Abstract
Scalmalloy® is a novel alloy designed to work with the unique processing inherent in additive manufacturing (AM). This alloy is post-processed using a single artificial aging treatment rather than a multistep heat treatment, as often noted in traditional manufacturing processes. Much of the literature details the impact of direct aging treatments around the temperature and time recommended by the manufacturer, 325 °C for 4 h; however, few studies have explored the impact of delayed artificial aging on the resulting mechanical and microstructural behavior. This study explored this missing link and determined the impact that the time between the fabrication of the component and artificial aging has on the final properties. For this study, directed energy deposition (DED) was utilized to fabricate Scalmalloy® components. Post-processing via artificial aging was performed after fabrication to yield samples naturally aged for 0, 2, 4, 6, 8, 10, 12, and 14 days. Samples were subsequently aged at 325 °C for 4 h. Tensile testing determined that natural aging negatively impacts tensile strengths. After 6 days of delayed artificial aging (6 NA), the yield strength (YS) and tensile strength (TS) relative to day 0 (0 NA) case were diminished by 10% and 8.6%, respectively. After 12 days (12 NA), even greater property decreases were noted, with a 23% decrease in YS and an 18% decrease in TS. Microstructural characterization was performed and an increase in precipitate size and decrease in precipitate number coupled with increased grain sizes were theorized to be linked to the decrease in tensile properties. The negative impact of delayed artificial aging after AM fabrication for Scalmalloy® highlights the importance of fast transitions from deposition to heat treatment.
1. Introduction
Additive manufacturing (AM) has gained considerable interest due to its ability to form near-net-shaped components with a high degree of geometric complexity and minimal material waste [1,2,3,4,5]. The on-demand production made possible by AM promotes design freedom that is not tied down by the constraints of conventional manufacturing [3,4,5,6]. Through additive processing, physical prototyping becomes more feasible [5,6]. Functional prototypes can be fabricated quickly, effectively eliminating costly and time-consuming fabrication using conventional methods [5,6]. With the time saved through AM for prototyping, more iterations can be performed, allowing for a more comprehensive design phase. Fabrication via additive technologies also encourages small-volume production, customized parts, and consolidation of existing designs into one comprehensive part, which is impossible with conventional manufacturing [5,6]. AM finds applications in various industries, such as medicine, aerospace, and automotive [7].
Two of the most common AM processes for processing metallic materials are the powder-bed process, selective laser melting (SLM), and the powder-fed process, directed energy deposition (DED). SLM is characterized by the powder bed in which an energy source selectively melts the powder feedstock to form a single layer of a final part [5,8]. After each layer, the powder bed is refreshed, and a new layer is melted to form a fully actualized 3D component [5,8]. SLM is also denoted as direct metal laser sintering (DMLS), direct metal laser melting (DMLM), and laser powder bed fusion (LPBF) [5,7,8]. DED is a commonly used AM technique in which parts are created by melting powder or wire feedstock using an energy source, such as a laser, electron beam, or plasma [5,7,8]. The feedstock material is injected into the melt pool and melted, forming a single layer of a final part [5,8]. The process is continued layer-by-layer until the part is fully fabricated. Depending on the exact method or application, DED is often characterized by various terminology. A few of the alternative terms are laser-engineered net shaping (LENS), direct metal deposition (DMD), and 3D laser cladding [5,7,8].
Currently, a range of materials, such as titanium [9,10,11,12], steels [13,14,15,16], and aluminum [17,18,19,20] alloys, have been implemented with AM techniques. Aluminum is of considerable interest due to its high strength-to-weight and stiffness-to-weight ratios, making it an attractive candidate for use with near-net-shaped processes [21,22,23]. Aluminum alloys also exhibit high reflectivity, high thermal conductivity, and a strong tendency to form surface oxides, which negatively impact the AM process and make fabricating these alloys difficult [23]. There is also an issue with the fabrication of high-strength aluminum alloys [24,25,26,27]. When fabricated using AM, high-strength aluminum alloys display a tendency towards crack formation resulting from a wide solidification range [24,25,26,27,28]. These cracks negatively impact the mechanical behavior and effectively eliminate these highly desired compositions from the options for use with AM [24,25,26,28]. As a result, the only conventional aluminum alloy compositions that directly work with AM fabrication are casting alloys, such as the 4XXX series Al-Si alloys [24,25,26]. While these alloys are easily fabricated with AM, they do not exhibit the desired high-strength properties; thus, alternative avenues have been explored to make AM fabrication of high-strength aluminum alloys possible [25].
Of interest in this study is the avenue of alloy development that works with the unique AM process. Scalmalloy® is an Al-Mg-Sc-Zr-based alloy designed for use with the unique thermal profile seen with AM. The high cooling rate of AM processes allows for the potential formation of a supersaturated solid solution (SSSS) [19,29,30]. Upon subsequent heat treatment, the SSSS would decompose to form Al3(Sc,Zr) strengthening precipitates to pin grain boundaries, hinder dislocation motion, and effectively strengthen the final component [29,30]. Ideally, all elements would remain in SSSS after fabrication; however, as seen previously in a study by Boillat-Newport et al. [31], DED of Scalmalloy® in the as-built case has shown coarse Al3(Sc,Zr) particle formation (see Figure 1). Coarse particle formation can be linked to the slower cooling rates of DED compared with SLM [32].
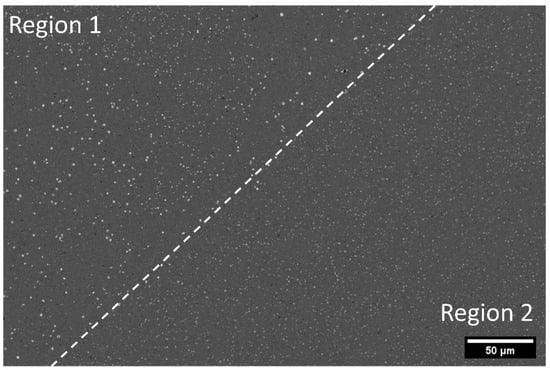
Figure 1.
Coarse Al3(Sc,Zr) particle formation in as-built, DED Scalmalloy®. Reprinted with permission from Ref. [31], 2024, MDPI.
Scalmalloy® has been found to yield the desired high strengths after fabrication and subsequent direct aging at 325 °C for 4 h [33], as recommended by the manufacturer [34]. Many studies have explored the impact of varying times [35,36,37] and temperatures [36,37] around the recommended 325 °C and 4 h for powder bed processing, but few to no studies have explored the impact that delaying the artificial aging treatment has on the properties of AM components. From the literature, it has been shown that conventionally processed aluminum alloys are dramatically impacted by natural aging and subsequent artificial aging, with some studies showing property improvement [38,39]. For example, Ma et al. noted that natural aging for 1 week before artificial aging of an Al7075 alloy improved the strength of the material through grain boundary precipitation and minimization of the precipitate-free zone [38].
However, some sources in the literature denote that natural aging, followed by artificial aging, can have a dramatically different impact [40,41,42,43]. A study by Zhang et al. [41] explored the impact of prolonged natural aging prior to artificial aging of thin-walled 6005 aluminum tubes and noted that increased natural aging time followed by a constant artificial aging treatment resulted in decreased strength. The authors attributed the weakening to the evolution of β” precipitates [41]. As the duration of natural aging changed with constant artificial aging treatments, a decrease in the number of precipitates and an increase in the overall size of precipitates were noted [41]. Tai et al. examined the impact that natural aging before artificial aging had on aluminum 7075 [42]. The authors found that natural aging, coupled with artificial aging, showed some benefit in that peak aged condition was reached at earlier artificial aging times [42]. However, the authors concluded that, despite the benefit of reaching peak aging conditions earlier, natural aging prior to artificial aging is not particularly effective for strengthening the material [42]. From the literature, the impact of natural aging is highly dependent on the composition and chosen treatments.
While minimizing the time between processing steps in small laboratory cases is possible, there can be long wait periods between stages in larger-scale production cases, such as in industry. As a result, an understanding of property and microstructural evolution is critical. This study investigates the impact of natural aging/delayed artificial aging on the resulting tensile properties and microstructural evolution by considering cases of increasing natural aging time followed by artificial aging at 325 °C. The tensile characteristics were examined and correlated with microstructural evolution with increasing natural aging duration. Ultimately, the study details the detrimental impact of natural aging of AM fabricated Scalmalloy®, and a recommendation is made regarding a balance between delayed artificial aging and property diminishment.
2. Materials and Methods
2.1. AM Fabrication
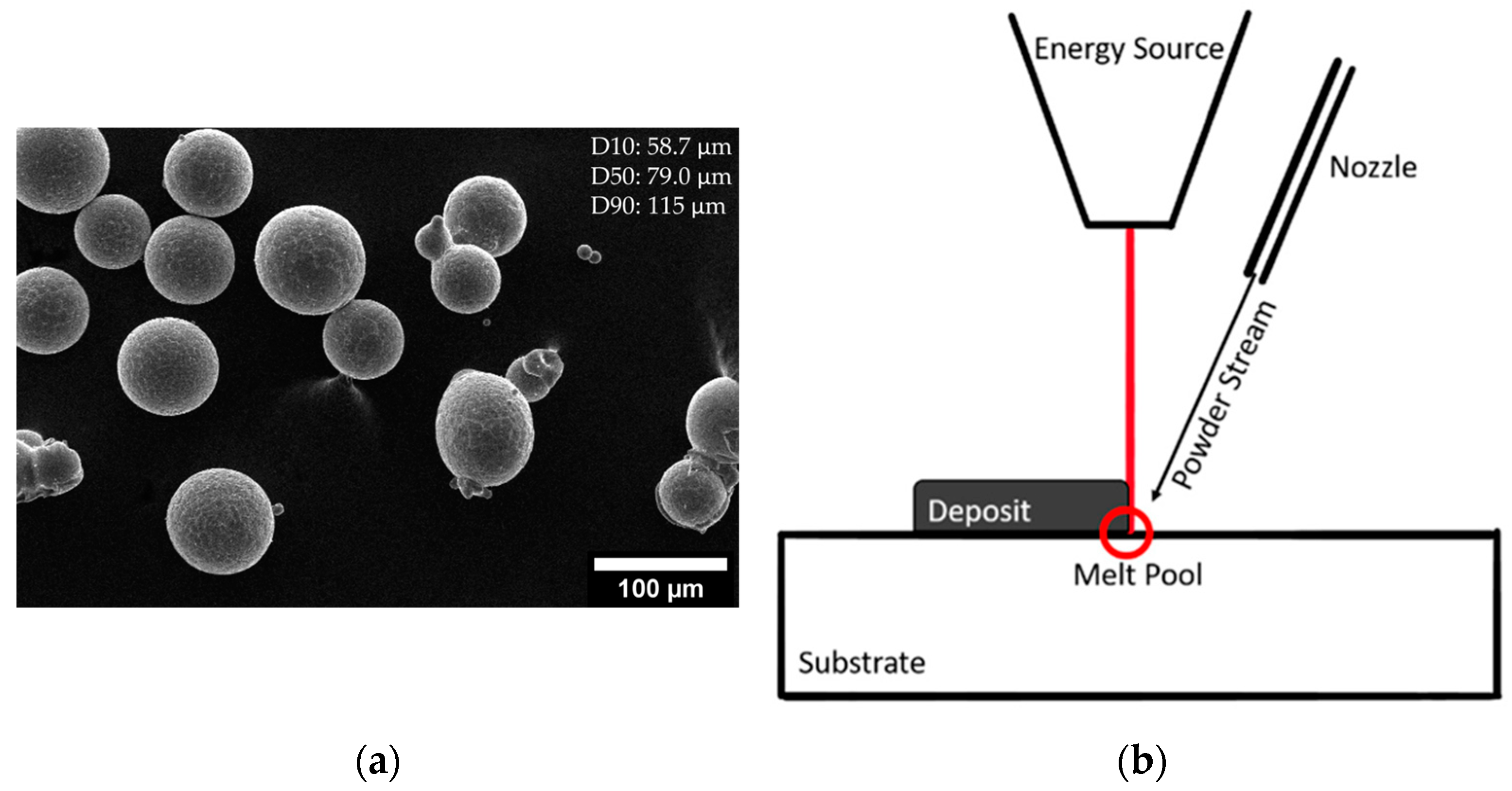
Scalmalloy® feedstock was sourced from Toyal America, Inc. (Lockport, IL, USA). The chemical composition of Scalmalloy® is given in Table 1. The powder, shown in Figure 2a, exhibited a high degree of sphericity with minimal agglomerates. As seen in the schematic Figure 2b, DED was used to fabricate 25 mm × 25 mm × 4 mm Scalmalloy® coupons. The deposition was performed in a shielded argon environment using the parameters given in Table 2. Parameter optimization was performed and is detailed in Boillat-Newport et al. [31]. These optimized parameters displayed minimal defect formation and strong deposit-substrate adhesion. Furthermore, the DED Scalmalloy® deposits had densities that matched the theoretical, indicating that the chosen parameters can produce nearly fully dense parts.

Table 1.
Chemical composition of Scalmalloy®.
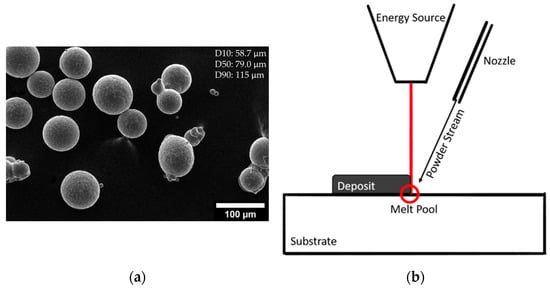
Figure 2.
(a) Scalmalloy® feedstock sourced from Toyal America Inc. Reprinted with permission from Ref. [31], 2024, MDPI; (b) Schematic of directed energy deposition (DED) process. Reprinted with permission from Ref. [44], 2021, MDPI.
Table 2.
Deposition parameters for this study. Reprinted with permission from Ref. [31], 2024, MDPI. Refer to Boillat-Newport et al. [31] for full DOE for parameter optimization.
2.2. Natural Aging and Artificial Aging Treatments
A series of treatments were chosen to investigate the impact of natural aging/delayed artificial aging. After deposition, components were naturally aged at room temperature for a specified time before artificial aging. The chosen times for natural aging are 0, 2, 4, 6, 8, 10, 12, and 14 days after deposition. In the case of the 0 NA specimen, the samples were immediately aged, meaning the samples were removed directly from the deposition cell and placed straight into the furnace. During artificial aging, samples were heated to 325 °C at a ramp rate of 10 °C per minute, held at temperature for 4 h, then air cooled to 25 °C (room temperature). Table 3 gives the specimen identifications used throughout the rest of the paper.
Table 3.
Specimen identification for this study corresponding to the natural aging time and subsequent artificial aging.
2.3. Microstructural Evolution and Mechanical Property Characterization
Microstructural analysis was performed using electron microscopy imaging, energy dispersive spectroscopy (EDS), and electron backscatter diffraction (EBSD). Electron microscopy imaging was conducted using Thermo Fisher Scientific (TFS), Inc. (Waltham, MA, USA) PRISMA scanning electron microscope (SEM) and a TFS, Inc., Helios Hydra 5 CX SEM. Image analysis of SEM images procured from the TFS PRISMA was performed using ImageJ v1.53k software to detail the change in phase particle size for 0 NA, 6 NA, and 12 NA. The images were thresholded to eliminate all features except the particles before measurement. From the data, the maximum Feret diameter was determined. For the analysis, at least 10,000 particles were analyzed for each case. Furthermore, the area fraction for each case was sampled. Using an aluminum standard, EDS was performed using a TFS, Inc., previously FEI, Helios NanoLab 600 SEM with an Oxford Aztec EDS detector. EBSD was conducted by JH Analytical using a TFS (Brno, Czech Republic) Apreo S SEM with an Oxford Instruments (High Wycombe, Buckinghamshire, UK) Symmetry S2 EBSD with an accelerating voltage of 30 kV. Using the data from EBSD analysis, grain diameter, hereby referred to as grain size, was evaluated using equivalent circle diameter.
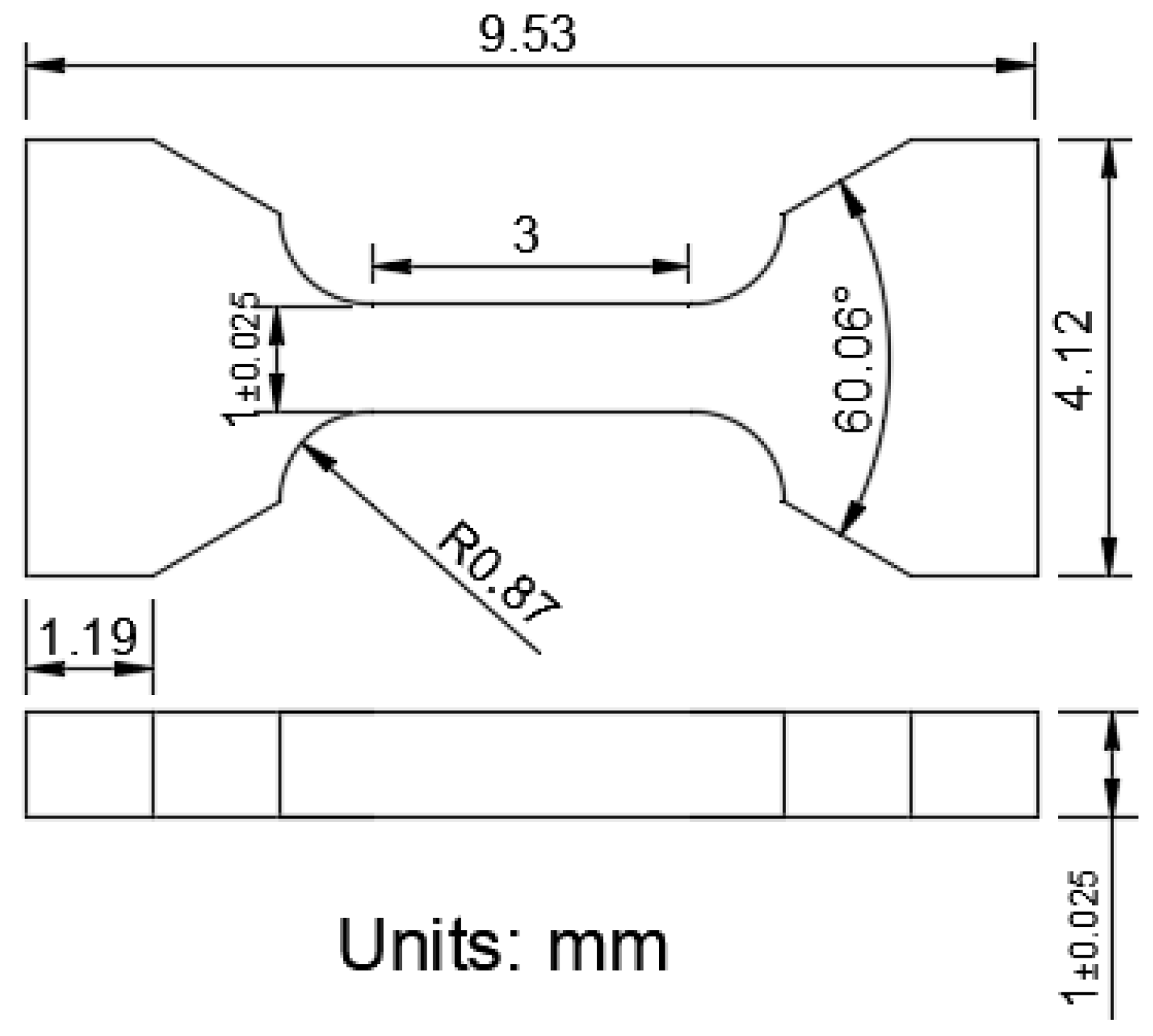
Tensile testing for this study was conducted using Product Innovation and Engineering, LLC’s AMT mini-tensile machine at a positional rate of 250 μm/min. For this study, the chosen tensile specimens were miniature tensile specimens, shown in Figure 3, as the samples can be strategically located in the deposit, and the smaller interaction volumes inherent with this sample configuration are more sensitive to defects present in the AM fabricated material. Miniature tensile specimens were fabricated from the center of a DED deposit in the XY plane using a Sodick, Inc. (Schaumburg, IL, USA) VL600QH electrical discharge machine (EDM). Before tensile testing, each tensile specimen was hand polished to a metallurgical grit of 800 and measured such that all samples tested were in tolerance. Five tensile samples were analyzed for each natural aging case to ensure statistically relevant results. The data were combined with the dimensions of each corresponding sample to calculate the tensile characteristics.
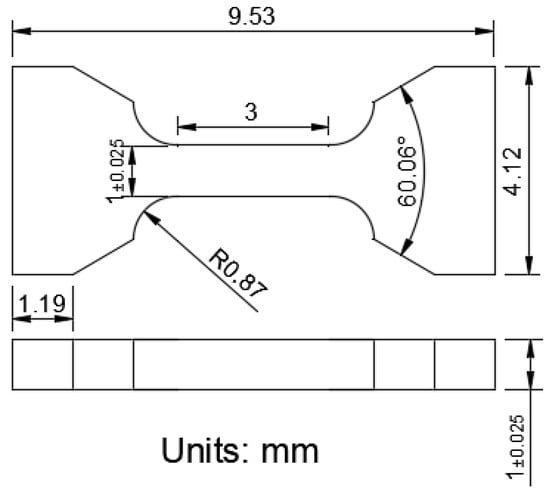
Figure 3.
Parts diagram of miniature tensile specimens.
3. Results
3.1. Tensile Properties
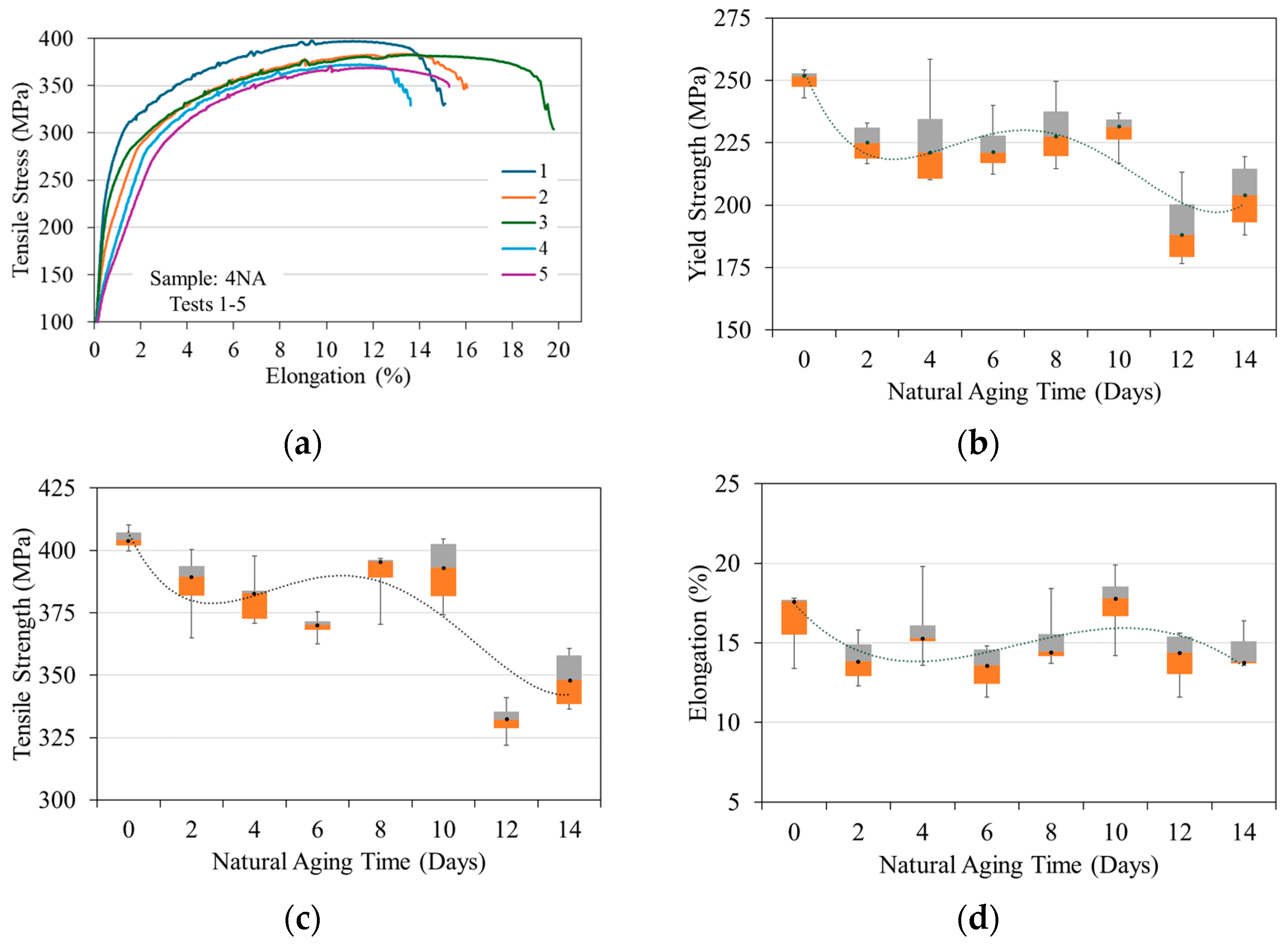
Yield strength (YS), tensile strength (TS), and elongation after fracture ranging from 0 NA to 14 NA are displayed in Figure 4. A representational plot of the stress–strain curves for 4 NA is given in Figure 4a, demonstrating the raw data utilized in producing the box and whisker plots in Figure 4b–d. The trendline in Figure 4b–d displays the overall downward trend with increasing natural aging time. The YS and TS exhibit the highest values when no natural aging occurs with the 0 NA case. Furthermore, as natural aging time increases, a decreasing trend occurs in three main stages: Stage 1 contains the control case, 0 NA, Stage 2 ranges from 2 NA to 10 NA, and Stage 3 occurs at 12 NA and 14 NA. However, examining the median values drives the conclusion of decreased properties with increasing natural aging time. Studies have examined the difference in performance between ASTM standard tensile specimens and miniature tensile specimens utilized in this investigation [45,46]. The results indicate that a greater spread in the data is present for miniature tensile specimens, but the strength measurements are comparable to ASTM tensile specimens [45]. There is a difference in the strain of the miniature tensile specimens relative to the ASTM samples; however, this can be attributed to the sensitivity of the miniature tensile specimens to defects and anisotropies [45]. This decreasing trend has been noted in the literature by other investigators who utilized full-sized ASTM tensile specimens [47].
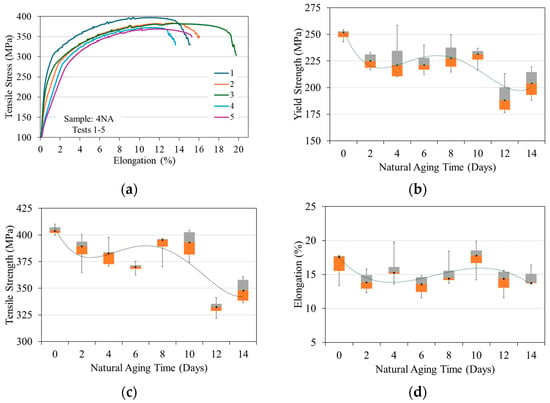
Figure 4.
Tensile property evolution relative to natural aging time prior to artificial aging: (a) Representative tensile stress vs. strain curves for 4 NA. (b) YS. (c) TS. (d) Elongation at fracture. Trendlines present in (b–d) highlight the decreasing trend of median values. Note: For the box and whisker plots, the 25th percentile is represented by the orange block, the 75th percentile by the gray block, and the median value by the interface between the orange and gray blocks.
The elongation at fracture results in Figure 4d display an overall diminishing trend compared to 0 NA. Of note is the outlier to this trend noted in 10 NA; however, this can be attributed partly to the miniature tensile specimens and the potential for greater scatter in the data. While miniature specimens can display greater amounts of scatter in the data, the decreasing trend from 0 NA to 14 NA is visible. Examination of the literature indicates that a slight diminishment of the elongation has been noted. Zhang et al. [41] noted a slight negative effect of natural aging on elongation for aluminum 6005, similar to the decreasing trend in Figure 4d.
3.2. Microstructural Characterization
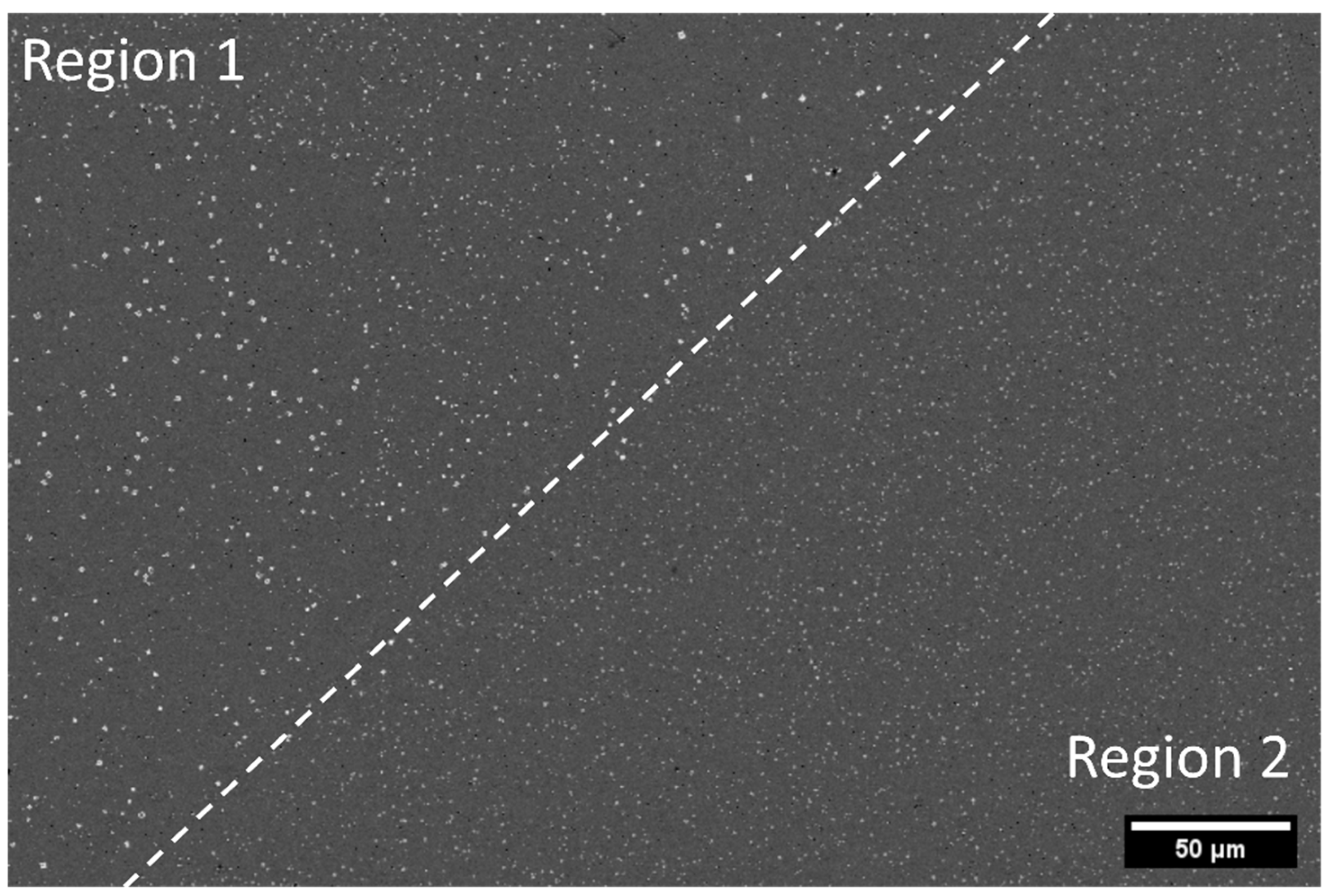
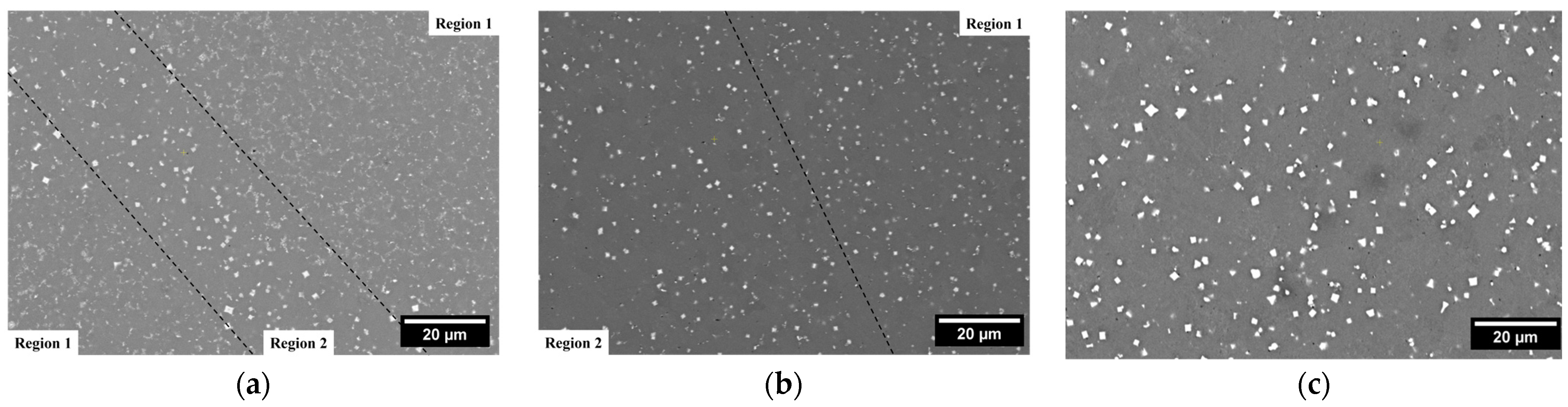
The microstructural evolution of a secondary phase over time is shown in Figure 5. For 0 NA, two distinct regions are present: Region 1, where there are very small phase particles, and Region 2, where these same particles exist but are larger. Examination of the particles in Region 1 also indicates that a greater number of phase particles are present. The opposite holds for Region 2, where a smaller number of the larger particles exist. Figure 5 and Table 4 show that as natural aging time increased prior to artificial aging at 325 °C for 4 h, particle evolution occurred such that the size increased while the number of particles decreased. Figure 6 shows the distribution for each case and highlights the overall increasing size of the phase particles.
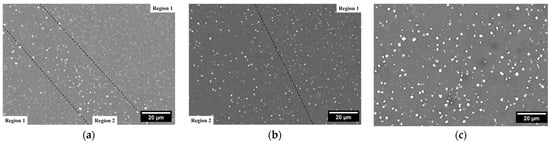
Figure 5.
Secondary phase particle evolution over natural aging periods: (a) 0 NA, (b) 6 NA, (c) 12 NA. Boundaries are marked for (a,b), denoting regions with differences in particle formation.
Table 4.
Secondary phase particle size measured via Feret diameter for 0 NA, 6 NA, and 12 NA cases.
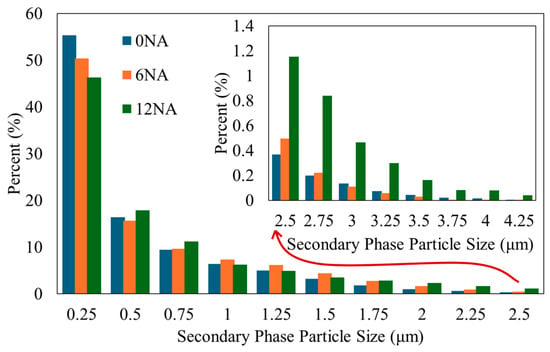
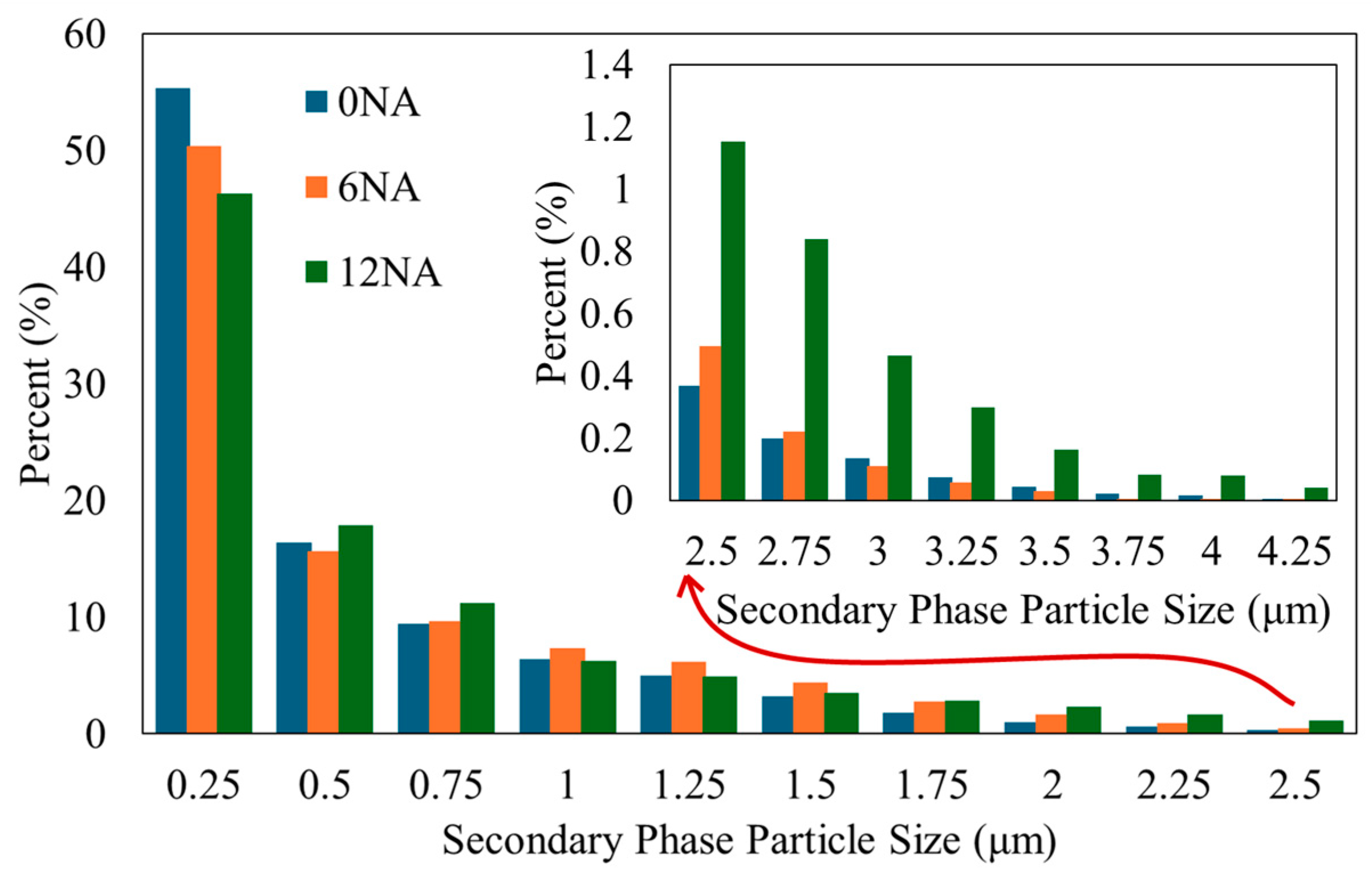
Figure 6.
Particle size distribution for secondary phase particles showing the overall increase in size with longer natural aging prior to artificial aging.
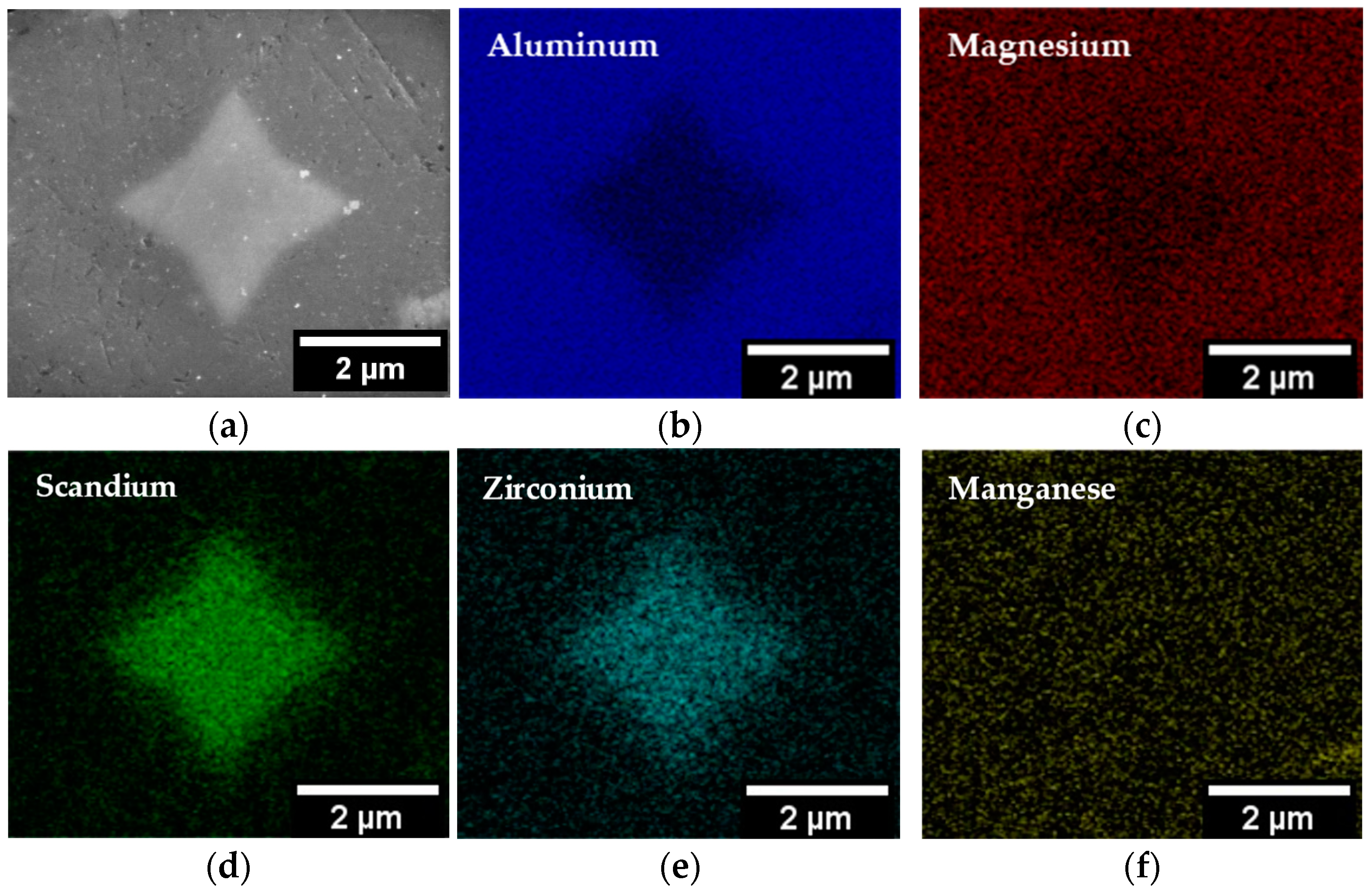
Through the use of EDS, as shown in Figure 7, and an analysis of the literature, the particle phase in Regions 1 and 2 in Figure 5 is primarily composed of aluminum, scandium, and zirconium. It is believed that these particles are Al3(Sc,Zr), which is characteristic of Scalmalloy® components for strengthening through grain boundary pinning [48]. This theory has been confirmed through the use of standardized EDS point analysis. XRD was performed to further confirm the results shown with standardized EDS; however, due to the resolution of the available XRD equipment and the small quantity of the phase present in relation to the matrix, a peak could not be detected for the phase. The undetected peak has been noted in the literature for other studies performed on Scalmalloy® [31,35,49]. Analysis of the XRD results and standardized EDS results indicates that the matrix phase is an aluminum solid solution with the remaining alloying elements that did not precipitate out.
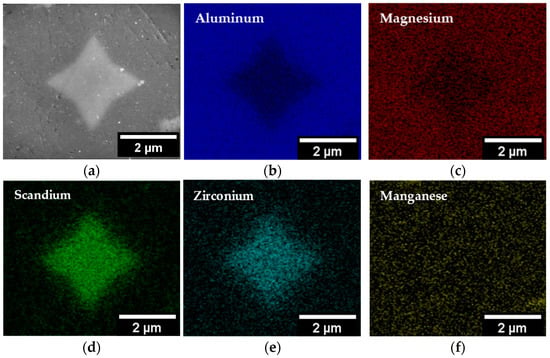
Figure 7.
Energy dispersive spectroscopy (EDS) elemental maps depict the elemental concentration in the micron and sub-micron sized particle phase in DED-fabricated Scalmalloy®: (a) SEM micrograph showing a micron sized particle phase. (b) Aluminum. (c) Magnesium. (d) Scandium. (e) Zirconium. (f) Manganese.
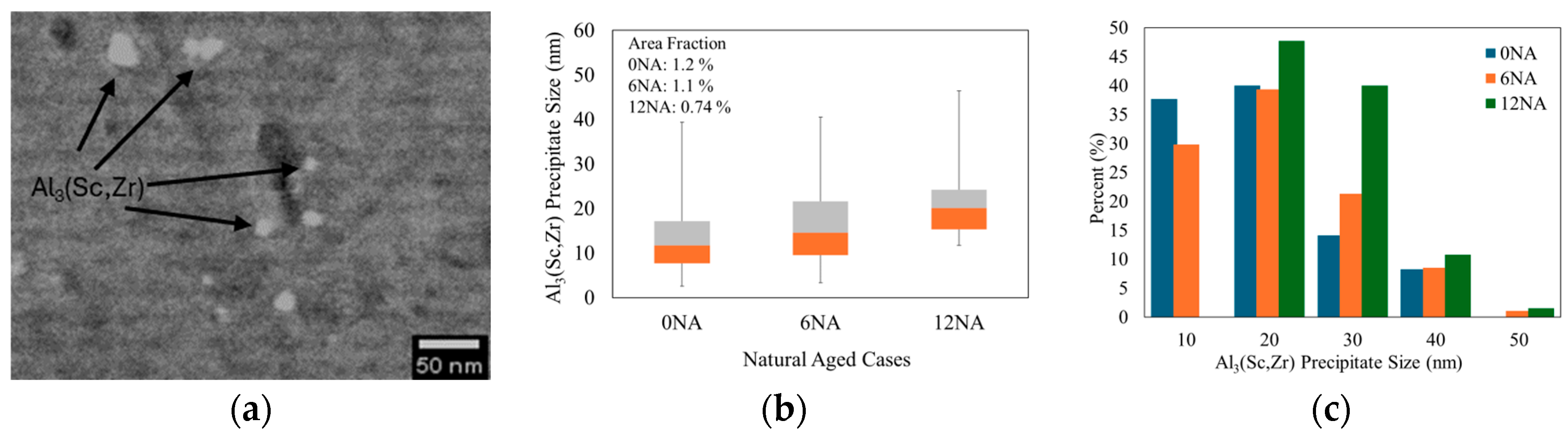
The characteristics of the nanoscale Al3(Sc,Zr) precipitates are shown in Figure 8. Figure 8a shows a representation of the precipitates seen in the microstructure. Using ImageJ thresholding, the nanoprecipitates were measured using Feret’s diameter. Examination of the plot in Figure 8b details the evolution of the nanoprecipitates relative to longer natural aging time prior to artificial aging. The 0 NA case exhibited the smallest distribution of precipitates. At the same time, 0 NA exhibited the largest number of precipitates. As natural aging progressed, an increasing trend was noted for the precipitate size, see Figure 8c. Furthermore, it was noted that the overall number of precipitates decreased with natural aging time.
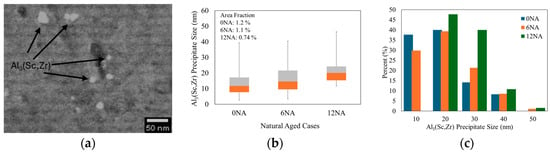
Figure 8.
Al3(Sc,Zr) nanoprecipitate evolution: (a) Representational image of nanoprecipitates seen across all samples. (b) Size evolution relative to natural aging time. Note: For this box and whisker plot, the 25th percentile is represented by the orange block, the 75th percentile by the gray block, and the median value by the interface between the orange and gray blocks. (c) Precipitate size distribution.
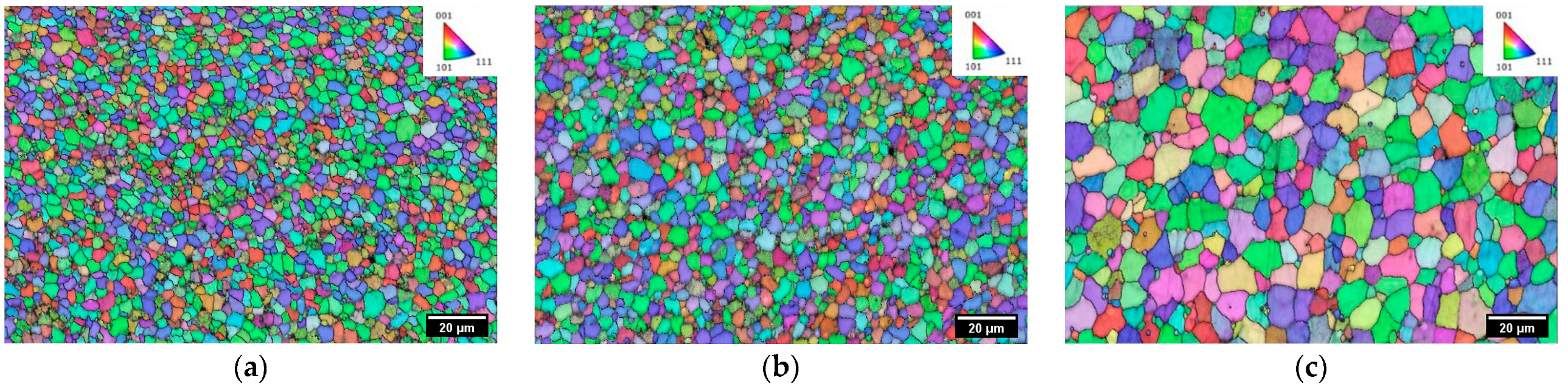
EBSD of the Scalmalloy® deposits for 0 NA, 6 NA, and 12 NA cases is given in Figure 9. The examination of the micrographs shows a clear increase in grain size correlating to longer natural aging times/delays before artificial aging. Table 5 denotes the grain sizes corresponding to each EBSD micrograph, further supporting the conclusion of grain growth. Of note is the significant increase in grain size for 12 NA compared to the 0 NA and 6 NA cases.
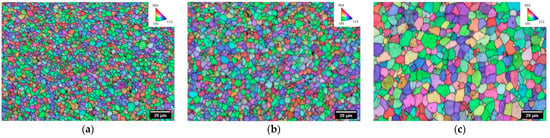
Figure 9.
EBSD maps detailing grain size and orientation: (a) 0 NA; (b) 6 NA; (c) 12 NA.
Table 5.
Grain size, or diameter of the grains, for corresponding EBSD maps for 0 NA, 6 NA, and 12 NA in Figure 9 determined using equivalent circle diameter.
4. Discussion
4.1. Heat Treatments and the Impact of Microstructure Evolution on Tensile Behavior
As detailed in Boillat-Newport et al. [31], Scalmalloy® has been noted to have three main strengthening mechanisms: Hall-Petch strengthening or grain boundary strengthening, solid solution strengthening, and precipitation hardening. As noted previously, other strengthening mechanisms have the potential to impact behavior; however, the mechanisms named above are the most dominant. All three of these mechanisms operate on the basis that strengthening is made possible by hindering the movement of dislocations throughout the material.
As shown in Figure 5, extensive micron-sized Al3(Sc,Zr) phase particle formation is present in all samples, with size increasing and number decreasing across longer natural aging times. It is worth noting that evidence of agglomeration has been seen with the micron-sized precipitates. Balikci [50] noted the potential of precipitate agglomeration as being one of the mechanisms for precipitate growth; however, this does not fully explain the coarsening of these precipitates. The micron-sized precipitates could also have experienced solute diffusion growth, or Ostwald Ripening, during the artificial aging step as this is generally the predominate mechanism [50].
Similarly, Figure 8 displays the increasing trend of the nanoprecipitates with natural aging time, indicating that precipitation plays a considerable role in strengthening. Observation of the precipitates in Figure 8, shows that, as the natural aging time increases from 0 NA to 6 NA and then to 12 NA, the nanoprecipitates increase in size with median values at 12, 15, and 20 nm, respectively. With the increase in precipitate size, there is also a decrease in the quantity of precipitates, as evidenced by the decreased precipitate area as natural aging duration increases (1.2% at 0 NA, 1.1% at 6 NA, and 0.74% at 12 NA. Along with the evolution of the precipitates, it is clear from Figure 9 and Table 4 that the material’s grain size increases with natural aging time.
The increase in precipitate size coupled with the decreased number of precipitates hinders the ability for precipitation strengthening and could play a substantial role in the decrease in TS, which is noted as natural aging/delayed artificial aging time increases. The micron-sized Al3(Sc,Zr) phase particles could also play a part in strengthening; however, this capability is limited due to increased sizes and decreased numbers noted with longer natural aging. The first initial increase in grain size compared with the 0 NA case, followed by a very large increase at 12 NA, could explain the initial decrease in TS, followed by a further diminishment at 12 NA. As mentioned above, Hall-Petch strengthening is a major factor in strengthening this alloy system, so the increase in grain size results in a decrease in the number of grain boundaries and the diminished strengthening capability of Hall-Petch strengthening.
4.2. Natural Aging, Nanoprecipitation, and the Impact on Tensile Behavior
Much of the existing literature focuses on the impact that artificial aging has on the microstructural and mechanical behaviors of AM aluminum, but other than in small-scale laboratory cases, natural aging is a reality that cannot be ignored. In industry, structures can remain at room temperature for a period of time prior to artificial aging, as it is not always realistic to move from fabrication to heat treatment immediately.
This study’s results clearly indicate a negative impact on tensile strength as the direct result of natural aging behavior. A theory has been developed to explain the diminishment in properties and the microstructural evolution influenced by natural aging. From the literature, Al3(Sc,Zr) precipitates are seen to form upon subsequent artificial aging; however, these temperatures are far from room temperature at which natural aging occurs [31,33,35]. Several studies in the literature for conventionally processed aluminum alloys have indicated that natural aging can promote the formation of solute clusters and Guinier Preston zones [39,43]. Further treatment via artificial aging can significantly influence the final state of the precipitates and produce coarser precipitates than those seen without natural aging [51].
The precipitation sequence for Al3Sc has been noted not to contain Guinier-Preston zones or metastable phases [52,53], so it could be theorized that, during natural aging, the SSSS promoted the formation of solute clusters which act as nucleation sites to form fully actualized Al3(Sc,Zr) nanoprecipitates upon artificial aging. However, several factors complicate this, such as the slow diffusion of scandium and zirconium in aluminum and the large free energy requirements for phase formation. These factors make precipitation at natural aging seem impossible, but the primary consideration is temperature, and without elevated temperatures, there is not enough energy to form precipitates. Considering the situation from a purely energy standpoint, it can be seen that temperature is just one energy source. A study by Sun et al. explored the application of a cyclic force to generate compressive and tensile stresses to eliminate the high-temperature barrier for precipitation of age-hardened aluminum alloys, Al-Cu-based Al2024, Al-Mg-Si-based Al6061, and Al-Zn-based Al7075 [54]. The authors demonstrate that precipitation is possible as long as the energy is provided [54]. Another study by Liu et al. [55] explored the impact of quench-induced residual stresses on the precipitation stresses of aluminum 7085 and determined that the elastic lattice distortion caused by the presence of residual stresses had a positive impact on precipitation during artificial aging. While processing occurred at elevated temperatures, the authors noted the importance of residual stresses for promoting nucleation [55]. Stahl et al. [56] noted the positive influence of deformation during quenching on precipitation. The authors found that the combined effect of deformation through stressing an aluminum 2024 part and the rapid cooling inherent in quenching lead to favorable, in situ precipitation behavior [56].
In conjunction with the literature and the evidence presented in this study, a working theory has been developed. The rapid cooling rate inherent to AM processing has been shown to produce extensive residual stresses [31,57]. Fiocchi et al. [58,59] theorize the potential of large residual stresses due to AM processing being a catalyst for precipitation processes by altering diffusion kinetics for aluminum. Additionally, studies have noted that AM processes can produce a microstructure that contains many vacancies and dislocations [60,61], which can also influence diffusion kinetics and precipitation [61]. The magnitude of the residual stresses caused by DED processing and the presence of vacancies and dislocations noted in AM microstructures are theorized to destabilize the supersaturated solid solution, leading to the formation of solute clusters over an extended period of time at room temperature and paving the way for the growth of nanoprecipitates during artificial aging.
Subsequent artificial aging at 325 °C for 4 h produces nanoprecipitates designed to promote strengthening and hinder grain growth. Examination of the evolution of nanoprecipitate size presented in Figure 8 shows an increase in nanoprecipitate size and a decrease in the number of precipitates with longer natural aging times. Two schools of thought are presented by Aruga et al. concerning the precipitation behavior of solute clusters formed at room temperature: (1) All clusters formed at room temperature are too small and revert back to SSSS upon artificial aging and, in some cases, resulting in an overall coarser precipitate phase for naturally aged conditions relative to cases not naturally aged, (2) At room temperature solute clusters formed can be small or large, but only the large clusters form precipitates and the small clusters revert upon artificial aging [62]. From the study, the authors noted that, while the solute clusters did not increase in size during natural aging, there was an increase in the number density during the first few thousand kiloseconds at room temperature, whereafter the number density held relatively constant [62]. Aruga et al. noted that, as a result, the longest natural aged case exhibited the most dense clusters and the greatest drop in hardness after artificial aging [62]. The theories presented by Aruga et al. could explain the phenomenon noted in this study: precipitates are coarser with natural aging prior to artificial aging [62].
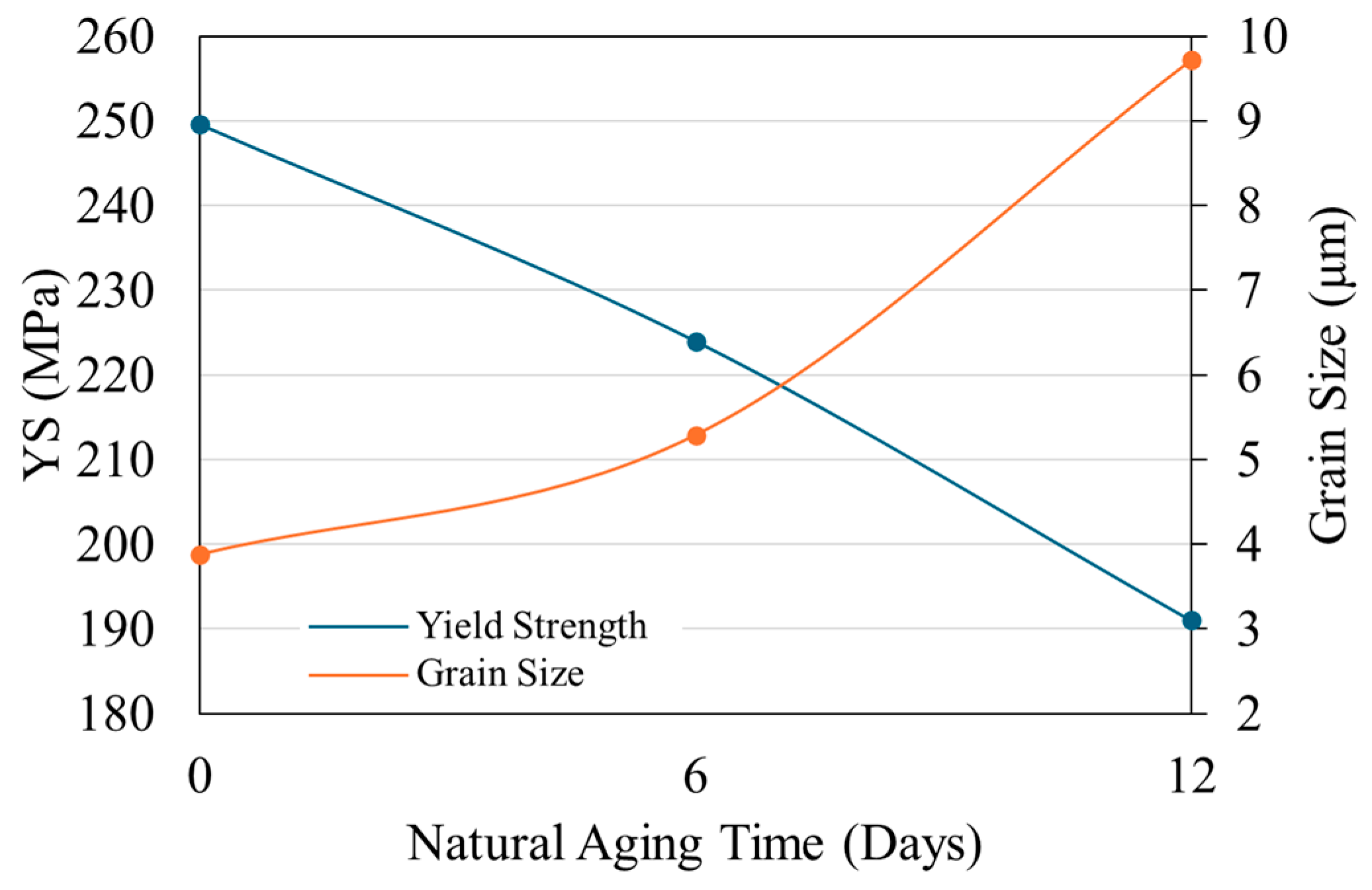
Furthermore, as the precipitates evolve, their ability to pin the grain boundaries diminishes, resulting in greater coarsening and decreased tensile strength. The impact of natural aging time prior to artificial aging on YS and grain size is depicted in Figure 10, indicating the connection between tensile properties and microstructural evolution. It is worth noting that, while grain size plays a considerable role in the mechanical behavior due to Hall-Petch strengthening, grain size is only one factor for this alloy as there are other strengthening mechanisms. The precipitate phase, defect status, and processing method also impact strength. While the grain size was seen to increase due to the evolution of the precipitates, the strength change is not a directly proportional change. This is a result of the other factors involved and the combinatory effect of these factors.
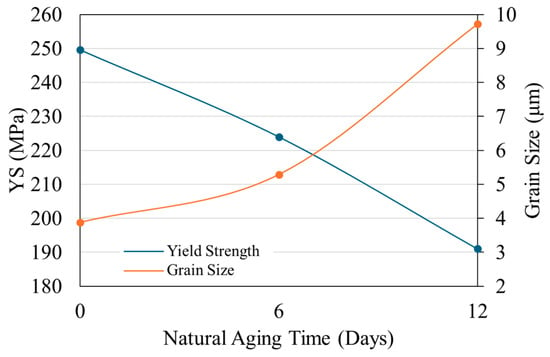
Figure 10.
Correlation between tensile properties and microstructural evolution across natural aging time.
5. Conclusions
The effects of natural aging prior to artificial aging at 325 °C for 4 h on the microstructural evolution and tensile behavior have been investigated. From this study, the following conclusions can be drawn:
- Application of natural aging time is seen to result in decreased tensile strength. After 6 days of natural aging prior to artificial aging (6 NA), the average YS and TS are diminished by 10 and 8.6%, respectively. As natural aging time increases to 12 days (12 NA), average YS decreases by 23%, and TS decreases by 18% relative to the 0 NA case. Additionally, an overall diminishing trend was noted for elongation after fracture with the application of natural aging.
- Accompanying the decreases in YS and TS as natural aging time increases is the increase in median nanoprecipitate size (Feret diameter) by 26% after 6 days (6 NA) and 73% at 12 days (12 NA) relative to 0 days of natural aging (0 NA). With the increase in precipitate size, it was also noted that the number of precipitates was decreased, with precipitate area fractions for 0 NA, 6 NA, and 12 NA being 1.2, 1.1, and 0.74%, respectively. The increased size and decreased number of precipitates negatively impact the ability to precipitate strengthen and can be linked to the decrease in YS and TS.
- Like the nanoprecipitates, the Al3(Sc,Zr) micron and sub-micron phase particles experienced a size increase with natural aging. The particle size increased by 58% after 12 days at room temperature (12 NA) relative to 0 days of natural aging (0 NA). With the increase in size, it was noted that the number of particles decreased, likely due to growth at the expense of others. The increased size and decreased number of secondary Al3(Sc,Zr) phase particles limit strengthening capabilities.
- Along with the evolution of precipitates, the microstructure demonstrated increased grain sizes with increasing natural aging time. Of note is the dramatic increase in grain size for 12 NA compared to 0 NA and 6 NA. The increased grain size is theorized to be a key piece of the explanation behind the initial decrease in YS and TS seen on days 2–10, and the further decrease occurs on 12 NA. The increasing grain sizes mean that the number of grains and grain boundaries is decreased. As a result, the Hall-Petch or grain boundary strengthening is negatively impacted and can be linked to the decreased YS and TS.
- From the results of this study, cases where natural aging can be eliminated, and artificial aging can proceed immediately following fabrication are vastly preferable. However, if natural aging is unavoidable, the time frame for DED Scalmalloy® components should be constrained to time frames less than 12 days (12 NA).
- Future Work: The impact of natural aging on tensile strength has been well documented for conventional processing of select common aluminum alloys; however, the lack of literature surrounding the impact on AM aluminum leaves a considerable gap in the knowledge base. The knowledge gap stems from the fact that, in most cases, it is impossible to eliminate any natural aging time between fabrication and artificial aging. As a result, it is necessary to understand how delaying artificial aging treatments impacts behavior so that a solution can be found to address and balance the issue of property diminishment while allowing for a waiting period between fabrication and artificial aging. These studies should also be expanded to document additional causal behavior observed as an effect of natural aging with an emphasis on minimizing any adverse mechanical performance due to natural aging. Future studies are recommended to document this behavior in other aluminum alloys used in AM.
Author Contributions
Conceptualization, R.B.-N. and S.P.I.; methodology, R.B.-N. and S.P.I.; formal analysis, R.B.-N.; investigation, R.B.-N.; data curation, R.B.-N.; writing—original draft preparation, R.B.-N.; writing—review and editing, R.B.-N. and S.P.I.; supervision, F.L.; project administration, F.L.; funding acquisition, S.P.I. and F.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by DoEdu GAANN Grant # P200A210100, NSF Grants CMMI 1625736, and NSF EEC 1937128, Navair Contract # N6833520C0029 by way of Product Innovation and Engineering, LLC, the Intelligent Systems Center (ISC), and Material Research Center (MRC) at Missouri S&T. Their financial support is greatly appreciated.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Acknowledgments
The authors would like to acknowledge the support from Nam Pham, project manager for Navair Contract # N6833520C0029. Additional thanks to the Intelligent Systems Center (ISC) and Materials Research Center (MRC) for their help in sample preparation and testing. Lastly, the authors also want to acknowledge the contributions of Ranjit Joy and Braden Mclain for their assistance in sample fabrication and tensile testing, Clarissa Wisner from the Advanced Materials Characterization Lab (AMCL) at Missouri S&T for her assistance with SEM analysis, and JH Technologies for EBSD microscopy.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| AM | Additive Manufacturing |
| DED | Directed Energy Deposition |
| DMD | Direct Metal Deposition |
| DMLM | Direct Metal Laser Melting |
| DMLS | Direct Metal Laser Sintering |
| EBSD | Electron Backscatter Diffraction |
| EDM | Electrical Discharge Machine |
| EDS | Energy Dispersive Spectroscopy |
| LENS | Laser-Engineered Net Shaping |
| LPBF | Laser Powder Bed Fusion |
| NA | Natural Aging |
| SEM | Scanning Electron Microscopy |
| SLM | Selective Laser Melting |
| SSSS | Supersaturated Solid Solution |
| TS | Tensile Strength |
| TFS | Thermo Fisher Scientific |
| YS | Yield Strength |
References
- Riveiro, A.; del Val, J.; Comesaña, R.; Lusquiños, F.; Quintero, F.; Boutinguiza, M.; Pou, J. Laser Additive Manufacturing Processes for Near Net Shape Components. In Near Net Shape Manufacturing Processes; Gupta, K., Ed.; Springer International Publishing: Cham, Switzerland, 2019; pp. 105–141. ISBN 978-3-030-10579-2. [Google Scholar]
- Mehrpouya, M.; Vosooghnia, A.; Dehghanghadikolaei, A.; Fotovvati, B. The benefits of additive manufacturing for sustainable design and production. In Handbooks in Advanced Manufacturing; Gupta, K., Salonitis, K., Davim, P.J., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 29–59. ISBN 978-0-12-818115-7. [Google Scholar]
- Cicconi, P.; Mandolini, M.; Favi, C.; Campi, F.; Germani, M. Metal Additive Manufacturing for the Rapid Prototyping of Shaped Parts: A Case Study. Comput. Aided. Des. Appl. 2021, 18, 1061–1079. [Google Scholar] [CrossRef]
- Martof, A.; Gullapalli, R.; Kelly, J.; Rea, A.; Lamoncha, B.; Walker, J.; Conner, B.; Macdonald, E. Economies of Complexity of 3D Printed Sand Molds for Casting. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 13–15 August 2018. [Google Scholar]
- Liou, F.W. Rapid Prototyping and Engineering Applications: A Toolbox for Prototype Development, 2nd ed.; Taylor and Francis: Abingdon upon Thames, UK; CRC Press: Boca Raton, FL, USA, 2019; ISBN 9780429029721. [Google Scholar]
- Lynch, P.; Hasbrouck, C.R.; Wilck, J.; Kay, M.; Manogharan, G. Challenges and opportunities to integrate the oldest and newest manufacturing processes: Metal casting and additive manufacturing. Rapid Prototyp. J. 2020, 26, 1145–1154. [Google Scholar] [CrossRef]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Armstrong, M.; Mehrabi, H.; Naveed, N. An overview of modern metal additive manufacturing technology. J. Manuf. Process. 2022, 84, 1001–1029. [Google Scholar] [CrossRef]
- Tshephe, T.S.; Akinwamide, S.O.; Olevsky, E.; Olubambi, P.A. Additive manufacturing of titanium-based alloys—A review of methods, properties, challenges, and prospects. Heliyon 2022, 8, e09041. [Google Scholar] [CrossRef] [PubMed]
- Fleißner-Rieger, C.; Pfeifer, T.; Turk, C.; Clemens, H. Optimization of the Post-Process Heat Treatment Strategy for a Near-α Titanium Base Alloy Produced by Laser Powder Bed Fusion. Materials 2022, 15, 1032. [Google Scholar] [CrossRef]
- Wan, H.; Wang, Q.; Lin, H. The effect of lack-of-fusion porosity on fatigue behavior of additive manufactured titanium alloy. Key Eng. Mater. 2017, 723, 44–50. [Google Scholar] [CrossRef]
- Zhang, D.; Qiu, D.; Gibson, M.A.; Zheng, Y.; Fraser, H.L.; StJohn, D.H.; Easton, M.A. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature 2019, 576, 91–95. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Chua, C.K. Simultaneously enhanced strength and ductility for 3D-printed stainless steel 316L by selective laser melting. NPG Asia Mater. 2018, 10, 127–136. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef]
- Riemer, A.; Leuders, S.; Thöne, M.; Richard, H.A.; Tröster, T.; Niendorf, T. On the fatigue crack growth behavior in 316 L stainless steel manufactured by selective laser melting. Eng. Fract. Mech. 2014, 120, 15–25. [Google Scholar] [CrossRef]
- Haghdadi, N.; Laleh, M.; Moyle, M.; Primig, S. Additive manufacturing of steels: A review of achievements and challenges. J. Mater. Sci. 2021, 56, 64–107. [Google Scholar] [CrossRef]
- Biffi, C.A.; Fiocchi, J.; Tuissi, A. Selective laser melting of AlSi10 Mg: Influence of process parameters on Mg2Si precipitation and Si spheroidization. J. Alloys Compd. 2018, 755, 100–107. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Evolution of microstructure in laser deposited Al–11.28%Si alloy. Surf. Coat. Technol. 2012, 206, 2152–2160. [Google Scholar] [CrossRef]
- Schmidtke, K.; Palm, F.; Hawkins, A.; Emmelmann, C. Process and Mechanical Properties: Applicability of a Scandium modified Al-alloy for Laser Additive Manufacturing. Phys. Procedia 2011, 12, 369–374. [Google Scholar] [CrossRef]
- Muhammad, M.; Nezhadfar, P.D.; Thompson, S.; Saharan, A.; Phan, N.; Shamsaei, N. A comparative investigation on the microstructure and mechanical properties of additively manufactured aluminum alloys. Int. J. Fatigue 2021, 146, 106165. [Google Scholar] [CrossRef]
- Feister, T.; Kim, H.; Gwinn, A.; Schiller, T.; Austin, M. Failure predictions in warm forming of 7075-T6 aluminum structural parts. IOP Conf. Ser. Mater. Sci. Eng. 2018, 418, 12024. [Google Scholar] [CrossRef]
- Fridlyander, I.N.; Dobromyslov, A.V.; Tkachenko, E.A.; Senatorova, O.G. Advanced High-Strength Aluminum-Base Materials. Met. Sci. Heat Treat. 2005, 47, 269–275. [Google Scholar] [CrossRef]
- Altıparmak, S.C.; Yardley, V.A.; Shi, Z.; Lin, J. Challenges in additive manufacturing of high-strength aluminium alloys and current developments in hybrid additive manufacturing. Int. J. Light. Mater. Manuf. 2021, 4, 246–261. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365. [Google Scholar] [CrossRef]
- Rometsch, P.A.; Zhu, Y.; Wu, X.; Huang, A. Review of high-strength aluminium alloys for additive manufacturing by laser powder bed fusion. Mater. Des. 2022, 219, 110779. [Google Scholar] [CrossRef]
- Koutny, D.; Palousek, D.; Pantelejev, L.; Hoeller, C.; Pichler, R.; Tesicky, L.; Kaiser, J. Influence of Scanning Strategies on Processing of Aluminum Alloy EN AW 2618 Using Selective Laser Melting. Materials 2018, 11, 298. [Google Scholar] [CrossRef] [PubMed]
- Kaufmann, N.; Imran, M.; Wischeropp, T.M.; Emmelmann, C.; Siddique, S.; Walther, F. Influence of process parameters on the quality of aluminium alloy EN AW 7075 using selective laser melting (SLM). Phys. Procedia 2016, 83, 918–926. [Google Scholar] [CrossRef]
- Zhou, L.; Hyer, H.; Park, S.; Pan, H.; Bai, Y.; Rice, K.P.; Sohn, Y. Microstructure and mechanical properties of Zr-modified aluminum alloy 5083 manufactured by laser powder bed fusion. Addit. Manuf. 2019, 28, 485–496. [Google Scholar] [CrossRef]
- Aversa, A.; Marchese, G.; Saboori, A.; Bassini, E.; Manfredi, D.; Biamino, S.; Ugues, D.; Fino, P.; Lombardi, M. New Aluminum Alloys Specifically Designed for Laser Powder Bed Fusion: A Review. Materials 2019, 12, 1007. [Google Scholar] [CrossRef]
- Awd, M.; Tenkamp, J.; Hirtler, M.; Siddique, S.; Bambach, M.; Walther, F. Comparison of Microstructure and Mechanical Properties of Scalmalloy® Produced by Selective Laser Melting and Laser Metal Deposition. Materials 2017, 11, 17. [Google Scholar] [CrossRef]
- Boillat-Newport, R.; Isanaka, S.P.; Kelley, J.; Liou, F. Heat Treatments for Minimization of Residual Stresses and Maximization of Tensile Strengths of Scalmalloy® Processed via Directed Energy Deposition. Materials 2024, 17, 1333. [Google Scholar] [CrossRef]
- Babuska, T.F.; Krick, B.A.; Susan, D.F.; Kustas, A.B. Comparison of powder bed fusion and directed energy deposition for tailoring mechanical properties of traditionally brittle alloys. Manuf. Lett. 2021, 28, 30–34. [Google Scholar] [CrossRef]
- Cabrera-Correa, L.; González-Rovira, L.; de Dios López-Castro, J.; Castillo-Rodríguez, M.; Botana, F.J. Effect of the heat treatment on the mechanical properties and microstructure of Scalmalloy® manufactured by Selective Laser Melting (SLM) under certified conditions. Mater. Charact. 2023, 196, 112549. [Google Scholar] [CrossRef]
- Carpenter Additive Scalmalloy Datasheet. Available online: https://www.carpenteradditive.com/hubfs/Resources/Data%20Sheets/Scalmalloy_Datasheet.pdf (accessed on 6 June 2024).
- Kuo, C.N.; Peng, P.C.; Liu, D.H.; Chao, C.Y. Microstructure evolution and mechanical property response of 3d-printed scalmalloy with different heat-treatment times at 325 °C. Metals 2021, 11, 555. [Google Scholar] [CrossRef]
- Baig, S.; Ghiaasiaan, S.R.; Shamsaei, N. Effect of Heat Treatment on the Microstructure and Mechanical Properties of LB-PBF AlSi10Mg and Scalmalloy. In Light Metals 2021; Perander, L., Ed.; Springer International Publishing: Cham, Switzerland, 2021; pp. 119–125. [Google Scholar]
- Spierings, A.B.; Dawson, K.; Kern, K.; Palm, F.; Wegener, K. SLM-processed Sc- and Zr- modified Al-Mg alloy: Mechanical properties and microstructural effects of heat treatment. Mater. Sci. Eng. A 2017, 701, 264–273. [Google Scholar] [CrossRef]
- Ma, P.; Liu, C.; Chen, Q.; Wang, Q.; Zhan, L.; Li, J. Natural-ageing-enhanced precipitation near grain boundaries in high-strength aluminum alloy. J. Mater. Sci. Technol. 2020, 46, 107–113. [Google Scholar] [CrossRef]
- Möller, H.; Govender, G.; Waldo, S. The T6 Heat Treatment of SemiSolid Metal Processed Alloy A356. Open Mater. Sci. J. 2010, 2, 6–10. [Google Scholar] [CrossRef]
- Tao, G.; Liu, C.; Chen, J.; Lai, Y.; Ma, P.; Liu, L. The influence of Mg/Si ratio on the negative natural aging effect in Al–Mg–Si–Cu alloys. Mater. Sci. Eng. A 2015, 642, 241–248. [Google Scholar] [CrossRef]
- Zhang, L.; Li, K.; He, H.; Li, L. Influence of prolonged natural aging followed by artificial aging on tensile properties and compressive behavior of a thin-walled 6005 aluminum alloy tube. J. Cent. South Univ. 2021, 28, 2647–2659. [Google Scholar] [CrossRef]
- Tai, C.-L.; Tai, P.-J.; Hsiao, T.-J.; Chiu, P.-H.; Tseng, C.-Y.; Tsao, T.-C.; Chung, T.-F.; Yang, Y.-L.; Chen, C.-Y.; Wang, S.-H.; et al. Effect of Natural Ageing on Subsequent Artificial Ageing of AA7075 Aluminum Alloy. Metals 2022, 12, 1766. [Google Scholar] [CrossRef]
- Jin, S.; Ngai, T.; Li, L.; Lai, Y.; Chen, Z.; Wang, A. Influence of natural aging and pre-treatment on the precipitation and age-hardening behavior of Al-1.0Mg-0.65Si-0.24Cu alloy. J. Alloys Compd. 2018, 742, 852–859. [Google Scholar] [CrossRef]
- Boillat, R.; Isanaka, S.P.; Liou, F. The Effect of Nanostructures in Aluminum Alloys Processed Using Additive Manufacturing on Microstructural Evolution and Mechanical Performance Behavior. Crystals 2021, 11, 524. [Google Scholar] [CrossRef]
- Karnati, S.; Isanaka, S.P.; Zhang, Y.; Liou, F.F.; Schulthess, J.L. A Comparative Study on Representativeness and Stochastic Efficacy of Miniature Tensile Specimen Testing. Mater. Perform. Charact. 2022, 11, 424–439. [Google Scholar] [CrossRef]
- Michopoulos, J.G.; Iliopoulos, A.P.; Steuben, J.C.; Kittur, M.; Phan, N.; A Salem, A.; Satko, D.P.; Karnati, S.; Isanaka, S.P.; Liou, F. Multiscale Data Driven Methodology for Accelerating Qualification and Certification of Additively Manufactured Parts. In Encyclopedia of Materials: Metals and Alloys; Nandwana, P., Gordo, E., Eds.; Elsevier: Oxford, UK, 2022; Volume 3, pp. 223–244. ISBN 978-0-12-819733-2. [Google Scholar]
- Jin, S.; Ngai, T.; Zhang, G.; Zhai, T.; Jia, S.; Li, L. Precipitation strengthening mechanisms during natural ageing and subsequent artificial aging in an Al-Mg-Si-Cu alloy. Mater. Sci. Eng. A 2018, 724, 53–59. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Heeling, T.; Uggowitzer, P.J.; Schäublin, R.; Palm, F.; Wegener, K. Microstructural features of Sc- and Zr-modified Al-Mg alloys processed by selective laser melting. Mater. Des. 2017, 115, 52–63. [Google Scholar] [CrossRef]
- Martucci, A.; Aversa, A.; Manfredi, D.; Bondioli, F.; Biamino, S.; Ugues, D.; Lombardi, M.; Fino, P. Low-Power Laser Powder Bed Fusion Processing of Scalmalloy®. Materials 2022, 15, 3123. [Google Scholar] [CrossRef]
- Balikci, E. Precipitate Agglomeration Mechanism. Int. Conf. Aerosp. Sci. Aviat. Technol. 2007, 12, 1–13. [Google Scholar] [CrossRef]
- Marioara, C.D.; Andersen, S.J.; Jansen, J.; Zandbergen, H.W. The influence of temperature and storage time at RT on nucleation of the β″ phase in a 6082 Al–Mg–Si alloy. Acta Mater. 2003, 51, 789–796. [Google Scholar] [CrossRef]
- Iwamura, S.; Miura, Y. Loss in coherency and coarsening behavior of Al3Sc precipitates. Acta Mater. 2004, 52, 591–600. [Google Scholar] [CrossRef]
- Røyset, J.; Ryum, N. Kinetics and mechanisms of precipitation in an Al–0.2wt.% Sc alloy. Mater. Sci. Eng. A 2005, 396, 409–422. [Google Scholar] [CrossRef]
- Sun, W.; Zhu, Y.; Marceau, R.; Wang, L.; Zhang, Q.; Gao, X.; Hutchinson, C. Precipitation strengthening of aluminum alloys by room-temperature cyclic plasticity. Science 2019, 363, 972–975. [Google Scholar] [CrossRef]
- Liu, J.; Du, Z.; Su, J.; Tang, J.; Jiang, F.; Fu, D.; Teng, J.; Zhang, H. Effect of quenching residual stress on precipitation behaviour of 7085 aluminium alloy. J. Mater. Sci. Technol. 2023, 132, 154–165. [Google Scholar] [CrossRef]
- Stahl, J.; Lux, C.; Milkereit, B.; Reich, M.; Kessler, O. Stress Induced Precipitation during Quenching of Aluminium Alloys. Mater. Sci. Forum 2016, 877, 159–165. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Bolelli, G. Residual stress in laser-based directed energy deposition of aluminum alloy 2024: Simulation and validation. Int. J. Adv. Manuf. Technol. 2022, 118, 1197–1211. [Google Scholar] [CrossRef]
- Fiocchi, J.; Tuissi, A.; Biffi, C.A. Heat treatment of aluminium alloys produced by laser powder bed fusion: A review. Mater. Des. 2021, 204, 109651. [Google Scholar] [CrossRef]
- Fiocchi, J.; Biffi, C.A.; Tuissi, A. Selective laser melting of high-strength primary AlSi9Cu3 alloy: Processability, microstructure, and mechanical properties. Mater. Des. 2020, 191, 108581. [Google Scholar] [CrossRef]
- Gorsse, S.; Hutchinson, C.; Gouné, M.; Banerjee, R. Additive manufacturing of metals: A brief review of the characteristic microstructures and properties of steels, Ti-6Al-4V and high-entropy alloys. Sci. Technol. Adv. Mater. 2017, 18, 584–610. [Google Scholar] [CrossRef] [PubMed]
- Jia, Q.; Zhang, F.; Rometsch, P.; Li, J.; Mata, J.; Weyland, M.; Bourgeois, L.; Sui, M.; Wu, X. Precipitation kinetics, microstructure evolution and mechanical behavior of a developed Al–Mn–Sc alloy fabricated by selective laser melting. Acta Mater. 2020, 193, 239–251. [Google Scholar] [CrossRef]
- Aruga, Y.; Kozuka, M.; Takaki, Y.; Sato, T. Formation and reversion of clusters during natural aging and subsequent artificial aging in an Al-Mg-Si alloy. Mater. Sci. Eng. A 2015, 631, 86–96. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).