


Physical Adaptation of Articulated Robotic Arm into 3D Scanning System

 ,
,  ,
,  , and
, and
Abstract
1. Introduction
Background
- Adaptation methodology approach for any robotic arm and handheld 3D scanner.
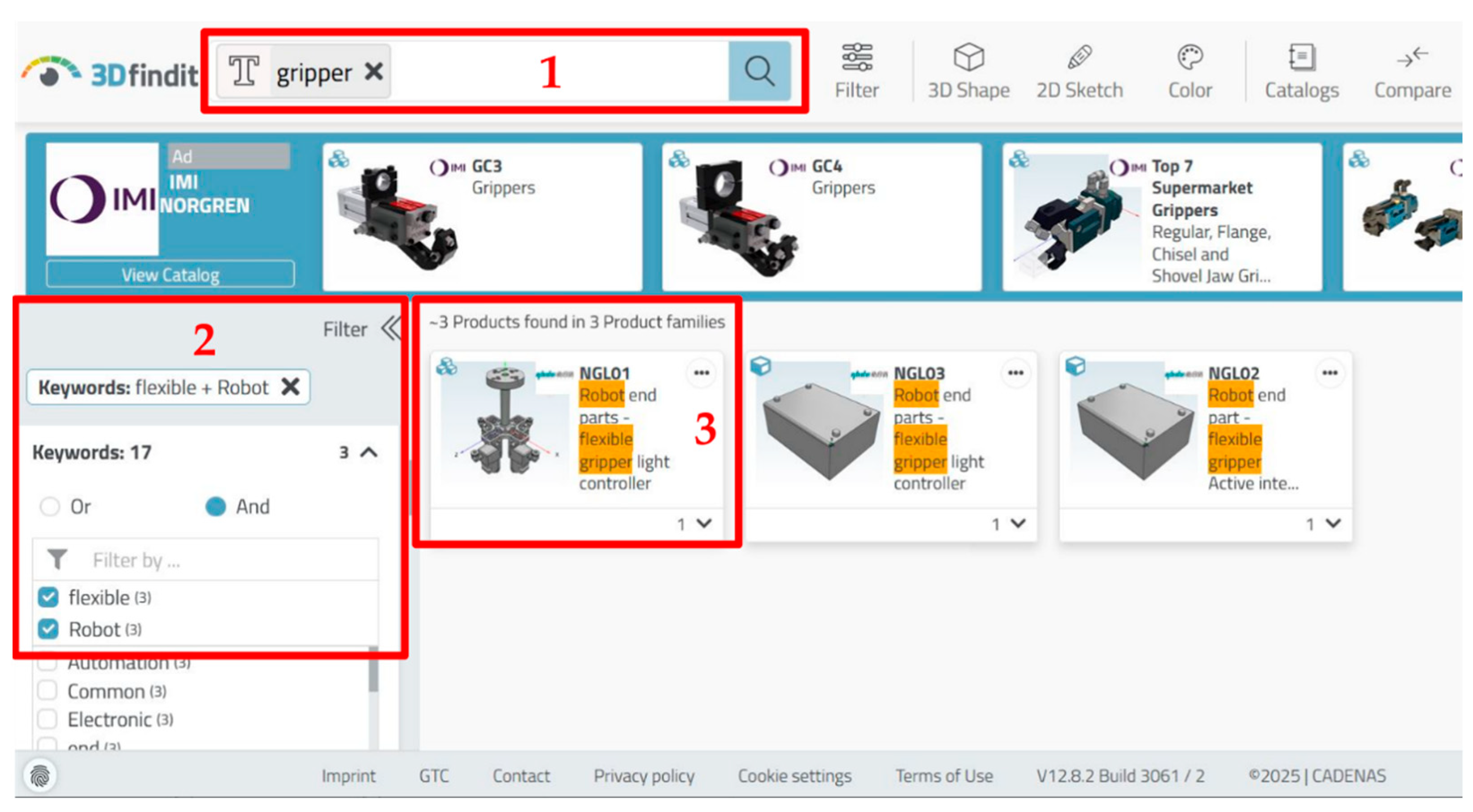
- The application and use of a CAD search engine for searching existing commercial solutions for robotic grippers and other standard components.
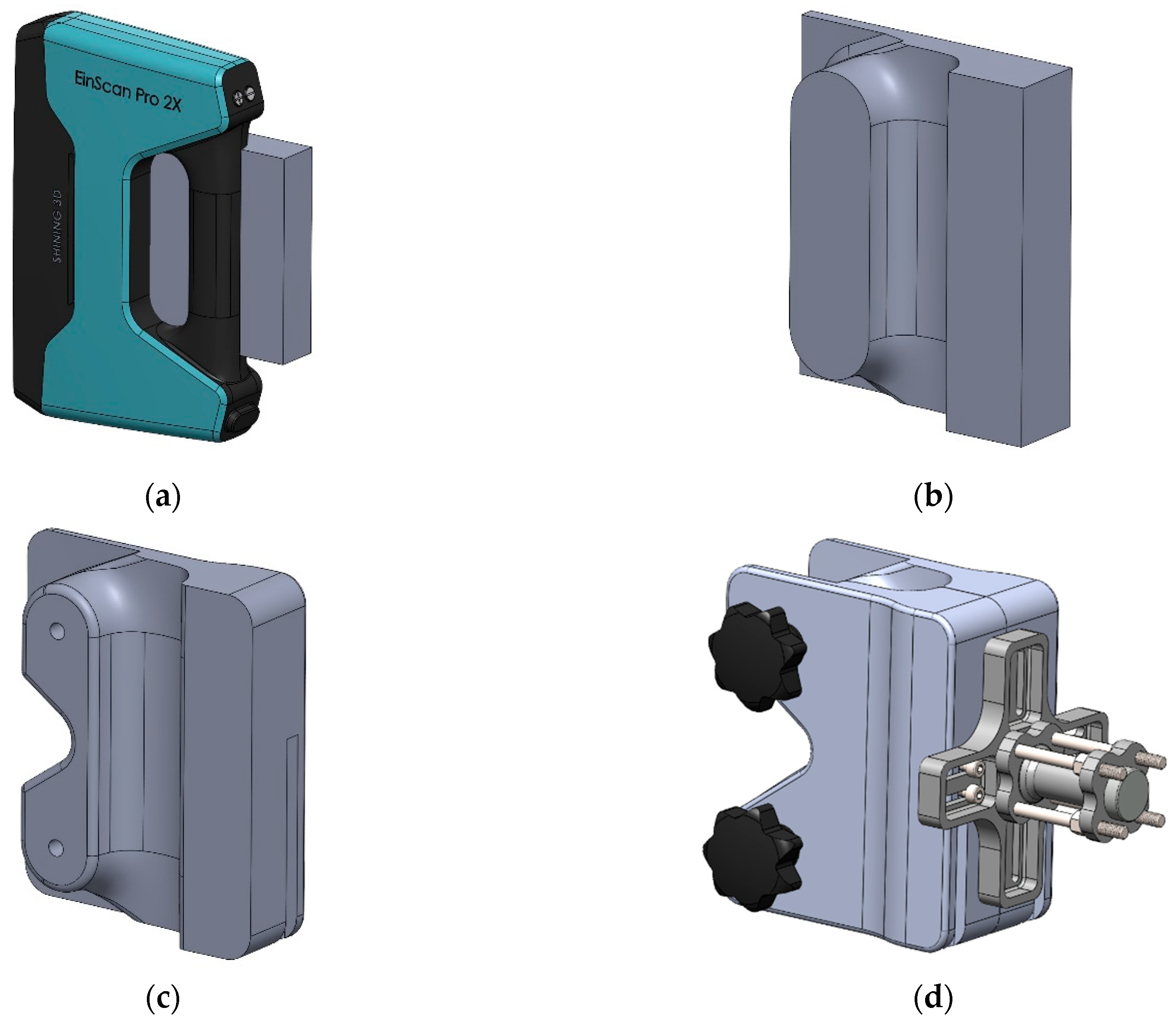
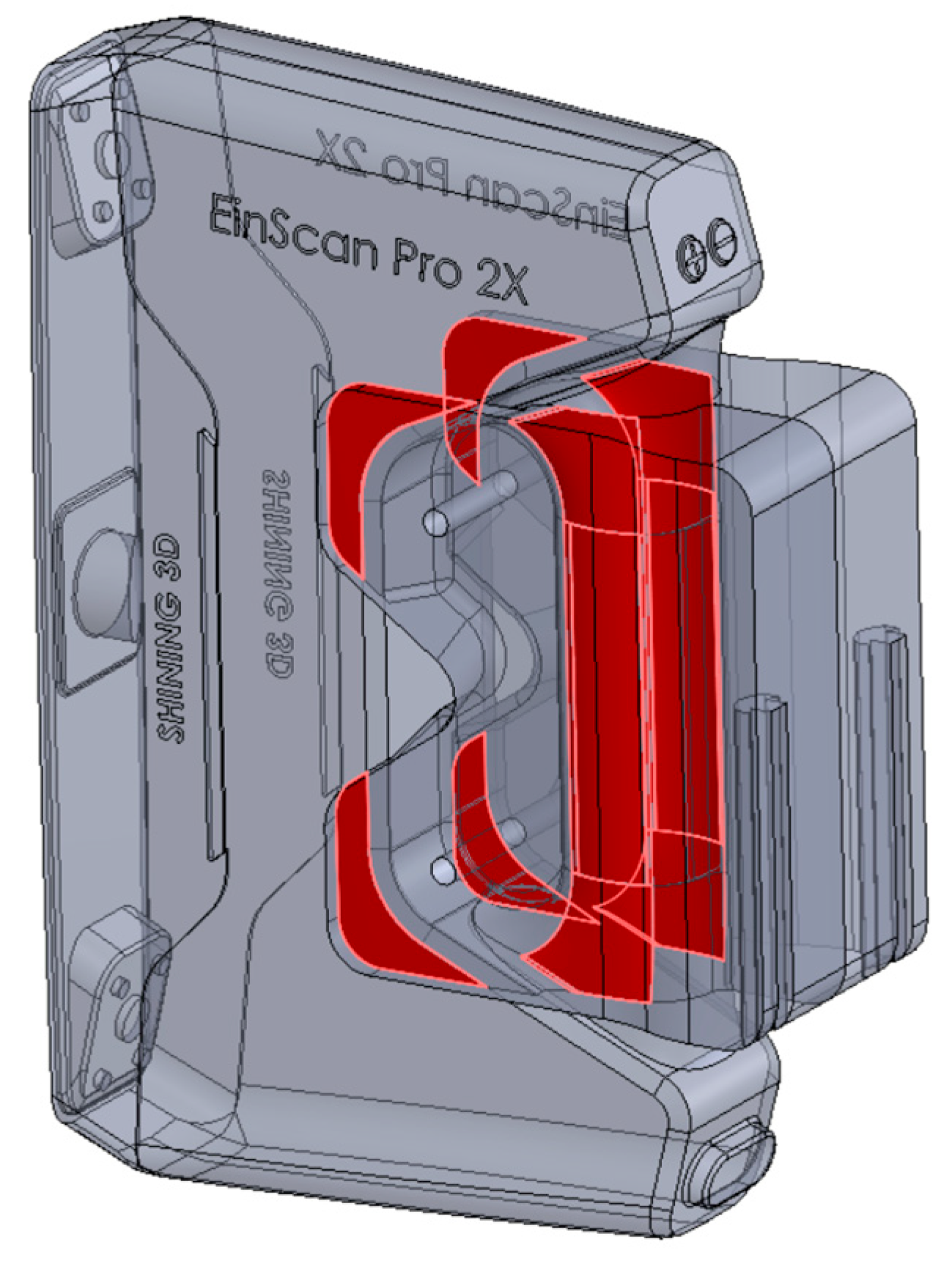
- The development of a fully useable 3D-printed connection element that consists of gripper jaws and a gripper body.
- Storing the designed 3D models on the 3Dfindit CAD search engine platform for free download and use.
2. Materials and Methods
3. Results
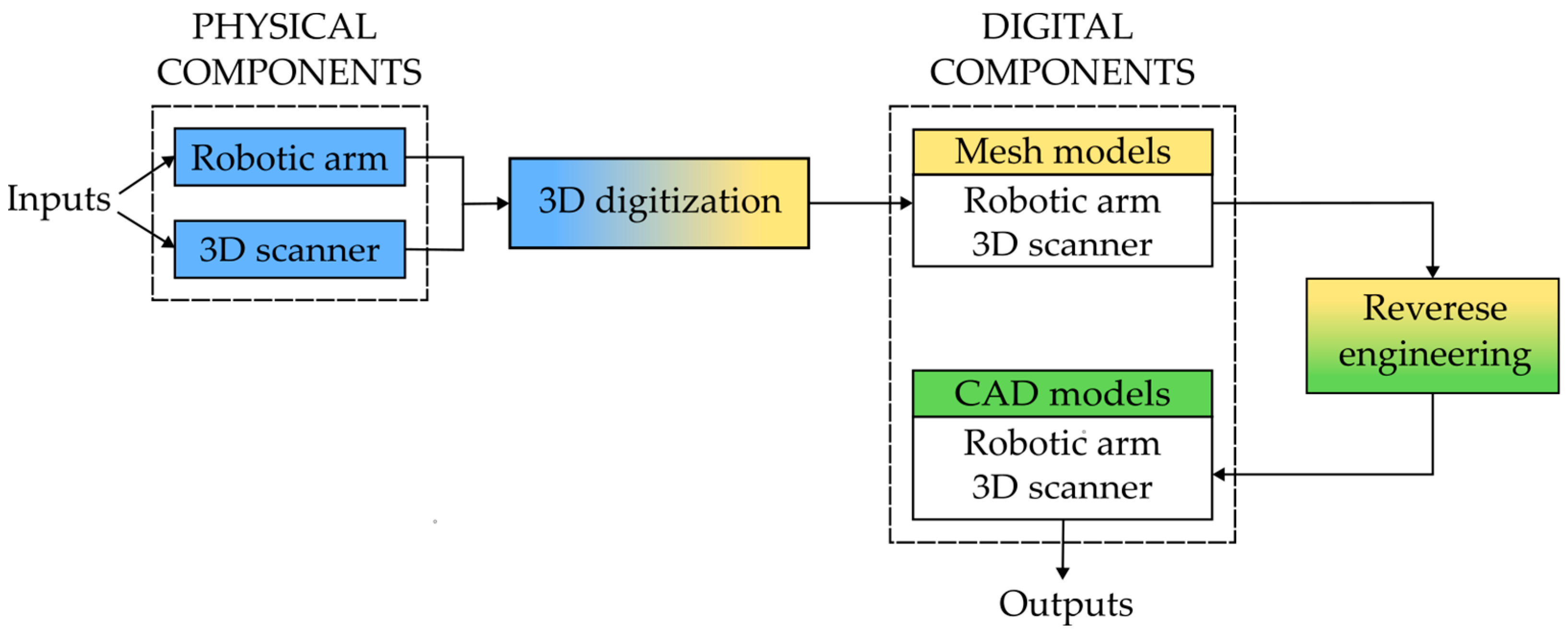
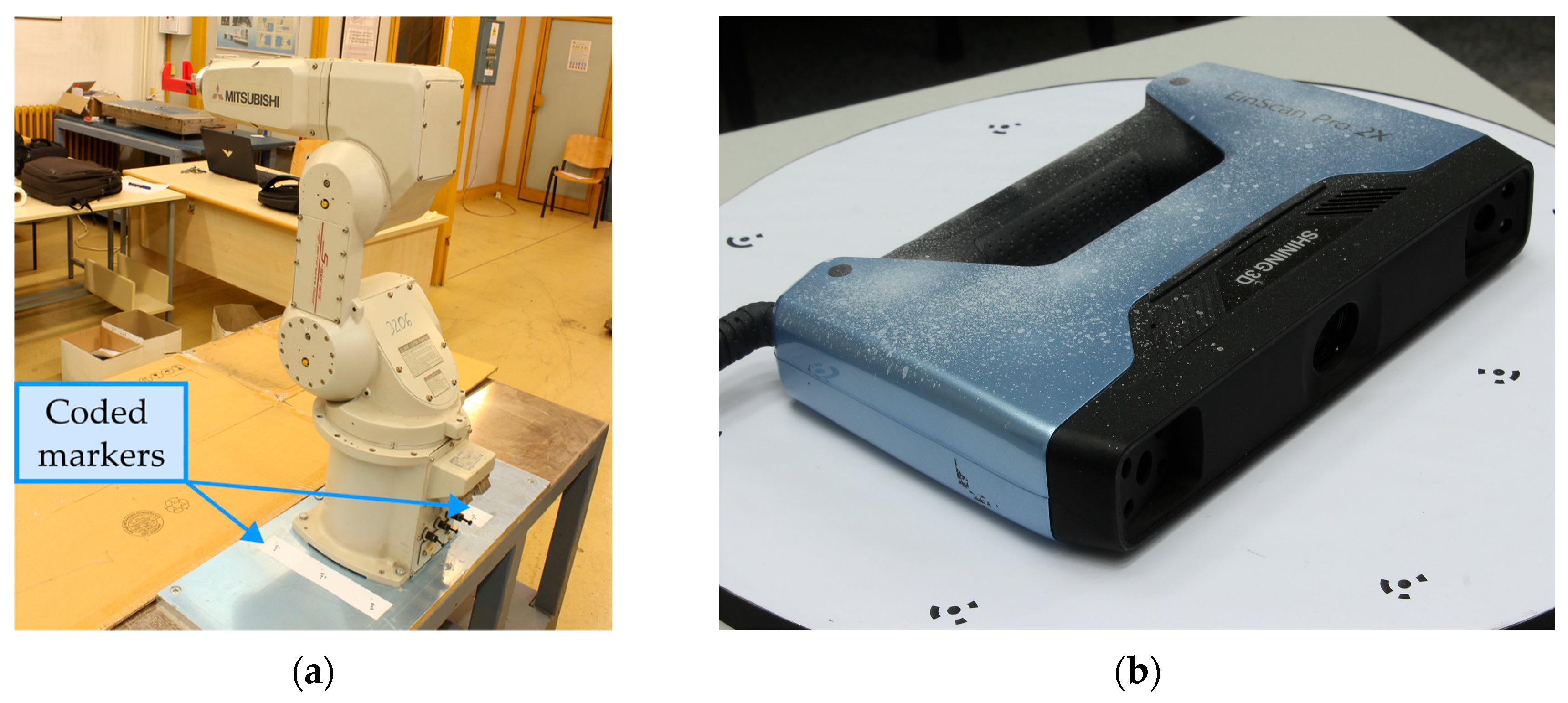
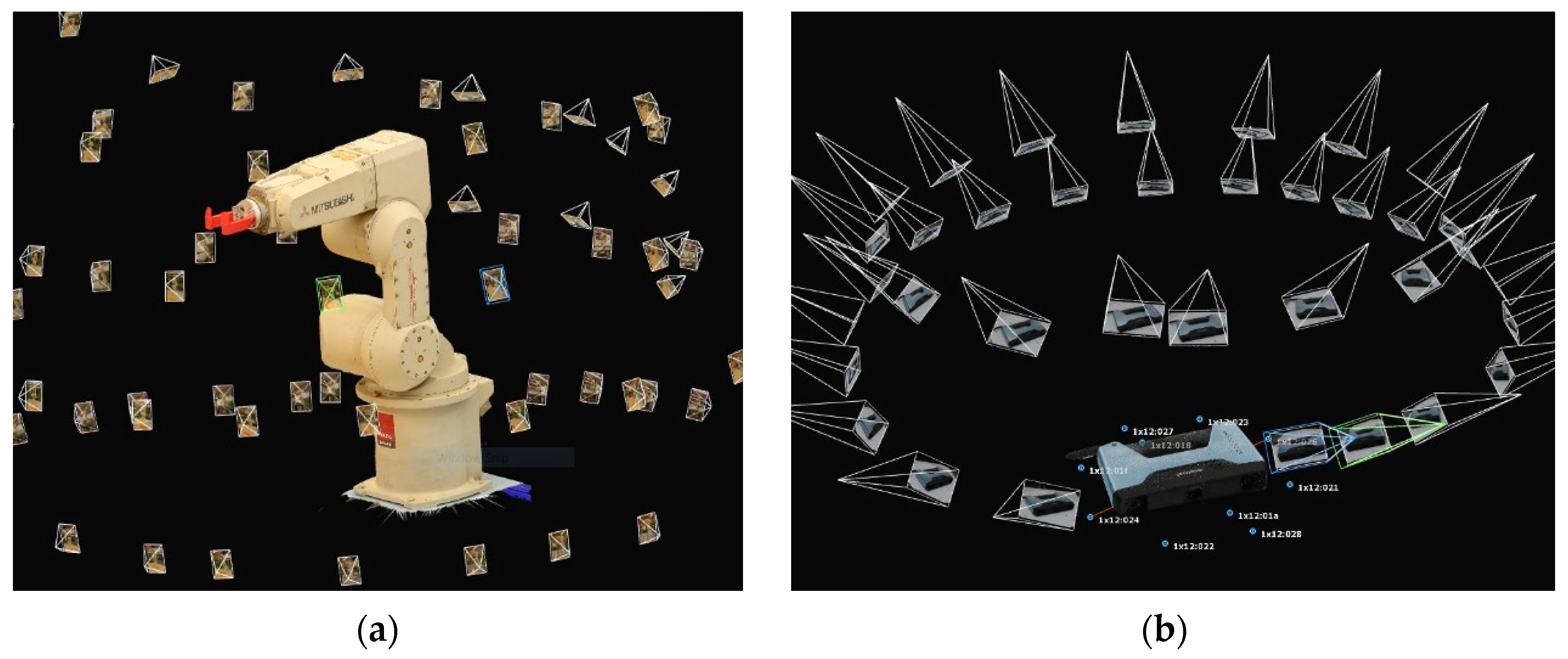
3.1. Photogrammetric 3D Digitization
3.2. Reverse Engineering
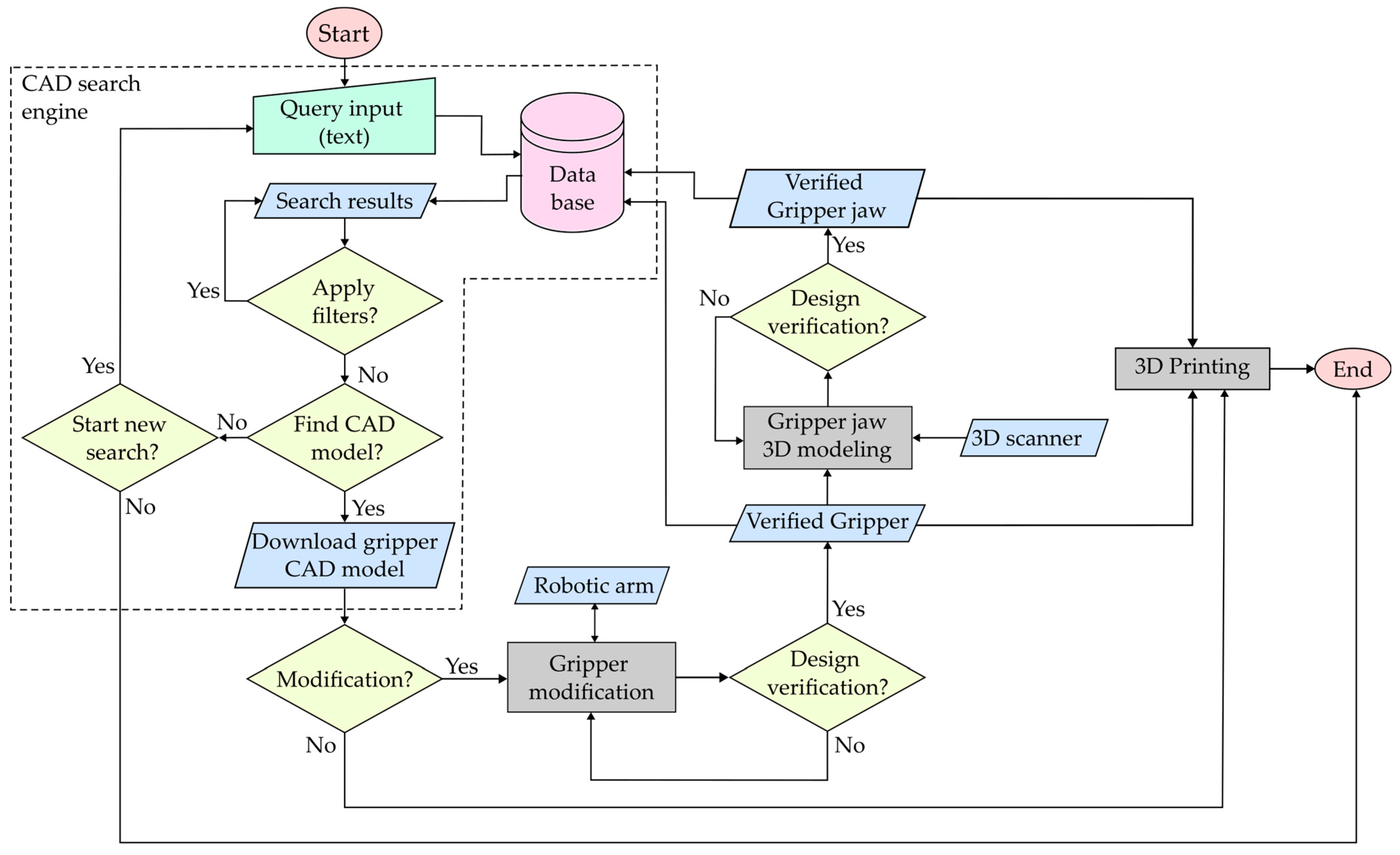
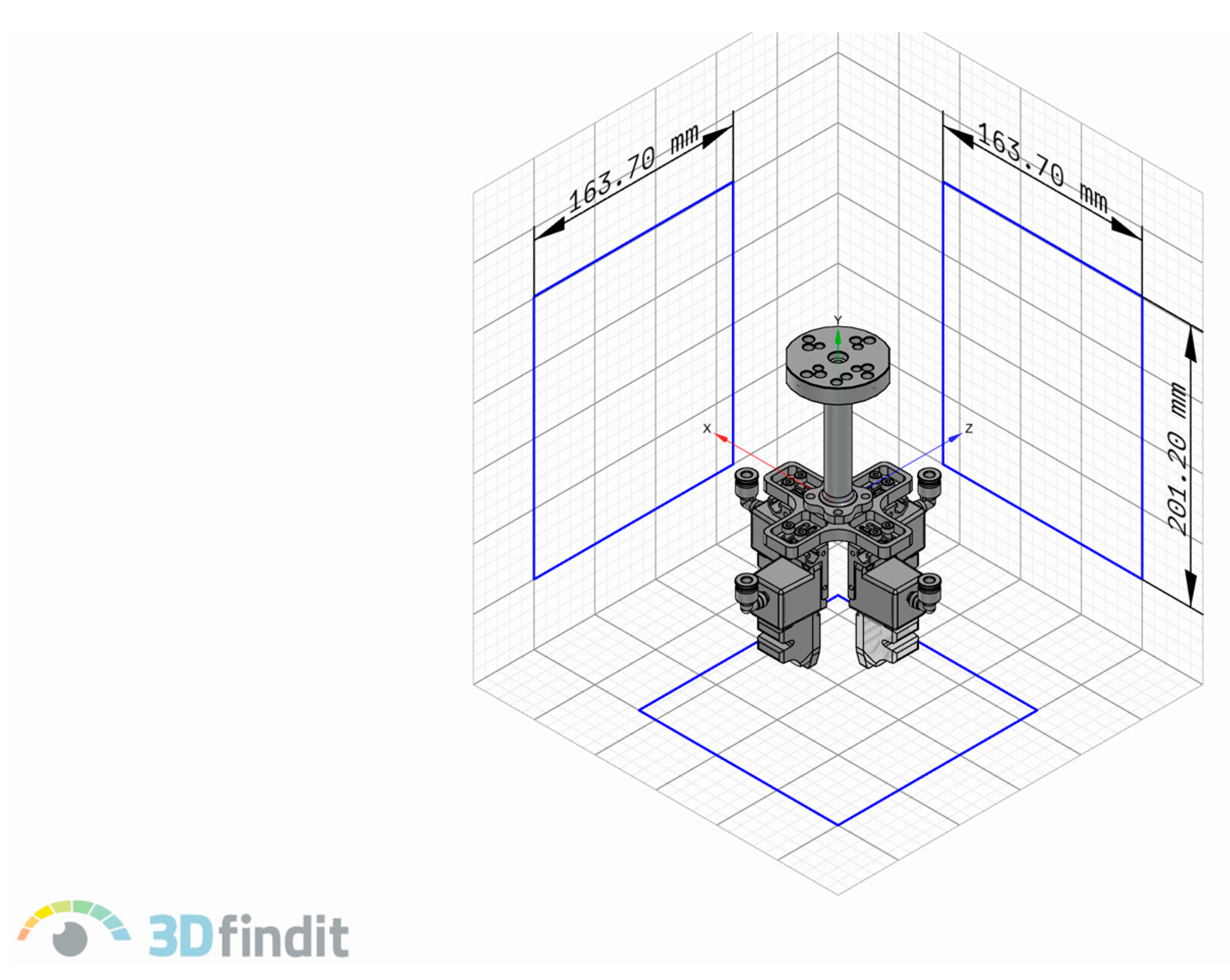
3.3. Gripper Search, 3D Modeling, and 3D Printing
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yin, X.; He, W.; Wang, J.; Peng, S.; Cao, Y.; Zhang, B. Health State Assessment Based on the Parallel–Serial Belief Rule Base for Industrial Robot Systems. Eng. Appl. Artif. Intell. 2025, 142, 109856. [Google Scholar] [CrossRef]
- Milošević, M.; Lukić, D.; Borojević, S.; Antić, A.; Đurđev, M. A Cloud-Based Process Planning System in Industry 4.0 Framework. In Proceedings of the 4th International Conference on the Industry 4.0 Model for Advanced Manufacturing; Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2019; pp. 202–211. [Google Scholar] [CrossRef]
- Xu, Y.; Lv, M.; Xu, Q.; Xu, R. Design and Analysis of a Robotic Gripper Mechanism for Fruit Picking. Actuators 2024, 13, 338. [Google Scholar] [CrossRef]
- Oks, S.J.; Jalowski, M.; Lechner, M.; Mirschberger, S.; Merklein, M.; Vogel-Heuser, B.; Möslein, K.M. Cyber-Physical Systems in the Context of Industry 4.0: A Review, Categorization and Outlook. Inf. Syst. Front. 2024, 26, 1731–1772. [Google Scholar] [CrossRef]
- Stepanić, P.; Dučić, N.; Stanković, N. Development of Artificial Neural Network Models for Vibration Classification in Machining Process on Brownfield CNC Machining Center. J. Prod. Eng. 2024, 27, 16–20. [Google Scholar] [CrossRef]
- Hozdić, E.; Makovec, I. Evolution of the Human Role in Manufacturing Systems: On the Route from Digitalization and Cybernation to Cognitization. Appl. Syst. Innov. 2023, 6, 49. [Google Scholar] [CrossRef]
- Kamali, M.; Atazadeh, B.; Rajabifard, A.; Chen, Y. Advancements in 3D Digital Model Generation for Digital Twins in Industrial Environments: Knowledge Gaps and Future Directions. Adv. Eng. Inform. 2024, 62, 102929. [Google Scholar] [CrossRef]
- Chen, K.; Zhao, B.; Zhang, Y.; Zhou, L.; Niu, K.; Jin, X.; Xu, B.; Yuan, Y.; Zheng, Y. Digital Twin-Based Vibration Monitoring of Plant Factory Transplanting Machine. Appl. Sci. 2023, 13, 12162. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, L.; Martínez-Arellano, G.; Griffin, J.; Sanderson, D.; Ratchev, S. Digital Twin Based Photogrammetry Field-of-View Evaluation and 3D Layout Optimisation for Reconfigurable Manufacturing Systems. J. Manuf. Syst. 2024, 77, 1045–1061. [Google Scholar] [CrossRef]
- ISO 8373:2021; Robotics—Vocabulary. International Organization for Standardization: Geneva, Switzerland, 2021.
- Singh, G.; Banga, V.K. Robots and Its Types for Industrial Applications. Mater. Today Proc. 2022, 60, 1779–1786. [Google Scholar] [CrossRef]
- The Basics of Industrial Robots|Industrial Robots by Kawasaki Robotics. Available online: https://kawasakirobotics.com/asia-oceania/industrial-robots/ (accessed on 4 January 2025).
- Onstein, I.F.; Bjerkeng, M.; Martinsen, K. Automated Tool Trajectory Generation for Robotized Deburring of Cast Parts Based on 3D Scans. Procedia CIRP 2023, 118, 507–512. [Google Scholar] [CrossRef]
- Khoat, N.X.; Hoa, C.T.V.; Khoa, N.B.N.; Dung, N.M. Trajectory Planning and Tracking Control for 6-DOF Yaskawa Manipulator Based on Differential Inverse Kinematics. J. Robot. Control (JRC) 2024, 5, 2035–2047. [Google Scholar] [CrossRef]
- Ulrich, M.; Steger, C.; Butsch, F.; Liebe, M. Vision-Guided Robot Calibration Using Photogrammetric Methods. ISPRS J. Photogramm. Remote Sens. 2024, 218, 645–662. [Google Scholar] [CrossRef]
- Vasiljević, S.; Rajković, D.; Đorđević, M.; Kostić, S.; Stanojević, M. Application of Innovative Mechatronic Systems in Product Design, Development and Production. J. Prod. Eng. 2024, 27, 13–21. [Google Scholar] [CrossRef]
- Zong, Y.; Liang, J.; Pai, W.; Ye, M.; Ren, M.; Zhao, J.; Tang, Z.; Zhang, J. A High-Efficiency and High-Precision Automatic 3D Scanning System for Industrial Parts Based on a Scanning Path Planning Algorithm. Opt. Lasers Eng. 2022, 158, 107176. [Google Scholar] [CrossRef]
- Zheng, Y.; Liu, W.; Zhang, Y.; Ding, H.; Li, J.; Lu, Y. Laser In-Situ Measurement in Robotic Machining of Large-Area Complex Parts. Measurement 2025, 241, 115718. [Google Scholar] [CrossRef]
- Itadera, S.; Domae, Y. Motion Priority Optimization Framework towards Automated and Teleoperated Robot Cooperation in Industrial Recovery Scenarios. Robot. Auton. Syst. 2025, 184, 104833. [Google Scholar] [CrossRef]
- Laman, E.; Maslan, M.N.; Ali, M.M.; Abdullah, L.; Zamri, R.; Syafiq, M.; Mohamed, S.; Zainon, M.; Noorazizi, M.S.; Sudianto, A. Design of an Internet of Things Based Electromagnetic Robotic Arm for Pick and Place Applications. Malays. J. Compos. Sci. Manuf. 2020, 2, 12–20. [Google Scholar] [CrossRef]
- Yusoff, Z.M.; Nordin, S.A.; Markom, A.M.; Mohammad, N.N. Wireless Hand Motion Controlled Robotic Arm Using Flex Sensors. Indones. J. Electr. Eng. Comput. Sci. 2023, 29, 133–140. [Google Scholar] [CrossRef]
- Fitria, S.; Nawawi, Z.; Kurnia, R.F.; Yuniarti, D.; Dewi, T. Simulation of Robot Arm System Control Using Fuzzy Logic. Sriwij. Electr. Comput. Eng. J. 2024, 1, 20–29. [Google Scholar] [CrossRef]
- Elfasakhany, A.; Yanez, E.; Baylon, K.; Salgado, R. Design and Development of a Competitive Low-Cost Robot Arm with Four Degrees of Freedom. Mod. Mech. Eng. 2011, 1, 47–55. [Google Scholar] [CrossRef]
- Arnarson, H. Intelligent Self- and Reconfigurable Manufacturing System. Ph.D. Thesis, UiT The Arctic University of Norway, Tromsø, Norway, 2023. [Google Scholar]
- Dzedzickis, A.; Subačiūtė-Žemaitienė, J.; Šutinys, E.; Samukaitė-Bubnienė, U.; Bučinskas, V. Advanced Applications of Industrial Robotics: New Trends and Possibilities. Appl. Sci. 2021, 12, 135. [Google Scholar] [CrossRef]
- Ma, W.; Hu, T.; Zhang, C.; Chen, Q. Adaptive Remanufacturing for Freeform Surface Parts Based on Linear Laser Scanner and Robotic Laser Cladding. Robot. Comput.-Integr. Manuf. 2025, 91, 102855. [Google Scholar] [CrossRef]
- Wu, J.; Jiang, H.; Wang, H.; Wu, Q.; Qin, X.; Dong, K. Vision-Based Multi-View Reconstruction for High-Precision Part Positioning in Industrial Robot Machining. Measurement 2025, 242, 116042. [Google Scholar] [CrossRef]
- Gu Kim, H.; Hwa Hong, T.; Kim, D.; Hyeon Kim, S. An Experimental Study of Ultrasonic-Knife Cutting for a Woven Carbon Fiber Preform by an Industrial Robot. Manuf. Lett. 2024, 41, 581–587. [Google Scholar] [CrossRef]
- Toshev, R.; Bengs, D.; Helo, P.; Zamora, M. Advancing Free-Form Fabrication: Industrial Robots’ Role in Additive Manufacturing of Thermoplastics. Procedia Comput. Sci. 2024, 232, 3131–3140. [Google Scholar] [CrossRef]
- Diller, E.; Sitti, M. Three-Dimensional Programmable Assembly by Untethered Magnetic Robotic Micro-Grippers. Adv. Funct. Mater. 2014, 24, 4397–4404. [Google Scholar] [CrossRef]
- Milojević, A.; Linß, S.; Ćojbašić, Ž.; Handroos, H. A Novel Simple, Adaptive, and Versatile Soft-Robotic Compliant Two-Finger Gripper With an Inherently Gentle Touch. J. Mech. Robot. 2021, 13, 011015. [Google Scholar] [CrossRef]
- Automated 3D Scanning and Inspection of High-Precision Stands. Available online: https://www.creaform3d.com/en/solutions/automated-3d-scanning-and-inspection-high-precision-stands (accessed on 13 March 2025).
- RoboticScan|Professional 3D Scanning Solutions|Artec 3D. Available online: https://www.artec3d.com/portable-3d-scanners/robotic-scan (accessed on 13 March 2025).
- ZEISS ScanBox: Optical 3D Coordinate Measuring Machine|Automation. Available online: https://www.zeiss.com/metrology/en/systems/optical-3d/automated-solutions/scanbox.html (accessed on 13 March 2025).
- Peng, Q.; Sanchez, H. 3D Digitizing Technology in Product Reverse Design. Proc. Can. Eng. Educ. Assoc. (CEEA) 2011, 2, 1–10. [Google Scholar] [CrossRef]
- Kumar, A.; Jain, P.K.; Pathak, P.M. Reverse Engineering in Product Manufacturing: An Overview. AAAM Int. Sci. Book 2013, 39, 665–678. [Google Scholar] [CrossRef]
- Budak, I.; Santosi, Z.; Stojakovic, V.; Korolija Crkvenjakov, D.; Obradovic, R.; Milosevic, M.; Sokac, M. Development of Expert System for the Selection of 3D Digitization Method in Tangible Cultural Heritage. Teh. Vjesn.—Tech. Gaz. 2019, 26, 837–844. [Google Scholar] [CrossRef]
- Buonamici, F.; Carfagni, M.; Furferi, R.; Governi, L.; Lapini, A.; Volpe, Y.; Gopinath, G.; Vamsi, B.C.; Vinay, N.; Buonamici, F.; et al. Reverse Engineering of Mechanical Parts: A Template-Based Approach. J. Comput. Des. Eng. 2018, 5, 145–159. [Google Scholar] [CrossRef]
- Raja, V.; Fernandes, K.J. Reverse Engineering; Raja, V., Fernandes, K.J., Eds.; Springer Series in Advanced Manufacturing; Springer: London, UK, 2008; Volume 101, ISBN 978-1-84628-855-5. [Google Scholar]
- CAD Content Platform for Engineers, Architects, Purchasers. Available online: https://www.3dfindit.com/en/ (accessed on 15 December 2024).
- 3D Models and Modelling Software|MacOdrum Library. Available online: https://library.carleton.ca/services/3d-printing/3d-models-and-modelling-software (accessed on 10 January 2025).
- 3D Models Search Engines in 2024—Asseter. Available online: https://asseter.ai/3d-models-search-engines-in-2024/ (accessed on 10 January 2025).
- 7 Best Search Engines for 3d Printing Models. Available online: https://www.3ddrucklife.de/post/7-best-search-engines-for-3d-printing-models-stl-finder?srsltid=AfmBOoqasBLO9oMsiNokwx2T_uvyL1f2gU2rQsSOU6rttVIAZus7Z2hw (accessed on 10 January 2025).
- Get Started with 3Dfindit. Available online: https://www.3dfindit.com/en/engiclopedia/get-started-with-3-dfindit (accessed on 10 January 2025).
- Perak, V. Influence of infill density and number of layers on mechanical properties of 3D printed pla and abs sandwich. Adv. Eng. Lett. 2024, 3, 154–163. [Google Scholar]
- Hozdić, E. Characterization and Comparative Analysis of Mechanical Parameters of FDM- and SLA-Printed ABS Materials. Appl. Sci. 2024, 14, 649. [Google Scholar] [CrossRef]
- Mitsubishi Industrial Robot. RV-3SD/3SDJ/3SDB/3SDBJ Series; Standard Specifications Manual; Mitsubishi Industrial Robot: Ratingen, Germany, 2012. [Google Scholar]
- Elfasakhany, A.; Yanez, E.; Baylon, K.; Salgado, R. EinScan Pro 2X Plus—Handheld Industrial Scanner|EinScan. Available online: https://www.einscan.com/handheld-3d-scanner/2x-plus/ (accessed on 15 January 2025).
- RealityCapture—3D Models from Photos and/or Laser Scans. Available online: https://www.capturingreality.com/ (accessed on 13 January 2025).
- El-Din Fawzy, H. Study the Accuracy of Digital Close Range Photogrammetry Technique Software as a Measuring Tool. Alex. Eng. J. 2019, 58, 171–179. [Google Scholar] [CrossRef]
- Kingsland, K. Comparative Analysis of Digital Photogrammetry Software for Cultural Heritage. Digit. Appl. Archaeol. Cult. Herit. 2020, 18, e00157. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Part Name | 3D Printing Parameters | ||
|---|---|---|---|
| Infill [%] | Weight [g] | Time [min] | |
| Left jaw | 40 | 93 | 155 |
| Right jaw | 40 | 93 | 155 |
| Cross body | 20 | 22 | 32 |
| Pillar body | 30 | 11 | 34 |
| Part Name | Dimensions [mm] | Quantity |
|---|---|---|
| Star Nut Knob | ϕ25 × 16 M6 | 2 |
| Cylindrical Head Socket Cap Screw | M5 × 60 | 4 |
| Cylindrical Head Socket Cap Screw | M4 × 10 | 4 |
| Hexagon Head Bolt | M6 × 60 | 2 |
| T Nut | M4 | 4 |
| Hexagon Nut | M5 | 4 |
| Plain Washer | For M5 screw | 4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sokovic, M.; Bozic, D.; Lukic, D.; Milosevic, M.; Sokac, M.; Santosi, Z. Physical Adaptation of Articulated Robotic Arm into 3D Scanning System. Appl. Sci. 2025, 15, 5377. https://doi.org/10.3390/app15105377
Sokovic M, Bozic D, Lukic D, Milosevic M, Sokac M, Santosi Z. Physical Adaptation of Articulated Robotic Arm into 3D Scanning System. Applied Sciences. 2025; 15(10):5377. https://doi.org/10.3390/app15105377
Chicago/Turabian StyleSokovic, Mirko, Dejan Bozic, Dejan Lukic, Mijodrag Milosevic, Mario Sokac, and Zeljko Santosi. 2025. "Physical Adaptation of Articulated Robotic Arm into 3D Scanning System" Applied Sciences 15, no. 10: 5377. https://doi.org/10.3390/app15105377
APA StyleSokovic, M., Bozic, D., Lukic, D., Milosevic, M., Sokac, M., & Santosi, Z. (2025). Physical Adaptation of Articulated Robotic Arm into 3D Scanning System. Applied Sciences, 15(10), 5377. https://doi.org/10.3390/app15105377