

Research on the Influence of Wind Speed Parameter Matching on the Operation Quality of an Upper Suction-Type Rice Mill

Abstract
1. Introduction
2. Materials and Methods
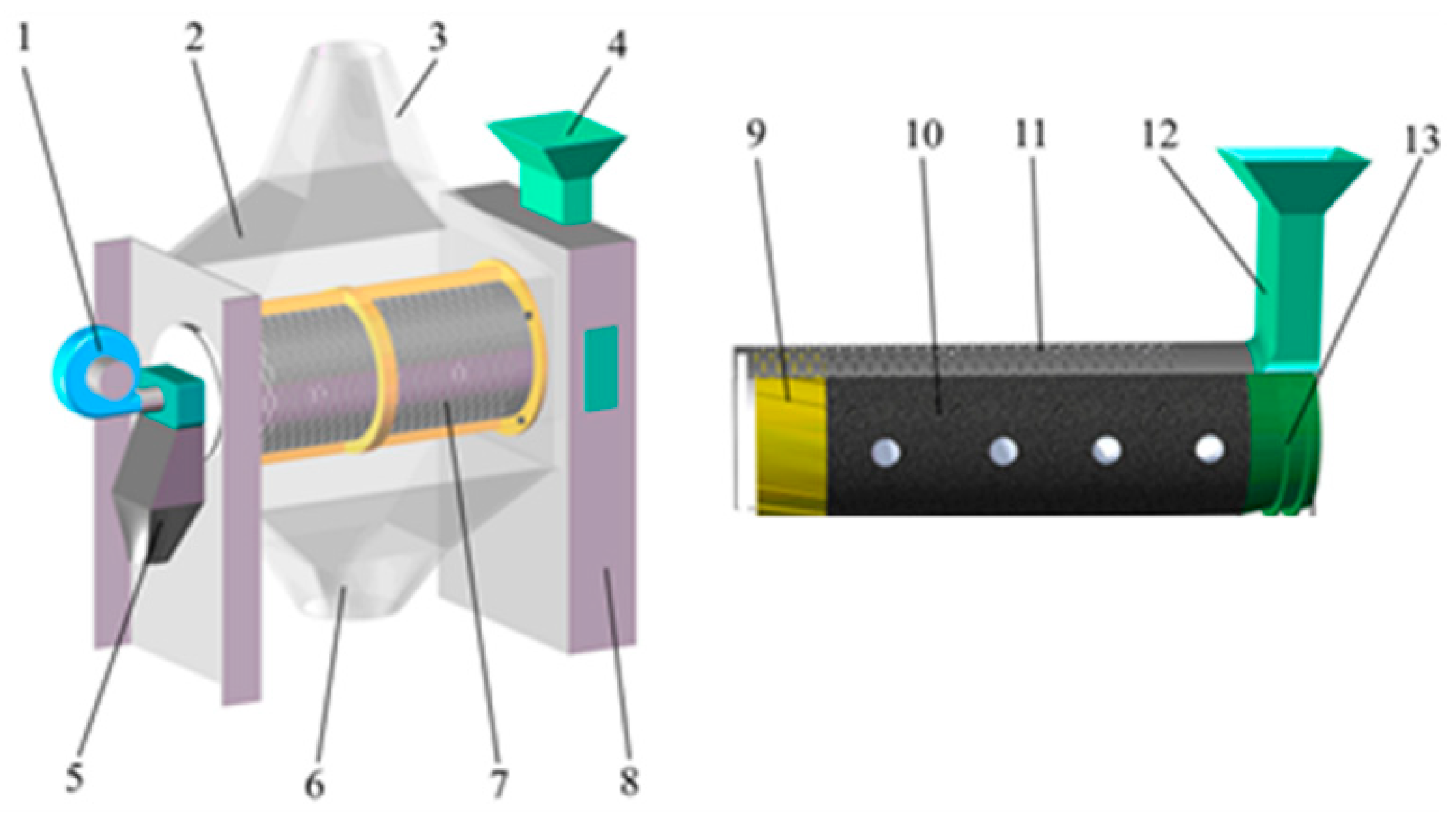
2.1. Working Principle of Upper Suction-Type Rice Mill
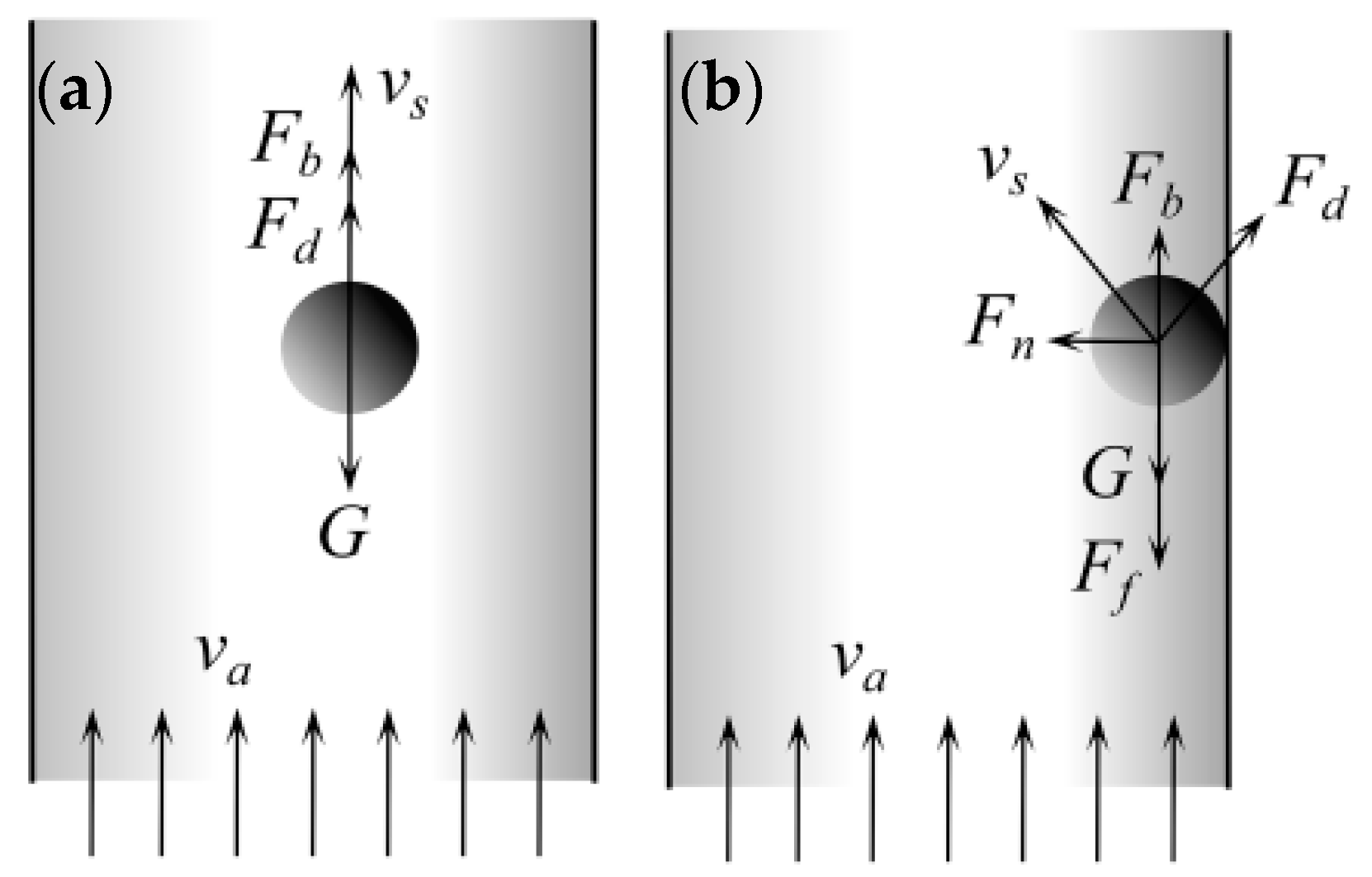
2.2. Dynamic Analysis of Rice Particles in Air Duct
2.3. Analysis of Air Duct Structure and Working Parameters
2.4. Separation Experiment
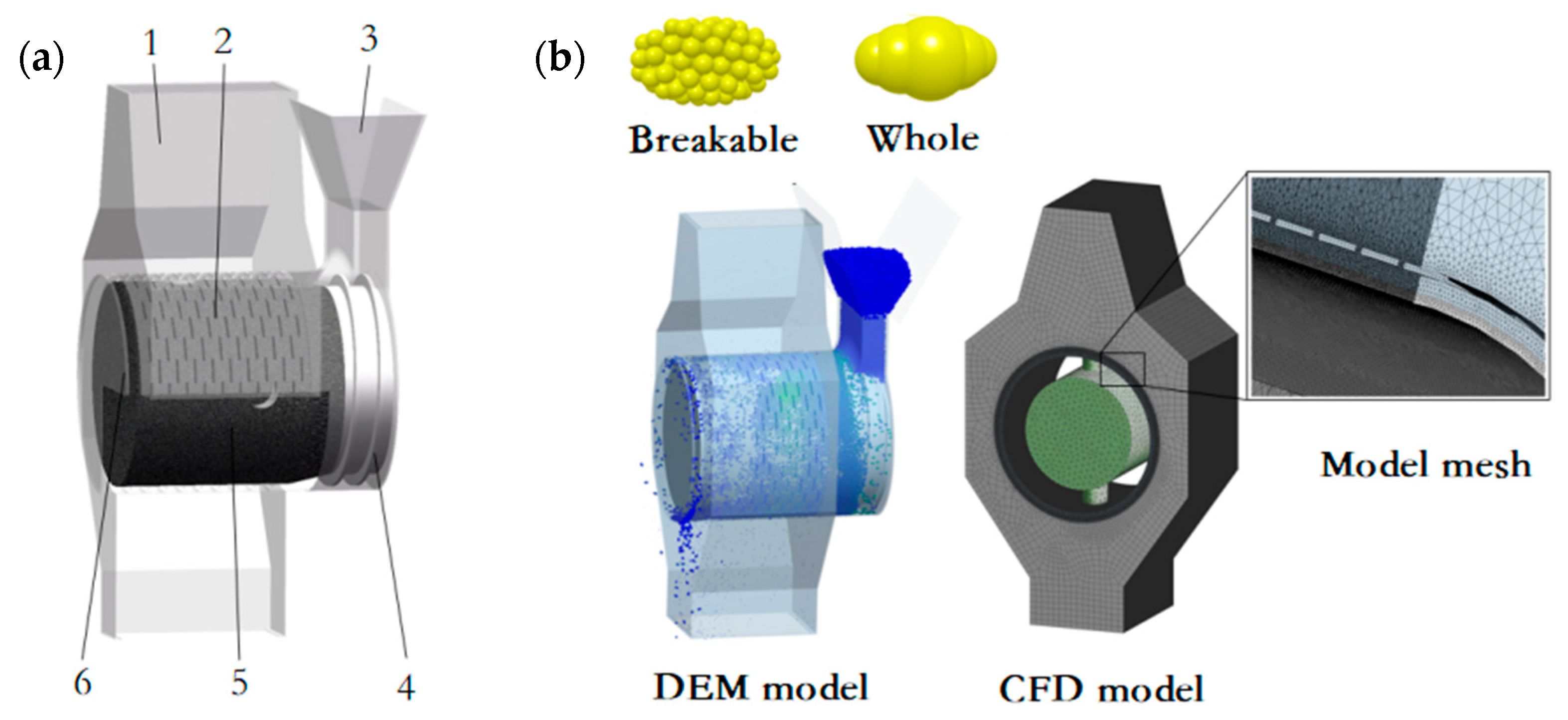
2.5. Model Development
2.6. Boundary Condition and Evaluation Factor
3. Results and Discussion
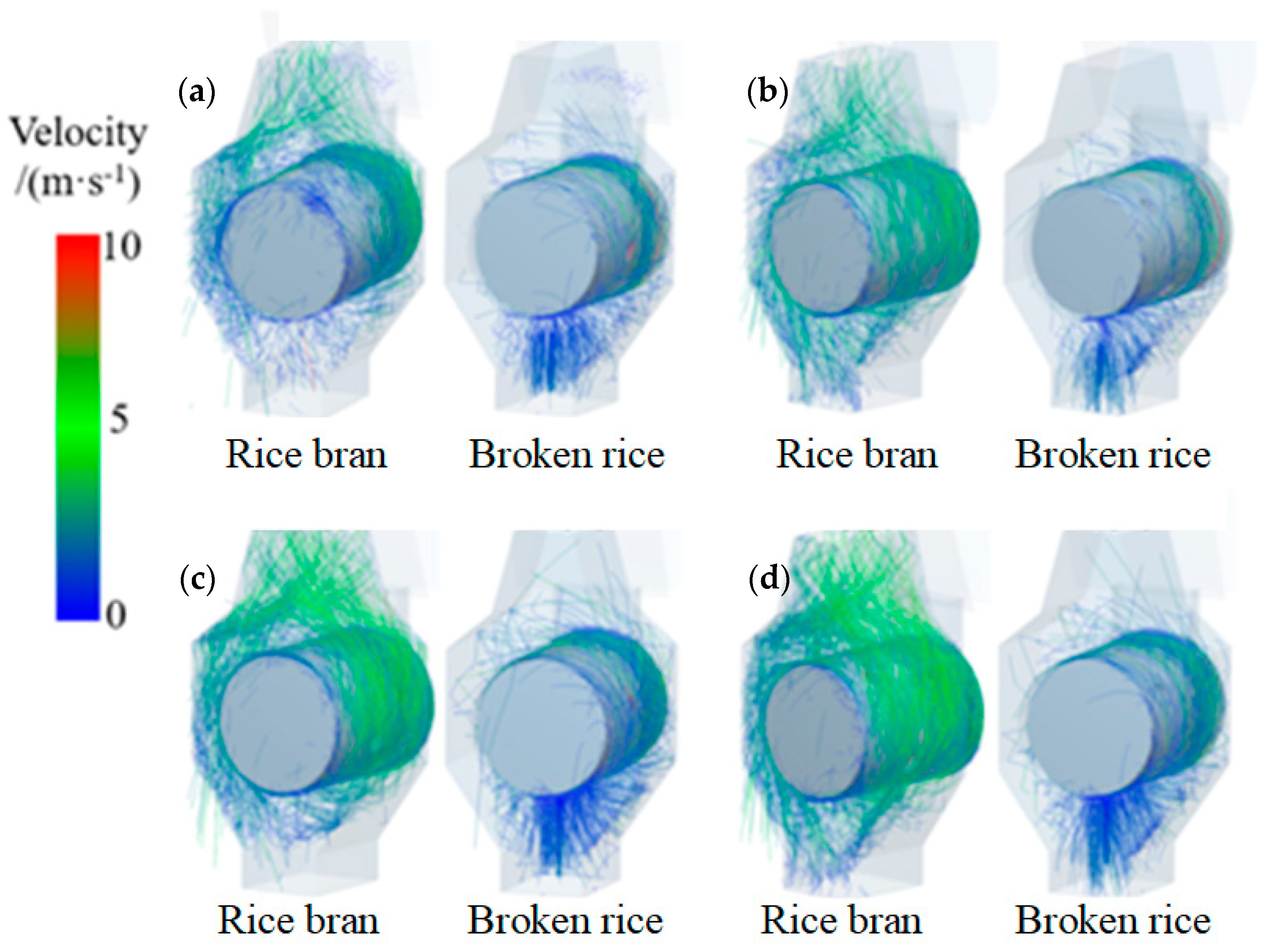
3.1. Flow Field Characteristics in the Milling Chamber
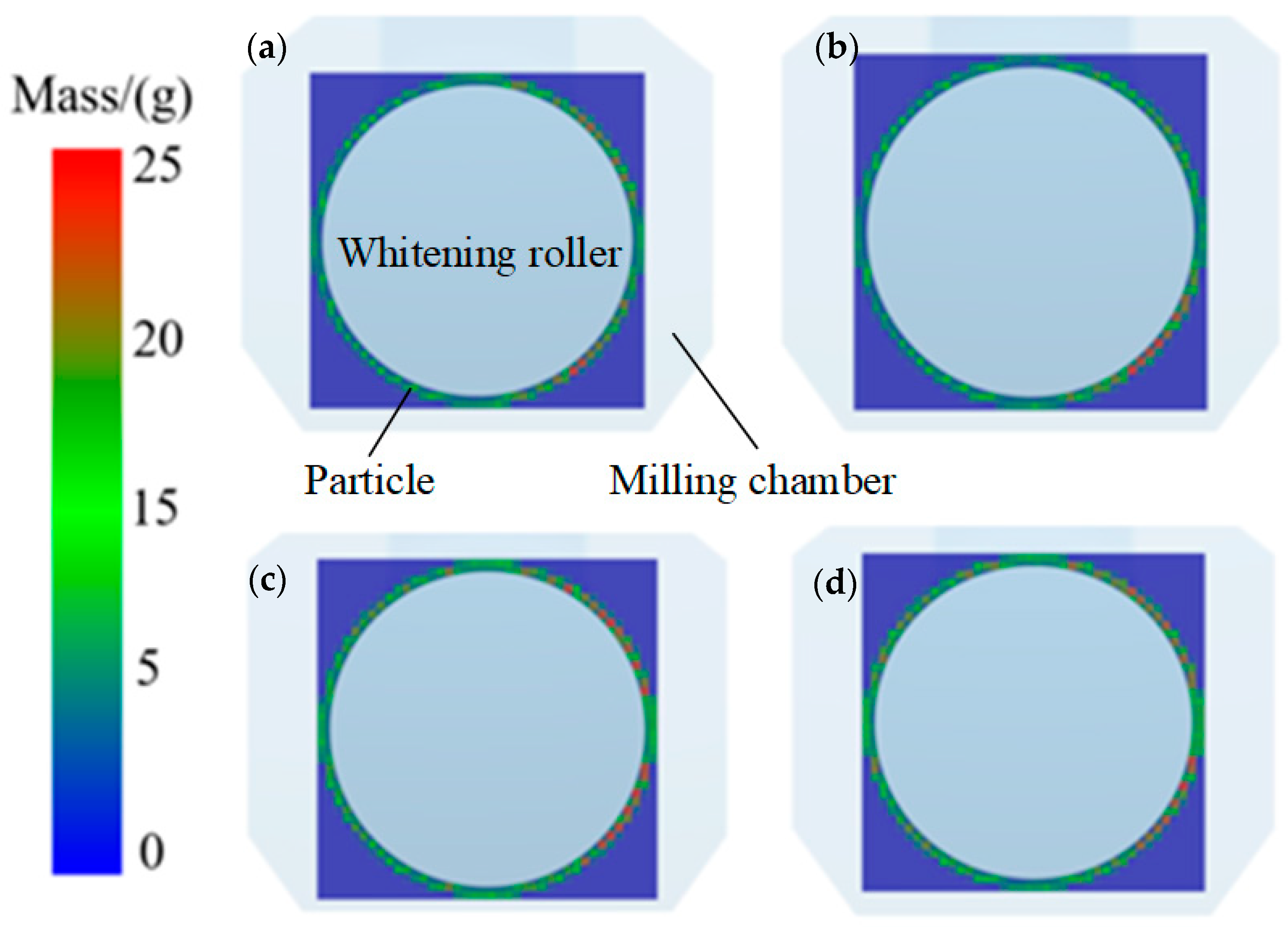
3.2. Particle Movement and Distribution Characteristics in the Milling Chamber
3.3. Separation Rate, Mix Rate and Broken Rice Rate
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, L.; Zhao, L.; Zhang, J.; Cai, X.; Liu, Q.; Wei, C. Relationships between transparency, amylose content, starch cavity, and moisture of brown rice kernels. J. Cereal. Sci. 2019, 90, 102854–102862. [Google Scholar] [CrossRef]
- Díaz, E.O.; Kawamura, S.; Koseki, S. Effect of thickness and maturity on protein content of japonica brown rice collected during postharvest processing. Biosyst. Eng. 2019, 183, 160–169. [Google Scholar] [CrossRef]
- Zhang, F.; Gu, F.; Yan, H.; He, Z.; Wang, B.; Liu, H.; Yang, T.; Wang, F. Effects of soaking process on arsenic and other mineral elements in brown rice. Food. Sci. Hum. Well. 2020, 9, 168–175. [Google Scholar] [CrossRef]
- Wu, N.N.; Li, H.H.; Tan, B.; Zhang, M.; Xiao, Z.G.; Tian, X.H.; Zhai, X.T.; Liu, M.; Liu, Y.X.; Wang, L.P.; et al. Free and bound phenolic profiles of the bran from different rice varieties and their antioxidant activity and inhibitory effects on α-amylose and α-glucosidase. J. Cereal. Sci. 2018, 82, 206–212. [Google Scholar] [CrossRef]
- Chen, Z.; Wassgren, C.; Ambrose, K. A review of grain kernel damage: Mechanisms, modeling, and testing procedures. T. Asabe. 2020, 63, 455–475. [Google Scholar] [CrossRef]
- Wang, L.; Yu, N.; Fan, J.; Zhang, Y.; Pei, H.; Zhang, Y. Simulation of Separation of Rice Bran and Broken Rice in Top-suction Rice Mill with Annular Duct. In Proceedings of the EBIMCS ‘20: Proceedings of the 2020 3rd International Conference on E-Business, Information Management and Computer Science, Wuhan, China, 5–6 December 2020; pp. 398–402. [Google Scholar]
- Jahirul, M.I.; Rasul, M.G.; Chowdhury, A.A.; Ashwath, N. Biofuels production through biomass pyrolysis—A technological review. Energies 2012, 5, 4952–5001. [Google Scholar] [CrossRef]
- Prakash, K.S.; Someswararao, C.; Das, S.K. Pneumatic polishing of rice in a horizontal abrasive pipe: A new approach in rice polishing. Innov. Food. Sci. Emerg. 2014, 22, 175–179. [Google Scholar] [CrossRef]
- Qian, J.; Wang, J.; Liu, H.; Xu, H. CFD modeling of ventilation and dust flow behavior in polishing and the design of an innovative wet dust removal system. Int. J. Environ. Res. Public Health 2020, 17, 6006. [Google Scholar] [CrossRef]
- Chen, F.; Wang, H.; Tang, Y.; Yin, S.; Huang, S.; Zhang, G. Novel cavitation fluid jet polishing process based on negative pressure effects. Ultrason. Sonochem. 2018, 42, 339–346. [Google Scholar] [CrossRef]
- Kim, M.H.; Park, S.J. Analysis of broken rice separation efficiency of a laboratory indented cylinder separator. J. Biosyst. Eng. 2013, 38, 95–102. [Google Scholar] [CrossRef]
- Esgici, R.; Pekitkan, F.G.; Sessiz, A. Evaluation of cylinder rotational speed for rice grain losses and broken grain ratio. Tarım Makinaları Bilim. Derg. 2020, 16, 28–33. [Google Scholar]
- Tokarczyk, J.; Kowol, D.; Szewerda, K.; Matusiak, P. Virtual Prototyping of Bulk Material Preparation Devices in Mining Using Multiphysics Simulations. Appl. Sci. 2024, 14, 5903. [Google Scholar] [CrossRef]
- Gong, B.; Cheng, H.; Zhou, B.; Yan, J.; Wang, L.; Zhang, L.; Feng, Y.; Wang, X. Investigation of Wall Effect on Packing Structures and Purge Gas Flow Characteristics in Pebble Beds for Fusion Blanket by Combining Discrete Element Method and Computational Fluid Dynamics Simulation. Appl. Sci. 2024, 14, 2289. [Google Scholar] [CrossRef]
- Li, H.; Qi, T.; Zhang, Y. Optimization of Structural Parameters of Venturi Vertical Cooling Furnace. Appl. Sci. 2023, 13, 12858. [Google Scholar] [CrossRef]
- Chen, P.; Han, Y.; Jia, F.; Zhao, D.; Meng, X.; Li, A.; Chu, Y.; Zhao, H. Investigation of the mechanism of aerodynamic separation of rice husks from brown rice following paddy hulling by coupled CFD-DEM. Biosyst. Eng. 2022, 218, 200–215. [Google Scholar] [CrossRef]
- Yuan, J.; Li, H.; Qi, X.; Hu, T.; Bai, M.; Wang, Y. Optimization of airflow cylinder sieve for threshed rice separation using CFD-DEM. Eng. Appl. Comp. Fluid. 2020, 14, 871–881. [Google Scholar]
- Elgamal, R.; Ronsse, F.; Radwan, S.M.; Pieters, J.G. Coupling CFD and diffusion models for analyzing the convective drying behavior of a single rice kernel. Dry. Technol. 2014, 32, 311–320. [Google Scholar] [CrossRef]
- Qiao, J.; Huang, L.; Duan, C.; Jiang, H.; Zhao, Y.; Shao, H.; Pan, M. Research on separation mechanism of waste palladium catalyst in a structure-optimized compound dry separator based on DEM-CFD. Particul. Sci. Technol. 2020, 38, 131–143. [Google Scholar] [CrossRef]
- Luo, N.; Weng, W.; Xu, X.; Fu, M. Experimental and numerical investigation of the wake flow of a human-shaped manikin: Experiments by PIV and simulations by CFD. Tsinghua. Univ. Press. 2018, 11, 1189–1205. [Google Scholar] [CrossRef]
- Decker, R.K.; Betto, M.C.; Noriler, D.; Meier, H.F. Comparison between numerical results and PIV experimental data for gas–solid flow in ducts. Can. J. Chem. Eng. 2014, 92, 1113–1120. [Google Scholar] [CrossRef]
- Ferrari, G.E.; Politano, M.; Weber, L. Numerical simulation of free surface flows on a fish bypass. Comput. Fluids 2009, 38, 997–1002. [Google Scholar] [CrossRef]
- Duan, D.R.; Zhao, F.; Wang, S.; Chen, X.X. Research of the installation angle of new rotor impact plate based on EDEM. Appl. Mech. Mater. 2011, 80, 1133–1137. [Google Scholar] [CrossRef]
- Huang, P.P.; Xiao, X.Z. Simulation study the movement of materials in loader shovel working process based on EDEM. Adv. Mater. Res. 2013, 655, 320–325. [Google Scholar] [CrossRef]
- Cao, B.; Jia, F.; Zeng, Y.; Han, Y.; Meng, X.; Xiao, Y. Effects of rotation speed and rice sieve geometry on turbulent motion of particles in a vertical rice mill. Powder. Technol. 2018, 325, 429–440. [Google Scholar] [CrossRef]
- Li, A.; Jia, F.; Han, Y.; Chen, P.; Zhang, J.; Wang, Y.; Fei, J.; Xian, S.; Feng, W. Effect of the rotational speeds of the screw conveyor and milling roller on the behaviour of grain flows in the connected chamber of a vertical “conveying-milling” rice mill. Biosyst. Eng. 2022, 224, 161–182. [Google Scholar] [CrossRef]
- Han, Y.; Jia, F.; Meng, X.; Cao, B.; Zeng, Y.; Xiao, Y. Numerical analysis of similarities of particle flow behavior in stirred chambers. Powder. Technol. 2019, 344, 286–301. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Working Parameters | Evaluation Factors | |||
|---|---|---|---|---|
| vo (m/s) | vp (m/s) | Separation Rate (%) | Mix Rate (%) | Broken Rice Rate (%) |
| 6 | 10 | 90.1 | 2.2 | 6.3 |
| 6 | 20 | 95.4 | 2.4 | 5.4 |
| 8 | 10 | 94.3 | 4 | 5.2 |
| 8 | 20 | 93.3 | 7.6 | 5 |
| Material | Poisson Ratio | Shear Modulus/Pa | Density/(kg/m3) |
|---|---|---|---|
| Rice grain | 0.4 | 1500 | |
| Broken rice | 0.4 | 1500 | |
| Rice bran | 0.4 | 1500 | |
| Steel | 0.3 | 7850 |
| Contact Relationship | Collision Recovery Coefficient | Static Friction Coefficient | Rolling Friction Coefficient |
|---|---|---|---|
| Rice–rice | 0.50 | 0.55 | 0.15 |
| Broken rice–broken rice | 0.40 | 0.60 | 0.19 |
| Rice bran–rice bran | 0.20 | 0.70 | 0.30 |
| Rice–steel | 0.55 | 0.58 | 0.12 |
| Broken rice–steel | 0.40 | 0.64 | 0.17 |
| Rice bran–steel | 0.10 | 0.73 | 0.23 |
| Broken rice–rice bran | 0.20 | 0.35 | 0.30 |
| Normal Stiffness per Unit Area (N/m3) | Tangential Stiffness per Unit Area (N/m3) | Critical Normal Stress (Pa) | Critical Shear Stress (Pa) | Bond Radius (mm) | Contact Radius (mm) |
|---|---|---|---|---|---|
| 4.43 × 1012 | 6.13 × 1011 | 7.92 × 107 | 2.55 × 107 | 0.3 | 0.4 |
| Working Parameters | Evaluation Factors | |||
|---|---|---|---|---|
| vo (m/s) | vp (m/s) | Separation Rate (%) | Mix Rate (%) | Broken Rice Rate (%) |
| 6 | 10 | 95.9 | 2 | 5.9 |
| 6 | 20 | 88.2 | 2.3 | 6.9 |
| 8 | 10 | 96.8 | 3.2 | 5.5 |
| 8 | 20 | 90.1 | 4.6 | 7.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, Z.; Wang, L.; Yang, L.; Shu, C.; Huang, P. Research on the Influence of Wind Speed Parameter Matching on the Operation Quality of an Upper Suction-Type Rice Mill. Appl. Sci. 2025, 15, 1849. https://doi.org/10.3390/app15041849
Ma Z, Wang L, Yang L, Shu C, Huang P. Research on the Influence of Wind Speed Parameter Matching on the Operation Quality of an Upper Suction-Type Rice Mill. Applied Sciences. 2025; 15(4):1849. https://doi.org/10.3390/app15041849
Chicago/Turabian StyleMa, Zhide, Lizong Wang, Liu Yang, Can Shu, and Pingan Huang. 2025. "Research on the Influence of Wind Speed Parameter Matching on the Operation Quality of an Upper Suction-Type Rice Mill" Applied Sciences 15, no. 4: 1849. https://doi.org/10.3390/app15041849
APA StyleMa, Z., Wang, L., Yang, L., Shu, C., & Huang, P. (2025). Research on the Influence of Wind Speed Parameter Matching on the Operation Quality of an Upper Suction-Type Rice Mill. Applied Sciences, 15(4), 1849. https://doi.org/10.3390/app15041849