A Generic Automated Surface Defect Detection Based on a Bilinear Model

Abstract
:1. Introduction
- (1)
- The bilinear model for the detect detection tasks was proposed. To the best of our knowledge, this is the first paper that uses the bilinear model for surface defect detection. Moreover, the proposed method has a generalization capability, and can be successfully applied to defective features with texture, shape and color.
- (2)
- A D-VGG16 network based upon VGG16 for the feature function of the bilinear model was designed. The Experimental results show that such a network structure for defects detection applications has a higher average precision than that network using VGG16 as the feature function, and is also higher than the known latest methods.
- (3)
- The training process of the whole network proposed in this paper has the characteristics of a small sample, end-to-end, and is weakly-supervised. In the training stage, only a few training images of image-level labeled are needed to locate the defects of input images in the prediction stage.
2. Methodology
2.1. Defect Classification
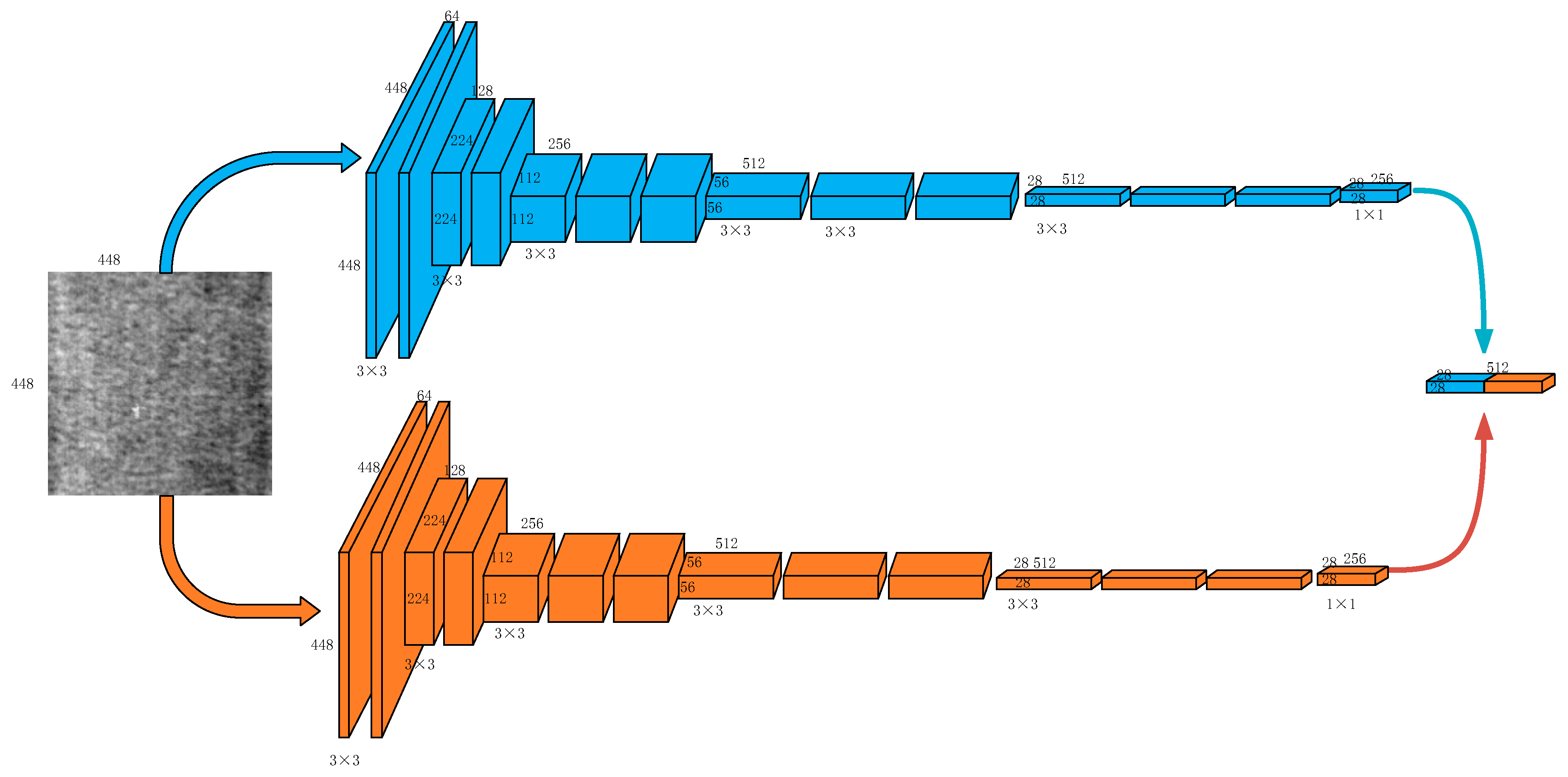
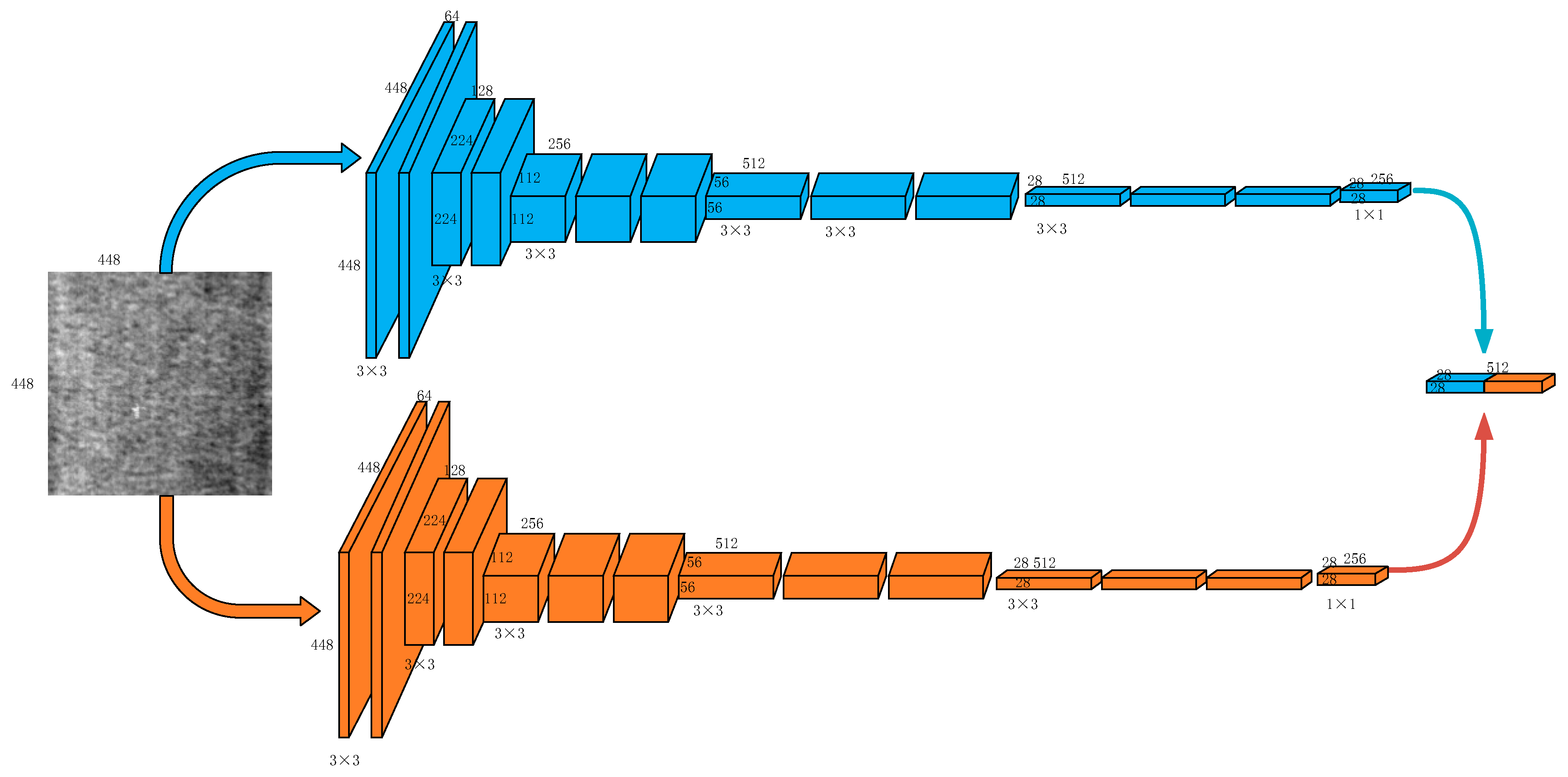
2.1.1. D-VGG16
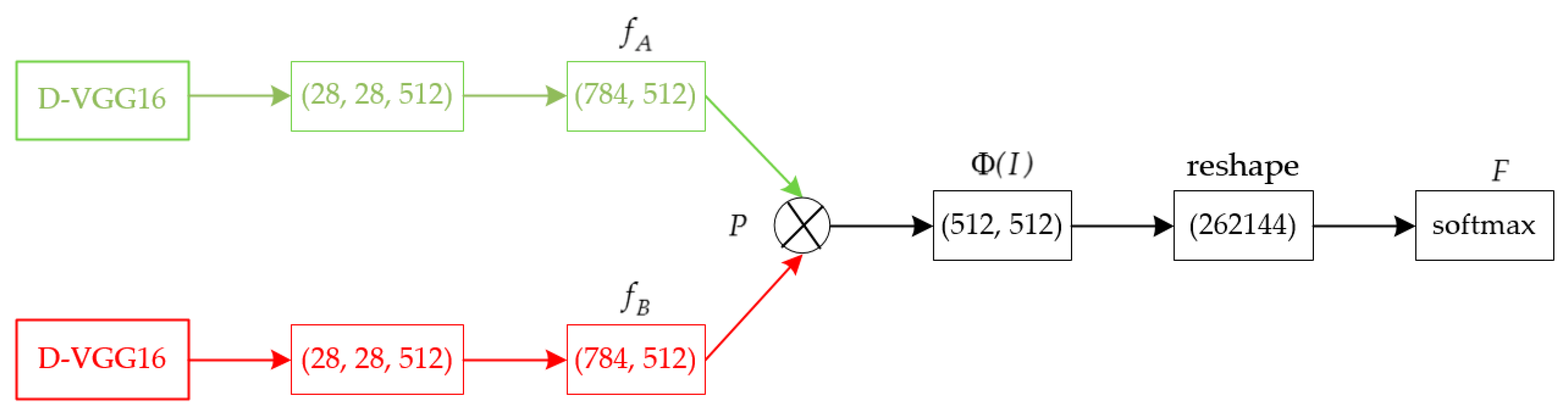
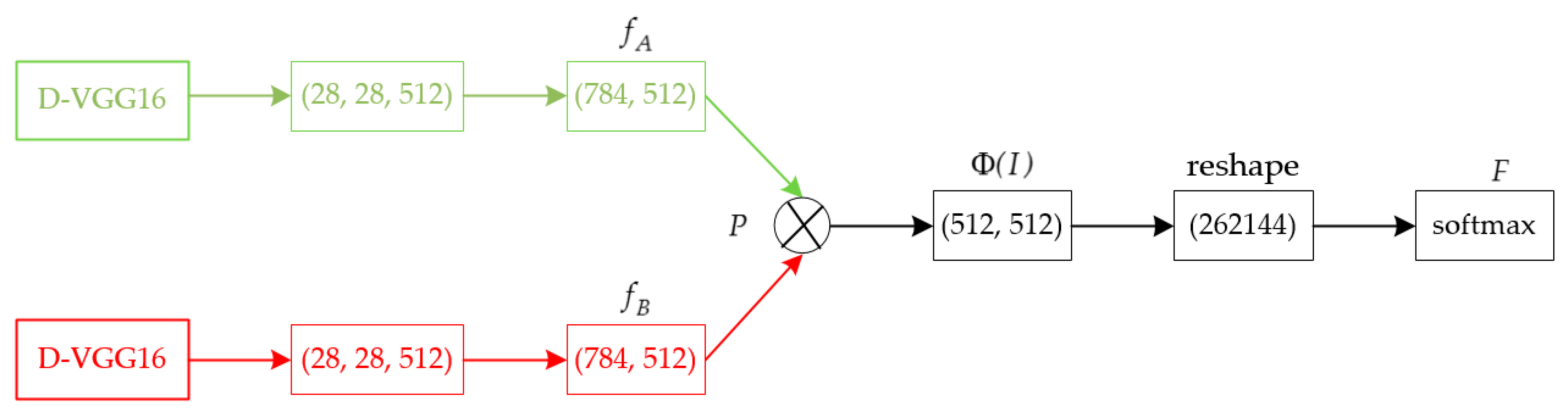
2.1.2. Bilinear Model
2.2. Defect Localization
2.2.1. Grad-CAM
2.2.2. Segmentation
3. Experiments
3.1. Hardware Platform and Training Details
3.2. Datasets Description
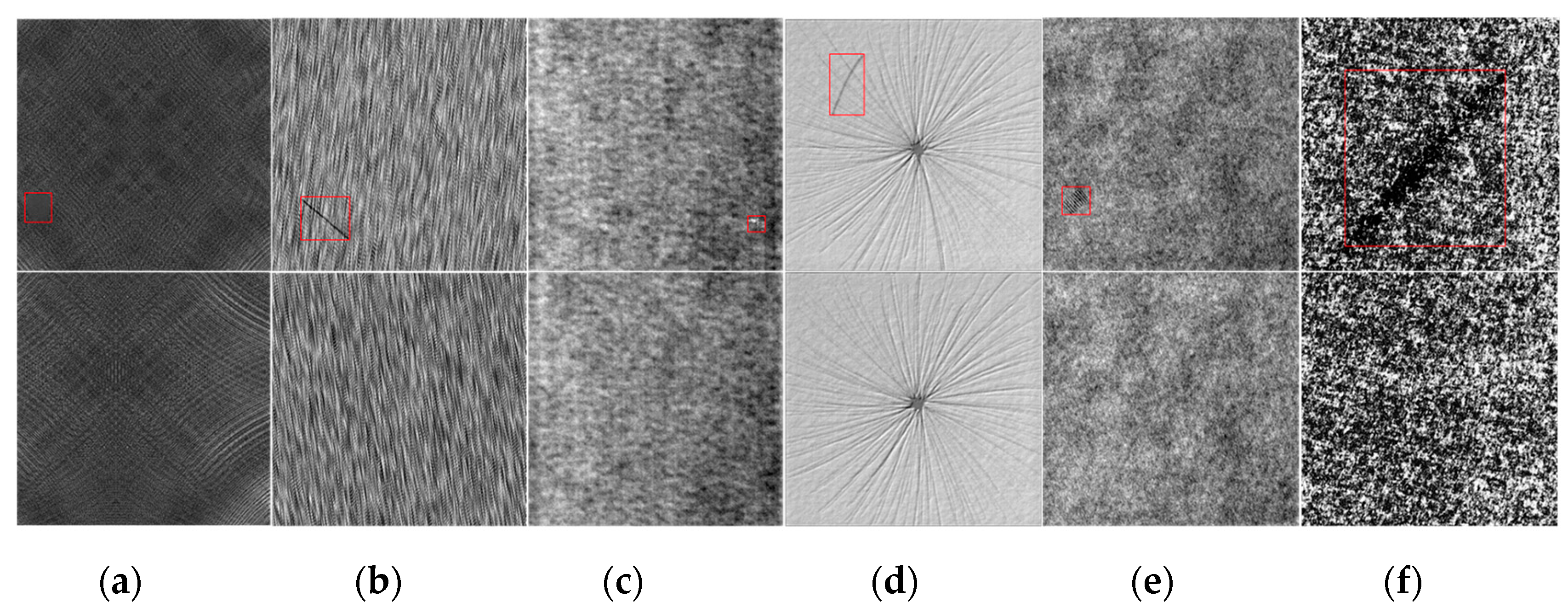
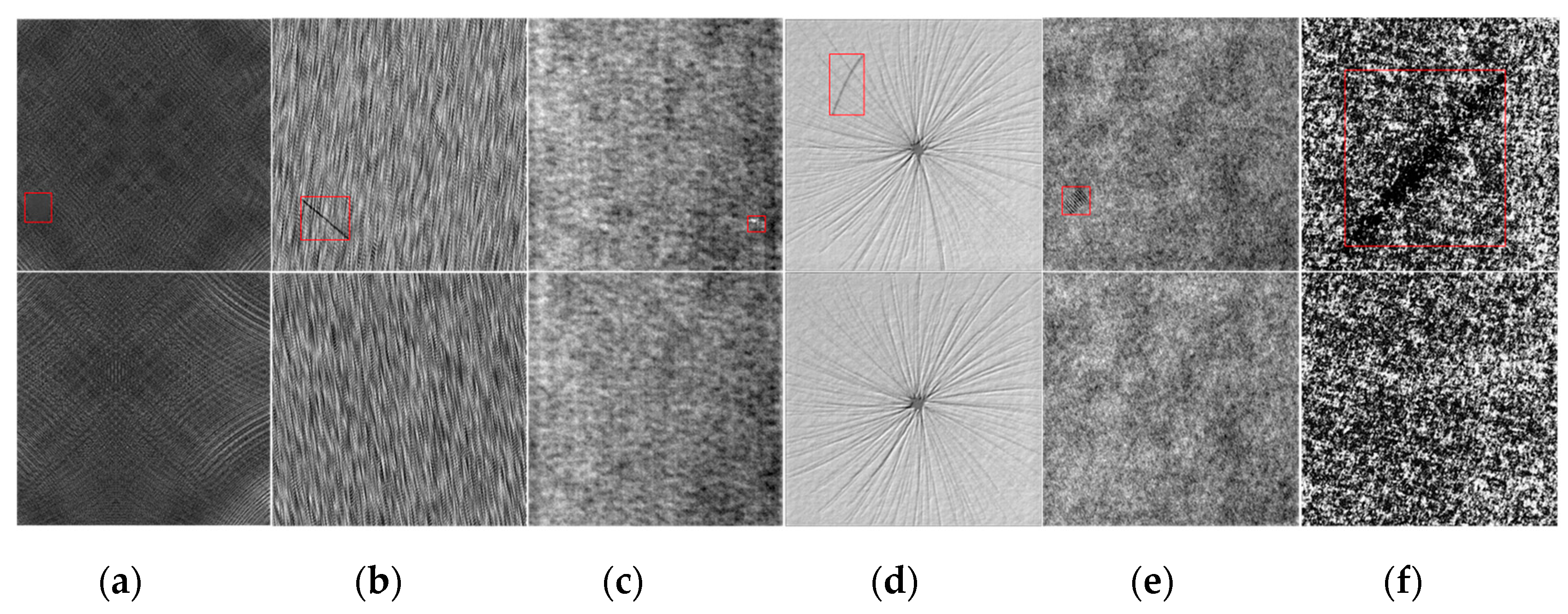
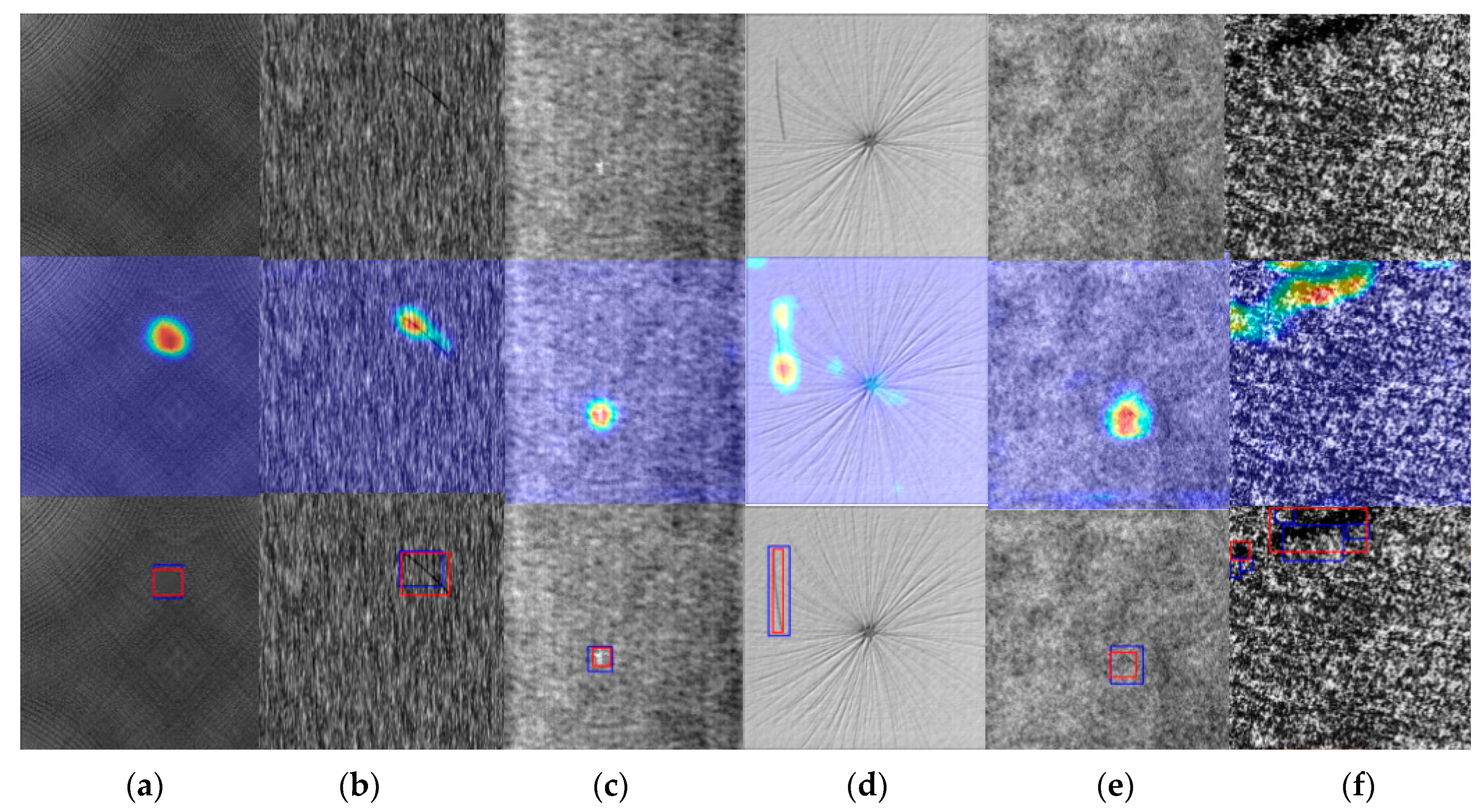
3.2.1. DAGM_2007 Defect Dataset
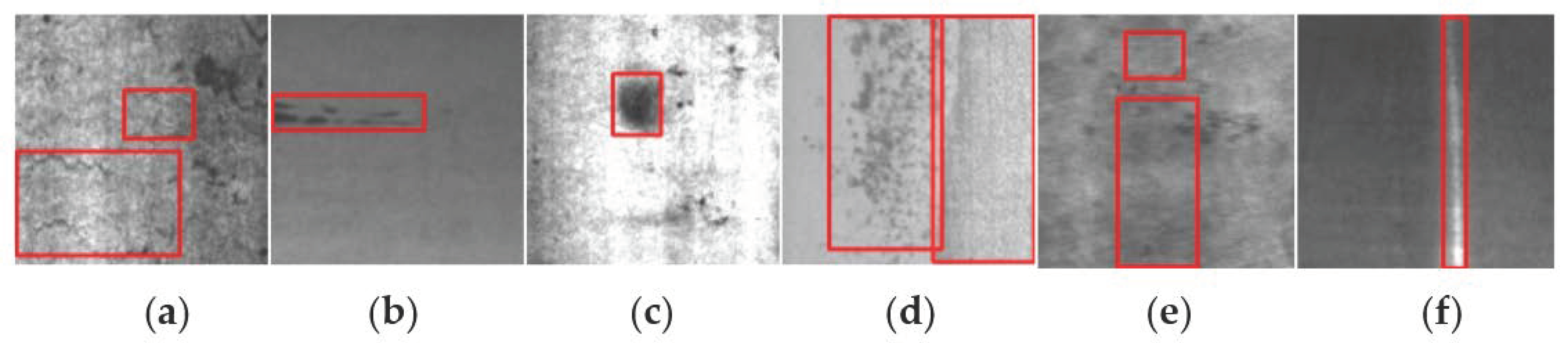
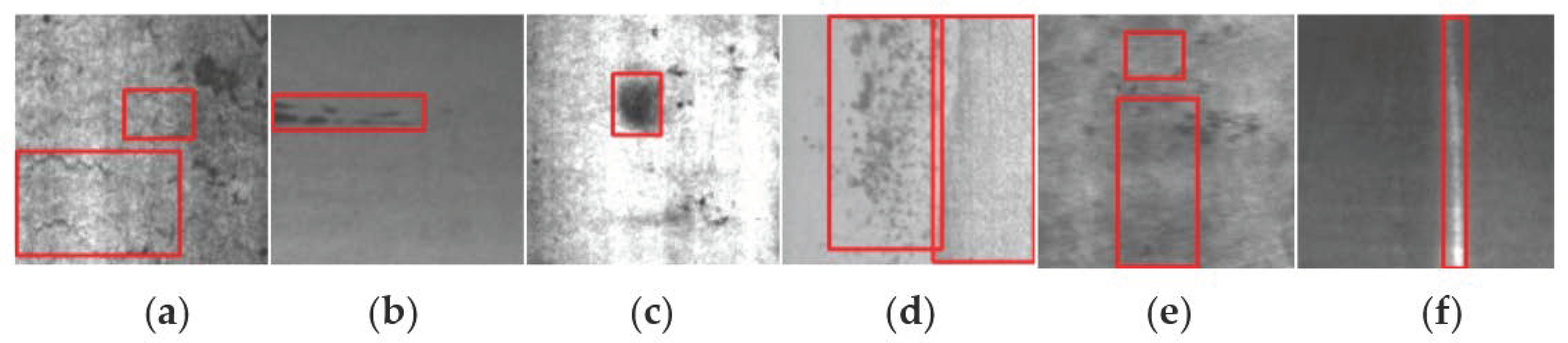
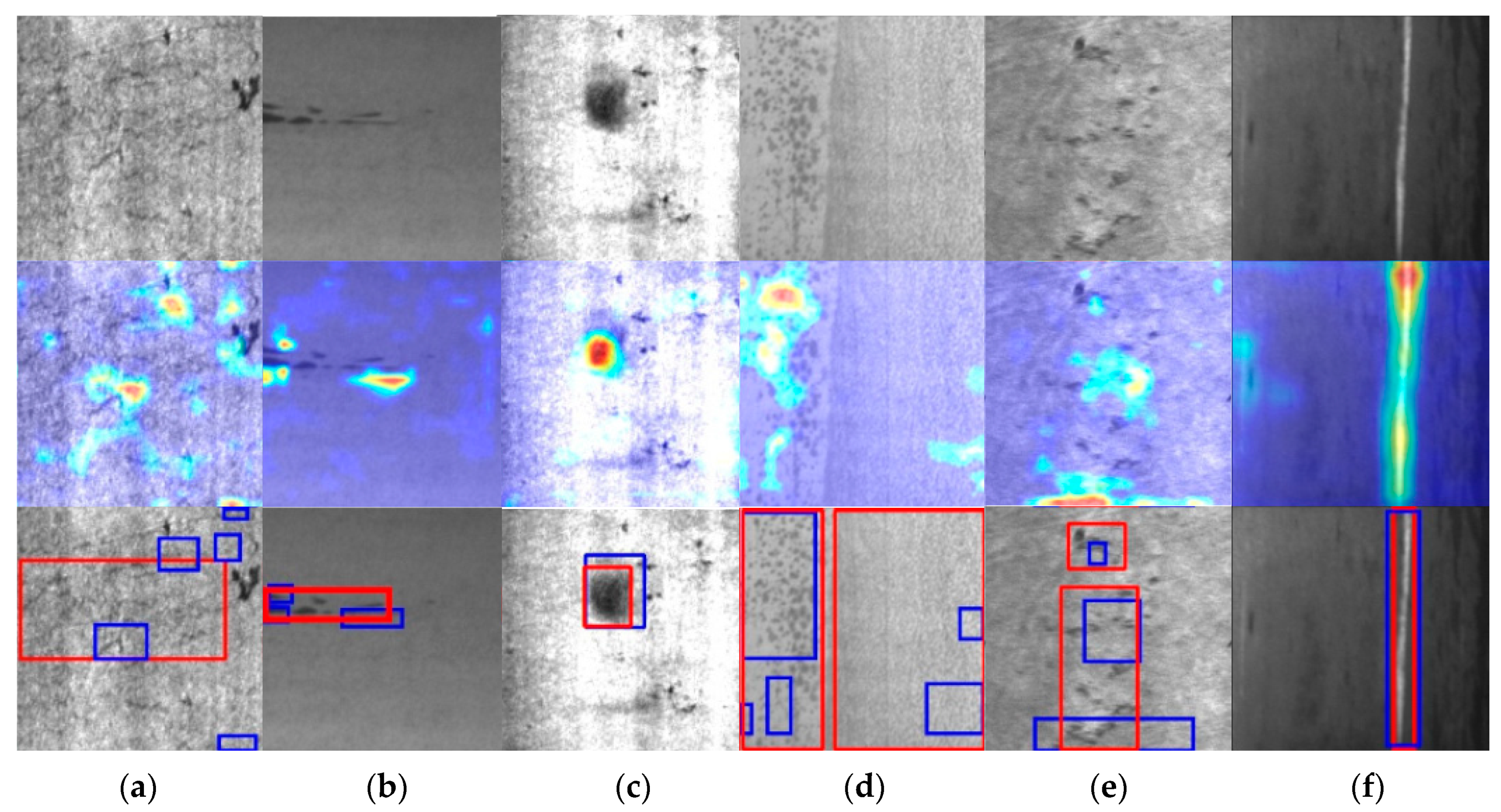
3.2.2. NEU Defect Dataset
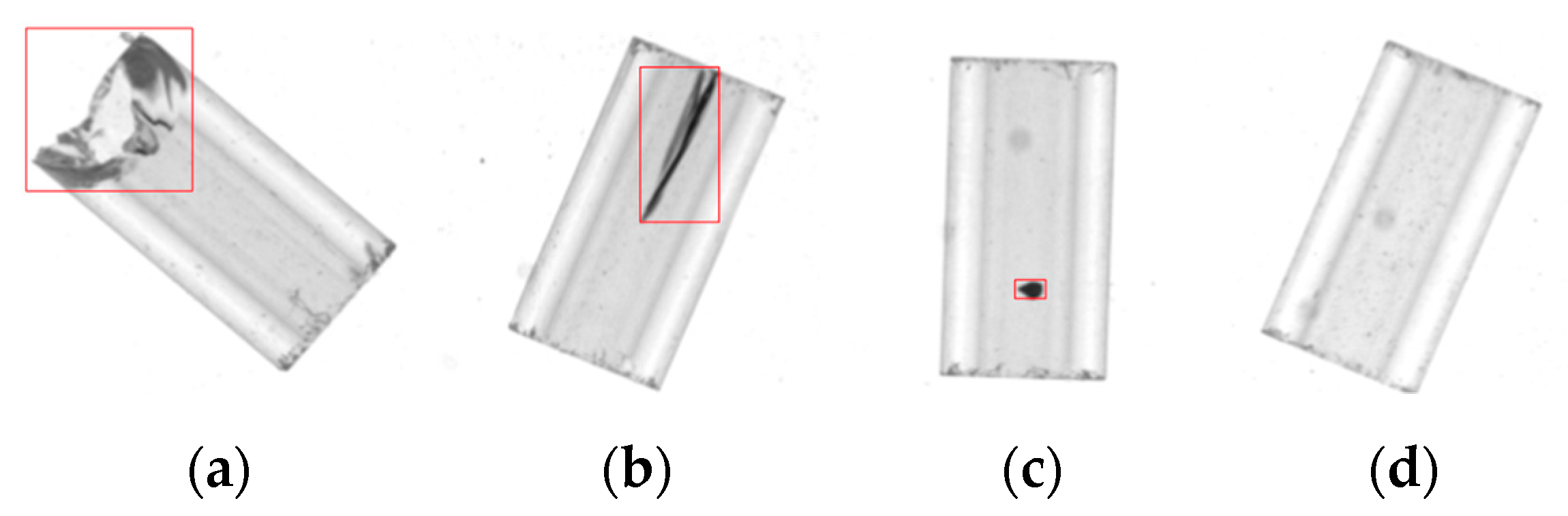
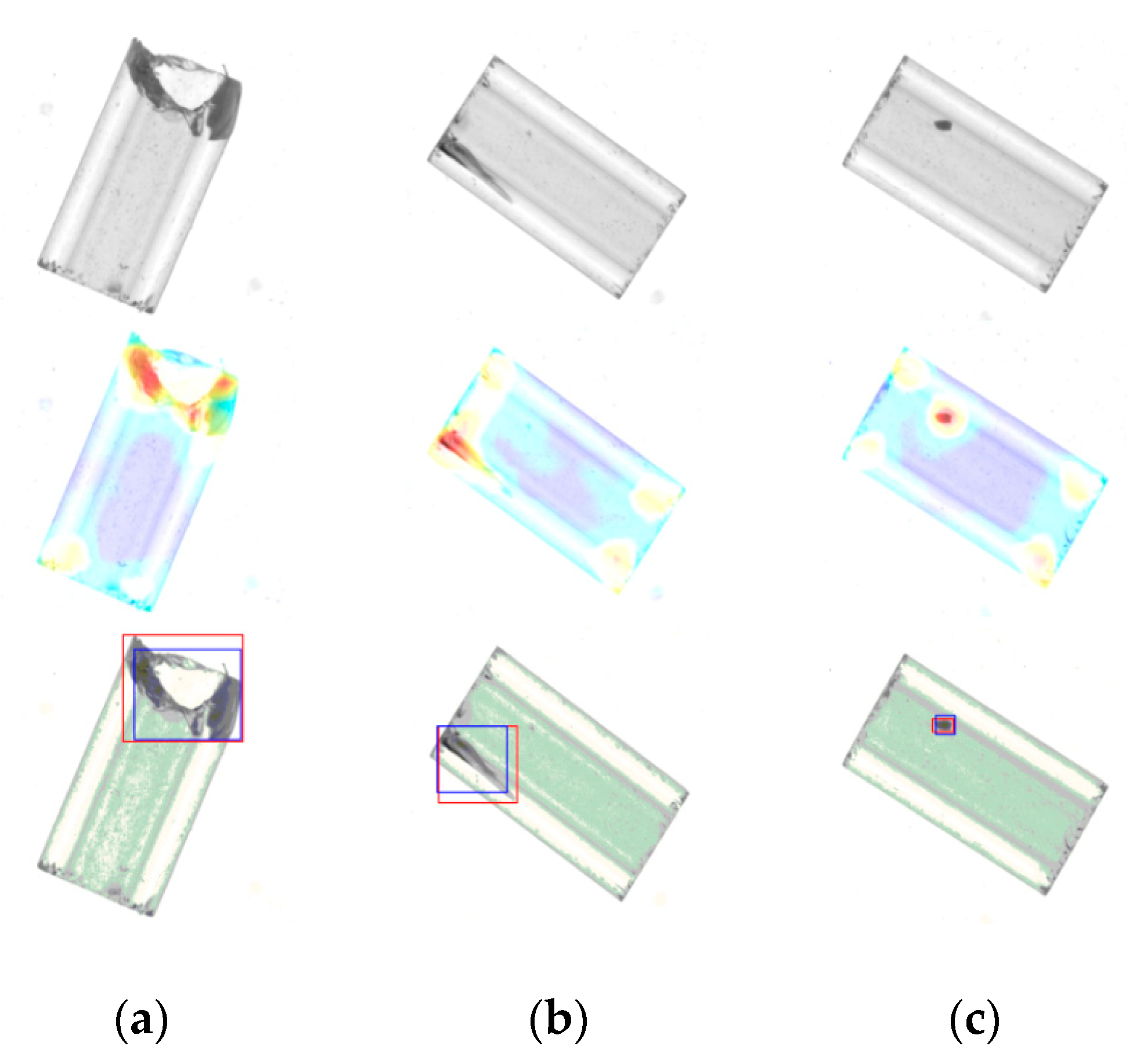
3.2.3. Diode Glass Bulb Surface Defect Dataset
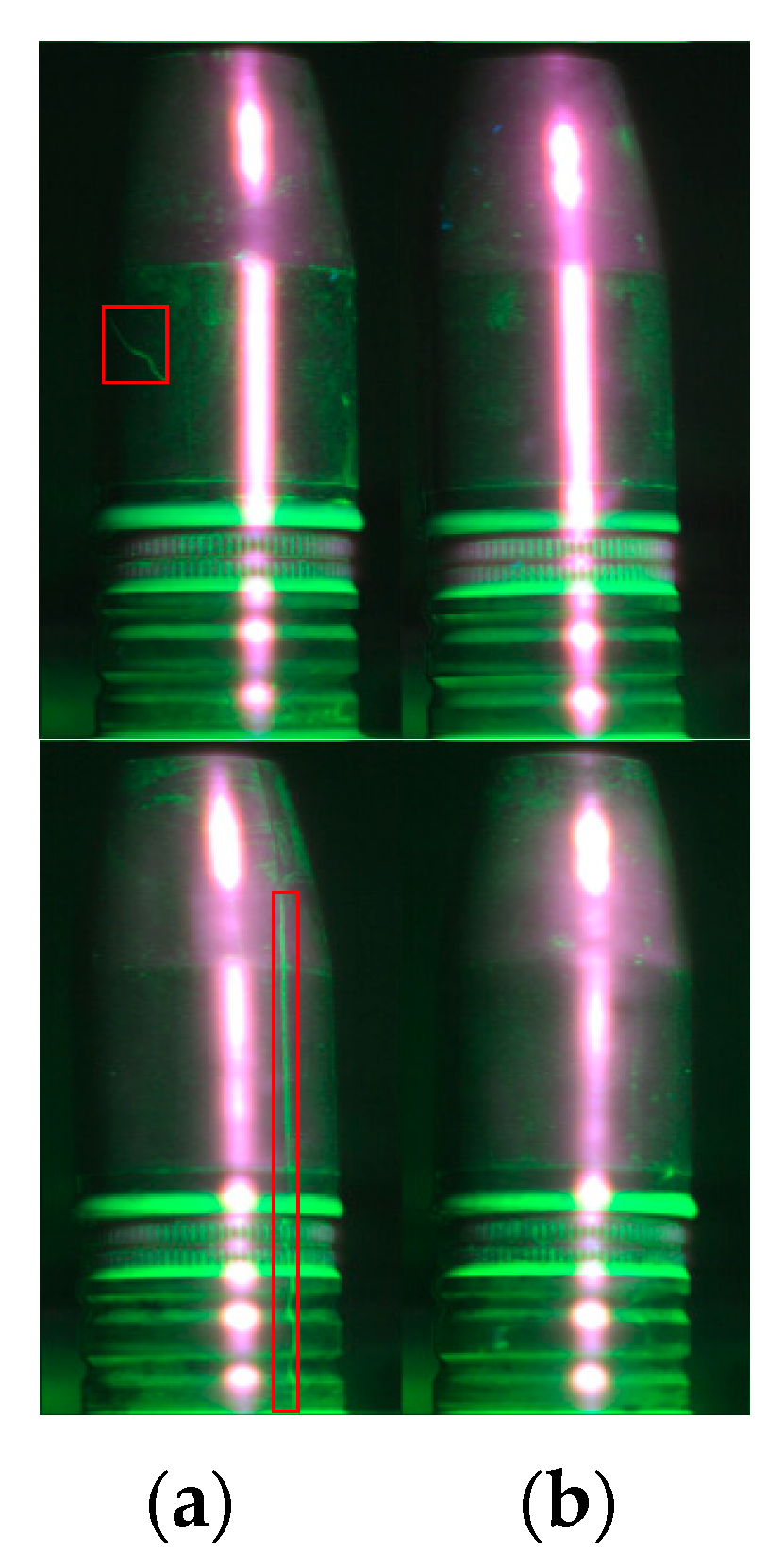
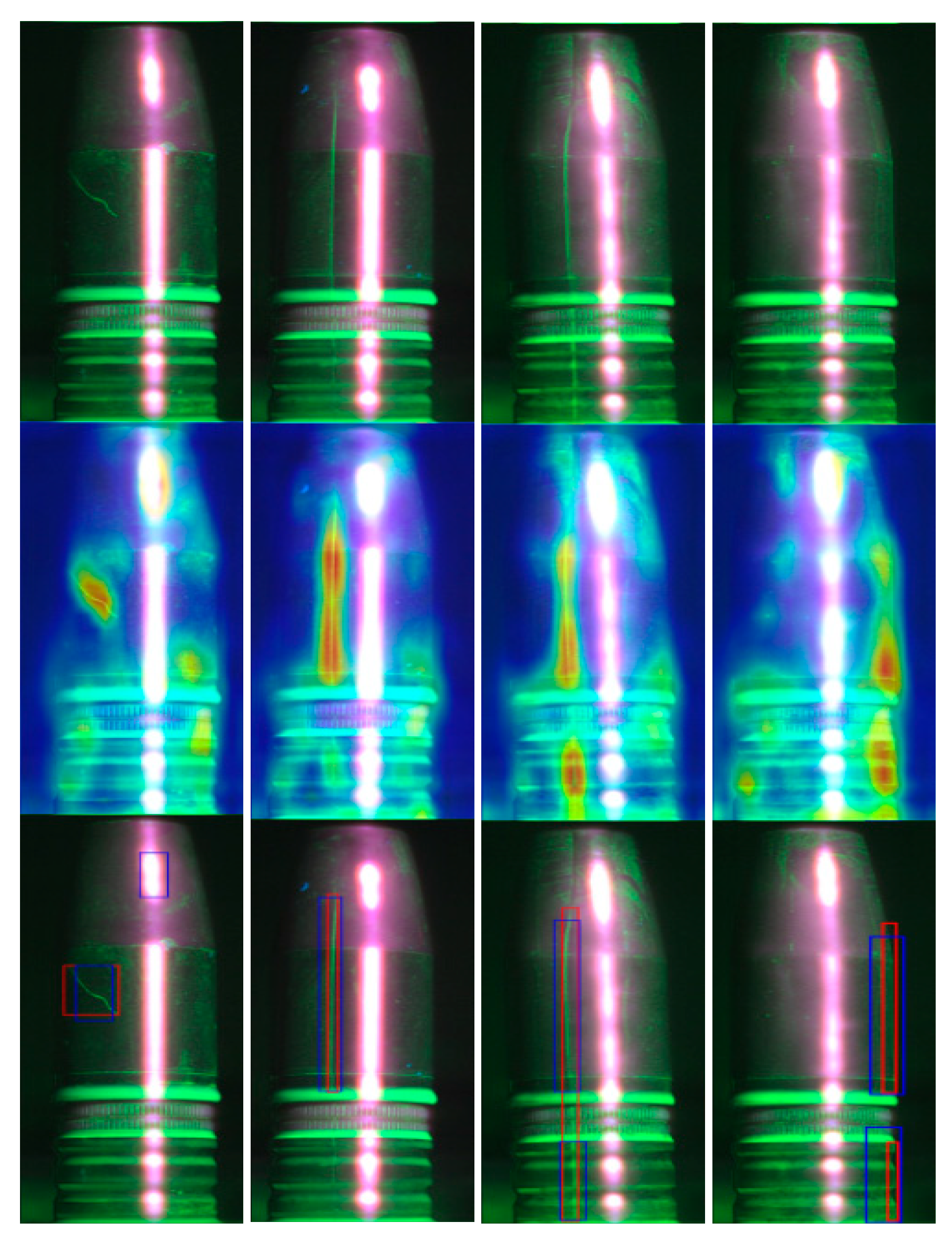
3.2.4. Fluorescent Magnetic Powder Surface Defect Dataset
3.3. Contrast Experiments
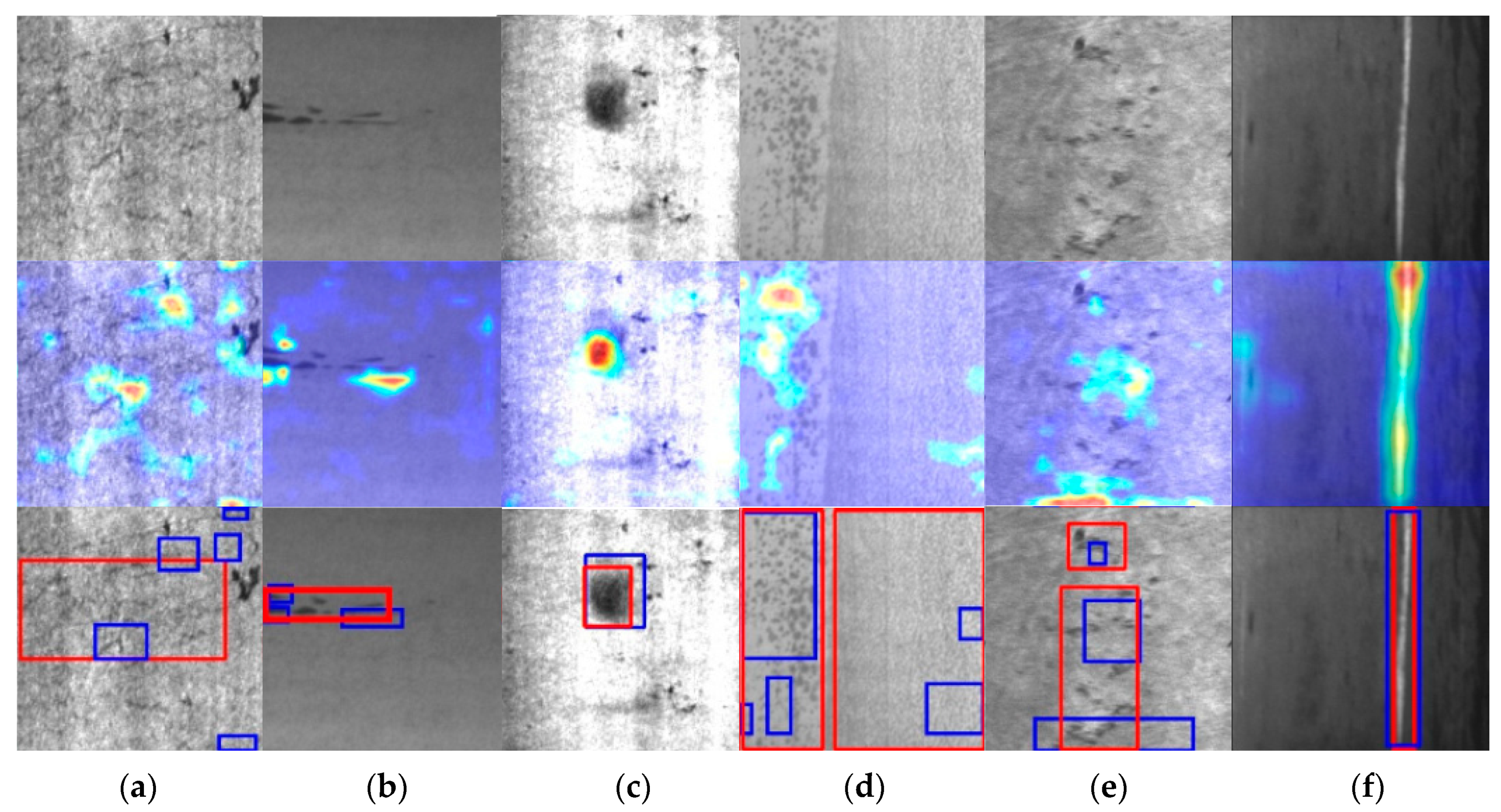
3.3.1. Open Datasets
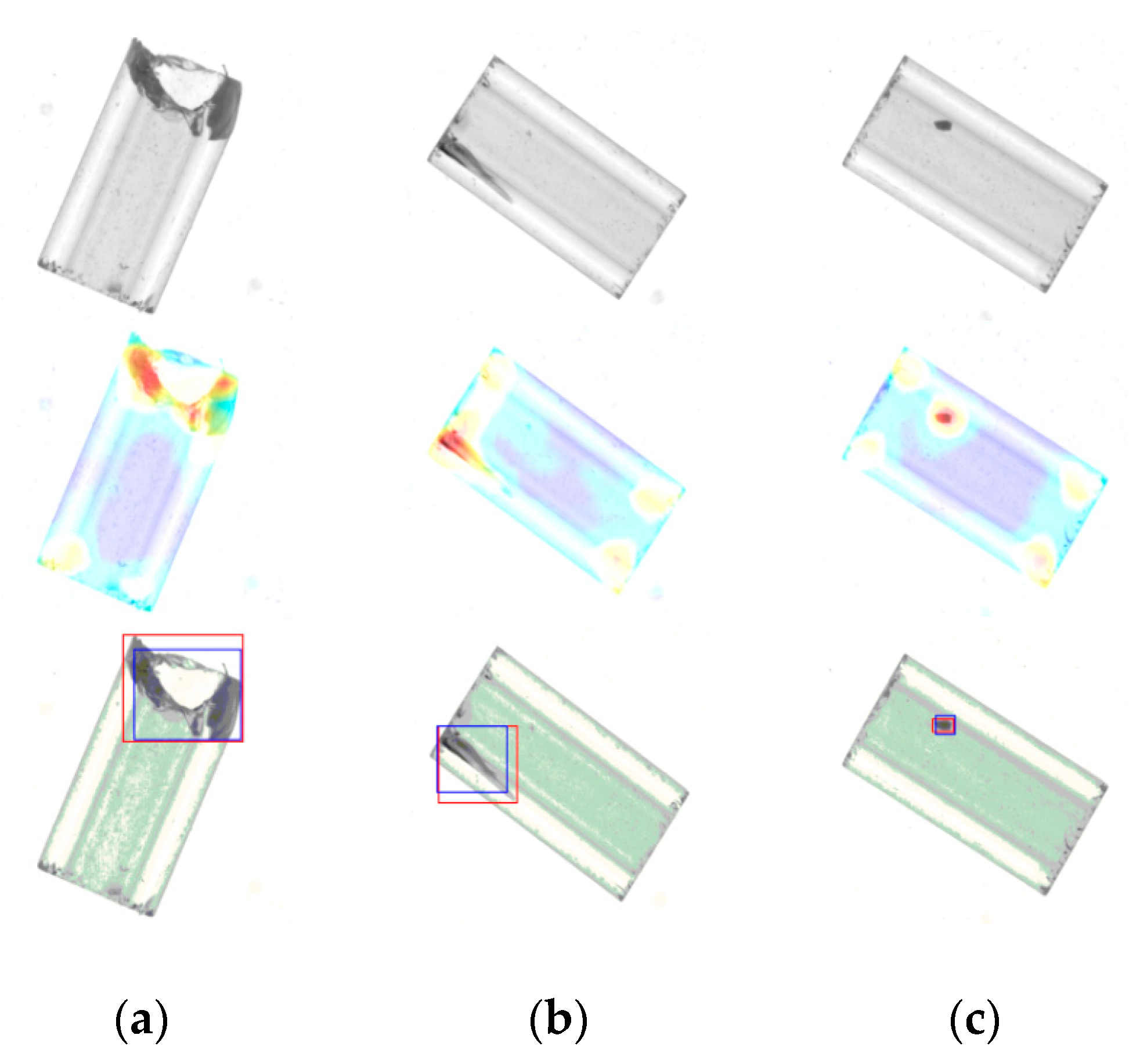
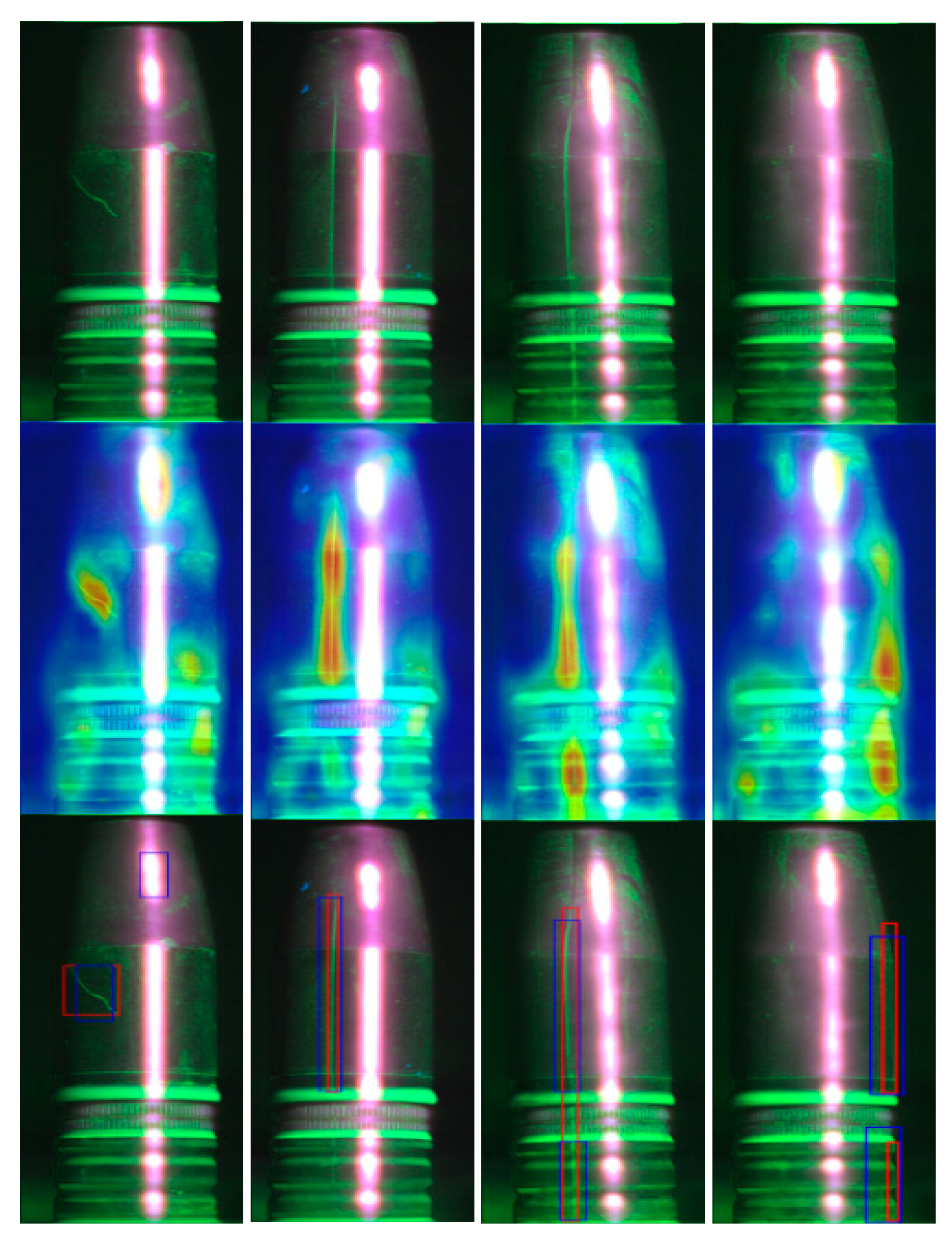
3.3.2. Real Collected Datasets
4. Conclusions
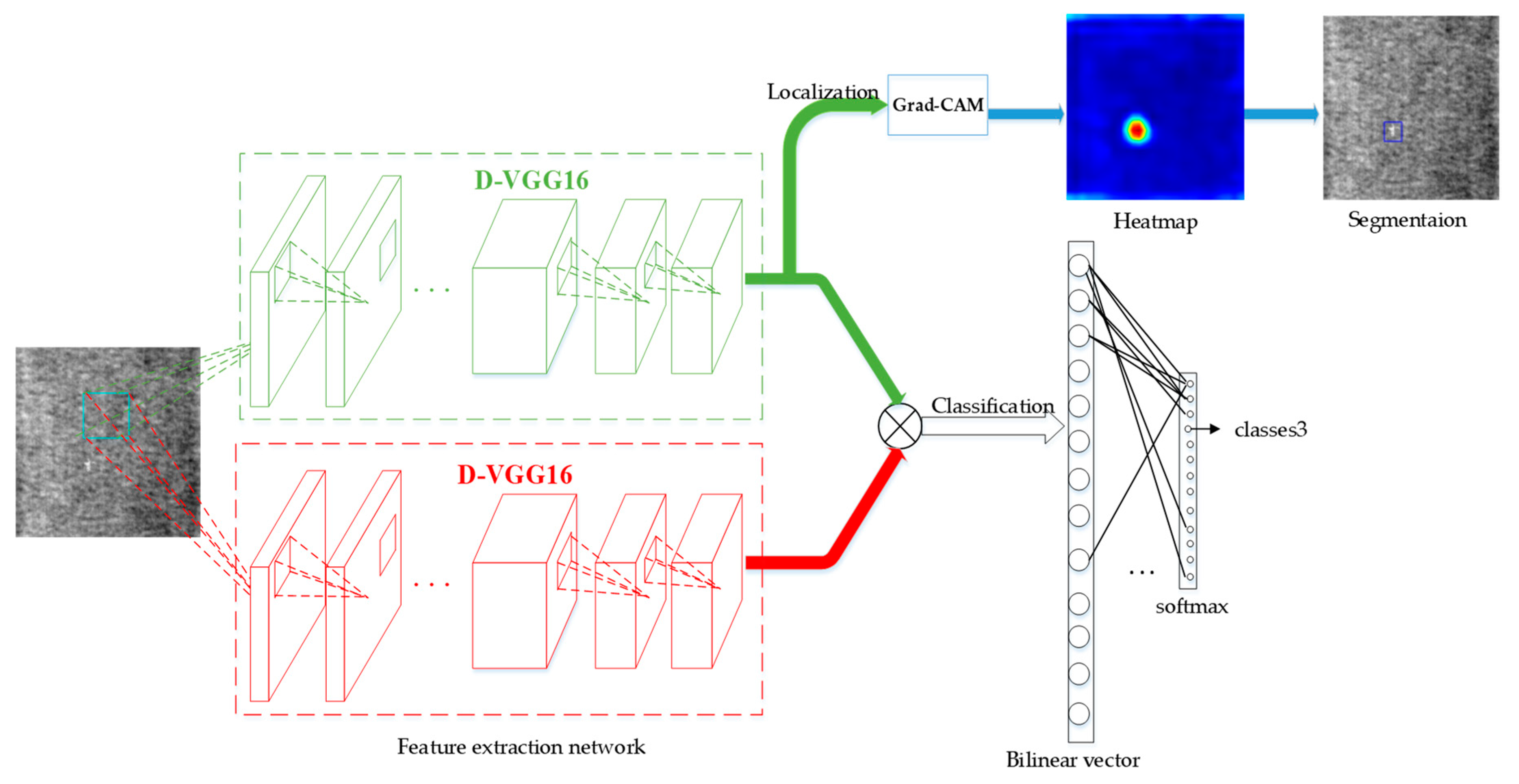
- A generic method of automated surface defect detection based on a bilinear model is proposed. Firstly, as a feature extraction network of the bilinear model, D-VGG16, which consists of two completely symmetric VGG16, is designed, and the features extracted from the bilinear model are output to the soft-max function to realize the automatic classification of defects. Then the heat map of the original image is obtained through applying Grad-CAM to one of the output features in D-VGG16. Finally, the defects in the input image can be located automatically after processing the heat map with a threshold segmentation algorithm.
- The training of the proposed method is carried out in a small sample, end-to-end, and in a weakly-supervised way. Even though the number of training images used in the experiments were no more than 1300, over-fitting did not occur during the training process of all the datasets, and the surface defects can be automatically located using only training images labeled at image-level.
- The experiments has been performed on four datasets with different defective features. This shows that the proposed method can be effectively applied to surface defect detection scenarios with texture, color and shape features, even a diode glass bulb surface defect dataset with complex texture and the fluorescent magnetic powder surface defect dataset with strong interference factors. The overall performance of the proposed method is superior to other methods.
Author Contributions
Funding
Conflicts of Interest
References
- Shafarenko, L.; Petrou, M.; Kittler, J. Automatic watershed segmentation of randomly textured color images. IEEE Trans. Image Process. 1997, 6, 1530–1544. [Google Scholar] [CrossRef] [PubMed]
- Ojala, T.; Pietikäinen, M.; Mäenpää, T. Multiresolution gray-scale and rotation invariant texture classification with local binary patterns. IEEE Trans. Pattern Anal. Mach. Intell. 2002, 7, 971–987. [Google Scholar] [CrossRef]
- Wen, W.; Xia, A. Verifying edges for visual inspection purposes. Pattern Recognit. Lett. 1999, 20, 315–328. [Google Scholar] [CrossRef]
- Zhou, P.; Xu, K.; Liu, S. Surface defect recognition for metals based on feature fusion of shearlets and wavelets. Chin. J. Mech. Eng. 2015, 51, 98–103. [Google Scholar] [CrossRef]
- Ghorai, S.; Mukherjee, A.; Gangadaran, M.; Dutta, P.K. Automatic defect detection on hot-rolled flat steel products. IEEE Trans. Instrum. Meas. 2012, 62, 612–621. [Google Scholar] [CrossRef]
- Xiao, M.; Jiang, M.; Li, G.; Xie, L.; Yi, L. An evolutionary classifier for steel surface defects with small sample set. EURASIP J. Image Video Process. 2017, 2017, 48. [Google Scholar] [CrossRef]
- Santoyo, E.A.R.; Lopez, A.V.; Serrato, R.B.; Garcia, J.A.J.; Esquivias, M.T.; Fernandez, V.F. Reconocimiento de patrones y evaluación del daño generado en aceros de baja aleación a partir del procesamiento digital de imágenes e inteligencia artificial. DYNA Ing. Ind. 2019, 94, 357. [Google Scholar]
- Li, Y.; Chen, X.; Zhu, Z.; Xie, L.; Huang, G.; Du, D.; Wang, X. Attention-guided unified network for panoptic segmentation. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Long Beach, CA, USA, 16–20 June 2019. [Google Scholar]
- Feng, W.; Hu, Z.; Wu, W.; Yan, J.; Ouyang, W. Multi-Object Tracking with Multiple Cues and Switcher-Aware Classification. arXiv 2019, arXiv:1901.06129. [Google Scholar]
- Lin, H.; Li, B.; Wang, X.; Shu, Y.; Niu, S. Automated defect inspection of LED chip using deep convolutional neural network. J. Intell. Manuf. 2018, 30, 2525–2534. [Google Scholar] [CrossRef]
- Zhou, B.; Khosla, A.; Lapedriza, A.; Oliva, A.; Torralba, A. Learning deep features for discriminative localization. In Proceedings of the IEEE conference on Computer Vision and Pattern Recognition, Las Vegas, NV, USA, 27–30 June 2016. [Google Scholar]
- Tao, X.; Zhang, D.; Ma, W.; Liu, X.; Xu, D. Automatic metallic surface defect detection and recognition with convolutional neural networks. Appl. Sci.-Basel 2018, 8, 1575. [Google Scholar] [CrossRef]
- Di, H.; Ke, X.; Peng, Z.; Dongdong, Z. Surface defect classification of steels with a new semi-supervised learning method. Opt. Lasers Eng. 2019, 117, 40–48. [Google Scholar] [CrossRef]
- Lin, W.-Y.; Lin, C.-Y.; Chen, G.-S.; Hsu, C.-Y. Steel Surface Defects Detection Based on Deep Learning. In Proceedings of the International Conference on Applied Human Factors and Ergonomics (AHFE), Orlando, FL, USA, 22–26 July 2018. [Google Scholar]
- Ren, S.; He, K.; Girshick, R.; Sun, J. Faster r-cnn: Towards real-time object detection with region proposal networks. In Proceedings of the Advances in Neural Information Processing Systems, Montreal, QC, Canada, 7–12 December 2015; pp. 91–99. [Google Scholar]
- Liu, W.; Anguelov, D.; Erhan, D.; Szegedy, C.; Reed, S.; Fu, C.-Y.; Berg, A.C. Ssd: Single shot multibox detector. In Proceedings of the European Conference on Computer Vision (ECCV), Amsterdam, The Netherlands, 8–16 October 2016. [Google Scholar]
- Cha, Y.J.; Choi, W.; Suh, G.; Mahmoudkhani, S.; Büyüköztürk, O. Autonomous structural visual inspection using region-based deep learning for detecting multiple damage types. Comput. Aided Civ. Infrastruct. Eng. 2018, 33, 731–747. [Google Scholar] [CrossRef]
- Ren, R.; Hung, T.; Tan, K.C. A generic deep-learning-based approach for automated surface inspection. IEEE Trans. Cybern. 2017, 48, 929–940. [Google Scholar] [CrossRef] [PubMed]
- Lin, M.; Chen, Q.; Yan, S. Network in network. In Proceedings of the International Conference on Learning Representations (ICLR), Scottsdale, AZ, USA, 2–4 May 2013. [Google Scholar]
- Selvaraju, R.R.; Cogswell, M.; Das, A.; Vedantam, R.; Parikh, D.; Batra, D. Grad-cam: Visual explanations from deep networks via gradient-based localization. In Proceedings of the IEEE International Conference on Computer Vision (ICCV), Venice, Italy, 22–29 October 2017. [Google Scholar]
- Simonyan, K.; Zisserman, A. Very deep convolutional networks for large-scale image recognition. In Proceedings of the International Conference on Learning Representations, Banff, AB, Canada, 14–16 April 2014. [Google Scholar]
- Lin, T.-Y.; RoyChowdhury, A.; Maji, S. Bilinear cnn models for fine-grained visual recognition. In Proceedings of the IEEE International Conference on Computer Vision, Santiago, Chile, 7–13 December 2015. [Google Scholar]
- Deng, J.; Dong, W.; Socher, R.; Li, L.-J.; Li, K.; Li, F.-F. Imagenet: A large-scale hierarchical image database. In Proceedings of the 2009 IEEE Conference on Computer Vision and Pattern Recognition, Miami, FL, USA, 20–25 June 2009. [Google Scholar]
- Yosinski, J.; Clune, J.; Bengio, Y.; Lipson, H. How transferable are features in deep neural networks? In Proceedings of the Advances in Neural Information Processing Systems, Montreal, QC, Canada, 8–13 December 2014; pp. 3320–3328. [Google Scholar]
- Ostu, N. A threshold selection method from gray-histogram. IEEE Trans. Syst. Man Cybern. 1975, 9, 62–66. [Google Scholar]
- Kingma, D.P.; Ba, J. Adam: A method for stochastic optimization. In Proceedings of the International Conference on Learning Representations, Banff, AB, Canada, 14–16 April 2014. [Google Scholar]
- DAGM 2007 Datasets. Available online: https://hci.iwr.uni-heidelberg.de/node/3616 (accessed on 29 July 2019).
- Song, K.; Yan, Y. A noise robust method based on completed local binary patterns for hot-rolled steel strip surface defects. Appl. Surf. Sci. 2013, 285, 858–864. [Google Scholar] [CrossRef]
- Coro, A.; Abasolo, M.; Aguirrebeitia, J.; López de Lacalle, L. Inspection scheduling based on reliability updating of gas turbine welded structures. Adv. Mech. Eng. 2019, 11, 1687814018819285. [Google Scholar] [CrossRef]
- Artetxe, E.; Olvera, D.; de Lacalle, L.N.L.; Campa, F.J.; Olvera, D.; Lamikiz, A. Solid subtraction model for the surface topography prediction in flank milling of thin-walled integral blade rotors (IBRs). Int. J. Adv. Manuf. Technol. 2017, 90, 741–752. [Google Scholar] [CrossRef]
- Zhao, M.; Lin, J.; Miao, Y.; Xu, X.J.M. Detection and recovery of fault impulses via improved harmonic product spectrum and its application in defect size estimation of train bearings. Measurement 2016, 91, 421–439. [Google Scholar] [CrossRef]
- Zhou, Z.-H.; Feng, J. Deep forest: Towards an alternative to deep neural networks. In Proceedings of the International Joint Conference on Artificial Intelligence (IJCAI), Melbourne, Australia, 19–25 August 2017. [Google Scholar]
- Yu, Z.; Wu, X.; Gu, X. Fully convolutional networks for surface defect inspection in industrial environment. In Proceedings of the International Conference on Computer Vision Systems (ICVS), Venice, Italy, 22–29 October 2017. [Google Scholar]
- Zhao, Z.; Li, B.; Dong, R.; Zhao, P. A Surface Defect Detection Method Based on Positive Samples. In Proceedings of the Pacific Rim International Conference on Artificial Intelligence (PRICAI), Nanjing, China, 28–31 August 2018. [Google Scholar]
- Song, K.; Hu, S.; Yan, Y. Automatic recognition of surface defects on hot-rolled steel strip using scattering convolution network. J. Comput. Inf. Syst. 2014, 10, 3049–3055. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Average Precision |
|---|---|
| GLCM + MLP | 81.68% |
| gcForest | 86.67% |
| BCNN | 95.57% |
| FCN [33] | 98.35% |
| Zhao [34] | 98.53% |
| Ours | 99.49% |
| Method | Average Precision |
|---|---|
| GLCM + MLP | 98.61% |
| gcForest | 61.56% |
| BCNN | 98.56% |
| BYEC | 96.30% |
| Song [35] | 98.60% |
| Ren [18] | 99.21% |
| Ours | 99.44% |
| Method | Average Precision |
|---|---|
| GLCM + MLP | 91.32% |
| gcForest | 85.25% |
| BCNN | 91.80% |
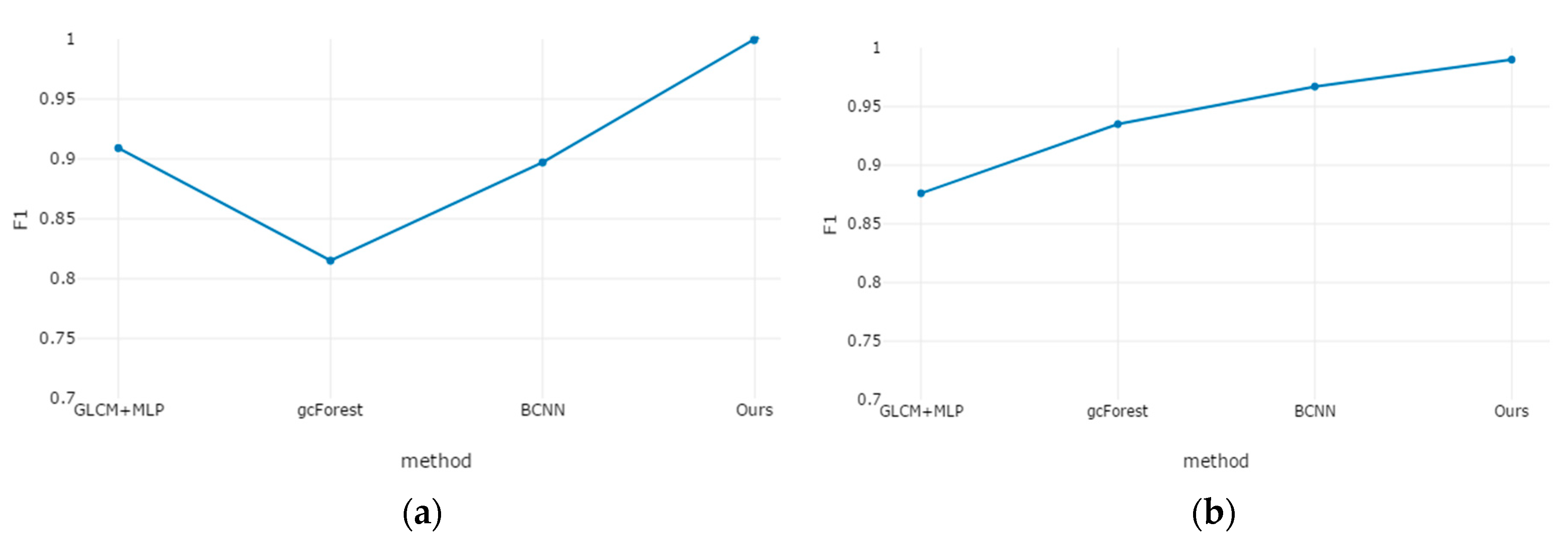
| Ours | 99.87% |
| Method | Average Precision |
|---|---|
| GLCM + MLP | 90.56% |
| gcForest | 92.59% |
| BCNN | 93.33% |
| Ours | 99.13% |
| Dataset | Diode Glass Bulb Surface Defect Dataset | Fluorescent Magnetic Powder Surface Defect Dataset | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Method | PR | TPR | FPR | FNR | PR | TPR | FPR | FNR | |
| GLCM + MLP | 93.86% | 88.21% | 6.14% | 11.79% | 85.71% | 89.55% | 14.28% | 10.45% | |
| grForest | 83.19% | 79.84% | 16.81% | 20.16% | 95% | 91.94% | 5% | 8.06% | |
| BCNN | 81.25% | 100% | 18.75% | 0% | 99.65% | 94% | 0.35% | 6% | |
| Ours | 100% | 100% | 0% | 0% | 98.36% | 99.67% | 1.64% | 0.33% | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, F.; Liu, G.; Xu, F.; Deng, H. A Generic Automated Surface Defect Detection Based on a Bilinear Model. Appl. Sci. 2019, 9, 3159. https://doi.org/10.3390/app9153159
Zhou F, Liu G, Xu F, Deng H. A Generic Automated Surface Defect Detection Based on a Bilinear Model. Applied Sciences. 2019; 9(15):3159. https://doi.org/10.3390/app9153159
Chicago/Turabian StyleZhou, Fei, Guihua Liu, Feng Xu, and Hao Deng. 2019. "A Generic Automated Surface Defect Detection Based on a Bilinear Model" Applied Sciences 9, no. 15: 3159. https://doi.org/10.3390/app9153159
APA StyleZhou, F., Liu, G., Xu, F., & Deng, H. (2019). A Generic Automated Surface Defect Detection Based on a Bilinear Model. Applied Sciences, 9(15), 3159. https://doi.org/10.3390/app9153159