
Research on Lifespan Prediction Methods Using Ultrasonic Microimaging for Electronic Packaging


Abstract
1. Introduction
2. Materials and Methods
- Experimental Data Acquisition: Four test boards were designed and manufactured, each equipped with 14 flip-chip packages mounted on a flame retardant type 4 substrate (FR-4). The boards underwent accelerated thermal cycling lifespan experiments until the chips detached. During the experiments, ultrasonic images of the flip chip were periodically acquired using the C-scan mode of an acoustic microscope, recording changes in their internal structure.To ensure the reliability and robustness of this study, a large-scale experimental dataset was collected. A total of 4 test boards were designed and fabricated, each equipped with 14 flip-chip packages, resulting in 56 flip chips for the experiments. Each test board contained 109 solder joints, and all samples underwent accelerated thermal cycling aging tests. During the experiment, data were collected every 4 thermal cycles, resulting in over 490 sampling points. The thermal cycling experiments lasted for a total of 2126 h over one year, producing more than 2 TB of experimental data. This dataset includes 3750 ultrasonic C-scan images of flip chips and over 400,000 solder joint images, providing a robust foundation for data analysis and model development.
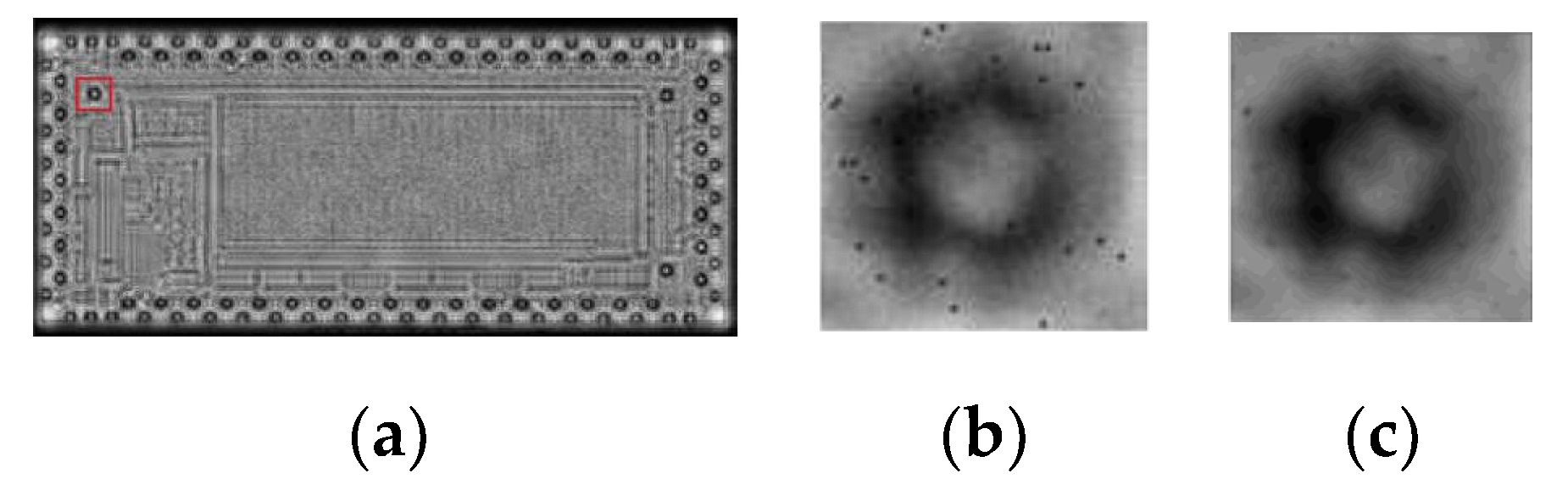
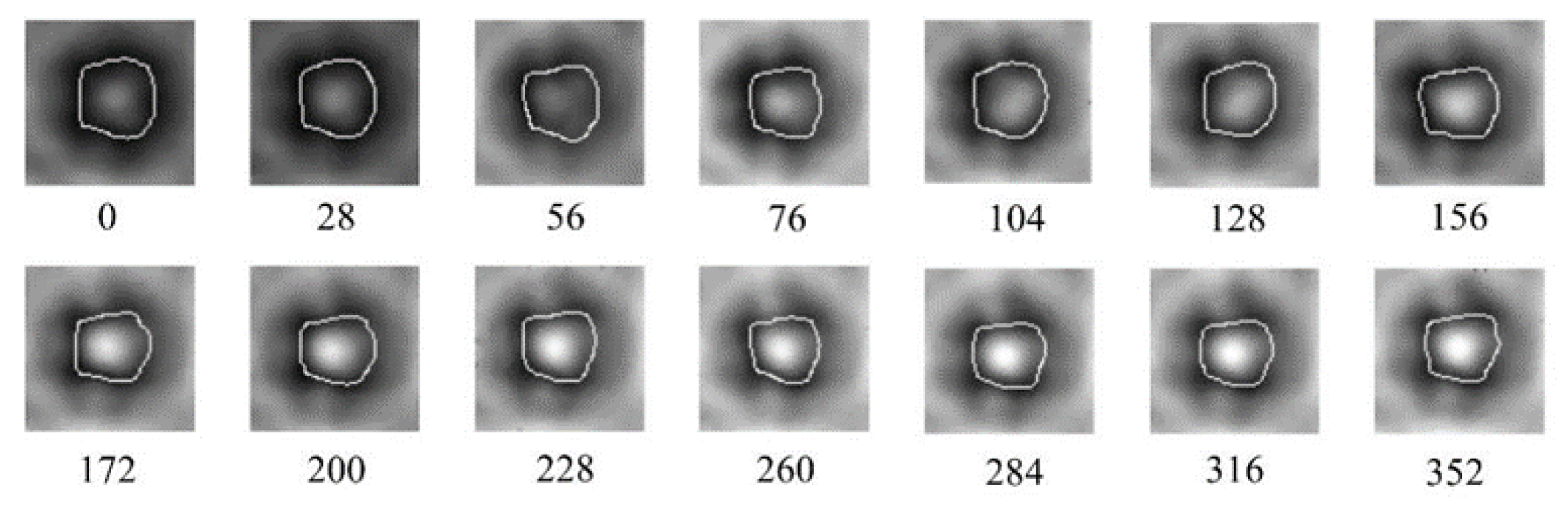
- Ultrasonic Image Data Processing and Feature Extraction: The collected ultrasonic C-scan images were processed to ensure the consistency, stability, and accuracy of the image data. The mean intensity within the solder joint images was extracted as a key feature indicative of defects, which correlates with the solder joint’s fatigue stress and number of cycles, providing a basis for subsequent analysis.
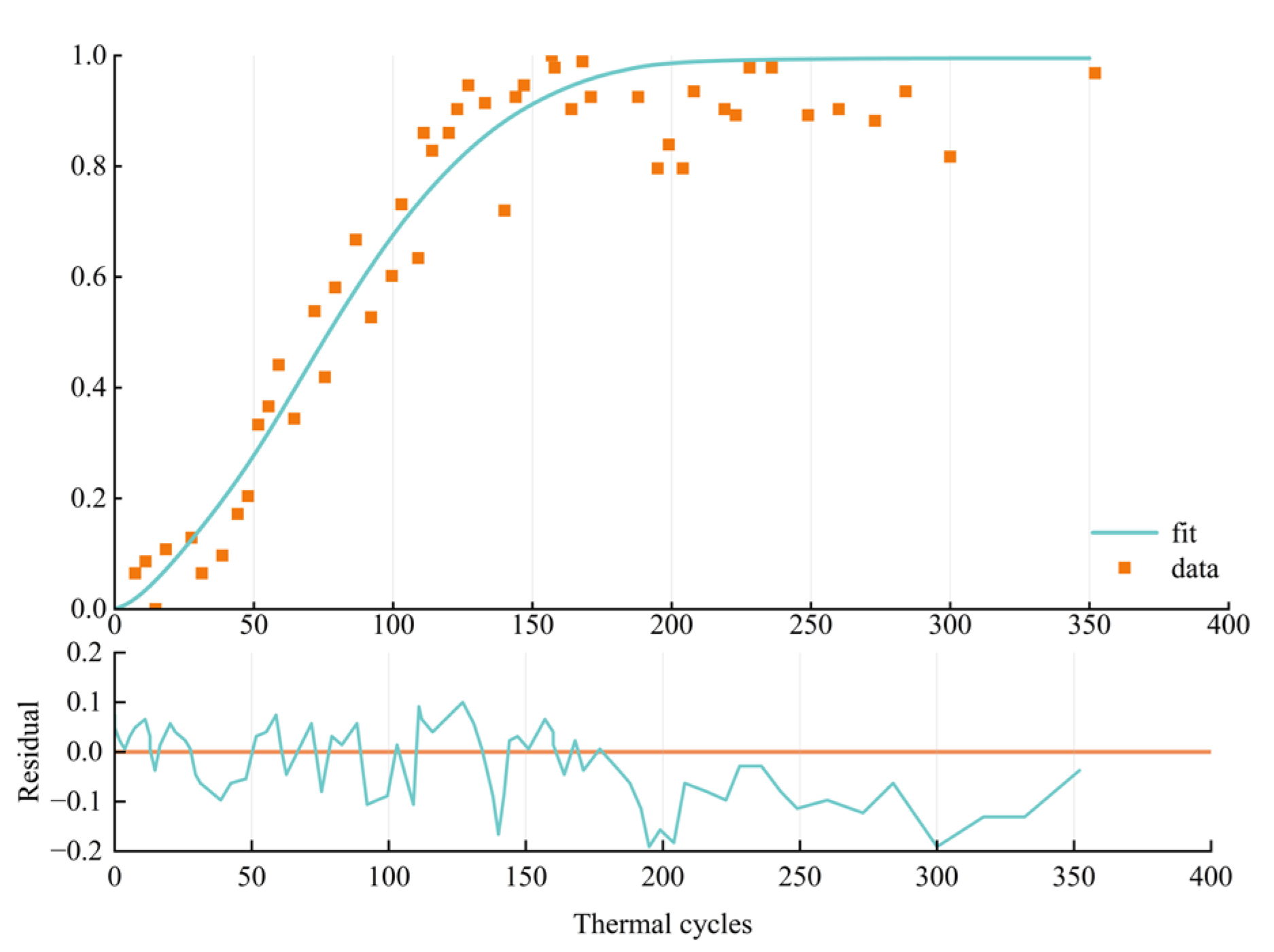
- Failure Modeling and Lifespan Prediction: Based on the features of the solder joint images, a failure curve correlating the image features with the number of cycles was constructed. A cumulative failure probability model for individual solder joints was established using the Anderson–Darling test. This model was validated across multiple samples, demonstrating its accuracy and robustness in predicting the lifespan of solder joints. The model allows for the classification of solder joint health states, enabling lifespan prediction.
3. Ultrasonic Image Data Processing and Feature Extraction
3.1. Denoising of Flip-Chip Ultrasonic Image
3.2. Dynamic Normalization of Flip-Chip Ultrasonic Images
3.3. Intensity Compensation of Flip-Chip Ultrasonic Images
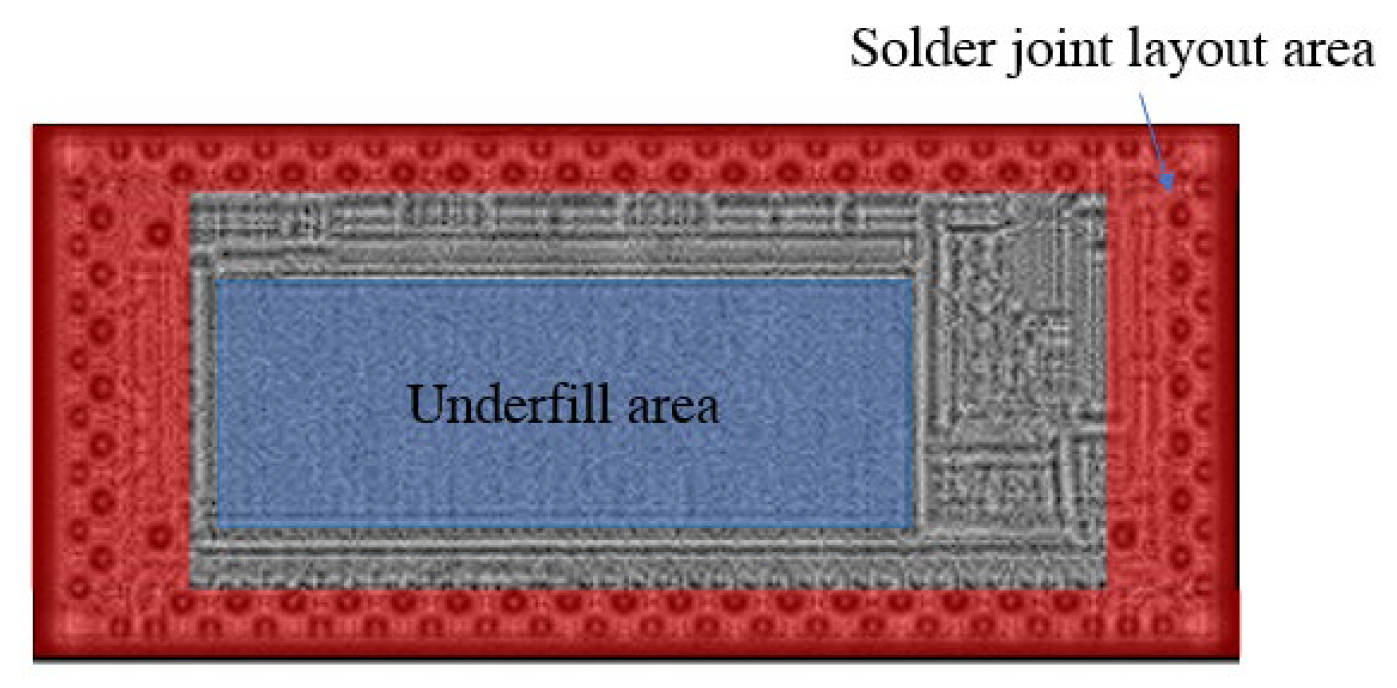
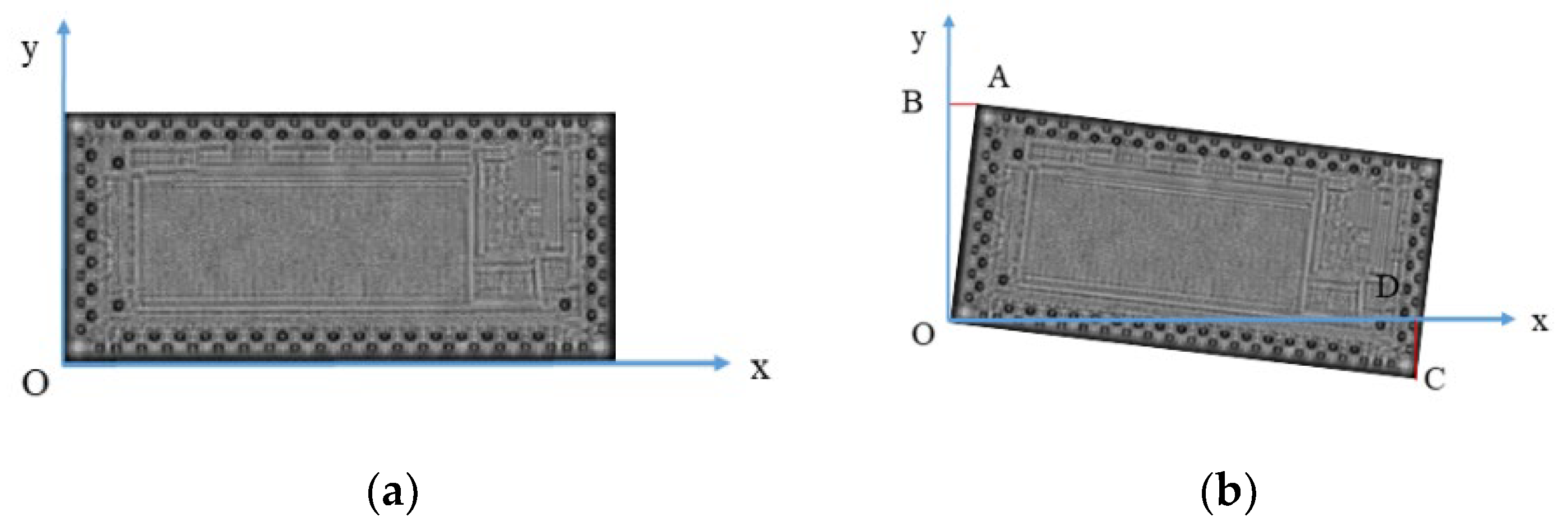
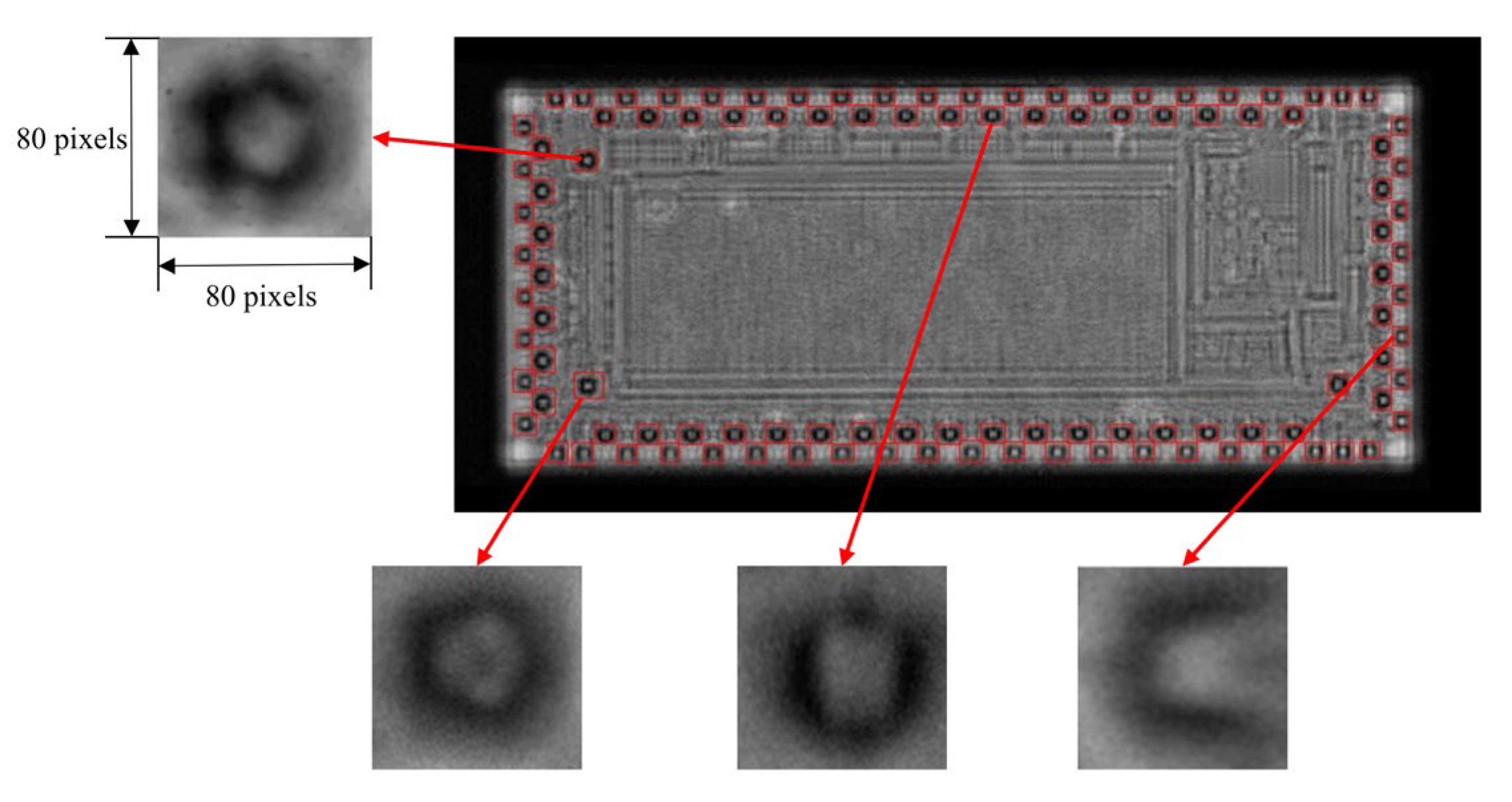
3.4. Flip-Chip Image Calibration and Solder Joint Image Segmentation
3.5. Feature Extraction of Solder Joint Image
4. Solder Joint Failure Modeling and Lifespan Prediction
4.1. Failure Modeling Based on Cumulative Failure Probability
4.2. Validation of Solder Joint Failure Model Based on Positional Differences
4.3. Solder Joint Lifespan Prediction
- 1.
- Healthy and Defect-Free Solder Joint Stage (from cycle 0 to cycle A of the accelerated thermal cycling test):
- 2.
- Defective but Non-Failure Solder Joint Stage (from cycle A to cycle B of the accelerated thermal cycling test):
- 3.
- Failed Solder Joint Stage (after cycle B of the accelerated thermal cycling test):
4.4. Simulation Validation
5. Discussion of Results
6. Conclusions
- (1)
- A novel non-destructive approach was established to monitor solder joint degradation throughout the life cycle, overcoming the limitations of conventional destructive methods and enabling continuous data collection under accelerated thermal cycling conditions.
- (2)
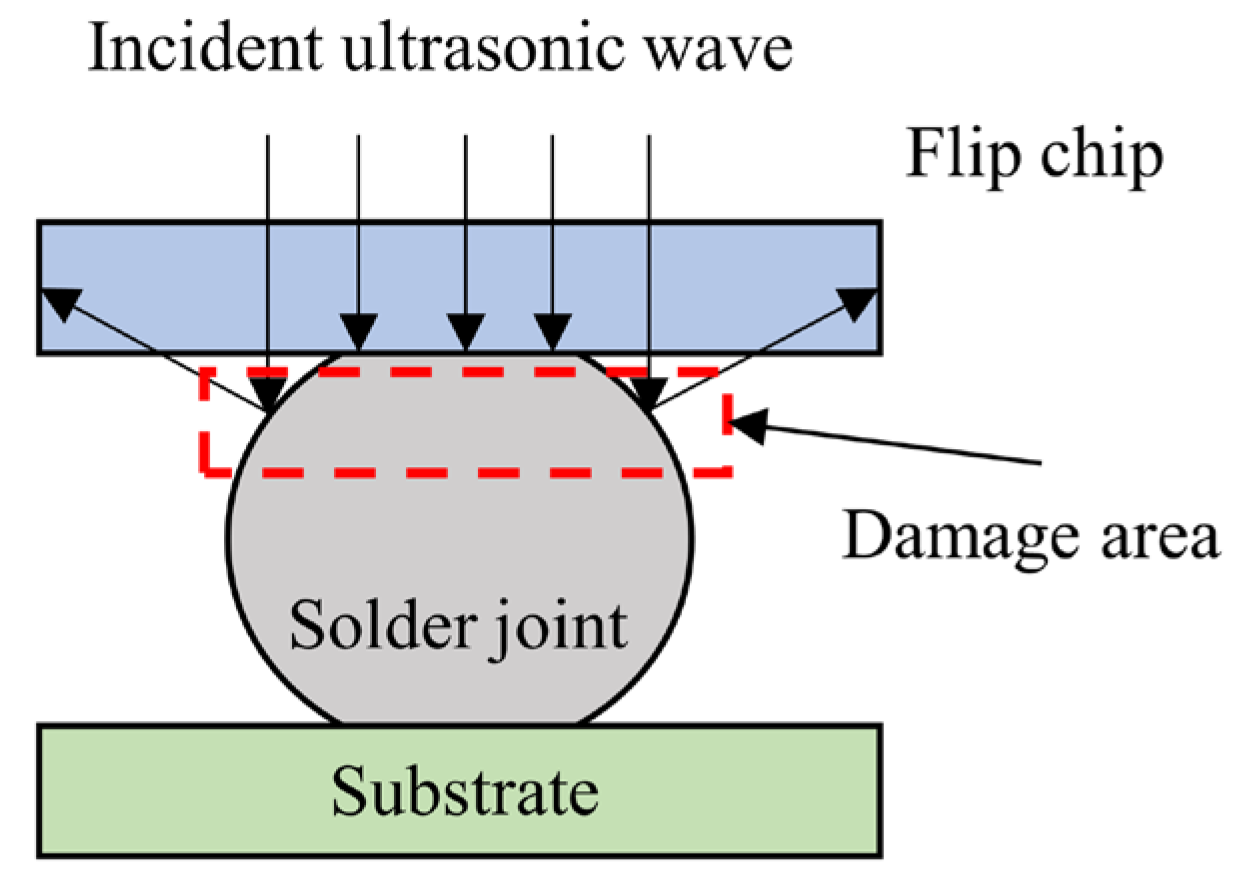
- The propagation mechanisms of ultrasound in electronic packaging were analyzed, establishing a quantitative relationship between ultrasonic image intensity and internal defects. This innovation enables precise tracking of defect evolution and bridges imaging data with failure mechanisms.
- (3)
- Image processing techniques, including denoising, normalization, and intensity compensation, were enhanced to address system noise, overexposure, and defocusing. These improvements significantly increased data quality, ensuring reliable feature extraction for failure modeling.
- (4)
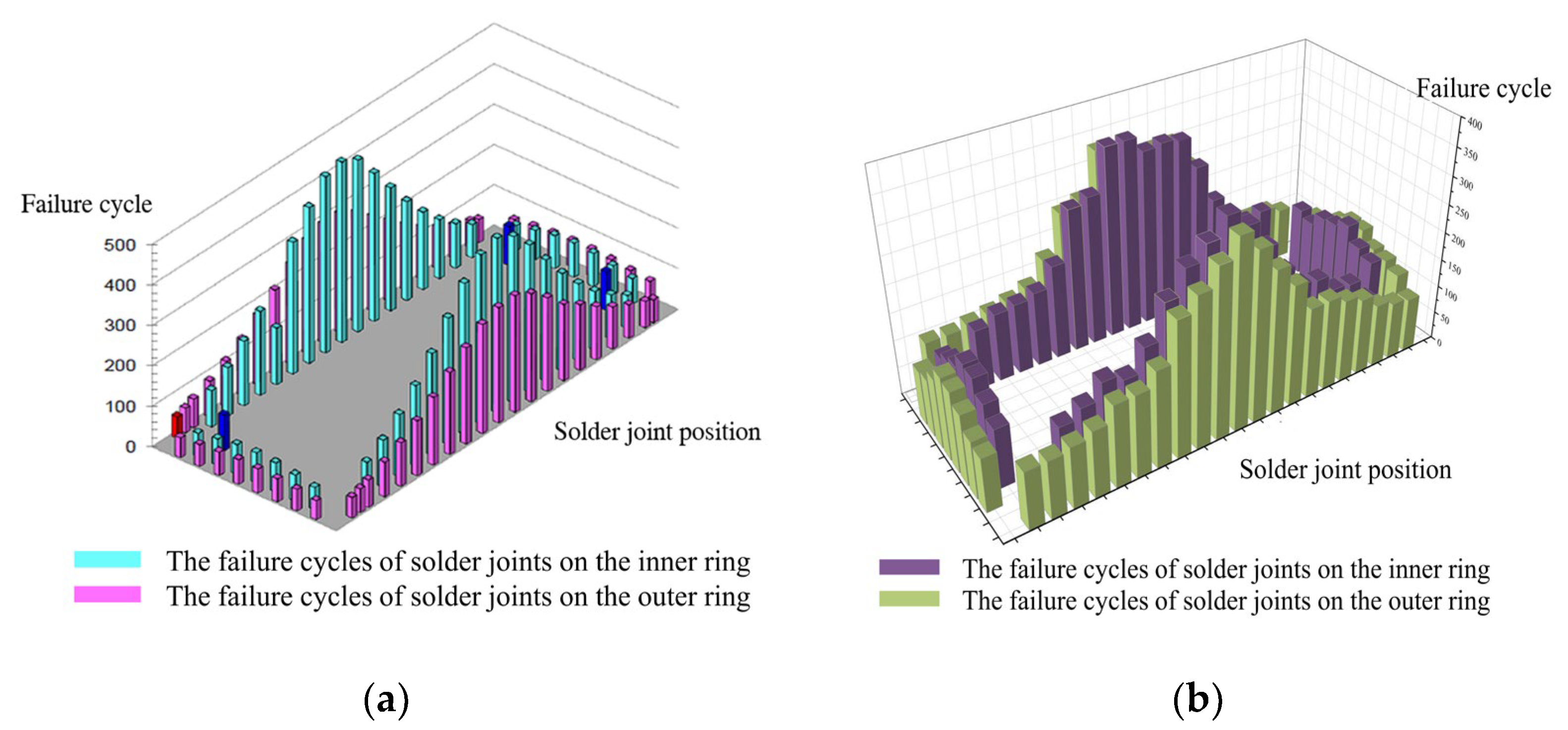
- A robust failure model based on cumulative failure probability was developed, effectively capturing position-dependent failure behaviors. This model accurately predicts solder joint lifespans and resolves challenges related to stress concentration and thermal gradient effects.
- (5)
- Validation through extensive experimental data and comparison with simulation results confirmed the accuracy and reliability of the proposed method, demonstrating its potential for practical application in reliability assessment and predictive maintenance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, Y.; Deng, H.; Luo, Y.; Xiao, F.; Liu, B.; Tang, X. Fatigue mechanism of die-attach joints in IGBTs under low-amplitude temperature swings based on 3D electro-thermal-mechanical FE simulations. IEEE Trans. Ind. Electron. 2020, 68, 3033–3043. [Google Scholar] [CrossRef]
- Li, Y.; He, J.; Won, D.; Yoon, S.W. Noncontact reflow oven thermal profile prediction based on artificial neural network. IEEE Trans. Compon. Packag. Manuf. Technol. 2021, 11, 2229–2237. [Google Scholar] [CrossRef]
- Honarvar, S.; Nourani, A.; Karimi, M. Effect of thermal treatment on fracture behavior of solder joints at various strain rates: Comparison of cyclic and constant temperature. Eng. Fail. Anal. 2021, 128, 105636. [Google Scholar] [CrossRef]
- Li, L.; Du, X.; Chen, J.; Wu, Y. Thermal fatigue failure of micro-solder joints in electronic packaging devices: A review. Materials 2024, 17, 2365. [Google Scholar] [CrossRef]
- Akkara, F.J.; Hamasha, S.D.; Alahmer, A.; Evans, J.; Belhadi, M.E.; Wei, X. The effect of micro-alloying and surface finishes on the thermal cycling reliability of doped SAC solder alloys. Materials 2022, 15, 6759. [Google Scholar] [CrossRef] [PubMed]
- Sha, Y.; He, Z.; Gutierrez, H.; Du, J.; Yang, W.; Lu, X. The intelligent detection method for flip chips using CBN-S-Net algorithm with SAM images. J. Manuf. Process. 2022, 83, 60–67. [Google Scholar] [CrossRef]
- Lu, X.; Liu, F.; He, Z.; Li, L.; Hu, N.; Su, L. Defect inspection of flip chip package using SAM technology and fuzzy C-means algorithm. Sci. China Technol. Sci. 2018, 61, 1426–1430. [Google Scholar] [CrossRef]
- Yang, R.S.; Braden, D.R.; Zhang, G.M.; Harvey, D.M. Through lifetime monitoring of solder joints using acoustic micro imaging. Solder. Surf. Mt. Technol. 2012, 24, 30–37. [Google Scholar] [CrossRef]
- Yang, R.S.; Braden, D.R.; Zhang, G.-M.; Harvey, D.M. An automated ultrasonic inspection approach for flip chip solder joint assessment. Microelectron. Reliab. 2012, 52, 2995–3001. [Google Scholar] [CrossRef]
- Wang, Y.; Yu, S.; Li, J. The Temperature Cycling Characteristic of Copper Pillar Solder Joints. IEEE Trans. Compon. Packag. Manuf. Technol. 2024, 14, 1043–1050. [Google Scholar] [CrossRef]
- Lederer, M.; Kotas, A.B.; Khatibi, G. Lifetime modeling of solder joints based on accelerated mechanical testing and finite element analysis. Power Electron. Devices Compon. 2023, 4, 100034. [Google Scholar] [CrossRef]
- Sun, F.Q.; Liu, J.C.; Cao, Z.Q.; Li, X.Y.; Jiang, T.M. Modified Norris–Landzberg model and optimum design of temperature cycling alt. Strength Mater. 2016, 48, 135–145. [Google Scholar] [CrossRef]
- Haq, M.A.; Hoque, M.A.; Suhling, J.C.; Lall, P. Determination of Anand Parameters from Creep Testing of SAC305 Solder Joints. In Proceedings of the International Electronic Packaging Technical Conference and Exhibition 2020, Virtual, 27–29 October 2020; American Society of Mechanical Engineers: New York, NY, USA, 2020; Volume 84041, p. V001T01A016. [Google Scholar]
- Samavatian, V.; Iman-Eini, H.; Avenas, Y.; Samavatian, M. Effects of creep failure mechanisms on thermomechanical reliability of solder joints in power semiconductors. IEEE Trans. Power Electron. 2020, 35, 8956–8964. [Google Scholar] [CrossRef]
- Prisacaru, A.; Gromala, P.J.; Han, B.; Zhang, G.Q. Degradation estimation and prediction of electronic packages using data-driven approach. IEEE Trans. Ind. Electron. 2021, 69, 2996–3006. [Google Scholar] [CrossRef]
- Goebel, K.; Rajamani, R. Policy, regulations and standards in prognostics and health management. Int. J. Progn. Health Manag. 2021, 12, 1–16. [Google Scholar] [CrossRef]
- Depiver, J.A.; Mallik, S.; Amalu, E.H. Thermal fatigue life of ball grid array (BGA) solder joints made from different alloy compositions. Eng. Fail. Anal. 2021, 125, 105447. [Google Scholar] [CrossRef]
- Xia, J.; Li, G.; Li, B.; Cheng, L.; Zhou, B. Fatigue life prediction of package-on-package stacking assembly under random vibration loading. Microelectron. Reliab. 2017, 71, 111–118. [Google Scholar] [CrossRef]
- Watanabe, Y.; Yamaguchi, H.; Enomoto, T.; Ogawa, K.; Kobayashi, T.; Omiya, M. Evaluation of thermal fatigue crack propagation in underfill resin materials for electronic packages. Fatigue Fract. Eng. Mater. Struct. 2022, 45, 1349–1360. [Google Scholar] [CrossRef]
- Santos, M.; Santos, J.; Reis, P.; Amaro, A. Ultrasonic C-scan techniques for the evaluation of impact damage in CFRP. Mater. Test. 2021, 63, 131–137. [Google Scholar] [CrossRef]
- Lee, C.S.; Zhang, G.M.; Harvey, D.M.; Ma, H.W. Development of C-Line plot technique for the characterization of edge effects in acoustic imaging: A case study using flip chip package geometry. Microelectron. Reliab. 2015, 55, 2762–2768. [Google Scholar] [CrossRef]
- Fang, T.; An, J.; Chen, Q.; He, Y.; Wang, H.; Zhang, X. Progress and comparison in nondestructive detection, imaging and recognition technology for defects of wafers, chips and solder joints. Nondestruct. Test. Eval. 2024, 39, 1599–1654. [Google Scholar] [CrossRef]
- Yan, H.; Liu, L.; Chen, Z.; Mo, J.; Liu, J. An Adaptive Contour Extraction Algorithm for Circular Solder Joints in PCBA of Smart Phone. J. Comput. -Aided Des. Comput. Graph. 2023, 35, 405–412. [Google Scholar]
- Zhang, Y.; Wang, Z.; Wang, Y.; Zhang, C.; Zhao, B. Research on image defect detection of silicon panel based on prewitt and canny operator. Front. Phys. 2021, 9, 701462. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Distribution Function | AD | p |
|---|---|---|
| Normal | 3.416 | <0.005 |
| Exponential normal | 6.402 | <0.005 |
| Index | 7.043 | <0.003 |
| Weibull | 5.212 | <0.010 |
| 3-parameter Weibull | 2.790 | <0.005 |
| Gamma | 5.451 | <0.005 |
| Logistic | 3.087 | <0.005 |
| 2-parameter Weibull cumulative | 0.987 | 0.526 |
| Solder Joint on Flip Chip 2 of Sample 1 | ||
|---|---|---|
| Solder joint 4 | 74.22 | 1.24 |
| Solder joint 42 | 81.18 | 1.26 |
| Solder joint 69 | 84.45 | 1.27 |
| Solder joint 102 | 87.65 | 1.34 |
| Test Sample Number | |
|---|---|
| Sample 1 | 0.23 |
| Sample 2 | 0.24 |
| Sample 3 | 0.20 |
| Sample 4 | 0.20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Ma, H.; Zhang, G.; Chen, Y.; Dong, M. Research on Lifespan Prediction Methods Using Ultrasonic Microimaging for Electronic Packaging. Appl. Sci. 2025, 15, 3246. https://doi.org/10.3390/app15063246
Wang H, Ma H, Zhang G, Chen Y, Dong M. Research on Lifespan Prediction Methods Using Ultrasonic Microimaging for Electronic Packaging. Applied Sciences. 2025; 15(6):3246. https://doi.org/10.3390/app15063246
Chicago/Turabian StyleWang, Haotian, Hongwei Ma, Guangming Zhang, Yuan Chen, and Ming Dong. 2025. "Research on Lifespan Prediction Methods Using Ultrasonic Microimaging for Electronic Packaging" Applied Sciences 15, no. 6: 3246. https://doi.org/10.3390/app15063246
APA StyleWang, H., Ma, H., Zhang, G., Chen, Y., & Dong, M. (2025). Research on Lifespan Prediction Methods Using Ultrasonic Microimaging for Electronic Packaging. Applied Sciences, 15(6), 3246. https://doi.org/10.3390/app15063246