Design and Experiment of a Moving Magnet Actuator Based Jetting Dispenser


Abstract
1. Introduction
2. Configuration of the MMA Dispenser
3. MMA Dispenser Design
3.1. Dispensing Parts
3.2. Calculation of Driving Force
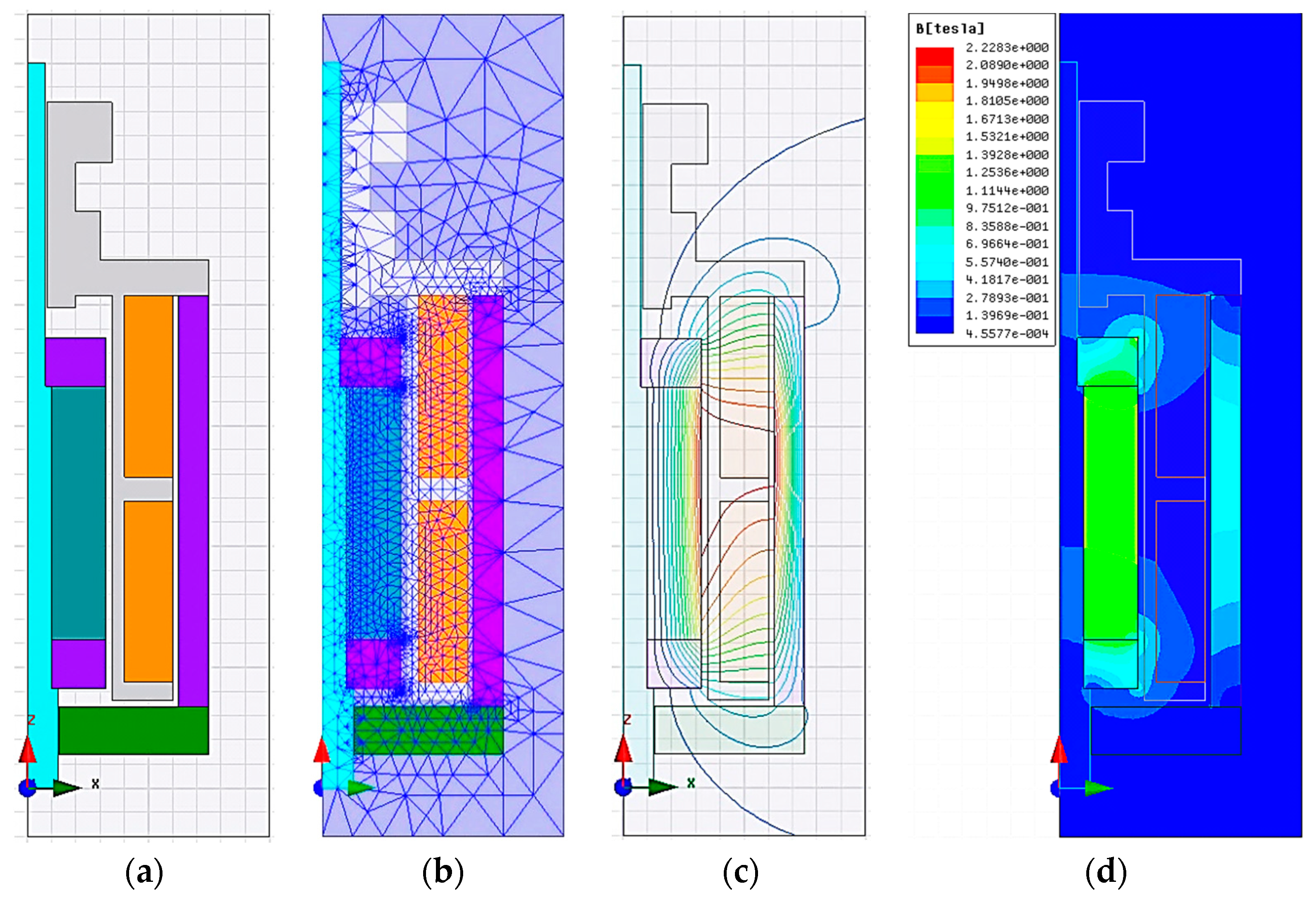
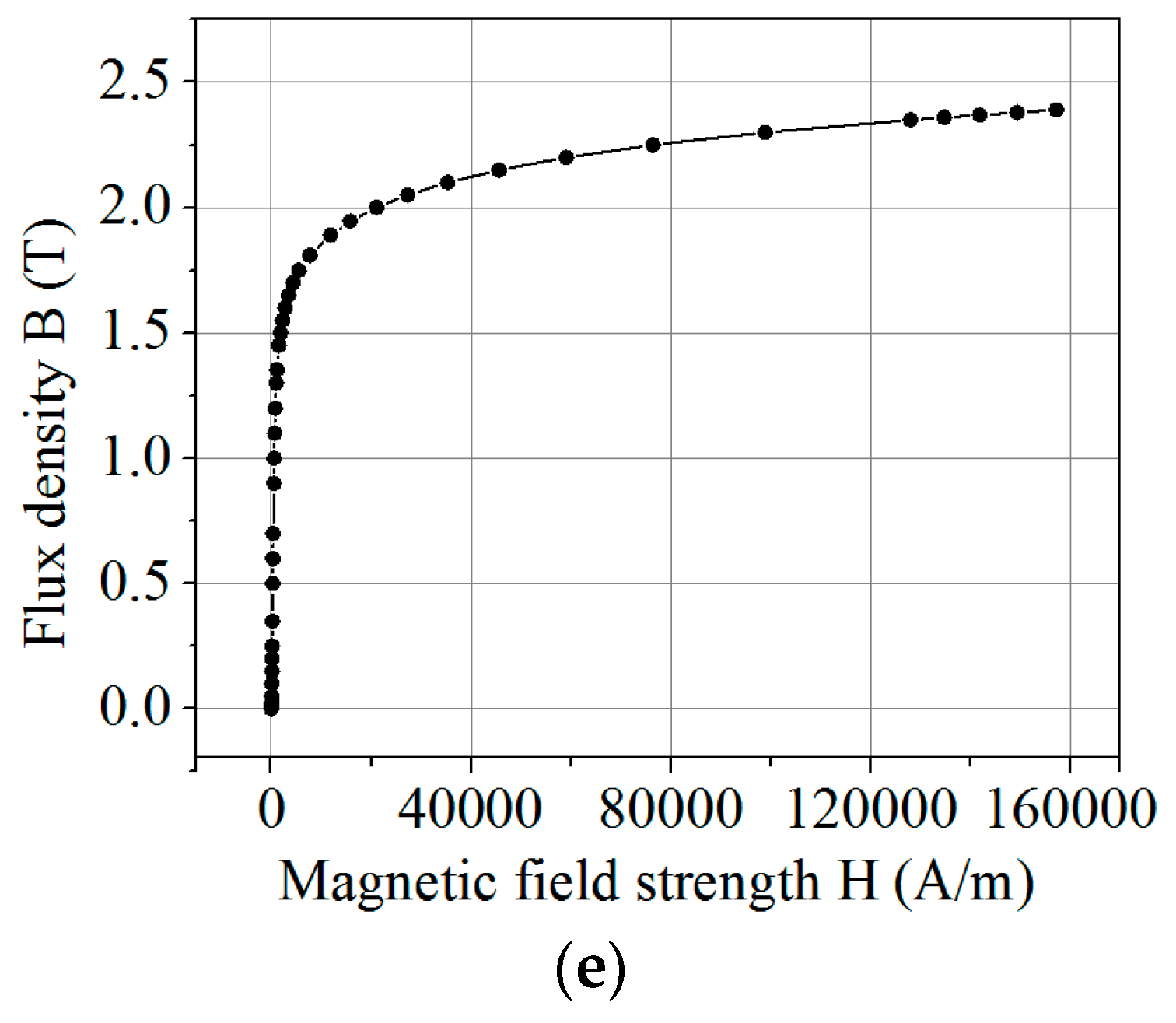
3.3. The MMA Simulation
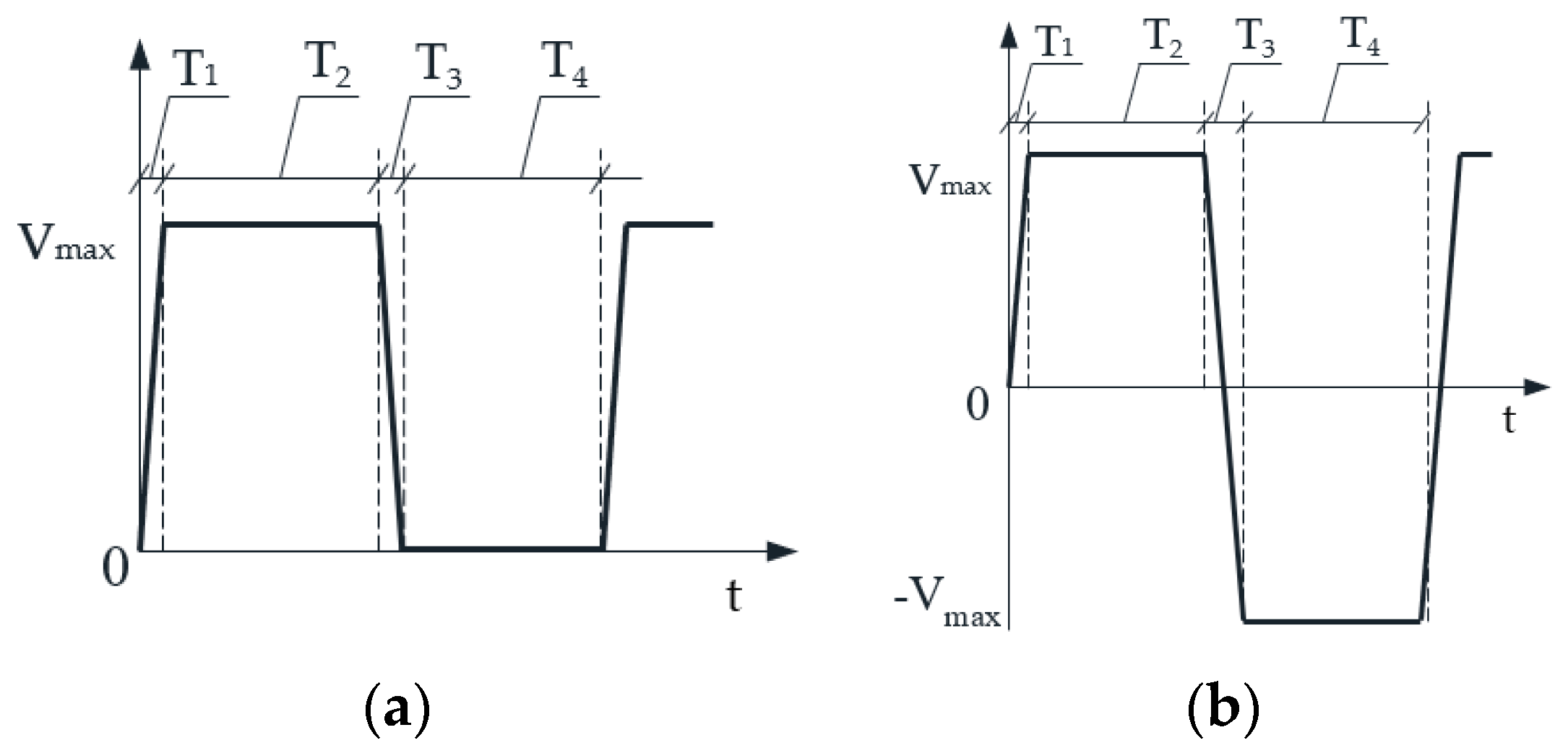
3.4. Control Signal
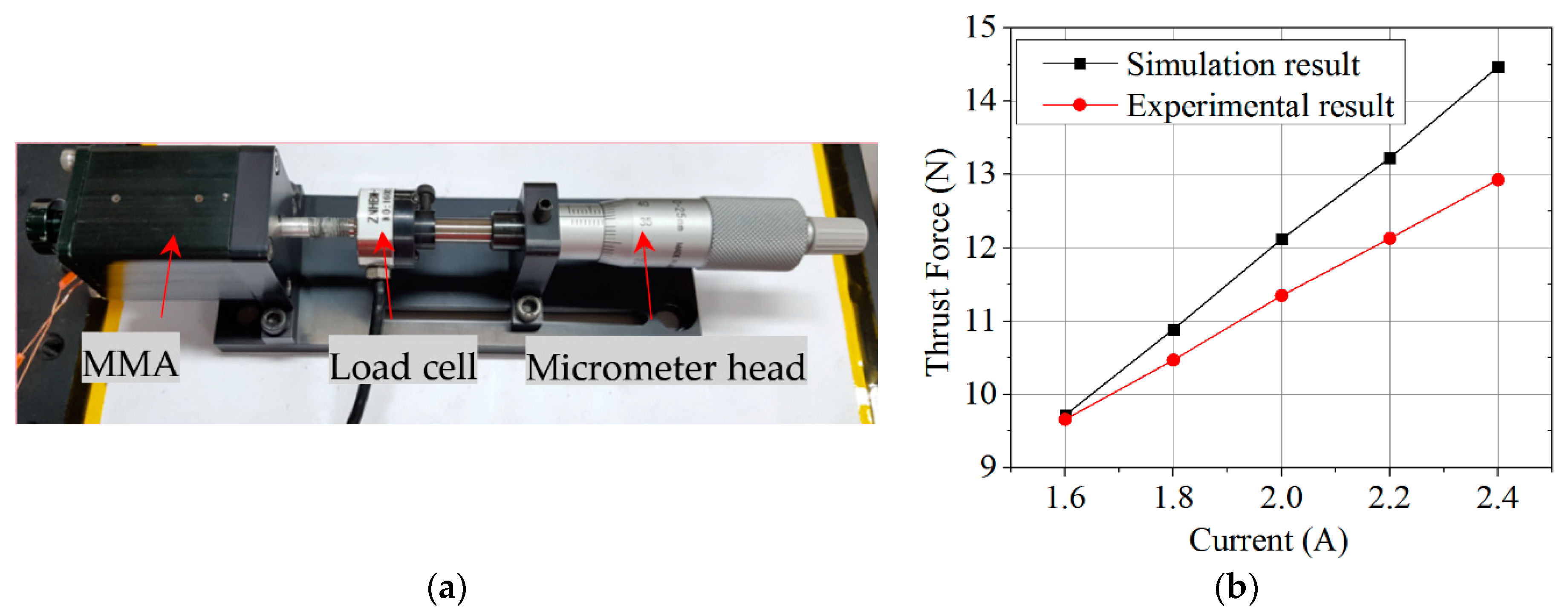
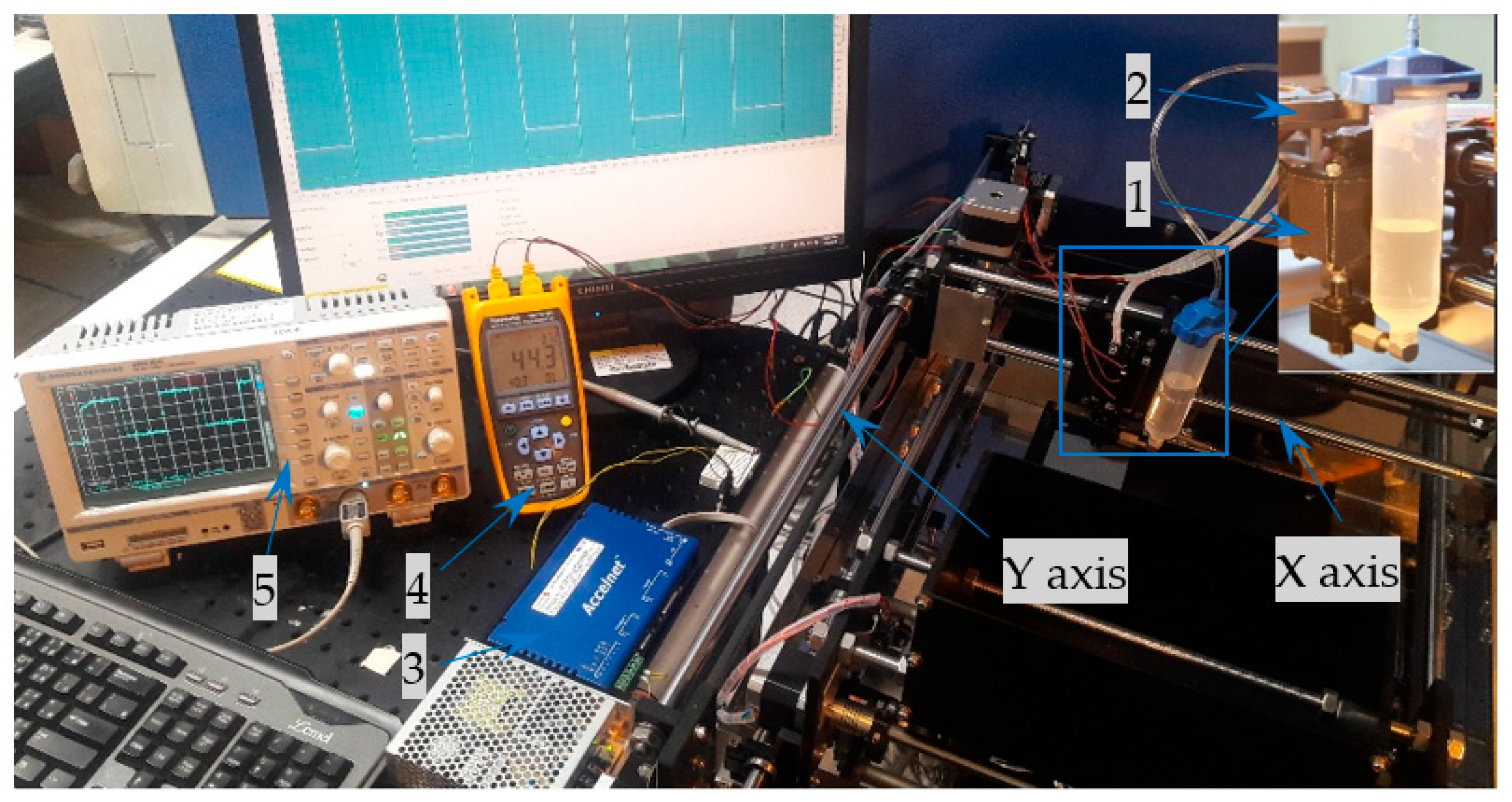
4. Experimental Set-Up
5. Experimental Results and Discussion
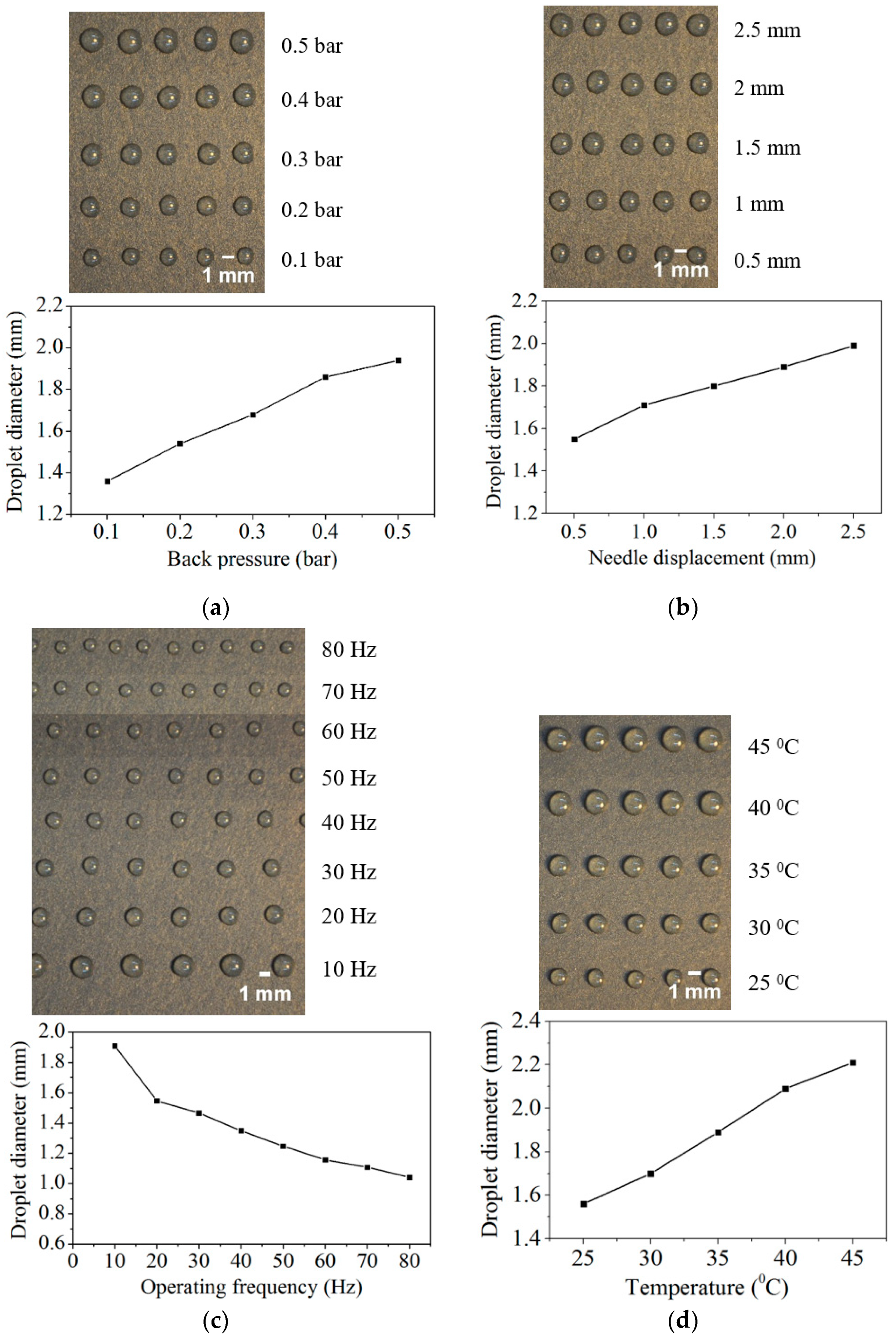
5.1. Backpressure
5.2. Needle Displacement
5.3. Operating Frequency
5.4. Fluid Temperature
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chen, X.B.; Zhang, W.J.; Schoenau, G.; Surgenor, B. Off-line control of time-pressure dispensing processes for electronics packaging. IEEE Trans. Electron. Packag. Manuf. 2003, 26, 286–293. [Google Scholar] [CrossRef]
- Chen, K.; Zhang, R.; Lee, S.R. Integration of phosphor printing and encapsulant dispensing processes for wafer level LED array packaging. In Proceedings of the 11th International Conference on Electronic Packaging Technology & High Density Packaging, Xi’an, China, 16–19 August 2010; pp. 1386–1392. [Google Scholar]
- Chen, Y.; Wang, F.; Li, H.X. Experimental and modeling study of breakup behavior in silicone jet dispensing for light-emitting diode packaging. IEEE Trans. Compon. Packag. Manuf. Technol. 2015, 5, 1019–1026. [Google Scholar] [CrossRef]
- Babiarz, A.J. Advances in jetting small dots of high viscosity fluids for electronic and semiconductor packaging. In Proceedings of the 11th Annual Pan Pacific Microelectronics Symposium, Kauai, HI, US, 17–19 Januar 2006; pp. 243–247. [Google Scholar]
- Hicks, C.R.; Carlson, B.E.; Mallick, P. Rheological study of automotive adhesives: Influence of storage time, temperature and shear rate on viscosity at dispensing. Int. J. Adhes. Adhes. 2015, 63, 108–116. [Google Scholar] [CrossRef]
- Mortimer, J. Adhesive bonding of car body parts by industrial robot. Ind. Robot. 2004, 31, 423–428. [Google Scholar] [CrossRef]
- Liu, S.; Luo, X. LED packaging for lighting applications: Design, manufacturing, and testing, 1st ed.; Wiley: Hoboken, NJ, USA, 2011. [Google Scholar]
- Sarvar, F.; Hutt, D.A.; Whalley, D.C. Application of adhesives in MEMS and MOEMS assembly: A review. In Proceedings of the 2nd International IEEE Conference on Polymers and Adhesives in Microelectronics and Photonics on POLYTRONIC, Zalaegerszeg, Hungary, 23–26 June 2002; pp. 22–28. [Google Scholar]
- Tekin, T. Review of packaging of optoelectronic, photonic, and MEMS components. IEEE J. Sel. Topics Quantum Electron. 2011, 17, 704–719. [Google Scholar] [CrossRef]
- Wang, L.; Du, J.; Luo, Z.; Du, X.; Li, Y.; Sun, D. Design and experiment of a jetting dispenser driven by piezostack actuator. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 3, 147–156. [Google Scholar] [CrossRef]
- Zhou, C.; Li, J.; Duan, J.; Deng, G. The principle and physical models of novel jetting dispenser with giant magnetostrictive and a magnifier. Sci. Rep. 2015, 5, 18294. [Google Scholar] [CrossRef] [PubMed]
- Quinones, H.; Babiarz, A.; Fang, L. Jetting technology: A way of the future in dispensing. In Proceedings of the 4th International Symposium on Electronic Materials and Packaging, Kaohsiung, Taiwan, 4–6 December 2002; pp. 7–14. [Google Scholar]
- Saidman, L.B.; Taylor, E.C. Force amplifying driver system and jetting dispenser and method of dispensing fluid. U.S. Patent 9,233,388, 12 January 2016. [Google Scholar]
- Clark, J.A.; Riney, J.M.; Taylor, E.C. Jetting discrete volumes of high viscosity liquid. U.S. Patent 9,314,812, 19 April 2016. [Google Scholar]
- Zhou, C.; Deng, G.; Li, J.; Duan, J. Flow channel influence of a collision-based piezoelectric jetting dispenser on jet performance. Sensors 2018, 18, 1270. [Google Scholar] [CrossRef] [PubMed]
- Kim, K.-Y.; Chang, H.; Lee, W.-D.; Cai, Y.-F.; Chen, Y.-J. The Influence of Needle Assembly Sliding of the Jetting Dispenser on the Characteristics of Blood Glucose Test Strip. In Proceedings of the 2018 IEEE International Conference on Advanced Manufacturing (ICAM), Yunlin, Taiwan, 23–25 November 2018; pp. 235–238. [Google Scholar]
- Piracci, A.F. Advantages of non-contact dispensing in SMT assembly processes. In Proceedings of the SMTA International Conference, San Jose, CA, USA, 12–16 September 1999. [Google Scholar]
- Jianping, L.; Guiling, D. Technology development and basic theory study of fluid dispensing-a review. In Proceedings of the 6th IEEE CPMT Conference on High Density Microsystem Design and Packaging and Component Failure Analysis, Shanghai, China, 3 July 2004; pp. 198–205. [Google Scholar]
- John, S.; Sirohi, J.; Wang, G.; Wereley, N.M. Comparison of piezoelectric, magnetostrictive, and electrostrictive hybrid hydraulic actuators. J. Intel. Mat. Syst. Str. 2007, 18, 1035–1048. [Google Scholar] [CrossRef]
- Nguyen, Q.H.; Han, Y.-M.; Choi, S.-B.; Hong, S.-M. Dynamic characteristics of a new jetting dispenser driven by piezostack actuator. IEEE Trans. Electron. Packag. Manuf. 2008, 31, 248–259. [Google Scholar] [CrossRef]
- Jia, H.; Hua, Z.; Li, M.; Zhang, J.; Zhang, J. A jetting system for chip on glass package. In Proceedings of the International Conference on Electronic Packaging Technology & High Density Packaging, Beijing, China, 10–13 August 2009; pp. 954–960. [Google Scholar]
- Nguon, B.; Jouaneh, M. Design and characterization of a precision fluid dispensing valve. Int. J. Adv. Manuf. Tech. 2004, 24, 251–260. [Google Scholar] [CrossRef]
- Zhang, J.; Jia, H.; Zhang, J. A fluid dynamic analysis in the chamber and nozzle for a jetting dispenser design. In Proceedings of the 11th International Conference on Electronic Packaging Technology & High Density Packaging, Xi’an, China, 16–19 August 2010; pp. 879–883. [Google Scholar]
- Hiemstra, D.B.; Parmar, G.; Awtar, S. Performance tradeoffs posed by moving magnet actuators in flexure-based nanopositioning. IEEE/ASME Trans. Mechatronics. 2014, 19, 201–212. [Google Scholar] [CrossRef]
- Jet Dispensers, Nordson-Corporation. Available online: https://www.nordson.com/en/products/jet-dispensers (accessed on 25 September 2018).
- Liquidyn Micro Dispensing Valves, Integrated-Dispensing-Systems-Ltd. Available online: http://www.fluidmetering.co.uk/liquidyn/liquidyn_micro_valves.htm (accessed on 26 September 2018).
- Lobontiu, N. Mechanical Elements, In System dynamics for engineering students: Concepts and applications, 1st ed.; Academic Press: Cambridge, MA, USA, 2017; pp. 23–75. [Google Scholar]
- Hong, Y.P.; Li, H.X. Comparative study of fluid dispensing modeling. IEEE Trans. Electron. Packag. Manuf. 2003, 26, 273–280. [Google Scholar] [CrossRef]
- Zhao, Y.X.; Li, H.X.; Ding, H.; Xiong, Y.L. Integrated modelling of a time-pressure fluid dispensing system for electronics manufacturing. Int. J. Adv. Manuf. Tech. 2005, 26, 1–9. [Google Scholar] [CrossRef]
- Al-Ghathian, F.; Tarawneh, M. Friction forces in O-ring sealing. Am. J. Appl. Sci. 2005, 2, 626–632. [Google Scholar]
- Feng, X.; Duan, Z.; Fu, Y.; Sun, A.; Zhang, D. The technology and application of voice coil actuator. In Proceedings of the Second International Conference on Mechanic Automation and Control Engineering, Hohhot, China, 15–17 July 2011; pp. 892–895. [Google Scholar]
- Free BH Curves of low carbon steel—SAE1020. Available online: https://magweb.us/free-bh-curves (accessed on 10 April 2019).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimensions | Value (mm) | Dimensions | Value (mm) |
|---|---|---|---|
| Core radius | rco = 2 | Permanent magnet height | hpm = 21 |
| Ferromagnetic-disc thickness | lfd = 4 | Permanent magnet radius | rpm = 6.5 |
| Needle-piston radius | rnp = 2.5 | Bobbin inner radius | rib = 7.5 |
| Height of coil | hc = 15 | Bobbin outer radius | rob = 12 |
| Coil thickness | rct = 4 | Shell inner radius | ris = 12.5 |
| Spacing between two coils | lsp = 2 | Shell outer radius | ros = 15 |
| Psy (Bar) | zm (mm) | F (Hz) | T (°C) | |
|---|---|---|---|---|
| Exp. 1 | 0.1–0.5 | 0.5 | 20 | 25 |
| Exp. 2 | 0.2 | 0.5–2.5 | 20 | 25 |
| Exp. 3 | 0.2 | 0.5 | 10–80 | 25 |
| Exp. 4 | 0.2 | 0.5 | 20 | 25–45 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tran, M.-S.; Hwang, S.-J. Design and Experiment of a Moving Magnet Actuator Based Jetting Dispenser. Appl. Sci. 2019, 9, 2911. https://doi.org/10.3390/app9142911
Tran M-S, Hwang S-J. Design and Experiment of a Moving Magnet Actuator Based Jetting Dispenser. Applied Sciences. 2019; 9(14):2911. https://doi.org/10.3390/app9142911
Chicago/Turabian StyleTran, Minh-Sang, and Sheng-Jye Hwang. 2019. "Design and Experiment of a Moving Magnet Actuator Based Jetting Dispenser" Applied Sciences 9, no. 14: 2911. https://doi.org/10.3390/app9142911
APA StyleTran, M.-S., & Hwang, S.-J. (2019). Design and Experiment of a Moving Magnet Actuator Based Jetting Dispenser. Applied Sciences, 9(14), 2911. https://doi.org/10.3390/app9142911