Study on Femtosecond Laser Processing Characteristics of Nano-Crystalline CVD Diamond Coating

Abstract
Featured Application
Abstract
1. Introduction
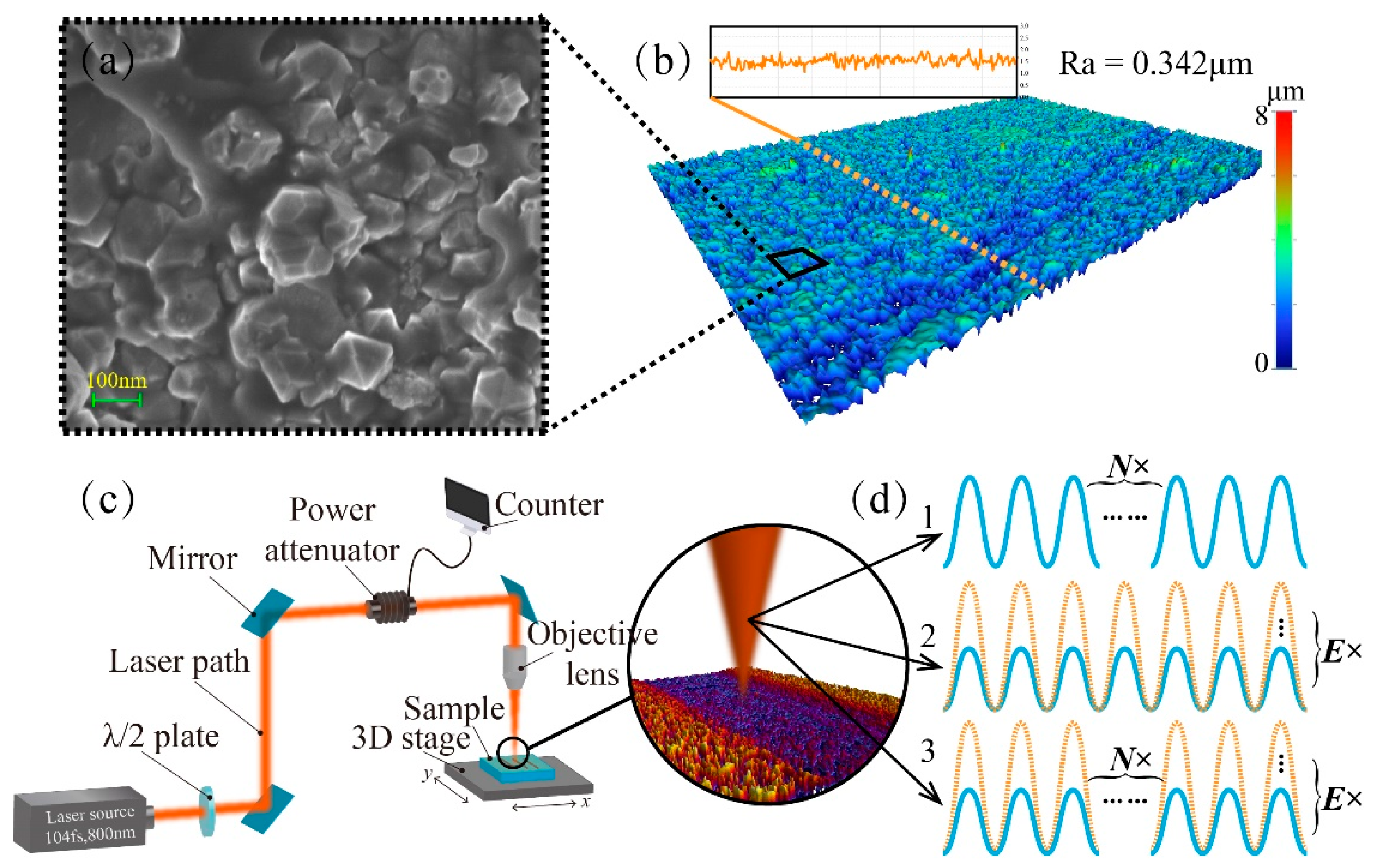
2. Experimental and Calculation Details
3. Results and Discussion
3.1. Influence of Effective Number of Pulses on CVD Diamond Coating Ablation
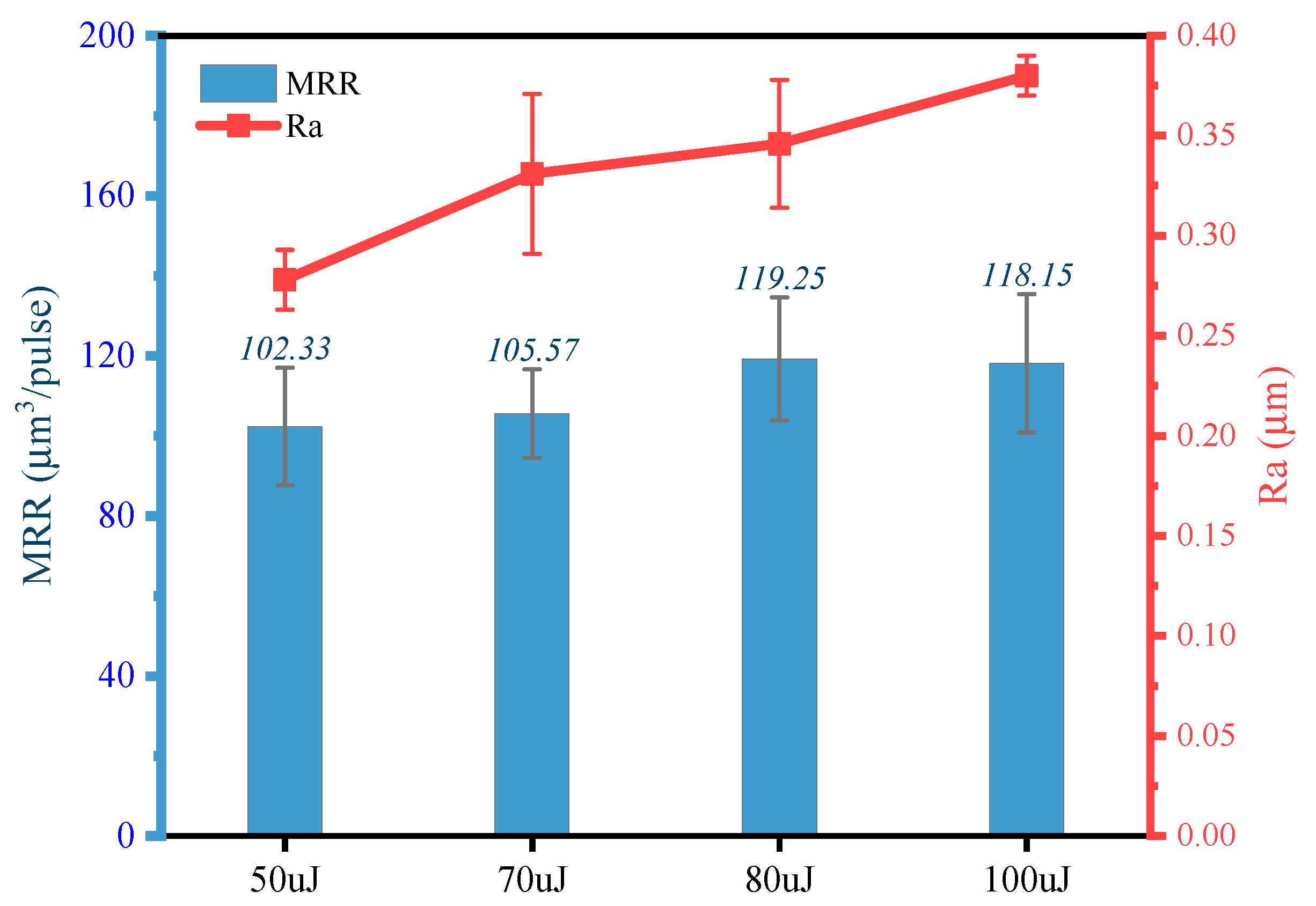
3.2. Influence of Pulse Energy on CVD Diamond Coating Ablation
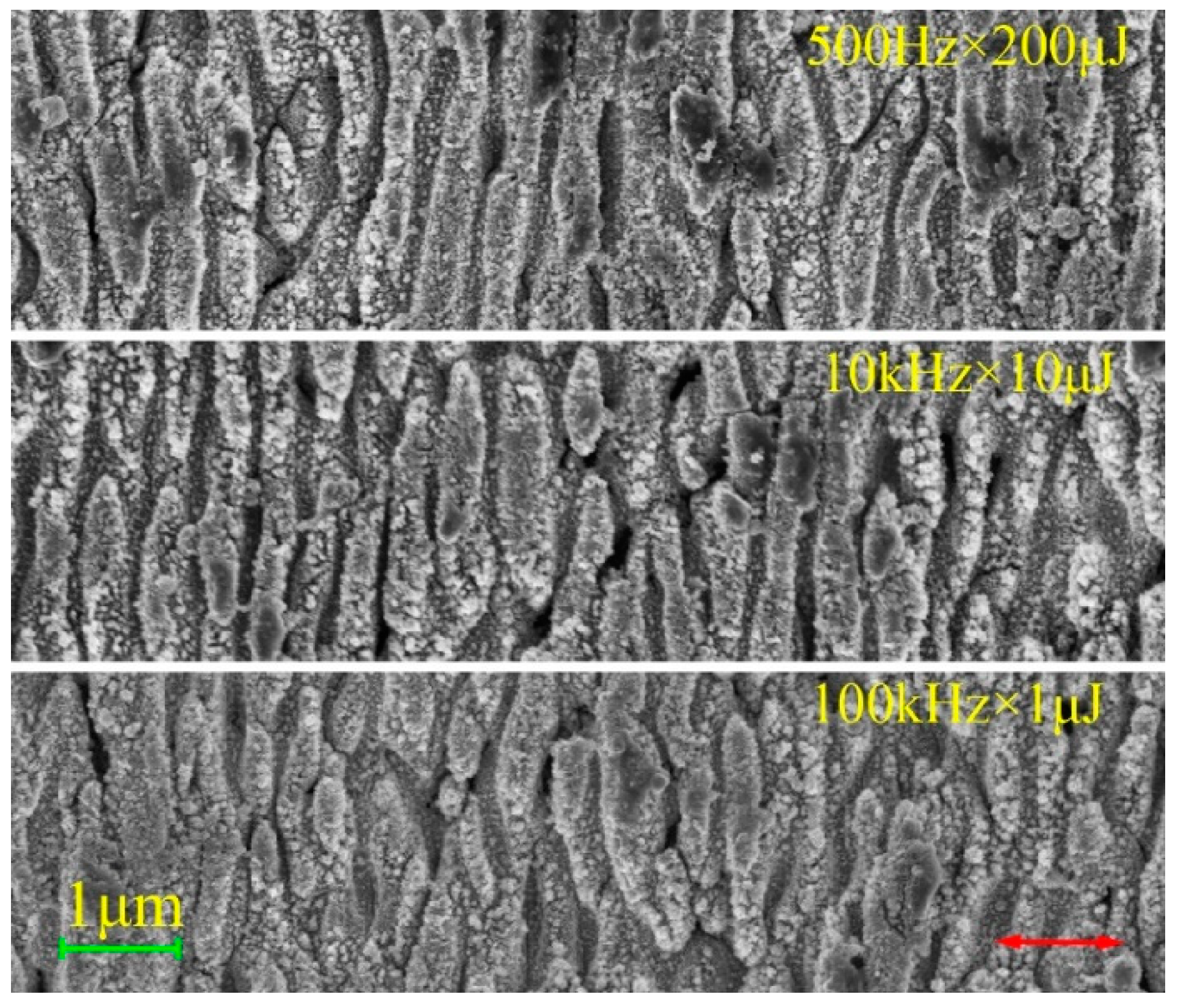
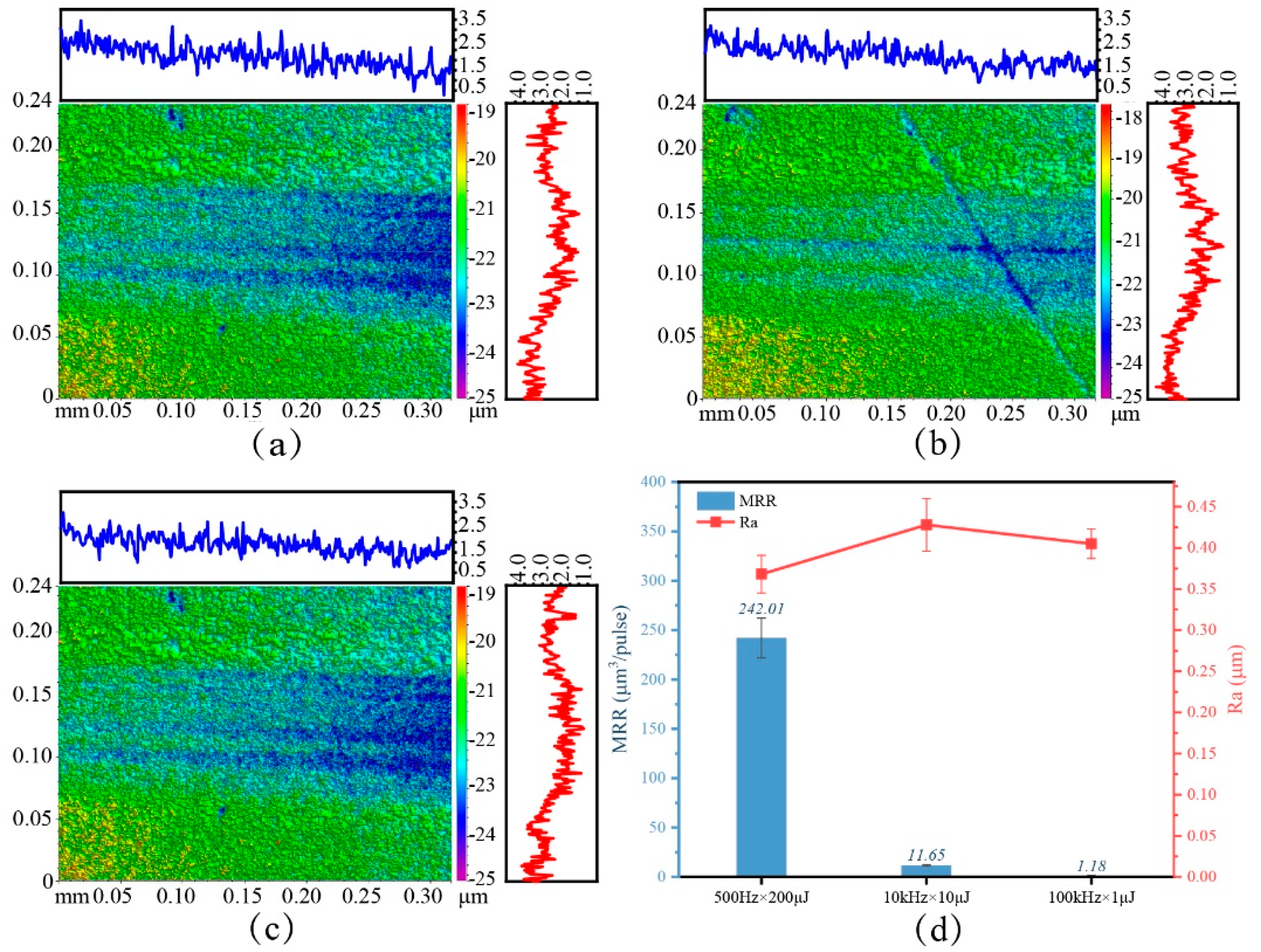
3.3. Influence of the Interaction of Pulse Energy and Repetition Rate on CVD Diamond Coating Ablation
4. Interaction Analysis of Scanning Speed, Pulse Energy, and Repetition Rate
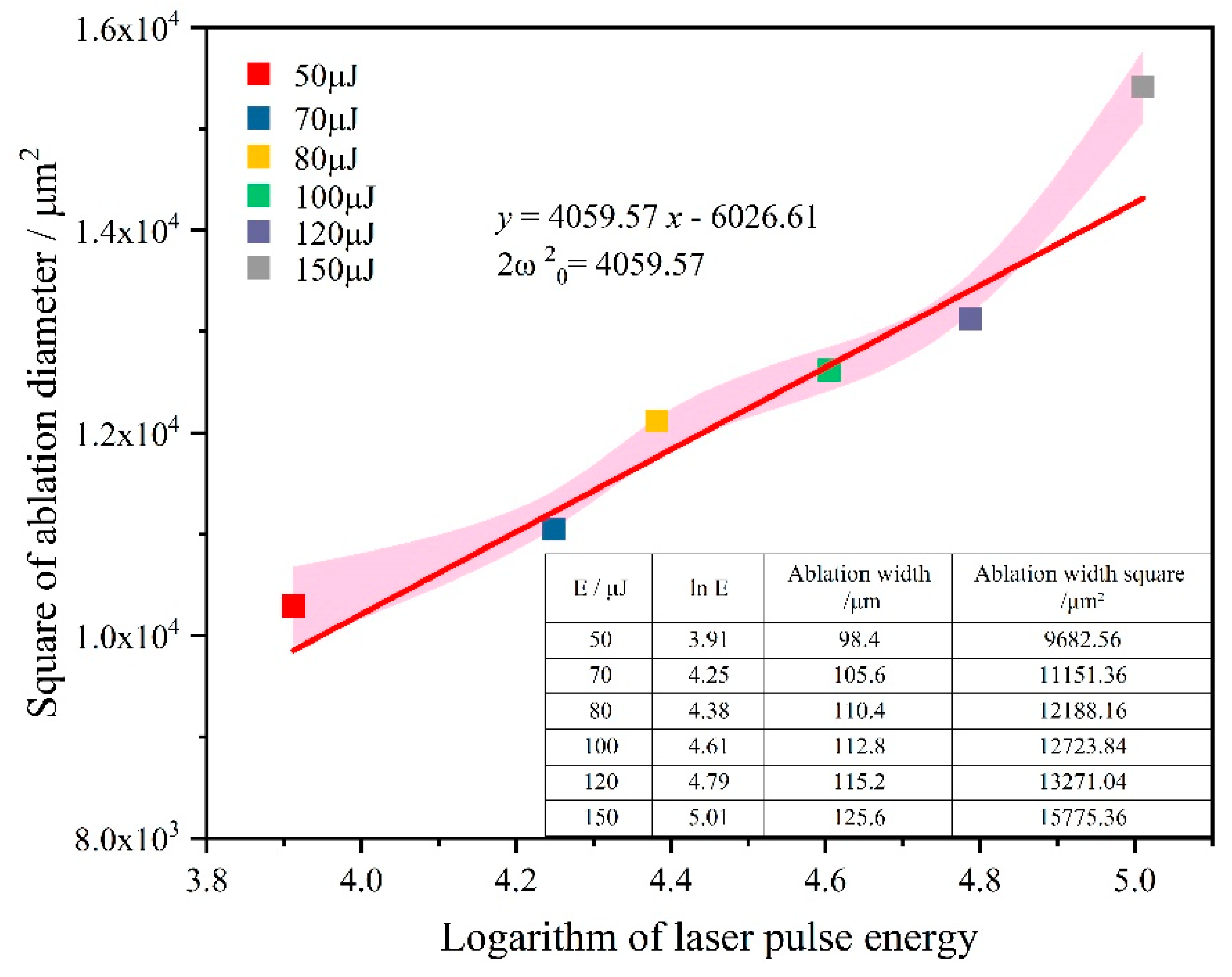
5. Femtosecond Laser Ablation Threshold of CVD Diamond Coatings
6. Conclusions
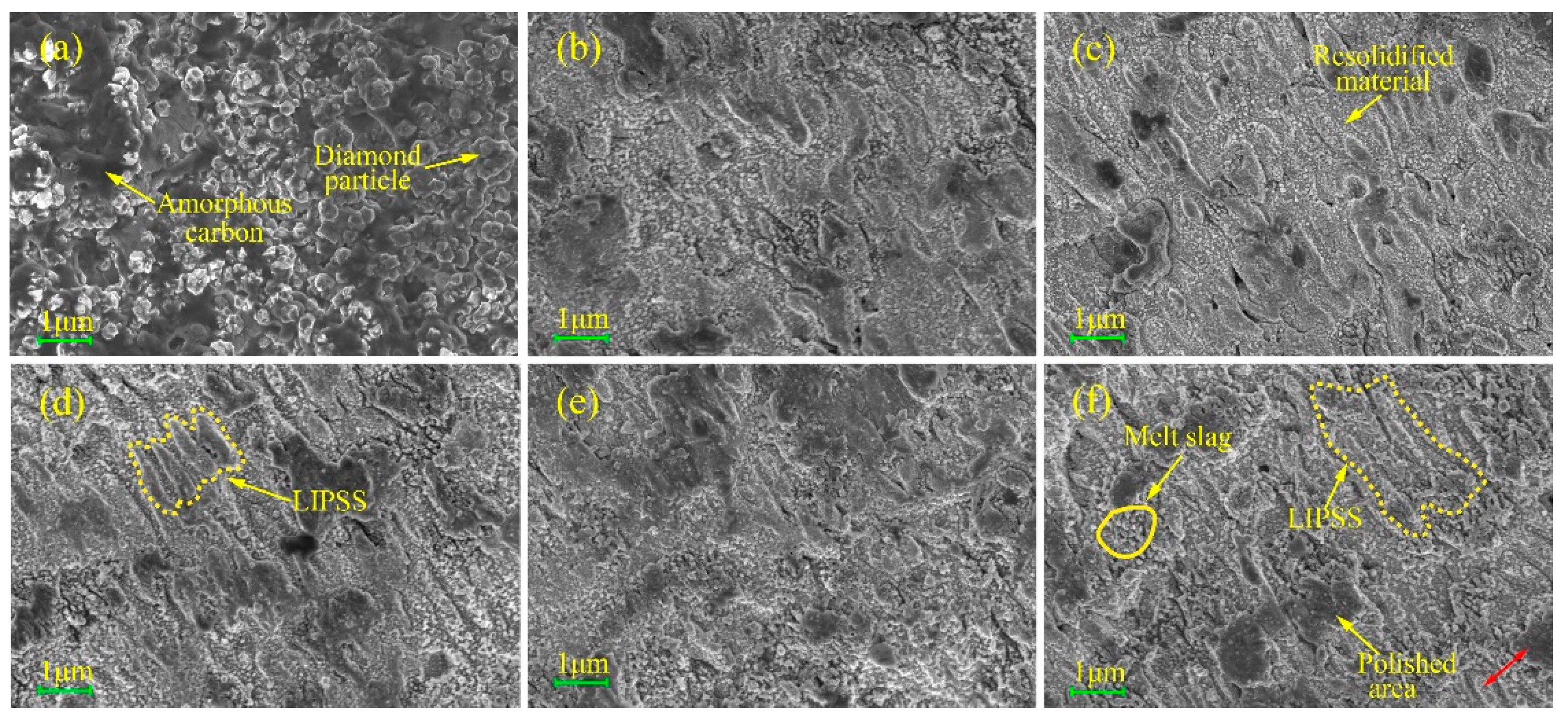
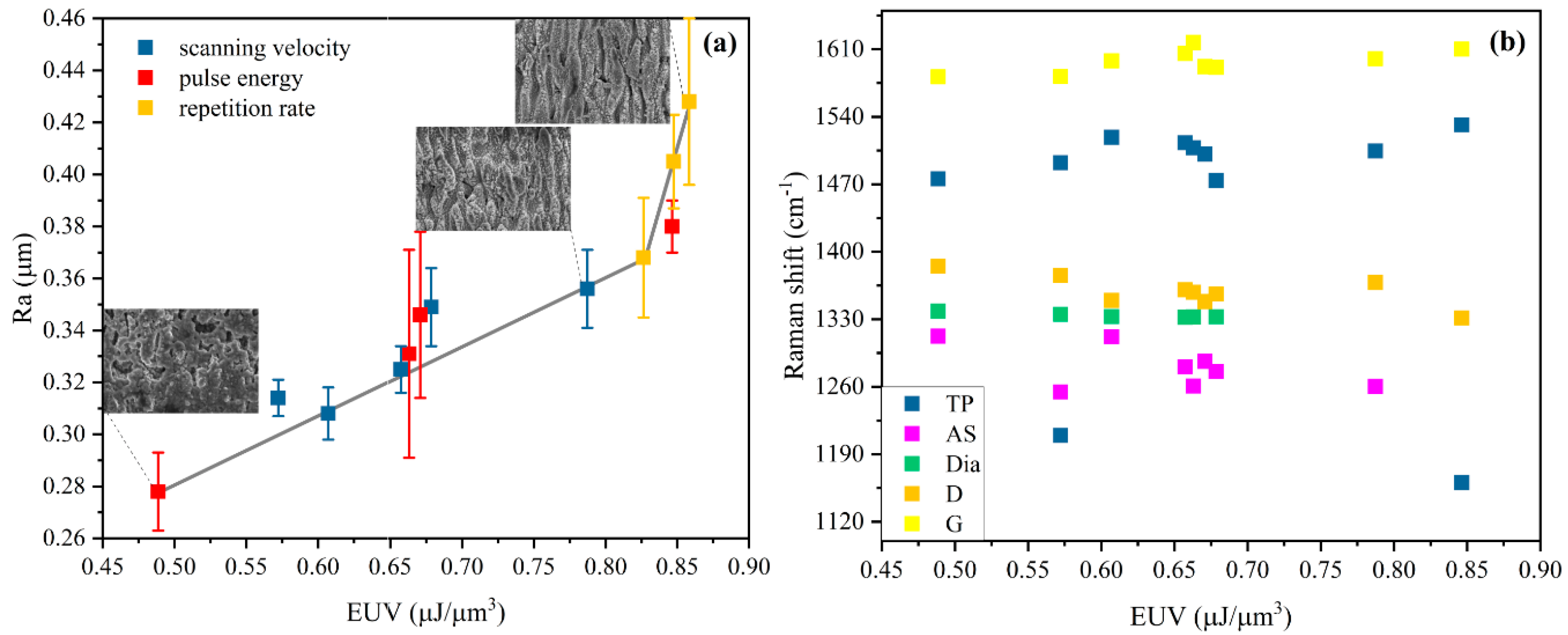
- The analysis of morphologies revealed that under high scanning speed or low single pulse energy conditions, the surface of diamond coating experiences material melting and re-solidification progress. While with the decrease of scanning speed or rise of pulse energy (both result in a harsh condition), the ablation of diamond coating turns into a tri-stage mechanism of melting-graphitization-evaporation.
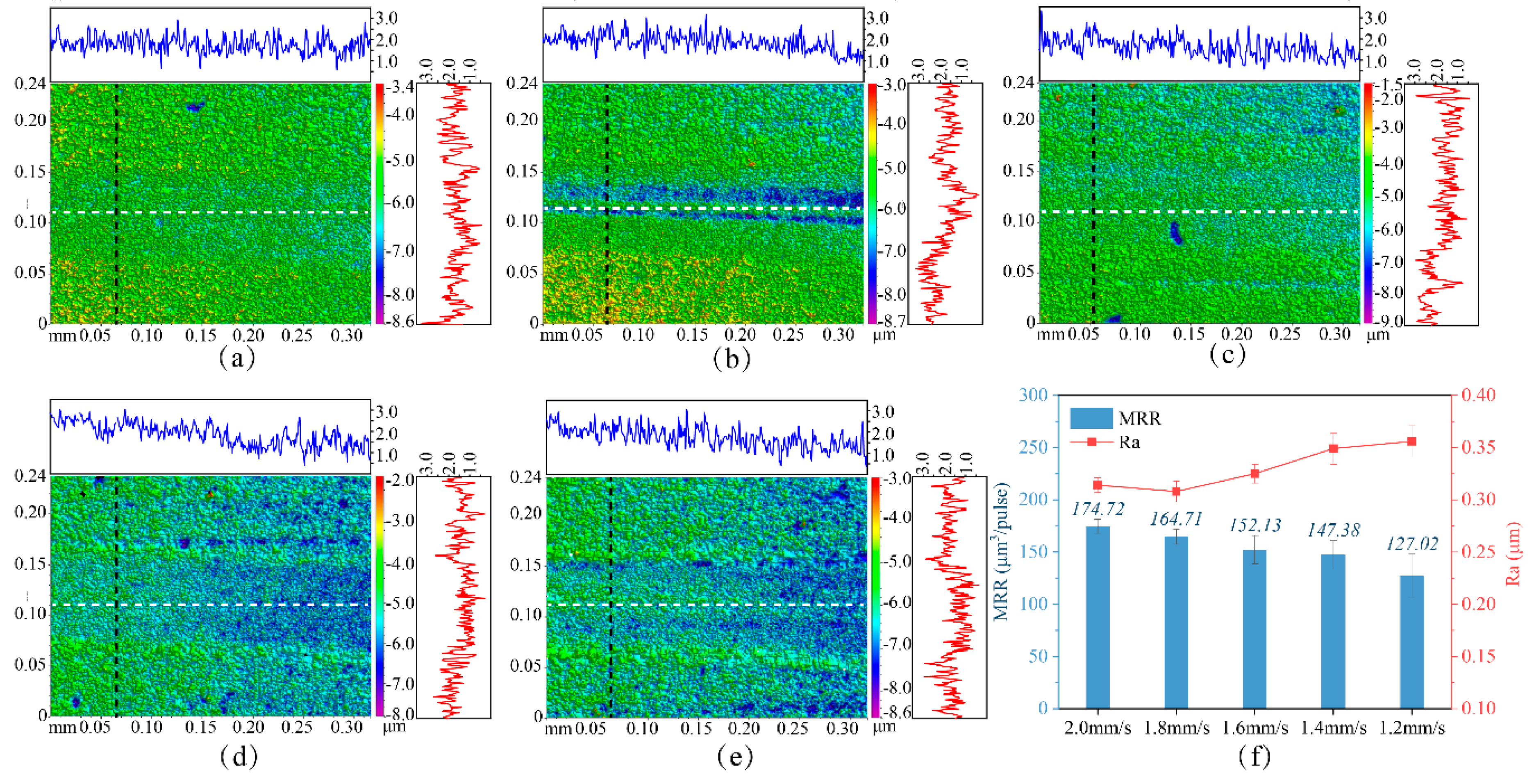
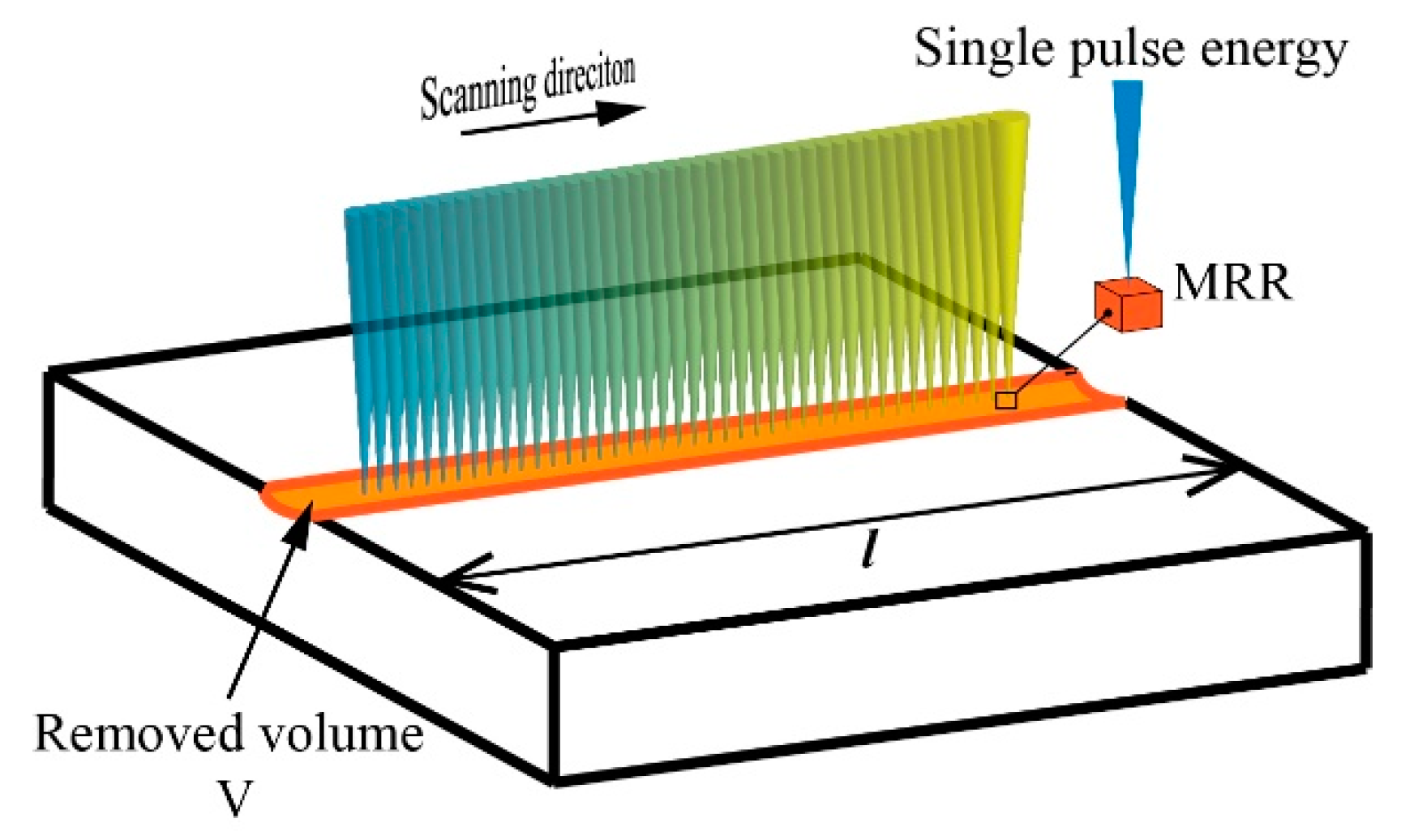
- With respect to surface roughness and MRR evaluation, both surface roughness Ra and MRR show a strong dependence on the variation of scanning speed and pulse energy, yet they show the same tendency with scanning speeds compared to different ones when changing with single pulse energies. In addition, in the investigation of the co-effect of pulse energy and repetition rate, we found that the ablation results produced under different pulse energies or repetition rates can be figured out directly by examining the value of average laser power.
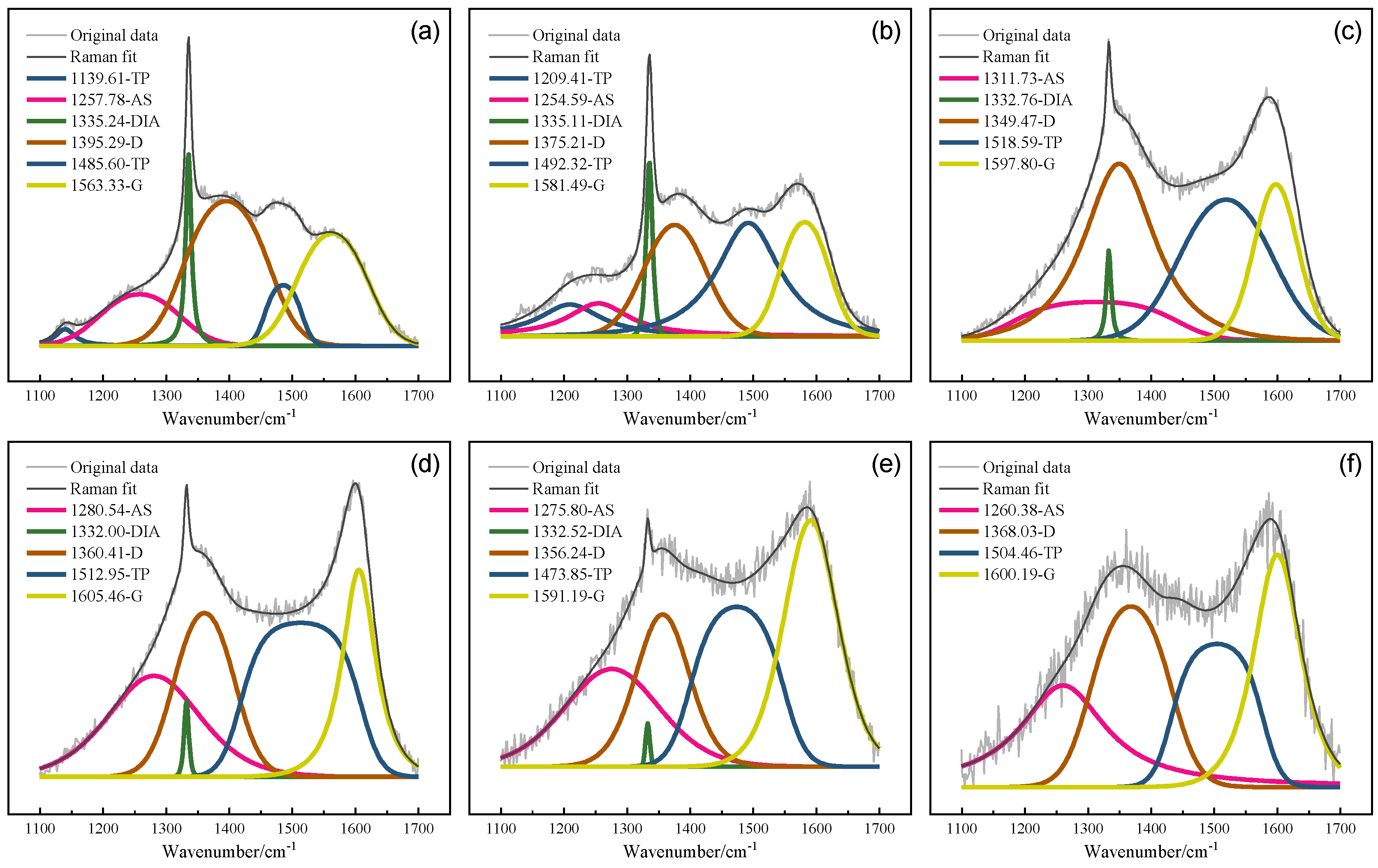
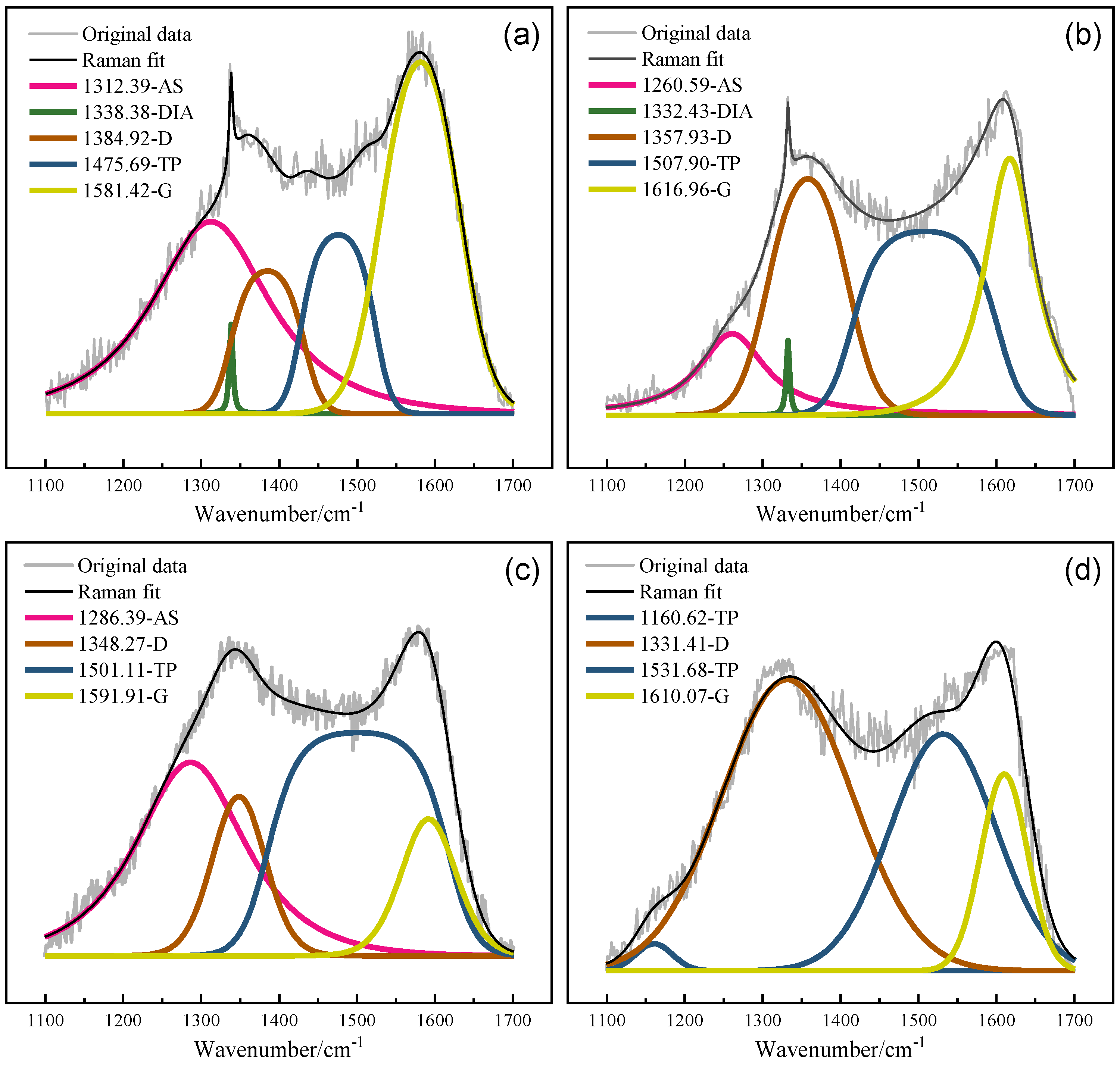
- Concerning carbon phase transition, when withstanding harsh conditions (low scanning speed or high pulse energy), the diamond phase is weakened and disappears eventually when scanning speed decreases to 1.2 mm/s or pulse energy reaches 80 μJ. Another conclusion can be drawn from the shift pattern of diamond peaks that the compressive stress in the diamond coating can be released by fs laser irradiation.
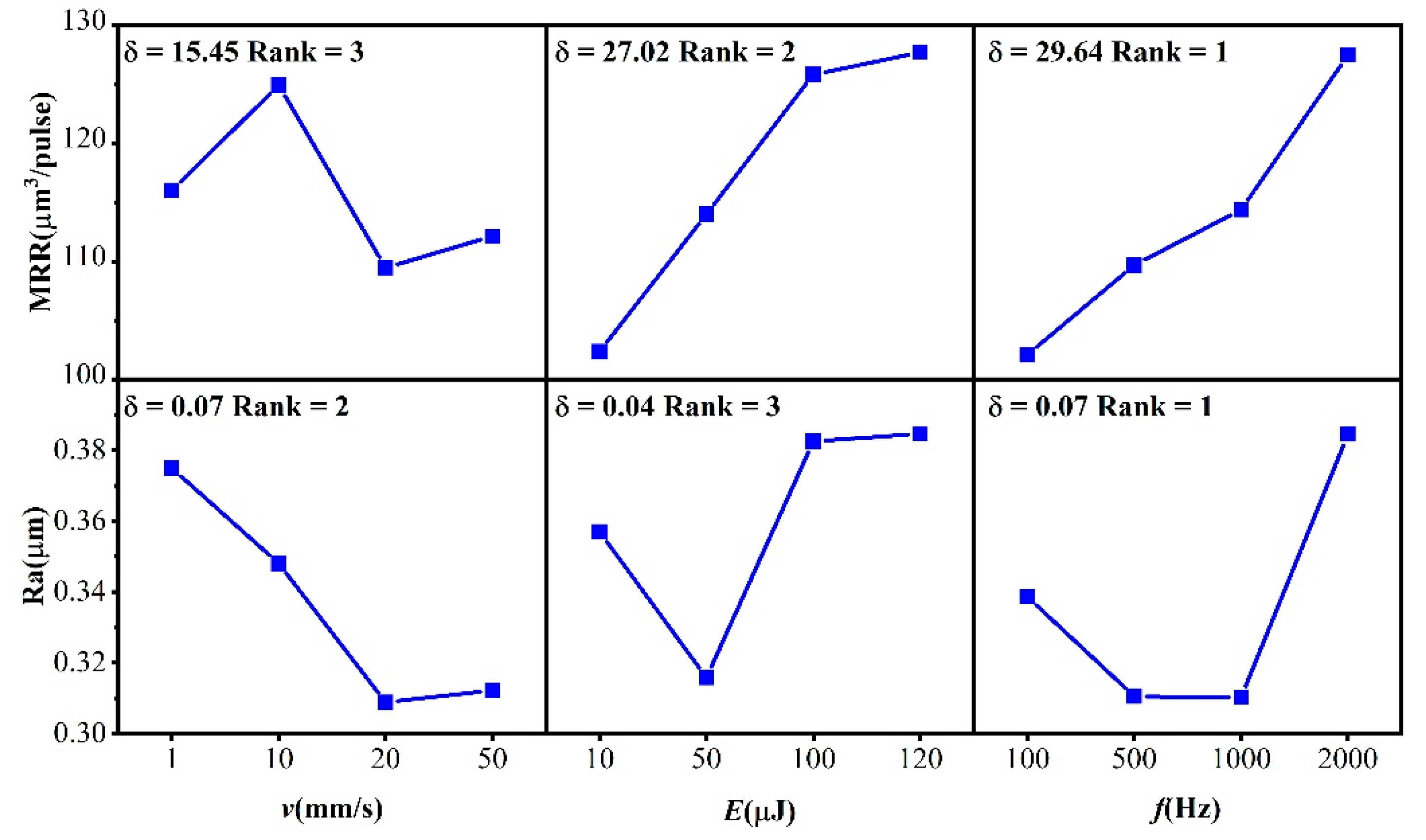
- In the investigation of the interaction mechanism, EUV exhibits acceptable reliability referring to surface roughness and carbon phase composition by embracing all three processing parameters. The significant rank in the MRR response is repetition rate > pulse energy > scanning speed, and the Ra response ratio follows repetition rate > scanning speed > pulse energy.
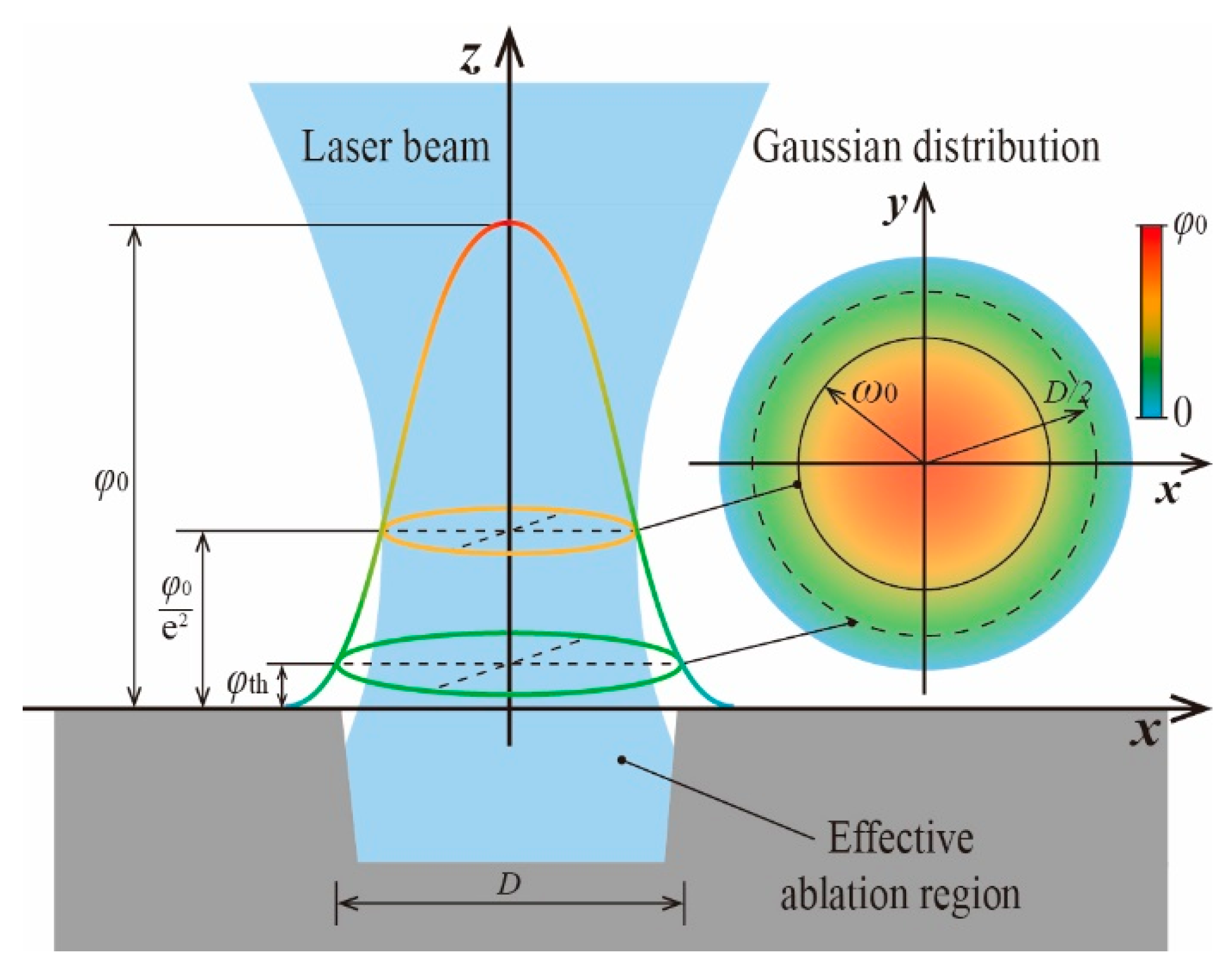
- The calculated ablation threshold of CVD diamond coating at effective pulses of 90 is 0.138 J/cm2, which is much smaller than that of SCD or PCD.
Author Contributions
Funding
Conflicts of Interest
References
- Ogawa, Y.; Ota, M.; Nakamoto, K.; Fukaya, T.; Russell, M.; Zohdi, T.I.; Yamazaki, K.; Aoyama, H. A study on machining of binder-less polycrystalline diamond by femtosecond pulsed laser for fabrication of micro milling tools. Manuf. Technol. 2016, 65, 245–248. [Google Scholar] [CrossRef]
- Wang, X.C.; Wang, C.C.; Sun, F.H.; Shen, B. Fabrication, polishing and application of diamond coated compacting die with sector-shaped hole. Chin. Surf. Eng. 2016, 29, 75–82. [Google Scholar]
- Chandran, M.; Kumaran, C.R.; Dumpala, R.; Shanmugam, P.; Natarajan, R.; Bhattacharya, S.S.; Rao, M.R. Nanocrystalline diamond coatings on the interior of WC–Co dies for drawing carbon steel tubes: Enhancement of tube properties. Diam. Relat. Mater. 2014, 50, 33–37. [Google Scholar] [CrossRef]
- Luo, F.; Ong, W.; Guan, Y.; Li, F.; Sun, S.; Lim, G.C.; Hong, M. Study of micro/nanostructures formed by a nanosecond laser in gaseous environments for stainless steel surface coloring. Appl. Surf. Sci. 2015, 328, 405–409. [Google Scholar] [CrossRef]
- Oliveira, V.; Sharma, S.P.; De Moura, M.F.S.F.; Moreira, R.D.F.; Vilar, R. Surface treatment of CFRP composites using femtosecond laser radiation. Opt. Lasers Eng. 2017, 94, 37–43. [Google Scholar] [CrossRef]
- Ruja, M.A.; de Souza, G.M.; Finer, Y. Ultrashort-pulse laser as a surface treatment for bonding between zirconia and resin cement. Dent. Mater. 2019. [Google Scholar] [CrossRef]
- Naoki, Y.; Kenzo, M.; Junsuke, K. Control of tribological properties of diamond-like carbon films with femtosecond-laser-induced nanostructuring. Appl. Surf. Sci. 2008, 254, 2364–2368. [Google Scholar]
- Jia, X.; Dong, L.L. Fabrication of complex micro/nanopatterns on semiconductors by the multi-beam interference of femtosecond laser. Phys. Procedia 2014, 56, 1059–1065. [Google Scholar] [CrossRef][Green Version]
- Chen, J.Y.; Jin, T.Y.; Tian, Y.J. Development of an ultrahard nanotwinned cBN micro tool for cutting hardened steel. Sci. China-Technol. Sci. 2016, 59, 876–881. [Google Scholar] [CrossRef]
- Yin, J.; Chen, G.; Xiong, B.; Zhu, Z.; Jin, M. Femtosecond pulsed laser fabrication of a novel SCD grinding tool with positive rake angle. Appl. Phys. A 2018, 124, 859. [Google Scholar] [CrossRef]
- Zavedeev, E.V.; Zilova, O.S.; Barinov, A.D.; Shupegin, M.L.; Arutyunyan, N.R.; Jaeggi, B.; Neuenschwander, B.; Pimenov, S.M. Femtosecond laser microstructuring of diamond-like nanocomposite films. Diam. Relat. Mater. 2017, 74, 45–52. [Google Scholar] [CrossRef]
- Chen, G.; Zhu, Z.; Yin, J.; Xiong, B. Experiment on ablation threshold of single crystal diamond produced by femtosecond laser processing. Chin. J. Lasers 2019, 46, 4. [Google Scholar]
- Pimenov, S.M.; Jaeggi, B.; Neuenschwander, B.; Zavedeev, E.V.; Zilova, O.S.; Shupegin, M.L. Femtosecond laser surface texturing of diamond-like nanocomoposite films to improve tribological properties in lubricated sliding. Diam. Relat. Mater. 2019, 93, 42–49. [Google Scholar] [CrossRef]
- Xiang, D.; Chen, Y.; Guo, Z.; Feng, H.; Wu, B.; Niu, X. Influence of textured diamond film on tribological properties of cemented carbide substrate. Int. J. Refract. Met. Hard Mater. 2019, 78, 303–309. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Development of a cutting tool with a nano/micro-textured surface: Improvement of anti-adhesive effect by considering the texture patterns. Precis. Eng. 2009, 33, 425–429. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Improving anti-adhesion in aluminum alloy cutting by micro stripe texture. Precis. Eng. 2012, 36, 229–237. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Crater and flank wear resistance of cutting tools having micro textured surfaces. Precis. Eng. 2013, 37, 888–896. [Google Scholar] [CrossRef]
- Sugihara, T.; Tanakaa, H.; Enomoto, T. Development of novel cBN cutting tool for high speed machining of inconel 718 focusing on coolant behaviors. Procedia Manuf. 2017, 10, 436–442. [Google Scholar] [CrossRef]
- Sui, T.Y.; Cui, Y.X.; Lin, B.; Zhang, D.W. Influence of nanosecond laser processed surface textures on the triboliogical characteristics of diamond films sliding against zirconia bioceramic. Ceram. Int. 2018, 44, 23137–23144. [Google Scholar] [CrossRef]
- Zhao, J.H.; Li, C.H.; Xu, J.J.; Hao, Y.W.; Li, X.B. Surface modification of nanostructured ZnS by femtosecond laser pulsing. Appl. Surf. Sci. 2014, 293, 332–335. [Google Scholar] [CrossRef]
- Tsubaki, A.T.; Koten, M.A.; Lucis, M.J.; Zuhlke, C.; Ianno, N.; Shield, J.E.; Alexander, D.R. Formation of aggregated nanoparticle spheres through femtosecond laser surface processing. Appl. Surf. Sci. 2017, 419, 778–787. [Google Scholar] [CrossRef] [PubMed]
- Liang, J.; Liu, W.; Li, Y.; Luo, Z.; Pang, D. A model to predict the ablation width and calculate the ablation threshold of femtosecond laser. Appl. Surf. Sci. 2018, 456, 482–486. [Google Scholar] [CrossRef]
- Kononenko, T.V.; Pivovarov, P.A.; Khomich, A.A.; Khmelnitsky, R.A.; Plotnichenko, V.G.; Konov, V.I. Processing of polycrystalline diamond surface by IR laser pulses without interior damage. Opt. Laser Technol. 2019, 117, 87–93. [Google Scholar] [CrossRef]
- Chen, N.; Li, Z.; Wu, Y.; Zhao, G.; Li, L.; He, N. Investigating the ablation depth and surface roughness of laser-induced nano-ablation of CVD diamond material. Precis. Eng. J. Int. Soc. Precis. 2019, 57, 220–228. [Google Scholar] [CrossRef]
- Huang, J.H.; Liang, G.W.; Li, J.; Guo, B.P. Femtosecond Laser Processing of Polycrystalline Diamond Micro-Structure Array. Chin. J. Lasers 2017, 44, 105–111. [Google Scholar]
- Ohfuji, H.; Okuchi, T.; Odake, S.; Kagi, H.; Sumiya, H.; Irifune, T. Micro-/nanostructural investigation of laser-cut surfaces of single- and polycrystalline diamonds. Diam. Relat. Mater. 2010, 19, 1040–1051. [Google Scholar] [CrossRef]
- Granados, E.; Martinez-Calderon, M.; Gomez, M.; Rodriguez, A.; Olaizola, S.M. Photonic structures in diamond based on femtosecond UV laser induced periodic surface structuring (LIPSS). Opt. Express 2017, 25, 15330–15335. [Google Scholar] [CrossRef]
- Trucchi, D.M.; Orlando, S. Surface Texturing of CVD Diamond Assisted by Ultrashort Laser Pulses. Coatings 2017, 7, 185. [Google Scholar] [CrossRef]
- Sartori, A.F.; Orlando, S.; Bellucci, A.; Trucchi, D.M.; Abrahami, S.; Boehme, T.; Hantschel, T.; Vandervorst, W.; Buijnsters, J.G. Laser-Induced Periodic Surface Structures ( LIPSS ) on Heavily Boron- Doped Diamond for Electrode Applications. Appl. Mater. Interfaces 2018, 10, 43236–43251. [Google Scholar] [CrossRef]
- Sedao, X.; Lenci, M.; Rudenko, A.; Faure, N.; Pascale-Hamri, A.; Colombier, J.P.; Mauclair, C. Influence of pulse repetition rate on morphology and material removal rate of ultrafast laser ablated metallic surfaces. Opt. Lasers Eng. 2019, 116, 68–74. [Google Scholar] [CrossRef]
- Evlashin, S.A.; Svyakhovskiy, S.E.; Fedorov, F.S.; Mankelevich, Y.A.; Dyakonov, P.V.; Minaev, N.V.; Dagesyan, S.A.; Maslakov, K.I.; Khmelnitsky, R.A.; Suetin, N.V.; et al. Ambient Condition Production of High Quality Reduced Graphene Oxide. Adv. Mater. Interfaces 2018, 5, 1801180. [Google Scholar] [CrossRef]
- Forster, M.; Huber, C.; Armbruster, O.; Kalish, R.; Kautek, W. 50-nanometer femtosecond pulse laser induced periodic surface structures on nitrogen-doped diamond. Diam. Relat. Mater. 2017, 74, 114–118. [Google Scholar] [CrossRef]
- Materials, H.; Fang, S.; Klein, S. Surface structuring of polycrystalline diamond (PCD) using ultrashort pulse laser and the study of force conditions. Int. J. Refract. Met. 2019, 84, 105036. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | Deposition Parameters |
|---|---|
| Flow of Acetone/Hydrogen | 30/300 sccm |
| Pressure | 5 kPa |
| The voltage of Tantalum wire | 20 V |
| Bias current | 2 A |
| Distance between Tantalum wire and substrate | 9–10 mm |
| Deposition temperature | 450 °C |
| The time of deposition | 3 h |
| Fixed Parameters | Controlled Parameters | |||
|---|---|---|---|---|
| Wavelength/nm | Pulse duration/fs | Speed/mm.s−1 | Pulse energy/μJ | Repetition rate/Hz |
| 800 | 100 | 1.2–2.0 | 50–100 | 500–100 K |
| Experimental Condition | EUV (μJ/μm3) | Experimental Condition | EUV (μJ/μm3) | Experimental Condition | EUV (μJ/μm3) |
|---|---|---|---|---|---|
| 2 mm/s | 0.5723 | 50 μJ | 0.4886 | 500 Hz × 200 μJ | 0.858 |
| 1.8 mm/s | 0.6071 | 70 μJ | 0.6631 | 10 kHz × 10 μJ | 0.8265 |
| 1.6 mm/s | 0.6573 | 80 μJ | 0.6709 | 100 kHz × 1 μJ | 0.8475 |
| 1.4 mm/s | 0.6785 | 100 μJ | 0.8464 | ||
| 1.2 mm/s | 0.7873 |
| Factors | Symbol | Unit | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|---|---|
| Scanning speed | v | mm/s | 1 | 10 | 20 | 50 |
| Pulse energy | E | μJ | 10 | 50 | 100 | 120 |
| Repetition rate | f | Hz | 100 | 500 | 1000 | 2000 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, C.; Ma, Y.; Han, Y.; Zhang, Y.; Yang, L.; Chen, X. Study on Femtosecond Laser Processing Characteristics of Nano-Crystalline CVD Diamond Coating. Appl. Sci. 2019, 9, 4273. https://doi.org/10.3390/app9204273
Wei C, Ma Y, Han Y, Zhang Y, Yang L, Chen X. Study on Femtosecond Laser Processing Characteristics of Nano-Crystalline CVD Diamond Coating. Applied Sciences. 2019; 9(20):4273. https://doi.org/10.3390/app9204273
Chicago/Turabian StyleWei, Chao, Yuping Ma, Yuan Han, Yao Zhang, Liu Yang, and Xuehui Chen. 2019. "Study on Femtosecond Laser Processing Characteristics of Nano-Crystalline CVD Diamond Coating" Applied Sciences 9, no. 20: 4273. https://doi.org/10.3390/app9204273
APA StyleWei, C., Ma, Y., Han, Y., Zhang, Y., Yang, L., & Chen, X. (2019). Study on Femtosecond Laser Processing Characteristics of Nano-Crystalline CVD Diamond Coating. Applied Sciences, 9(20), 4273. https://doi.org/10.3390/app9204273