Evaluation of the Cooling and Pavement Performance of Basic Oxygen Furnace Slag Used in Asphalt Mixture

Abstract
:1. Introduction
- estimating the cooling effect of BOF slag substitution used in dense, SMA and PA mixtures;
- comparing the cooling interval of different aggregate gradations on asphalt mixtures;
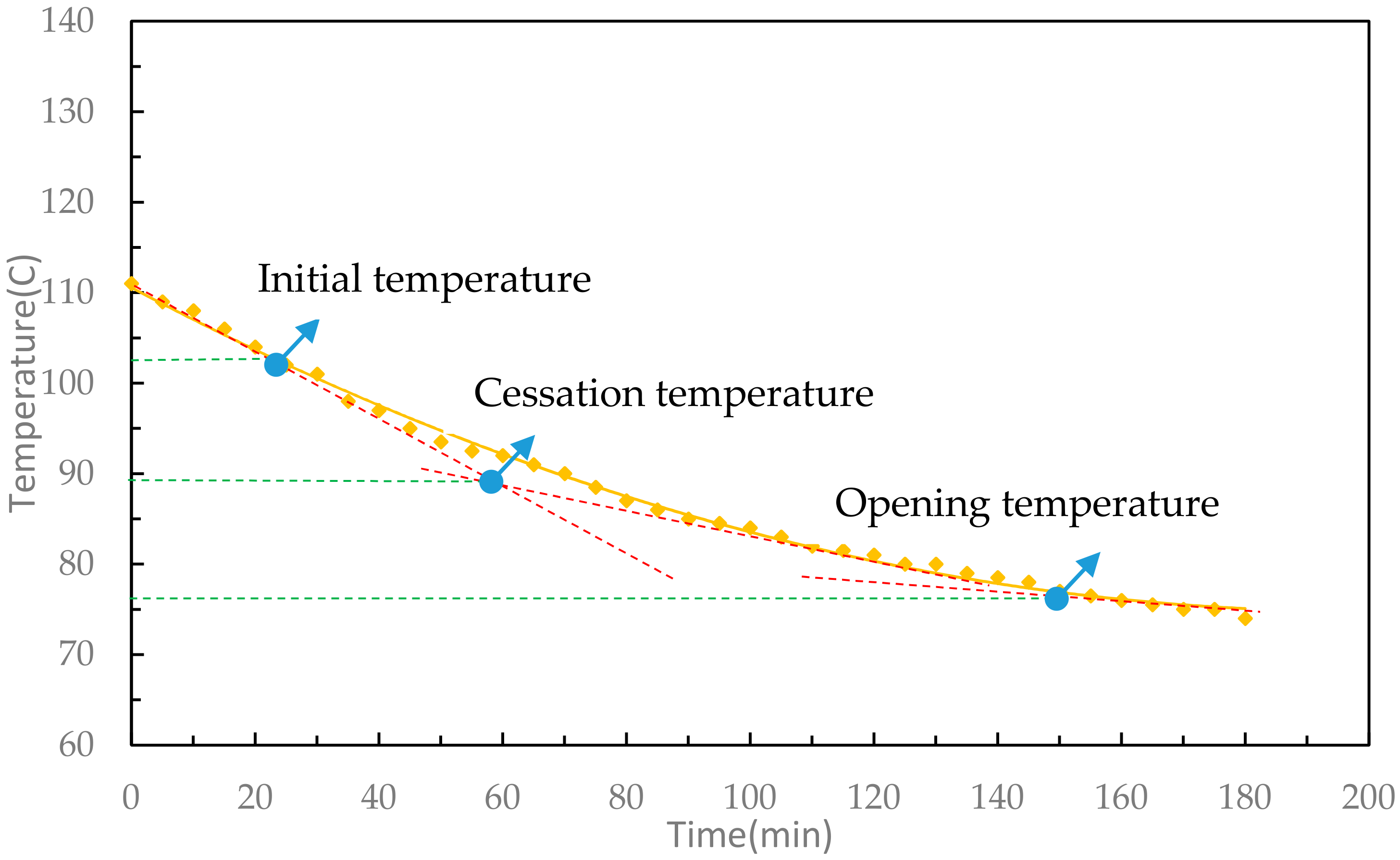
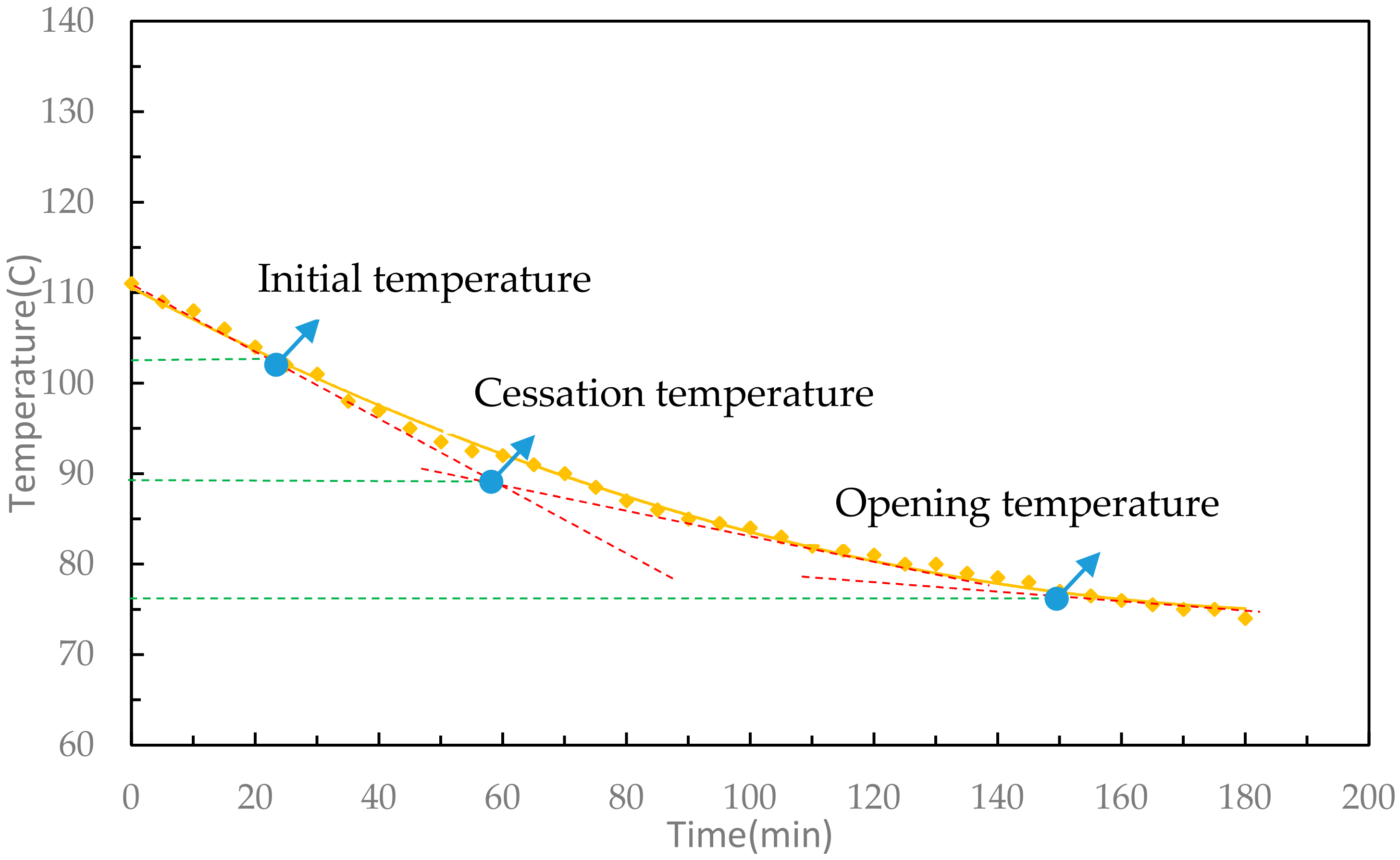
- evaluating the reasonable ‘open to traffic’ temperature of BOF slag substitution used in different asphalt mixtures; and,
- observing the voids distribution of BOF slag substitution used in different asphalt mixtures.
2. Materials and Method
2.1. Basic Properties of Asphalt and Aggregate
2.2. Asphalt Specimen Preparation
2.3. Laboratory Test Program
2.3.1. Cooling Measuring Test of Thermal Effect
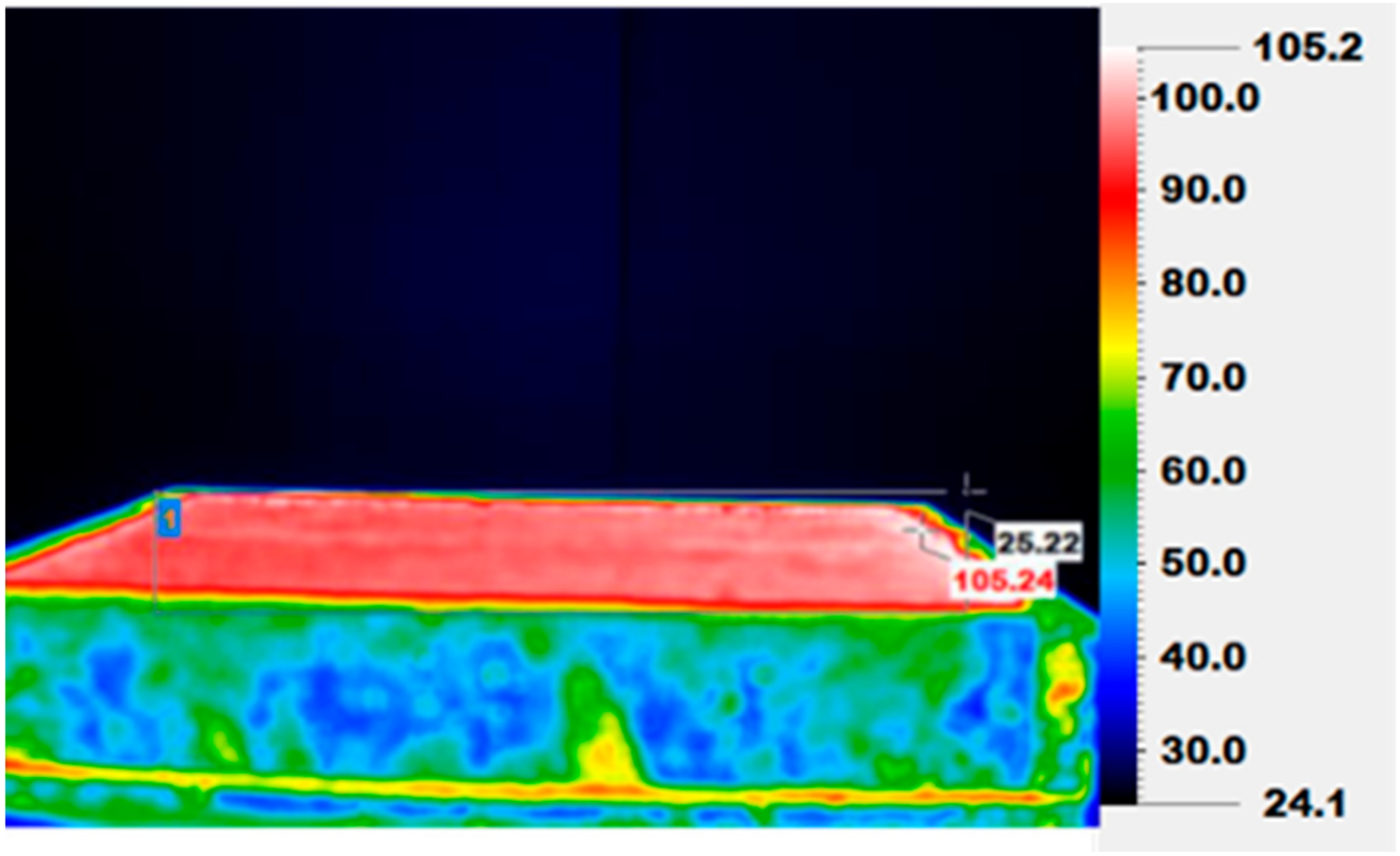
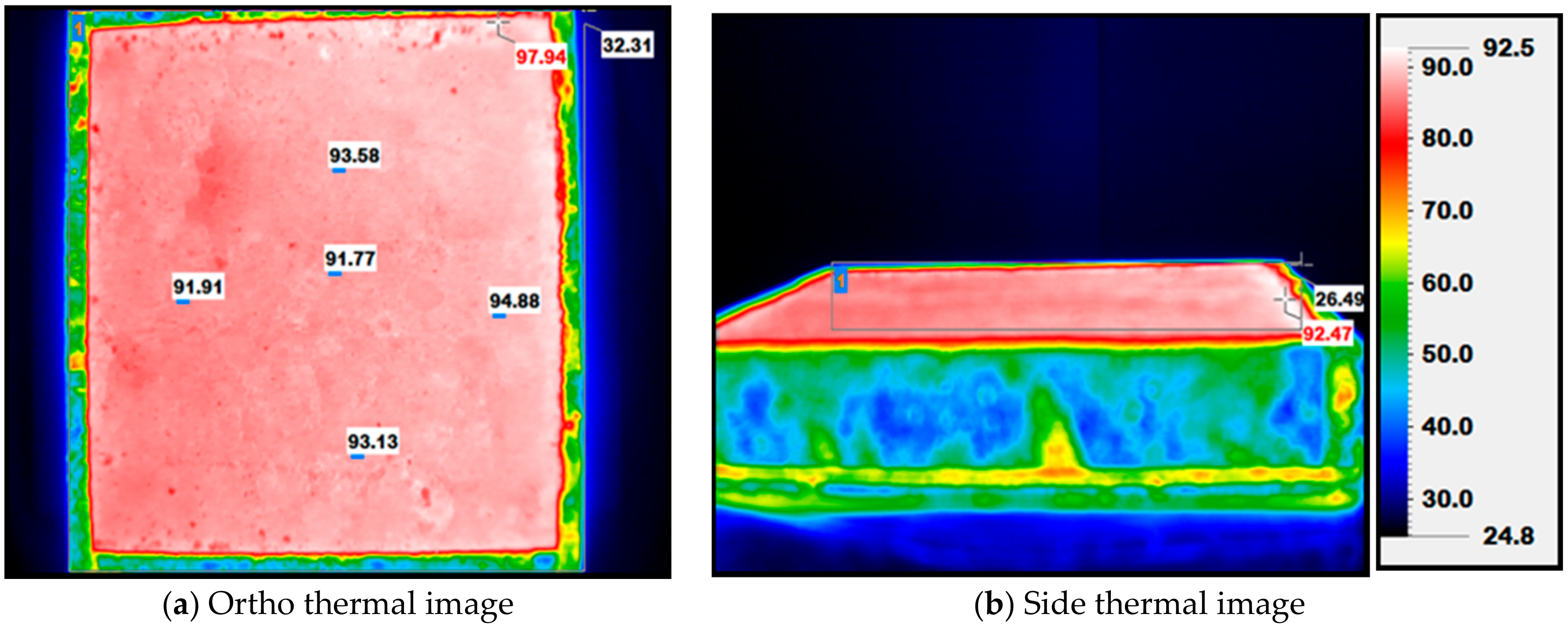
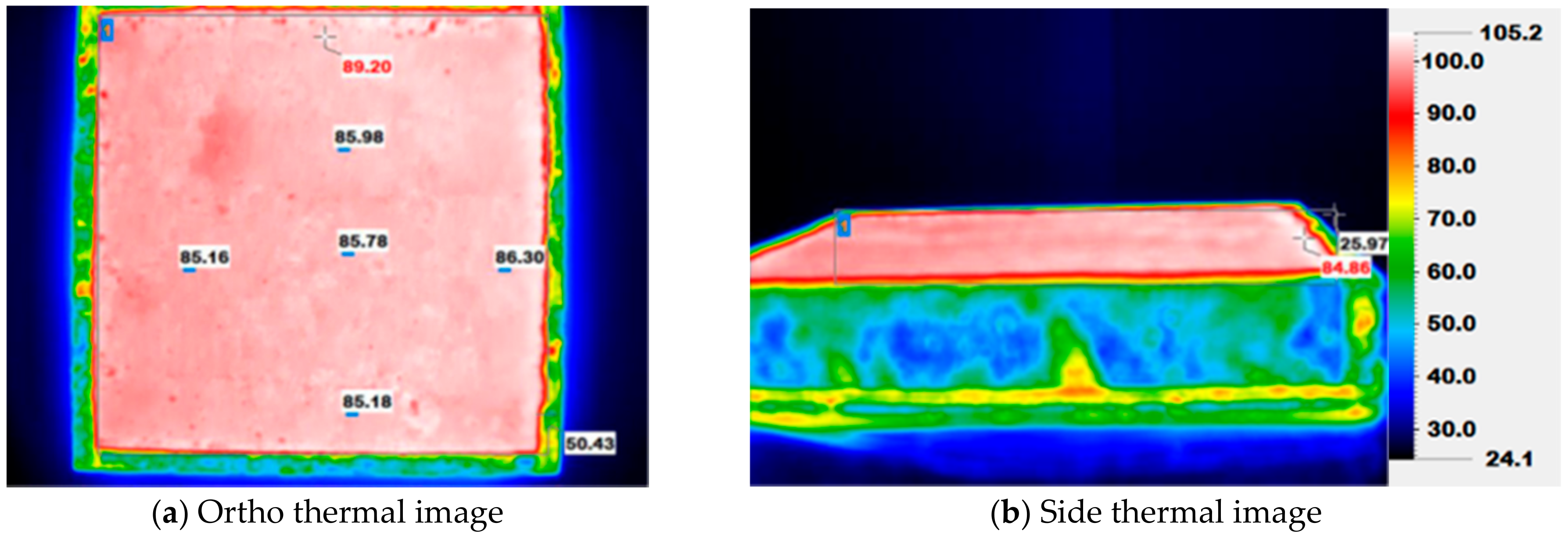
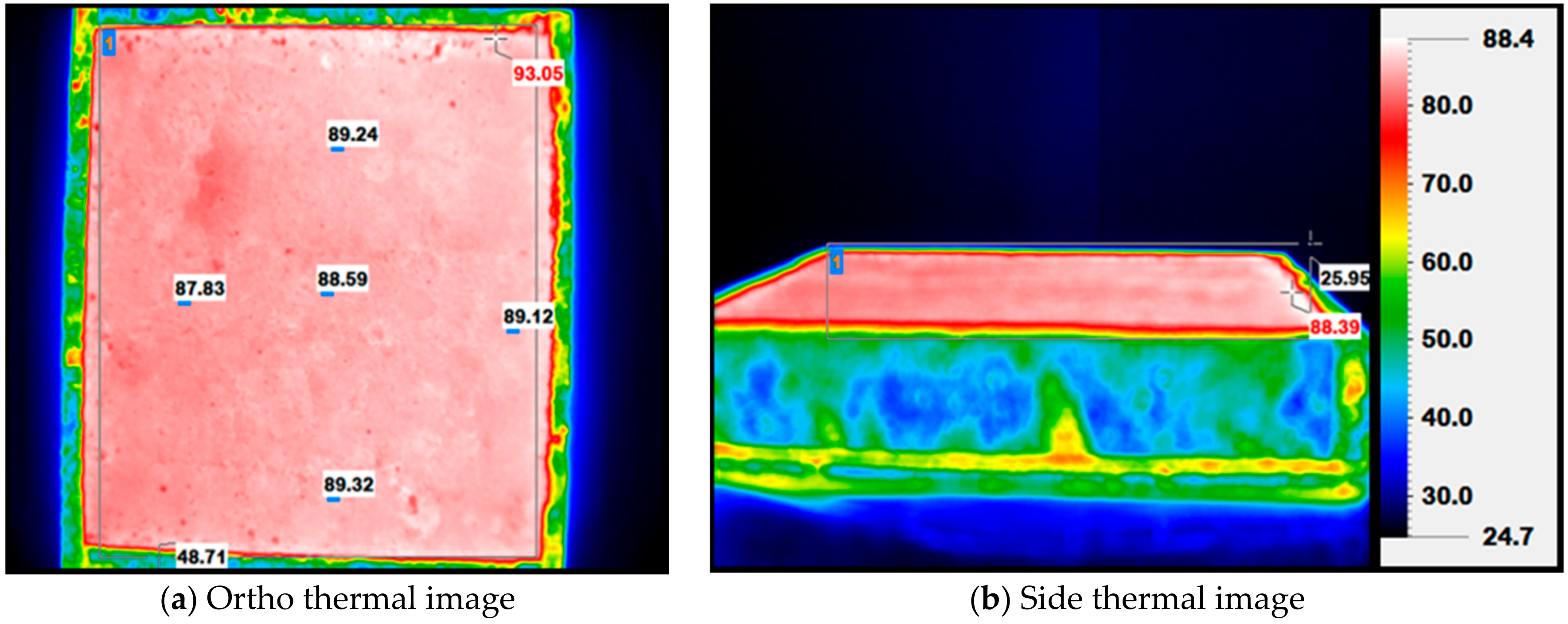
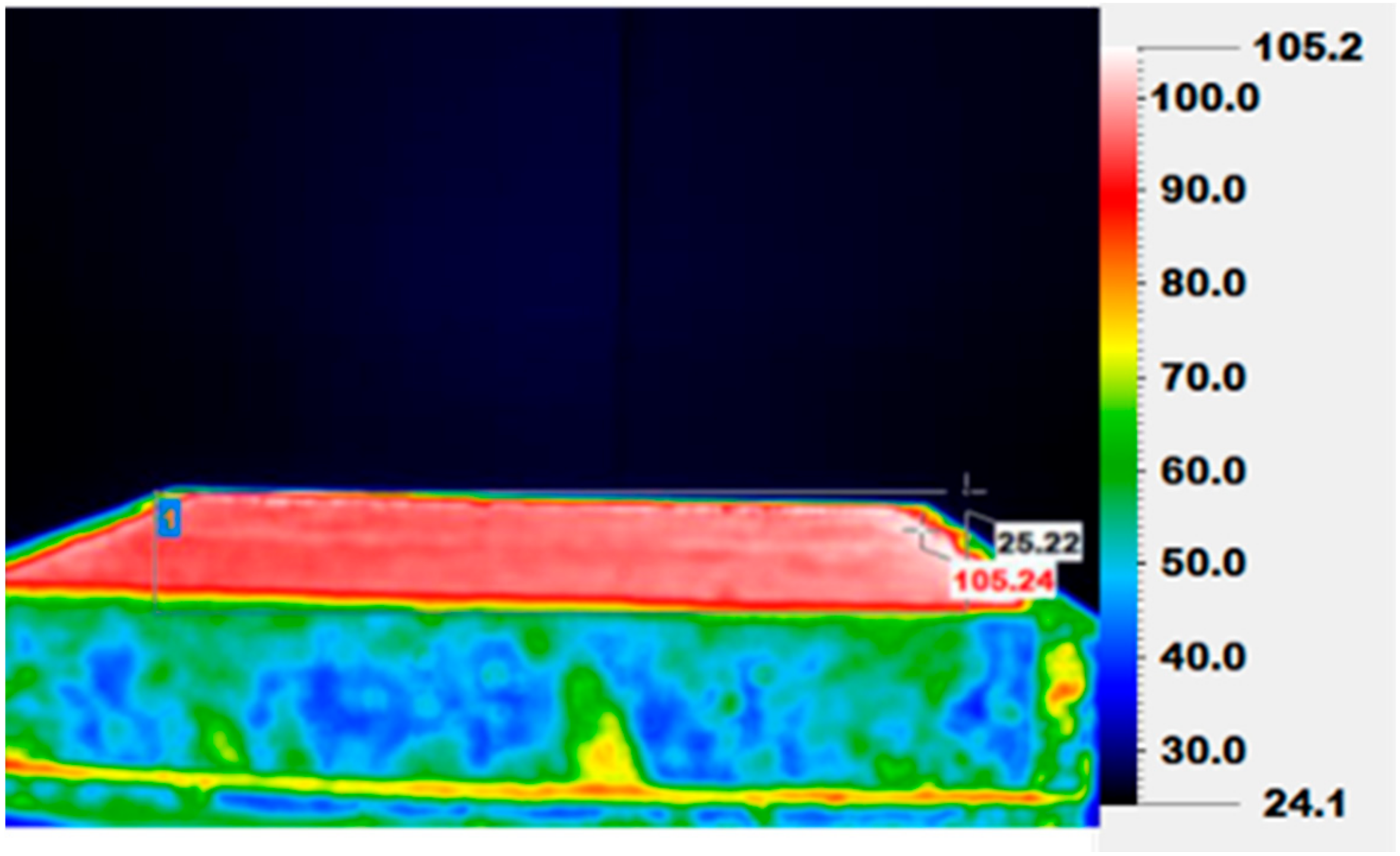
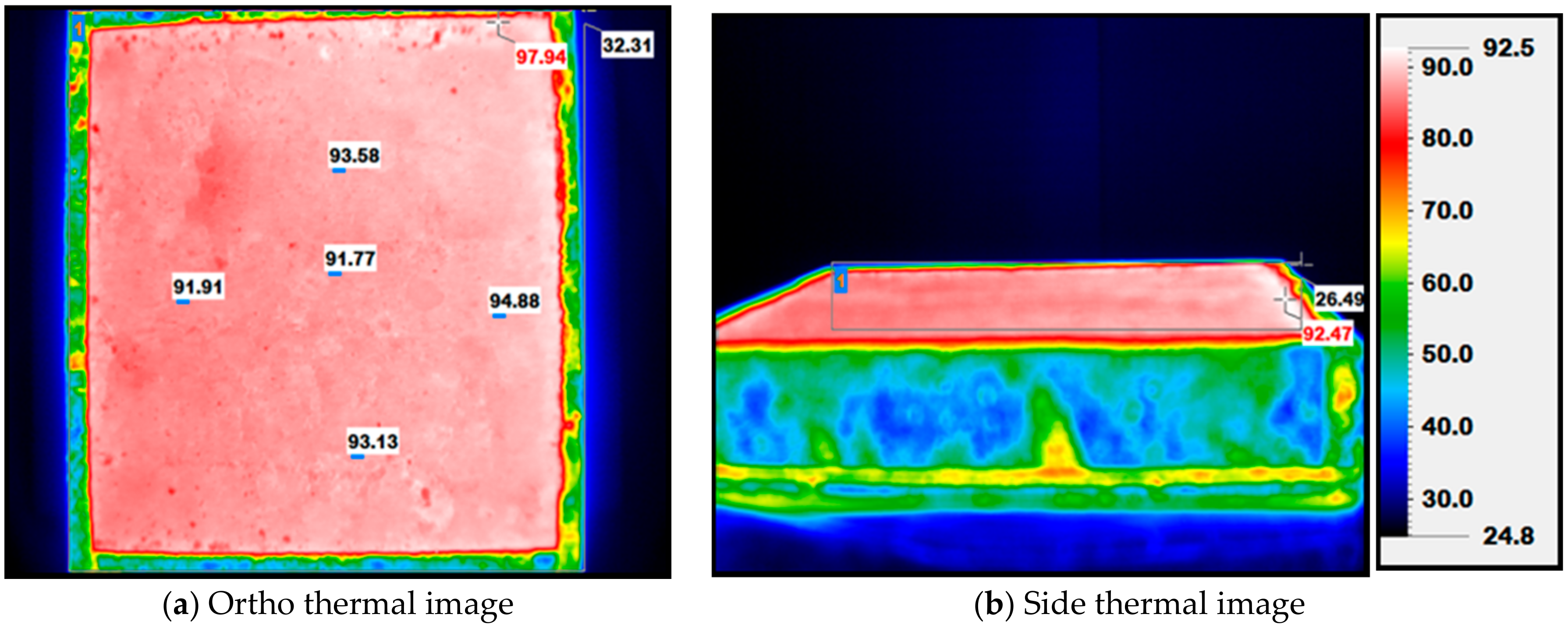
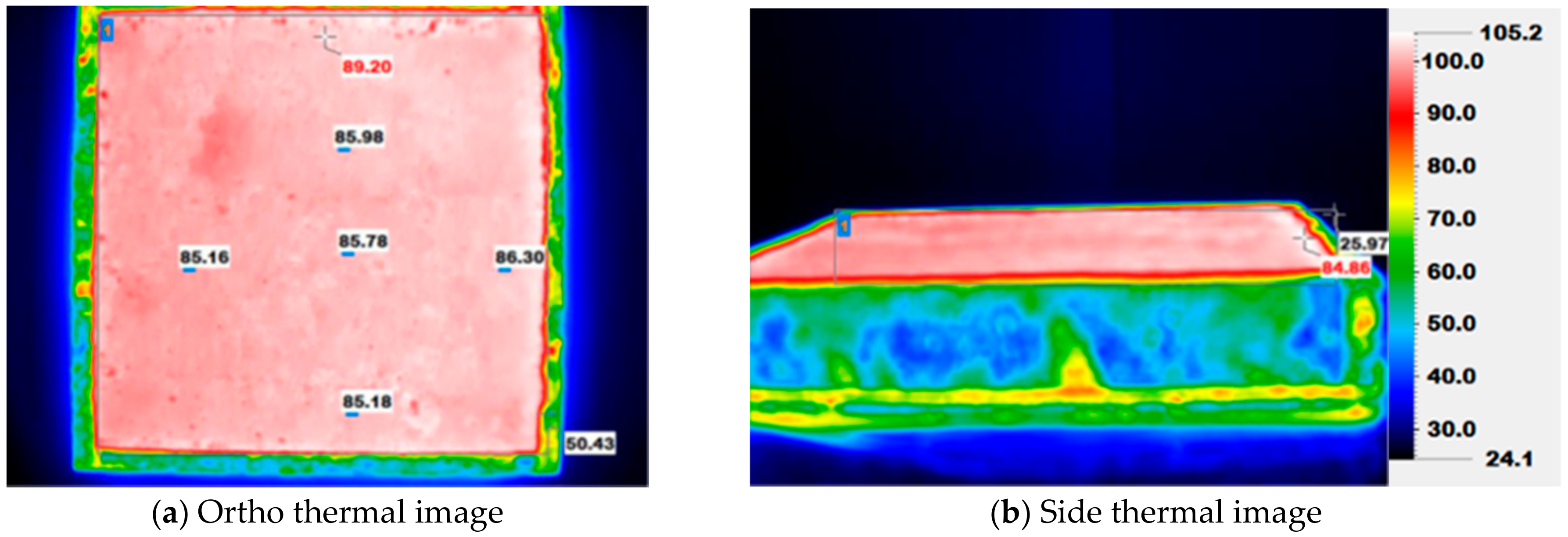
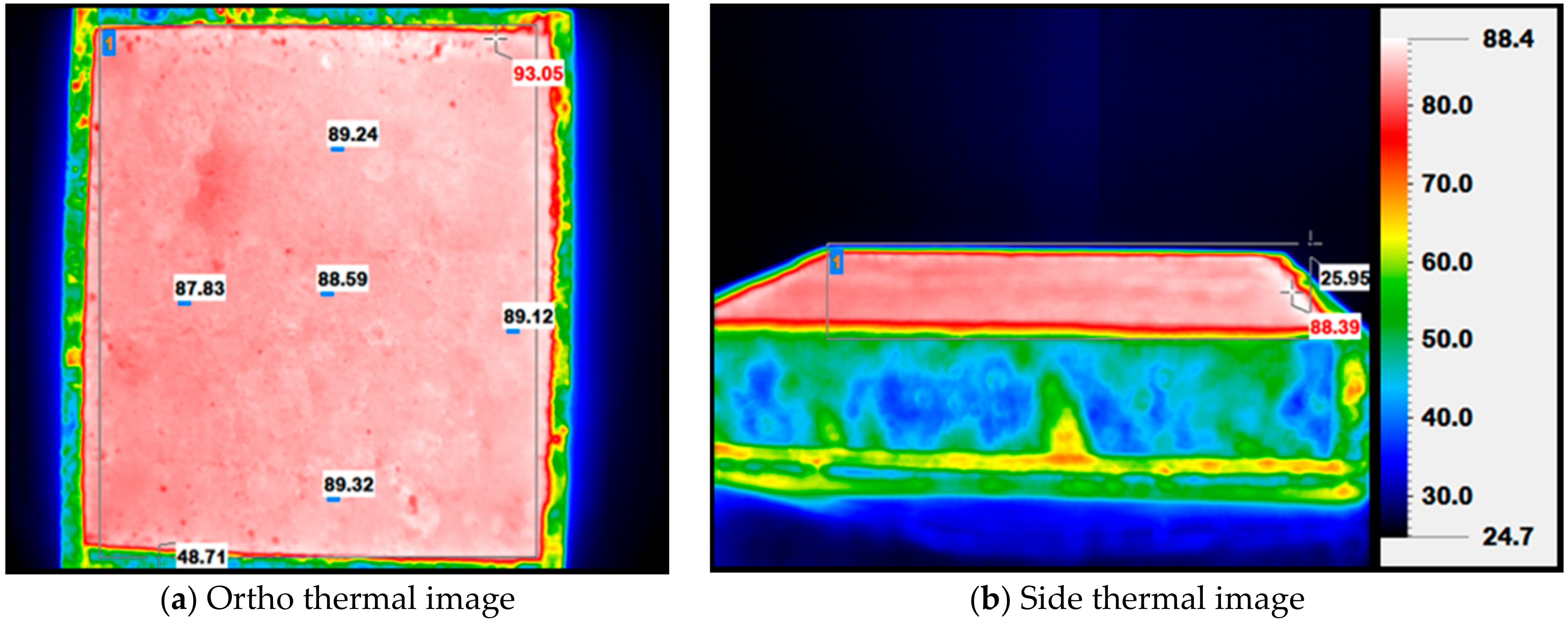
2.3.2. Thermal Imaging Measuring
3. Test Results and Discussions
3.1. Optimum Asphalt Content
3.2. Marshall Test Value
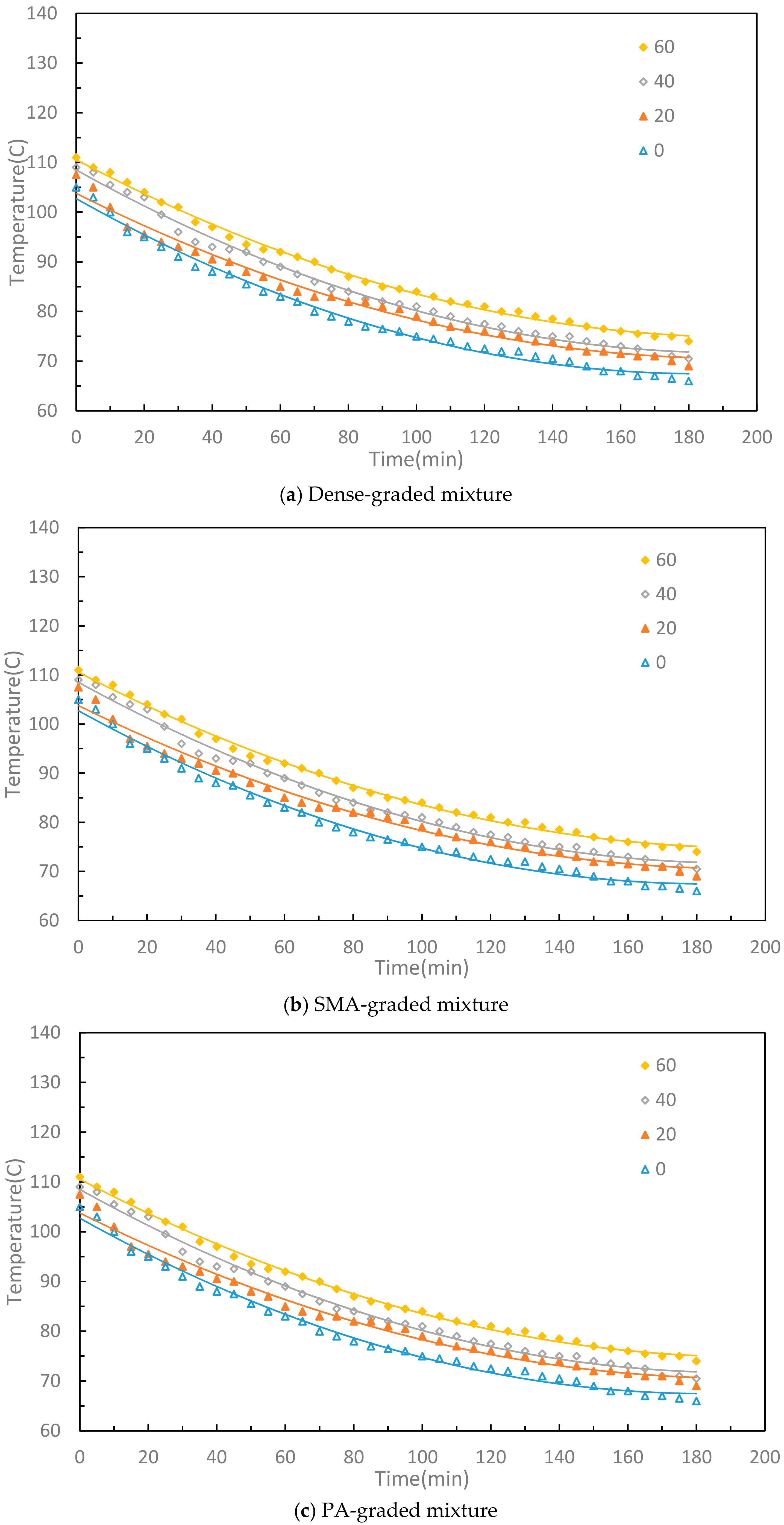
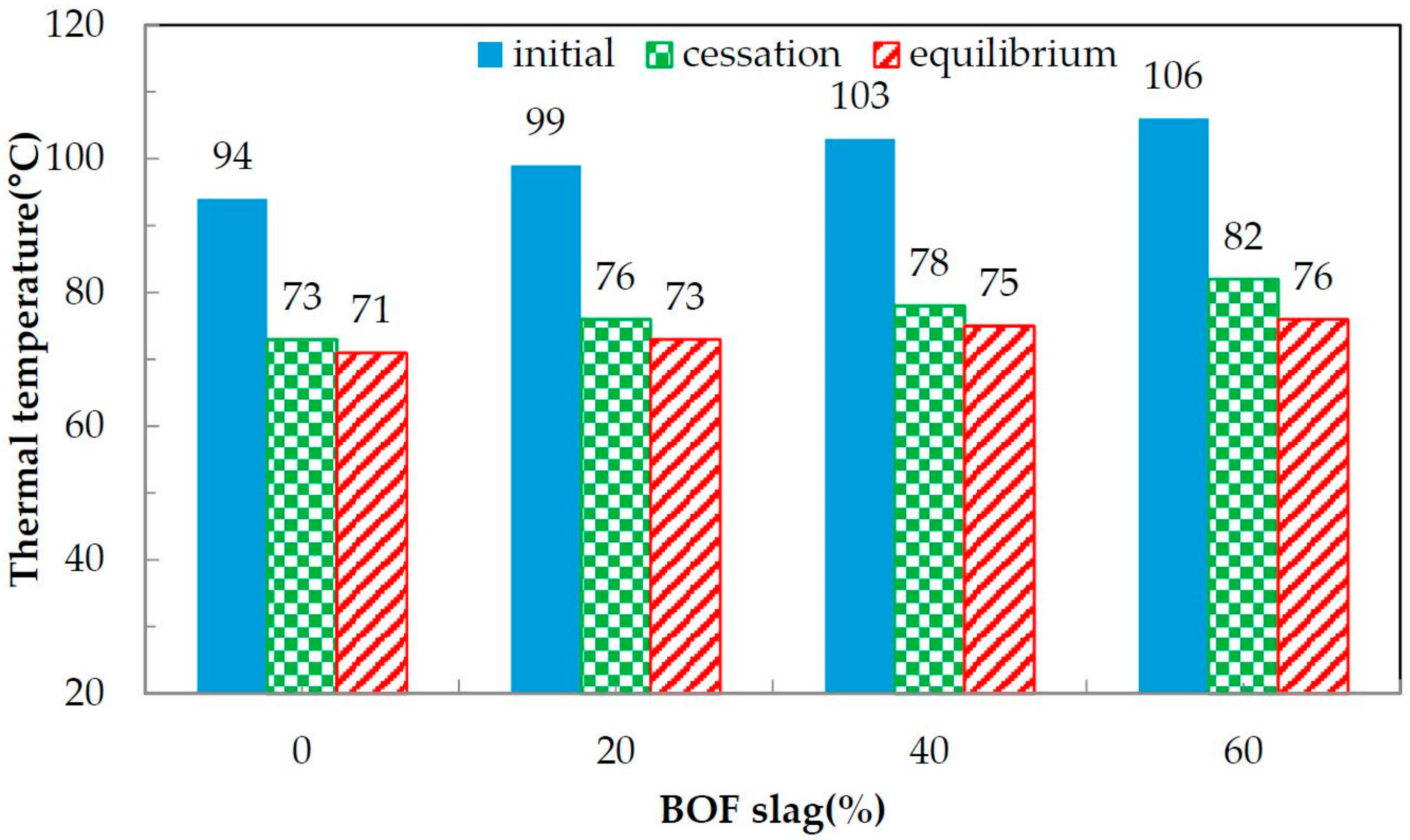
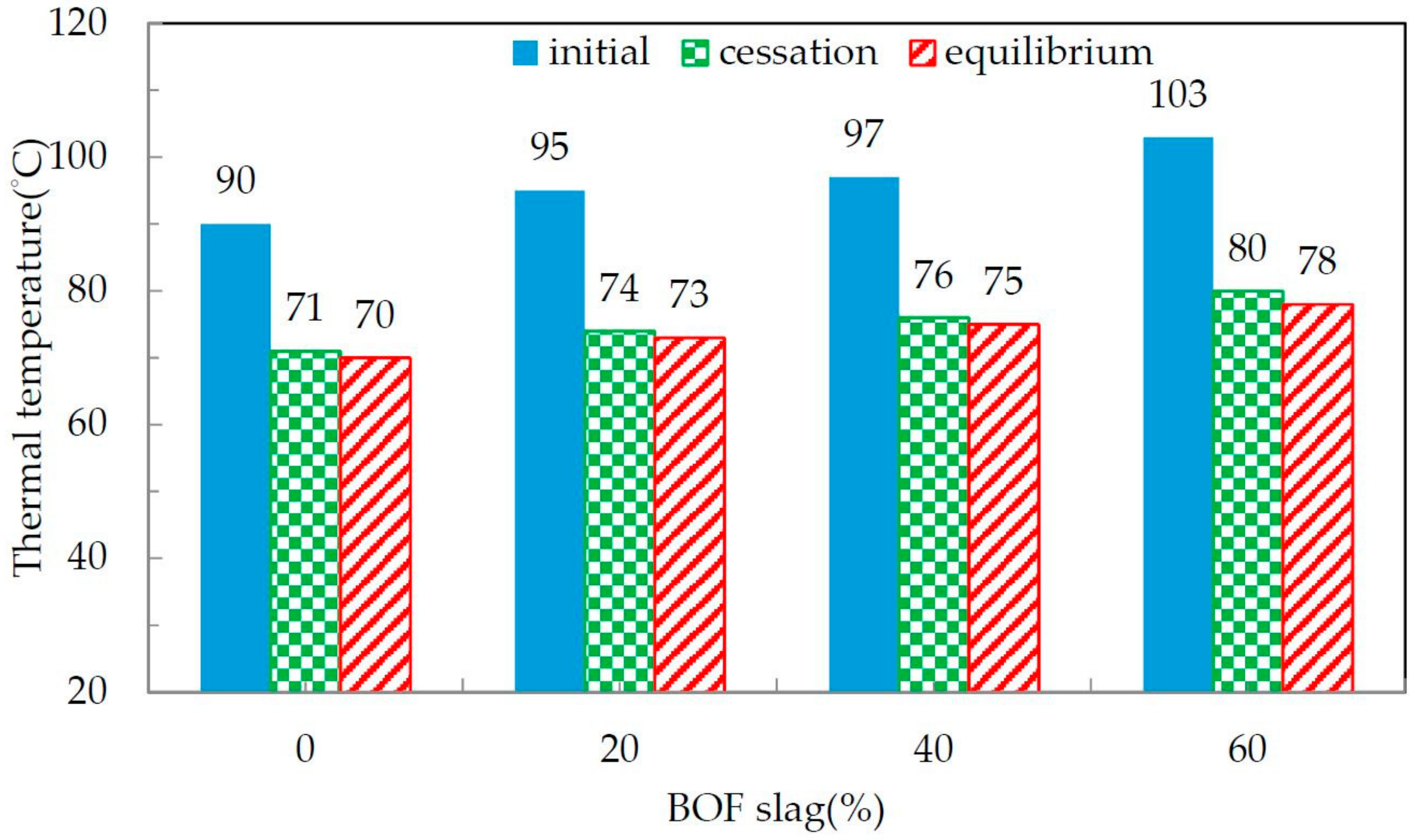
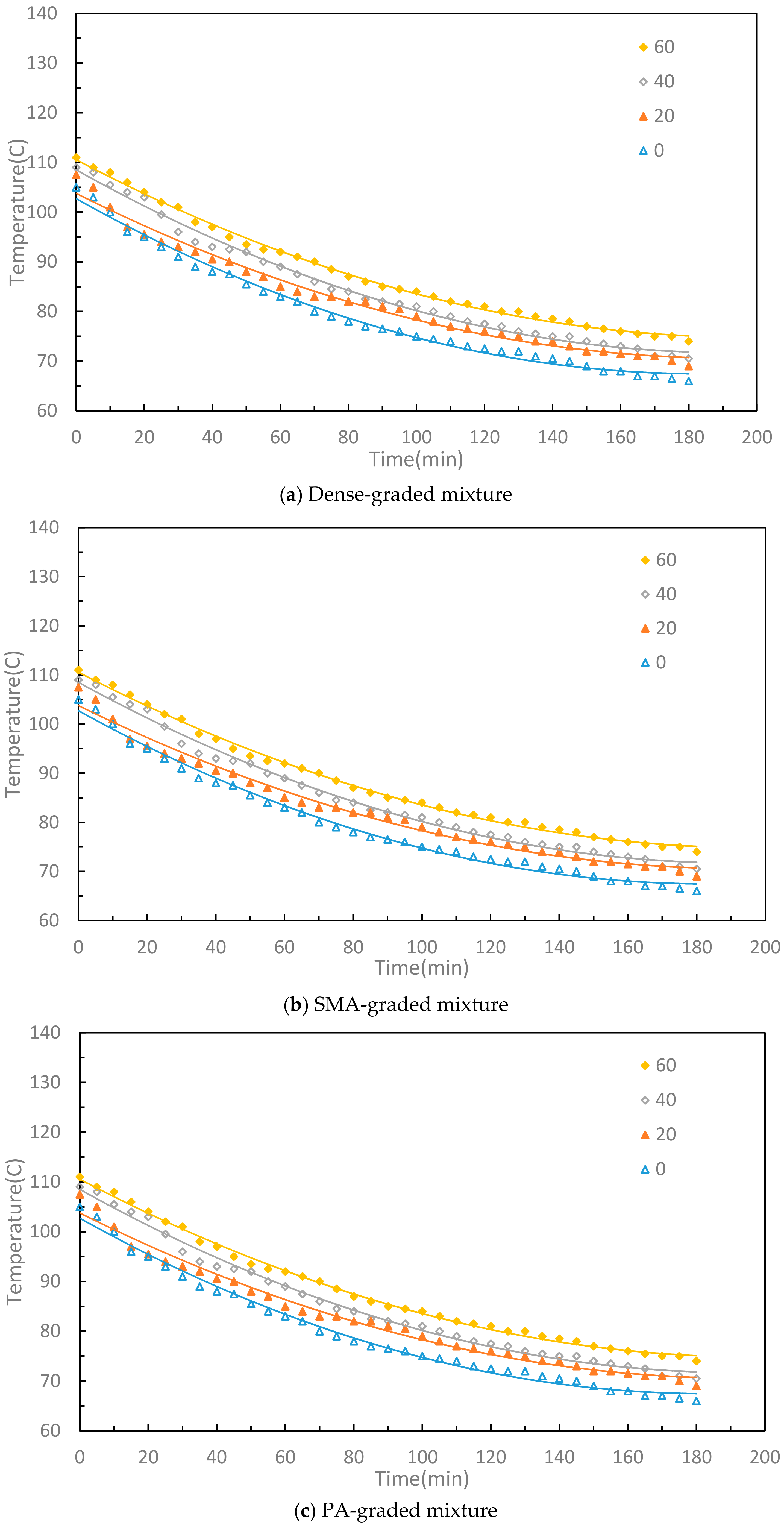
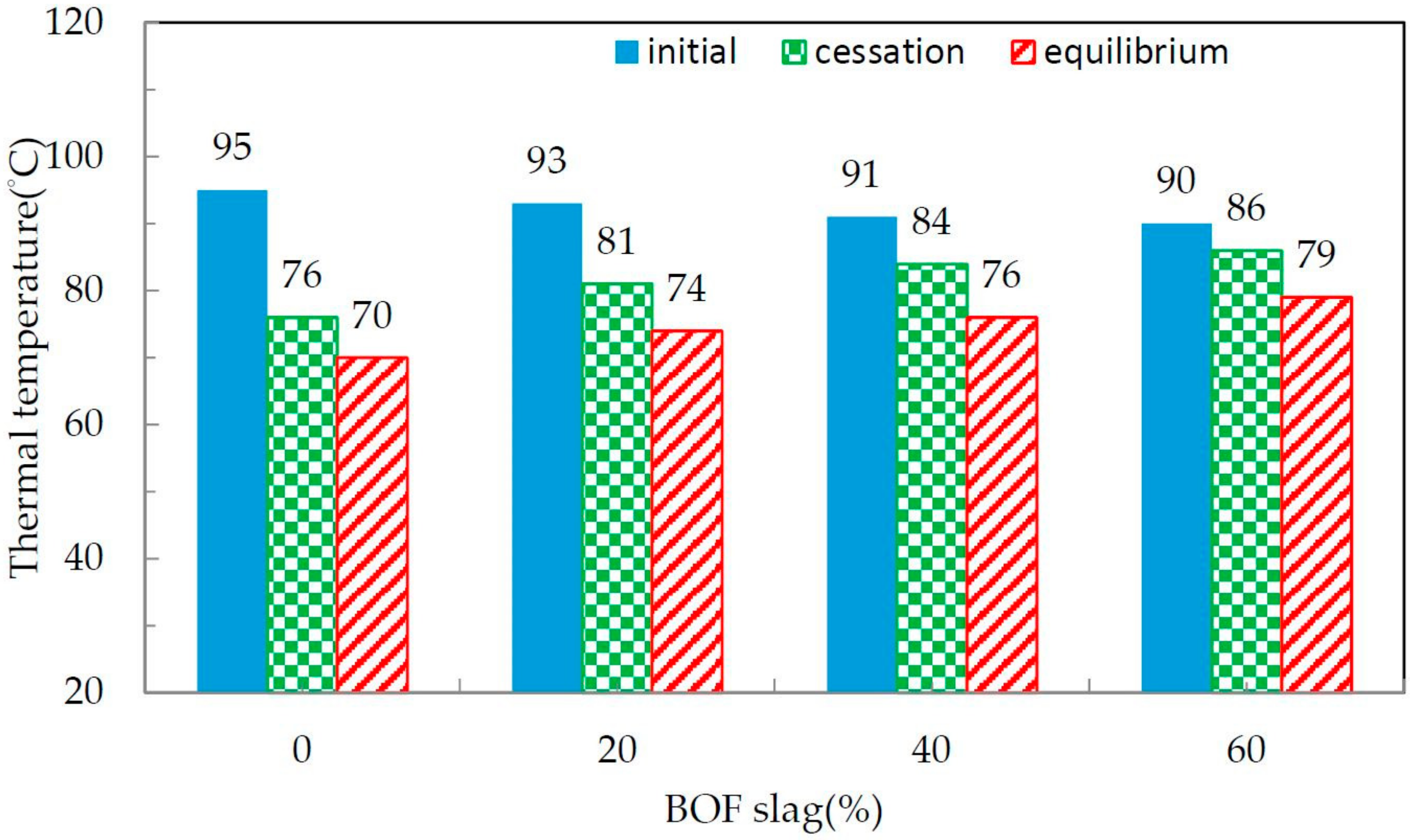
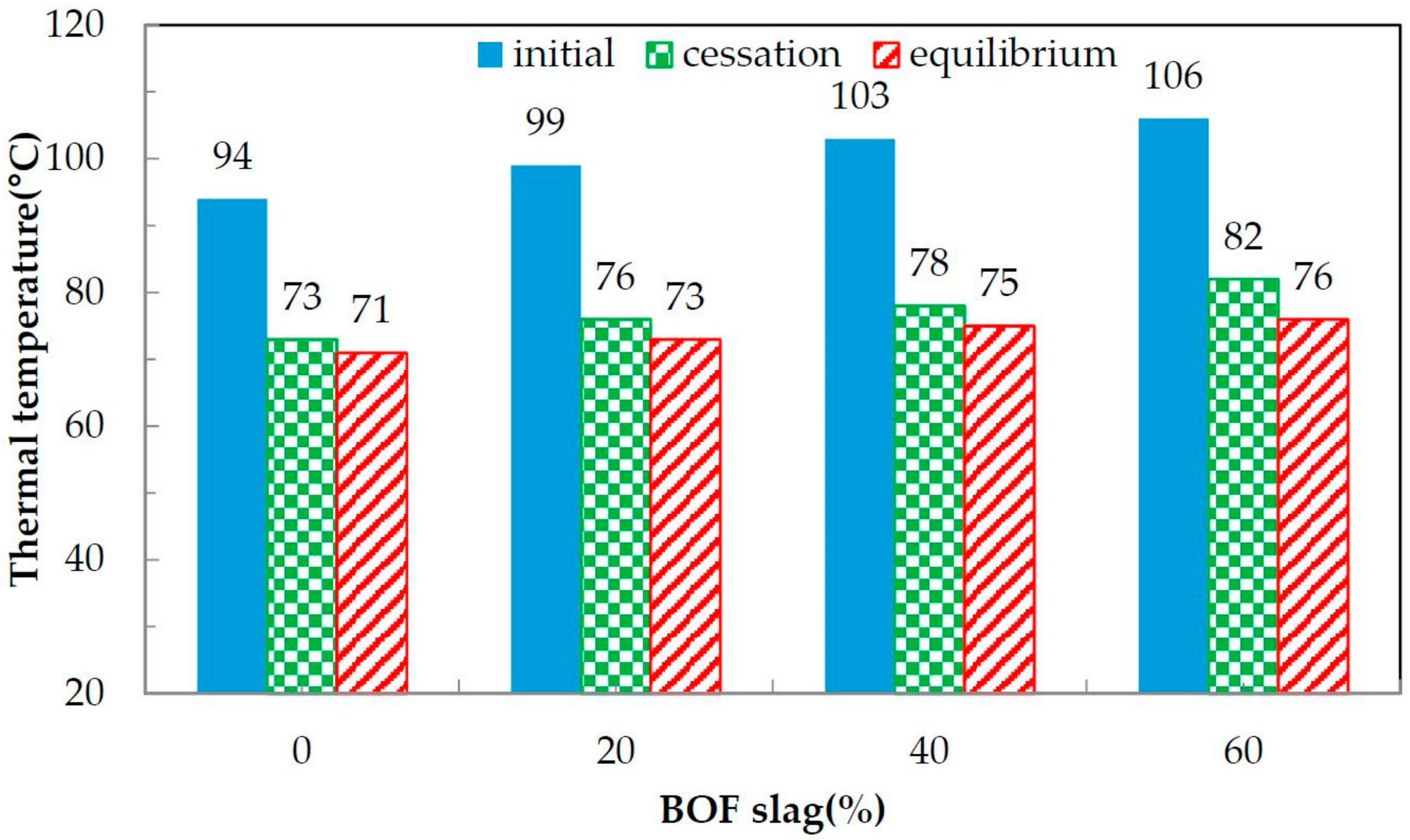
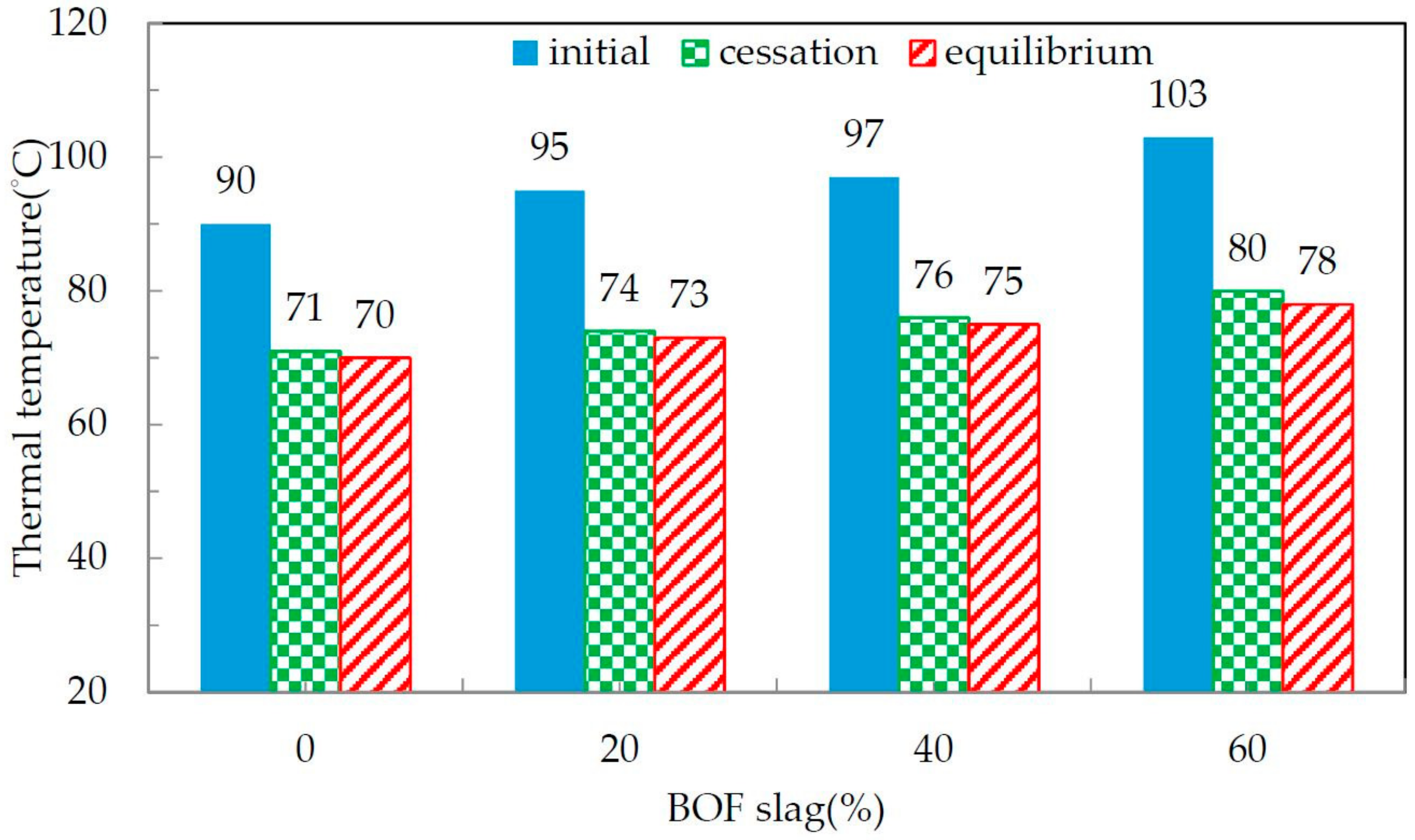
3.3. BOF Substitute Proportional Influence on Specimen Cooling
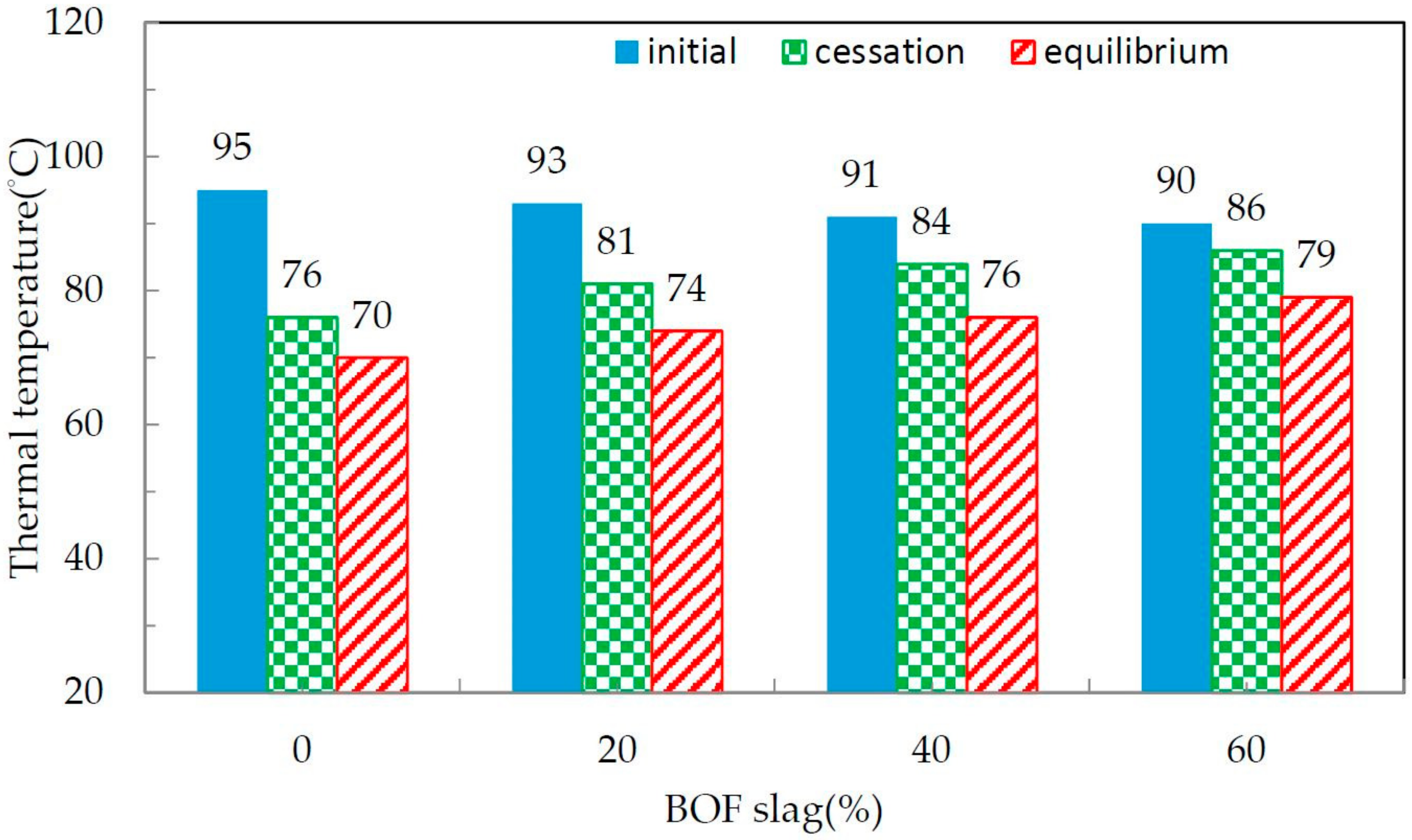
3.4. The Effects of BOF Slag Contents on the Specimen Cooling Interval
3.5. Void Distribution of the Asphalt Mixture
4. Conclusions
- The optimum asphalt content of all asphalt mixtures (dense, SMA, and PA) would be decreased in accordance with the increased proportion of BOF slag. BOF slag has a lipophilic property that can absorb asphalt cement, thus reducing the demanded quantity of asphalt.
- The stability value of asphalt mixture would be increased with the increased BOF slag substitution ratio. Since the coarse aggregate ratio is high in SMA and PA-graded, and BOF slag was substituted for the coarse aggregate, the stability value of asphalt mixture also increased.
- The VMA value of asphalt mixture would be decreased with the increased BOF slag substitution ratio; the VMA value of PA-graded mixture is lower than those of the dense and SMA-graded ones. BOF slag has porous properties, and asphalt cement can easily permeate into the aggregate and result in the decreased VMA value. Thus, the VMA value can be used to examine whether or not the optimum amount of asphalt has deviated from the others.
- In order to avoid breakage and degradation of aggregate during the mixing process, BOF slag replacement of 60% was the optimum substitution for the dense mixture. The replacement of 40% of BOF slag was the optimum substitution for SMA and PA mixtures.
- After cooling the dense mixture for about 100 min, the temperature tended to be moderated, which showed that the cooling and heat dissipation was gradually completed. However, after cooling, the SMA and PA-graded mixtures for 120 min, the temperature tended to be moderated, which showed that SMA and PA-graded mixtures have better temperature preservation effectiveness.
- The voids distribution of the dense mixture was not uniform, and the thermal energy temperature was inconsistent as well. The void distribution of SMA and PA-graded mixtures were more uniform than that of the dense mixture, maintaining the heat energy with a small heat dissipation rate in the cooling phase.
- The temperatures increased as the BOF slag content increased at the same cooling time. The SMA and PA mixtures with higher BOF slag held the heat better than those containing less BOF slag. Mixtures containing BOF slag also required a longer time to lose heat and, thus, require more time for the pavement to open to traffic.
- The initial temperature of the SMA and PA mixtures with BOF slag was higher than that of the dense mixture. The SMA specimen coarse aggregate particles form a stone-to-stone contact skeleton that transfers thermal energy and increases all of the temperature zones. Asphalt mixtures have higher porosity and contain higher amounts of coarse aggregate, decreasing the thermal conductivity and resulting in a higher temperature.
Supplementary Files
Supplementary File 1Acknowledgments
Conflicts of Interest
References
- Motz, H.; Geiseler, J. Products of steel slag an opportunity to save natural resources. Waste Manag. 2001, 21, 285–293. [Google Scholar] [CrossRef]
- Rockliff, D.; Moffett, A.; Thomas, N. Recent developments in the use of steel (BOS) slag aggregates in asphalt mixtures in the UK. In Proceedings of the 4th European Symposium on Performance of Bitumiuous and Hydraulic Materials in Pavement, Nottingham, UK, 11–12 April 2002. [Google Scholar]
- Xue, Y.J.; Wu, S.P.; Hou, H.B.; Zha, J. Experimental investigation of basic oxygen furnace slag used as aggregate in asphalt mixture. J. Hazard. Mater. 2006, 138, 261–268. [Google Scholar] [CrossRef] [PubMed]
- Xie, J.; Wua, S.; Lin, J.; Cai, J.; Chen, Z.; Wei, W. Recycling of basic oxygen furnace slag in asphalt mixture: Material characterization & moisture damage investigation. Constr. Build. Mater. 2012, 36, 467–474. [Google Scholar]
- David, W.; Philip, M.; Claudio, L.; Cesare, S.; Valeria, V. The wear of Stone Mastic Asphalt due to slow speed high stress simulated laboratory trafficking. Constr. Build. Mater. 2016, 110, 270–277. [Google Scholar]
- Khedmati, M.; Khodaii, A.; Haghshenas, H.F. A study on moisture susceptibility of stone matrix warm mix asphalt. Constr. Build. Mater. 2017, 144, 42–49. [Google Scholar] [CrossRef]
- Alvarez, A.E.; Martin, A.E.; Estakhri, C. A review of mix design and evaluation research for permeable friction course mixtures. Constr. Build. Mater. 2011, 25, 1159–1166. [Google Scholar] [CrossRef]
- Shirini, B.; Imaninasab, R. Performance evaluation of rubberized and SBS modified porous asphalt mixtures. Constr. Build. Mater. 2016, 107, 165–171. [Google Scholar] [CrossRef]
- Federal Highway Administration (FHWA). Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice; Federal Highway Administration (FHWA): Washington, DC, USA, 2011; FHWA-HRt-11-021.
- Praticò, F.G. A Theoretical and Experimental Study of the Effects on Mixes Added with RAP Caused by Superpave Restricted Zone Violation. Road Mater. Pavement Des. 2004, 5, 73–91. [Google Scholar] [CrossRef]
- Shen, D.H.; Wu, C.M.; Du, J.C. Laboratory investigation of basic oxygen furnace slag for substitution of aggregate in porous asphalt mixture. Constr. Build. Mater. 2009, 23, 453–461. [Google Scholar] [CrossRef]
- Wu, S.; Xue, Y.; Ye, Q.; Chen, Y. Utilization of steel slag as aggregates for stone mastic asphalt (SMA) mixtures. Build. Environ. 2007, 42, 2580–2585. [Google Scholar] [CrossRef]
- Wu, S.; Yang, W.; Xue, Y.; Lin, Z. Design and preparation of steel slag SMA. J. Wuhan Univ. Technol. Mater. Sci. 2003, 18, 86–88. [Google Scholar]
- Wu, S.; Qiu, L.; No, J.; Zhang, Y.; Li, B. Investigation of temperature characteristics of recycled hot mix asphalt mixtures. Resour. Conserv. Recycl. 2007, 51, 610–620. [Google Scholar] [CrossRef]
- Okamoto, P.; Wu, C.; Tarr, S. Opening of Portland Cement Concrete Pavements to Traffic; Potland Cement Association: New York, USA, 1995; R&D Serial No. 2019. [Google Scholar]
- Cole, L.W.; Okamoto, P.A. Flexural Strength Criteria for Opening Concrete Roadways to Traffic. Transp. Res. Rec. 1995, 1478, 53–61. [Google Scholar]
- Huang, L.S.; Lin, D.F. Influence of Cooling Efficiency of Basic Oxygen Furnace Slag Used in Recycled Asphalt Mixtures. Int. J. Pavement Res. Technol. 2011, 4, 347–355. [Google Scholar]
- Standard Test Method for Density, Relative Density (Specific Gravity), and Absorption of Coarse Aggregate; ASTM International: West Conshohocken, PA, USA, 2007; ASTM C127-07.
- Standard Method of Test for Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine, 2nd ed.; ASTM International: West Conshohocken, PA, USA, 2010; AASHTO T 96.
- Standard Test Method for Determining the Percentage of Fractured Particles in Coarse Aggregate; ASTM International: West Conshohocken, PA, USA, 2006; ASTM D5821-01.
- Standard Test Method for Flat Particles, Elongated Particles, or Flat and Elongated Particles in Coarse Aggregate; ASTM International: West Conshohocken, PA, USA, 2010; ASTM D4791-10.
- Standard Method of Test for Specific Gravity of Semi-Solid Asphalt Materials; ASTM International: West Conshohocken, PA, USA, 2009; AASHTO T 228.
- Standard Method of Test for Direct Shear Test of Soils under Consolidated Drained Conditions; ASTM International: West Conshohocken, PA, USA, 2008; AASHTO T 236.
- Standard Method of Test for Ductility of Asphalt Materials; ASTM International: West Conshohocken, PA, USA, 2013; AASHTO T 51.
- Standard Method of Test for Flash and Fire Points by Cleveland Open Cup; ASTM International: West Conshohocken, PA, USA, 2006; AASHTO T 48.
- Standard Specification for Viscosity-Graded Asphalt Cement; ASTM International: West Conshohocken, PA, USA, 1980; AASHTO M226.
- Standard Method of Test for Solubility of Bituminous Materials; ASTM International: West Conshohocken, PA, USA, 2014; AASHTO T44.
- Standard Practice for Viscosity-Temperature Chart for Asphalt Binders; ASTM International: West Conshohocken, PA, USA, 2016; ASTM D2493.
- Standard Specification for Penetration-Graded Asphalt Cement; ASTM International: West Conshohocken, PA, USA, 1970; AASHTO M 20.
- Asphalt Institute. Mix Design Methods on Asphalt Concrete and Other Hot Mix Type, MS-2, 6th ed.; Asphalt Institute: Lexington, KY, USA, 1994. [Google Scholar]
- Ma, T.; Zhong, T.; Tang, T.; Huang, X. Design and Evaluation of Heat-Resistant Asphalt Mixture for Permafrost Regions. Int. J. Civ. Eng. 2016, 14, 339–346. [Google Scholar] [CrossRef]
- Brown, E.R.; Kandhal, P.S.; Zhang, J. Performance Testing for Hot Mix Asphalt; NCAT Report 01-05; Technology Parkway: Auburn, AL, USA, 2001. [Google Scholar]
- Xie, J.; Chen, J.; Wu, S.; Lin, J.; Wei, W. Performance characteristics of asphalt mixture with basic oxygen furnace slag. Constr. Build. Mater. 2013, 38, 796–803. [Google Scholar] [CrossRef]
- Smith, M.; Coley, K.S. Treatment of Steel Ladle-Slag to Inhibit Falling and Generate a Reusable Bi-Product. In Proceedings of the 3rd International Symposium on Waste Processing and Recycling in Mineral and Metallurgical Industries, Calgary, AB, Canada, 16–19 August 1998; pp. 165–179. [Google Scholar]
- Chen, Z.; Xie, J.; Xiao, Y.; Chen, J.; Wu, S. Characteristics of bonding behavior between basic oxygen furnace slag and asphalt binder. Constr. Build. Mater. 2014, 64, 60–66. [Google Scholar] [CrossRef]
- Standard Test Method for Marshall Stability and Flow of Asphalt Mixtures; ASTM International: West Conshohocken, PA, USA, 1998; ASTM D1559-89.
- Willoughby, K.A.; Mahoney, J.P.; Pierce, L.M.; Uhlmeyer, J.S.; Anderson, K.W. Construction-Related Asphalt Concrete Pavement Temperature and Density Differentials. Transp. Res. Rec. 2000, 1813, 68–76. [Google Scholar] [CrossRef]
- Mohajerani, A.; Tanriverdi, Y.; Nguyen, B.T.; Wong, K.K.; Dissanayake, H.N.; Johnson, L.; Whitfield, D.; Thomson, G.; Alqattan, E.; Rezaei, A. Physico-mechanical properties of asphalt concrete incorporated with encapsulated cigarette butts. Constr. Build. Mater. 2017, 153, 69–80. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BOF Slag | Natural Coarse Aggregate | Criteria | Specification | |
|---|---|---|---|---|
| Apparent specific gravity | 3.17 | 2.60 | – | ASTM C127-07 [18] |
| Water absorption (%) | 2.60 | 1.69 | 3 | ASTM C127-07 |
| Los Angeles abrasion test (%) | 11.30 | 28.89 | 40 | AASHTO T96 [19] |
| Fracture (≤3%) | 2.64 | 22.24 | – | ASTM D5821-01 [20] |
| Surface (≧3%) | 96.30 | 78.80 | – | ASTM D5821-01 |
| Flat and elongated ratio (F & E) (≧1:3%) | 0.91 | 6.88 | 7 | ASTM D4791-10 [21] |
| Test | Results | Criteria | Specification |
|---|---|---|---|
| Specific gravity | 1.037 | – | AASHTO T228 [22] |
| Softening point (°C) | 57 | 50 | AASHTO T36 [23] |
| Ductility (25 °C, 5 cm/min, cm) | 100+ | 50 | AASHTO T51 [24] |
| Flash point (°C) | 230+ | 232 | AASHTO T48 [25] |
| Viscosity (60 °C, poise) | 1665 | 2000 ± 400 | AASHTO M226 [26] |
| Solubility (%) | 99.5 | 99 | AASHTO T44 [27] |
| Mix temperature (170 ± 20 cSt, °C) | 155 | – | ASTM D2493 [28] |
| Compaction temperature (280 ± 30 cSt, °C) | 143 | – | ASTM D2493 |
| Penetration (25 °C, 100 g, 5 s 0.1 mm) | 68.7 | 60 | AASHTO M20 [29] |
| Sieve (mm) | BOF Replacement (%) | ||||
|---|---|---|---|---|---|
| 0 | 20 | 40 | 60 | Criteria | |
| 25 | 100 | 100 | 100 | 100 | 100 |
| 19 | 98.1 | 98.2 | 99.0 | 99.0 | 80–100 |
| 12.5 | 79.4 | 82.8 | 94.2 | 93.8 | - |
| 9.5 | 73.9 | 74.1 | 77.9 | 75.7 | 60–80 |
| 4.75 | 58.1 | 63.4 | 60.9 | 48.4 | 48–65 |
| 2.36 | 41.0 | 50.0 | 49.7 | 35.5 | 35–50 |
| 1.18 | 31.6 | 39.3 | 39.4 | 27.8 | - |
| 0.6 | 23.7 | 29.3 | 29.5 | 21.2 | 19–30 |
| 0.3 | 16.4 | 20.0 | 20.2 | 14.9 | 13–23 |
| 0.15 | 9.8 | 11.5 | 11.6 | 9 | 7–15 |
| 0.075 | 6.0 | 6.6 | 6.6 | 5.3 | 0–8 |
| Sieve (mm) | BOF Replacement (%) | ||||
|---|---|---|---|---|---|
| 0 | 20 | 40 | 60 | Criteria | |
| 25 | 100 | 100 | 100 | 100 | 100 |
| 19 | 97.9 | 93.9 | 99.7 | 99.0 | 90–100 |
| 12.5 | 77.0 | 44.4 | 95.7 | 94.4 | - |
| 9.5 | 72.0 | 38.0 | 78.3 | 79.6 | 56–80 |
| 4.75 | 58.1 | 27.4 | 54.2 | 51.2 | 35–65 |
| 2.36 | 39.2 | 20.1 | 33.0 | 36.1 | 23–49 |
| 1.18 | 29.5 | 17.5 | 24.2 | 28.2 | - |
| 0.6 | 21.9 | 15.5 | 18.4 | 21.5 | - |
| 0.3 | 15.0 | 13.7 | 13.3 | 15.1 | 5–19 |
| 0.15 | 8.6 | 12.0 | 8.7 | 9.2 | - |
| 0.075 | 5.0 | 10.6 | 5.8 | 5.4 | 2–8 |
| Sieve (mm) | BOF Replacement (%) | ||||
|---|---|---|---|---|---|
| 0 | 20 | 40 | 60 | Criteria | |
| 25 | 100 | 100 | 100 | 100 | 100 |
| 19 | 97.2 | 97.3 | 97.6 | 97.8 | 95–100 |
| 12.5 | 68.4 | 69.2 | 71.1 | 73.4 | 64–84 |
| 9.5 | 56.9 | 54.7 | 51.1 | 53.4 | - |
| 4.75 | 24.7 | 25.1 | 23.3 | 25.0 | 10–31 |
| 2.36 | 13.1 | 14.2 | 14.4 | 15.3 | 10–20 |
| 1.18 | 10.8 | 11.2 | 11.7 | 12.4 | - |
| 0.6 | 8.9 | 8.9 | 9.8 | 10.5 | - |
| 0.3 | 7.2 | 6.7 | 8.1 | 8.8 | - |
| 0.15 | 5.6 | 4.7 | 6.4 | 7.1 | - |
| 0.075 | 4.7 | 3.5 | 5.2 | 5.7 | 3–7 |
| Gradient | BOF (%) | Optimum Asphalt Content (%) | Unit Weight | Air Voids (%) | VMA | VFA | Flow (0.25 mm) | Stability (kN) |
|---|---|---|---|---|---|---|---|---|
| Dense | 0 | 5.25 | 2.362 | 3.6 | 14.6 | 72.2 | 8.75 | 16.43 |
| 20 | 5.20 | 2.420 | 3.5 | 17.7 | 72.9 | 8.25 | 17.92 | |
| 40 | 5.10 | 2.515 | 3.9 | 17.2 | 67.2 | 7.75 | 19.59 | |
| 60 | 4.90 | 2.621 | 4.2 | 16.7 | 65.1 | 7.00 | 19.99 | |
| SMA | 0 | 5.65 | 2.365 | 4.3 | 15.8 | 72.2 | 11.50 | 16.56 |
| 20 | 5.51 | 2.421 | 4.1 | 15.5 | 75.2 | 12.00 | 16.86 | |
| 40 | 5.35 | 2.538 | 4.0 | 14.9 | 76.0 | 12.25 | 19.40 | |
| 60 | 5.30 | 2.657 | 3.8 | 14.7 | 77.9 | 12.75 | 20.24 | |
| PA | 0 | 5.95 | 2.382 | 4.6 | 17.8 | 72.5 | 12.00 | 16.46 |
| 20 | 5.82 | 2.430 | 4.3 | 17.5 | 74.1 | 12.50 | 16.95 | |
| 40 | 5.53 | 2.556 | 4.1 | 16.8 | 76.0 | 13.25 | 20.24 | |
| 60 | 5.41 | 2.727 | 3.7 | 15.8 | 81.1 | 13.50 | 20.43 | |
| Standard | - | - | 3–5 | >13 | - | 8-16 | >80 |
© 2017 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, L.-S. Evaluation of the Cooling and Pavement Performance of Basic Oxygen Furnace Slag Used in Asphalt Mixture. Appl. Sci. 2017, 7, 1226. https://doi.org/10.3390/app7121226
Huang L-S. Evaluation of the Cooling and Pavement Performance of Basic Oxygen Furnace Slag Used in Asphalt Mixture. Applied Sciences. 2017; 7(12):1226. https://doi.org/10.3390/app7121226
Chicago/Turabian StyleHuang, Long-Sheng. 2017. "Evaluation of the Cooling and Pavement Performance of Basic Oxygen Furnace Slag Used in Asphalt Mixture" Applied Sciences 7, no. 12: 1226. https://doi.org/10.3390/app7121226
APA StyleHuang, L.-S. (2017). Evaluation of the Cooling and Pavement Performance of Basic Oxygen Furnace Slag Used in Asphalt Mixture. Applied Sciences, 7(12), 1226. https://doi.org/10.3390/app7121226