Figure 1.
Particle size distribution of aggregate and rubber particles.
Figure 1.
Particle size distribution of aggregate and rubber particles.
Figure 2.
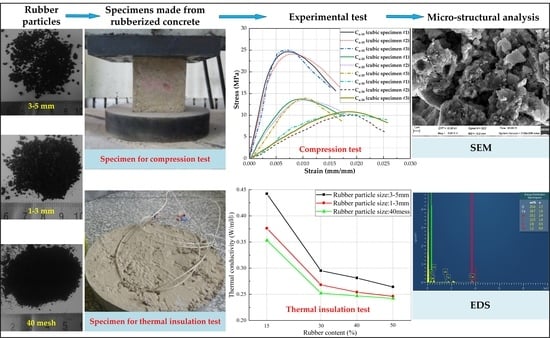
A photographic view of rubber particles (a) 3~5 mm, (b) 1~3 mm, and (c) 40 mesh.
Figure 2.
A photographic view of rubber particles (a) 3~5 mm, (b) 1~3 mm, and (c) 40 mesh.
Figure 3.
Preparation process of concrete cubic specimens: (a) Concrete mixing, (b) concrete pouring, (c) vibration compaction of concrete cubic specimens on vibration table, (d) demolding after 24 h, (e) maintenance of concrete cubic specimens, and (f) partial concrete cubic specimens after 28 days of maintenance.
Figure 3.
Preparation process of concrete cubic specimens: (a) Concrete mixing, (b) concrete pouring, (c) vibration compaction of concrete cubic specimens on vibration table, (d) demolding after 24 h, (e) maintenance of concrete cubic specimens, and (f) partial concrete cubic specimens after 28 days of maintenance.
Figure 4.
Preparation process of specimens: (a) Embedding the thermocouples, (b) attaching numbered labels, (c) a prepared specimen.
Figure 4.
Preparation process of specimens: (a) Embedding the thermocouples, (b) attaching numbered labels, (c) a prepared specimen.
Figure 5.
The simplified flow-process diagram for sample preparation.
Figure 5.
The simplified flow-process diagram for sample preparation.
Figure 6.
Test equipment: (a) WES-1000B electro-hydraulic servo universal testing machine and (b) a specimen under compression.
Figure 6.
Test equipment: (a) WES-1000B electro-hydraulic servo universal testing machine and (b) a specimen under compression.
Figure 7.
Thermal insulation test of rubberized concrete: (a) Heating the specimens, (b) XMD-100 temperature traveling detector, and (c) the electric furnace.
Figure 7.
Thermal insulation test of rubberized concrete: (a) Heating the specimens, (b) XMD-100 temperature traveling detector, and (c) the electric furnace.
Figure 8.
Stress-strain curves of cubic specimens: (a) Control group, (b) particle size 3~5 mm, (c) particle size 1~3 mm, and (d) particle size 40 mesh.
Figure 8.
Stress-strain curves of cubic specimens: (a) Control group, (b) particle size 3~5 mm, (c) particle size 1~3 mm, and (d) particle size 40 mesh.
Figure 9.
Effects of rubber content and rubber particle size on compressive strength. (a) Effect of rubber content on compressive strength and (b) effect of rubber particle size on compressive strength.
Figure 9.
Effects of rubber content and rubber particle size on compressive strength. (a) Effect of rubber content on compressive strength and (b) effect of rubber particle size on compressive strength.
Figure 10.
Failure types of specimens under compression: (a) C-J, (b) Ca-10, (c) Ca-20, (d) Ca-30, (e) Cb-10, (f) Cb-20, (g) Cb-30, (h) Cc-10, (i) Cc-20, and (j) Cc-30.
Figure 10.
Failure types of specimens under compression: (a) C-J, (b) Ca-10, (c) Ca-20, (d) Ca-30, (e) Cb-10, (f) Cb-20, (g) Cb-30, (h) Cc-10, (i) Cc-20, and (j) Cc-30.
Figure 11.
Temperature variation of the thermocouples in each specimen: (a) Specimen no-temperature curve (rubber particle size 3~5 mm), (b) thermocouple no-temperature curve (rubber particle size 3~5 mm), (c) specimen no-temperature curve (rubber particle size 1~3 mm), (d) thermocouple no-temperature curve (rubber particle size 1~3 mm), (e) specimen no-temperature curve (rubber particle size 40 mesh), and (f) thermocouple no-temperature curve (rubber particle size 40 mesh).
Figure 11.
Temperature variation of the thermocouples in each specimen: (a) Specimen no-temperature curve (rubber particle size 3~5 mm), (b) thermocouple no-temperature curve (rubber particle size 3~5 mm), (c) specimen no-temperature curve (rubber particle size 1~3 mm), (d) thermocouple no-temperature curve (rubber particle size 1~3 mm), (e) specimen no-temperature curve (rubber particle size 40 mesh), and (f) thermocouple no-temperature curve (rubber particle size 40 mesh).
Figure 12.
Thermocouple no-temperature curve of each specimen: (a) Rubber content, 15%; (b) rubber content, 30%; (c) rubber content, 40%; and (d) rubber content, 50%.
Figure 12.
Thermocouple no-temperature curve of each specimen: (a) Rubber content, 15%; (b) rubber content, 30%; (c) rubber content, 40%; and (d) rubber content, 50%.
Figure 13.
Thermal conductivity of each specimen.
Figure 13.
Thermal conductivity of each specimen.
Figure 14.
Variation of heat flux and heat resistivity of each specimen: (a) Variation of heat flux each specimen and (b) variation of heat resistivity of each specimen.
Figure 14.
Variation of heat flux and heat resistivity of each specimen: (a) Variation of heat flux each specimen and (b) variation of heat resistivity of each specimen.
Figure 15.
Micrographs of samples obtained by SEM: (a) Rubber content 0% (control group), (b) rubber content 10% (rubber particle size 3~5 mm), (c) rubber content 30% (rubber particle size 3~5 mm), (d) rubber content 10% (rubber particle size 1~3 mm), (e) rubber content 30% (rubber particle size 1~3 mm), (f) rubber content 10% (rubber particle size 40 mesh), and (g) rubber content 30% (rubber particle size 40 mesh).
Figure 15.
Micrographs of samples obtained by SEM: (a) Rubber content 0% (control group), (b) rubber content 10% (rubber particle size 3~5 mm), (c) rubber content 30% (rubber particle size 3~5 mm), (d) rubber content 10% (rubber particle size 1~3 mm), (e) rubber content 30% (rubber particle size 1~3 mm), (f) rubber content 10% (rubber particle size 40 mesh), and (g) rubber content 30% (rubber particle size 40 mesh).
Figure 16.
Energy distribution spectrograms of samples: (a) Rubber content 0% (control group), (b) rubber content 10% (rubber particle size 3~5 mm), (c) rubber content 20% (rubber particle size 3~5 mm), (d) rubber content 10% (rubber particle size 1~3 mm), and (e) rubber content 20% (rubber particle size 1~3 mm).
Figure 16.
Energy distribution spectrograms of samples: (a) Rubber content 0% (control group), (b) rubber content 10% (rubber particle size 3~5 mm), (c) rubber content 20% (rubber particle size 3~5 mm), (d) rubber content 10% (rubber particle size 1~3 mm), and (e) rubber content 20% (rubber particle size 1~3 mm).
Table 1.
Physical and mechanical properties of Portland cement.
Table 1.
Physical and mechanical properties of Portland cement.
| Initial Setting Time | Final Setting Time | Stability of Cement | Compressive Strength (MPa) | Bending Strength (MPa) |
|---|
| 3 Days | 28 Days | 3 Days | 28 Days |
|---|
| 150 min | 200 min | Qualified | 26.5 | 47.8 | 4.6 | 7.5 |
Table 2.
The quality test of potable water.
Table 2.
The quality test of potable water.
| Test Item | Test Result | Regulatory Standard (GB 5749-2006) |
|---|
| Total dissolved solids (mg/L) | 411 | <1000 |
| Chlorine (mg/L) | 98 | 250 |
| Fe (mg/L) | 0.022 | <0.3 |
| Al (mg/L) | 0.0029 | <0.2 |
| Mn (mg/L) | 0.0034 | <0.1 |
| pH value | 7.40 | 6.5~8.5 |
Table 3.
Mix identifications and ratios of cubic specimens.
Table 3.
Mix identifications and ratios of cubic specimens.
| Mix ID | Water (g) | Cement (g) | Aggregate(g) | Rubber Particle | HRWR (g) |
|---|
| Fine | Coarse | Size | Ratio (%) | Weight (g) |
|---|
| C-J | 760 | 1440 | 2680 | 4480 | - | 0 | 0 | 10.08 |
| Ca-10 | 760 | 1440 | 2412 | 4480 | 3~5 mm | 10 | 268 | 10.08 |
| Ca-20 | 760 | 1440 | 2144 | 4480 | 3~5 mm | 20 | 536 | 10.08 |
| Ca-30 | 760 | 1440 | 1876 | 4480 | 3~5 mm | 30 | 804 | 10.08 |
| Cb-10 | 760 | 1440 | 2412 | 4480 | 1~3 mm | 10 | 268 | 10.08 |
| Cb-20 | 760 | 1440 | 2144 | 4480 | 1~3 mm | 20 | 536 | 10.08 |
| Cb-30 | 760 | 1440 | 1876 | 4480 | 1~3 mm | 30 | 804 | 10.08 |
| Cc-10 | 760 | 1440 | 2412 | 4480 | 40 mesh | 10 | 268 | 10.08 |
| Cc-20 | 760 | 1440 | 2144 | 4480 | 40 mesh | 20 | 536 | 10.08 |
| Cc-30 | 760 | 1440 | 1876 | 4480 | 40 mesh | 30 | 804 | 10.08 |
Table 4.
Grouping of the cubic specimens for compression test.
Table 4.
Grouping of the cubic specimens for compression test.
| Group | Rubber Particle Size and Content | Number of Specimens | Number of Compression Tests |
|---|
| Reference | — | 3 | 3 |
| Experimental group #1 | 3~5 mm, 10% | 3 | 3 |
| 3~5 mm, 20% | 3 | 3 |
| 3~5 mm, 30% | 3 | 3 |
| Experimental group #2 | 1~3 mm, 10% | 3 | 3 |
| 1~3 mm, 20% | 3 | 3 |
| 1~3 mm, 30% | 3 | 3 |
| Experimental group #3 | 40 mesh, 10% | 3 | 3 |
| 40 mesh, 20% | 3 | 3 |
| 40 mesh, 30% | 3 | 3 |
Table 5.
Grouping of the cylindrical specimens for the thermal insulation test.
Table 5.
Grouping of the cylindrical specimens for the thermal insulation test.
| Group | Rubber Particle Size and Content | Number of Specimens | Number of Thermal Insulation Tests |
|---|
| Reference | — | 1 | 1 |
| Experimental group #1 | 3~5 mm, 15% | 1 | 1 |
| 3~5 mm, 30% | 1 | 1 |
| 3~5 mm, 40% | 1 | 1 |
| 3~5 mm, 50% | 1 | 1 |
| Experimental group #2 | 1~3 mm, 15% | 1 | 1 |
| 1~3 mm, 30% | 1 | 1 |
| 1~3 mm, 40% | 1 | 1 |
| 1~3 mm, 50% | 1 | 1 |
| Experimental group #3 | 40 mesh, 15% | 1 | 1 |
| 40 mesh, 30% | 1 | 1 |
| 40 mesh, 40% | 1 | 1 |
| 40 mesh, 50% | 1 | 1 |
Table 6.
Elastic modulus of each concrete mixture.
Table 6.
Elastic modulus of each concrete mixture.
| Mix ID | C-J | Ca-10 | Ca-20 | Ca-30 | Cb-10 | Cb-20 | Cb-30 | Cc-10 | Cc-20 | Cc-30 |
|---|
| Elastic modulus (MPa) | 9906 | 5910 | 2318 | 757 | 1833 | 987 | 384 | 1729 | 898 | 275 |
Table 7.
Content of major elements in the samples.
Table 7.
Content of major elements in the samples.
| Rubber Particle Size | Specimen No | Rubber Content (%) | Element (%) |
|---|
| C | O | Ca | Si | Al | Mg | K |
|---|
| Control | C-J | 0 | 0 | 45.31 | 30.01 | 24.68 | 0 | 0 | 0 |
| 3~5 mm | Ca-10 | 10 | 16.25 | 46.29 | 32.12 | 3.64 | 1.70 | 0 | 0 |
| Ca-20 | 20 | 31.95 | 35.06 | 27.37 | 5.62 | 0 | 0 | 0 |
| 1~3 mm | Cb-10 | 10 | 25.68 | 33.70 | 23.21 | 10.74 | 2.59 | 0 | 3.95 |
| Cb-20 | 20 | 42.10 | 31.85 | 17.28 | 6.67 | 2.10 | 0 | 0 |




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}