
Comparative Assessment of Tool Wear and Surface Topography After Superfinish Turning of Inconel 718 with Carbide and Ceramic Inserts

 ,
,  ,
,  ,
,  ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
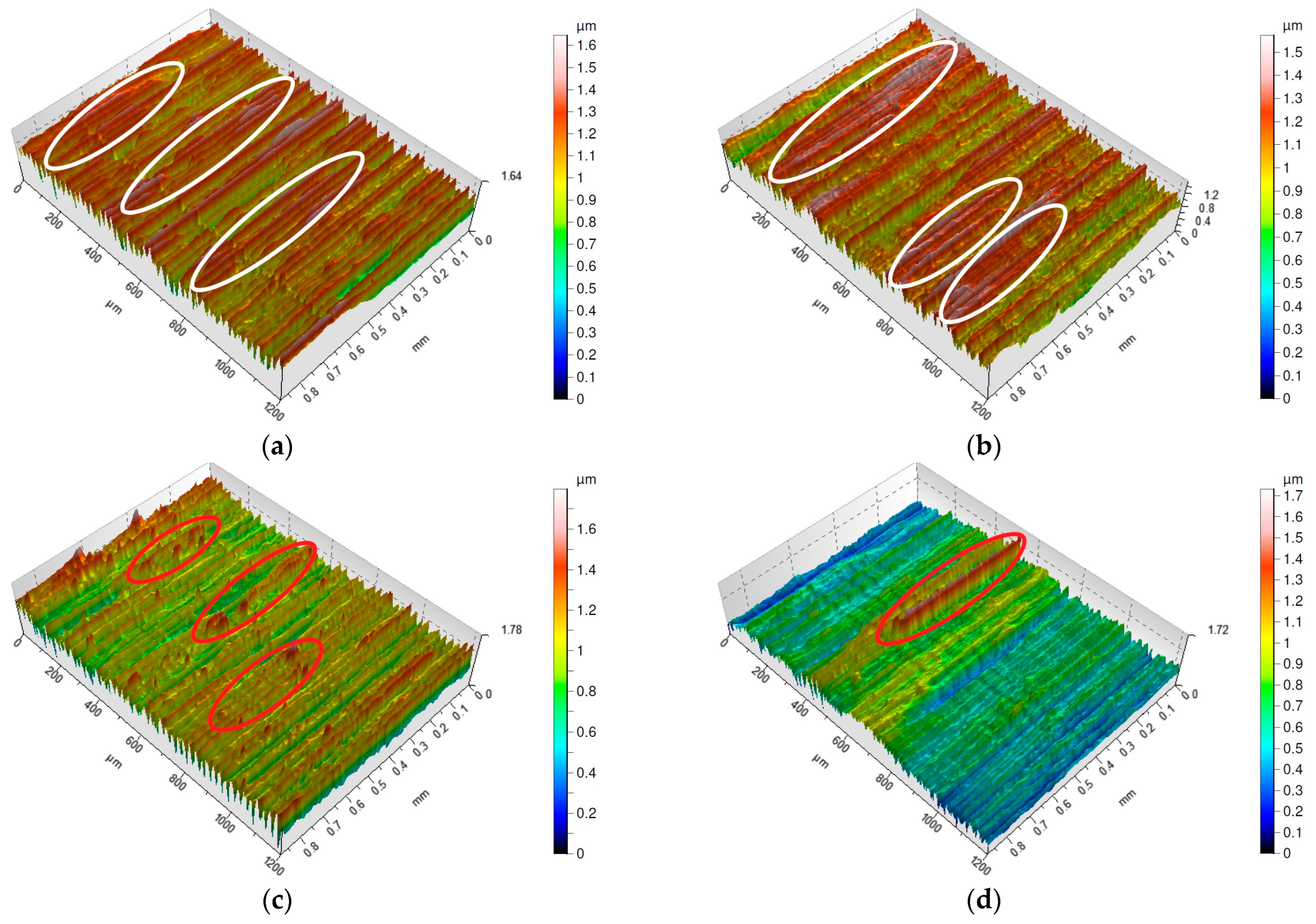
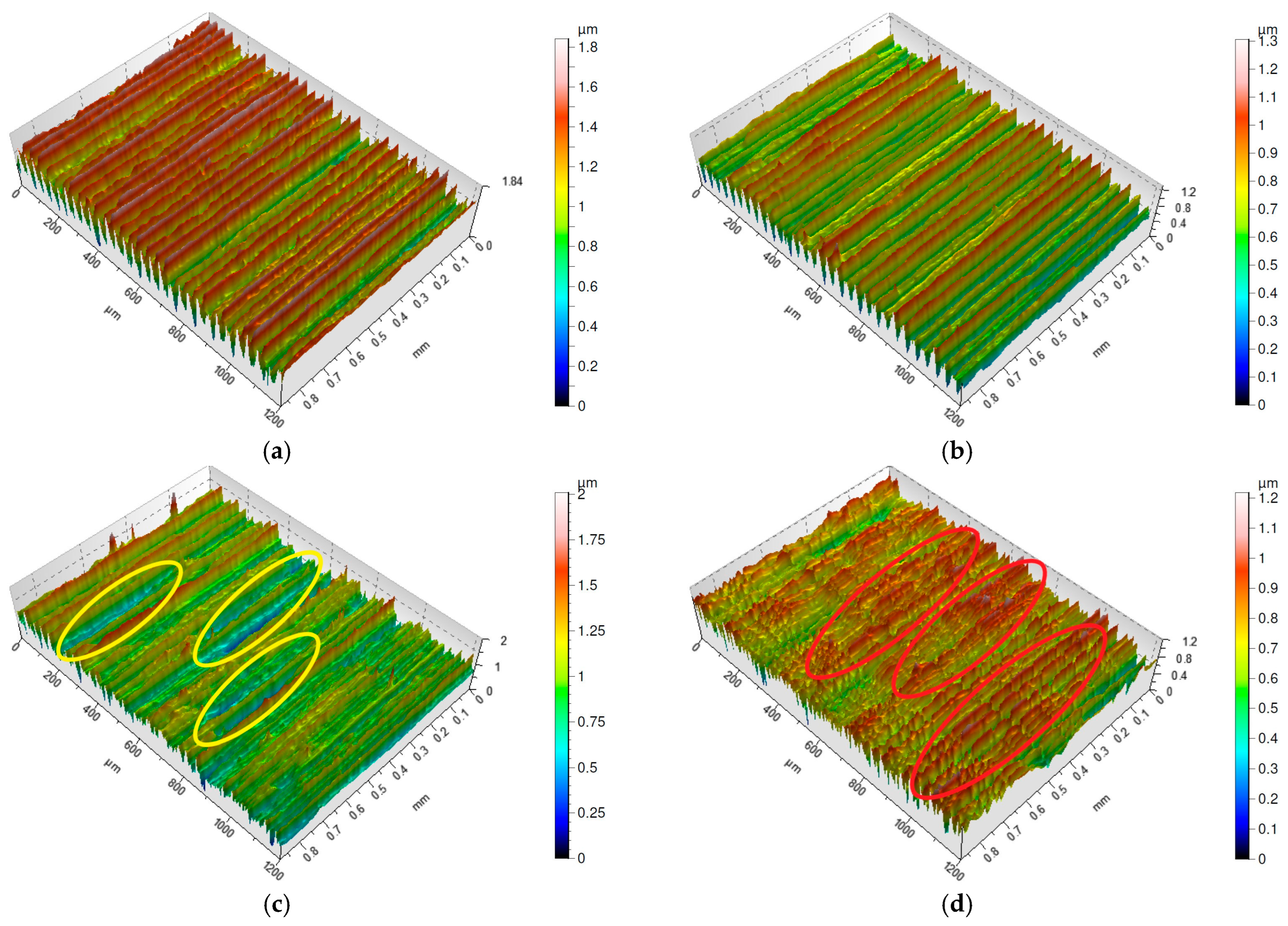
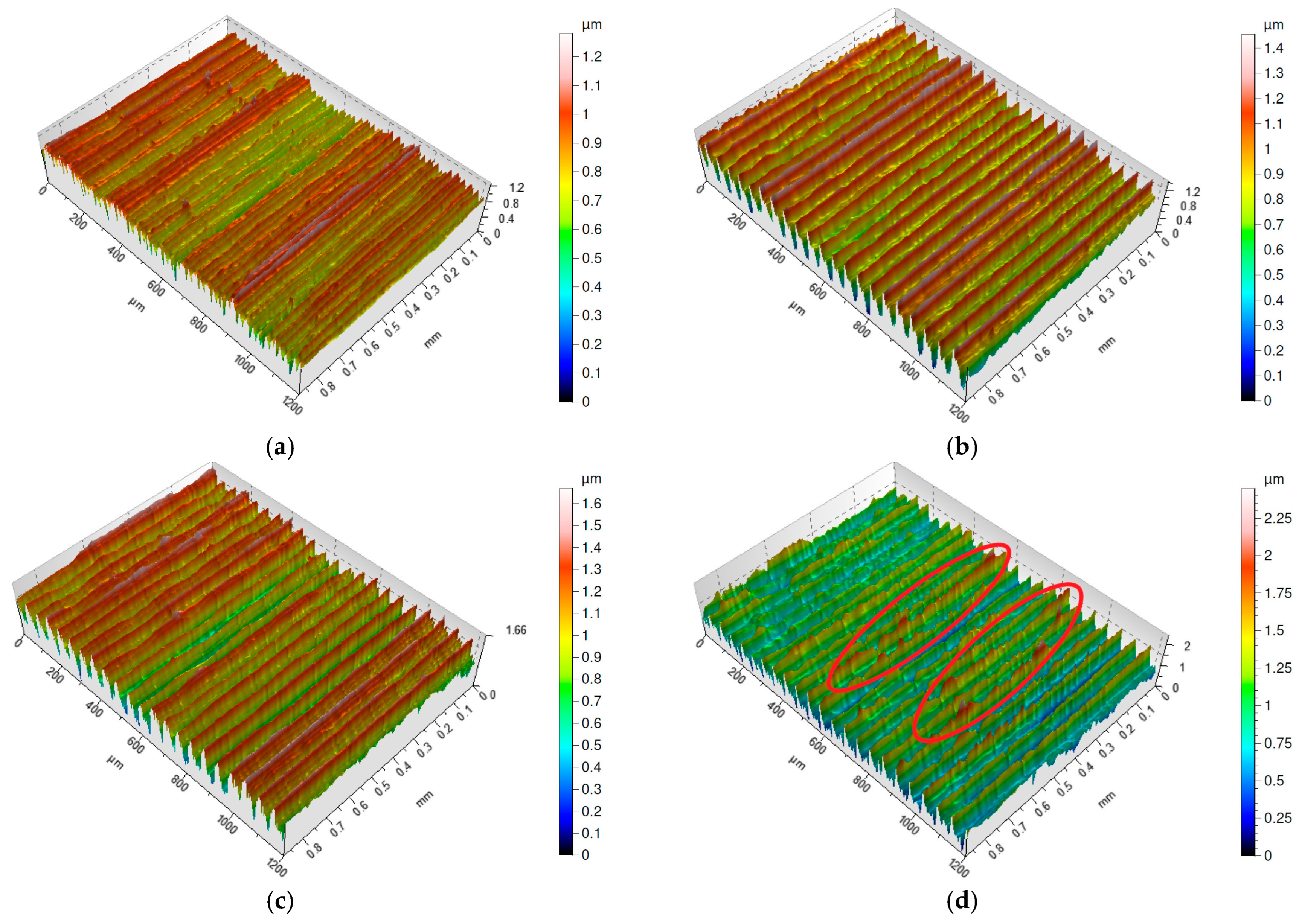
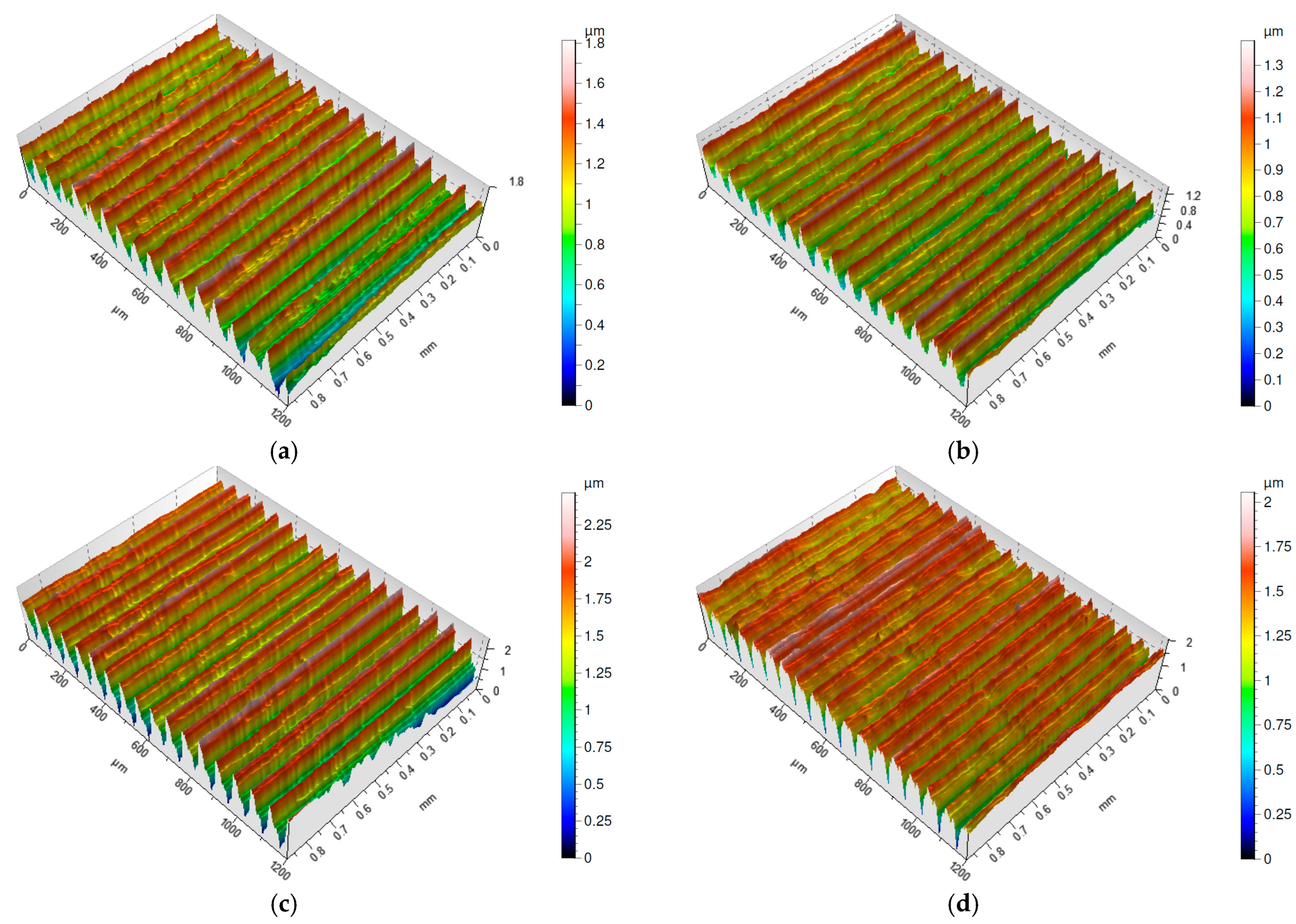
3.1. Surface Topography
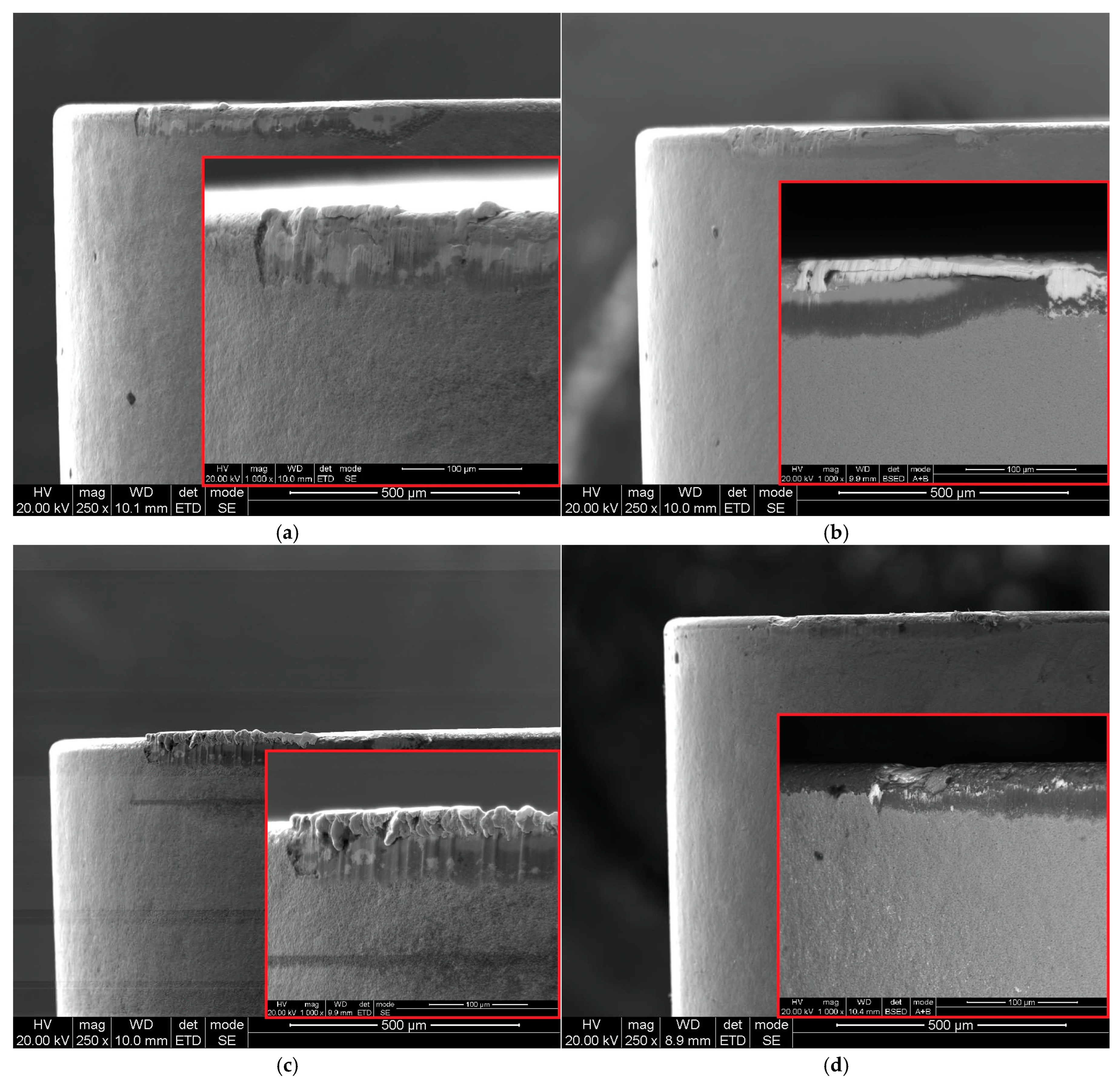
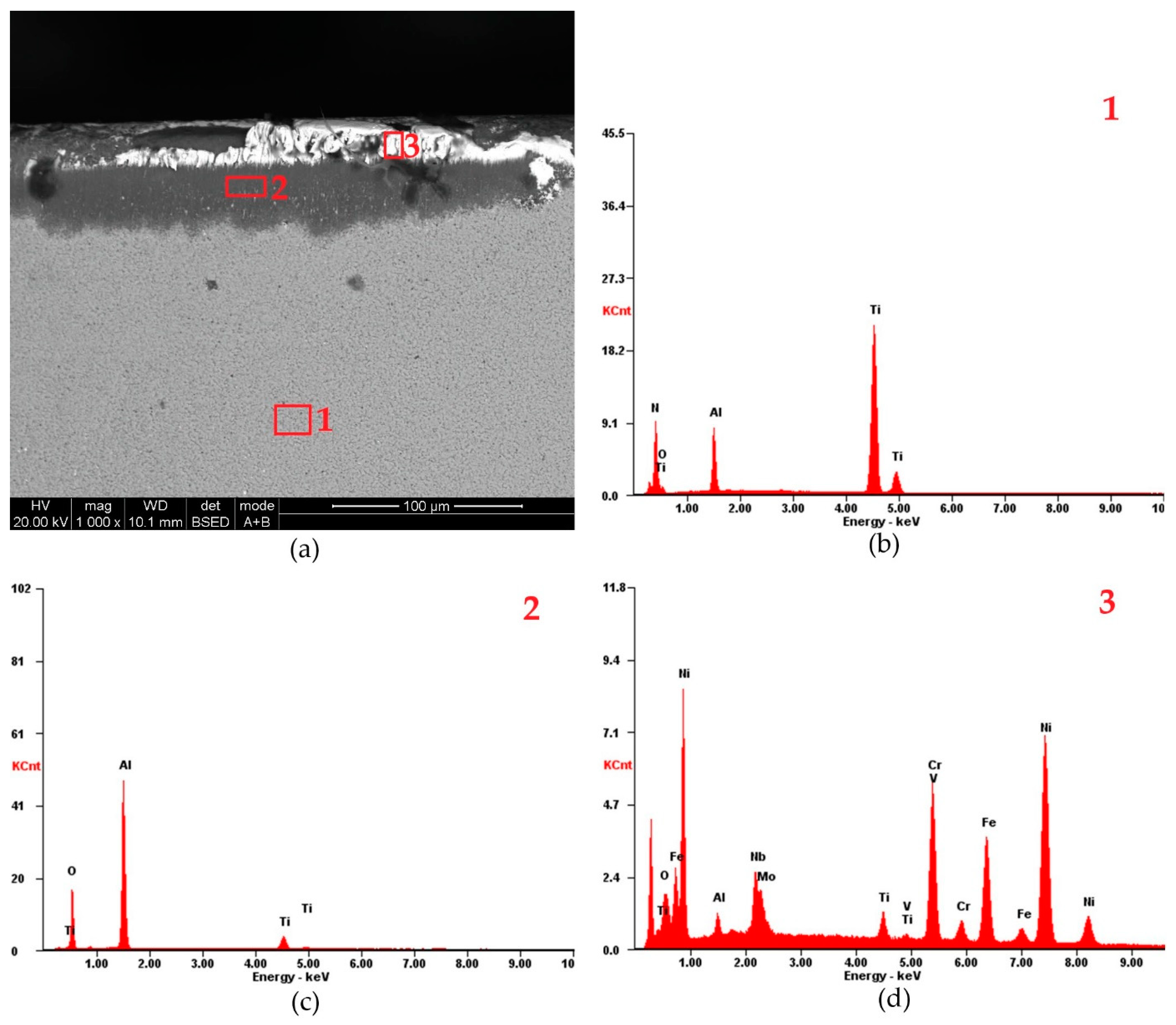
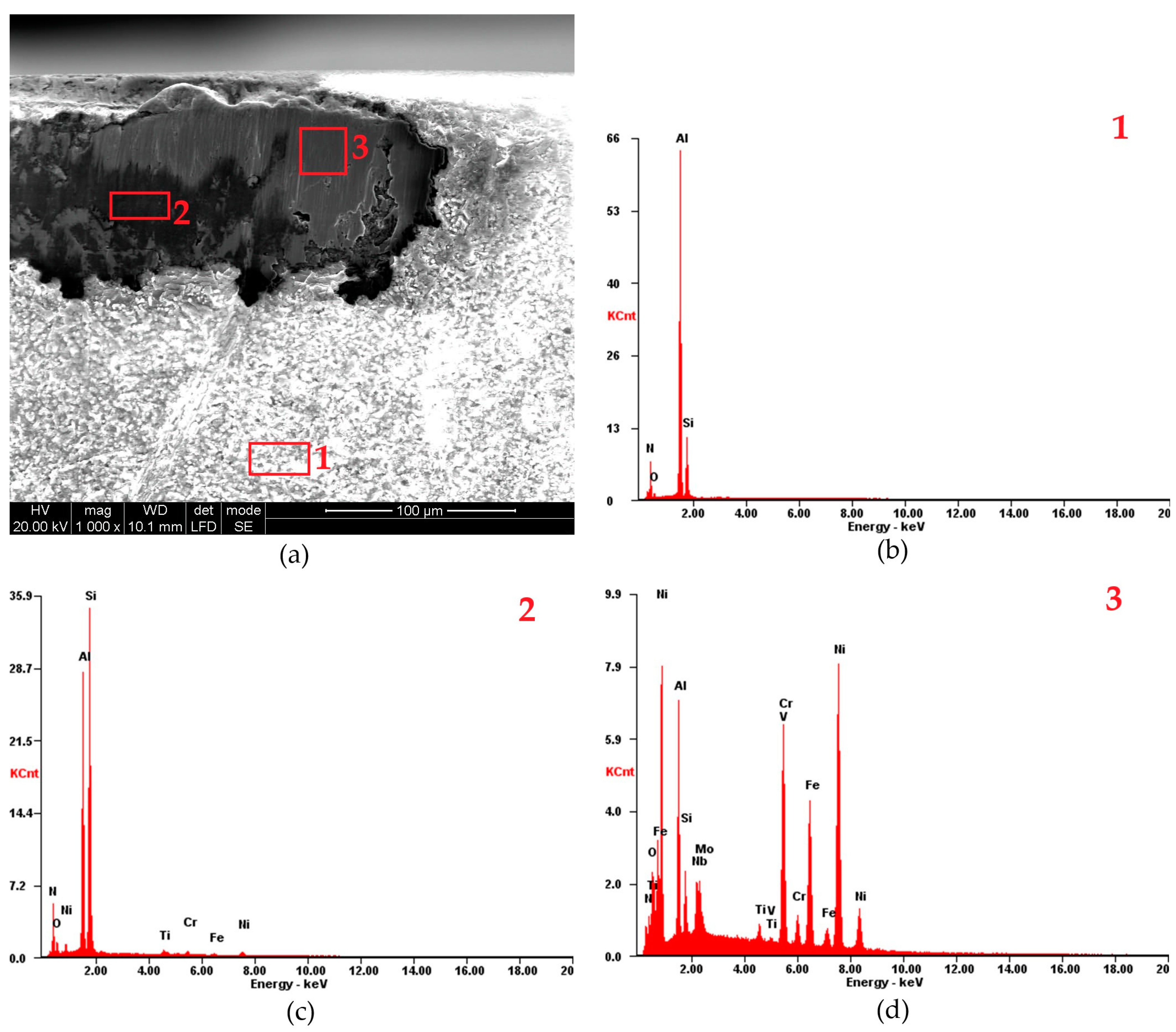
3.2. Tool Wear
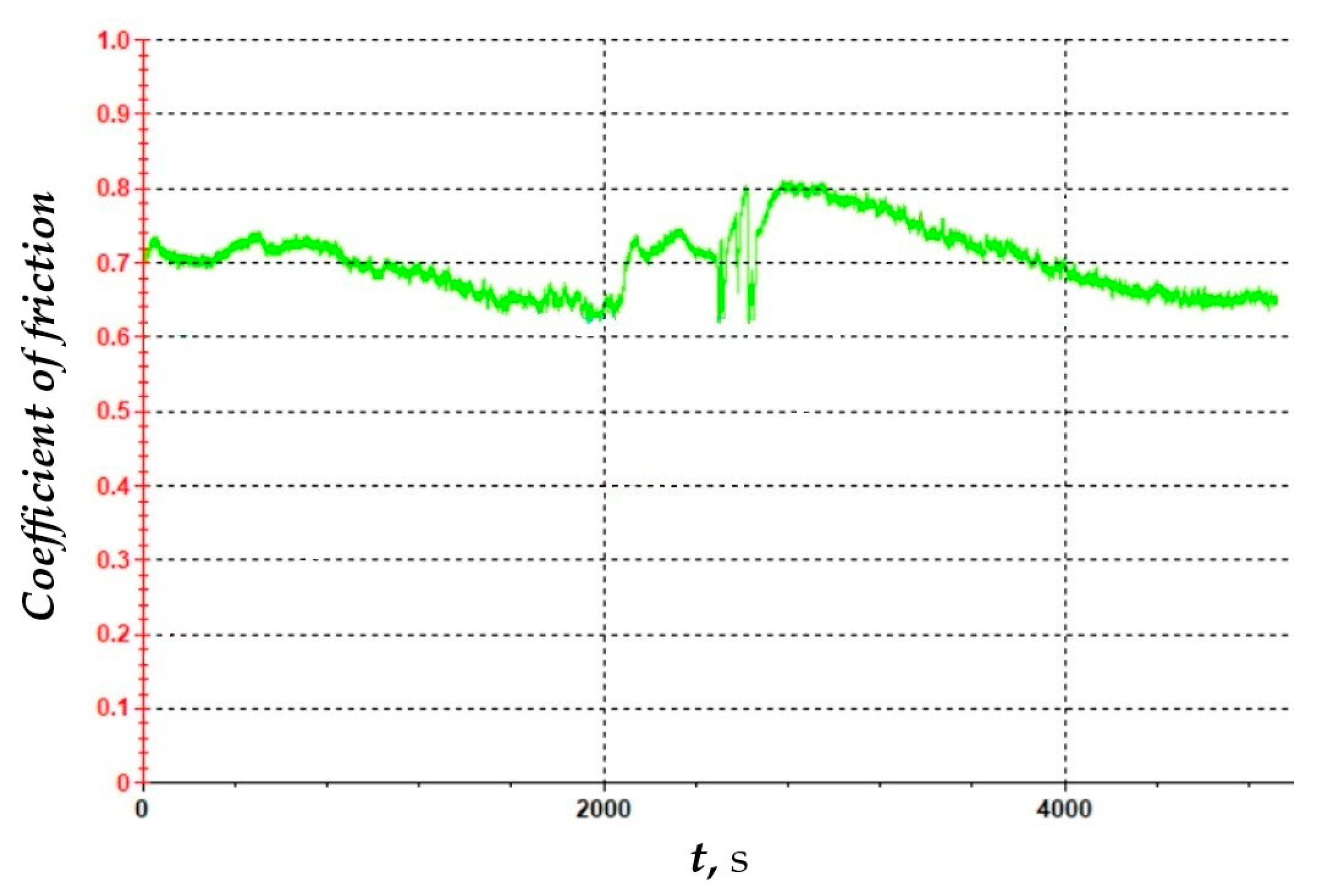
3.3. Coefficient of Friction
4. Conclusions
- The dominant wear mechanisms of S205 and 6160 cutting inserts are abrasion and adhesion. The difference between these inserts lies in the fact that S205 inserts tend to form a built-up edge (BUE) on the rake face, whereas 6160 inserts exhibit a tendency to form a BUE on the flank face. Additionally, ceramic inserts 6160 have a greater tendency for notch wear.
- Surface topography analysis revealed the formation of individual high ridges on surfaces machined with ceramic inserts. This phenomenon may result from BUE formation on the flank face, which is in direct contact with the machined surface. No individual high ridges were observed on surfaces machined with S205 inserts, where a BUE formed on the rake face.
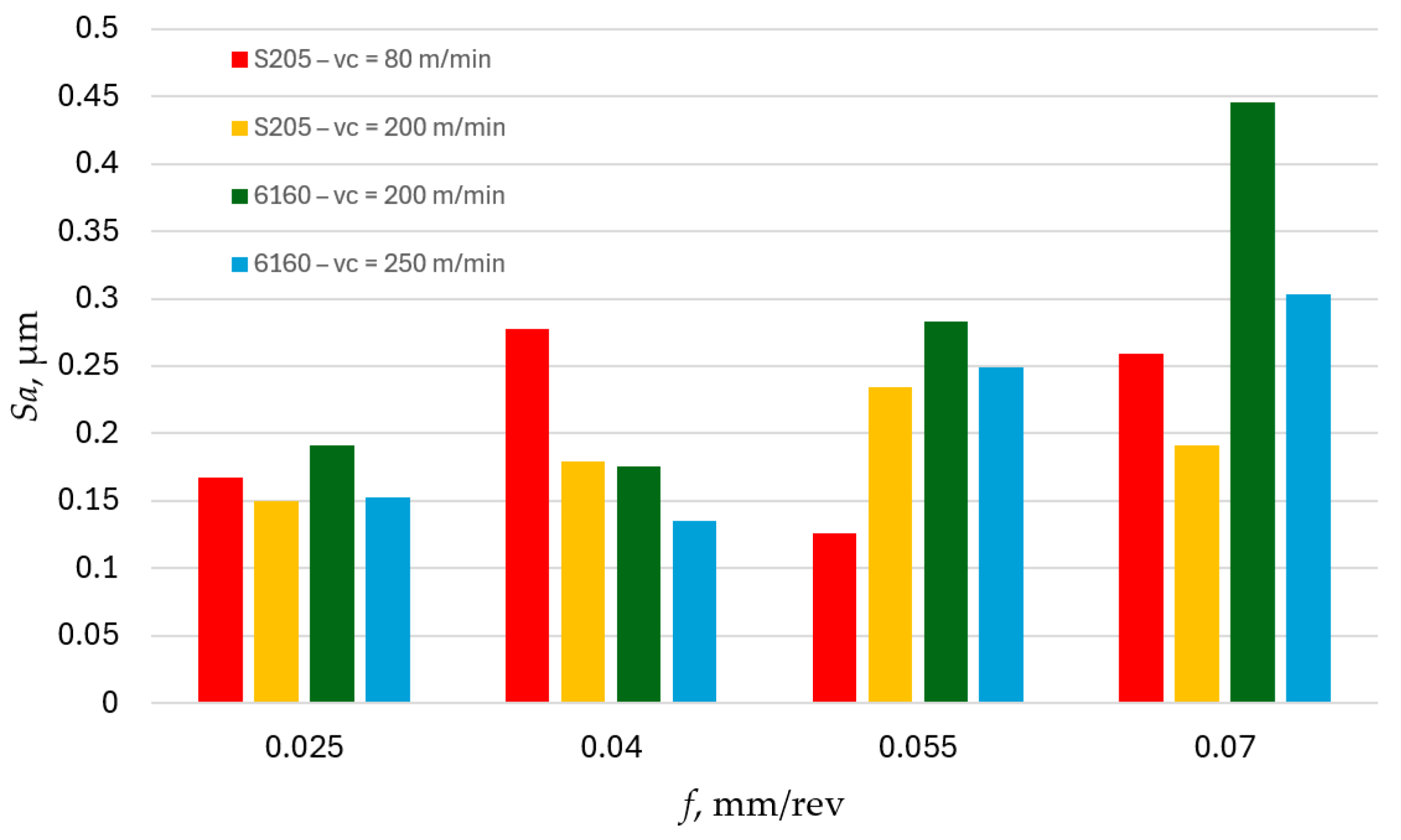
- The conducted research confirmed that both S205 and 6160 inserts can achieve a high-quality machined surface. The Sa parameter did not exceed 0.45 µm for any tested cutting conditions. Therefore, using these inserts in finish turning of Inconel 718 can be a viable alternative to grinding operations.
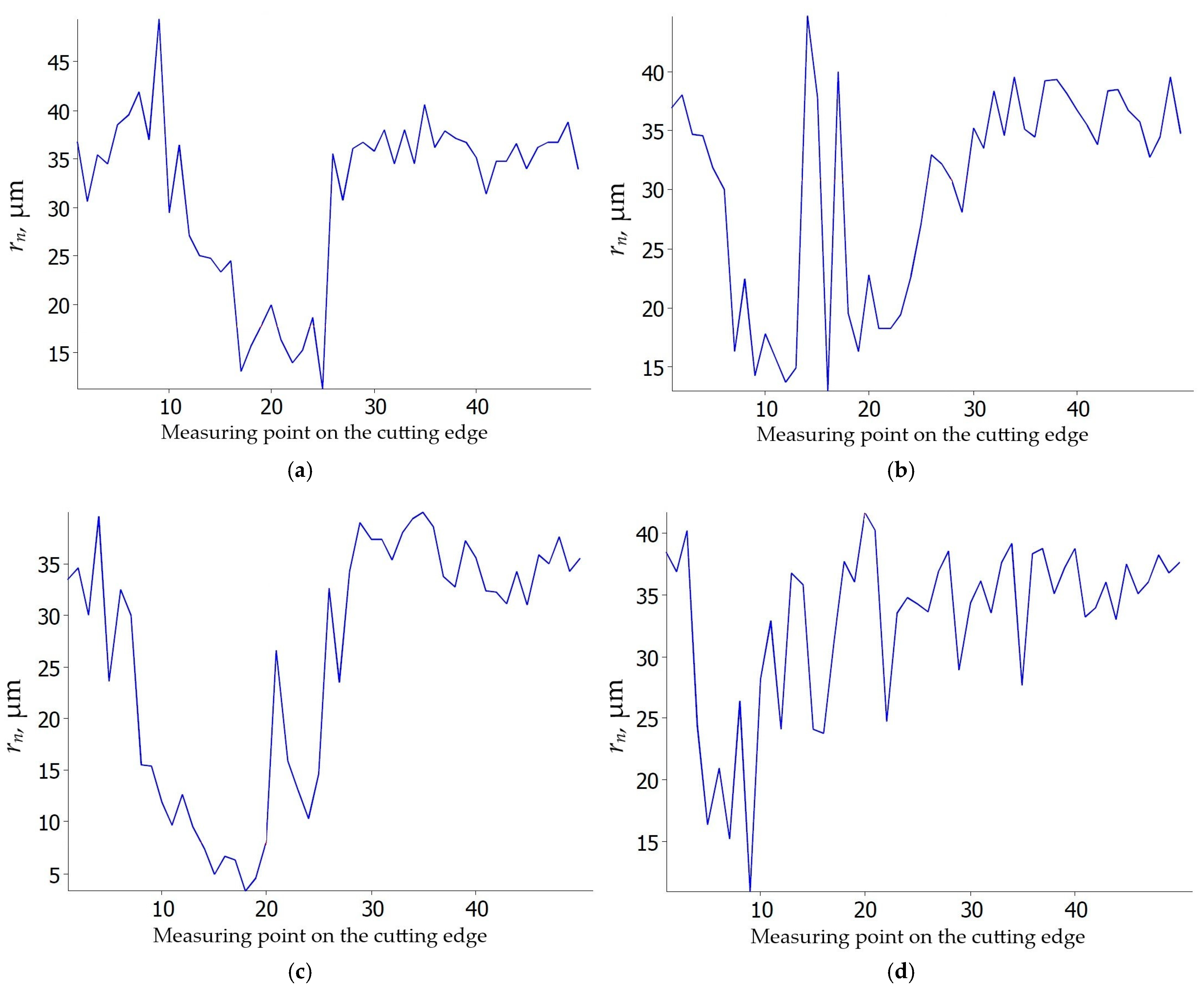
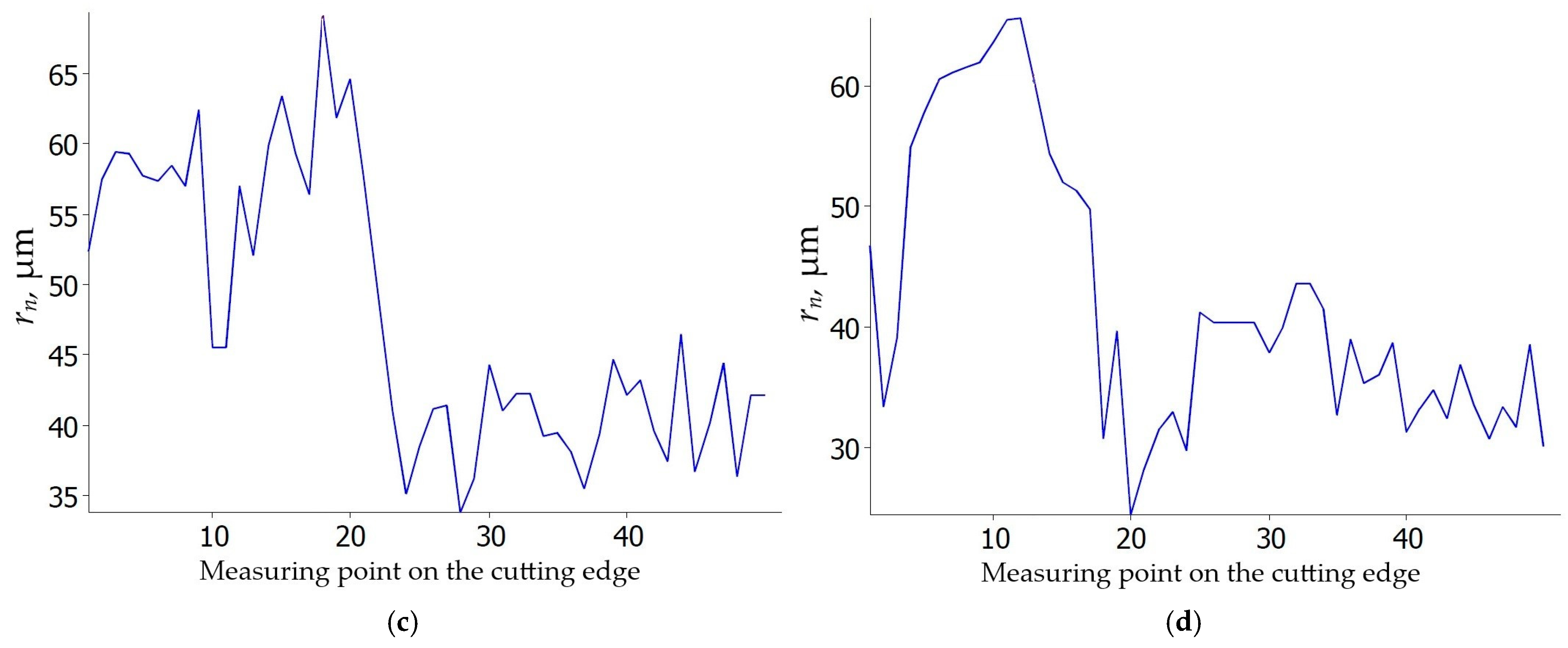
- The effective cutting edge radius of S205 inserts decreases compared to the new inserts. In contrast, for 6160 inserts, the effective cutting edge radius increases. This is influenced by BUE, which forms on the flank face.
- EDS analysis shows that the TiN coating is removed from the cutting insert, whereas the Al2O3 layer is more wear-resistant and provides a protective barrier. At the same time, the Al2O3 layer has a greater tendency for adhesion to the machined material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Perez-Ruiz, J.D.; Marin, F.; Martínez, S.; Lamikiz, A.; Urbikain, G.; Lopez de Lacalle, L.N. Stiffening near-net-shape functional parts of Inconel 718 LPBF considering material anisotropy and subsequent machining issues. Mech. Syst. Signal Process. 2022, 168, 108675. [Google Scholar] [CrossRef]
- Rizea, A.D.; Ungureanu, E.R.A.; Negrea, D.A.; Moga, S.G.; Abrudeanu, M.; Petrescu, M.I.; Stefanoiu, R.; Haeussler, A.; Anghel, D.C.; Constantinescu, L.M. The Influence of Accidental Overheating on the Microstructure and Hardness of the Inconel 718 Alloy. Appl. Sci. 2025, 15, 3057. [Google Scholar] [CrossRef]
- Chen, Y.C.; Liao, Y.S. Study on wear mechanisms in drilling of Inconel 718 superalloy. J. Mater. Process. Technol. 2003, 140, 269–273. [Google Scholar] [CrossRef]
- Ahmed, N.; Mitrofanov, A.V.; Babitsky, V.I.; Silberschmidt, V.V. Analysis of material response to ultrasonic vibration loading in turning Inconel 718. Mater. Sci. Eng. 2006, A424, 318–325. [Google Scholar] [CrossRef]
- Rybicki, M.; Szablewski, P. Investigation of chips morphology after turning of materials applied in aerospace industry. MATEC Web Conf. 2017, 121, 03020. [Google Scholar] [CrossRef]
- Piorkowski, P.; Borkowski, W.; Skoczynski, W. Comprehensive Evaluation Method for High-Performance Milling of Inconel 718 Alloy. Appl. Sci. 2024, 14, 9023. [Google Scholar] [CrossRef]
- Smak, K.; Szablewski, P.; Legutko, S.; Krawczyk, B.; Miko, E. Investigation of the Influence of Anti-Wear Coatings on the Surface Quality and Dimensional Accuracy during Finish Turning of the Inconel 718 Alloy. Materials 2023, 16, 715. [Google Scholar] [CrossRef]
- Cantero, J.L.; Diaz-Alvarez, J.; Miguelez, M.H.; Marin, N.C. Analysis of tool wear patterns in finishing turning of Inconel 718. Wear 2013, 297, 885–894. [Google Scholar] [CrossRef]
- Thakur, A.; Gangopadhyay, S. Dry machining of nickel-based super alloy as a sustainable alternative using TiN/TiAlN coated tool. J. Clean. Prod. 2016, 129, 256–268. [Google Scholar] [CrossRef]
- Sivalingam, V.; Zhao, Y.; Thulasiram, R.; Sun, J.; Kai, G.; Nagamalai, T. Machining behaviour, surface integrity and tool wear analysis in environment friendly turning of Inconel 718 alloy. Measurement 2021, 174, 109028. [Google Scholar] [CrossRef]
- Zhao, J.F.; Liu, Z.Q.; Shen, Q.; Wang, B.; Wang, Q.Q. Investigation of cutting temperature during turning Inconel 718 with (Ti,Al)N PVD coated cemented carbide tools. Materials 2018, 11, 1281. [Google Scholar] [CrossRef] [PubMed]
- Hua, Y.; Liu, Z. Effects of cutting parameters and tool nose radius on surface roughness and work hardening during dry turning Inconel 718. Int. J. Adv. Manuf. Technol. 2018, 96, 2421–2430. [Google Scholar] [CrossRef]
- Park, K.H.; Yang, G.D.; Lee, D.Y. Tool wear analysis on coated and uncoated carbide tools in Inconel machining. Int. J. Precis. Eng. Manuf. 2015, 16, 1639–1645. [Google Scholar] [CrossRef]
- Pereira, O.; Urbikain, G.; Rodríguez, A.; Fernández-Valdivielso, A.; Calleja, A.; Ayesta, I.; López de Lacalle, L.N. Internal cryolubrication approach for Inconel 718 milling. Procedia Manuf. 2017, 13, 89–93. [Google Scholar] [CrossRef]
- Khanna, N.; Airao, J.; Nirala, C.K.; Krolczyk, G.M. Novel sustainable cryo-lubrication strategies for reducing tool wear during ultrasonic-assisted turning of Inconel 718. Tribol. Int. 2022, 174, 107728. [Google Scholar] [CrossRef]
- Bagherzadeh, A.; Budak, E. Investigation of machinability in turning of difficult-to-cut materials using a new cryogenic cooling approach. Tribol. Int. 2018, 119, 510–520. [Google Scholar] [CrossRef]
- Danish, M.; Gupta, M.K.; Rubaiee, S.; Ahmed, A.; Korkmaz, M.E. Influence of hybrid cryo-MQL lubri-cooling strategy on the machining and tribological characteristics of Inconel 718. Tribol. Int. 2021, 163, 107178. [Google Scholar] [CrossRef]
- Peng, Z.; Zhang, X.; Zhang, D. Performance evaluation of high-speed ultrasonic vibration cutting for improving machinability of Inconel 718 with coated carbide tools. Tribol. Int. 2021, 155, 106766. [Google Scholar] [CrossRef]
- Chaabani, S.; Arrazola, P.J.; Ayed, Y.; Madariaga, A.; Tidu, A.; Germain, G. Comparison between cryogenic coolants effect on tool wear and surface integrity in finish turning of Inconel 718. J. Mater. Process. Technol. 2020, 285, 116780. [Google Scholar] [CrossRef]
- Musavi, S.H.; Davoodi, B.; Niknam, S.A. Effects of reinforced nanoparticles with surfactant on surface quality and chip formation morphology in MQL-turning of superalloys. J. Manuf. Process. 2019, 40, 128–139. [Google Scholar] [CrossRef]
- Mohsan, A.U.H.; Zhanqiang, L.; Padhy, K.G. A review on the progress towards improvement in surface integrity of Inconel 718 under high pressure and flood cooling conditions. Int. J. Adv. Manuf. Technol. 2016, 91, 423–428. [Google Scholar] [CrossRef]
- Szablewski, P.; Legutko, S.; Mróz, A.; Garbiec, D.; Czajka, R.; Smak, K.; Krawczyk, B. Surface Topography Description after Turning Inconel 718 with a Conventional, Wiper and Special Insert Made by the SPS Technique. Materials 2023, 16, 949. [Google Scholar] [CrossRef] [PubMed]
- Zhao, J.; Liu, Z.; Wang, B.; Hua, Y.; Wang, Q. Cutting temperature measurement using an improved two-color infrared thermometer in turning Inconel 718 with whisker-reinforced ceramic tools. Ceram. Int. 2018, 44, 19002–19007. [Google Scholar] [CrossRef]
- Qadri, S.I.A.; Harmain, G.A.; Wani, M.F. The effect of cutting speed and work piece hardness on turning performance of nickel based super Alloy-718 using ceramic cutting inserts. Eng. Res. Express 2020, 2, 025018. [Google Scholar] [CrossRef]
- Qadri, S.I.A.; Harmain, G.A.; Wani, M.F. Influence of Tool Tip Temperature on Crater Wear of Ceramic Inserts During Turning Process of Inconel-718 at Varying Hardness. Tribol. Ind. 2020, 42, 310–326. [Google Scholar] [CrossRef]
- Zhou, J.; Bushlya, V.; Stahl, J. An investigation of surface damage in the high speed turning of Inconel 718 with use of whisker reinforced ceramic tools. J. Mater. Process. Technol. 2012, 212, 372–384. [Google Scholar] [CrossRef]
- Yildirim, C.V.; Kıvak, T.; Sarıkaya, M.; Sirin, S. Evaluation of tool wear, surface roughness/topography and chip morphology when machining of Ni-based alloy 625 under MQL, cryogenic cooling and CryoMQL. J. Mater. Res. Technol. 2020, 9, 2079–2092. [Google Scholar] [CrossRef]
- Amigo, F.J.; Urbikain, G.; Pereira, O.; Fernández-Lucio, P.; Fernández-Valdivielso, A.; López de Lacalle, L.N. Combination of high feed turning with cryogenic cooling on Haynes 263 and Inconel 718 superalloys. J. Manuf. Process. 2020, 58, 208–222. [Google Scholar] [CrossRef]
- Kümmel, J.; Gibmeier, J.; Müller, E.; Schneider, R.; Schulze, V.; Wanner, A. Detailed analysis of microstructure of intentionally formed built-up edges for improving wear behaviour in dry metal cutting process of steel. Wear 2014, 311, 21–30. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; Polvorosa, R.; Artaza, T.; Holmberg, J.; López de lacalle, L.N.; Wretland, A. Surface integrity and fatigue of non-conventional machined Alloy 718. J. Manuf. Process. 2019, 48, 44–50. [Google Scholar] [CrossRef]
- Królczyk, G.M.; Maruda, R.W.; Królczyk, J.B.; Nieslony, P.; Wojciechowski, S.; Legutko, S. Parametric and nonparametric description of the surface topography in the dry and MQCL cutting conditions. Measurement 2018, 121, 225–239. [Google Scholar] [CrossRef]
- Ning, F.; Wang, F.; Jia, Z.; Ma, J. Chip morphology and surface roughness in high-speed milling of nickel-based superalloy Inconel 718. Int. J. Mach. Mach. Mater. 2014, 15, 285–299. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Zelasko, W. Prediction of parameters of equivalent sum rough surfaces. Materials 2020, 13, 4898. [Google Scholar] [CrossRef] [PubMed]
- Pérez-Salinas, C.; López de Lacalle, L.N.; del Olmo, A.; Kumar, C.S. The relationship between the cutting-edge, tool wear, and chip formation during Inconel 718 dry cutting. Int. J. Adv. Manuf. Technol. 2024, 132, 6001–6017. [Google Scholar] [CrossRef]
- Khochtali, H.; Ayed, Y.; Zemzemi, F.; Bensalem, W. Tool wear characteristics in rough turning of Inconel 718 with coated carbide tool under conventional and high-pressure coolant supplies. Int. J. Adv. Manuf. Technol. 2021, 114, 2371–2386. [Google Scholar] [CrossRef]
- Coelho, R.T.; Silva, L.R.; Braghini, A.; Bezerra, A.A. Some effects of cutting edge preparation and geometric modifications when turning Inconel 718 at high cutting speeds. J. Mater. Process. Technol. 2004, 148, 147–153. [Google Scholar] [CrossRef]
- Zhuang, K.; Fu CWeng JHu, C. Cutting edge microgeometries in metal cutting: A review. Int. J. Adv. Manuf. Technol. 2021, 116, 2045–2092. [Google Scholar] [CrossRef]
- Zhuang, K.; Huang, Y.; Hu, C.; Wang, J.; Zou, L. An improved approach to tool life promotion concerning cutting edge microgeometry. Int. J. Adv. Manuf. Technol. 2023, 126, 1717–1731. [Google Scholar] [CrossRef]
- Devillez, A.; Schneider, F.; Dominiak, S.; Dudzinski, D.; Larrouquere, D. Cutting forces and wear in dry machining of Inconel 718 with coated carbide tools. Wear 2007, 262, 931–942. [Google Scholar] [CrossRef]
- Szablewski, P. Tribological behavior of Inconel 718 alloy when cutting with a carbide insert prepared using the SPS technique under dry and lubricated sliding conditions. Tribol. Int. 2024, 199, 109951. [Google Scholar] [CrossRef]
- Xavior, M.A.; Manohar, M.; Jeyapandiarajan, P.; Madhukar, P.M. Tool wear assessment during machining of Inconel 718. Procedia Eng. 2017, 174, 1000–1008. [Google Scholar] [CrossRef]
- Grzesik, W.; Niesłony, P.; Habrat, W.; Sieniawski, J.; Laskowski, P. Investigation of tool wear in the turning of Inconel 718 superalloy in terms of process performance and productivity enhancement. Tribol. Int. 2018, 118, 337–346. [Google Scholar] [CrossRef]
- Sivalingam, V.; Zan, Z.; Sun, J.; Selvam, B.; Gupta, M.K.; Jamil, M.; Mia, M. Wear behaviour of whisker-reinforced ceramic tools in the turning of Inconel 718 assisted by an atomized spray of solid lubricants. Tribol. Int. 2020, 148, 106235. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Fe | Nb | Mo | Ti | Al | Si |
|---|---|---|---|---|---|---|---|---|
| % weight | 53.84 | 16.87 | 17.23 | 4.45 | 4.59 | 1.35 | 1.38 | 0.29 |
| Weight % | ||||||||||
| Point No. | Ni | Cr | Fe | O | V | Al | Nb | Ti | Mo | N |
| 1 | 5.67 | 13.07 | 65.49 | 15.76 | ||||||
| 2 | 39.74 | 50.65 | 9.61 | |||||||
| 3 | 49.65 | 16.31 | 15.35 | 3.85 | 0.13 | 1.6 | 7.8 | 2.18 | 3.13 | |
| Atom % | ||||||||||
| Point No. | Ni | Cr | Fe | O | V | Al | Nb | Ti | Mo | N |
| 1 | 10.64 | 14.54 | 41.04 | 33.78 | ||||||
| 2 | 54.45 | 41.15 | 4.4 | |||||||
| 3 | 44.54 | 16.52 | 14.48 | 12.66 | 0.13 | 3.12 | 4.42 | 2.4 | 1.72 | |
| Weight % | |||||||||||
| Point No. | Ni | Cr | Fe | O | V | Al | Nb | Ti | Mo | Si | N |
| 1 | 3.39 | 52.86 | 18.86 | 24.89 | |||||||
| 2 | 2.86 | 1.29 | 0.89 | 5.03 | 24.81 | 1.16 | 43.84 | 20.11 | |||
| 3 | 45.04 | 15.32 | 14.25 | 3.71 | 0.13 | 10.27 | 4.8 | 0.92 | 2.99 | 2.58 | |
| Atom % | |||||||||||
| Point No. | Ni | Cr | Fe | O | V | Al | Nb | Ti | Mo | Si | N |
| 1 | 4.59 | 42.41 | 14.53 | 38.47 | |||||||
| 2 | 1.12 | 0.57 | 0.37 | 7.24 | 21.17 | 0.56 | 35.93 | 33.05 | |||
| 3 | 36.09 | 13.86 | 12.01 | 10.9 | 0.12 | 17.91 | 2.43 | 0.9 | 1.47 | 4.31 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szablewski, P.; Legutko, S.; Ungureanu, N.; Petru, J.; Smak, K.; Krawczyk, B. Comparative Assessment of Tool Wear and Surface Topography After Superfinish Turning of Inconel 718 with Carbide and Ceramic Inserts. Appl. Sci. 2025, 15, 4265. https://doi.org/10.3390/app15084265
Szablewski P, Legutko S, Ungureanu N, Petru J, Smak K, Krawczyk B. Comparative Assessment of Tool Wear and Surface Topography After Superfinish Turning of Inconel 718 with Carbide and Ceramic Inserts. Applied Sciences. 2025; 15(8):4265. https://doi.org/10.3390/app15084265
Chicago/Turabian StyleSzablewski, Piotr, Stanisław Legutko, Nicolae Ungureanu, Jana Petru, Krzysztof Smak, and Bartłomiej Krawczyk. 2025. "Comparative Assessment of Tool Wear and Surface Topography After Superfinish Turning of Inconel 718 with Carbide and Ceramic Inserts" Applied Sciences 15, no. 8: 4265. https://doi.org/10.3390/app15084265
APA StyleSzablewski, P., Legutko, S., Ungureanu, N., Petru, J., Smak, K., & Krawczyk, B. (2025). Comparative Assessment of Tool Wear and Surface Topography After Superfinish Turning of Inconel 718 with Carbide and Ceramic Inserts. Applied Sciences, 15(8), 4265. https://doi.org/10.3390/app15084265