

Intelligent Monitoring of BECS Conveyors via Vision and the IoT for Safety and Separation Efficiency


Abstract
1. Introduction
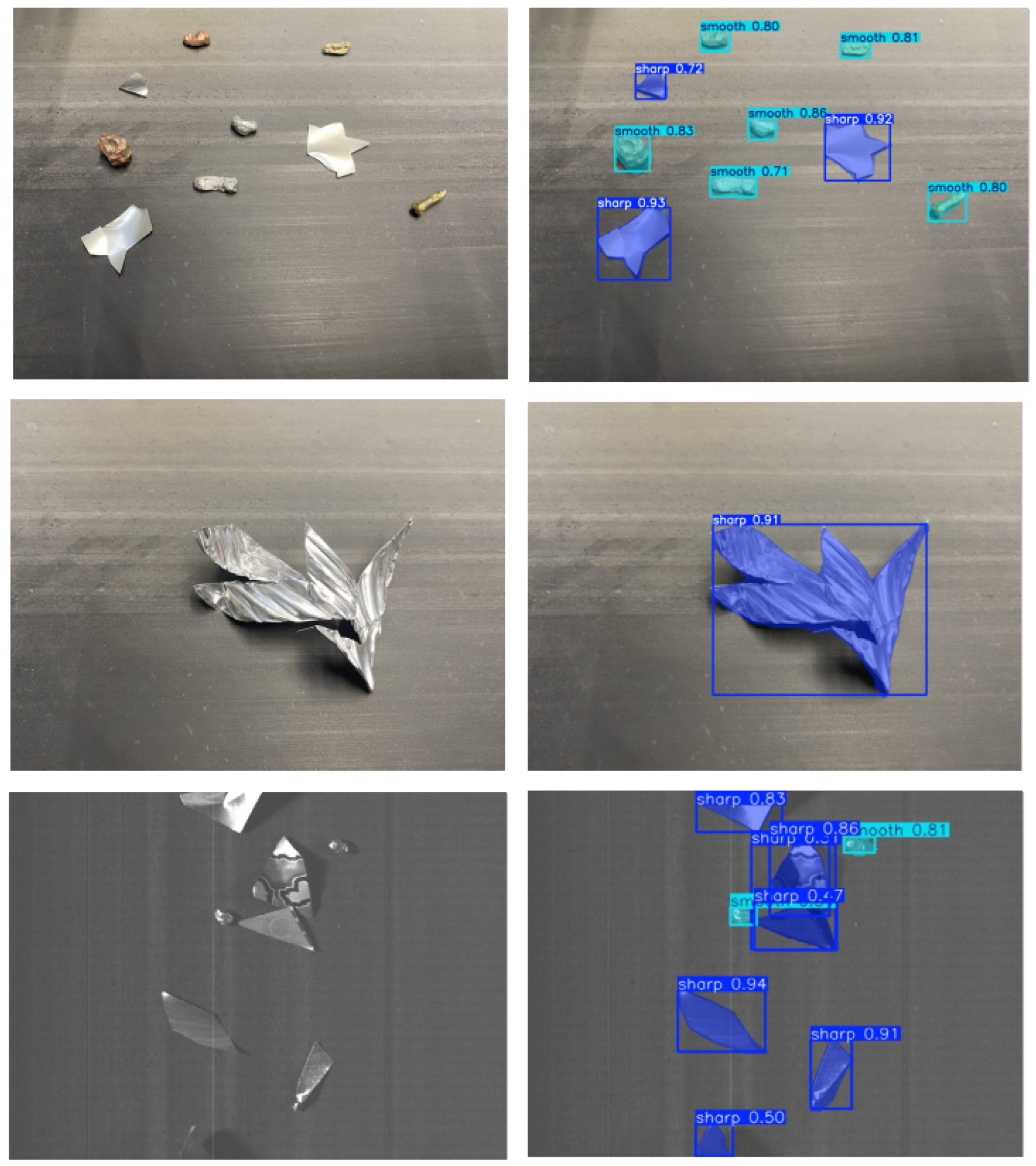
- To detect and classify material shapes (sharp vs. smooth) using a YOLOv11-based vision system to identify upstream process anomalies and reduce conveyor damage.
- To design and test a misalignment detection and correction module using image processing and stepper motors to maintain accurate belt alignment.
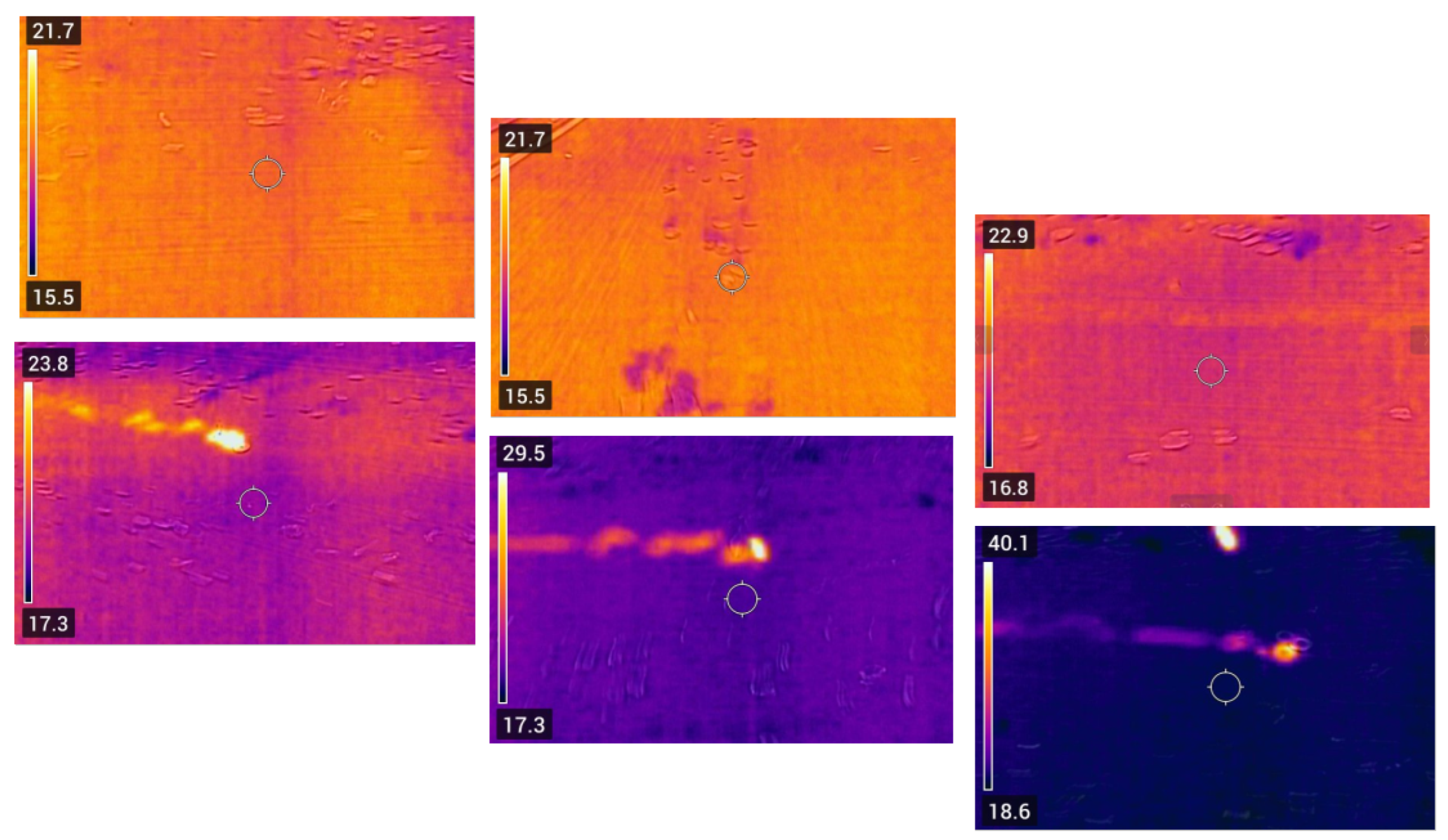
- To implement a thermal monitoring module using an MLX90640 thermal camera to detect the abnormal temperature rises caused by trapped ferrous materials.
- To integrate an IoT-based alert system for notification and remote response to safety hazards.
1.1. Background and Problem
1.2. Existing Body of Knowledge and the State of the Art
1.3. Gap Detection
1.4. Research Questions
2. Supplementary Literature and Related Work
3. Methods
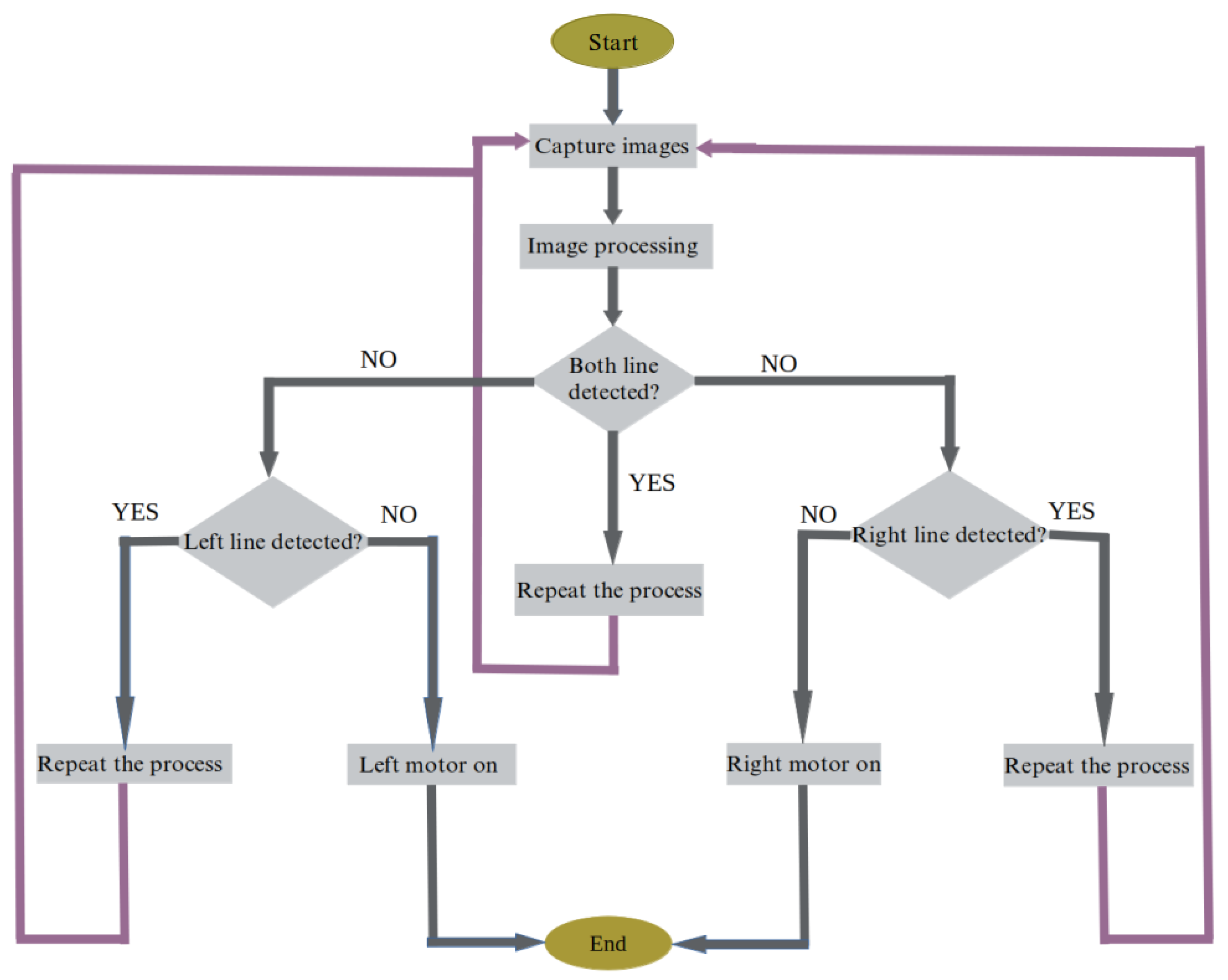
3.1. Automated Detection and Correction of Conveyor Belt Misalignment in Industrial Environments
Optimization Techniques
3.2. Thermal Imaging for Early Detection and Prevention of Conveyor Belt Overheating
- Local Alarm with Buzzer:
- –
- When an overheating event is detected, a high-decibel buzzer is immediately activated on site.
- –
- This ensures that factory personnel receive an instant warning, allowing them to inspect and address the issue before escalation.
- –
- The system prioritizes intervention, preventing small anomalies from evolving into critical failures.
- Remote Notification:
- –
- –
- The bot sends alerts, including temperature readings, thermal snapshots, and timestamped event logs, directly to designated technicians and safety supervisors.
- –
- This approach allows for remote monitoring from any location, reducing reliance on on-site personnel and enhancing operational efficiency.
- –
- Security measures ensure data privacy, with no personal data storage, and messages are transmitted via end-to-end encrypted channels.
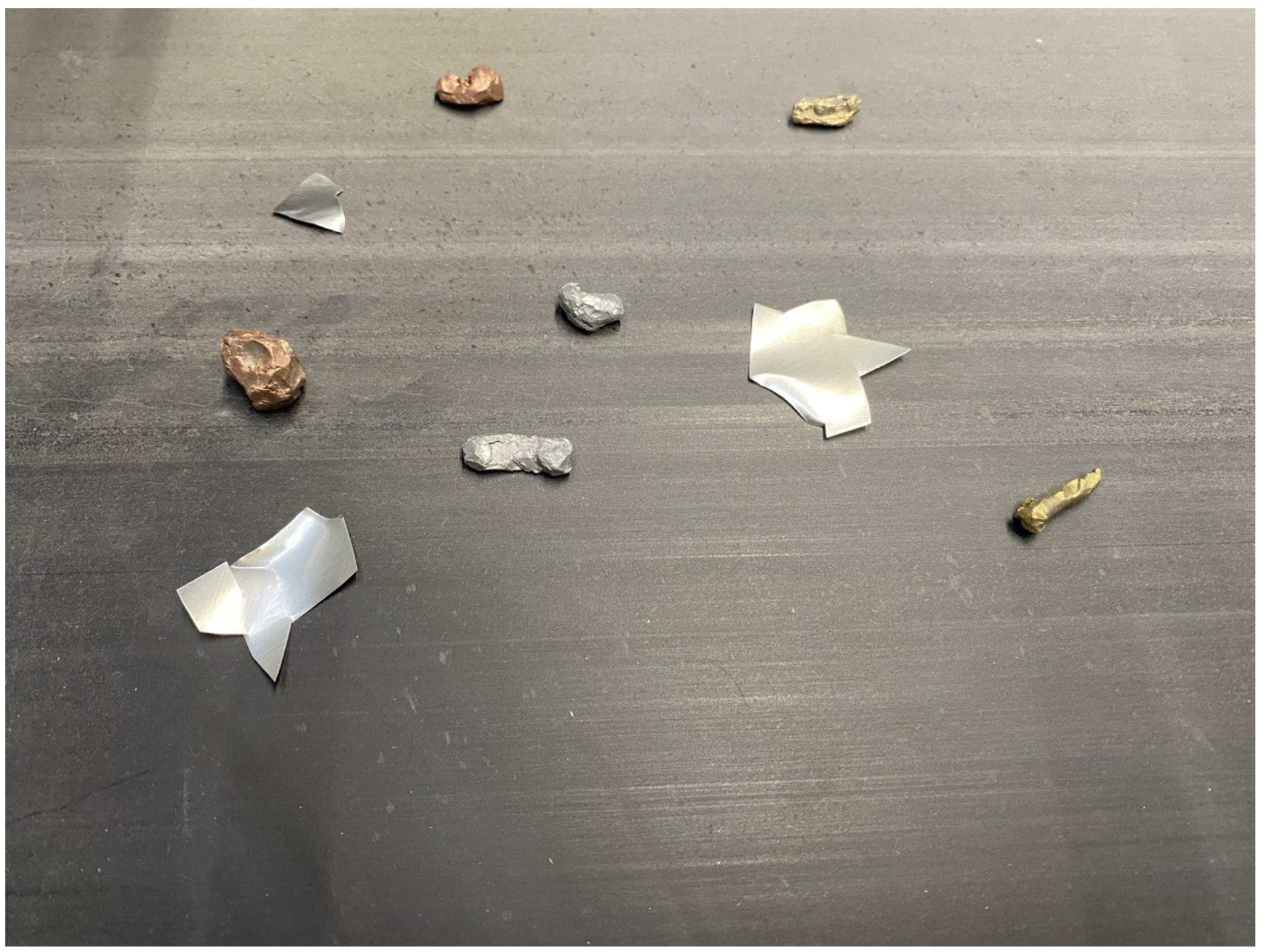
3.3. Machine Vision for Shape-Driven Conveyor Belt Material Recognition
Custom Dataset Preparation
3.4. YOLOv11 Working Principle
- The input image passes through convolutional layers to extract features.
- The image is divided into a grid, where each cell predicts bounding boxes and class labels.
- The model outputs the location (x, y, w, and h), class label (e.g., “sharp” or “smooth”), and confidence score.
- The model also produces a pixel-wise mask for each detected object in the segmentation version.
- Bounding box coordinates.
- Class label (e.g., sharp or smooth).
- Segmentation mask.
- Confidence score (e.g., 0.93).
- BoxLoss: Bounding box regression loss.
- ClassLoss: Classification loss (cross-entropy).
- DFLLoss: Distribution focal loss for localization precision.
- SegmentationLoss: Pixel-wise segmentation mask loss.
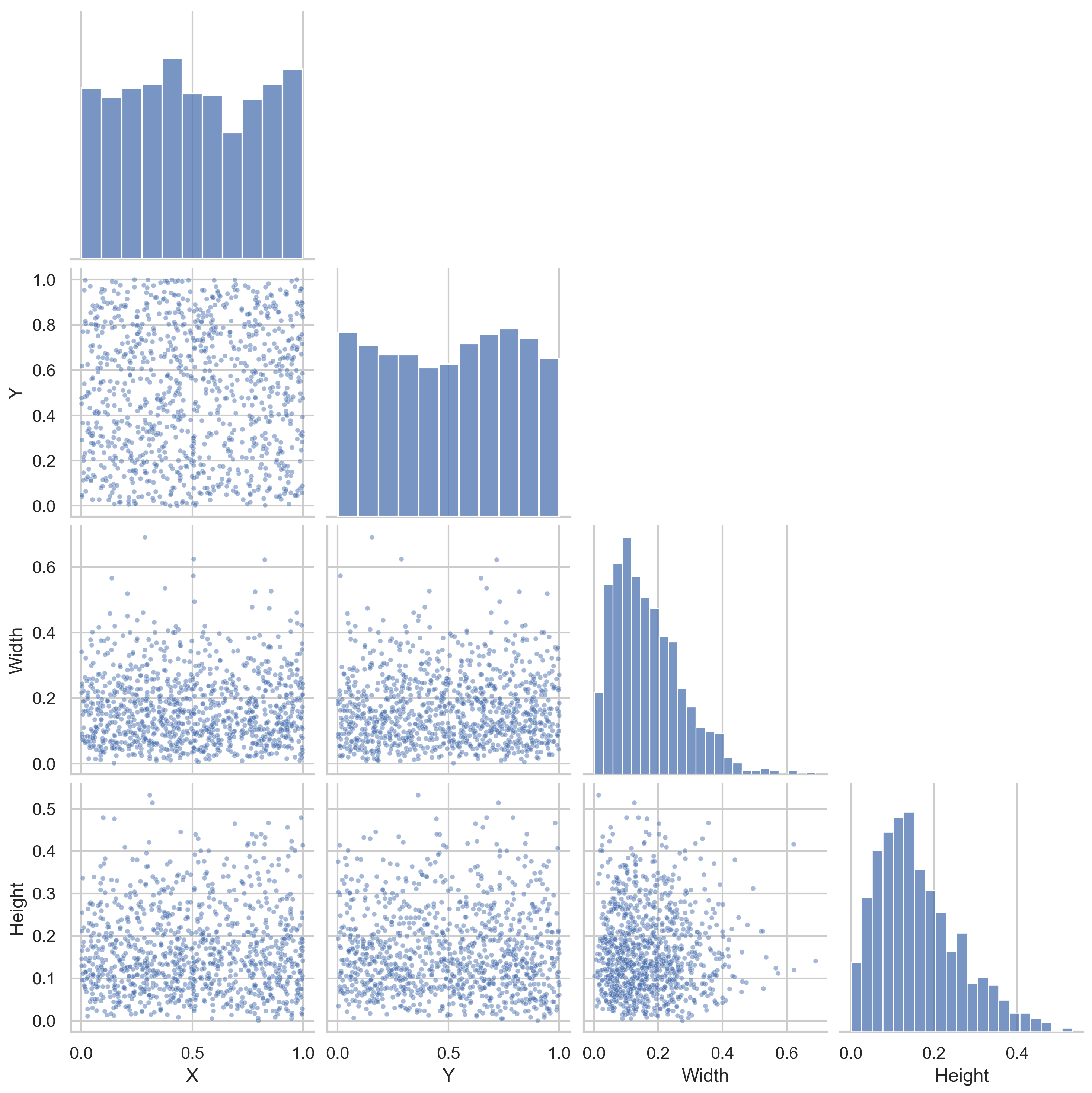
Model Analysis and Label Distribution
3.5. Enhancing Conveyor Belt Monitoring with IoT-Based Alert Systems
4. Results and Discussion
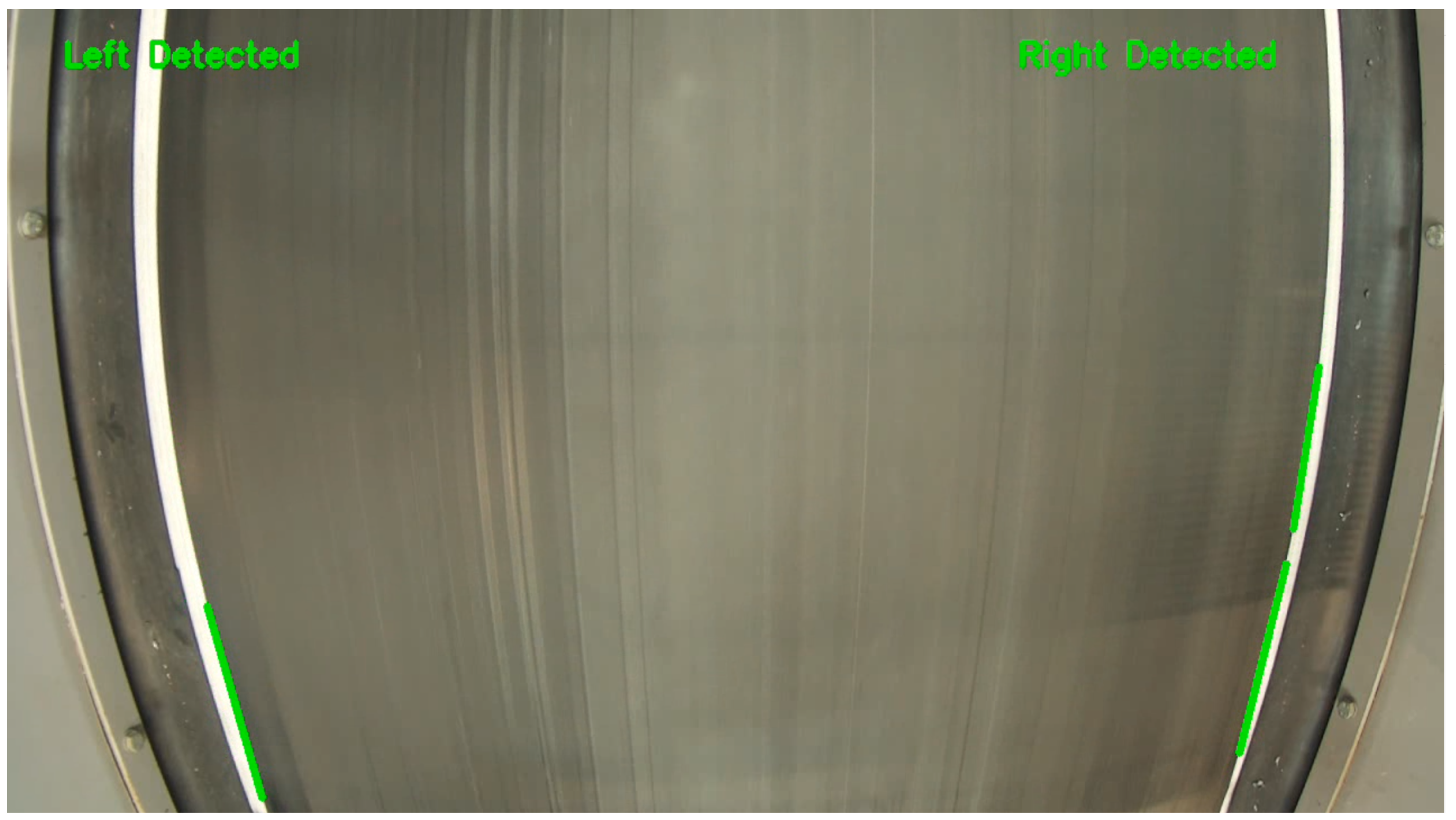
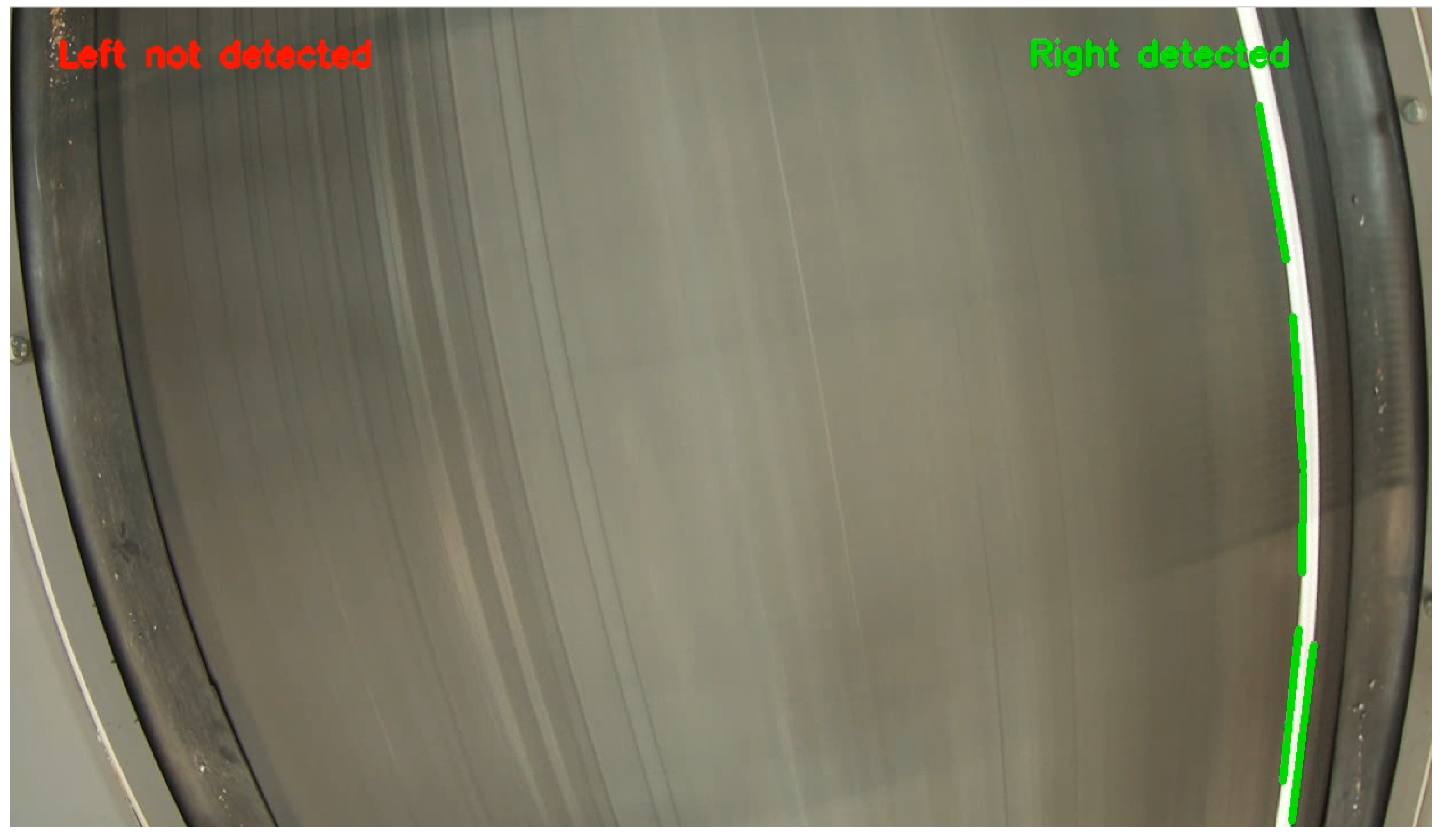
4.1. Evaluation of Conveyor Belt Misalignment Detection and Correction
- Normal Lighting (Stable Environment).
- Low Lighting (Dim Factory Conditions).
- Normal Lighting with Induced Vibration (Simulated Machine Activity).
- Low Lighting with Vibration (Worst-Case Industrial Scenario).
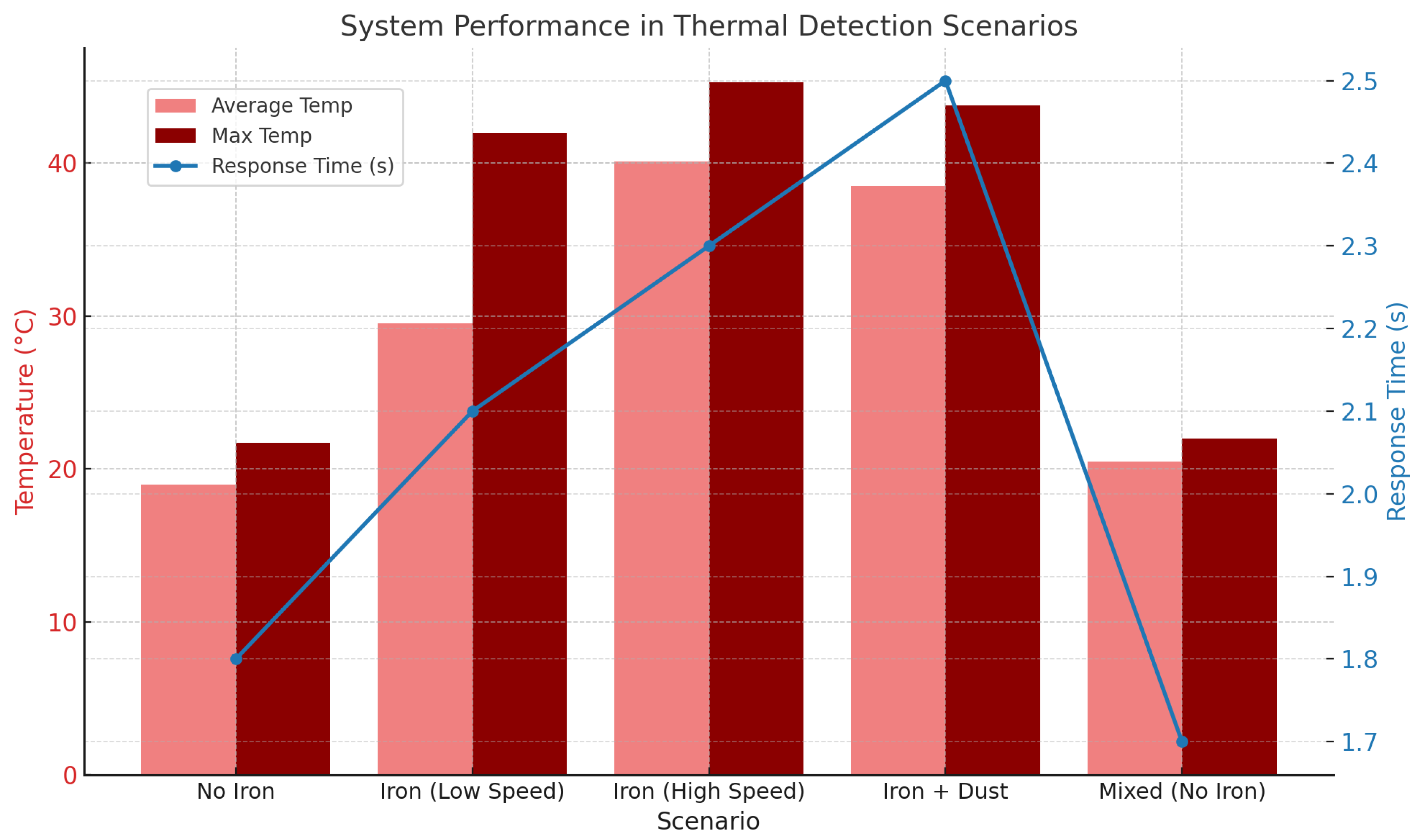
4.2. Evaluation of Temperature Detection and Fire Prevention System
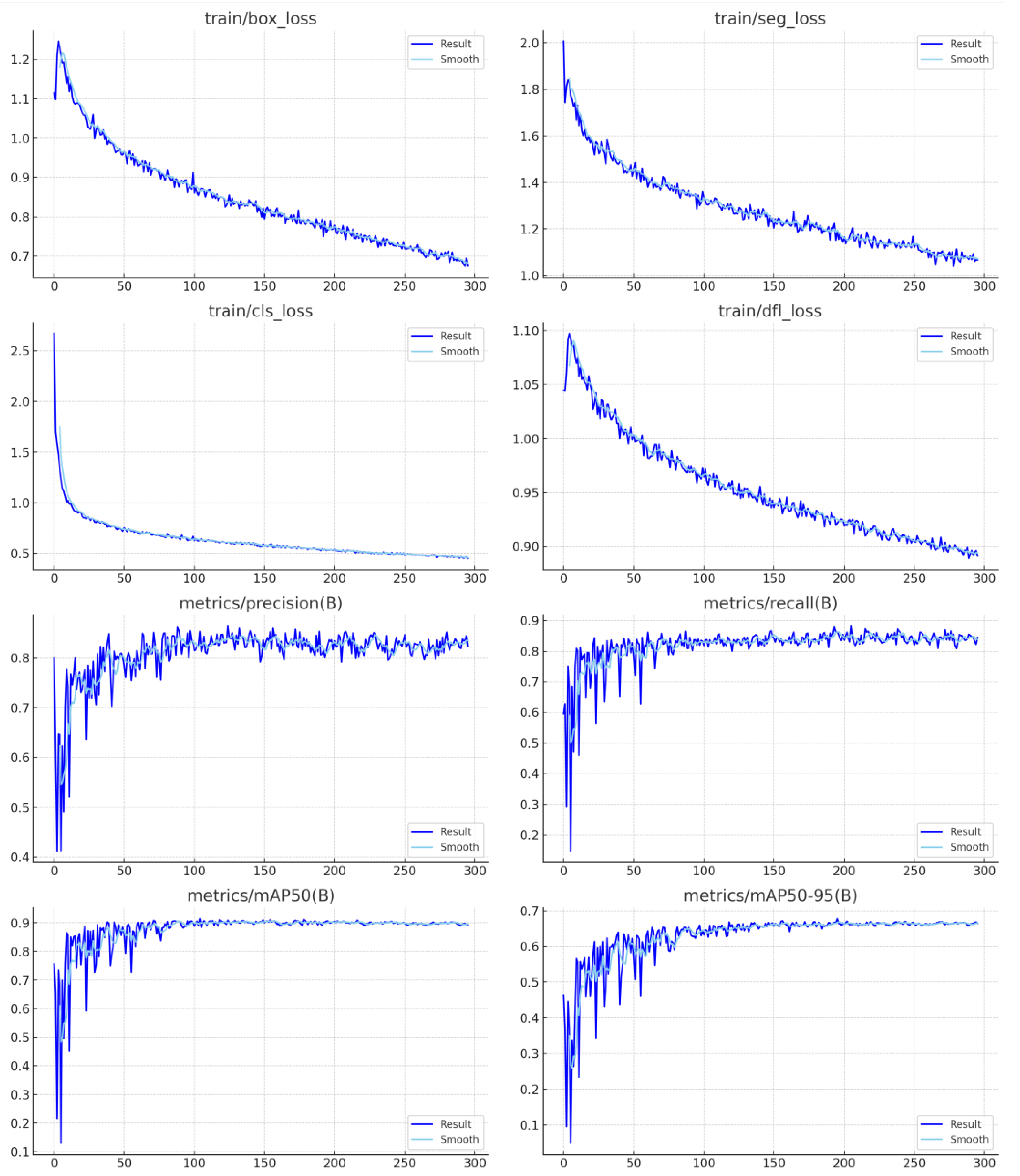
4.3. Evaluation of the YOLOv11n-seg Model Performance for Material Shape Detection
- YOLO Version: Ultralytics 8.3.53
- Software Environment: Python 3.11.7, PyTorch 2.5.1 + CUDA 12.1
- Number of Layers: 265.
- Parameters: 2,834,958.
- Computational Load: 10.2 GFLOPs.
- 237 images with 461 sharp objects.
- 176 images with 644 rounded objects.
- Pre-processing time: 0.5 ms.
- Inference time: 4.9 ms.
- Post-processing time: 1.3 ms.
- Total per image: ∼6.7 ms.
4.4. YOLOv11n-seg Model Selection and Comparison with Other Models
4.4.1. YOLOv11n-seg Model Architecture
- mAP@50: 0.824 for sharp, and 0.820 for smooth.
- mAP@50–95: 0.646 for sharp, and 0.655 for smooth.
- Mask precision: 0.848.
- Mask recall: 0.845.
4.4.2. Comparison with YOLOv8n-seg
- mAP@50: 0.902 for sharp, and 0.919 for smooth.
- mAP@50–95: 0.692 for sharp, and 0.642 for smooth.
4.4.3. Industrial Constraints and Model Suitability
4.4.4. Limitations of Using Mask R-CNN for Real-Time Industrial Segmentation Tasks
4.5. Prototyping and System Implementation
4.6. Practical Implications and Industrial Applications
5. Conclusions and Future Work
- A shape recognition module using YOLOv11n-seg to classify round and sharp-edged particles, thus improving material separation accuracy and reducing mechanical wear on the belt.
- A conveyor misalignment detection and correction mechanism that was developed and tested on a scaled-down prototype.
- A thermal monitoring and fire prevention unit based on an MLX90640 thermal camera.
- An IoT-based alert system for real-time notification and remote intervention. These modules form a unified, innovative system that significantly improves operational reliability and workplace safety in high-risk environments.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Reck, B.K.; Graedel, T.E. Challenges in metal recycling. Science 2012, 337, 690–695. [Google Scholar] [CrossRef] [PubMed]
- Smith, Y.R.; Nagel, J.R.; Rajamani, R.K. Eddy current separation for recovery of non-ferrous metallic particles: A comprehensive review. Miner. Eng. 2019, 133, 149–159. [Google Scholar] [CrossRef]
- Rem, P.; Leest, P.; Van den Akker, A. A model for eddy current separation. Int. J. Miner. Process. 1997, 49, 193–200. [Google Scholar] [CrossRef]
- Zhang, S.; Forssberg, E.; Arvidson, B.; Moss, W. Separation mechanisms and criteria of a rotating eddy-current separator operation. Resour. Conserv. Recycl. 1999, 25, 215–232. [Google Scholar] [CrossRef]
- Jujun, R.; Yiming, Q.; Zhenming, X. Environment-friendly technology for recovering nonferrous metals from e-waste: Eddy current separation. Resour. Conserv. Recycl. 2014, 87, 109–116. [Google Scholar] [CrossRef]
- Huang, Z.; Lin, K.; Dong, L.; Jiang, C.; Li, K.; Niu, Y.; Qin, Y.; Xu, K.; Ruan, J. Mechanism Study of Removing Sealing Aluminum Contaminates from Waste Packaging High-Density Polyethylene by Eddy Current Separation. ACS Sustain. Chem. Eng. 2024, 12, 13861–13872. [Google Scholar] [CrossRef]
- Yong, L.; Chen, Z.; Mao, Y.; Yong, Q. Quantitative evaluation of thermal barrier coating based on eddy current technique. NDT E Int. 2012, 50, 29–35. [Google Scholar] [CrossRef]
- Brock, J.D.; Richmond, S.L. Milling and Recycling; Astec Industries: Chattanooga, TN, USA, 2007. [Google Scholar]
- Macko, M. Size reduction by grinding as an important stage in recycling. In Post-Consumer Waste Recycling Optimum Production; IntechOpen: London, UK, 2012; pp. 273–294. [Google Scholar]
- Durante, M.; Boccarusso, L.; De Fazio, D.; Formisano, A.; Langella, A. Investigation on the mechanical recycling of carbon fiber-reinforced polymers by peripheral down-milling. Polymers 2023, 15, 854. [Google Scholar] [CrossRef]
- Shan, Z.; Yuan, Y.; Zhou, Z.; Feng, L.; Cao, B.; Li, G.; Wang, Q. The effects of the separator structures and magnetic roller arrangements on eddy current separation. Miner. Eng. 2024, 214, 108793. [Google Scholar] [CrossRef]
- Falegnami, A.; Tomassi, A.; Corbelli, G.; Nucci, F.; Romano, E. A Generative Artificial-Intelligence-Based Workbench to Test New Methodologies in Organisational Health and Safety. Appl. Sci. 2024, 14, 11586. [Google Scholar] [CrossRef]
- Jegham, N.; Koh, C.Y.; Abdelatti, M.; Hendawi, A. Evaluating the evolution of yolo (you only look once) models: A comprehensive benchmark study of yolo11 and its predecessors. arXiv 2024, arXiv:2411.00201. [Google Scholar]
- Colabianchi, S.; Costantino, F.; Sabetta, N. Assessment of a large language model based digital intelligent assistant in assembly manufacturing. Comput. Ind. 2024, 162, 104129. [Google Scholar] [CrossRef]
- Lodewijks, G.; Rogova, E. Safety integrity level requirements in the design of belt conveyors. In Proceedings of the SafeCon 2014: Conference on Belt Conveyor Safety; Conveyor Manufacturers Association of SA Ltd.: Boksburg, South Africa, 2014; pp. 1–15. [Google Scholar]
- Mahdevari, S.; Shahriar, K.; Esfahanipour, A. Human health and safety risks management in underground coal mines using fuzzy TOPSIS. Sci. Total Environ. 2014, 488, 85–99. [Google Scholar] [CrossRef]
- Ruan, J.; Li, J.; Xu, Z. An environmental friendly recovery production line of waste toner cartridges. J. Hazard. Mater. 2011, 185, 696–702. [Google Scholar] [CrossRef]
- Dreyer, E.; Nel, P. Best Practice: Conveyor Belt Systems 2001. Available online: https://mhsc.org.za/sites/default/files/public/research_documents/GEN%20701%20Survey%20best%20design%2C%20installation%2C%20maintenance%20and%20operation%20of%20conveyor%20belts%20Report.pdf (accessed on 7 December 2024).
- Ilanković, N.; Živanić, D. newblock Fundamentals of Conveyor Belts. In Proceedings of the Contemporary Trends and Innovations in the Textile Industry, Belgrade, Serbia, 15–16 September 2022. [Google Scholar]
- Zhang, L.; Hao, S.; Wang, H.; Wang, B.; Lin, J.; Sui, Y.; Gu, C. Safety warning of mine conveyor belt based on binocular vision. Sustainability 2022, 14, 13276. [Google Scholar] [CrossRef]
- Fedorko, G. Application possibilities of virtual reality in failure analysis of conveyor belts. Eng. Fail. Anal. 2021, 128, 105615. [Google Scholar] [CrossRef]
- Kozłowski, T.; Wodecki, J.; Zimroz, R.; Błażej, R.; Hardygóra, M. A diagnostics of conveyor belt splices. Appl. Sci. 2020, 10, 6259. [Google Scholar] [CrossRef]
- Błażej, R.; Jurdziak, L.; Kirjanów-Błażej, A.; Bajda, M.; Olchówka, D.; Rzeszowska, A. Profitability of conveyor belt refurbishment and diagnostics in the light of the circular economy and the full and effective use of resources. Energies 2022, 15, 7632. [Google Scholar] [CrossRef]
- Fedorko, G.; Molnár, V.; Honus, S.; Beluško, M.; Tomašková, M. Influence of selected characteristics on failures of the conveyor belt cover layer material. Eng. Fail. Anal. 2018, 94, 145–156. [Google Scholar] [CrossRef]
- Andrejiova, M.; Grincova, A.; Marasova, D. Measurement and simulation of impact wear damage to industrial conveyor belts. Wear 2016, 368, 400–407. [Google Scholar] [CrossRef]
- Andrejiova, M.; Grincova, A. Classification of impact damage on a rubber-textile conveyor belt using Naïve-Bayes methodology. Wear 2018, 414, 59–67. [Google Scholar] [CrossRef]
- Marasová, D.; Ambriško, L.; Andrejiová, M.; Grinčová, A. Examination of the process of damaging the top covering layer of a conveyor belt applying the FEM. Measurement 2017, 112, 47–52. [Google Scholar] [CrossRef]
- Fedorko, G.; Molnar, V.; Marasova, D.; Grincova, A.; Dovica, M.; Zivcak, J.; Toth, T.; Husakova, N. Failure analysis of belt conveyor damage caused by the falling material. Part I: Experimental measurements and regression models. Eng. Fail. Anal. 2014, 36, 30–38. [Google Scholar] [CrossRef]
- Fedorko, G.; Molnar, V.; Dovica, M.; Toth, T.; Kopas, M. Analysis of pipe conveyor belt damaged by thermal wear. Eng. Fail. Anal. 2014, 45, 41–48. [Google Scholar] [CrossRef]
- Grincova, A.; Andrejiova, M.; Marasova, D. Failure analysis of conveyor belt in terms of impact loading by means of the damping coefficient. Eng. Fail. Anal. 2016, 68, 210–221. [Google Scholar] [CrossRef]
- Honus, S.; Bocko, P.; Bouda, T.; Ristović, I.; Vulić, M. The effect of the number of conveyor belt carrying idlers on the failure of an impact place: A failure analysis. Eng. Fail. Anal. 2017, 77, 93–101. [Google Scholar] [CrossRef]
- Andrejiova, M.; Grincova, A.; Marasova, D. Failure analysis of the rubber-textile conveyor belts using classification models. Eng. Fail. Anal. 2019, 101, 407–417. [Google Scholar] [CrossRef]
- Anggamawarti, M.F.; Sanjiwani, Y.; Risonarta, V.Y. Classification of Impact Damage on A Rubber-Textile Conveyor Belt: A Review. Available online: https://www.academia.edu/download/67858954/3.pdf (accessed on 3 July 2024).
- Bajda, M.; Hardygóra, M. Analysis of reasons for reduced strength of multiply conveyor belt splices. Energies 2021, 14, 1512. [Google Scholar] [CrossRef]
- Sivamohan, R.; Forssberg, E. Electronic sorting and other preconcentration methods. Minerals Engineering 1991, 4, 797–814. [Google Scholar] [CrossRef]
- Litton, C.D.; Perera, I.E. Evaluation of criteria for the detection of fires in underground conveyor belt haulageways. Fire Saf. J. 2012, 51, 110–119. [Google Scholar] [CrossRef]
- Smith, A.C.; Thimons, E.D. A summary of US mine fire research. In Proceedings of the SME Annual Meeting and Exhibit, Denver, CO, USA, 22–25 February 2009; pp. 1–15. [Google Scholar]
- Perera, I.E.; Litton, C.D. Impact of air velocity on the detection of fires in conveyor belt haulageways. Fire Technol. 2012, 48, 405–418. [Google Scholar] [CrossRef]
- Bhattacharjee, S.; Roy, P.; Ghosh, S.; Misra, S.; Obaidat, M.S. Wireless sensor network-based fire detection, alarming, monitoring and prevention system for Bord-and-Pillar coal mines. J. Syst. Softw. 2012, 85, 571–581. [Google Scholar] [CrossRef]
- Yang, B.Y. Fibre Optic Conveyor Monitoring System; Australian Coal Research Limited: Brisbane, Australia, 2014. [Google Scholar]
- Cheng, Y. Technology research on optical fiber sensing detection for belt conveyor fire in coal mine. Coal Sci. Technol. 2019, 47, 131–135. [Google Scholar]
- Park, S.H.; Kim, D.H.; Kim, S.C. Recognition of IoT-based fire-detection system fire-signal patterns applying fuzzy logic. Heliyon 2023, 9, e12964. [Google Scholar] [CrossRef]
- Ehsan, I.; Mumtaz, A.; Khalid, M.I.; Iqbal, J.; Hussain, S.; Ullah, S.S.; Umar, F. Internet of Things-Based Fire Alarm Navigation System: A Fire-Rescue Department Perspective. Mob. Inf. Syst. 2022, 2022, 3830372. [Google Scholar] [CrossRef]
- Zhang, M.; Jiang, K.; Cao, Y.; Li, M.; Hao, N.; Zhang, Y. A deep learning-based method for deviation status detection in intelligent conveyor belt system. J. Clean. Prod. 2022, 363, 132575. [Google Scholar] [CrossRef]
- Sun, X.; Wang, Y.; Meng, W. Evaluation system of curved conveyor belt deviation state based on the ARIMA–LSTM combined prediction model. Machines 2022, 10, 1042. [Google Scholar] [CrossRef]
- Xue, R.; Zeng, S. Design and research of conveyor belt deviation correction device for powerful belt conveyor. Sci. Bull. 2023, 85, 121–134. [Google Scholar]
- Kia, S.; Leiding, B. PiVisionSort: Integrating Image Processing and Machine Learning for Material Recognition on Conveyor Belts. In Data, Information and Computing Science; IOS Press: Amsterdam, The Netherland, 2025; pp. 26–40. [Google Scholar]
- Sharma, A.; Singh, P.K.; Kumar, Y. An integrated fire detection system using IoT and image processing technique for smart cities. Sustain. Cities Soc. 2020, 61, 102332. [Google Scholar] [CrossRef]
- Deo, M.J.; Hujare, D.P. Design and development of self-aligning troughing idler used in belt conveyor system. Mater. Today: Proc. 2023, 72, 1068–1072. [Google Scholar] [CrossRef]
- Farhat, M.H.; Gelman, L.; Abdullahi, A.O.; Ball, A.; Conaghan, G.; Kluis, W. Novel Fault Diagnosis of a Conveyor Belt Mis-Tracking via Motor Current Signature Analysis. Sensors 2023, 23, 3652. [Google Scholar] [CrossRef] [PubMed]
- Wojtkowiak, D.; Talaśka, K.; Domek, G.; Wilczyński, D.; Górecki, J. Issues with Belt Guidance and Device Controls in the Automated Conveyor and Drive Belt Perforation Process. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Sanya, China, 12–14 November 2021; IOP Publishing: Bristol, UK, 2021; Volume 1016, p. 012018. [Google Scholar]
- Alharbi, F.; Luo, S. A Review of Fault Detecting Devices for Belt Conveyor Idlers. J. Mech. Eng. Sci. Technol. (JMEST) 2024, 8, 39–53. [Google Scholar] [CrossRef]
- Wang, T.; Dong, Z.; Liu, J. Research of mine conveyor belt deviation detection system based on machine vision. J. Min. Sci. 2021, 57, 703–712. [Google Scholar] [CrossRef]
- Zhang, X.; Wei, Z. Design of Coal Conveying Belt Correction Device Based on FTA-QFD-TRIZ. J. Fail. Anal. Prev. 2023, 23, 2519–2532. [Google Scholar] [CrossRef]
- Sun, L.; Sun, X. An Intelligent Detection Method for Conveyor Belt Deviation State Based on Machine Vision. Math. Model. Eng. Probl. 2024, 11, 1257–1264. [Google Scholar] [CrossRef]
- Zhang, M.; Cao, Y.; Jiang, K.; Li, M.; Liu, L.; Yu, Y.; Zhou, M.; Zhang, Y. Proactive measures to prevent conveyor belt Failures: Deep Learning-based faster foreign object detection. Eng. Fail. Anal. 2022, 141, 106653. [Google Scholar] [CrossRef]
- Bradski, G.; Kaehler, A. Learning OpenCV: Computer Vision with the OpenCV Library; O’Reilly Media, Inc.: Sebastopol, CA, USA, 2008. [Google Scholar]
- Boyko, N.; Basystiuk, O.; Shakhovska, N. Performance evaluation and comparison of software for face recognition, based on dlib and opencv library. In Proceedings of the 2018 IEEE Second International Conference on Data Stream Mining & Processing (DSMP), Lviv, Ukraine, 21–25 August 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 478–482. [Google Scholar]
- Sharma, A.; Pathak, J.; Prakash, M.; Singh, J. Object detection using OpenCV and python. In Proceedings of the 2021 3rd International Conference on Advances in Computing, Communication Control and Networking (ICAC3N), Greater Noida, India, 17–18 December 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 501–505. [Google Scholar]
- Flusser, J.; Farokhi, S.; Höschl, C.; Suk, T.; Zitova, B.; Pedone, M. Recognition of images degraded by Gaussian blur. IEEE Trans. Image Process. 2015, 25, 790–806. [Google Scholar] [CrossRef]
- Tsomko, E.; Kim, H.; Izquierdo, E. Linear Gaussian blur evolution for detection of blurry images. IET Image Process. 2010, 4, 302–312. [Google Scholar] [CrossRef]
- Chityala, R.N.; Hoffmann, K.R.; Bednarek, D.R.; Rudin, S. Region of interest (ROI) computed tomography. In Proceedings of the Medical imaging 2004: Physics of Medical Imaging, San Diego, CA, USA, 15–17 February 2004; SPIE: Bellingham, WA, USA, 2004; Volume 5368, pp. 534–541. [Google Scholar]
- Khan, I.H.; Javaid, M. Role of Internet of Things (IoT) in adoption of Industry 4.0. J. Ind. Integr. Manag. 2022, 7, 515–533. [Google Scholar]
- Rath, K.C.; Khang, A.; Roy, D. The role of Internet of Things (IoT) technology in Industry 4.0 economy. In Advanced IoT Technologies and Applications in the Industry 4.0 Digital Economy; CRC Press: Boca Raton, FL, USA, 2024; pp. 1–28. [Google Scholar]
- Lampropoulos, G.; Siakas, K.; Anastasiadis, T. Internet of things in the context of industry 4.0: An overview. Int. J. Entrep. Knowl. 2019, 7, 4–19. [Google Scholar] [CrossRef]
- García, G.B.; Suarez, O.D.; Aranda, J.L.E.; Tercero, J.S.; Gracia, I.S.; Enano, N.V. Learning Image Processing with OpenCV; Packt Publishing: Birmingham, UK, 2015. [Google Scholar]
- Culjak, I.; Abram, D.; Pribanic, T.; Dzapo, H.; Cifrek, M. A brief introduction to OpenCV. In Proceedings of the 2012 35th International Convention MIPRO, Opatija, Croatia, 21–25 May 2012; IEEE: Piscataway, NJ, USA, 2012; pp. 1725–1730. [Google Scholar]
- Howse, J. OpenCV Computer Vision with Python; Packt Publishing: Birmingham, UK, 2013; Volume 27. [Google Scholar]
- Modrzyk, N. Building Telegram Bots: Develop Bots in 12 Programming Languages Using the Telegram Bot API; Apress: New York, NY, USA, 2018. [Google Scholar]
- Idhom, M.; Fauzi, A.; Alit, R.; Wahanani, H.E. Implementation system telegram bot for monitoring Linux server. In Proceedings of the International Conference on Science and Technology (ICST 2018), Yogyakarta, Indonesia, 7–8 August 2018; Atlantis Press: Dordrecht, The Netherlands, 2018; pp. 1089–1093. [Google Scholar]
- Jorge, V.L.; Bendaoud, I.; Soulié, F.; Bordreuil, C. Deep learning-based YOLO for semantic segmentation and classification of weld pool thermal images. Int. J. Adv. Manuf. Technol. 2025, 137, 3573–3585. [Google Scholar] [CrossRef]
- Ciaglia, F.; Zuppichini, F.S.; Guerrie, P.; McQuade, M.; Solawetz, J. Roboflow 100: A rich, multi-domain object detection benchmark. arXiv 2022, arXiv:2211.13523. [Google Scholar]
- Liang, S.; Wu, H.; Zhen, L.; Hua, Q.; Garg, S.; Kaddoum, G.; Hassan, M.M.; Yu, K. Edge YOLO: Real-time intelligent object detection system based on edge-cloud cooperation in autonomous vehicles. IEEE Trans. Intell. Transp. Syst. 2022, 23, 25345–25360. [Google Scholar] [CrossRef]
- Han, B.G.; Lee, J.G.; Lim, K.T.; Choi, D.H. Design of a scalable and fast YOLO for edge-computing devices. Sensors 2020, 20, 6779. [Google Scholar] [CrossRef]
- Bhavana, N.; Kodabagi, M.M.; Kumar, B.M.; Ajay, P.; Muthukumaran, N.; Ahilan, A. POT-YOLO: Real-Time Road Potholes Detection using Edge Segmentation based Yolo V8 Network. IEEE Sensors J. 2024, 24, 24802–24809. [Google Scholar] [CrossRef]
- Vlachos, A.; Bargiota, E.; Krinidis, S.; Papadimitriou, K.; Manglis, A.; Fourkiotou, A.; Tzovaras, D. iblueCulture: Data Streaming and Object Detection in a Real-Time Video Streaming Underwater System. Remote Sens. 2024, 16, 2254. [Google Scholar] [CrossRef]
- Çetin, A.E.; Dimitropoulos, K.; Gouverneur, B.; Grammalidis, N.; Günay, O.; Habiboǧlu, Y.H.; Töreyin, B.U.; Verstockt, S. Video fire detection–review. Digit. Signal Process. 2013, 23, 1827–1843. [Google Scholar] [CrossRef]
- Pang, Y.; Lodewijks, G. A novel embedded conductive detection system for intelligent conveyor belt monitoring. In Proceedings of the 2006 IEEE International Conference on Service Operations and Logistics, and Informatics, Shanghai, China, 21–23 June 2006; IEEE: Piscataway, NJ, USA, 2006; pp. 803–808. [Google Scholar]
- Chamorro, J.; Vallejo, L.; Maynard, C.; Guevara, S.; Solorio, J.A.; Soto, N.; Singh, K.V.; Bhate, U.; GVV, R.K.; García, J.; et al. Health monitoring of a conveyor belt system using machine vision and real-time sensor data. CIRP J. Manuf. Sci. Technol. 2022, 38, 38–50. [Google Scholar] [CrossRef]
- Zhao, C.W.; Jegatheesan, J.; Loon, S.C. Exploring iot application using raspberry pi. Int. J. Comput. Networks Appl. 2015, 2, 27–34. [Google Scholar]
- Kumar, A.; Arora, H.C.; Kapoor, N.R.; Mohammed, M.A.; Kumar, K.; Majumdar, A.; Thinnukool, O. Compressive strength prediction of lightweight concrete: Machine learning models. Sustainability 2022, 14, 2404. [Google Scholar] [CrossRef]
- Sliwa, B.; Piatkowski, N.; Wietfeld, C. LIMITS: Lightweight machine learning for IoT systems with resource limitations. In Proceedings of the ICC 2020—2020 IEEE International Conference on Communications (ICC), Dublin, Ireland, 7–11 June 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 1–7. [Google Scholar]
- Wang, C.H.; Huang, K.Y.; Yao, Y.; Chen, J.C.; Shuai, H.H.; Cheng, W.H. Lightweight deep learning: An overview. IEEE Consum. Electron. Mag. 2022, 13, 51–64. [Google Scholar] [CrossRef]
- He, K.; Gkioxari, G.; Dollár, P.; Girshick, R. Mask R-CNN. In Proceedings of the IEEE International Conference on Computer Vision, Venice, Italy, 22–29 October 2017; pp. 2961–2969. [Google Scholar]
- Roboflow. What is Mask R-CNN? The Ultimate Guide. 2023. Available online: https://blog.roboflow.com/mask-rcnn/ (accessed on 18 May 2025).
- Labelvisor. YOLOv8 vs Mask R-CNN: In-Depth Analysis and Comparison. 2023. Available online: https://www.labelvisor.com/yolov8-vs-mask-r-cnn-in-depth-analysis-and-comparison/ (accessed on 18 May 2025).
- Janitra, Y.A.; Aditya, A.; Hadi, H.N.; Widodo, S. The development of automatic cigarette smoke detection system using TA12-100 and MQ-135 sensors. J. Techno Nusa Mandiri 2024, 21, 29–36. [Google Scholar] [CrossRef]
- Kia, S. Smart ECS Systems: GitHub repositories for Fire Detection, Belt Alignment, and Material Edge Detection. Includes: FireGuard, AutoBeltAlign, and Material-Edge-Detection Projects. Available online: https://github.com/ObscuraKrypta (accessed on 18 May 2025).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Class | Images | Instances | Box (P) | Box (R) | mAP@0.5 | mAP@0.5:0.95 | Mask (P) |
|---|---|---|---|---|---|---|---|
| All | 519 | 1105 | 0.868 | 0.823 | 0.914 | 0.679 | 0.878 |
| Sharp | 237 | 461 | 0.864 | 0.837 | 0.908 | 0.706 | 0.882 |
| Smooth | 176 | 644 | 0.873 | 0.809 | 0.921 | 0.652 | 0.873 |
| Metric | Sharp Objects | Smooth Objects | Average |
|---|---|---|---|
| Box Precision (P) | 0.864 | 0.873 | 0.868 |
| Box Recall (R) | 0.837 | 0.809 | 0.823 |
| mAP@0.5 | 0.908 | 0.921 | 0.914 |
| mAP@0.5:0.95 | 0.706 | 0.652 | 0.679 |
| Mask Precision (P) | 0.882 | 0.873 | 0.878 |
| Mask Recall (R) | 0.850 | 0.801 | 0.826 |
| mAP Mask | 0.658 | 0.604 | 0.631 |
| Class | Images | Instances | Box (P) | Box (R) | mAP@0.5 | mAP@0.5:0.95 | Mask (P) |
|---|---|---|---|---|---|---|---|
| All | 519 | 1105 | 0.868 | 0.823 | 0.914 | 0.679 | 0.878 |
| Sharp | 237 | 461 | 0.864 | 0.837 | 0.908 | 0.706 | 0.882 |
| Smooth | 176 | 644 | 0.873 | 0.809 | 0.921 | 0.652 | 0.873 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kia, S.; Leiding, B. Intelligent Monitoring of BECS Conveyors via Vision and the IoT for Safety and Separation Efficiency. Appl. Sci. 2025, 15, 5891. https://doi.org/10.3390/app15115891
Kia S, Leiding B. Intelligent Monitoring of BECS Conveyors via Vision and the IoT for Safety and Separation Efficiency. Applied Sciences. 2025; 15(11):5891. https://doi.org/10.3390/app15115891
Chicago/Turabian StyleKia, Shohreh, and Benjamin Leiding. 2025. "Intelligent Monitoring of BECS Conveyors via Vision and the IoT for Safety and Separation Efficiency" Applied Sciences 15, no. 11: 5891. https://doi.org/10.3390/app15115891
APA StyleKia, S., & Leiding, B. (2025). Intelligent Monitoring of BECS Conveyors via Vision and the IoT for Safety and Separation Efficiency. Applied Sciences, 15(11), 5891. https://doi.org/10.3390/app15115891