
Polymer-Derived SiOC Ceramics by Digital Light Processing-Based Additive Manufacturing

Abstract
1. Introduction
2. Experimental Section
2.1. Materials
2.2. Synthesis of UV-Curing Ceramic Precursor Resin
2.3. DLP 3D Printing of Ceramic Precursor Resin
2.4. Pyrolysis
2.5. Characterization
3. Results and Discussion
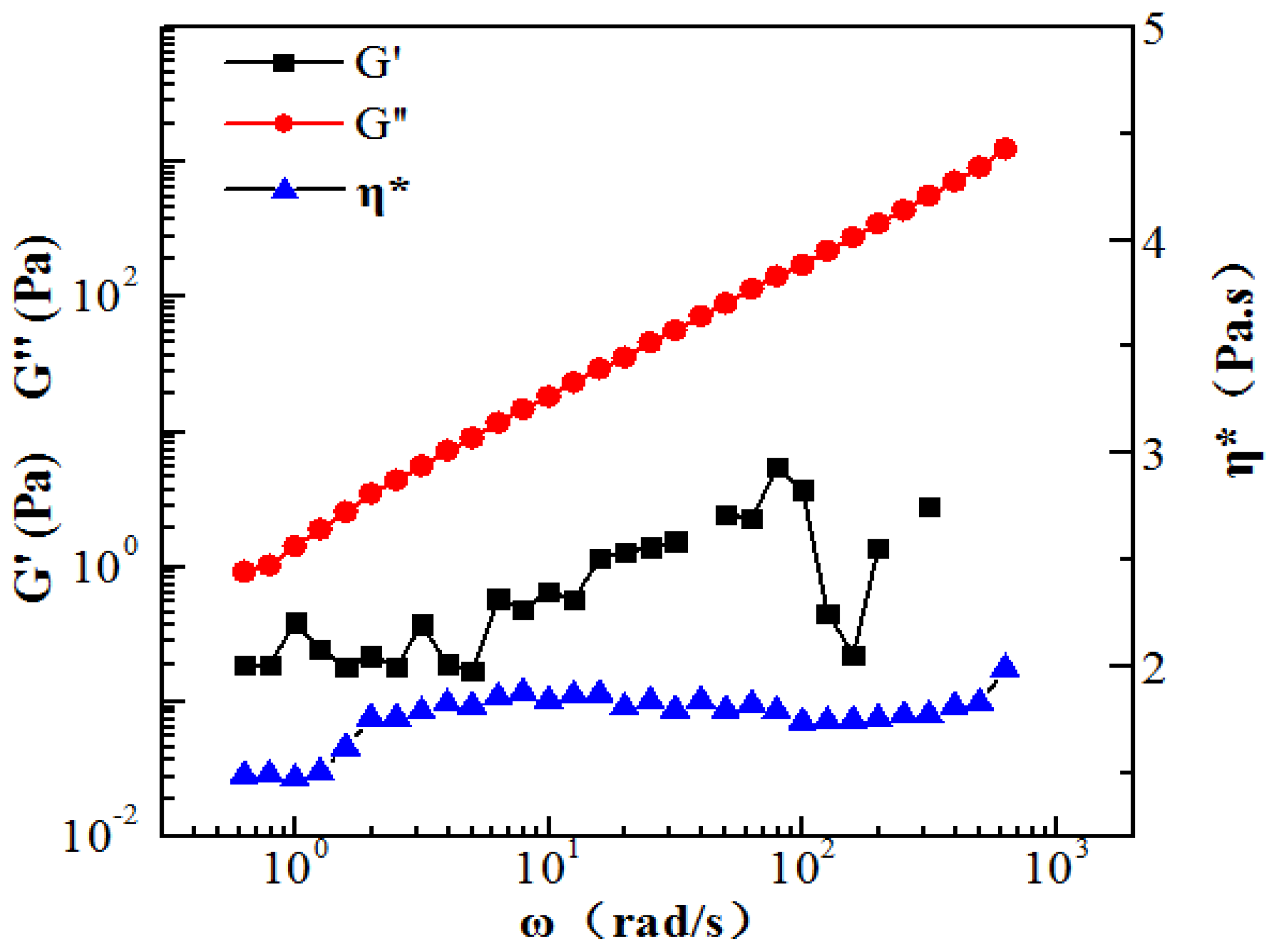
3.1. Blending of the Polymers
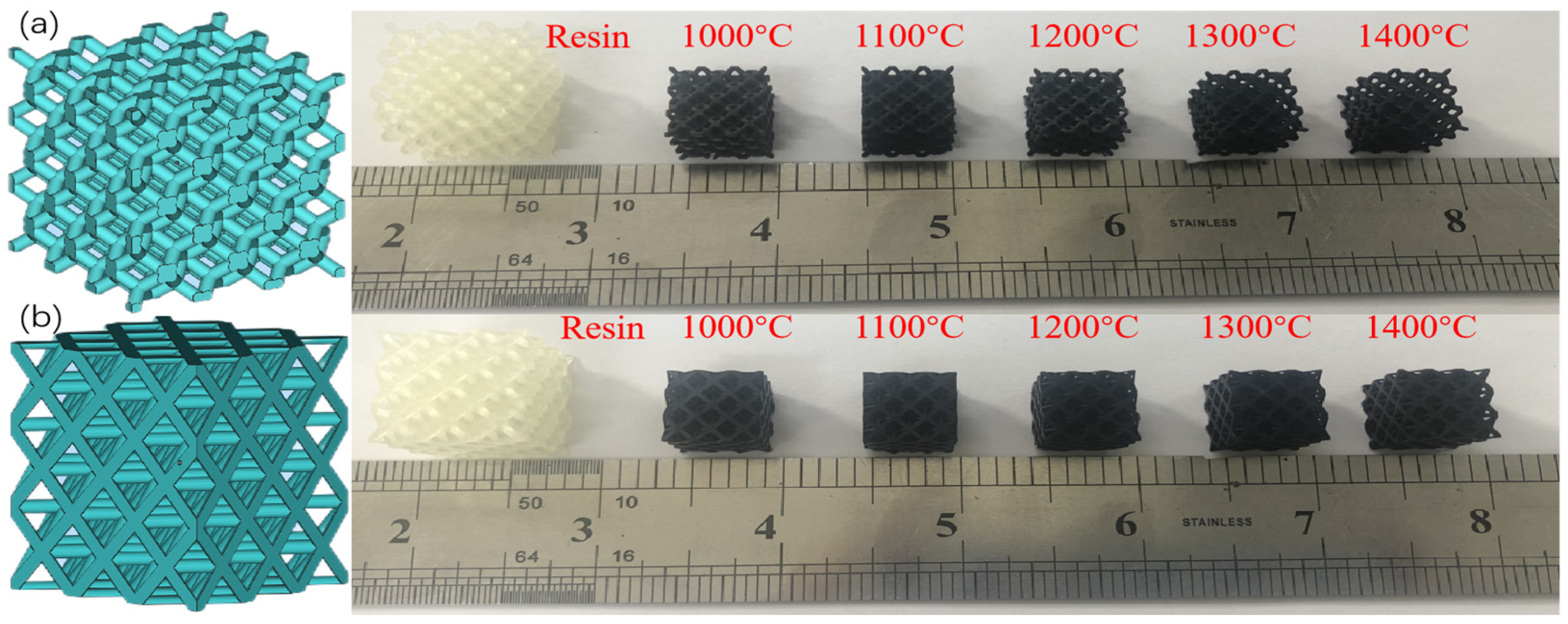
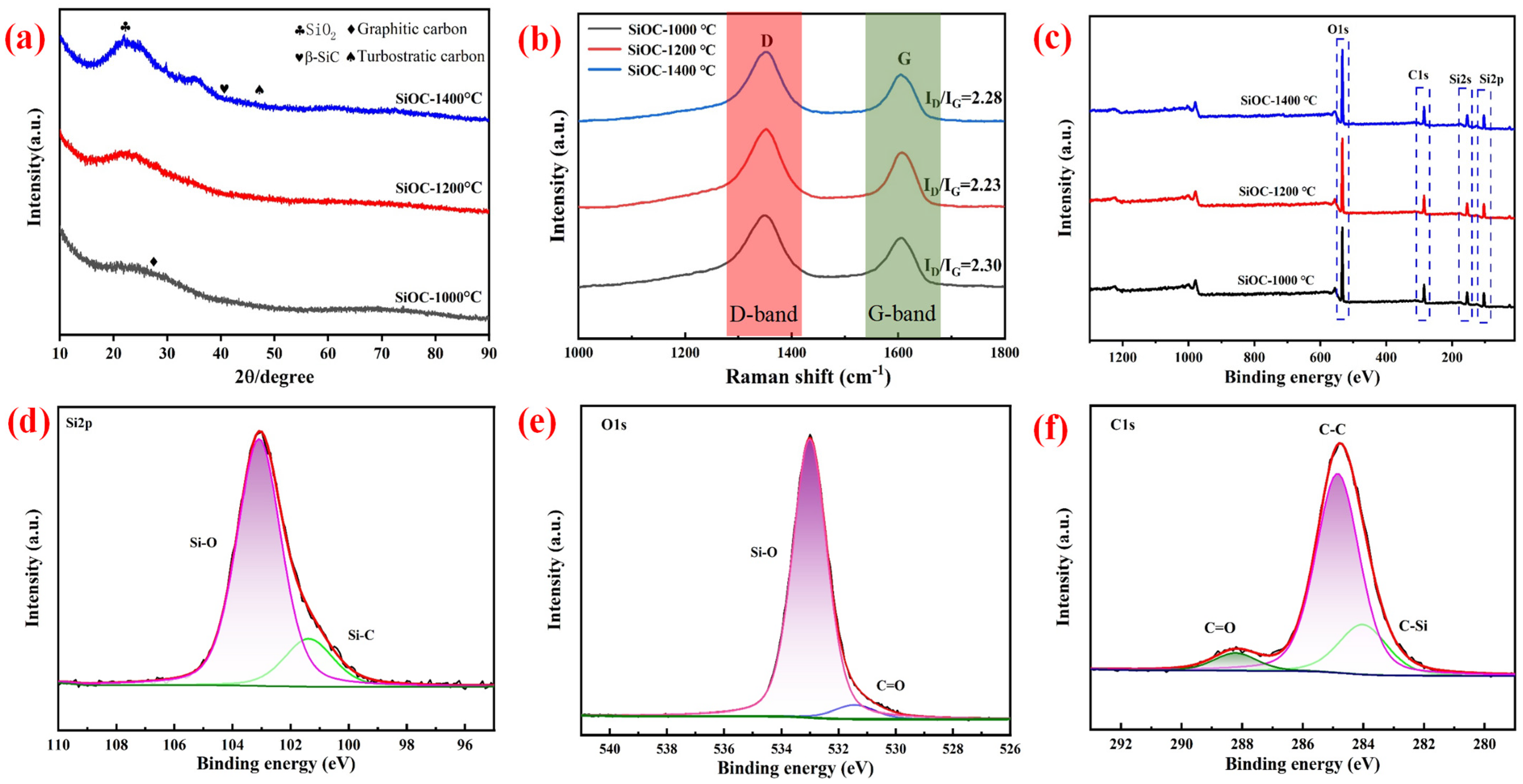
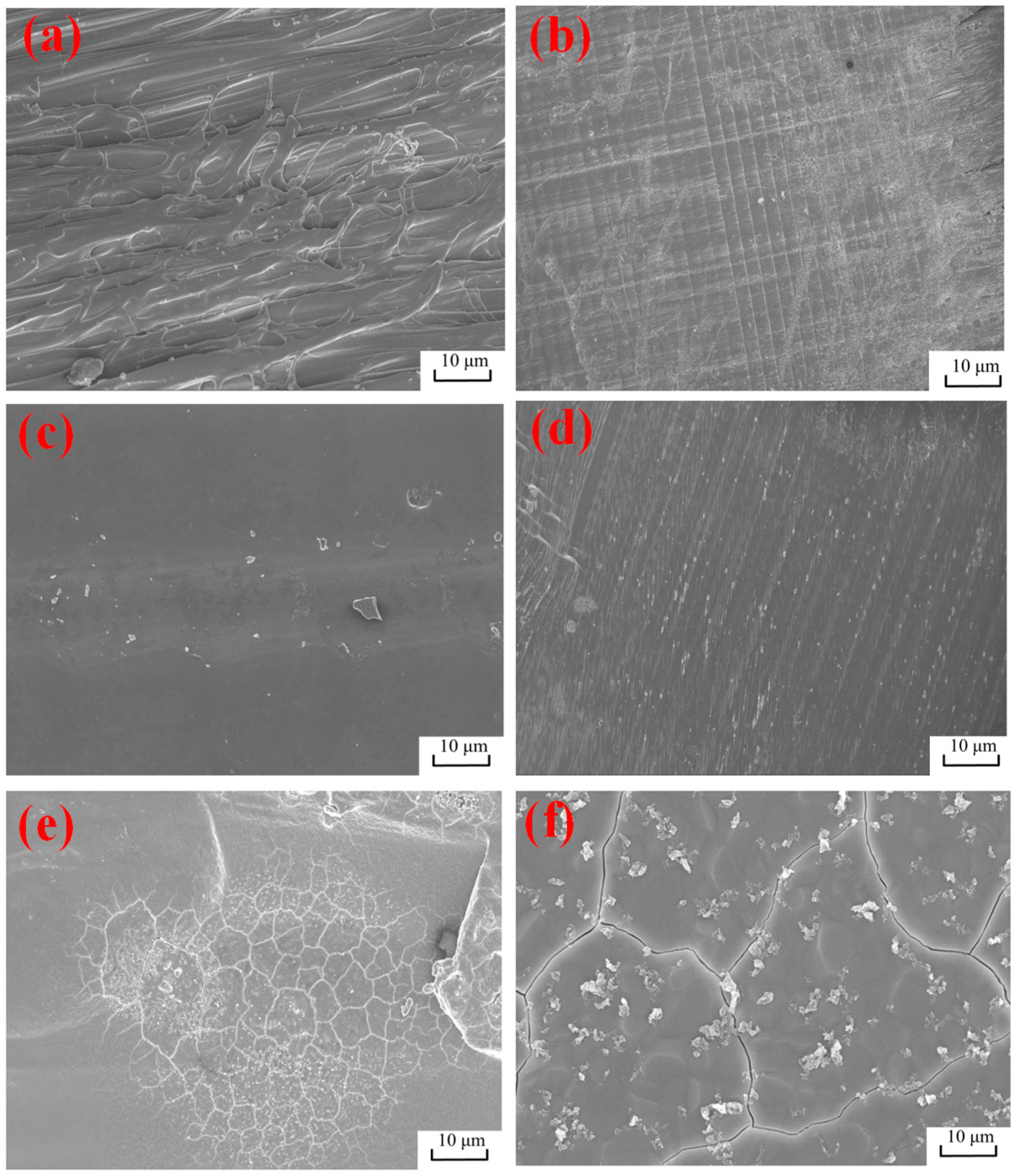
3.2. Microstructure of the Printed Ceramic Components
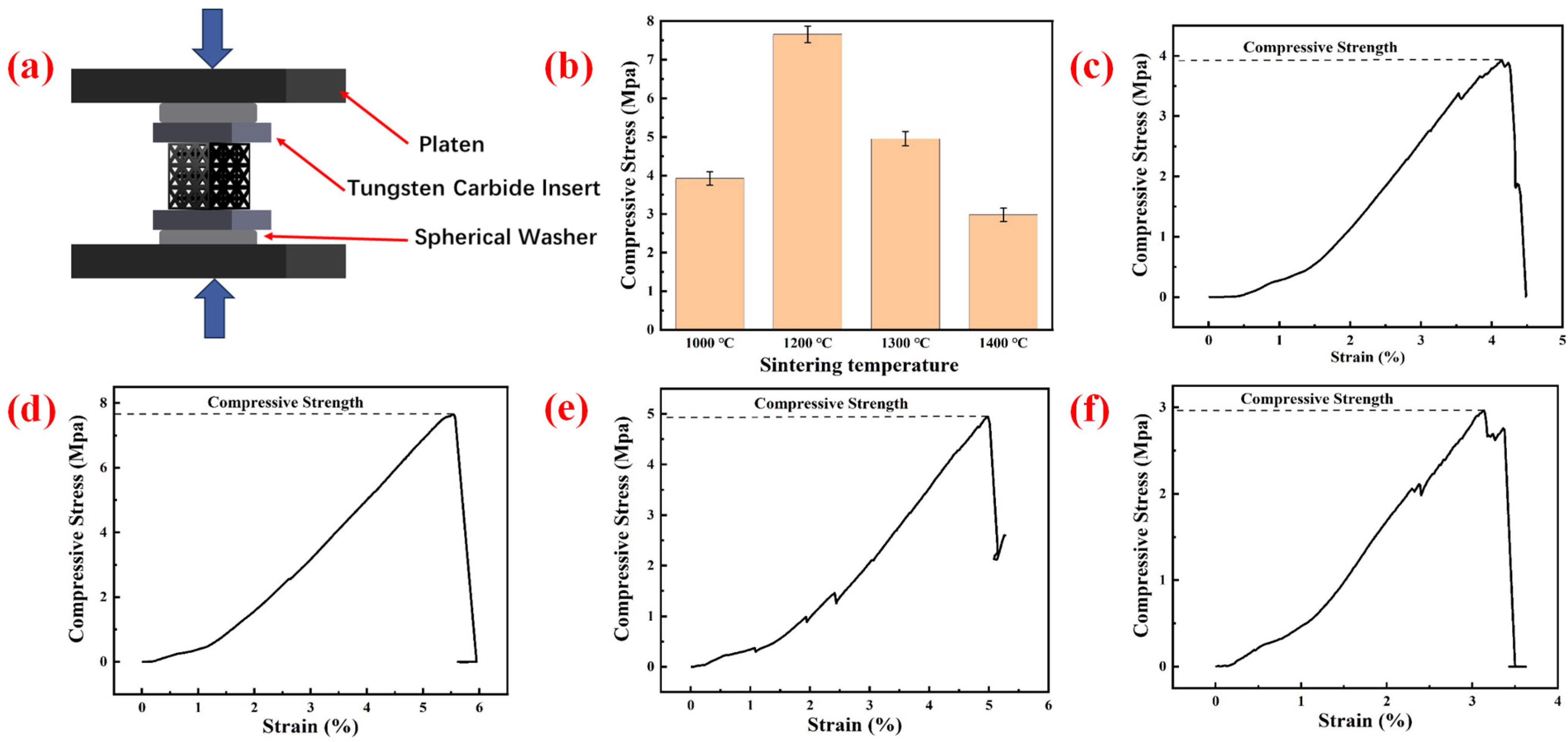
3.3. The Mechanical Properties of Ceramic Components After Sintering
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, X.; Fechler, N.; Antonietti, M. Salt Melt Synthesis of Ceramics, Semiconductors and Carbon Nanostructures. Chem. Soc. Rev. 2013, 42, 8237–8265. [Google Scholar] [CrossRef] [PubMed]
- Mei, H.; Huang, W.; Liu, H.; Pan, L.; Cheng, L. 3D printed carbon-ceramic structures for enhancing photocatalytic properties. Ceram. Int. 2019, 45, 15223–15229. [Google Scholar] [CrossRef]
- Schmidt, J.; Colombo, P. Digital Light Processing of Ceramic Components from Polysiloxanes; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar] [CrossRef]
- Wu, J.; Xiao, D.; Zhu, J. Potassium–sodium Niobate Lead-free Piezoelectric Materials: Past, Present, and Future of Phase Boundaries. Chem. Rev. 2015, 115, 2559–2595. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.; Vanderbruggen, B. The Use of Nanoparticles in Polymeric and Ceramic Membrane Structures: Review of Manufacturing Procedures and Performance Improvement for Water Treatment. Environ Pollut. 2010, 158, 2335–2349. [Google Scholar] [CrossRef]
- Nieto, A.; Bisht, A.; Lahiri, D.; Zhang, C.; Agarwal, A. Graphene Reinforced Metal and Ceramic Matrix Composites: A Review. Int. Mater. Rev. 2017, 62, 241–302. [Google Scholar] [CrossRef]
- Ren, B.; Jia, Y.; Chen, H.; Ti, J.; Deng, Y.; Zhuang, Q.; Li, H. SiCnws/CNTs/Cf-C/SiOC composites with multi-scale lossy phases for simultaneous electromagnetic wave absorption and thermal insulation. J. Mater. 2024, 11, 100882. [Google Scholar] [CrossRef]
- Yang, T.; Li, Z.; Chen, Y. Direct ink writing of SiOC ceramics with lattice structures and their mechanical properties. Addit. Manuf. 2021, 35, 101215. [Google Scholar] [CrossRef]
- Camargo, I.L.; de Morais, M.M.; Fortulan, C.A.; Branciforti, M.C. A Review on the Rheological Behavior and Formulations of Ceramic Suspensions for Vat Photopolymerization. Ceram. Int. 2021, 47, 11906–11921. [Google Scholar] [CrossRef]
- Manapat, J.Z.; Chen, Q.; Ye, P.; Advincula, R.C. 3D Printing of Polymer Nanocomposites via Stereolithography. Macromol. Mater. Eng. 2017, 302, 1600553. [Google Scholar] [CrossRef]
- Scalera, F.; Corcione, C.E.; Montagna, F.; Sannino, A.; Maffezzoli, A. Development and characterization of UV curable epoxy/hydroxyapatite suspensions for stereolithography applied to bone tissue engineering. Ceram. Int. 2014, 40, 15455–15462. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D Printing of Ceramics: A Review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Domingos, M.A.N.; Klein, T.J.; Malda, J.; Bartolo, P.J.; Hutmacher, D.W. Additive Manufacturing of Tissues and Organs. Prog. Polym. Sci. 2012, 37, 1079–1104. [Google Scholar] [CrossRef]
- Zocca, A.; Colombo, P.; Gomes, C.; Gunster, J. Additive manufacturing of ceramics: Issues, potentialities, and opportunities. J Am. Ceram. Soc. 2015, 98, 1983–2001. [Google Scholar] [CrossRef]
- Travitzky, N.; Bonet, A.; Dermeik, B.; Fey, T.; Filbert-Demut, I.; Schlier, L.; Schlordt, T.; Greil, P. Additive manufacturing of ceramic-based materials. Adv. Eng. Mater. 2014, 16, 729–754. [Google Scholar] [CrossRef]
- Huang, Y.; Leu, M.C.; Mazumder, J.; Donmez, A. Additive Manufacturing: Current State, Future Potential, Gaps and Needs, and Recommendations. J. Manuf. Sci. Eng. 2015, 137, 014001. [Google Scholar] [CrossRef]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive Manufacturing and Its Societal Impact: A Literature Review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Colombo, P.; Mera, G.; Riedel, R.; Soraru, G. Polymer-derived ceramics: 40 years of research and innovation in advanced ceramics. J. Am. Ceram. Soc. 2010, 93, 1805–1837. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Gao, Y.; Ding, J. Low Solid Loading, Low Viscosity, High Uniform Shrinkage Ceramic Resin for Stereolithography Based Additive Manufacturing. Procedia Manuf. 2020, 48, 749–754. [Google Scholar] [CrossRef]
- Bae, C.J.; Halloran, J.W. Integrally cored ceramic mold fabricated by ceramic stereolithography. Int. J. Appl. Ceram. Technol. 2011, 8, 1255–1262. [Google Scholar] [CrossRef]
- Li, K.; Zhao, Z. The effect of the surfactants on the formulation of UV-curable SLA alumina suspension. Ceram. Int. 2017, 43, 4761–4767. [Google Scholar] [CrossRef]
- Chen, Z.; Li, J.; Liu, C.; Liu, Y.; Zhu, J.; Lao, C. Preparation of High Solid Loading and Low Viscosity Ceramic Slurries for Photopolymerization-Based 3D Printing. Ceram. Int. 2019, 45, 11549–11557. [Google Scholar] [CrossRef]
- Xu, X.; Li, P.; Ge, C.; Han, W.; Zhao, D.; Zhang, X. 3D printing of complex-type SiOC ceramics derived from liquid photosensitive resin. ChemistrySelect 2019, 4, 6862. [Google Scholar] [CrossRef]
- Liu, J.; Xiong, S.; Mei, H.; Chen, Z. 3D printing of complex-shaped polymer-derived ceramics with enhanced structural retention. Mater. Manuf. Process. 2022, 37, 1267. [Google Scholar] [CrossRef]
- Xiong, S.; Liu, J.; Cao, J.; Li, Z.; Idrees, M.; Lin, X.; Long, Z.; Liu, Z.; Wang, P.; Liu, C. 3D printing of crack-free dense polymer-derived ceramic monoliths and lattice skeletons with improved thickness and mechanical performance. Addit. Manuf. 2022, 57, 102924. [Google Scholar] [CrossRef]
- Balla, V.K.; Bose, S.; Bandyopadhyay, A. Processing of Bulk Alumina Ceramics Using Laser Engineered Net Shaping. Int. J. Appl. Ceram. Technol. 2008, 5, 234–242. [Google Scholar] [CrossRef]
- Bae, C.; Halloran, J.W. Influence of Residual Monomer on Cracking in Ceramics Fabricated by Stereolithography. Int. J. Appl. Ceram. Technol. 2011, 8, 1289–1295. [Google Scholar] [CrossRef]
- Bae, C.; Ramachandran, A.; Halloran, J.W. Quantifying Particle Segregation in Sequential Layers Fabricated by Additive Manufacturing. J. Eur. Ceram. Soc. 2018, 38, 4082–4088. [Google Scholar] [CrossRef]
- Santoliquido, O.; Colombo, P.; Ortona, A. Additive Manufacturing of Ceramic Components by Digital Light Processing: A Comparison Between the “bottom-up” and the “top-down” Approaches. J. Eur. Ceram. Soc. 2019, 39, 2140–2148. [Google Scholar] [CrossRef]
- Huang, X.; Dai, H.; Hu, Y.; Zhuang, P.; Shi, Z.; Ma, Y. Development of a High Solid Loading β-TCP Suspension with a Low Refractive Index Contrast for DLP -Based Ceramic Stereolithography. J. Eur. Ceram. Soc. 2021, 41, 3743–3754. [Google Scholar] [CrossRef]
- Das, A.; Madras, G.; Dasgupta, N.; Umarji, A.M. Binder removal studies in ceramic thick shapes made by laminated object manufacturing. J. Eur. Ceram. Soc. 2001, 23, 531–534. [Google Scholar] [CrossRef]
- Ng, W.L.; Lee, J.M.; Zhou, M.; Chen, Y.-W.; Lee, K.-X.A.; Yeong, W.Y.; Shen, Y.-F. Vat Polymerization-based Bioprinting-process, Materials, Applications and Regulatory Challenges. Biofabrication 2020, 12, 22001. [Google Scholar] [CrossRef] [PubMed]
- Kotz, F.; Arnold, K.; Bauer, W.; Schild, D.; Keller, N.; Sachsenheimer, K.; Nargang, T.M.; Richter, C.; Helmer, D.; Rapp, B.E. Three-dimensional Printing of Transparent Fused Silica Glass. Nature 2017, 544, 337. [Google Scholar] [CrossRef]
- Sun, J.B.; Li, B.; Huang, X.-G.; Cai, K.-P.; Zhou, J.; Li, L.-T. Direct write assembly of ceramic three-dimensional structures based on photosensitive inks. J. Inorg. Mater. 2009, 24, 1147–1150. [Google Scholar] [CrossRef]
- Grida, I.; Evans, J.R.G. Extrusion free forming of ceramics through fine nozzles. J. Eur. Ceram. Soc. 2003, 23, 629–635. [Google Scholar] [CrossRef]
- Jana, P.; Santoliquido, O.; Ortona, A.; Colombo, P.; Soraru, G. Polymer-derived SiCN cellular structures from replica of 3D printed lattices. J. Am. Ceram. Soc. 2018, 101, 2732–2738. [Google Scholar] [CrossRef]
- Riley, F.L. Silicon Nitride and Related Materials. J. Am. Ceram. Soc. 2000, 83, 245–265. [Google Scholar] [CrossRef]
- Halloran, J. Ceramic stereolithography: Additive manufacturing for ceramics by photopolymerization. Annu. Rev. Mater. Res. 2016, 46, 19–40. [Google Scholar] [CrossRef]
- Colombo, P.; Paulson, T.; Pantano, C. Synthesis of silicon carbide thin films with polycarbosilane (PCS). J. Am. Ceram. Soc. 1997, 80, 2333–2340. [Google Scholar] [CrossRef]
- Ma, B.; Wang, Y.; Wang, K.; Li, X.; Liu, J.; An, L. Frequency-dependent conductive behavior of polymer-derived amorphous silicon carbonitride. Acta Mater. 2015, 89, 215–224. [Google Scholar] [CrossRef]
- Jia, Z.; Liu, F.; Jiang, X.; Wang, L. Engineering Lattice Metamaterials for Extreme Property, Programmability, and Multifunctionality. J. Appl. Phys. 2020, 127, 150901. [Google Scholar] [CrossRef]
- Bernardo, E.; Fiocco, L.; Parcianello, G.; Storti, E.; Colombo, P. Advanced Ceramics from Preceramic Polymers Modified at the Nano-Scale: A Review. Materials 2014, 7, 1927–1956. [Google Scholar] [CrossRef]
- Wu, X.; Lian, Q.; Li, D.; He, X.; Meng, J.; Liu, X.; Jin, Z. Influence of Boundary Masks on Dimensions and Surface Roughness Using Segmented Exposure in Ceramic 3D Printing. Ceram. Int. 2019, 45, 3687–3697. [Google Scholar] [CrossRef]
- Wei, L.; Li, J.; Zhang, S.; Zhou, Y.; Li, B.; Zhang, Z. Construction of EG/SiOC@C Porous Structure by Direct Ink Writing and In-Situ Vapor Self-Deposition to Enhance Microwave Absorption. Ceram. Int. 2023, 49, 25144–25155. [Google Scholar] [CrossRef]
- Peng, E.; Zhang, D.; Ding, J. Ceramic Robocasting: Recent Achievements, Potential, and Future Developments. Adv. Mater. 2018, 30, 1802404. [Google Scholar] [CrossRef]
- Dermeik, B.; Travitzky, N. Laminated object manufacturing of ceramic-based materials. Adv. Eng. Mater. 2020, 22, 2000256. [Google Scholar] [CrossRef]
- Zhu, X.; Wang, Y.; Liu, J. Fabrication of honeycomb-structured SiOC ceramics via stereolithography and their mechanical performance. Ceram Int. 2023, 49, 3120–3128. [Google Scholar] [CrossRef]
- Fox, J.C.; Moylan, S.P.; Lane, B.M. Effect of process parameters on the surface roughness of overhanging structures in laser powder bed fusion additive manufacturing. Procedia CIRP 2016, 45, 131–134. [Google Scholar] [CrossRef]
- Jang, K.J.; Kang, J.H.; Fisher, J.G.; Park, S.W. Effect of the Volume Fraction of Zirconia Suspensions on the Microstructure and Physical Properties of Products Produced by Additive Manufacturing. Dent. Mater. 2019, 35, e97–e106. [Google Scholar] [CrossRef]
- Fu, Y.; Chen, Z.; Xu, G.; Wei, Y.; Lao, C. Preparation and Stereolithography 3D Printing of Ultralight and Ultrastrong ZrOC Porous Ceramics. J. Alloys Compd. 2019, 789, 867–873. [Google Scholar] [CrossRef]
- Mahmoudi, M.; Kim, S.; Arifuzzaman, A.M.; Saito, T.; Cramer, C.L.; Minary-Jolandan, M. Processing and 3D Printing of SiCN Polymer-Derived Ceramics. Int. J. Appl. Ceram. Technol. 2022, 19, 939–948. [Google Scholar] [CrossRef]
- Wang, H.; Lin, J.; Qi, J.; Cao, J. Joining SiO2-Based Ceramics: Recent Progress and Perspectives. J. Mater. Sci. Technol. 2022, 108, 110–124. [Google Scholar] [CrossRef]
- Eckel, Z.; Zhou, C.; Martin, J.; Jacobsen, A.; Carter, W.; Schaedler, T. Additive manufacturing of polymer-derived ceramics. Science 2016, 351, 58–62. [Google Scholar] [CrossRef]
- Xiao, J.; Liu, D.; Cheng, H.; Jia, Y.; Zhou, S.; Zu, M. Carbon nanotubes as light absorbers in digital light processing three-dimensional printing of SiCN ceramics from preceramic polysilazane. Ceram Int. 2020, 46, 19393–19400. [Google Scholar] [CrossRef]
- Fu, Y.; Xu, G.; Chen, Z.; Liu, C.; Wang, D.; Lao, C. Multiple Metals Doped Polymer-Derived SiOC Ceramics for 3D Printing. Ceram. Int. 2018, 44, 11030–11038. [Google Scholar] [CrossRef]
- Li, Z.; Chen, Z.; Liu, J.; Fu, Y.; Liu, C.; Wang, P.; Jiang, M.; Lao, C. Additive manufacturing of lightweight and high-strength polymer-derived SiOC ceramics. Virtual Phys. Prototyp. 2020, 15, 163–177. [Google Scholar] [CrossRef]
- Li, Z.; Khuje, S.; Islam, A.; Ren, S. Additive Manufacturing of High-Temperature Preceramic-Derived SiOC Hybrid Functional Ceramics. Adv. Eng. Mater. 2023, 25, 2300957. [Google Scholar] [CrossRef]
- Cullen, A.; Price, A. Digital light processing for the fabrication of 3D intrinsically conductive polymer structures. Synth Met. 2018, 235, 34–41. [Google Scholar] [CrossRef]
- Bae, C.J.; Halloran, J.W. Concentrated Suspension-Based Additive Manufacturing—Viscosity, Packing Density, and Segregation. J. Eur. Ceram. Soc. 2019, 39, 4299–4306. [Google Scholar] [CrossRef]
- Sears, N.; Dhavalikar, P.; Whitely, M.; Cosgriff-Hernandez, E. Fabrication of biomimetic bone grafts with multi-material 3D printing. Biofabrication 2017, 9, 025020. [Google Scholar] [CrossRef]
- Wei, L.; Li, J.; Zhang, S.; Li, B.; Liu, Y.; Wang, F.; Dong, S. Fabrication of SiOC ceramic with cellular structure via UV-Assisted direct ink writing. Ceram. Int. 2019, 46, 3637–3643. [Google Scholar] [CrossRef]
- Huang, K.; Elsayed, H.; Franchin, G.; Colombo, P. 3D printing of polymer-derived SiOC with hierarchical and tunable porosity. Addit. Manuf. 2020, 36, 101549. [Google Scholar] [CrossRef]
- Zanchetta, E.; Cattaldo, M.; Franchin, G.; Schwentenwein, M.; Homa, J.; Brusatin, G.; Colombo, P. Stereolithography of SiOC ceramic microcomponents. Adv. Mater. 2016, 28, 370–376. [Google Scholar] [CrossRef]
- Schmidt, J.; Altun, A.A.; Schwentenwein, M.; Colombo, P. Complex mullite structures fabricated via digital light processing of a preceramic polysiloxane with active alumina fillers. J. Eur. Ceram. Soc. 2018, 39, 1336–1343. [Google Scholar] [CrossRef]
- Badev, A.; Abouliatim, Y.; Chartier, T.; Lecamp, L.; Lebaudy, P.; Chaput, C.; Delage, C. Photopolymerization Kinetics of a Polyether Acrylate in the Presence of Ceramic Fillers Used in Stereolithography. J. Photochem. Photobiol. A Chem. 2011, 222, 117–122. [Google Scholar] [CrossRef]
- Long, X.; Shao, C.; Wang, J. Continuous SiCN fibers with interfacial SiCxNy phase as structural materials for electromagnetic absorbing applications. ACS Appl. Mater. Interfaces 2019, 11, 22885–22894. [Google Scholar] [CrossRef]
- Zhang, K.; He, R.; Ding, G.; Bai, X.; Fang, D. Effects of Fine Grains and Sintering Additives on Stereolithography Additive Manufactured Al2O3 Ceramic. Ceram. Int. 2021, 47, 2303–2310. [Google Scholar] [CrossRef]
- Liu, Z.; Liang, H.; Shi, T.; Xie, D.; Chen, R.; Han, X.; Shen, L.; Wang, C.; Tian, Z. Additive Manufacturing of Hydroxyapatite Bone Scaffolds via Digital Light Processing and in Vitro Compatibility. Ceram. Int. 2019, 45, 11079–11086. [Google Scholar] [CrossRef]
- Jiang, W.; Li, K.; Xiao, J.; Lou, L. Effect of Silica Fiber on the Mechanical and Chemical Behavior of Alumina-Based Ceramic Core Material. J. Asian Ceram. Soc. 2017, 5, 410–417. [Google Scholar] [CrossRef]
- Hu, L.F.; Wang, C.A. Effect of Sintering Temperature on Compressive Strength of Porous Yttria-Stabilized Zirconia Ceramics. Ceram. Int. 2010, 36, 1697–1701. [Google Scholar] [CrossRef]
- Sun, J.; Binner, J.; Bai, J. 3D Printing of Zirconia via Digital Light Processing: Optimization of Slurry and Debinding Process. J. Eur. Ceram. Soc. 2020, 40, 5837–5844. [Google Scholar] [CrossRef]
- Pfaffinger, M.; Hartmann, M.; Schwentenwein, M.; Stampfl, J. Stabilization of tricalcium phosphate slurries against sedimentation for stereolithographic additive manufacturing and influence on the final mechanical properties. Int. J. Appl. Ceram. Technol. 2017, 14, 499–506. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, C.; Tang, J.; She, Y.; Huang, Z.; Li, Q.; Yang, J.; Yang, Y. Digital light processing and electromagnetic wave absorption performance tuning of SiOC/SiO2 ceramics. J. Mater. Res. Technol. 2023, 27, 6538–6547. [Google Scholar] [CrossRef]
- Manière, C.; Kerbart, G.; Harnois, C.; Marinel, S. Modeling Sintering Anisotropy in Ceramic Stereolithography of Silica. Acta. Mater. 2020, 182, 163–171. [Google Scholar] [CrossRef]
- Pan, Y.; Li, H.; Liu, Y.; Liu, Y.; Hu, K.; Wang, N.; Lu, Z.; Liang, J.; He, S. Effect of Holding Time During Sintering on Microstructure and Properties of 3D Printed Alumina Ceramics. Front. Mater. 2020, 7, 54. [Google Scholar] [CrossRef]
- Ding, G.; He, R.; Zhang, K.; Xie, C.; Wang, M.; Yang, Y.; Fang, D. Stereolithography-Based Additive Manufacturing of GrayColored SiC Ceramic Green Body. J. Am. Ceram. Soc. 2019, 102, 7198–7209. [Google Scholar] [CrossRef]
- Bernardo, E.; Carlotti, J.-F.; Dias, P.M.; Fiocco, L.; Colombo, P.; Treccani, L.; Hess, U.; Rezwan, K. Novel akermanite-based bioceramics from preceramic polymers and oxide fillers. Ceram. Int. 2014, 40, 1029–1035. [Google Scholar] [CrossRef]
- He, C.; Ma, C.; Li, X.; Yan, L.; Hou, F.; Liu, J.; Guo, A. Polymer-Derived SiOC Ceramic Lattice with Thick Struts Prepared by Digital Light Processing. Addit. Manuf. 2020, 35, 101366. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, X.; Zhang, Q. Development of cubic SiOC ceramics by digital light processing and their mechanical and thermal properties. J. Eur. Ceram. Soc. 2022, 42, 4145–4155. [Google Scholar] [CrossRef]
- Wang, X.; Schmidt, F.; Hanaor, D.; Kamm, P.H.; Li, S.; Gurlo, A. Additive manufacturing of ceramics from preceramic polymers: A versatile stereolithographic approach assisted by thiol-ene click chemistry. Addit. Manuf. 2019, 27, 80–90. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3D Printing Technology | Part Size | Speed | Surface Quality | Process Cost | Mechanical Property | Preferred Applications |
|---|---|---|---|---|---|---|
| SL | 100 μm–100 cm | Slow | High | Medium | Good | Structural ceramics |
| DLP | 100 μm–100 cm | Medium | High | Medium | Good | Structural ceramics |
| IJP | 100 μm–10 mm | Slow | High | Low | Moderate | Structural ceramics |
| DIW | 100 μm–10 cm | Medium | Low | Low | Moderate | Structural ceramics/ Bioceramics |
| SLS | 10 mm–10 cm | Medium | Low | High | Good | Structural ceramics/ Bioceramics |
| LOM | 100 mm–10 cm | Fast | Medium | Low | Poor | Structural ceramics |
| FDM | 100 mm–10 cm | Medium | Low | Medium | Moderate | Functional ceramics |
| Pyrolysis Temperature (℃) | Liner Shrinkage (%) | Bulk Density (g/cm3) | Skeleton Density (g/cm3) | Ceramic Yield (%) |
|---|---|---|---|---|
| 1000 | 31.5 ± 0.1 | 0.747 ± 0.001 | 2.177 ± 0.001 | 49.1 ± 0.1 |
| 1100 | 32.2 ± 0.1 | 0.752 ± 0.001 | 2.213 ± 0.001 | 48.2 ± 0.1 |
| 1200 | 32.8 ± 0.1 | 0.756 ± 0.001 | 2.238 ± 0.001 | 47.6 ± 0.1 |
| 1300 | 33.8 ± 0.1 | 0.759 ± 0.001 | 2.254 ± 0.001 | 46.4 ± 0.1 |
| 1400 | 35.5 ± 0.2 | 0.762 ± 0.001 | 2.273 ± 0.001 | 42.6 ± 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Li, J.; Li, N.; Wei, L.; Zhang, L.; Zhang, S.; Lei, H. Polymer-Derived SiOC Ceramics by Digital Light Processing-Based Additive Manufacturing. Appl. Sci. 2025, 15, 2921. https://doi.org/10.3390/app15062921
Zhao X, Li J, Li N, Wei L, Zhang L, Zhang S, Lei H. Polymer-Derived SiOC Ceramics by Digital Light Processing-Based Additive Manufacturing. Applied Sciences. 2025; 15(6):2921. https://doi.org/10.3390/app15062921
Chicago/Turabian StyleZhao, Xing, Jing Li, Ning Li, Lai Wei, Lin Zhang, Shuai Zhang, and Haile Lei. 2025. "Polymer-Derived SiOC Ceramics by Digital Light Processing-Based Additive Manufacturing" Applied Sciences 15, no. 6: 2921. https://doi.org/10.3390/app15062921
APA StyleZhao, X., Li, J., Li, N., Wei, L., Zhang, L., Zhang, S., & Lei, H. (2025). Polymer-Derived SiOC Ceramics by Digital Light Processing-Based Additive Manufacturing. Applied Sciences, 15(6), 2921. https://doi.org/10.3390/app15062921