

Evaluating the Reliability of Powder Bed Fusion for Biomedical Materials: An Experimental Approach





Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Working Conditions for PBF Process
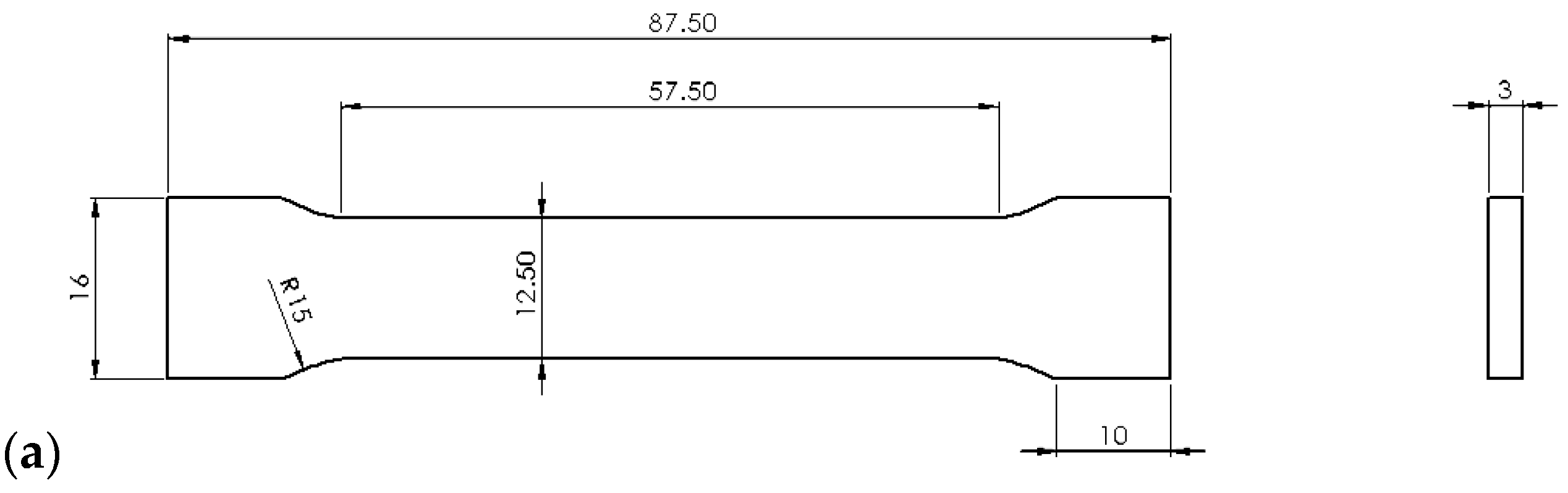
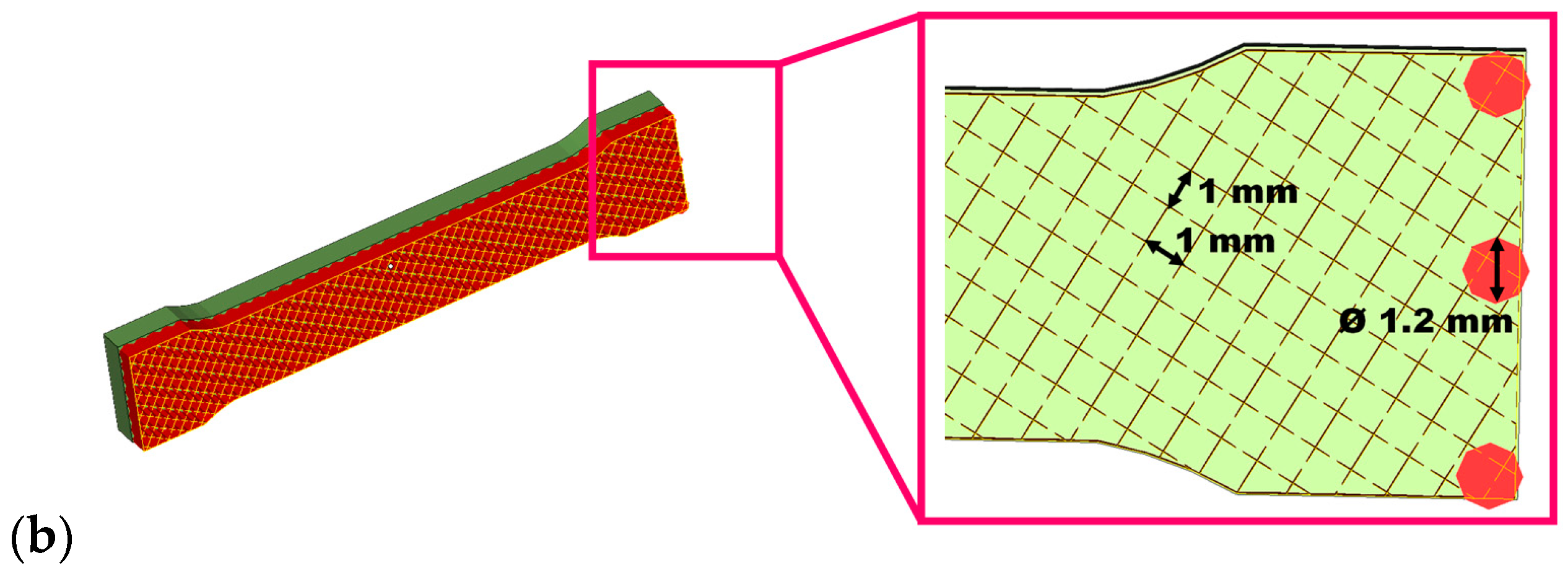
2.3. Physical–Mechanical Measurements
2.4. Evaluation of the PBF Part Quality
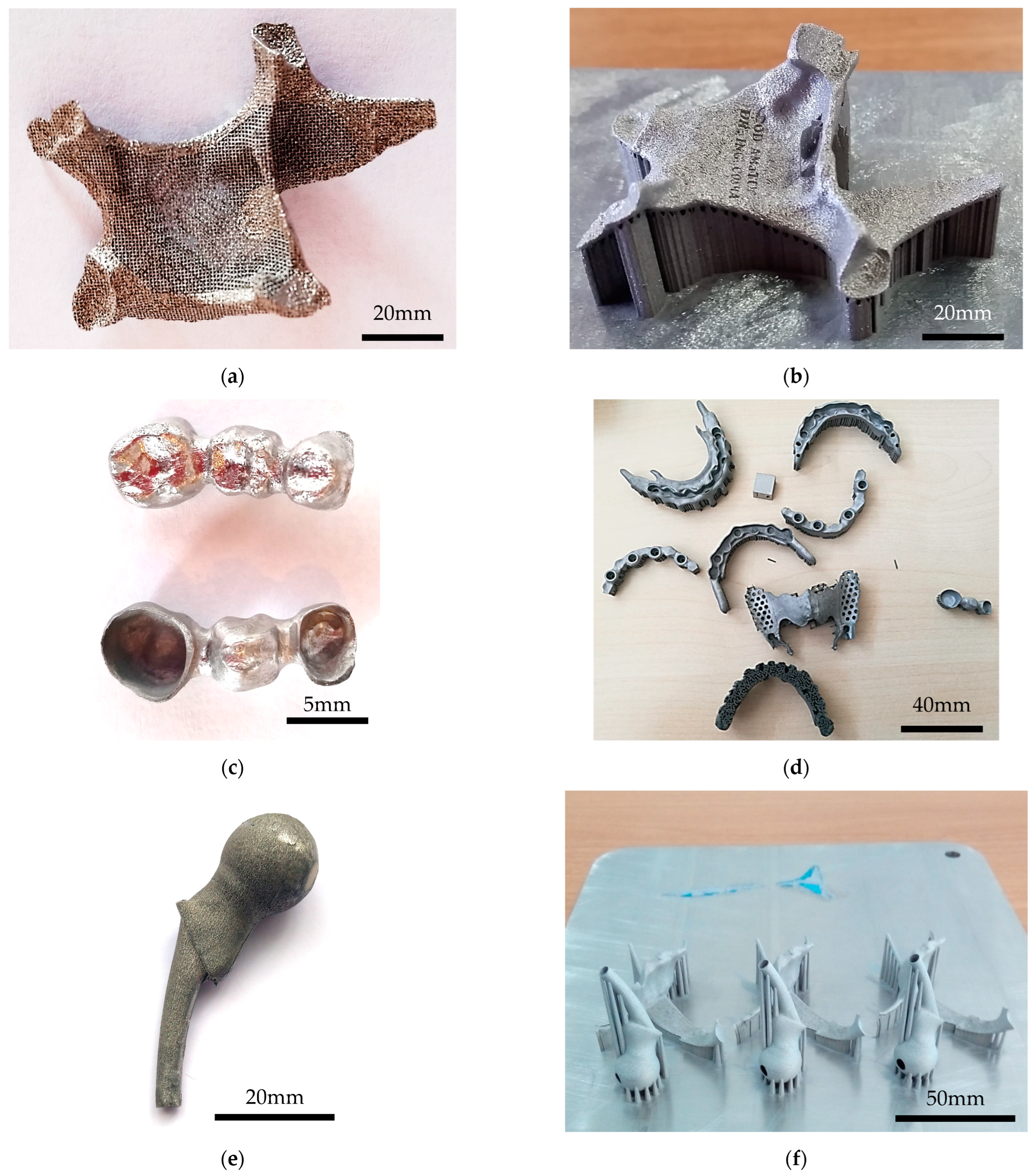
- Rank 1—High risk of failure: Characterizes the inability to complete the manufacturing process due to high levels of residual stresses that damage either the part or its supports. In such cases, the PBF process must be halted at 40–50% completion (see Figure 2b,c).
- Rank 2—Moderate risk of failure: Describes an unstable manufacturing process (see Figure 2a—left and middle sections) that may require temporary interruptions to remove some parts from the platform or cancel their production if multiple parts are involved. This rank may include successfully completed parts.
- Rank 3—Moderate chance of success: Represents a stable process that requires continuous monitoring until the last layer is deposited. The manufacturing could be impacted by minor separations at the corners of the parts or micro-explosions that displace the powder (see Figure 2a—right side). In this case, despite manufacturing issues, such as the breaking of some supports due to internal stresses, the process can continue until completion. These phenomena can negatively affect the macro- and micro-structure of the parts, potentially leading to cracks or geometric deviations.
- Rank 4—High chance of success: Reflects a successful and stable PBF process that does not require continuous observation. The macro- and micro-structures of the produced PBF parts meet the specified requirements.
3. Results
3.1. Manufacturing the SLM Specimens from Pure Ti Powder

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | 100 W | 120 W | 140 W | 160 W |
|---|---|---|---|---|
| Processability rank | 3 | 4 | 3 | 3 |
| Ultimate tensile stress, Rm [MPa] | 461 | 441 | 430 | 401 |
| Young’s modulus, E [GPa] | 75 | 103 | 79 | 80 |
| Poisson’s ratio, ν | - | 0.30 | - | - |
| Maximum elongation, A5 [%] | 8.4 | 6.5 | 4 | 4.5 |
| Vickers hardness [HV1] | 234.2 | 260.4 | - | - |
| Roughness Ra [µm] | 8.4 | 8.2 | - | - |
| Roughness Rz [µm] | 50.5 | 42.1 | - | - |
3.2. Manufacturing the SLM Specimens from Ti6Al7Nb Powder
| Characteristics | 50 W | 70 W | 100 W | 160 W |
|---|---|---|---|---|
| Processability rank | 4 | 4 | 3 | 2 |
| Ultimate tensile stress, Rm [MPa] | 20 | 137 | 400 | 497 |
| Young’s modulus, E [GPa] | 11 | 38 | 87 | 91 |
| Poisson’s ratio, ν | 0.14 | 0.26 | 0.36 | 0.38 |
| Maximum elongation, A5 [%] | 0.4 | 0.5 | 0.6 | 0.6 |
| Vickers hardness [HV0.5] | 449.3 | 427.5 | - | - |
| Roughness, Ra [µm] | 50.9 | 38.6 | - | - |
| Roughness, Rz [µm] | 246.4 | 235.7 | - | - |
3.3. Manufacturing of the SLM Specimens Made from CoCr Powder
| Characteristics | 70 W | 85 W | 100 W | 120 W |
|---|---|---|---|---|
| Processability rank | 2 | 4 | 4 | 2 |
| Ultimate tensile stress, Rm [MPa] | 130 | 503 | 675 | 862 |
| Young’s modulus, E [GPa] | 109 | 164 | 198 | 182 |
| Poisson’s ratio, ν | - | - | 0.22 | - |
| Maximum elongation, A5 [%] | 1.2 | 1.5 | 2.1 | 3.7 |
| Vickers hardness [HV1] | - | 512.2 | 453.1 | - |
| Roughness Ra [µm] | - | 20.7 | 16.9 | - |
| Roughness Rz [µm] | - | 97.2 | 79.4 | - |
3.4. Manufacturing of the SLM Specimens Made from CoCrWMo Powder
| Characteristics | 70 W | 85 W | 90 W | 100 W |
|---|---|---|---|---|
| Processability rank | 3 | 4 | 3 | 1 |
| Ultimate tensile stress Rm [MPa] | 1408 | 1159 | 1358 | - |
| Young’s modulus, E [GPa] | 108 | 199 | 201 | - |
| Poisson’s ratio, ν | - | 0.24 | - | - |
| Maximum elongation, A5 [%] | 1.5 | 1.36 | 1.39 | - |
| Vickers hardness [HV1] | - | 544.8 | 560.4 | - |
| Roughness Ra [µm] | - | 12.8 | 5.1 | - |
| Roughness Rz [µm] | - | 68.7 | 27.2 | - |
3.5. Real Parts Manufactured by PBF
4. Discussions
5. Conclusions
- Pure Titanium: 120 W, 500 mm/s, 0.12 mm;
- Ti6Al7Nb: 70 W, 400 mm/s, 0.12 mm;
- CoCr: 100 W, 500 mm/s, 0.10 mm;
- CoCrWMo: 85 W, 500 mm/s, 0.10 mm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Parry, L.; Ashcroft, I.; Wildman, R. Understanding the effect of laser scan strategy on residual stress in selective laser melting through thermo-mechanical simulation. Addit. Manuf. 2016, 12, 1–15. [Google Scholar] [CrossRef]
- Campbell, I.; Bourell, D.; Gibson, I. Additive manufacturing: Rapid prototyping comes of age. Rapid Prototyp. J. 2012, 18, 255–258. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies; Springer: Boston, MA, USA, 2010. [Google Scholar]
- Qian, B.; Saeidi, K.; Kvetková, L.; Lofaj, F.; Xiao, C.; Shen, Z. Defects-tolerant Co-Cr-Mo dental alloys prepared by selective laser melting. Dent. Mater. 2015, 31, 1435–1444. [Google Scholar] [CrossRef] [PubMed]
- Jabbari, A. Physico-mechanical properties and prosthodontic applications of Co-Cr dental alloys: A review of the literature. J. Adv. Prosthodont. 2014, 6, 138. [Google Scholar] [CrossRef]
- Murr, L.E. Frontiers of 3D Printing/Additive Manufacturing: From Human Organs to Aircraft Fabrication. J. Mater. Sci. Technol. 2016, 32, 987–995. [Google Scholar] [CrossRef]
- Carter, L.N.; Martin, C.; Withers, P.J.; Attallah, M.M. The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy. J. Alloys Compd. 2014, 615, 338–347. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Zhang, B.; Liao, H.; Coddet, C. Effects of processing parameters on microstructure and mechanical property of selective laser melted Ti6Al4V. Mater. Des. 2012, 35, 120–125. [Google Scholar] [CrossRef]
- Lu, Y.; Wu, S.; Gan, Y.; Li, J.; Zhao, C.; Zhuo, D.; Lin, J. Investigation on the microstructure, mechanical property and corrosion behavior of the selective laser melted CoCrW alloy for dental application. Mater. Sci. Eng. C 2015, 49, 517–525. [Google Scholar] [CrossRef]
- Cheng, B.; Shrestha, S.; Chou, K. Stress and deformation evaluations of scanning strategy effect in selective laser melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar] [CrossRef]
- Zhang, L.; Attar, H. Selective Laser Melting of Titanium Alloys and Titanium Matrix Composites for Biomedical Applications: A Review. Adv. Eng. Mater. 2016, 18, 463–475. [Google Scholar] [CrossRef]
- Mohammadkamal, H.; Caiazzo, F. Influence of absorptivity variation on Laser Powder Bed Fusion simulation and impact of process parameters on residual stress formation. Procedia CIRP 2024, 124, 335–340. [Google Scholar] [CrossRef]
- Mohammadkamal, H.; Caiazzo, F. Numerical Study to Analyze the Influence of Process Parameters on Temperature and Stress Field in Powder Bed Fusion of Ti-6Al-4V. Materials 2025, 18, 368. [Google Scholar] [CrossRef] [PubMed]
- Suzuki, A.; Shiba, Y.; Ibe, H.; Takata, N.; Kobashi, M. Machine-learning assisted optimization of process parameters for controlling the microstructure in a laser powder bed fused WC/Co cemented carbide. Addit. Manuf. 2022, 59, 103089. [Google Scholar] [CrossRef]
- Cao, Y.; Chen, C.; Xu, S.; Zhao, R.; Guo, K.; Hu, T.; Liao, H.; Wang, J.; Ren, Z. Machine learning assisted prediction and optimization of mechanical properties for laser powder bed fusion of Ti6Al4V alloy. Addit. Manuf. 2024, 91, 104341. [Google Scholar] [CrossRef]
- Mantrala, K.M.; Das, M.; Balla, V.K.; Rao, C.S.; Rao, V.V.S.K. Additive manufacturing of Co-Cr-Mo alloy: Influence of heat treatment on microstructure, tribological, and electrochemical properties. Front. Mech. Eng. 2015, 1, 2. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Levy, G.; Klocke, F.; Childs, T. Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann. 2007, 56, 730–759. [Google Scholar] [CrossRef]
- Wu, M.-W.; Lai, P.-H. The positive effect of hot isostatic pressing on improving the anisotropies of bending and impact properties in selective laser melted Ti-6Al-4V alloy. Mater. Sci. Eng. A 2016, 658, 429–438. [Google Scholar] [CrossRef]
- Vrancken, B.; Thij, L.; Kruth, J.P.; Humbeeck, J.V. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and Mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Engelia, R.; Ettera, T.; Hövela, S.; Wegenerba, K. Processability of different IN738LC powder batches by selective laser melting. J. Mater. Process. Technol. 2016, 229, 484–491. [Google Scholar] [CrossRef]
- Su, X.; Yang, Y.; Xiao, D.; Chen, Y. Processability investigatation of non-assembly mechanisms for powder bed fusion process. Int. J. Adv. Manuf. Technol. 2013, 64, 1193–1200. [Google Scholar] [CrossRef]
- Song, C.; Yang, Y.; Wang, Y.; Wang, D.; Yu, J. Research on rapid manufacturing of CoCrMo alloy femoral component based on selective laser melting. Int. J. Adv. Manuf. Technol. 2014, 75, 445–453. [Google Scholar] [CrossRef]
- Lupo, M.; Ajabshir, S.Z.; Sofia, D.; Barletta, D.; Poletto, M. Experimental metrics of the powder layer quality in the selective laser sintering process. Powder Technol. 2023, 419, 118346. [Google Scholar] [CrossRef]
- Salehi, H.; Cummins, J.; Gallino, E.; Harrison, N.; Hassanpour, A.; Bradley, M. A new approach to quantify powder’s bed surface roughness in additive manufacturing. Powder Technol. 2022, 407, 117614. [Google Scholar] [CrossRef]
- Mehrabi, M.; Gardy, J.; Talebi, F.A.; Farshchi, A.; Hassanpour, A.; Bayly, A.E. An investigation of the effect of powder flowability on the powder spreading in additive manufacturing. Powder Technol. 2023, 413, 117997. [Google Scholar] [CrossRef]
- ISO 13320:2020; Particle Size Analysis—Laser Diffraction Methods. ISO: Geneva, Switzerland, 2020.
- ASTM B213; Standard Test Method for Flow Rate of Metal Powders Using the Hall Flowmeter Funnel. ASTM International: West Conshohocken, Pennsylvania, USA, 2020.
- Shen, X.; Shukla, P.; Sharma, D.; Zammit, A.; Swanson, P.; Jiao, Y.; Lawrence, J. On restructuring the microstructure of Ti-6Al-7Nb alloy before surface engineering. Mater. Charact. 2020, 169, 110629. [Google Scholar] [CrossRef]
- Hedberg, Y.S.; Qianc, B.; Shenc, Z.; Virtanena, S.; Wallinder, I.O. In vitro biocompatibility of CoCrMo dental alloys fabricated by selective laser melting. Dent. Mater. 2014, 30, 525–534. [Google Scholar] [CrossRef]
- Wataha, J.C.; Schmalz, G. Dental alloys. In Biocompatibility of Dental Materials; Springer: Berlin/Heidelberg, Germany, 2009; pp. 221–254. [Google Scholar]
- Van, N.R. The future of dental devices is digital. Dent. Mater. 2012, 28, 3–12. [Google Scholar]
- ASTM F75; Standard Specification for Cobalt-28 Chromium-6 Molybdenum Alloy Castings for Surgical Implants, UNS R30075. ASTM International: West Conshohocken, Pennsylvania, USA, 2021.
- ISO 22674:2016; Dentistry—Metal Materials for Fixed and Removable Restorations and Appliances. ISO: Geneva, Switzerland, 2016.
- Rotaru, H.; Armencea, G.; Spîrchez, D.; Berce, C.; Marcu, T.; Leordean, D.; Kim, S.-G.; Bǎciuţ, M. In vivo behavior of surface modified Ti6Al7Nb alloys used in selective laser melting for custom-made implants. A preliminary study. Rom. J. Morphol. Embryol. 2013, 54, 791–796. [Google Scholar]
- Marcu, T.; Menapace, C.; Girardini, L.; Leordean, D.; Popa, C. Selective laser melting of Ti6Al7Nb with hydroxyapatite addition. Rapid Prototyp. J. 2014, 20, 301–310. [Google Scholar] [CrossRef]
- Leordean, D.; Radu, S.A.; Frățilă, D.; Berce, P. Studies on design of customized orthopedic endoprostheses of titanium alloy manufactured by SLM. Int. J. Adv. Manuf. Technol. 2015, 79, 905–920. [Google Scholar] [CrossRef]
- Marcu, T.; Todea, M.; Maines, L.; Leordean, D.; Berce, P.; Popa, C. Metallurgical and mechanical characterisation of titanium based materials for endosseous applications obtained by selective laser melting. Powder Met. 2012, 55, 309–314. [Google Scholar] [CrossRef]
- Leordean, D.; Dudescu, C.; Marcu, T.; Berce, P.; Bâlc, N. Customized implants with specific properties, made by selective laser melting. Rapid Prototyp. J. 2015, 21, 98–104. [Google Scholar] [CrossRef]
- Cosma, C.; Drstvensek, I.; Berce, P.; Prunean, S.; Legutko, S.; Popa, C.; Balc, N. Physical–mechanical characteristics and microstructure of Ti6Al7Nb lattice structures manufactured by selective laser melting. Materials 2020, 13, 4123. [Google Scholar] [CrossRef] [PubMed]
- Mierzejewska, Ż.A.; Hudák, R.; Sidun, J. Mechanical Properties and Microstructure of DMLS Ti6Al4V Alloy Dedicated to Biomedical Applications. Materials 2019, 12, 176. [Google Scholar] [CrossRef]
- Miranda, G.; Faria, S.; Bartolomeu, F.; Pinto, E.; Madeira, S.; Mateus, A.; Carreira, P.; Alves, N.; Silva, F.S.; Carvalho, O. Predictive models for physical and mechanical properties of 316L stainless steel produced by selective laser melting. Mater. Sci. Eng. A 2016, 657, 43–56. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I.; Johansson, S.; Smurov, I. Energy input effect on morphology and microstructure of selective laser melting single track from metallic powder. J. Mech. Work. Technol. 2013, 213, 606–613. [Google Scholar] [CrossRef]
- ISO 6892:2019; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. ISO: Geneva, Switzerland, 2019.
- ISO 4287:1997; Geometrical Product Specifications (GPS)—Surface texture: Profile method. ISO: Geneva, Switzerland, 2009.
- ASTM E384-17; Standard Test Method for Knoop and Vickers Hardness of Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- Leordean, V.D.; Radu, A.; Cosma, C.; Cuc, S.; Vilău, C.; Rusu, M. Process of Manufacturing Customized Multi-Structure Medical Implants by Additive Manufacturing Technologies. Patent RO132908B1, 28 February 2024. [Google Scholar]
- Meier, H.; Haberland, C. Experimental studies on selective laser melting of metallic parts. Mater. Und Werkst. 2008, 39, 665–670. [Google Scholar] [CrossRef]
- Simonelli, M.; Tuck, C.; Aboulkhair, N.T.; Maskery, I.; Ashcroft, I.; Wildman, R.D.; Hague, R. A Study on the Laser Spatter and the Oxidation Reactions During Selective Laser Melting of 316L Stainless Steel, Al-Si10-Mg, and Ti-6Al-4V. Met. Mater. Trans. A 2015, 46, 3842–3851. [Google Scholar] [CrossRef]
- Attar, H.; Calin, M.; Zhang, L.C.; Scudino, S.; Eckert, J. Manufacture by selective laser melting and mechanical behavior of commercially pure titanium. Mater. Sci. Eng. A 2014, 593, 170–177. [Google Scholar] [CrossRef]
- Chlebus, E.; Kuźnicka, B.; Kurzynowski, T.; Dybala, B. Microstructure and mechanical behaviour of Ti―6Al―7Nb alloy pro-duced by selective laser melting. Mater. Charact. 2011, 62, 488–495. [Google Scholar] [CrossRef]
- Laoui, T.; Santos, E.; Osakada, K.; Shiomi, M.; Morita, M.; Shaik, S.K.; Tolochko, N.K.; Abe, F.; Takahashi, M. Properties of titanium dental implant models made by laser processing. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2006, 220, 857–863. [Google Scholar] [CrossRef]
- Dobrzański, L.A.; Reimann, L. Influence of Cr and Co on hardness and corrosion resistance CoCrMo alloys used on dentures. J. Achiev. Mater. Manuf. Eng. 2011, 49, 193–199. [Google Scholar]
- Torun, G. Microstructure and mechanical properties of CP-titanium (grade 4) implant materials. Matter 2015, 2, 33–39. [Google Scholar]
- Franczyk, E.; Machno, M.; Zębala, W. Investigation and Optimization of the SLM and WEDM Processes’ Parameters for the AlSi10Mg-Sintered Part. Materials 2021, 14, 410. [Google Scholar] [CrossRef]


| Chemical Element | Al | Nb | Ta | Fe | O | C | N | H | Ti |
|---|---|---|---|---|---|---|---|---|---|
| Maximum weight percentage [%] | 6.5 | 7.5 | 0.5 | 0.25 | 0.20 | 0.08 | 0.05 | 0.009 | 84.9 |
| Chemical Element | Co | Cr | Mo | Mn | Si | Ni | Fe | C |
|---|---|---|---|---|---|---|---|---|
| Maximum weight percentage [%] | 58.9–69.5 | 27–30 | 5–7 | max. 1 | max. 1 | max. 1 | max. 0.75 | max. 0.75 |
| Chemical Element | Co | Cr | W | Mo | Si | Other Elements (C, Fe, Mn, N) |
|---|---|---|---|---|---|---|
| Maximum weight percentage [%] | 59 | 25 | 9.5 | 3.5 | 1 | <1 |
| Material | Laser Power [W] | Scanning Speed [mm/s] | Layer Thickness [µm] | Hatch Distance [mm] |
|---|---|---|---|---|
| Ti | 100 | 500 | 50 | 0.12 |
| 120 | ||||
| 140 | ||||
| 160 | ||||
| Ti6Al7Nb | 50 | 400 | 50 | 0.12 |
| 70 | ||||
| 100 | ||||
| 160 | ||||
| CoCr | 70 | 500 | 50 | 0.10 |
| 85 | ||||
| 90 | ||||
| 100 | ||||
| CoCrWMo | 70 | 500 | 50 | 0.10 |
| 85 | ||||
| 90 | ||||
| 100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leordean, D.V.; Cosma, C.; Balc, N.; Dudescu, M.C. Evaluating the Reliability of Powder Bed Fusion for Biomedical Materials: An Experimental Approach. Appl. Sci. 2025, 15, 4542. https://doi.org/10.3390/app15084542
Leordean DV, Cosma C, Balc N, Dudescu MC. Evaluating the Reliability of Powder Bed Fusion for Biomedical Materials: An Experimental Approach. Applied Sciences. 2025; 15(8):4542. https://doi.org/10.3390/app15084542
Chicago/Turabian StyleLeordean, Danut Vasile, Cosmin Cosma, Nicolae Balc, and Mircea Cristian Dudescu. 2025. "Evaluating the Reliability of Powder Bed Fusion for Biomedical Materials: An Experimental Approach" Applied Sciences 15, no. 8: 4542. https://doi.org/10.3390/app15084542
APA StyleLeordean, D. V., Cosma, C., Balc, N., & Dudescu, M. C. (2025). Evaluating the Reliability of Powder Bed Fusion for Biomedical Materials: An Experimental Approach. Applied Sciences, 15(8), 4542. https://doi.org/10.3390/app15084542