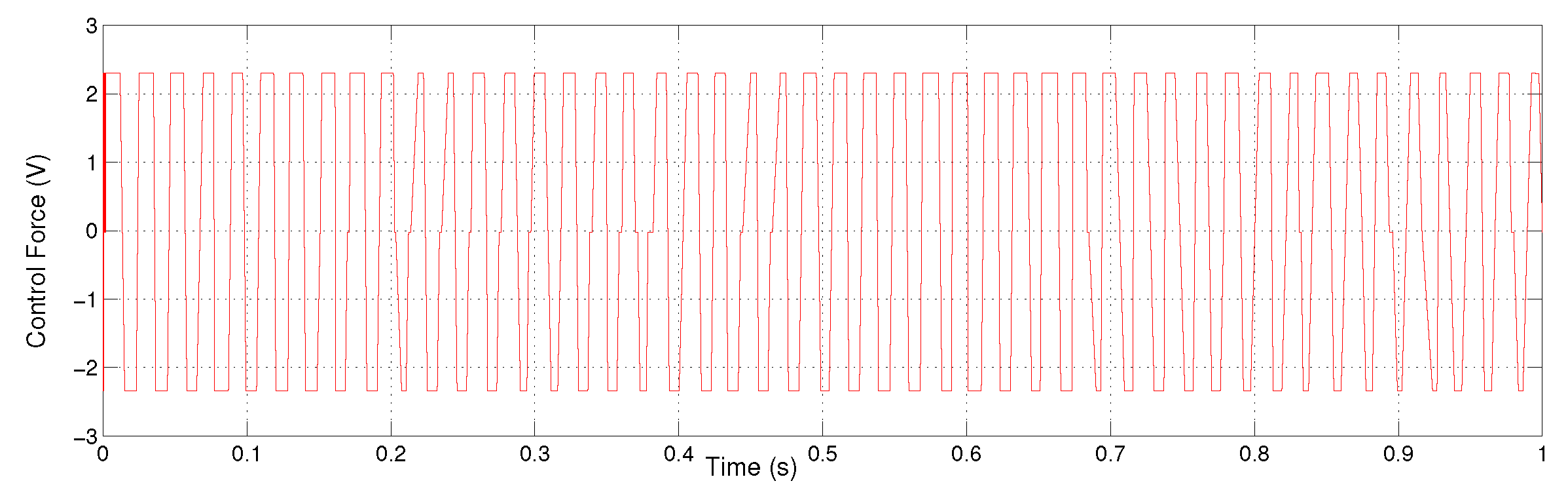
Figure 16 illustrates the behavior of the DSMC-type-2 fuzzy control signal.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}