1. Introduction
Deep and small holes with diameters in the range of 1–10 mm and large depth-to-diameter ratios are more and more widely used in the aviation, aerospace, and automotive industries [
1]. The depth-to-diameter ratio of these precisely manufactured small holes often reaches a value up to several tens, even several hundred [
2,
3]. These deep and small holes present great challenges to the measurable depth-to-diameter ratio and the precision of existing measurement methods.
A contact probe can go deep into small holes with a long stylus or extension rod. However, stylus bending and contact deformation of the probing head as well as the part being measured significantly limit the measurable depth and precision. Some research has aimed tried to reduce the probing force to several mN [
4,
5], but high measurable depth and high precision cannot be achieved at the same time. Noncontact probing methods are promising solutions to this challenge [
6,
7,
8]. Of all the noncontact probing methods, optical methods are more promising to obtain higher resolution and precision [
9,
10,
11,
12]. Based on various “optical needle” principles, nanometer resolution can be easily achieved. However, applying optical probes in deep and small hole measurement is difficult because optical probes usually have only 1D nanometer resolution probing ability and are, thus, more suitable for 2D and 2
D structure measurement, such as for the shape measurement of a shallow optical surface. A variety of micro and nano probes with nanometer resolution and high stylus aspect ratio have been developed [
13,
14,
15]. However, these probes are relatively small and more suitable for the measurement of micro/nano structures. Additionally, their stylus length and measurable depth is limited to several millimeters.
Aside from the demand for new probing methods, other difficulties need to be solved to realize ultraprecision measurement of deep and small holes, such as multi-degree-of-freedom adjustment of hole attitude and macro displacement measurement of the probe.
In this paper, a patented ultraprecision measurement method [
16] based on spherical scattering electrical-field probing (SSEP) is proposed, and a hole diameter measuring machine (HDMM) is specially designed and developed. Key techniques such as multi-degree-of-freedom adjustment of hole attitude, laser interferometry for macro displacement measurement of the probe, and hole diameter measurement process planning are described. Finally, experiments are carried out with the HDMM and a probe that is specifically developed for method verification.
2. Spherical Scattering Electrical-Field Probing Method
The model of small hole diameter measurement with a non-contact probe can be expressed as:
where
D is the hole diameter to be measured;
d is the probing ball diameter;
l is the macro displacement of the probe when it is moved from the first probing point to the second along the measurement line of the diameter; and
and
are micro probing gaps between the probing ball and the hole sidewall at the two probing points.
In the proposed measurement method based on SSEP, d was calibrated beforehand, l was obtained using laser interferometry, and and were given by the SSEP probe. The quality of the diameter measurements depended on the ability to accurately determine and .
The principle of the SSEP method is shown in
Figure 1. The probing ball and the small hole are electrically conductive. When the probing ball probes the internal sidewall of the hole, a dual conductor system is formed. By constructing certain boundary conditions—e.g., grounding the hole and keeping the potential of the probing ball constant—a spherical scattering electrical field is formed, and the electrical field between the probing ball and the hole sidewall, as well as the distribution of surface charge, is strongly affected by the micro probing gap. Based on this phenomenon, the micro gap between the probing ball and the hole sidewall is converted to a capacitive signal and detected with capacitive signal processing circuits [
17].
The sensing characteristics of the spherical scattering electrical field is identical in arbitrary spatial directions. Therefore, the measurement performance is not influenced by the relative attitude between the probe and the hole to be measured, which is often a key limitation in existing non-contact high-precision probing methods of small holes with large depth-to-diameter ratios.
Considering the actual demand in industry, only holes of conductor material are discussed—although the analysis shows that non-conductor material can also be probed using the SSEP method with much worse resolution.
The bias electrical field was theoretically modeled using the seven-point finite difference method and non-uniform meshing in a spherical coordinate system [
18]. The Laplace equation was solved for a model consisting of a
ϕ3-mm conductor sphere as the probing ball and a conducting plane (yoz plane) as the surface to be measured. The potential of the sphere was 1V and the plane was grounded. The probing gap was set to 0.2 μm. The simulation software was programmed by the authors with MATLAB (MathWorks, Natick, Massachusetts, US). The surface charge density characteristics of the probing ball are shown in
Figure 2. It is shown that most surface charge on the probing ball was concentrated in a very small area closest to the part being measured, and 43% of the surface charge was concentrated in an area comprising 1% of the whole surface area of the probing ball. The charge density of the waist line of the probing ball is shown in the top right corner of
Figure 2, and the curve is characterized by a single peak. This phenomenon indicates that the SSEP probe has a point probing capability. Therefore, the SSEP probe is capable of isotropic sensing and point-probing, both of which are ideal for the measurement of small holes with large depth-to-diameter ratios.
Figure 3a shows the relationship between the surface area ratio, defined as the ratio of the charge concentrating area to the whole surface area of the probing ball, and the corresponding surface charge ratio when a
ϕ3-mm probing ball probes holes of different diameters with a 0.2-μm probing gap.
Figure 3b shows the relationship of the surface area ratio to surface charge ratio when a
ϕ3-mm probing ball probes a
ϕ12-mm hole with a probing gap from 0.2 μm to 1 μm. It can be observed that the surface charge concentration was similar when holes of different diameters were probed.
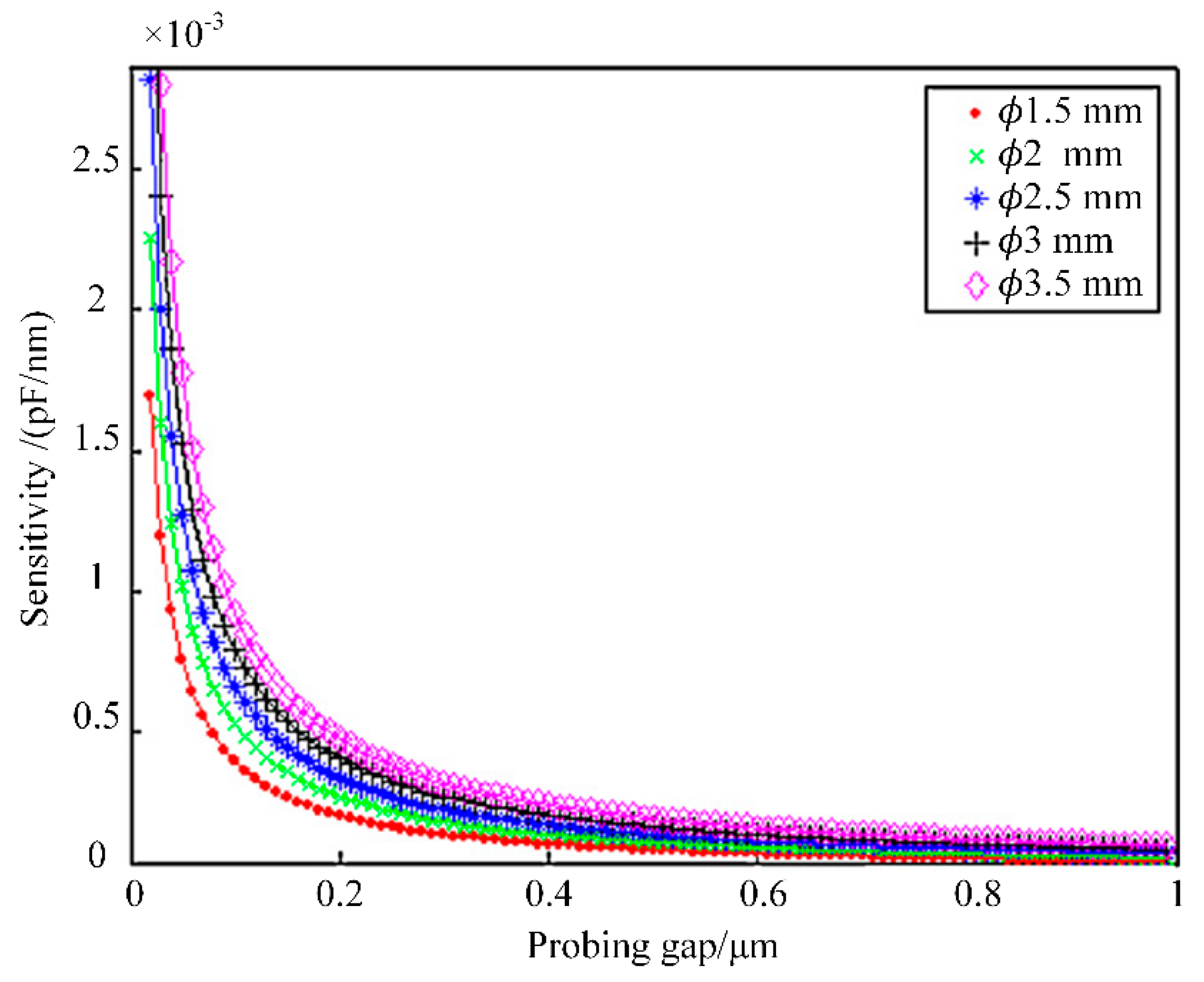
Figure 4 shows the sensitivity characteristics of probing balls of different diameters when a plane was probed using capacitive signal processing techniques. The sensitivity was defined as the quotient of the change of capacitance and the corresponding change of the probing gap. The sensitivity increased with a decreasing probing gap (
δ). The sensitivity increased more dramatically when
δ was below 0.2 μm. Nanometer resolution could be achieved as a result of these characteristics.
3. Development of the Hole Diameter Measuring Machine
An HDMM was specially developed for ultraprecision diameter measurement of small holes with large depth-to-diameter ratios. Key issues, including machine structural design, the development of the probing sensor, the multi-degree-of-freedom attitude-adjusting worktable, and laser interferometry for macro probe displacement measurement, were subsequently described. The measurement process was optimally planned.
3.1. Structural Design of the Measuring Machine
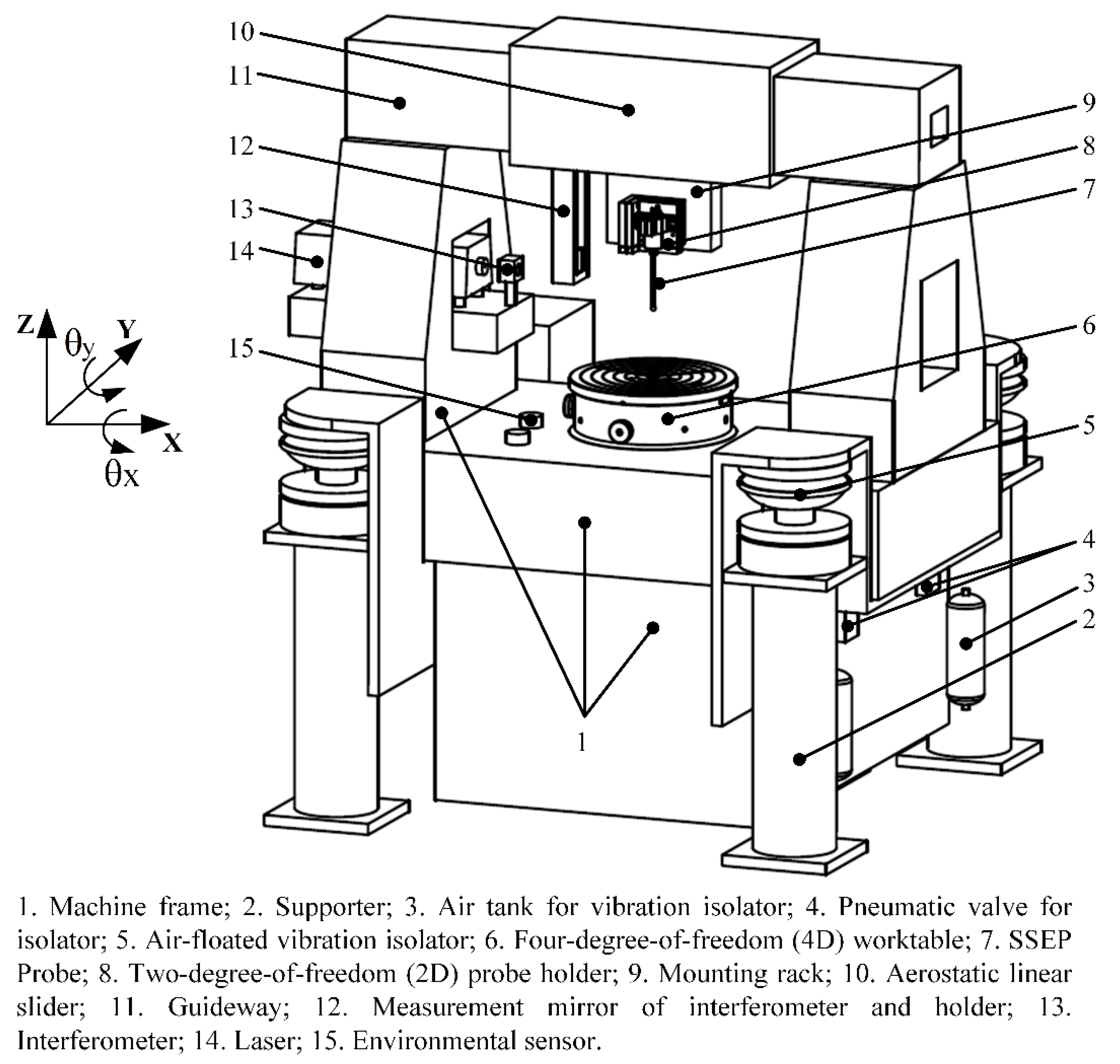
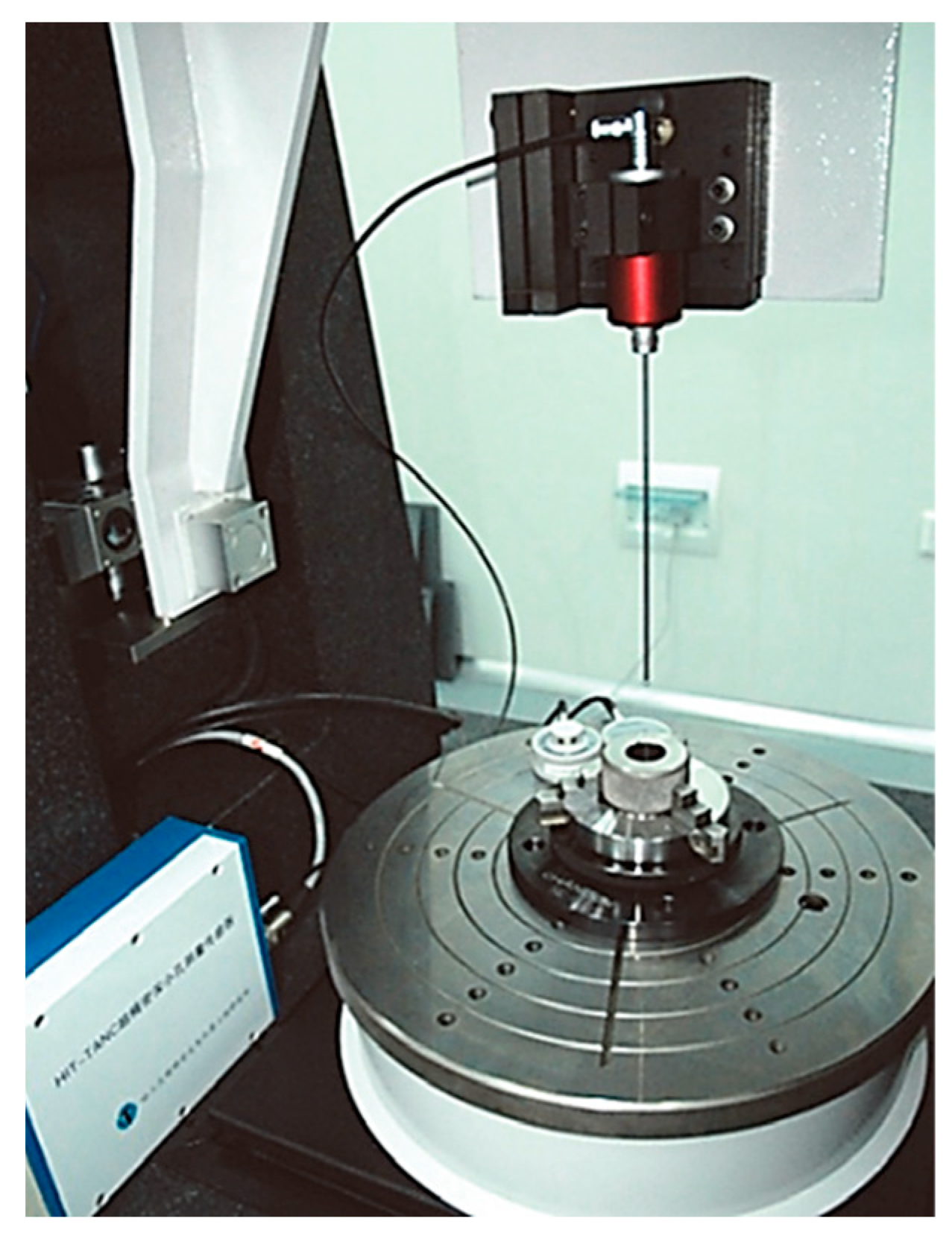
The structure of the HDMM is shown in
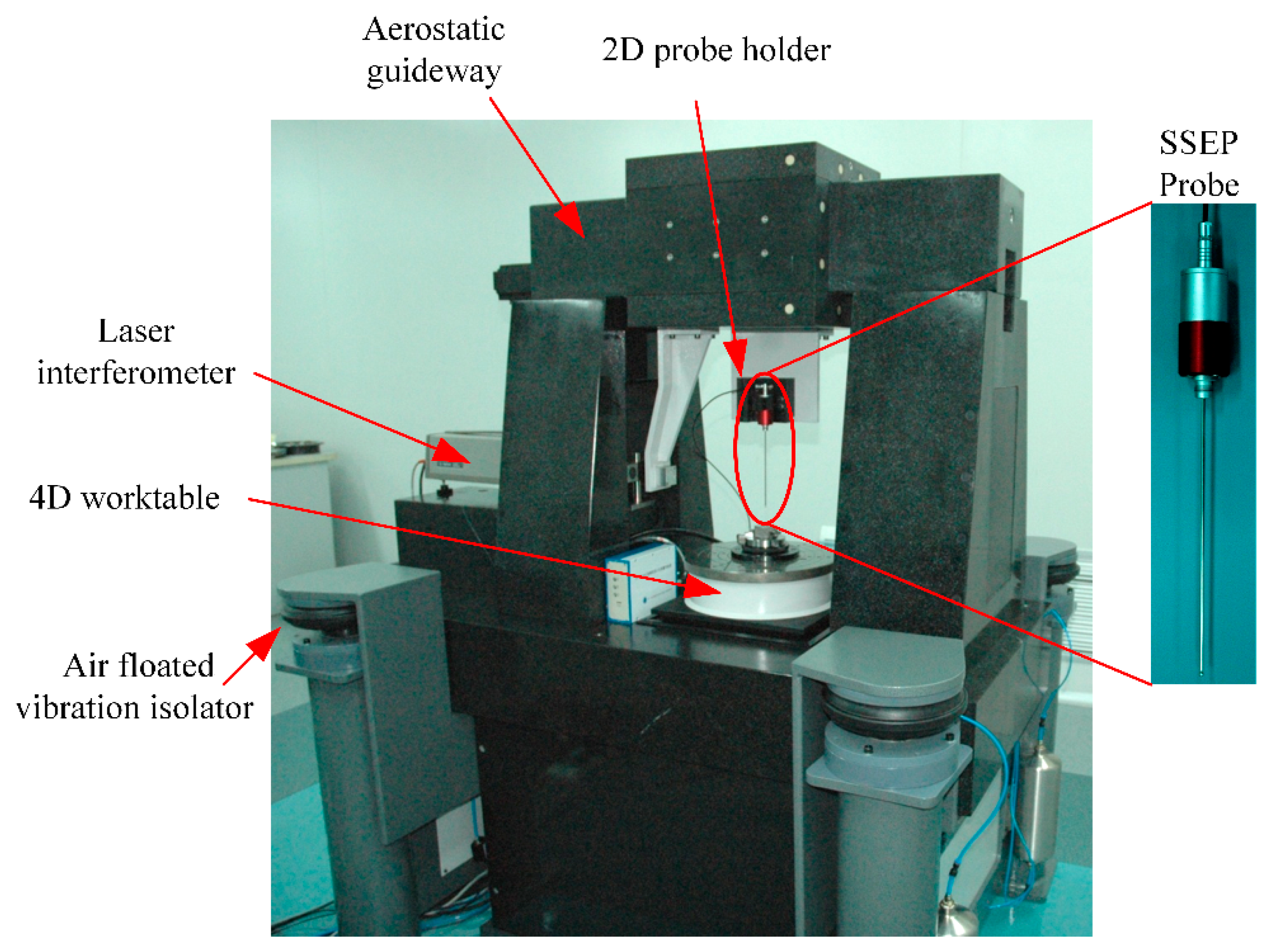
Figure 5. A photo of the HDMM is shown in
Figure 6. The machine had seven degrees of freedom of precision movement and positioning. The probe was mounted on a probe holder with two degrees of freedom (2D), which was mounted on an aerostatic linear slider. The 2D probe holder was used to precisely adjust the axis of the probe stylus to be parallel to the Z axis of the HDMM. The aerostatic linear slider could move horizontally in the X direction, which was also the direction of the measurement line of the hole diameter. The slider stroke in the X direction was 50 mm. A linear glass encoder with a resolution of 5 nm and an accuracy of ~1 μm after calibration was provided for the X slider. A laser interferometer was used to measure the macro displacement of the probe, i.e.,
l in Equation (1). The part to be measured was mounted on a four-degrees-of-freedom (4D) worktable. The worktable could be controlled to move in the Y and Z directions, as well as to rotate in θx (about the X axis) and θy (about the Y axis) directions. The position and attitude of the hole to be measured could therefore be precisely adjusted with the worktable, which is further described in
Section 3.3. The slider in the Z direction had a stroke of 150 mm. A linear glass encoder with a resolution of 5 nm and an accuracy of ~1 μm after calibration was also provided for the Z slider. The tilting angle of the worktable was adjusted with fine thread and servo motors. The tilting angle was evaluated according to pulse counts of the rotary encoders of the motors, and one count corresponded to ~0.005″. The maximum error of the tilting angle adjustment of the worktable was ~0.2″, well meeting the measurement requirement.
The measuring machine was supported by four air-floated vibration isolators. Environmental sensors were used to monitor the worktable temperature, air temperature, and air humidity to allow for compensation of the thermal expansion of the material and change of the air refractive index.
3.2. Development of Probing Sensor
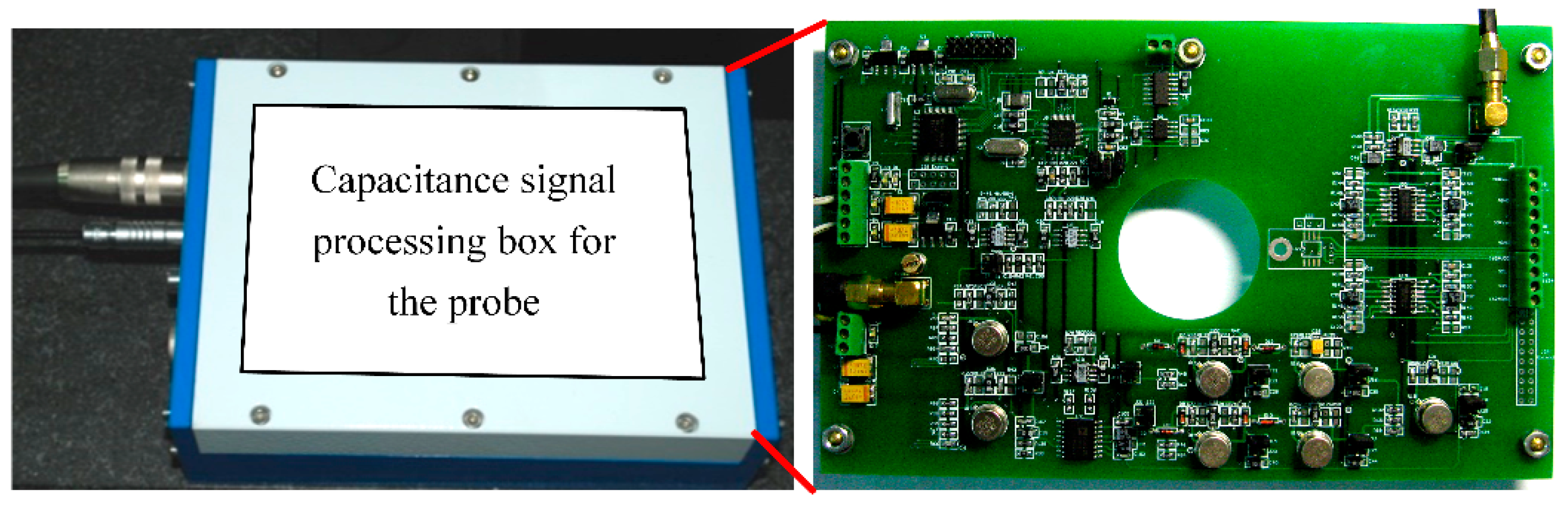
According to theoretical modeling results, when capacitive signal processing techniques are used after constructing certain boundary conditions for the spherical scattering electrical field, the capacitive signal of the probe is on the order of a few pF [
17]. As a result, weak capacitive signal processing circuits were designed and a signal modulation and demodulation method was used.
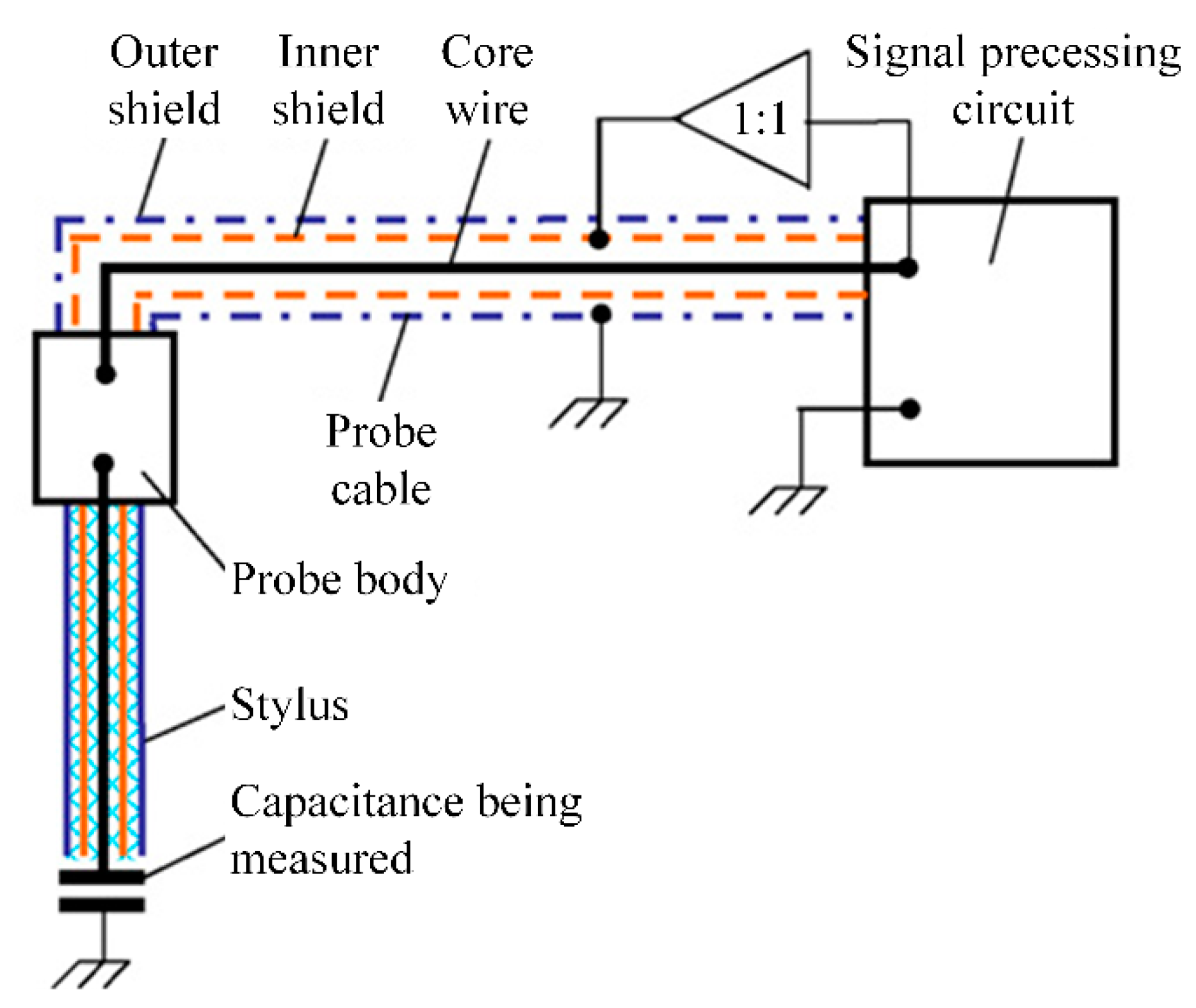
In order to avoid electromagnetic interference and ensure signal quality, a tri-coaxial active shielding structure was used in the SSEP sensor, which consisted of an SSEP probe and signal processing circuits, as shown in
Figure 7. The inner shield, outer shield, and the signal conducting core wire of the stylus and probe cable comprised a tri-coaxial structure. The outer shield was grounded to shield off spatial electromagnetic interferences and eliminate the influence of parasitic capacitance. The inner shield was driven by a 1:1 amplifier and kept equipotential with the signal conducting wire to eliminate the influence of parasitic capacitance between them.
A series of SSEP probes, with diameters ranging from
ϕ1.5 mm to
ϕ3.5 mm and stylus aspect ratios from 20 to 50, were developed.
Figure 8 shows an SSEP probe prototype with a
ϕ3-mm probing ball and a 150-mm-long stylus.
Figure 9 shows the signal processing circuits. Nonlinearity correction, communication, and triggering control during probing was also conducted by the signal processing circuits.
3.3. Four-Degree-of-Freedom Attitude-Adjusting Worktable
Precise and multi-degree-of-freedom adjustment of hole attitude also need to be thoroughly considered to realize ultraprecision measurement of deep and small hole diameters. The hole attitude must be precisely adjusted to make its axis parallel to the Z axis of the HDMM before diameter measurement. This was realized through a 4D attitude-adjusting worktable on which the part to be measured was mounted.
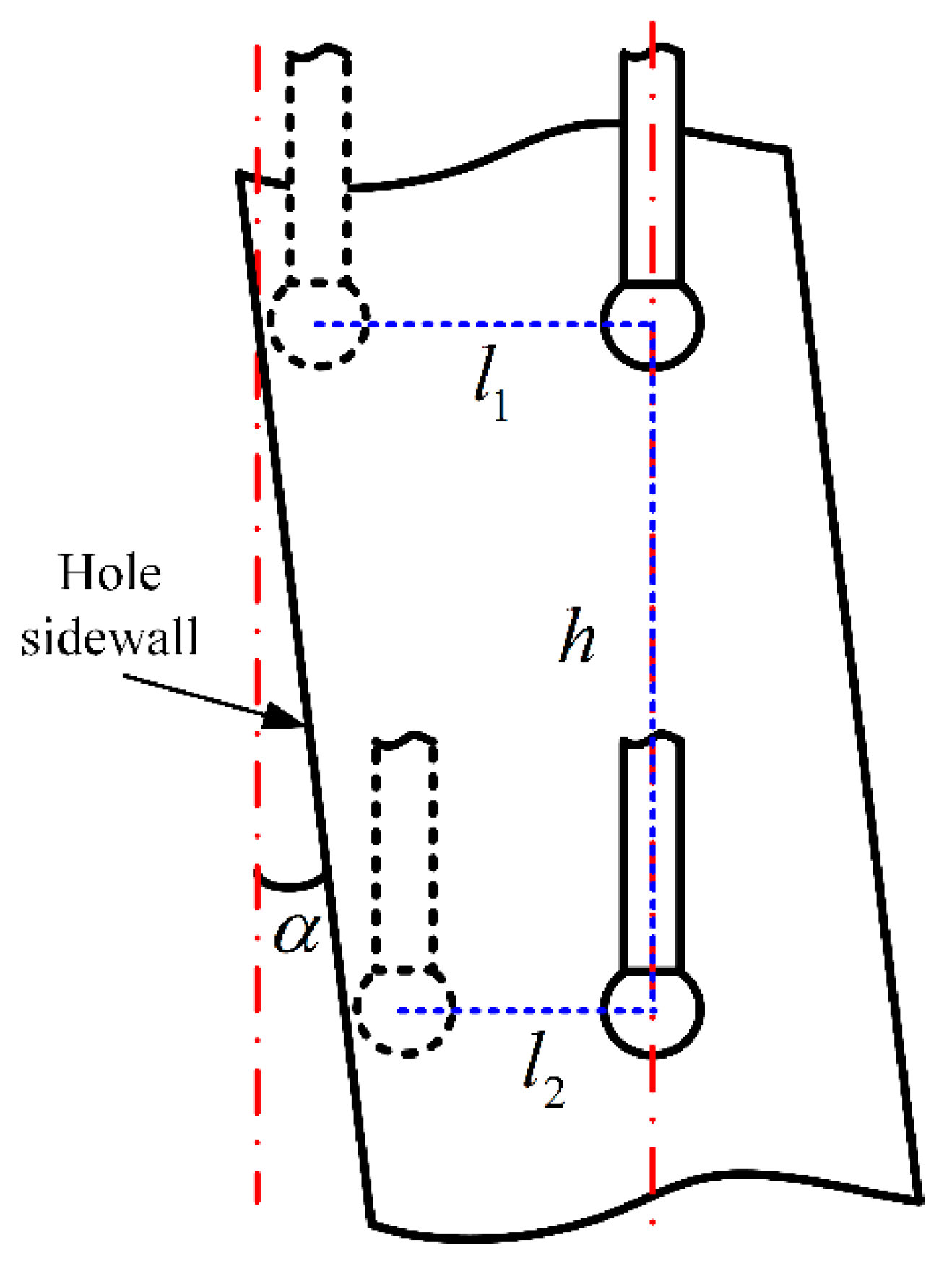
The inclination angles of the hole axis in the θx and θy directions with respect to the Z axis of the HDMM needed to be acquired to provide reference values for adjustment. The principle of determining an inclination angle from the 3D probing capability of the SSEP probe is shown in
Figure 10. By successively probing the sidewalls of an upper section and a lower section,
,
, and
could be obtained, and then the inclination angle
could be calculated according to Equation (2).
After acquiring inclination angles and α′ in two directions, the 4D worktable was rotated by − and −α′ in respective directions. The process of acquiring inclination angles and adjusting the worktable could be repeated until the inclination angles were smaller than a specified threshold. The experimental results show that two to three adjustments of the worktable are typically sufficient to reduce the inclination angle of the hole axis to a negligible value, thereby satisfying the measurement requirement.
It should be noted that the hole is assumed to be cylindrical here because the holes to be measured in the aviation, aerospace, and automotive industries are mostly cylindrical. Holes with a non-cylindrical shape are rarely seen. Also, because the precision of precisely manufactured holes in the aviation, aerospace, and automotive industries is usually in the micron order, misalignment resulting from differences at two different heights and the corresponding introduced measurement error is very small and can be ignored. Even for a truncated cone-shaped hole, the nominal value of its flank angle relative to its axis can be used to realize precision alignment.
3.4. Macro Probe Displacement Measurement with Laser Interferometry
According to Equation (1), it is important to accurately obtain the macro displacement of the probe between the two probing points. A laser interferometer with a resolution of 1 nm was designed and integrated into the HDMM. According to calibration results, the relative length measurement error of the interferometer was approximately ±(1.5 × 10
−6). As shown in
Figure 5 and
Figure 6, the reflecting mirror was fixed on a holder mounted on the aerostatic guideway slider. To reduce the Abbe error, the laser interferometry was designed in such a way that the laser beam was incident on the center of the probing ball, and its direction was carefully adjusted to superpose the moving direction of the slider. In this way, the macro displacement of the probe could be accurately measured using laser interferometry.
3.5. Measurement Process Planning
The measurement process was planned to achieve fully automated hole attitude adjustment and diameter measurement of any cross-sections. The influence of personnel operations could be significantly reduced through automatic adjustment and measurement.
As shown in
Figure 11, there were six major steps in the measuring process. First, the upper end face of the hole to be measured was determined with the SSEP probing sensor, and used as the depth reference of the cross-section hole diameter to be measured in the subsequent steps. Then, the hole attitude was finely adjusted using the principles described in
Section 3.3. The part was moved vertically in the Z direction until the probing ball center was in the desired cross-section. The probe was then moved in the Y direction to find the inflection point, thus moving the probing ball center to the measurement line of the hole diameter to be measured.
After the adjustment process above, automatic diameter measurement was carried out to obtain l, , and . Measurements were repeated ten times, and ten measurement results were averaged.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}