Calculation and Dressing Simulation of the Profile of the Form Grinding Wheel for Modified ZI Worms

Abstract
1. Introduction
2. Form Grinding Theory of Modified ZI Worms
2.1. Mathematical Modeling of the Modified ZI Worm
2.2. Meshing Equation Between the Grinding Wheel and the Tooth Surface
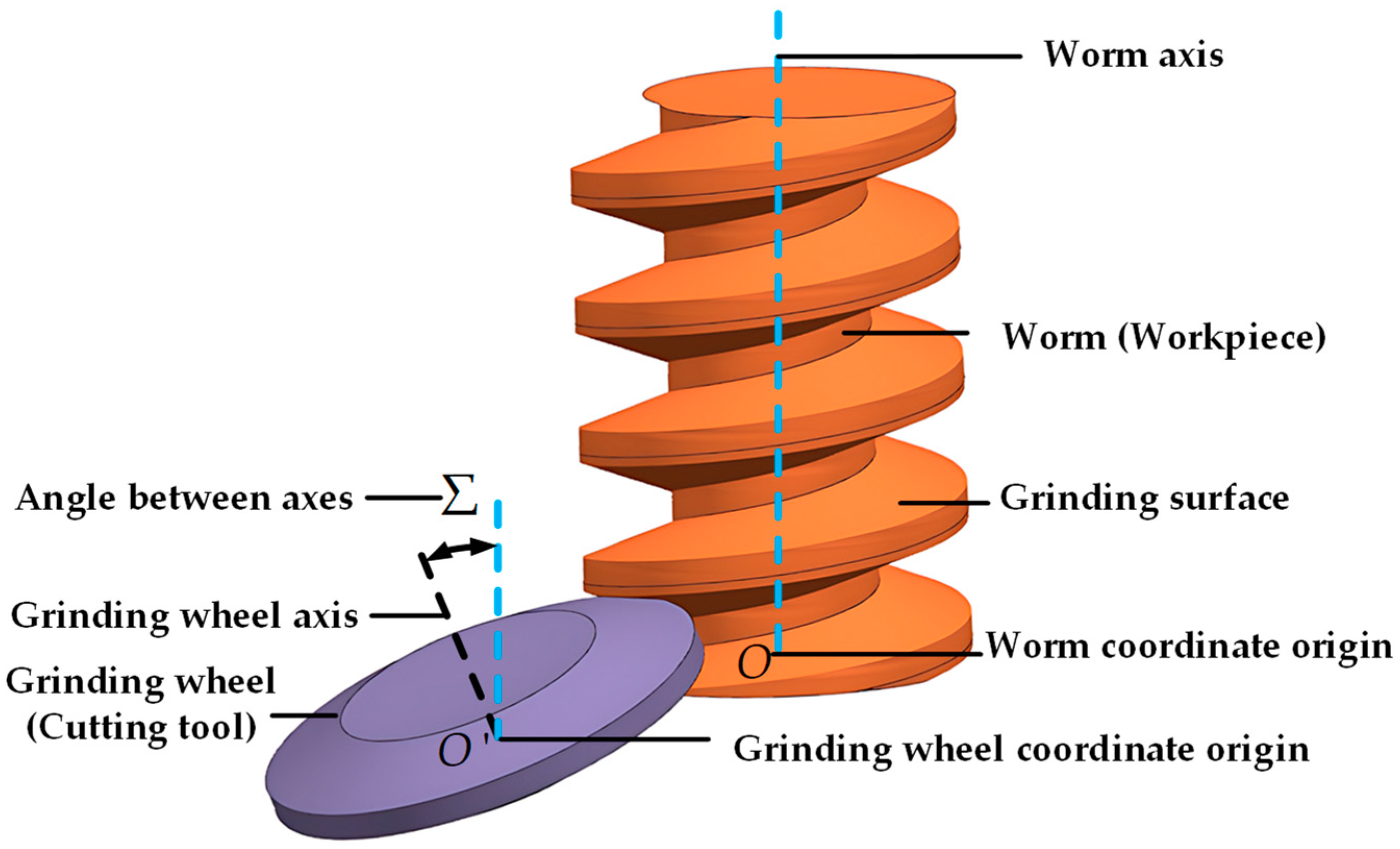
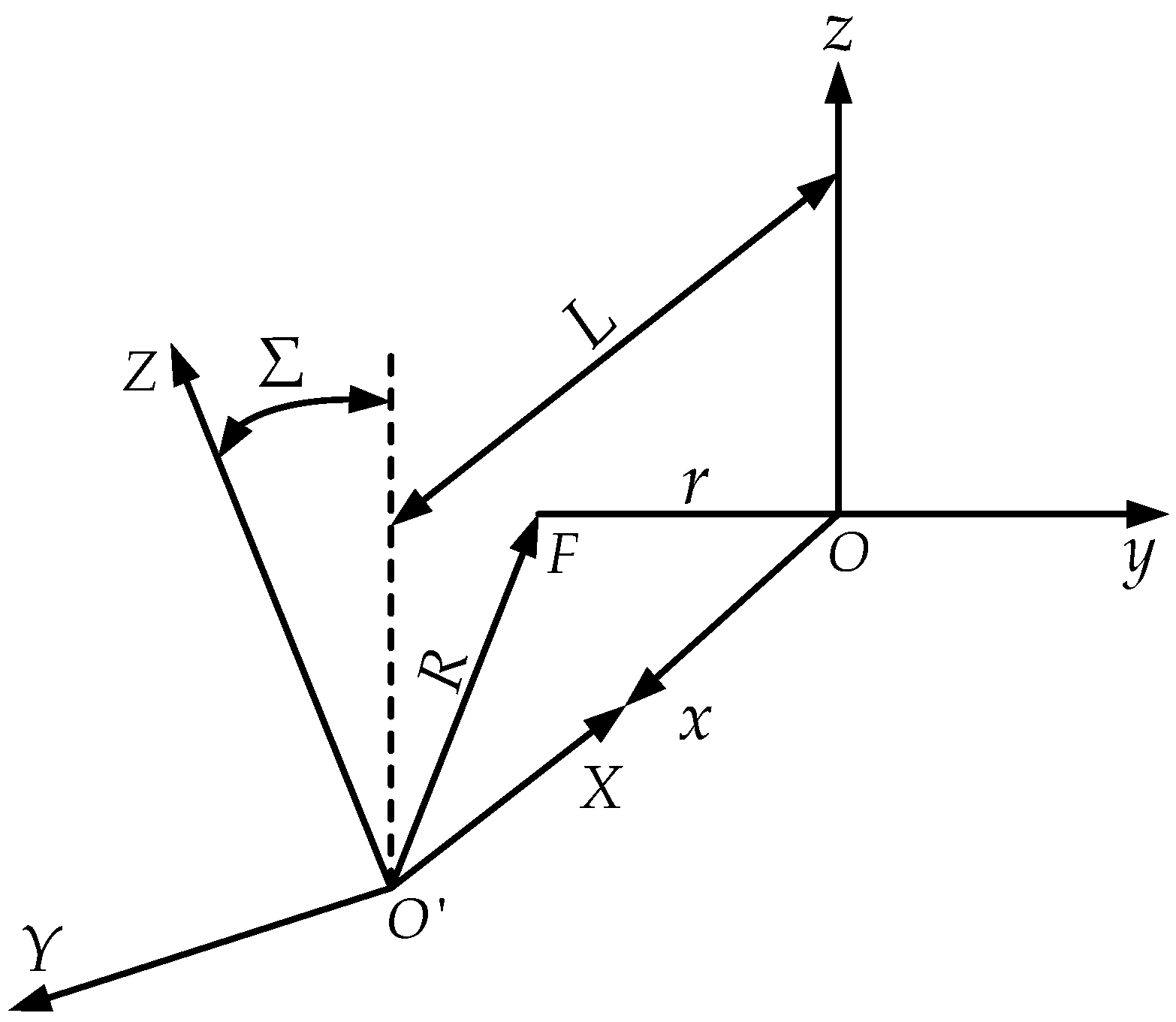
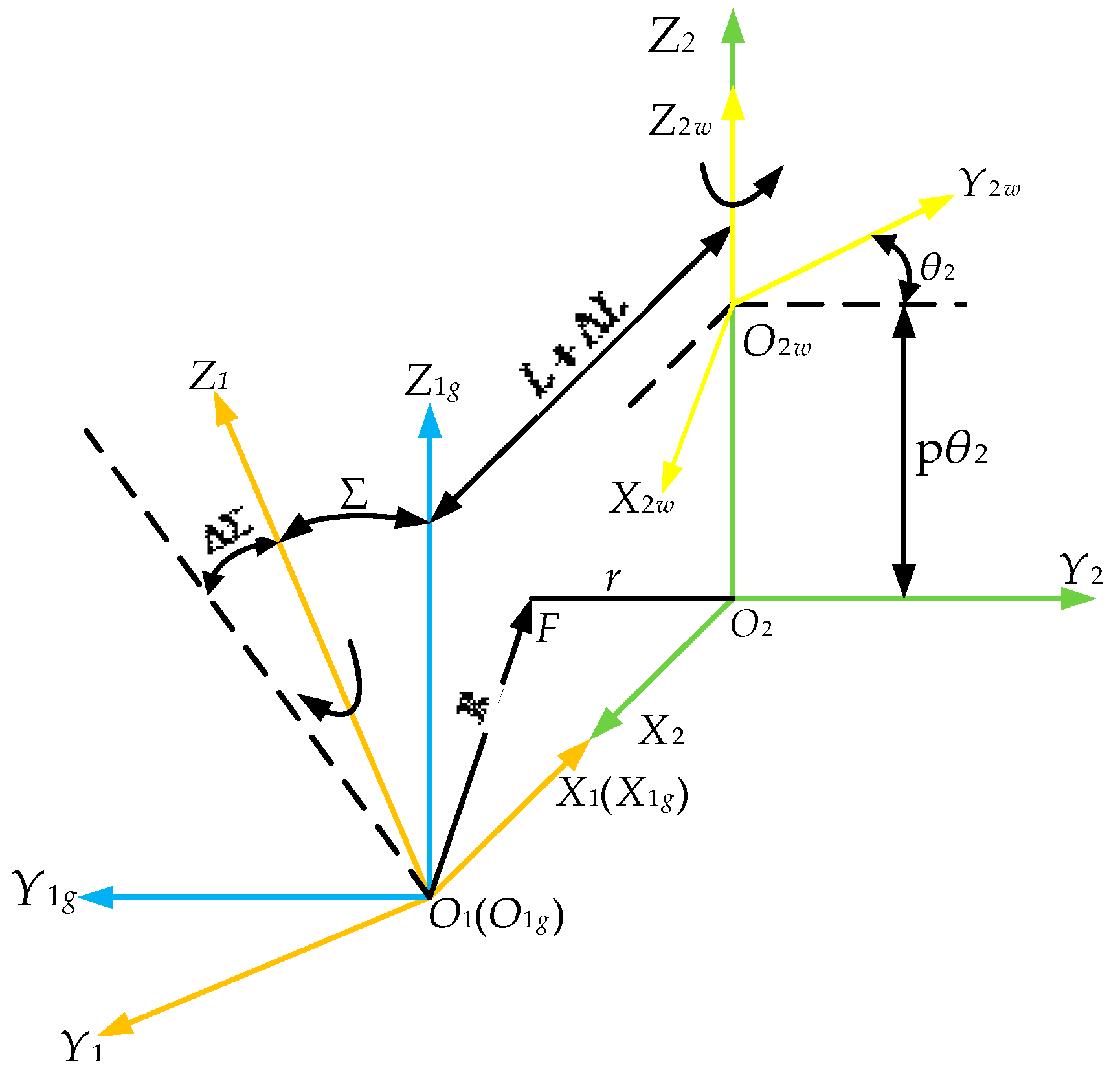
2.3. Mathematical Model of the Grinding Process of Modified ZI Worm
3. Solving of Grinding Wheel Profile
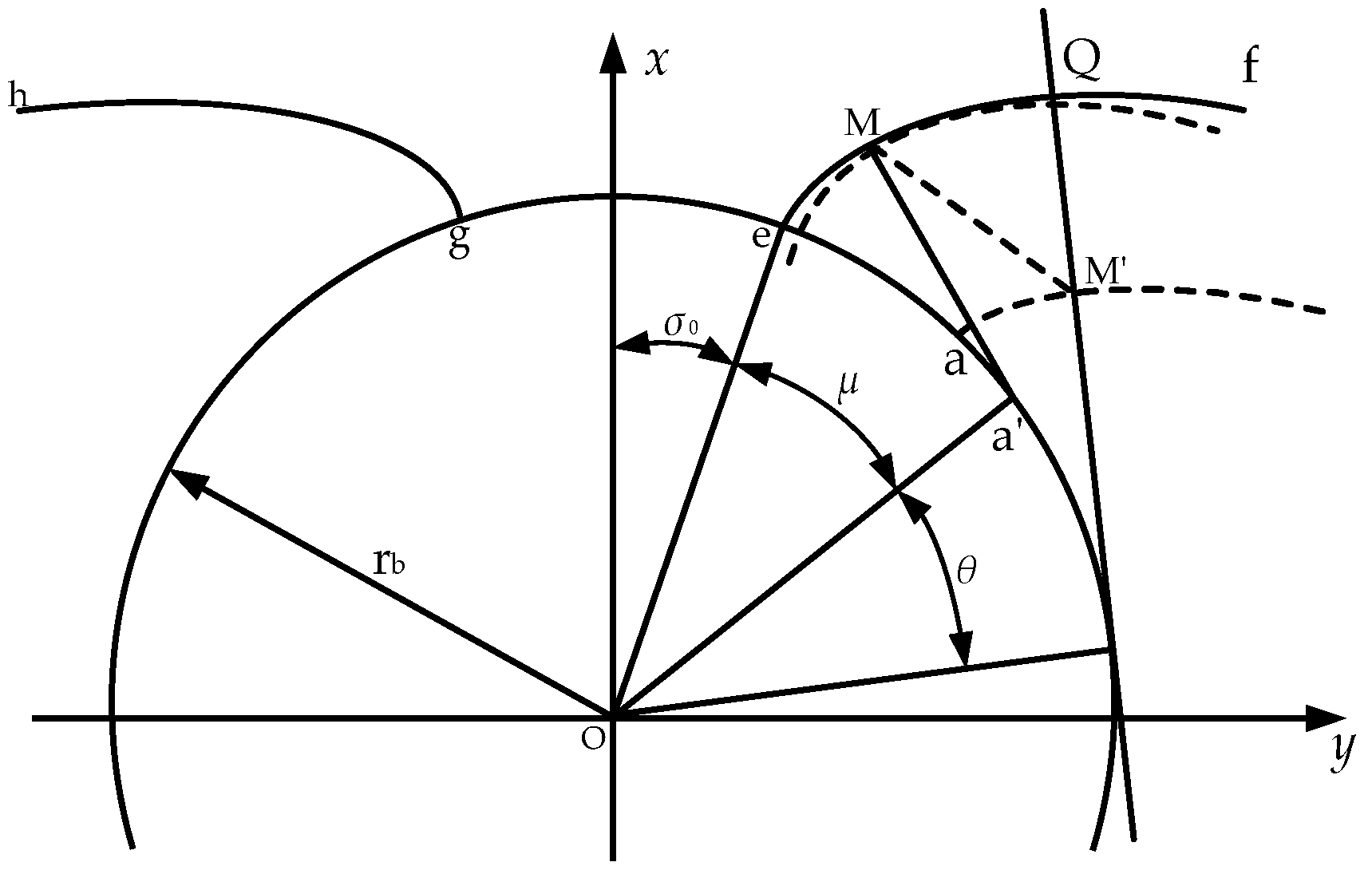
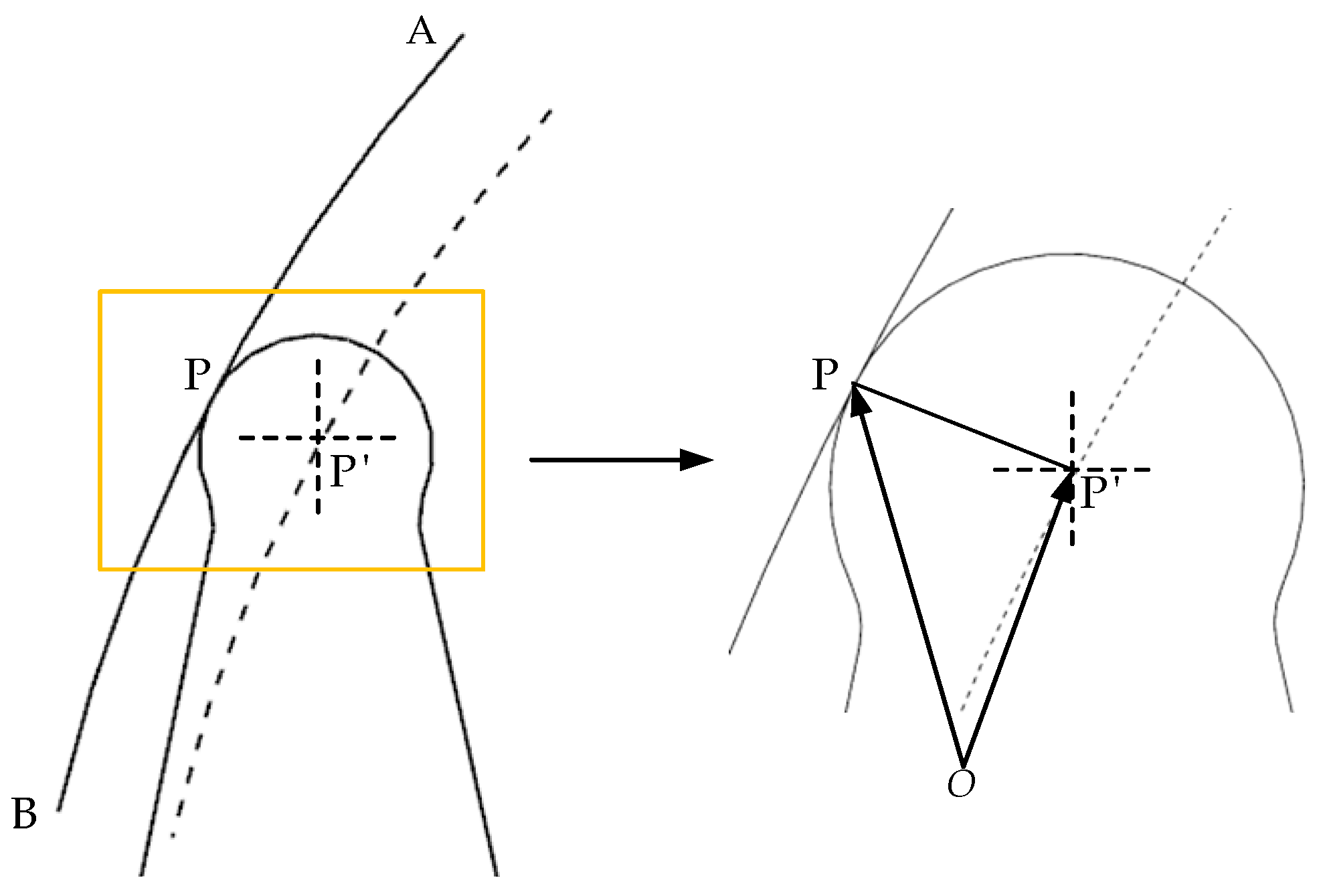
3.1. Involute Interpolation Algorithm
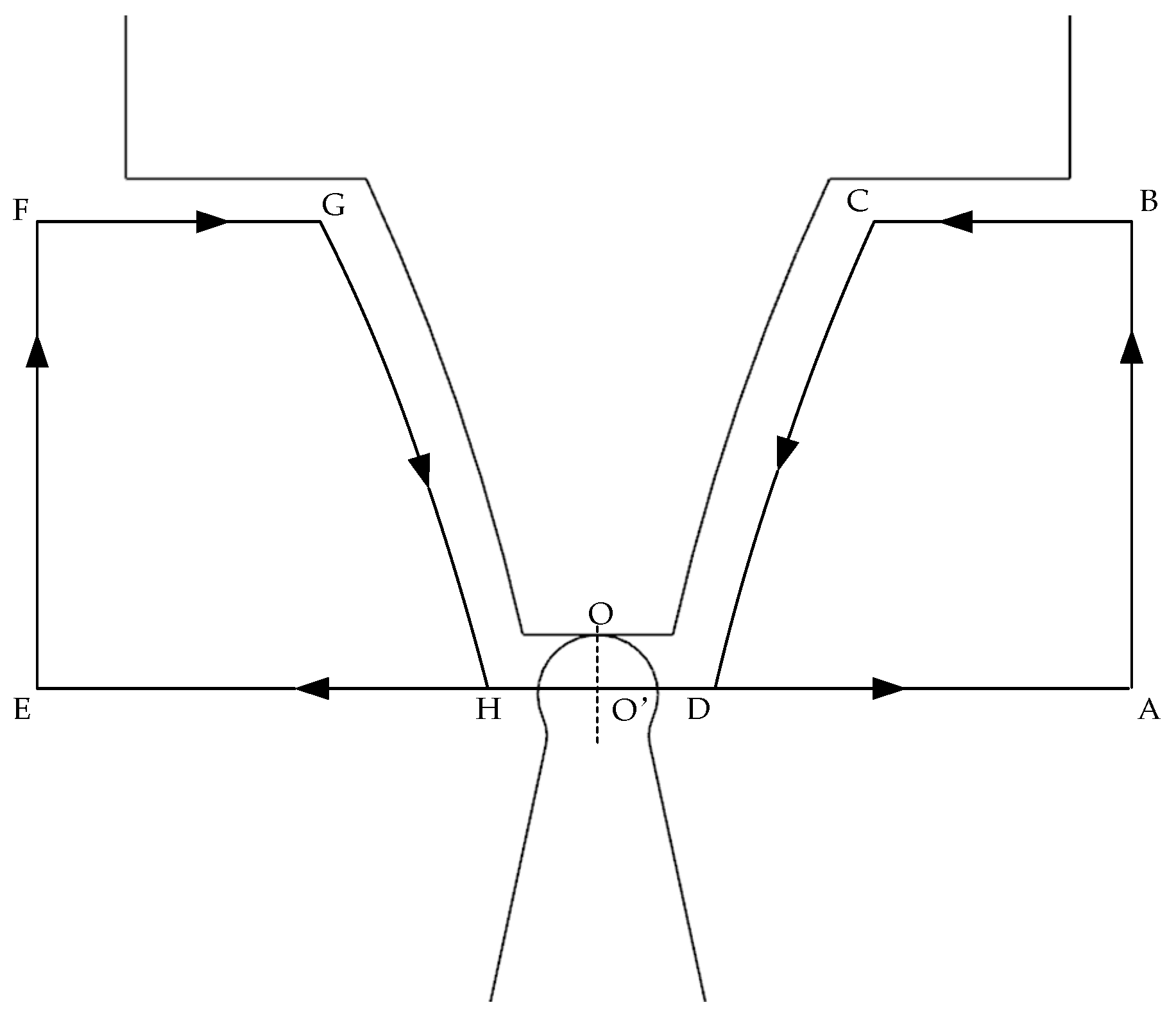
3.2. Solution of the Axial Section of the Grinding Wheel
3.3. Solution of Grinding Wheel Dressing Trajectory
4. Programming and Virtual Grinding Simulation
4.1. Data Extraction
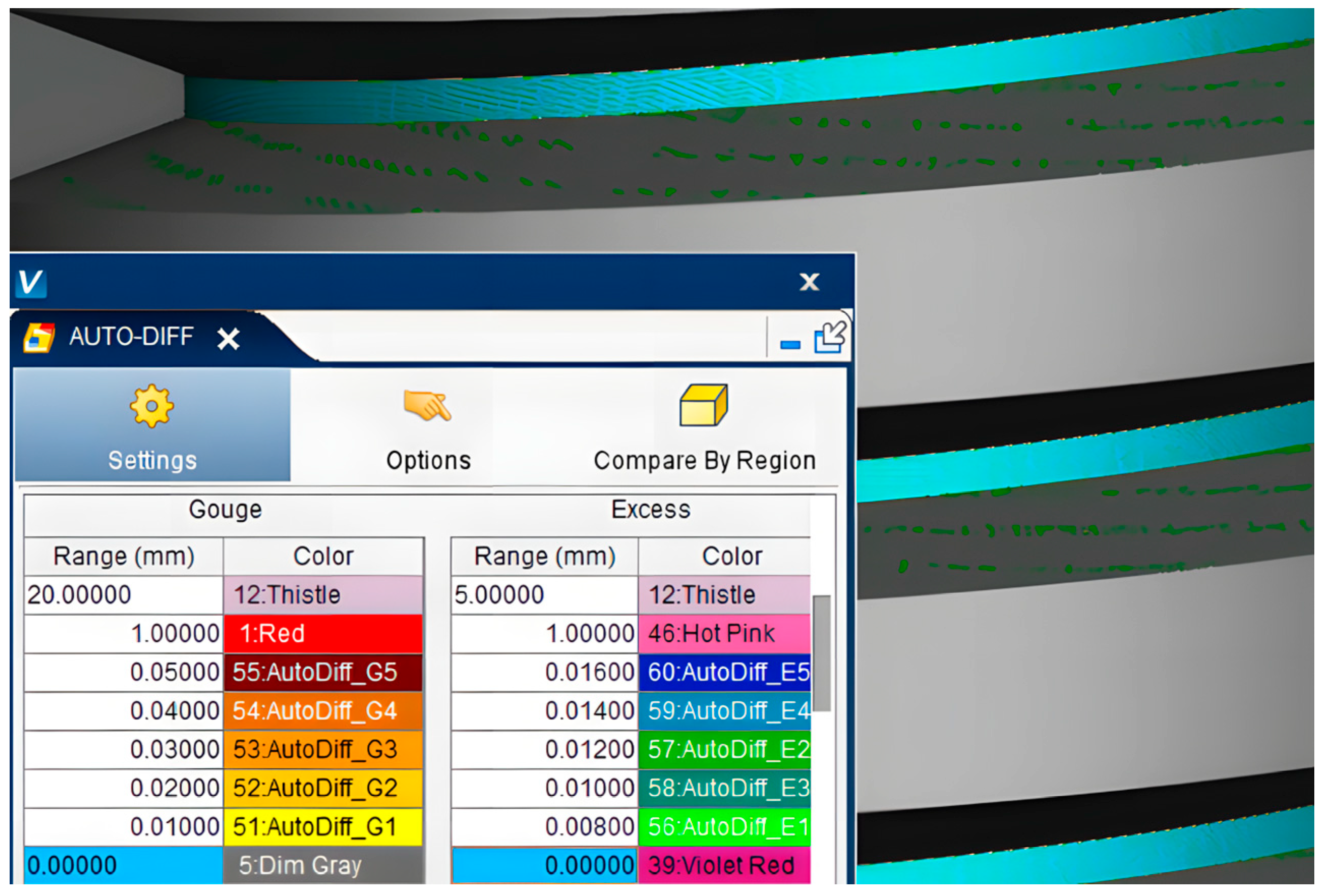
4.2. Virtual Grinding
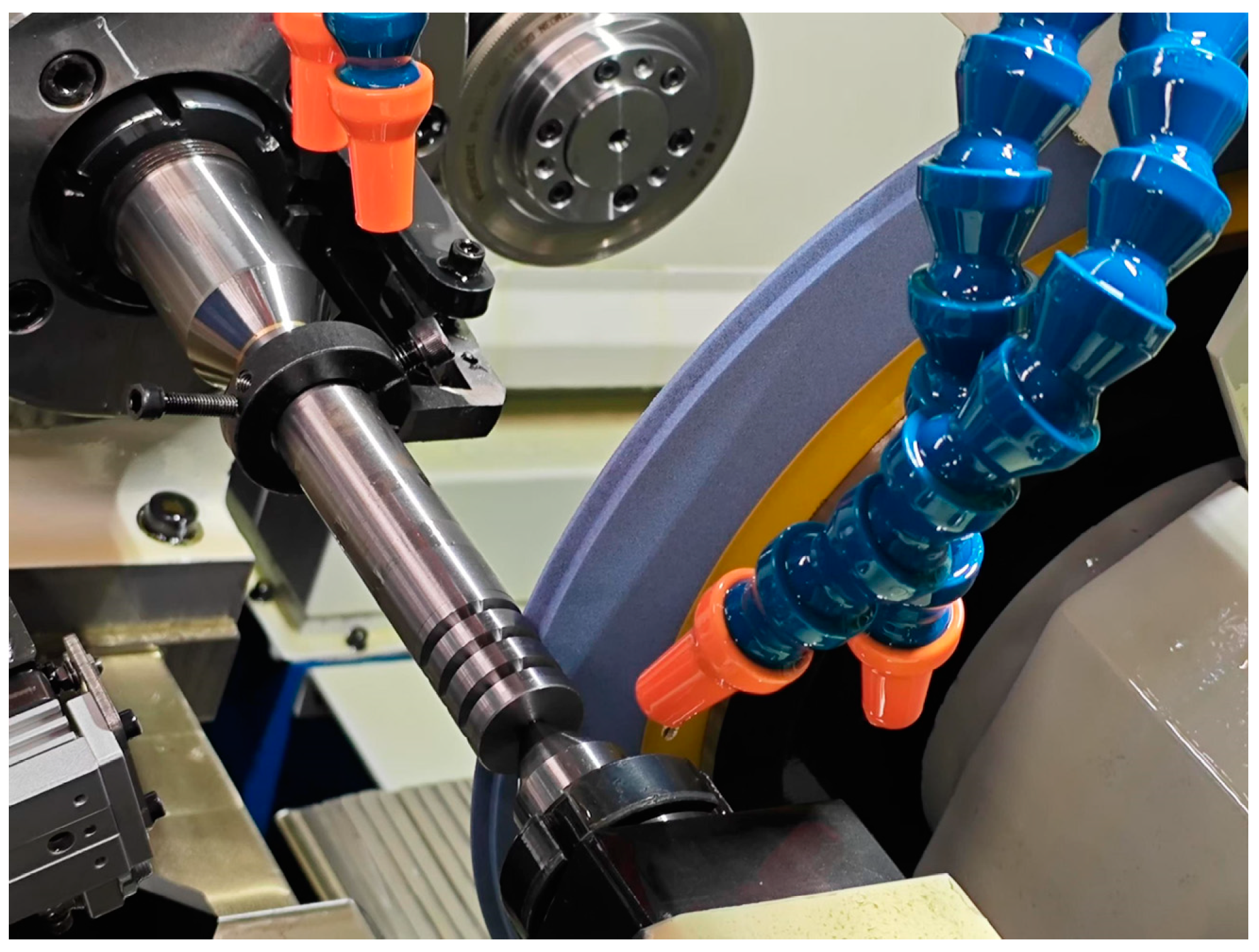
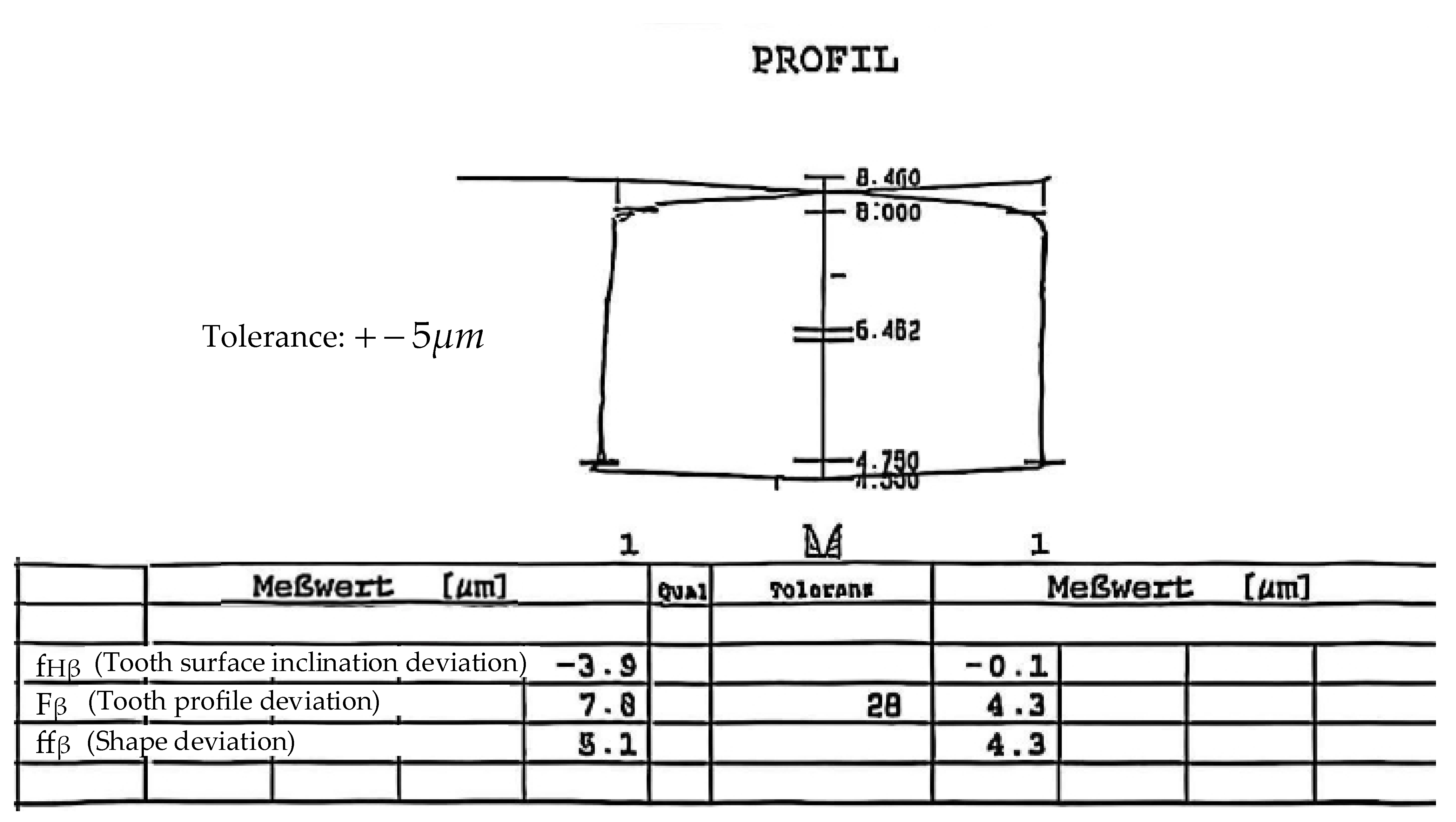
5. Grinding Test
6. Conclusions
- Multi-parameter Experimental Exploration
- 2.
- Process Parameter Optimization Experiment
- 3.
- Experimental Verification under Different Working Conditions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cui, H.Y.; Tian, X.J.; Wang, D.S. Design Technique Research of Fine-forged Spur Bevel Gear Tooth Profile. Modification. Key Eng. Mater. 2010, 443, 170–176. [Google Scholar] [CrossRef]
- Golebski, R.; Ivandic, Z. Analysis of Modfication of Spur Gear Profile. Teh. Vjesn. 2018, 25, 643–648. [Google Scholar]
- Zhou, D.; Deng, X.Z.; Ren, X.Z. Study on the Parameter Influences of Gear Tooth Profile Modification and Transmission Error Analysis. Machines 2024, 12, 316. [Google Scholar] [CrossRef]
- Sun, Z.; Chen, S.Y.; Hu, Z.H.; Tao, X. Improved Mesh Stiffness Calculation Model of Comprehensive Modification Gears Considering Actual Manufacturing. Mech. Mach. Theory 2021, 167, 104470. [Google Scholar] [CrossRef]
- Yang, Y.Z.; Liu, W.L.; Yan, R.Z. Analysis of the Repairing Wheel Movement for CNC Dressing System of Formed Grinding Wheel. Adv. Mat. Res. 2012, 486, 509–514. [Google Scholar] [CrossRef]
- Yu, T.B.; Su, P.C.; Zhang, J.Q.; Guan, P.; Wang, W.S. A Simulation System for Grinding Based on Virtual Reality. Adv. Mat. Res. 2010, 126–128, 96–100. [Google Scholar] [CrossRef]
- Davim, J.P. Editorial: Machining: A bibliometric analysis. Int. J. Mach. Mach. Mater. 2024, 26, 293–295. [Google Scholar]
- Zhang, L.; Yao, B.; Shen, Z.H.; Zhao, W.C.; Zhou, B. Key Technology of Form Grinding Wheel’s Axis Section’s Derivation. Mech. Mach. Theory 2013, 753–755, 1557–1561. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, Y.; Zhang, L.J.; Li, Q.Y.; Wang, X.Y. Geometric Parameter Optimization for Axial Modification in Helical Gear Form Grinding. Machines 2024, 12, 657. [Google Scholar] [CrossRef]
- You, M.L.; Yao, B. Application of Mathematical Morphology in Solving the Profile of Forming Grinding Wheel. Math. Probl. Eng. 2023, 2022, 5735199. [Google Scholar] [CrossRef]
- Yang, S.Y.; Liang, R.J.; Chen, W.F.; Xu, P.H. Modelling and Experiment for Grinding Forces of Gear Form Grinding Considering Complete Tooth Depth Engagement. Proc. Inst. Mech. Eng. B 2022, 236, 1738–1750. [Google Scholar] [CrossRef]
- Xie, J.; Zhou, R.M.; Xu, J.; Zhong, Y.G. Form-truing Error Compensation of Diamond Grinding Wheel in CNC Envelope Grinding of Free-form Surface. Int. J. Adv. Manuf. Tech. 2010, 48, 905–912. [Google Scholar] [CrossRef]
- Xie, J.; Zheng, J.H.; Zhou, R.M.; Lin, B. Dispread Grinding Wheel Profiles for Accurate Freeform Surfaces. Int. J. Mach. Tool. Manu. 2011, 51, 536–542. [Google Scholar] [CrossRef]
- Tao, L.J.; Yuan, M.X.; Fang, H.F. A Pre-compensation Method for Profile Errors of Screw Rotors under Precision Form Grinding. Int. J. Adv. Manuf. Tech. 2021, 117, 3228–3239. [Google Scholar] [CrossRef]
- Su, J.X.; Jiang, C.; Zhang, H.; Nie, S.W. Error Analysis and Compensation of Cycloid Gear Form Grinding Based on Multi-body System Error Topology Theory. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 14. [Google Scholar] [CrossRef]
- Liang, D.; Hao, N.D.; Zhao, W.J.; Li, M. Grinding Wheel Profile Design and Temperature Field Analysis of the Pinion for Internal Meshing Gear with Curve Configuration. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2024, 238, 4883–4895. [Google Scholar] [CrossRef]
- Li, Y.; Li, G.; Wang, Z.H.; Zhu, W.M. A Form-grinding Wheel Optimization Method for Helical Gears Based on a PSO-SVM Model. Precis. Eng. J. Int. Socs. Prec. Eng. Nanotechnol. 2024, 88, 664–673. [Google Scholar] [CrossRef]
- Jiang, L.; Yang, Z.H.; Li, Y.; Ding, G.F.; He, X. An Optimized Calculation Method of the Grinding Wheel Profile for the Helical Flute Forming Grinding. Int. J. Adv. Manuf. Technol. 2024, 132, 1649–1664. [Google Scholar] [CrossRef]
- He, K.; Li, G.L.; Du, Y.B.; Tang, Y. A Digital Method for Calculation the Forming Cutter Profile in Maching Helical Surface. Int. J. Mech. Sci. 2019, 155, 370–380. [Google Scholar] [CrossRef]
- Davim, J.P. Machining: Fundamentals and Recent Advances; Springer: Cham, Switzerland, 2008. [Google Scholar]
- Jackson, M.J.; Davim, J.P. Machining with Abrasives; Springer: Cham, Switzerland, 2011. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
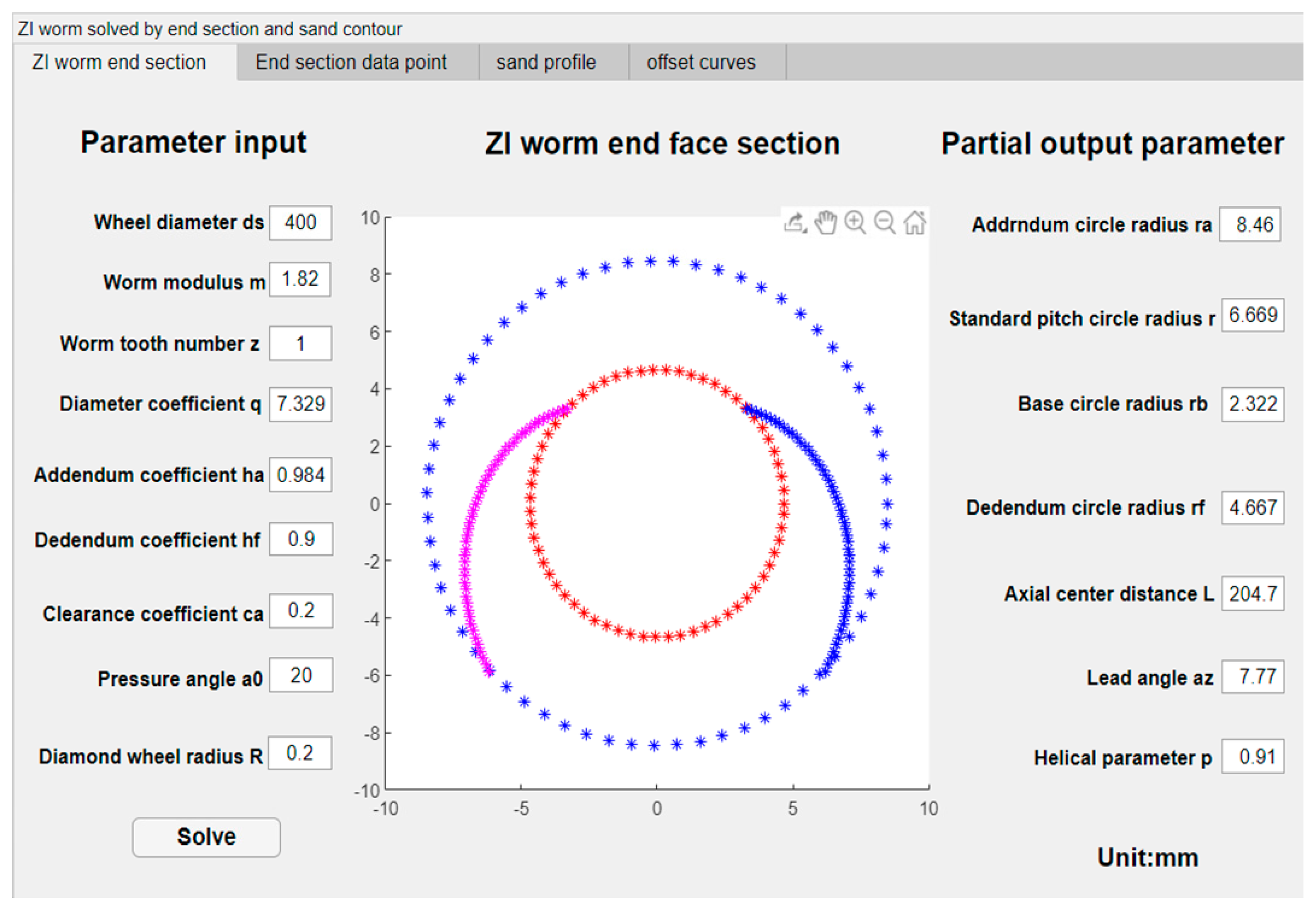
| Parameters | Symbol | Value |
|---|---|---|
| Wheel diameter (mm) | 400 | |
| Worm modulus (mm) | 1.82 | |
| Worm tooth number (°) | 1 | |
| Diameter coefficient | 7.329 | |
| Addendum coefficient | 0.984 | |
| Dedendum coefficient | 0.9 | |
| Clearance coefficient | 0.2 | |
| Pressure angle (°) | 20 | |
| Diamond wheel radius (mm) | 0.2 |
| x | y | x | y | x | y | |||
|---|---|---|---|---|---|---|---|---|
| 1 | 2.905 | 4.644 | 11 | 3.534 | 4.527 | 21 | 4.160 | 4.328 |
| 2 | 2.968 | 4.636 | 12 | 3.597 | 4.511 | 22 | 4.222 | 4.303 |
| 3 | 3.030 | 4.627 | 13 | 3.660 | 4.494 | 23 | 4.284 | 4.278 |
| 4 | 3.093 | 4.618 | 14 | 3.723 | 4.476 | 24 | 4.346 | 4.252 |
| 5 | 3.156 | 4.607 | 15 | 3.785 | 4.457 | 25 | 4.408 | 4.225 |
| 6 | 3.219 | 4.596 | 16 | 3.848 | 4.437 | 26 | 4.469 | 4.197 |
| 7 | 3.282 | 4.584 | 17 | 3.911 | 4.417 | 27 | 4.531 | 4.169 |
| 8 | 3.345 | 4.571 | 18 | 3.973 | 4.396 | 28 | 4.592 | 4.140 |
| 9 | 3.408 | 4.557 | 19 | 4.036 | 4.374 | 29 | 4.652 | 4.110 |
| 10 | 3.471 | 4.542 | 20 | 4.098 | 4.351 | 30 | 4.713 | 4.079 |
| x | y | x | y | x | y | |||
|---|---|---|---|---|---|---|---|---|
| 1 | 0.667 | 198.903 | 11 | 0.762 | 198.643 | 21 | 0.854 | 198.389 |
| 2 | 0.677 | 198.876 | 12 | 0.771 | 198.617 | 22 | 0.863 | 198.364 |
| 3 | 0.686 | 198.850 | 13 | 0.780 | 198.592 | 23 | 0.872 | 198.339 |
| 4 | 0.696 | 198.824 | 14 | 0.790 | 198.566 | 24 | 0.881 | 198.314 |
| 5 | 0.705 | 198.798 | 15 | 0.799 | 198.541 | 25 | 0.890 | 198.289 |
| 6 | 0.715 | 198.772 | 16 | 0.808 | 198.515 | 26 | 0.900 | 198.264 |
| 7 | 0.724 | 198.746 | 17 | 0.817 | 198.490 | 27 | 0.909 | 198.239 |
| 8 | 0.734 | 198.720 | 18 | 0.827 | 198.464 | 28 | 0.918 | 198.214 |
| 9 | 0.743 | 198.694 | 19 | 0.836 | 198.439 | 29 | 0.927 | 198.190 |
| 10 | 0.752 | 198.668 | 20 | 0.845 | 198.414 | 30 | 0.936 | 198.165 |
| x | y | x | y | x | y | |||
|---|---|---|---|---|---|---|---|---|
| 1 | 0.855 | 198.971 | 11 | 0.950 | 198.711 | 21 | 1.042 | 198.457 |
| 2 | 0.865 | 198.945 | 12 | 0.959 | 198.686 | 22 | 1.051 | 198.432 |
| 3 | 0.874 | 198.919 | 13 | 0.968 | 198.660 | 23 | 1.060 | 198.407 |
| 4 | 0.884 | 198.892 | 14 | 0.978 | 198.634 | 24 | 1.069 | 198.382 |
| 5 | 0.893 | 198.866 | 15 | 0.987 | 198.609 | 25 | 1.078 | 198.357 |
| 6 | 0.903 | 198.840 | 16 | 0.996 | 198.584 | 26 | 1.087 | 198.332 |
| 7 | 0.912 | 198.814 | 17 | 1.005 | 198.558 | 27 | 1.097 | 198.308 |
| 8 | 0.921 | 198.788 | 18 | 1.015 | 198.533 | 28 | 1.106 | 198.283 |
| 9 | 0.931 | 198.763 | 19 | 1.024 | 198.508 | 29 | 1.115 | 198.258 |
| 10 | 0.940 | 198.737 | 20 | 1.033 | 198.482 | 30 | 1.123 | 198.234 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, J.; Xu, J. Calculation and Dressing Simulation of the Profile of the Form Grinding Wheel for Modified ZI Worms. Appl. Sci. 2025, 15, 2767. https://doi.org/10.3390/app15052767
Su J, Xu J. Calculation and Dressing Simulation of the Profile of the Form Grinding Wheel for Modified ZI Worms. Applied Sciences. 2025; 15(5):2767. https://doi.org/10.3390/app15052767
Chicago/Turabian StyleSu, Jianxin, and Jiewei Xu. 2025. "Calculation and Dressing Simulation of the Profile of the Form Grinding Wheel for Modified ZI Worms" Applied Sciences 15, no. 5: 2767. https://doi.org/10.3390/app15052767
APA StyleSu, J., & Xu, J. (2025). Calculation and Dressing Simulation of the Profile of the Form Grinding Wheel for Modified ZI Worms. Applied Sciences, 15(5), 2767. https://doi.org/10.3390/app15052767