

Increasing Deformation Energy Absorption of AM Drone Fuselages Using a Low-Density Polymeric Material

 , , and
, , and 
Abstract
Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Material Tests
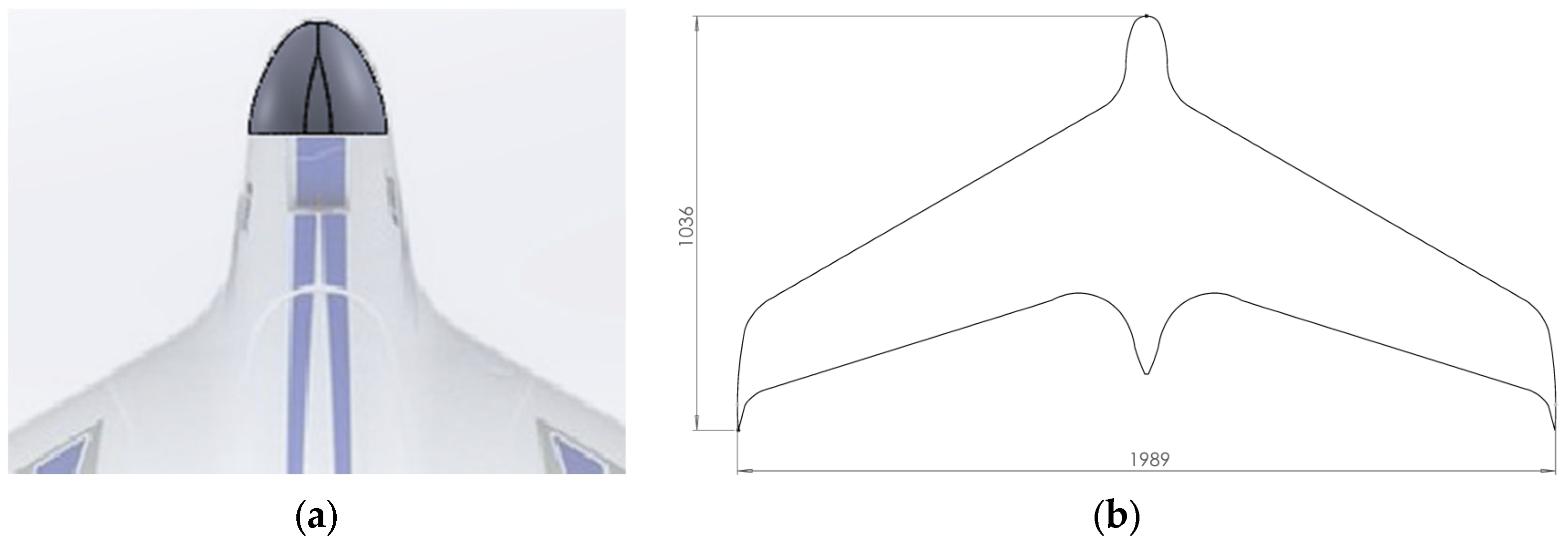
2.2. Drone Prototype and Collision Analysis
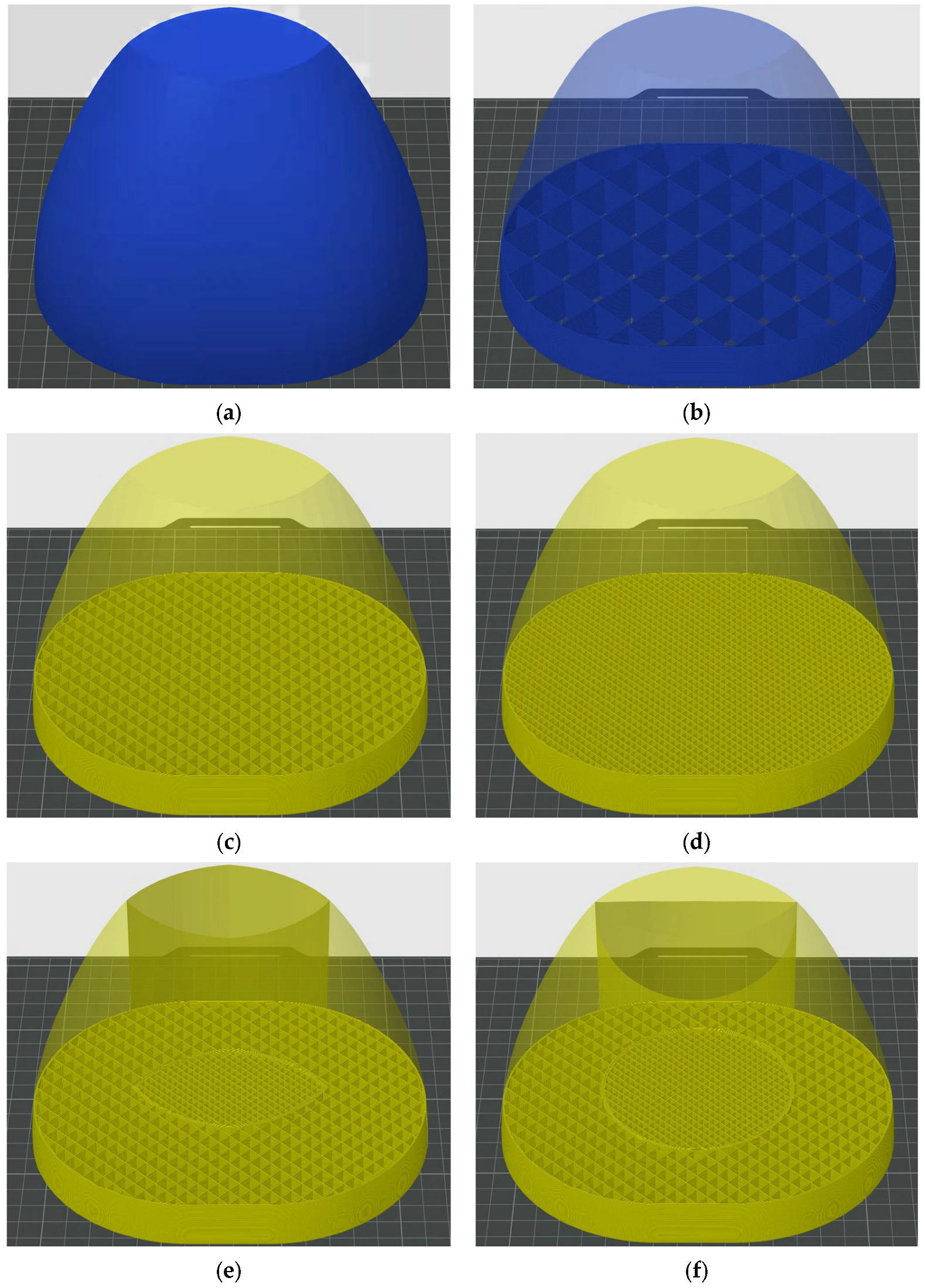
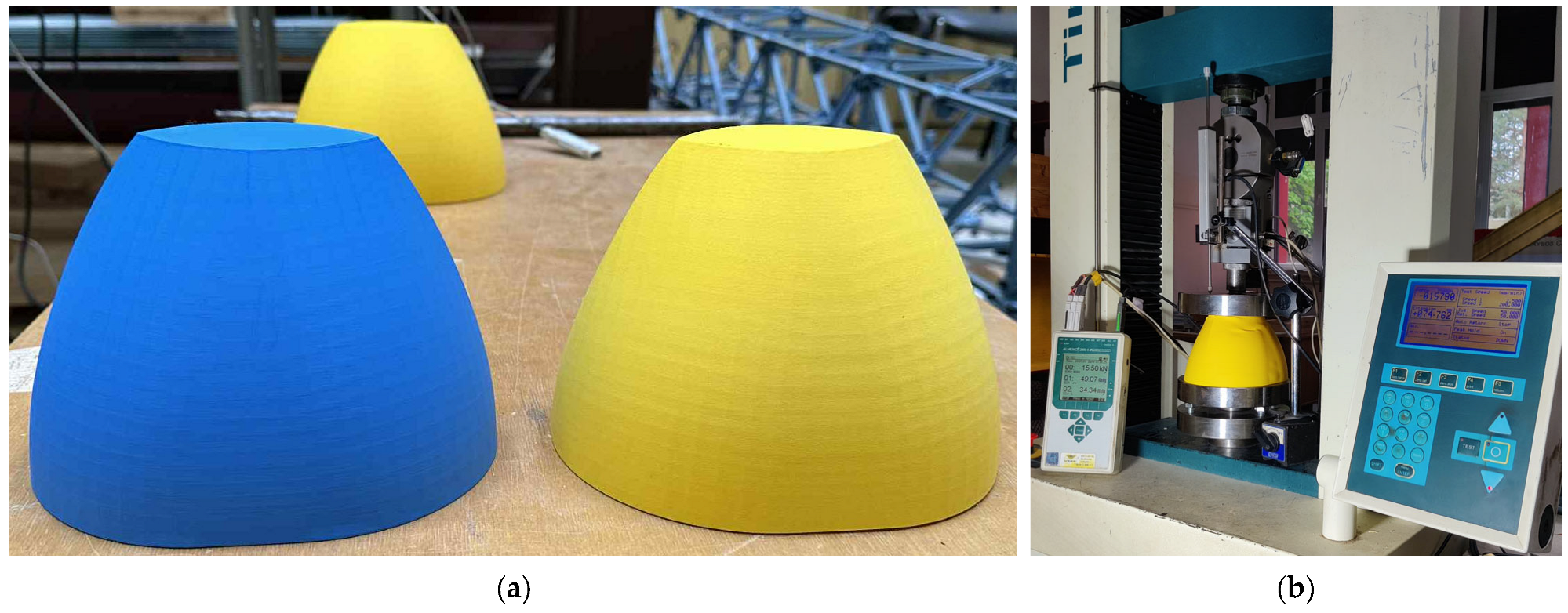
2.3. Prototyping and Compression Tests
2.3.1. Preliminary Prototyping and Compression Tests
2.3.2. Monotonic and Repeated Tests of Modified Prototypes
3. Discussion of the Results
3.1. Deformation Energy Release
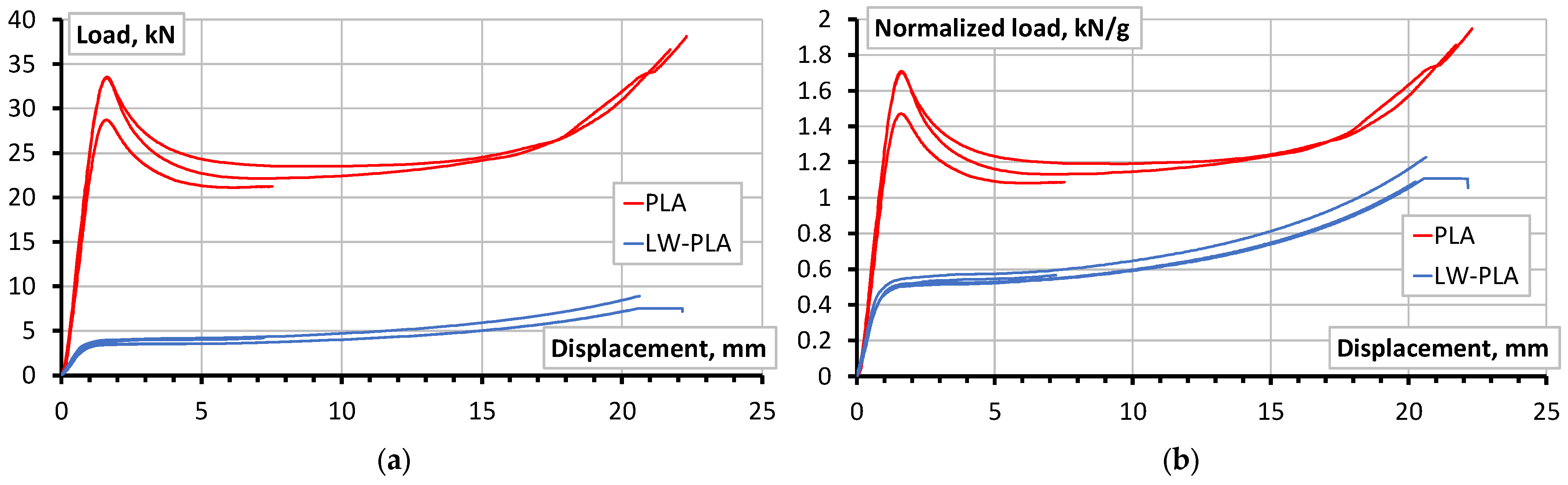
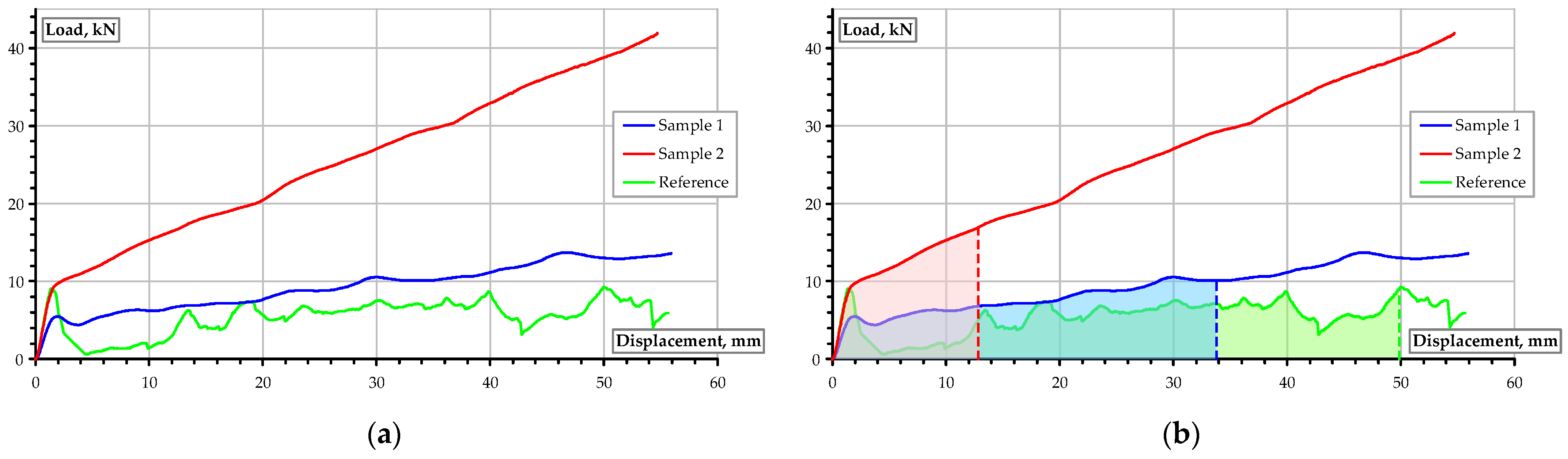
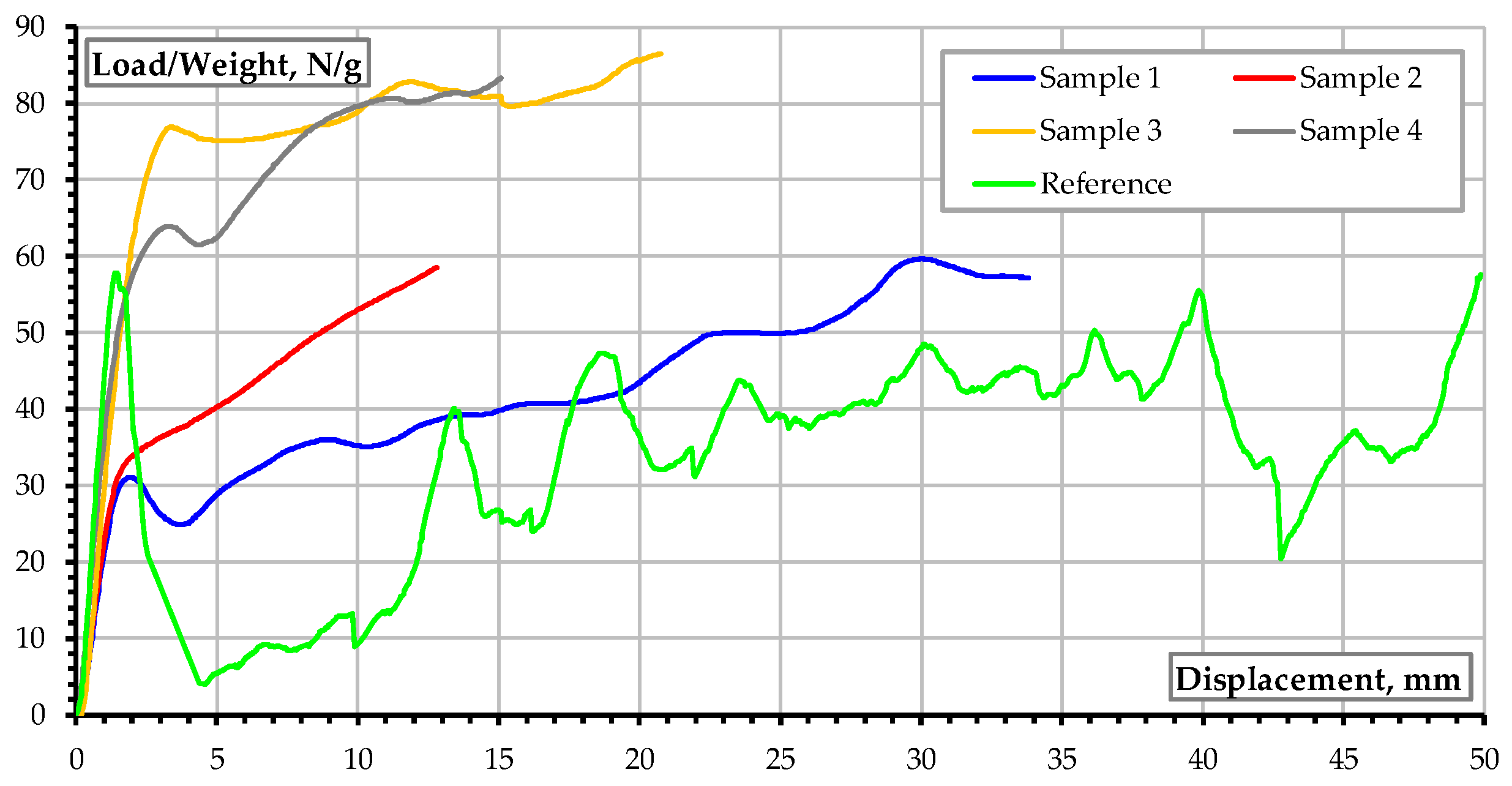
- The reference PLA could reach a relatively high load-bearing capacity in the “elastic” stage. This stage is not elastic in the general context, as the prototype represents a lattice structure without a definite area and is characterized by a complex deformation pattern [13,34,44,45]. However, the structural resistance decreased suddenly after reaching its ultimate capacity, and the fracture of the internal lattice structure, along with a particular material consolidation, ensured further mechanical resistance. The resistance peaks and continuous increase in resistance (green diagram) reflect these mechanisms.
- The alternative LW-PLA specimen (Sample 1) did not demonstrate exceptional performance, yielding a supremum diagram that approximates the resistance peaks of the reference diagram.
- Sample 2 exhibits a similar relative resistance to Sample 1 during the “elastic” stage. This result is expected, as the weight (i.e., the infill density, but not its shape) determines a single difference between these specimens. Consequently, the normalized (blue and red) diagrams reflect this fact. After reaching the “elastic” limit, Sample 2 demonstrates a steeper increase in resistance than its counterpart (Sample 1) and serves as a useful intermediate benchmark for developing metastructural alternatives.
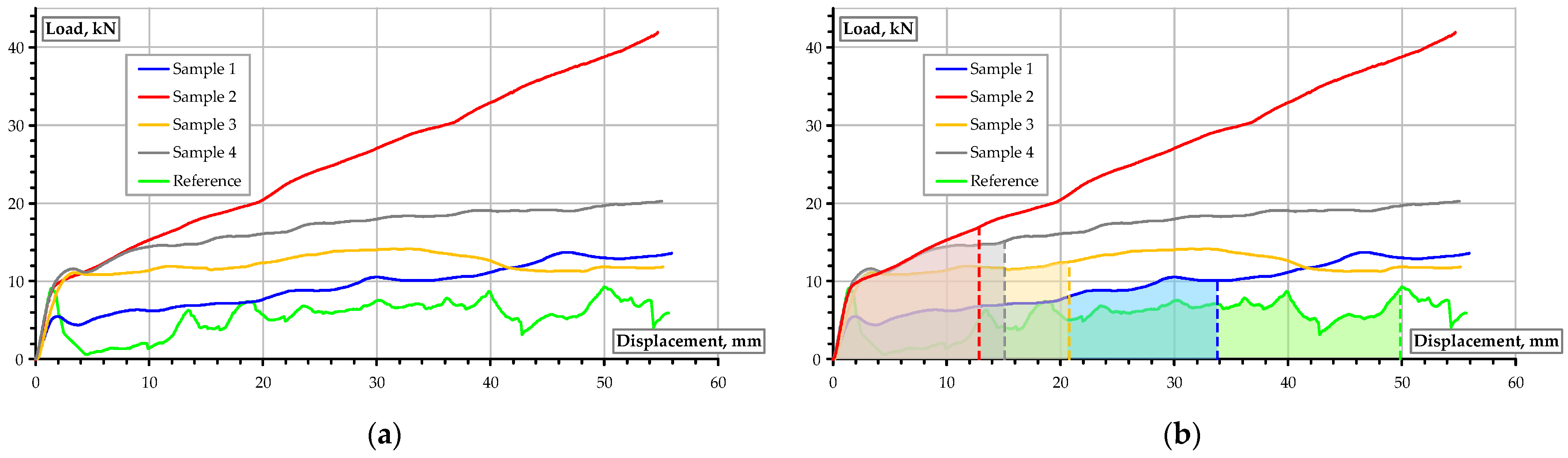
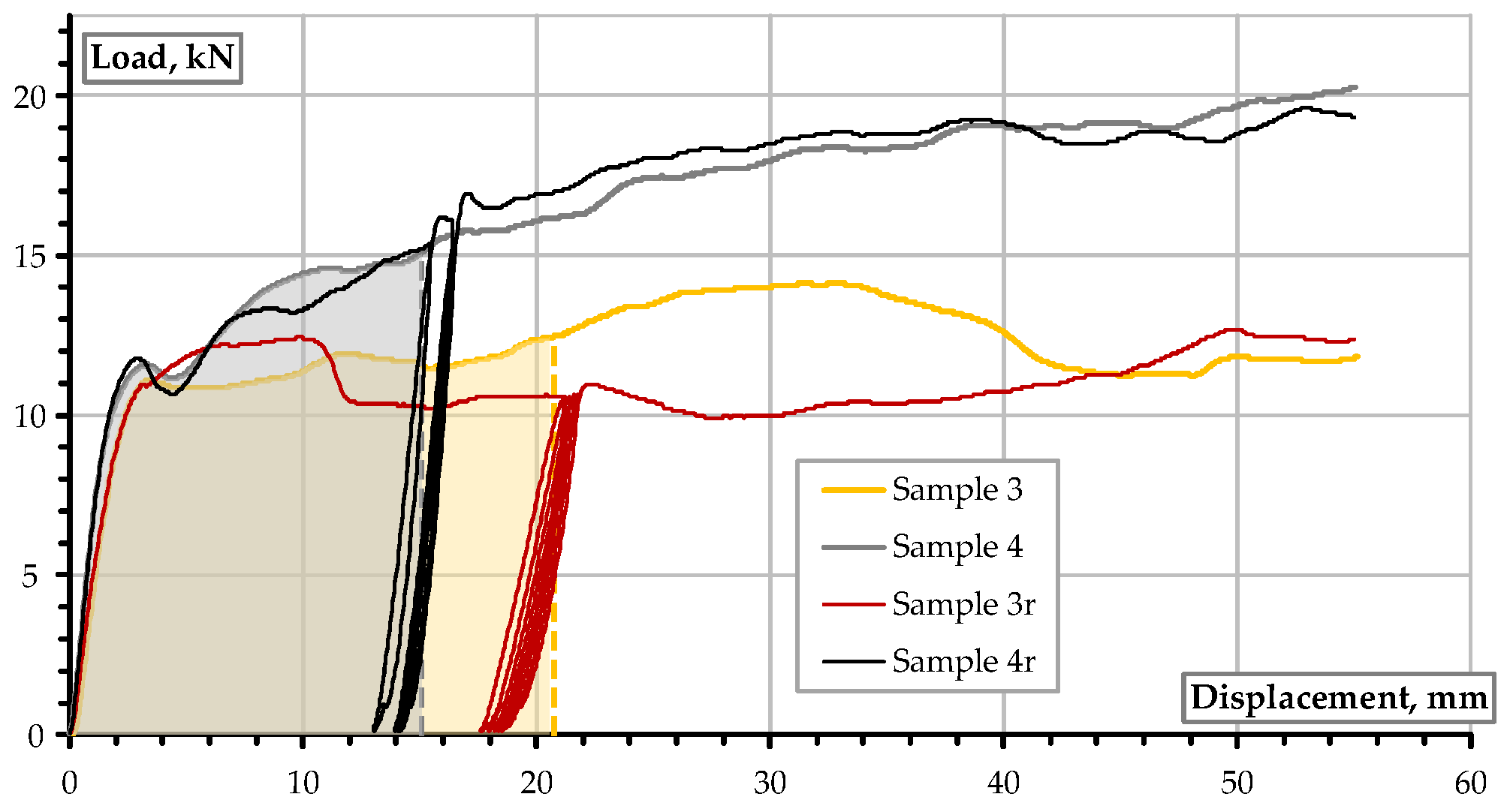
- Both modified prototypes (Samples 3 and 4) demonstrated exceptional efficiency. Sample 4 released the deformation energy more efficiently than Sample 3; nonetheless, the latter specimen demonstrated a higher relative resistance.
3.2. Deformation Energy Absorption Mechanisms
3.3. Analysis Limitations and Further Research
4. Conclusions
- Material efficiency: The stiffening core of the LW-PLA metastructure enabled a weight reduction of up to 62.6% while still achieving adequate energy absorption for non-critical drone components.
- Structural optimization: The modified prototypes, featuring hybrid internal structures (notably the sample where internal buckling of the stiffening core was eliminated), exhibited superior performance under both monotonic and repeated loads, underscoring the significance of core stabilization and internal buckling control.
- Comparative framework: The use of a theoretical deformation energy benchmark (300 J) provided a practical and consistent method for evaluating structural efficiency. However, it does not capture real-world design limitations. Therefore, future research should explore dynamic (impact) testing, the fatigue behavior of materials, and integration with drone systems in realistic environmental conditions.
- Design implications: The experimental findings and design insights suggest utilizing lightweight, consumer-grade polymeric materials and desktop printers for drone prototyping. This approach could lead to broader adoption in academic and hobbyist settings. Additionally, further studies should incorporate sophisticated algorithms to achieve a multi-objective optimization solution.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, L.; Miller, J.; Vezza, J.; Mayster, M.; Raffay, M.; Justice, Q.; Al Tamimi, Z.; Hansotte, G.; Sunkara, L.D.; Bernat, J. Additive manufacturing: A comprehensive review. Sensors 2024, 24, 2668. [Google Scholar] [CrossRef] [PubMed]
- Khan, N.; Riccio, A. A systematic review of design for additive manufacturing of aerospace lattice structures: Current trends and future directions. Prog. Aerosp. Sci. 2024, 149, 101021. [Google Scholar] [CrossRef]
- Whyte, D.J.; Doeven, E.H.; Sutti, A.; Kouzani, A.Z.; Adams, S.D. Volumetric additive manufacturing: A new frontier in layer-less 3D printing. Addit. Manuf. 2024, 84, 104094. [Google Scholar] [CrossRef]
- Ramos, A.; Angel, V.G.; Siqueiros, M.; Sahagun, T.; Gonzalez, L.; Ballesteros, R. Reviewing additive manufacturing techniques: Material trends and weight optimization possibilities through innovative printing patterns. Materials 2025, 18, 1377. [Google Scholar] [CrossRef] [PubMed]
- Hamza, A.; Bousnina, K.; Dridi, I.; Ben Yahia, N. Revolutionizing automotive design: The impact of additive manufacturing. Vehicles 2025, 7, 24. [Google Scholar] [CrossRef]
- İncesu, R.; Akderya, T. The influence of printing speed and temperature on the mechanical, absorptive, and morphological properties of PLA-based hybrid materials produced with an FDM-type 3D printer. Polymers 2024, 16, 2771. [Google Scholar] [CrossRef]
- Islam, M.A.; Mobarak, M.H.; Rimon, M.I.H.; Al Mahmud, M.Z.; Ghosh, J.; Ahmed, M.M.S.; Hossain, N. Additive manufacturing in polymer research: Advances, synthesis, and applications. Polym. Test. 2024, 132, 108364. [Google Scholar] [CrossRef]
- Beníček, L.; Vašina, M.; Hrbáček, P. Influence of 3D printing conditions on physical–mechanical properties of polymer materials. Polymers 2025, 17, 43. [Google Scholar] [CrossRef]
- Djokikj, J.; Tuteski, O.; Doncheva, E.; Hadjieva, B. Experimental investigation on mechanical properties of FFF parts using different materials. Procedia Struct. Integr. 2022, 41, 670–679. [Google Scholar] [CrossRef]
- Graba, M.; Grycz, A. Assessment of the mechanical properties of selected PLA filaments used in the UAV project. Materials 2023, 16, 1194. [Google Scholar] [CrossRef]
- MAXFILAMENT. 3D Printing Materials for Drone Production—What to Choose and Why? Available online: https://maxfilament.com/blog/3d-printing-materials-for-drones?utm_source=chatgpt.com (accessed on 11 May 2025).
- Šostakaitė, L.; Šapranauskas, E.; Rudinskas, D.; Rimkus, A.; Gribniak, V. Investigating additive manufacturing possibilities for an unmanned aerial vehicle with polymeric materials. Polymers 2024, 16, 2600. [Google Scholar] [CrossRef]
- Park, Y.; Lee, S. Characterization of PLA/LW-PLA composite materials manufactured by dual-nozzle FDM 3D-printing processes. Polymers 2024, 16, 2852. [Google Scholar] [CrossRef] [PubMed]
- Vălean, C.; Marșavina, L.; Linul, E. Compressive behavior of additively manufactured lightweight structures: Infill density optimization based on energy absorption diagrams. J. Mater. Res. Technol. 2024, 33, 4952–4967. [Google Scholar] [CrossRef]
- Jimenez-Martinez, M.; Varela-Soriano, J.; Martinez-Trinidad, J.; Alfaro-Ponce, M.; Coca-Gonzalez, M. Enhancing energy absorption in printed PLA components through post-processing and topological optimization. Results Eng. 2025, 26, 104972. [Google Scholar] [CrossRef]
- Vedrtnam, A.; Negi, H.; Kalauni, K. Materials and energy-centric life cycle assessment for drones: A review. J. Compos. Sci. 2025, 9, 169. [Google Scholar] [CrossRef]
- Egan, P.F. Design for additive manufacturing: Recent innovations and future directions. Designs 2023, 7, 83. [Google Scholar] [CrossRef]
- Dash, S.; Nordin, A.; Johansson, G. Dual design for additive manufacturing in engineering design: A systematic literature review. Rapid Prototyp. J. 2025, 31, 40–61. [Google Scholar] [CrossRef]
- Moreno-Núñez, B.A.; Treviño-Quintanilla, C.D.; Esponiza-Garcia, J.C.; Uribe-Lam, E.; Cuan-Urquizo, E. Effect of printing parameters on the internal geometry of products manufactured by fused filament fabrication (FFF). In Proceedings of the 34th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 14–16 August 2023; p. 15. [Google Scholar] [CrossRef]
- Arunkumar, P.; Balaji, D.; Radhika, N.; Rajeshkumar, L.; Mavinkere Rangappa, S.; Siengchin, S. Effect of infill pattern on mechanical properties of 3D printed PLA-Zn composites for drone frame structures: A topology optimization integrated application study. Results Eng. 2025, 25, 104107. [Google Scholar] [CrossRef]
- Rizzo, D.; Epasto, G.; Detry, A.L.H.S.; Landolfi, L.; Papa, I.; Squillace, A. Mono-material sandwich structures design produced by foam additive manufacturing: Study of performances under dynamic conditions. Prog. Addit. Manuf. 2025, 1–18. [Google Scholar] [CrossRef]
- Desole, M.P.; Gisario, A.; Barletta, M. Energy absorption of PLA-based metamaterials manufactured by material extrusion: Dynamic loads and shape recovery. Int. J. Adv. Manuf. Technol. 2024, 132, 1697–1722. [Google Scholar] [CrossRef]
- Simões, S. High-performance advanced composites in multifunctional material design: State of the art, challenges, and future directions. Materials 2024, 17, 5997. [Google Scholar] [CrossRef]
- Azevedo Vasconcelos, A.C.; Schott, D.; Jovanova, J. Hybrid mechanical metamaterials: Advances of multi-functional mechanical metamaterials with simultaneous static and dynamic properties. Heliyon 2025, 11, e41985. [Google Scholar] [CrossRef] [PubMed]
- Zhang, P.; Biligetu; Qi, D.; Xue, R.; Liu, K.; Huang, Z.; Wu, W.; Li, Y. Mechanical design and energy absorption of 3D novel hybrid lattice metamaterials. Sci. China Technol. Sci. 2021, 64, 2220–2228. [Google Scholar] [CrossRef]
- Kedziora, S.; Decker, T.; Museyibov, E. Application of functionally graded shell lattice as infill in additive manufacturing. Materials 2023, 16, 4401. [Google Scholar] [CrossRef] [PubMed]
- Hertlein, N.; Vemaganti, K.; Anand, S. Design optimization of lattice structures under impact loading for additive manufacturing. J. Mech. Des. 2024, 146, 111701. [Google Scholar] [CrossRef]
- Ramírez-Gil, F.J.; Silva, E.C.N.; Montealegre-Rubio, W. Design of topology-optimized functionally graded porous structures under transient loads. Int. J. Mech. Sci. 2024, 284, 109732. [Google Scholar] [CrossRef]
- Nia, A.B.; Nejad, A.F.; Li, X.; Ayob, A.; Yahya, M.Y. Energy absorption assessment of conical composite structures subjected to quasi-static loading through optimization based method. Mech. Ind. 2020, 21, 113. [Google Scholar] [CrossRef]
- Shinde, M.; Ramirez-Chavez, I.E.; Anderson, D.; Fait, J.; Jarrett, M.; Bhate, D. Towards an ideal energy absorber: Relating failure mechanisms and energy absorption metrics in additively manufactured AlSi10Mg cellular structures under quasistatic compression. J. Manuf. Mater. Process. 2022, 6, 140. [Google Scholar] [CrossRef]
- Song, J.; Zhao, K.; Liu, Y. Survey on mission planning of multiple unmanned aerial vehicles. Aerospace 2023, 10, 208. [Google Scholar] [CrossRef]
- Plamadiala, I.; Croitoru, C.; Pop, M.A.; Roata, I.C. Enhancing polylactic acid (PLA) performance: A review of additives in fused deposition modelling (FDM) filaments. Polymers 2025, 17, 191. [Google Scholar] [CrossRef]
- Kantaros, A.; Drosos, C.; Papoutsidakis, M.; Pallis, E.; Ganetsos, T. Composite filament materials for 3D-printed drone parts: Advancements in mechanical strength, weight optimization and embedded electronics. Materials 2025, 18, 2465. [Google Scholar] [CrossRef] [PubMed]
- Misiunaite, I.; Rimkus, A.; Gribniak, V. Developing lightweight steel profile and lattice polymeric core composite for structural use. Thin-Walled Struct. 2025, 206, 112697. [Google Scholar] [CrossRef]
- Misiūnaitė, I.; Rimkus, A.; Gribniak, V. Developing a lightweight hybrid profile concept with a steel shell and polymeric lattice core for optimal mechanical performance. Compos. Struct. 2024, 340, 118169. [Google Scholar] [CrossRef]
- Rimkus, A.; Farh, M.M.; Gribniak, V. Continuously reinforced polymeric composite for additive manufacturing—Development and efficiency analysis. Polymers 2022, 14, 3471. [Google Scholar] [CrossRef]
- ColorFabb. Technical Datasheet PLA Economy, v2.0; ColorFabb: Belfeld, The Netherlands, 2023; 3p. [Google Scholar]
- ColorFabb. Technical Datasheet Light Weight PLA (LW-PLA), v1.0; ColorFabb: Belfeld, The Netherlands, 2023; 3p. [Google Scholar]
- Aerofly Hobbies. Skywalker X8 Flying Wing 2120mm FPV/UAV Airplane Kit. Available online: https://www.aeroflyhobbies.com (accessed on 29 May 2025).
- RMRCX. UAV Talon PNP EPO 1718 mm Wingspan V-tail FPV Plane Aircraft. Available online: https://www.readymaderc.com/products/details/xuav-talon-pnp (accessed on 29 May 2025).
- Horizon Hobby. Opterra 2 m Wing BNF Basic with AS3X and SAFE Select. Available online: https://www.horizonhobby.com/product/opterra-2m-wing-bnf-basic-with-as3x-and-safe-select/EFL111500.html (accessed on 29 May 2025).
- Gribniak, V.; Sultani, H.A.; Rimkus, A.; Boris, R.; Sokolov, A.; Torres, L. Quantifying the flexural stiffness changes in the concrete beams with externally bonded carbon fiber sheets under elevated environment temperature. Alex. Eng. J. 2024, 104, 688–700. [Google Scholar] [CrossRef]
- Dogan, O.; Kamer, M.S.; Sahan, M.F. Multi-objective optimization of low-velocity impact and compression behavior of 3D-printed PLA cubic samples. Polymers 2025, 17, 627. [Google Scholar] [CrossRef]
- Arias-Blanco, A.; Álvarez-Blanco, M.; Belda, R.; Marco, M. Estimation and validation of elastic constants in fused filament fabrication 3D printing: From mesoscale to macroscale. Mater. Des. 2024, 246, 113329. [Google Scholar] [CrossRef]
- Sestini, M.; Puppi, D.; Braccini, S.; Macchi, T.; Matungano, B.; Macolic, S.; Guazzini, T.; Parrini, G.; Milazzo, M.; Danti, S. Elasticity in porous 3D-printed polylactic acid scaffolds for biomedical applications: A predictive approach. Polymers 2025, 17, 836. [Google Scholar] [CrossRef]
- Zhang, X.; Yin, Z.; Xiang, S.; Yan, H.; Tian, H. Degradation of polymer materials in the environment and its impact on the health of experimental animals: A review. Polymers 2024, 16, 2807. [Google Scholar] [CrossRef]
- Malikėnaitė, G.; Rimkus, A.; Rudinskas, D.; Jukna, A.; Gribniak, V. Additive manufacturing of conductive pathways for drone electrical equipment. Polymers 2025, 17, 1452. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Focus Area | Gaps Identified | Ref. |
|---|---|---|---|
| Materials | PLA, ABS, LW-PLA, PA6, PC, PETG * | Lack of performance knowledge of LW materials | [6,9,10,11,12,13,14,15] |
| Optimizing mechanical performance | Stress–strain behavior, energy absorption, and failure mechanisms | Lack of real-world collision/impact analysis | [9,11,14,15,16] |
| Design issues (DfAM) | Internal structure, infill patterns, and lattice design | Lack of standardized DfAM frameworks for drones | [2,14,17,18,19,20] |
| Weight reduction | Foam cores, porous plastics, and internal structure optimization | Mechanical compromise and fabrication repeatability issues | [6,11,12,13,14,21] |
| Hybrid materials and structures | Integral structures and materials’ compatibility | Few holistic studies integrating geometry and materials | [6,13,22] |
| Material | E [GPa] | ft [MPa] | εu [%] | Tg [°C] | Tm [°C] | |||
|---|---|---|---|---|---|---|---|---|
| xy | z | xy | z | xy | z | |||
| PLA | 3.30 | 3.35 | 70 | 71 | 3.5 | 3.5 | 55–60 | 150–160 |
| LW-PLA | 3.35 (0.86) * | 43 (10) * | 8.1 (12.8) * | 55–60 | 150–160 | |||
| Parameters | Reference | Sample 1 | Sample 2 | Sample 3 | Sample 4 |
|---|---|---|---|---|---|
| Material | PLA | LW-PLA | LW-PLA | LW-PLA | LW-PLA |
| Extruder temperature, °C | 220 | 230 | 230 | 230 | 230 |
| Print bed temperature, °C | 55 | 55 | 55 | 55 | 55 |
| Volumetric speed, mm3/s | 20 | 5 | 5 | 5 | 5 |
| Flow ratio, % | 98 | 53 | 53 | 53 | 53 |
| Infill ratio, % | 4.0 | 13 | 24 | 13/24 | 13/24 |
| Infill pattern | Grid | Grid | Grid | Grid | Grid |
| Resultant weight, g | 156.5 | 176.5 | 289.0 | 144.0 | 181.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rasinskis, A.; Rimkus, A.; Rudinskas, D.; Skuodis, Š.; Gribniak, V. Increasing Deformation Energy Absorption of AM Drone Fuselages Using a Low-Density Polymeric Material. Appl. Sci. 2025, 15, 7164. https://doi.org/10.3390/app15137164
Rasinskis A, Rimkus A, Rudinskas D, Skuodis Š, Gribniak V. Increasing Deformation Energy Absorption of AM Drone Fuselages Using a Low-Density Polymeric Material. Applied Sciences. 2025; 15(13):7164. https://doi.org/10.3390/app15137164
Chicago/Turabian StyleRasinskis, Artūras, Arvydas Rimkus, Darius Rudinskas, Šarūnas Skuodis, and Viktor Gribniak. 2025. "Increasing Deformation Energy Absorption of AM Drone Fuselages Using a Low-Density Polymeric Material" Applied Sciences 15, no. 13: 7164. https://doi.org/10.3390/app15137164
APA StyleRasinskis, A., Rimkus, A., Rudinskas, D., Skuodis, Š., & Gribniak, V. (2025). Increasing Deformation Energy Absorption of AM Drone Fuselages Using a Low-Density Polymeric Material. Applied Sciences, 15(13), 7164. https://doi.org/10.3390/app15137164