1. Introduction
Laser cutting has become a fundamental technology in modern manufacturing due to its ability to deliver high precision and process a wide range of materials, including metals, polymers, and fiber-reinforced composites [
1]. Despite these advantages, the industry is increasingly demanding tighter tolerances and better surface finishes. As a result, surface roughness (Ra) has become an important quality indicator, as it affects not only the aesthetic appeal but also the functional performance of components [
2]. Even though laser cutting is a well-established technology, achieving good surface quality remains a challenge due to the complex and often nonlinear interactions between process parameters. For example, certain combinations of cutting speed and laser power can cause chaotic melt ejection [
3,
4,
5]. Additional issues include gas pressure instabilities and material damage caused by overheating and resolidification [
6]. These subtleties highlight the need for advanced modeling strategies capable of capturing the underlying physics while supporting robust process optimization.
Response surface methodology (RSM) is often used to develop empirical models that describe the relationship between input process parameters and output performance metrics. For example, Shrivastava et al. successfully applied a Box–Behnken RSM design to optimize surface roughness (Ra) and kerf width in the laser cutting of Inconel 718 sheets [
7]. Their regression models demonstrated high predictive accuracy, with an R
2 value of approximately 99%, identifying cutting speed and laser power as the most influential factors affecting cut quality. Wang et al. used RSM to develop quadratic models based on four input process parameters—oxygen pressure, pulse width, pulse frequency, and cutting speed—and two output responses: average kerf taper and surface roughness (Ra) [
8]. The analysis of variance (ANOVA) results indicated good agreement between the experimental data and the predicted nonlinear regression model, with R
2 values of approximately 97%. Similarly, Boudjemline et al. developed a multiple linear regression model to predict the maximum surface roughness height in CO
2 laser cutting of Ti-6Al-4V alloys [
9]. Their analysis showed that the cutting speed was the dominant factor for surface roughness, while the auxiliary gas pressure had a negligible influence within the investigated range. The model was validated using ANOVA and achieved a high coefficient of determination (R
2) of 99.33%, confirming its appropriateness. Similarly, Ming systematically investigated the effects of process parameters, such as cutting speed, focal length, and laser power, on the temperature adjacent to the cut kerf and cutting surface roughness using RSM [
10]. A central composite design (CCD) was employed for the experimental setup and ANOVA, which revealed the significance of each factor’s contribution to the responses. The resulting regression models demonstrated high accuracy in predicting both temperature distribution and surface roughness. Generally, these studies affirm RSM’s value as a transparent and statistically sound tool for surface quality prediction in laser-based manufacturing processes. It is worth noting, however, that these models were developed using relatively large experimental datasets, which likely contributed to the high R
2 values.
Recent advances in machine learning (ML) have enabled highly accurate modeling of surface roughness in laser cutting processes, often more successfully traditional statistical approaches in predictive performance. Kusuma and Huang evaluated the performance of three machine learning models—support vector regression, random forest, and extreme learning machine—for predicting kerf width in pulsed laser cutting [
11]. They indicated that the vibration features selected from the optimal base wavelet selection combined with the random forest model are efficient for forecasting the straight kerf width of the workpiece by pulsed laser cutting. Tercan et al. proposed a hybrid machine learning approach that combines clustering and classification to support laser cutting process planning by extracting meaningful patterns from time-consuming simulation data [
12]. Their method enables designers to identify key parameter regions associated with high-quality cuts and gain valuable insights through interpretable models and visualization techniques. Chen et al. developed predictive models using decision trees, random forests, and support vector machines for surface roughness in the fiber laser cutting of aluminum, based on 81 experimental points [
13]. Among the tested algorithms, the random forest model achieved the best performance, with an R
2 of 0.981 and RMSE of 0.206, outperforming support vector regression (R
2 = 0.959, RMSE = 0.298) and gradient boosting (R
2 = 0.968, RMSE = 0.260). Tianhao et al. proposed a high-precision roughness prediction model for high-power laser bevel cutting based on a least-squares support vector machine augmented by a whale optimization algorithm [
14]. The optimized model achieves a reasonable coefficient of determination of 0.9576 and shows great potential for the effective prediction of bevel surface roughness. These developments underscore the growing role of machine learning in predicting laser processing performance characteristics. Despite its predictive power, full industrial adoption remains limited. This is because of the transparency of the methods and explainability. Most importantly, studies to date have relied predominantly on purely data-driven machine learning models, without considering the underlying physical or mathematical relationships.
Several critical gaps in the current literature motivate the development of a hybrid RSM–ML framework, which is particularly suitable for applications with limited datasets. First, stand-alone RSM models are often unable to capture the nonlinear behavior of modern manufacturing processes. For example, Bose and Nandi highlighted the limitations of RSM in modeling complex interactions in wire EDM of hybrid titanium–matrix composites, suggesting that RSM alone may not provide sufficient accuracy in such complicated processes [
15]. Similarly, comprehensive reviews emphasized the shortcomings of RSM in high-dimensional and nonlinear problem spaces, advocating the integration of intelligent algorithms to enhance modeling flexibility and accuracy [
16,
17]. Secondly, integrating RSM with ML techniques has shown promise in enhancing predictive accuracy. Gao et al. demonstrated that a hybrid model combining RSM with a whale optimization algorithm-optimized back-propagation neural network outperformed traditional RSM in optimizing laser-induced hybrid hardening processes, indicating the efficacy of such hybrid approaches in capturing complex process dynamics [
18]. These findings align with those in the review by Piri et al., who observed that hybrid RSM–ML models consistently deliver better performance in process optimization across various advanced manufacturing domains [
19]. Finally, rigorous validation strategies are essential to ensure the generalizability of prediction models [
20,
21]. Leave-one-out cross-validation is widely used in structural optimization and reliability analysis, as it provides nearly unbiased error estimates especially useful for small datasets [
22]. However, the aforementioned method can be very computationally intensive. To overcome this, improved leave-one-out cross-validation techniques have been developed that incorporate hyperparameter tuning from the full training dataset to improve both the accuracy and efficiency of model evaluation [
23].
This study presents a hybrid RSM–ML framework for predicting the surface roughness of laser-cut EN 10130 steel. By integrating the interpretability of the RSM with regression tree-based residual correction, the framework achieves significantly improved prediction accuracy. The modeling process begins with the development of a quadratic RSM model, which is refined by eliminating statistically nonsignificant terms. The residuals are then modeled using regression trees, effectively capturing nonlinear effects that were not considered in the original RSM formulation.
To ensure the robustness and generalizability of the model, verification is performed using leave-one-out cross-validation (LOOCV), a step that is often overlooked in similar studies. The proposed workflow offers a balanced approach that combines the transparency of RSM with the enhanced predictive capability of machine learning, providing a practical and adaptable solution for industrial applications where both model accuracy and interpretability are essential.
The paper is structured as follows:
Section 2 describes the materials used, the methodology, and the experimental setup.
Section 3 offers a discussion of the obtained results, their implications, and potential directions for future research. Finally,
Section 4 summarizes the main conclusions and key findings of the study.
3. Results and Discussion
3.1. Development of the RSM Model
For the purposes of this study, laser cutting experiments were designed using a Box–Behnken experimental design with three factors at three levels. The independent variables were cutting speed (A), laser power (B), and assist gas pressure (C). The dependent variable, or system response, was surface roughness. Initially, the significance of the model and its terms was determined through analysis of variance (ANOVA). Based on the statistical evaluation of the model’s adequacy and the significance of deviations from the model, a quadratic model was recommended for surface roughness and subsequently selected for further analysis. A backward elimination method was applied to remove nonsignificant terms, resulting in a reduced model containing only influential parameters.
Table 3 presents the reduced ANOVA table with the significant factors retained.
The analysis of variance (ANOVA) indicated that the developed model is statistically significant, with a model F-value of 13.93 and only a 0.02% probability that such a high F-value could occur due to noise.
Factors A and B, as well as their quadratic terms (A2 and B2), were found to be significant (p-values less than 0.05), while factor C was excluded from the model due to its lack of statistical significance, according to the RSM analysis. Since the inclusion of nonsignificant terms can degrade model quality, a model reduction was performed to enhance predictive performance and simplify interpretation.
The lack of fit test revealed a significant mismatch between the model and the experimental data (lack of fit F-value of 11.08, p = 0.0171), suggesting that the model does not fully capture the variability in the response and could be further improved.
The reduced model, obtained by eliminating nonsignificant factors, will be used for further process optimization and prediction of surface roughness during laser processing. Its improved simplicity and maintained statistical significance make it suitable for reliable interpretation and practical application. The final model, in terms of actual factors, is given in Equation (7):
The basic statistical data of the reduced quadratic model for processing productivity are presented in
Table 4. The coefficient of determination (R-squared) is 0.8227, indicating a strong relationship between the model predictions and experimental data. Both the adjusted R-squared (0.7637) and the predicted R-squared (0.5898) are reasonably close to each other, which confirms the significance and reliability of the model. The adequacy of the model is further supported by the Adeq Precision value of 11.399, which is well above the recommended minimum of 4, indicating an adequate signal-to-noise ratio. In addition, the coefficient of variation (C.V. %) of 9.98% and the predicted residual sum of squares (PRESS) value of 1.85 further confirm the model’s significance and stability.
3.2. Influence of Input Parameters on Surface Roughness
The influence of each process parameter on surface roughness (Ra) was further analyzed using a perturbation diagram, which illustrates the effects of changing one factor at a time while keeping the others at their central values. As can be seen in
Figure 4, cutting speed (A) has the greatest influence on Ra, followed by laser power (B), while auxiliary gas pressure (C) has a relatively small influence. The dominant influence of cutting speed can be attributed to the phenomenon of melt jet retardation at higher speeds, where the interaction between the molten material and the assist gas is less effective. This delay can lead to incomplete material removal and an increase in surface roughness. Laser power also has a significant impact on Ra, as more energy enters the cutting zone at higher power, increasing the amount of molten material and potentially creating a rougher surface if it is not ejected properly. Although gas pressure showed a limited impact on surface roughness within the experimental range, its presence remains essential for maintaining cut quality. It facilitates the efficient removal of molten material and prevents dross formation, contributing to cleaner and more stable cutting conditions.
To complement the qualitative analysis of the perturbation diagram (
Figure 4), a quantitative sensitivity analysis is presented in
Figure 5. The contribution of each significant factor from the reduced RSM model was calculated based on the normalized sum of squares from the ANOVA. As can be seen from the bar chart, the quadratic term A
2 (cutting speed squared) had the greatest influence on surface roughness, contributing approximately 40.6%, followed by B
2 (laser power squared) at 27.7%, A (cutting speed) at 20.4%, and B (laser power) at 11.2%.
These contributions reflect the nonlinear and dominant role of cutting speed in the laser cutting process. The strong influence of A2 indicates that both too low and too high cutting speeds can deteriorate the surface finish, probably due to the instability of the melt pool and insufficient material removal. Similarly, the influence of B2 suggests that the surface roughness also depends on the fine-tuning of the laser power: too low a power leads to incomplete cutting, while too high a power increases the molten material, causing rougher surfaces. The lower contribution of B confirms its secondary but nevertheless important role in the energy balance of the process.
3.3. Residual Modeling Using Regression Trees
The RSM model provided a statistically significant fit and revealed the key influences of individual process parameters on surface roughness. However, deviations between predicted and experimental values remained, with a coefficient of determination (R2) of 0.8227 and a root mean square error (RMSE) of 0.2169, indicating that further improvement in predictive accuracy was possible.
To address these residual discrepancies and capture nonlinearities not modeled by quadratic regression, a residual modeling approach using regression trees was implemented. Rather than predicting surface roughness directly, the algorithm was trained on residuals defined in Equation (6), representing the differences between experimental and RSM-predicted values.
This residual-based modeling strategy was chosen because the RSM model had already captured the dominant linear and quadratic trends. By applying regression trees only to the residuals, the model focused on identifying the remaining nonlinear structures, thereby reducing the risk of overfitting and preserving model interpretability.
The dataset consisted of 17 samples obtained from a Box–Behnken design, with cutting speed, laser power, and assist gas pressure as input variables. A grid search was conducted by varying the MaxNumSplits parameter from 1 to 10 to determine the optimal tree complexity. The best results were achieved with MaxNumSplits = 3, yielding a minimum RMSE of 0.1717. This indicates that a moderately complex regression tree was sufficient to capture the residual structure without overfitting a crucial consideration, given the limited number of samples.
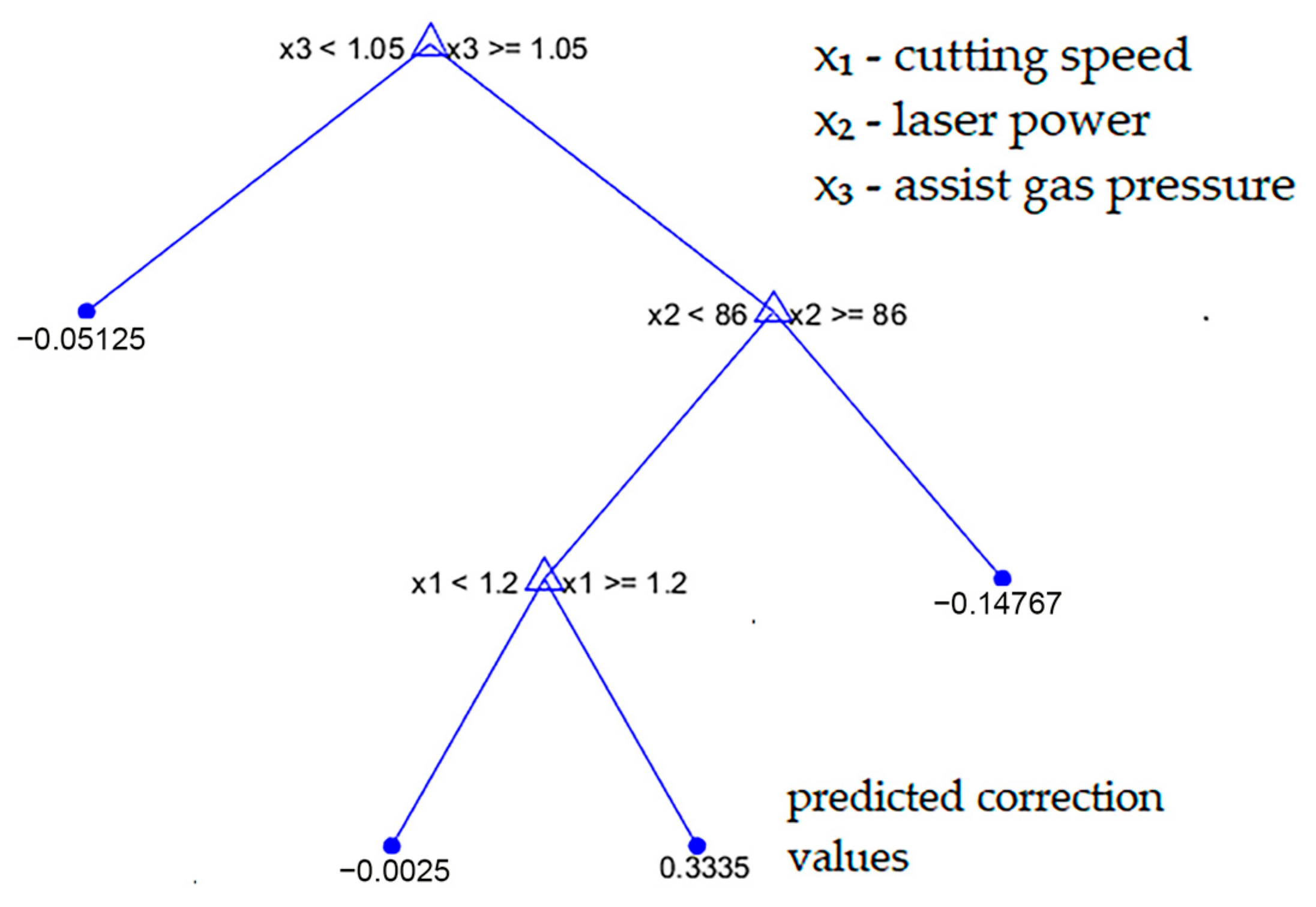
The structure of the regression tree model is shown in
Figure 6. Each internal node represents a binary partition based on a threshold value of one of the input parameters cutting speed, laser power, or auxiliary gas pressure chosen to minimize the prediction error. These decision rules divide the input space into regions with similar residual behavior. The end nodes (leaves) indicate the predicted correction values that are added to the RSM output, along with the number of samples associated with each region. The overall depth and branching pattern of the tree reflect the ability of the model to isolate localized nonlinear effects within the residuals. This graphical representation provides a transparent and interpretable view of how the hybrid model adjusts the original predictions to bring them more in line with the experimental data.
The resulting hybrid model, which combines RSM predictions with machine learning-based residual correction, achieved an improved R2 of 0.8889. This demonstrates that the regression tree successfully modeled the nonlinear deviations unaccounted for by the RSM model.
Figure 7 shows a comparison between the experimental surface roughness values, the predictions from the RSM model, and the corrected predictions from the hybrid model. The hybrid model matches the experimental data more closely across the entire range, especially in areas where the RSM model showed noticeable deviation.
The performance gains of the hybrid model are further quantified in
Figure 8 and
Figure 9, which compare the RMSE and R
2 values, respectively. As shown in
Figure 8, the hybrid model reduced the RMSE from 0.2169 µm to 0.1717 µm, representing a 20.85% reduction in prediction error. Similarly,
Figure 9 shows that the R
2 value increased from 0.8227 to 0.8889, corresponding to an 8.04% improvement in the explained variance.
This modeling strategy improves prediction accuracy by decomposing the problem into two levels: the RSM model captures the dominant trends, while the regression tree isolates complex nonlinear residual patterns that RSM cannot explain. By modeling only the residuals, rather than Ra directly, the tree avoids overfitting and focuses on local correction. This layered structure results in a better fit to experimental data, as reflected by the reduction in RMSE and the increase in R2.
One additional advantage of using regression trees is their interpretability. Unlike black-box models, the resulting decision rules can offer insight into specific interactions among input parameters that lead to systematic under- or overestimations in the base model.
In summary, the proposed hybrid modeling approach effectively combines the transparency of statistical regression with the adaptive capabilities of machine learning. This integration results in improved prediction accuracy and enhanced generalization, even when working with a limited experimental dataset.
3.4. Validation of the Hybrid Model Using LOOCV
Leave-one-out cross-validation (LOOCV) was employed to rigorously evaluate the generalizability of the developed hybrid model. In this approach, each of the 17 data points in the dataset was iteratively excluded from the training set and used as an independent test case. The regression tree model was retrained on the remaining samples, and the residual for the excluded point was predicted. This process was repeated for all data points, ensuring an unbiased assessment of model performance while mitigating the risk of overfitting, which is critical for small datasets.
RMSE and R2 in LOOCV are performance metrics that evaluate how well a model predicts and explains variance in the dependent variable during leave-one-out cross-validation. RMSE measures the average prediction error, while R-squared reflects how much variance is captured by the model. These metrics help assess generalization, especially for small datasets, but can be sensitive to outliers. Interpretation should consider model complexity and the potential for overfitting.
In this research, the LOOCV results revealed an RMSE of 0.3241 µm and an R
2 of 0.6039, indicating that the predicted surface roughness (Ra) deviates by approximately 0.32 µm from experimental values. By applying LOOCV, the R
2 obtained is considered acceptable, depending on the application area, with values ranging from approximately 0.2 to 0.9 (i.e., 20% to 90%) [
24]. This variation reflects the differing levels of model performance required across various domains. This accuracy is acceptable for industrial applications, considering typical Ra values in the laser cutting range from 2 to 3 µm [
25]. Although the performance declined compared to the training results (RMSE = 0.1717, R
2 = 0.8889), LOOCV offers a realistic estimate of generalization. These findings confirm the practical value of the proposed model and provide a solid basis for the concluding observations in the next section.
As shown in
Table 5, the R
2 value obtained for the proposed hybrid model (≈0.89) is comparable to those reported in similar studies using traditional RSM approaches. For example, Safari et al. [
26] and Vinoth [
27] achieved R
2 values of ≈0.93 using Box–Behnken and Taguchi designs, respectively, with a similar number of experimental trials. Salem et al. [
28] reported an R
2 of ≈0.90 based on 32 experiments. Although our study involved only 17 experimental points, the predictive performance remains consistent with these references, highlighting the effectiveness of the proposed hybrid approach.
These are often constrained by practical limitations such as machine settings, control accuracy, and technological stability during processing. Despite these constraints, the hybrid model successfully captured key process relationships, demonstrating its applicability, even with a limited dataset. It is also well recognized in the statistical literature that what is considered a good R
2 depends heavily on the field and context. According to published sources, R
2 values in the range of 0.60 to 0.90 are generally regarded as acceptable to strong for engineering and manufacturing processes, particularly when using empirical models such as RSM or hybrid learning frameworks [
29]. In this regard, the obtained R
2 of ≈0.89 supports the practical validity of the proposed model.
4. Conclusions
This study presented a hybrid modeling approach for predicting surface roughness (Ra) in laser cutting by combining response surface methodology (RSM) with machine learning-based residual correction. A quadratic RSM model was initially developed using a Box–Behnken design, with cutting speed, laser power, and auxiliary gas pressure as input parameters. Although the RSM model achieved a reasonable fit (R2 = 0.8227), it showed limitations in capturing certain nonlinear relationships between the predicted and experimental values. To address this, a regression tree algorithm was applied to model the residuals of the RSM predictions, resulting in a significant improvement in accuracy. The final hybrid model demonstrated enhanced predictive performance, achieving an R2 of 0.8889 and a reduced RMSE compared to the standalone RSM model.
Leave-one-out cross-validation (LOOCV) further confirmed the model’s generalization capability, yielding an RMSE of 0.3241 µm and an R2 of 0.6039. Although lower than the training performance, these results validate the model’s robustness when applied to limited experimental datasets. Comparative analysis with existing approaches such as random forest (RMSE = 0.05 µm, R2 = 0.91) demonstrated the competitiveness of the proposed hybrid method, particularly in balancing predictive accuracy and interpretability.
The findings underscore the benefits of integrating classical statistical techniques with machine learning for modeling complex manufacturing processes. The hybrid approach not only enhances prediction accuracy but also preserves interpretability, making it suitable for real-world applications where data availability is limited. Future research could explore the integration of alternative machine learning algorithms or extend this methodology to additional machining parameters and material types.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}