
Influence of Vinyl Acetate-Based and Epoxy-Based Compatibilizers on the Design of TPS/PBAT and TPS/PBAT/PBSA Films



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Film Preparation
2.3. Characterization
2.3.1. Thermogravimetric Analysis (TGA)
2.3.2. Melt Density
2.3.3. Differential Scanning Calorimetry (DSC)
2.3.4. SEM
2.3.5. Mechanical Test
3. Results and Discussion
3.1. Macroscopic Properties
3.2. TGA (Thermogravimetric Analysis)
- First stage (up to ~200 °C, T10%): This stage corresponds to the evaporation of residual moisture and the initial thermal degradation of glycerol, a plasticizer commonly used in TPS blends. This stage is critical for assessing the onset of thermal degradation, as it represents the temperature at which 10% of the sample’s initial mass is lost. The T10% values varied between 176 °C and 208.4 °C, indicating minor differences in the initial thermal stability among the formulations.
- Second stage (~200–300 °C, TmaxI): The primary decomposition of thermoplastic starch occurs here, including the breakdown of glycosidic linkages and depolymerization. The TmaxI values ranged from 207 °C to 225 °C, reflecting the impact of compatibilizers like Joncryl on delaying the degradation of starch by improving interfacial interactions and phase dispersion.
- Third stage (~300–400 °C, TmaxII): This stage is dominated by the degradation of PBAT and PBSA. The TmaxII values, ranging from 298 °C to 305 °C, showed relatively stable temperatures across all formulations, with PBSA contributing to slightly higher thermal resistance compared to TPS/PBAT blends.
- Fourth stage (~400 °C and above, TmaxIII): The final stage involves the degradation of carbonaceous residues, including any cross-linked or charred material. The TmaxIII values (389 °C to 400 °C) decreased slightly in formulations with Joncryl and Vinnex, suggesting minor effects on high-temperature stability.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | T10% (°C) | TmaxI (°C) | TmaxII (°C) | TmaxIII (°C) | Residue (%) |
|---|---|---|---|---|---|
| PBAT [55] | 310–340 | 400–420 | - | - | 0.5–1.0 |
| PBSA [56] | 290–320 | 370–390 | - | - | 0.5–2.0 |
| TPS/PBAT | 198.9 | 225 | 299 | 400 | 1.7 |
| TPS/PBAT-V | 180.0 | 207 | 302 | 397 | 0.7 |
| TPS/PBAT-J | 208.4 | 217 | 305 | 390 | 0.7 |
| TPS/PBAT-V/J | 187.8 | 222 | 303 | 389 | 1.2 |
| TPS/PBAT-PBSA | 196.0 | 213 | 298 | 396 | 1.6 |
| TPS/PBAT-PBSA-V | 176.0 | 222 | 299 | 390 | 0.8 |
| TPS/PBAT-PBSA-J | 196.0 | 212 | 298 | 392 | 1.2 |
| TPS/PBAT-PBSA-V/J | 201.6 | 217 | 298 | 398 | 1.3 |
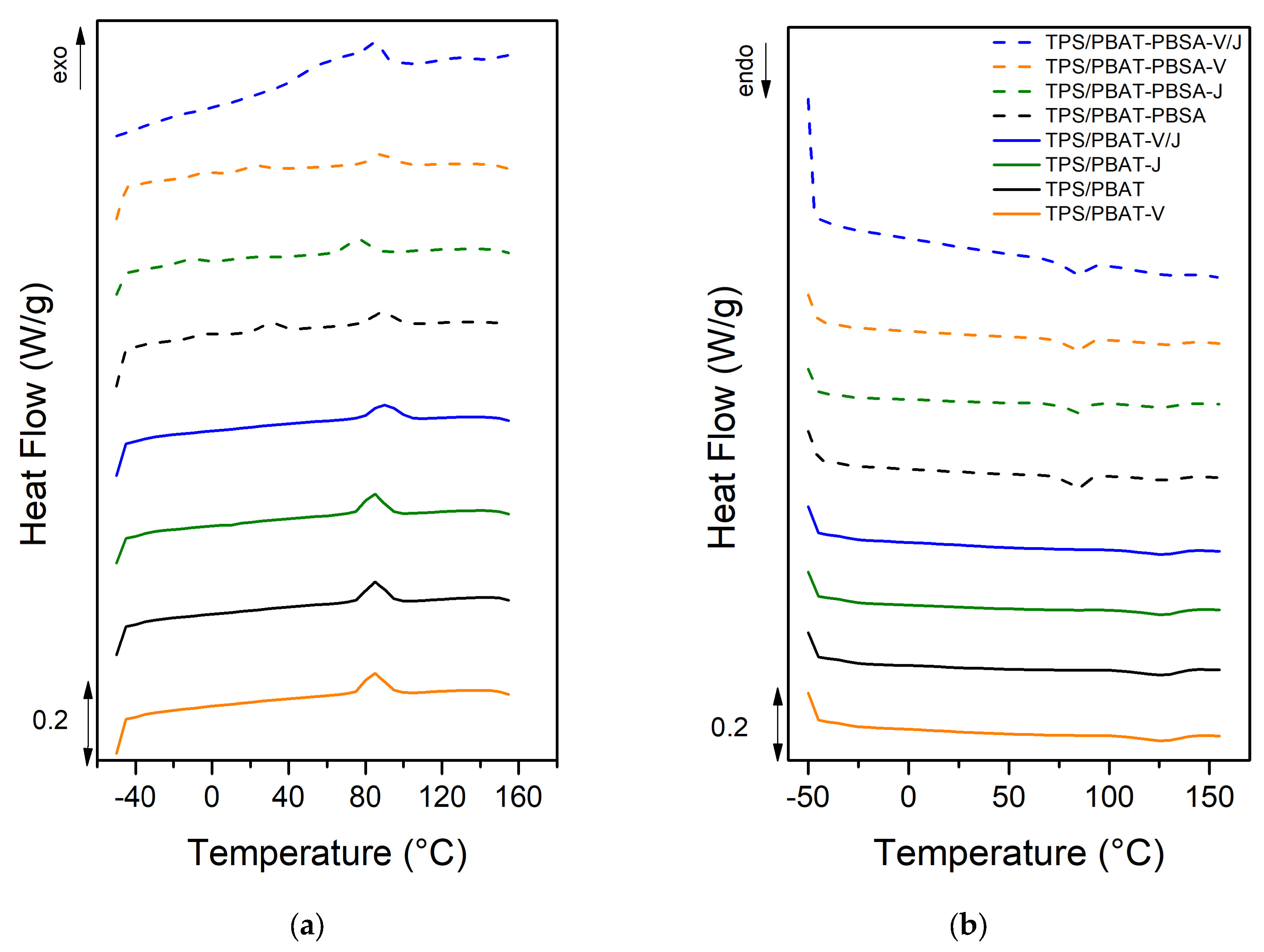
3.3. DSC (Differential Scanning Calorimetry)
| Cooling | |||||
| Reference | Tc, PBSA (°C) | ∆hc, PBSA (J/kg) | Tc, PBAT (°C) | ∆hc, PBAT (J/kg) | |
| PBAT [61] | - | - | 88–91 | 35–50 | |
| PBSA [56] | 73–78 | 40–60 | - | - | |
| TPS/PBAT | - | - | 86 | 7.8 | |
| TPS/PBAT-V | - | - | 83 | 6.5 | |
| TPS/PBAT-J | - | - | 89 | 8.4 | |
| TPS/PBAT-V/J | - | - | 87 | 8.5 | |
| TPS/PBAT-PBSA | 32 | 3.9 | 78 | 8.2 | |
| TPS/PBAT-PBSA-V | 28 | 4.3 | 86 | 9.7 | |
| TPS/PBAT-PBSA-J | 33 | 4.2 | 91 | 9.6 | |
| TPS/PBAT-PBSA-V/J | 31 | 4.0 | 87 | 6.3 | |
| Second Heating | |||||
| Reference | Tg Polymer (°C) | Tm, PBSA (°C) | ∆hm, PBSA (J/kg) | Tm, PBAT (°C) | ∆hm, PBAT (J/kg) |
| PBAT [61] | −30 | - | - | 120–125 | 35–50 |
| PBSA [56] | −35 | 90–95 | 40–60 | - | - |
| TPS/PBAT | −31.0 | - | - | 124 | 3.7 |
| TPS/PBAT-V | −34.0 | - | - | 123 | 4.1 |
| TPS/PBAT-J | −32.6 | - | - | 124 | 3.8 |
| TPS/PBAT-V/J | −31.7 | - | - | 125 | 3.1 |
| TPS/PBAT-PBSA | −34.0 | 89 | 4.6 | 121 | 4.4 |
| TPS/PBAT-PBSA-V | −28.0 | 86 | 5.0 | 125 | 4.4 |
| TPS/PBAT-PBSA-J | −31.0 | 85 | 4.9 | 121 | 4.7 |
| TPS/PBAT-PBSA-V/J | −30.7 | 86 | 4.8 | 122 | 3.0 |
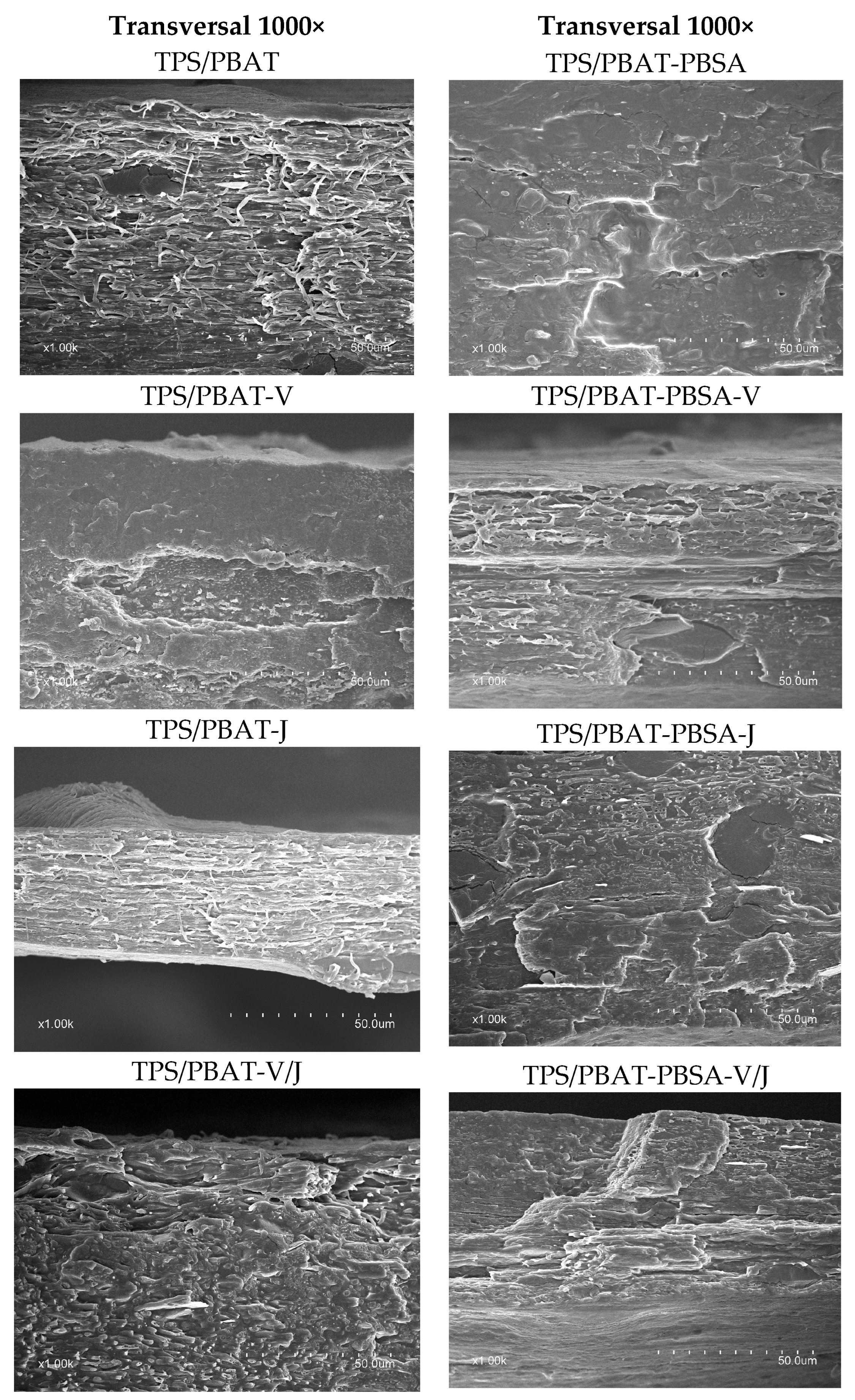
3.4. Microscopy (SEM)
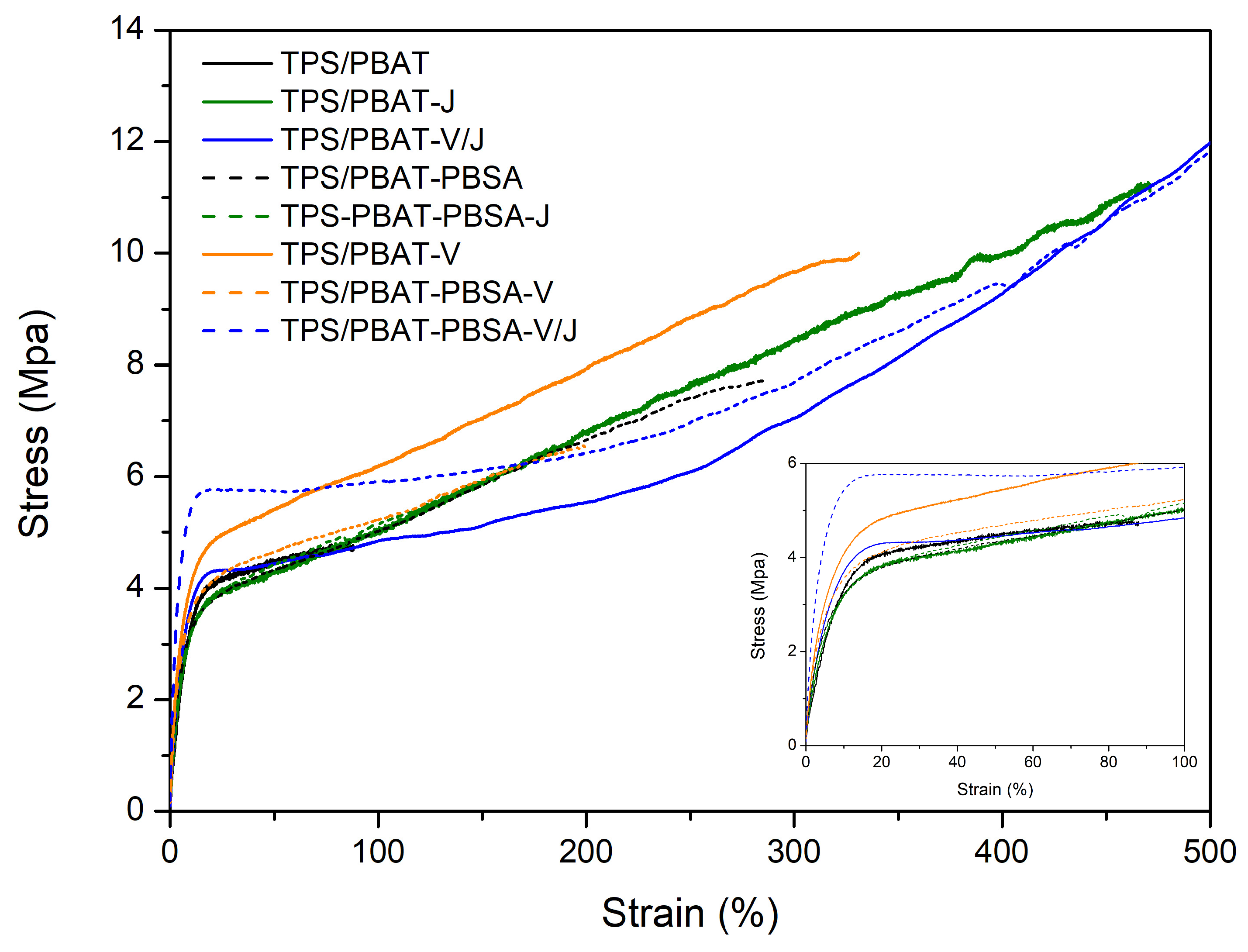
3.5. Mechanical Traction
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed]
- Lebreton, L.; van der Zwet, J.; Damsteeg, J.W.; Slat, B.; Andrady, A.; Reisser, J. River plastic emissions to the world’s oceans. Nat. Commun. 2017, 8, 15611. [Google Scholar] [CrossRef]
- Barnes, D.K.; Galgani, F.; Thompson, R.C.; Barlaz, M. Accumulation and fragmentation of plastic debris in global environments. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 1985–1998. [Google Scholar] [CrossRef]
- Wright, S.L.; Kelly, F.J. Plastic and human health: A micro issue? Environ. Sci. Technol. 2017, 51, 6634–6647. [Google Scholar] [CrossRef]
- Badia, J.D.; Gil-Castell, O.; Ribes-Greus, A. Long-term properties and end-of-life of polymers from renewable resources. Polym. Degrad. Stab. 2017, 137, 35–57. [Google Scholar] [CrossRef]
- Rujnić-Sokele, M.; Pilipović, A. Challenges and opportunities of biodegradable plastics: A mini-review. Waste Manag. Res. 2017, 35, 132–140. [Google Scholar] [CrossRef]
- Shah, A.A.; Hasan, F.; Hameed, A.; Ahmed, S. Biological degradation of plastics: A comprehensive review. Biotechnol. Adv. 2008, 26, 246–265. [Google Scholar] [CrossRef]
- Jambeck, J.R.; Geyer, R.; Wilcox, C.; Siegler, T.R.; Perryman, M.; Andrady, A.; Law, K.L. Plastic waste inputs from land into the ocean. Science 2015, 347, 768–771. [Google Scholar] [CrossRef]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2115–2126. [Google Scholar] [CrossRef] [PubMed]
- Ellen MacArthur Foundation. The New Plastics Economy: Rethinking the Future of Plastics & Catalysing Action; Ellen MacArthur Foundation: Cowes, UK, 2016. [Google Scholar]
- Avérous, L. Biodegradable multiphase systems based on plasticized starch: A review. J. Macromol. Sci. Part C Polym. Rev. 2004, 44, 231–274. [Google Scholar] [CrossRef]
- Ma, X.; Chang, P.R.; Yu, J. Starch-based materials in food packaging: Processing methods and applications. Crit. Rev. Food Sci. Nutr. 2008, 48, 601–608. [Google Scholar]
- Mali, S.; Grossmann, M.V.E.; Garcia, M.A.; Martino, M.N.; Zaritzky, N.E. Barrier, mechanical and optical properties of plasticized yam starch films. Carbohydr. Polym. 2004, 56, 129–135. [Google Scholar] [CrossRef]
- Chiellini, E.; Solaro, R. Biodegradable polymeric materials. Adv. Mater. 2003, 12, 1353–1363. [Google Scholar] [CrossRef]
- Chiellini, E.; Cinelli, P.; Chiellini, F.; Imam, S.H. Environmentally degradable bio-based polymeric blends and composites. Macromol. Biosci. 2004, 4, 218–231. [Google Scholar] [CrossRef]
- Shogren, R.L.; Lawton, J.W.; Doane, W.M.; Tiefenbacher, K.F. Starch-plastic materials—Preparation, physical properties, and biodegradability. J. Environ. Polym. Degrad. 1998, 6, 1–7. [Google Scholar]
- De Carvalho, A.J.F.; Zambon, M.D.; Curvelo, A.A.S.; Gandini, A. Thermoplastic starch modification during melt processing: Hydrolysis catalyzed by carboxylic acids. Carbohydr. Polym. 2003, 52, 283–287. [Google Scholar] [CrossRef]
- Rosa, D.S.; Guedes, C.G.F. Mechanical, thermal and morphological characterization of starch/ethylene vinyl alcohol copolymers blends. Carbohydr. Polym. 2003, 52, 215–220. [Google Scholar]
- Willett, J.L. Mechanical properties of starch-based plastics. Starch/Stärke 1994, 46, 293–298. [Google Scholar]
- Kale, G.; Kijchavengkul, T.; Auras, R.; Rubino, M.; Selke, S.E.; Singh, S.P. Compostability of bioplastic packaging materials: An overview. Macromol. Biosci. 2007, 7, 255–277. [Google Scholar] [CrossRef]
- Keshavarz, T.; Roy, I. Polyhydroxyalkanoates: Bioplastics with a green agenda. Curr. Opin. Microbiol. 2010, 13, 321–326. [Google Scholar] [CrossRef]
- Gross, R.A.; Kalra, B. Biodegradable polymers for the environment. Science 2002, 297, 803–807. [Google Scholar] [CrossRef]
- Li, F.; Zhang, J.; Sun, Z. Thermal degradation behavior of PBS: A review. Polym. Degrad. Stab. 2020, 182, 109379. [Google Scholar]
- Sudesh, K.; Abe, H.; Doi, Y. Synthesis, structure and properties of polyhydroxyalkanoates: Biological polyesters. Prog. Polym. Sci. 2000, 25, 1503–1555. [Google Scholar] [CrossRef]
- Soroudi, A.; Jakubowicz, I. Recycling of bioplastics, their blends and biocomposites: A review. Eur. Polym. J. 2013, 49, 2839–2858. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Morreale, M. Green composites: A brief review. Compos. Part A Appl. Sci. Manuf. 2011, 42, 579–584. [Google Scholar] [CrossRef]
- Zhang, J.F.; Sun, X. Mechanical properties of TPS/PBAT blends compatibilized by glycidyl methacrylate. Biomacromolecules 2023, 24, 455–467. [Google Scholar]
- Ren, J.; Xu, Q.; Wang, S. Compatibilizing effect of vinyl acetate on TPS-based blends. Carbohydr. Polym. 2022, 276, 118808. [Google Scholar]
- Averous, L.; Boquillon, N. Biocomposites based on plasticized starch: Thermal and mechanical behaviours. Carbohydr. Polym. 2004, 56, 111–122. [Google Scholar] [CrossRef]
- Weber, C.J.; Haugaard, V.; Festersen, R.; Bertelsen, G. Production and applications of biodegradable packaging materials from renewable resources. Trends Food Sci. Technol. 2006, 13, 106–117. [Google Scholar]
- Rasselet, D.; Caro-Bretelle, A.S.; Taguet, A.; Lopez-Cuesta, J.M. Reactive compatibilization of PLA/PA11 blends and their application in additive manufacturing. Materials 2019, 12, 485. [Google Scholar] [CrossRef] [PubMed]
- Gutiérrez-Silva, K.; Jordán-Silvestre, A.; Cháfer, A.; Muñoz-Espí, R.; Gil-Castell, O.; Badia, J.D. Ultrasonic chemo-thermal degradation of commercial poly(butylene adipate-co-terephthalate) (PBAT) and thermoplastic starch (TPS) blends. Polym. Degrad. Stab. 2024, 232, 111133. [Google Scholar] [CrossRef]
- Martin, O.; Averous, L. Poly(lactic acid): Plasticization and properties of biodegradable multiphase systems. Polymer 2001, 42, 6209–6219. [Google Scholar] [CrossRef]
- Ren, J.; Fu, H.; Ren, T.; Yuan, W. Preparation, characterization, and properties of starch/PLA blend foams. Carbohydr. Polym. 2009, 77, 576–582. [Google Scholar] [CrossRef]
- Ma, X.; Chang, P.R.; Yu, J. Properties of biodegradable thermoplastic pea starch/carboxymethyl cellulose and pea starch/microcrystalline cellulose composites. Carbohydr. Polym. 2009, 76, 369–375. [Google Scholar] [CrossRef]
- Ma, X.; Yu, J.; Kennedy, J.F. Studies on the properties of natural fibers-reinforced thermoplastic starch composites. Carbohydr. Polym. 2005, 62, 19–24. [Google Scholar] [CrossRef]
- Ma, X.; Chang, P.R.; Yu, J. Properties of biodegradable pea starch/carboxymethyl cellulose composites modified by poly(ethylene glycol). Carbohydr. Polym. 2008, 72, 369–375. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, J. Research progress in toughening modification of poly(lactic acid). J. Polym. Sci. Part B Polym. Phys. 2011, 49, 1051–1083. [Google Scholar] [CrossRef]
- Liu, W.; Qiu, R.; Qian, Y.; Yin, J. Preparation and properties of thermoplastic starch/multi-walled carbon nanotubes composites. Carbohydr. Polym. 2012, 87, 3160–3166. [Google Scholar]
- De Carvalho, A.J.F.; Zambon, M.D.; Curvelo, A.A.S.; Gandini, A. Starch-based plastic materials. Compr. Rev. Food Sci. Food Saf. 2001, 20, 203–216. [Google Scholar]
- Zheng, Y.; Wang, S. Effects of compatibilizer and loading on the properties of starch/poly(lactic acid) composites. J. Appl. Polym. Sci. 1998, 67, 1323–1330. [Google Scholar]
- Ren, J.; Xu, Q.; Wang, S. Compatibilizing effect of maleic anhydride on the mechanical properties of starch/poly(lactic acid) composites. Carbohydr. Polym. 2012, 87, 3160–3166. [Google Scholar]
- Ke, T.; Sun, X.S. Starch, poly(lactic acid), and poly(vinyl alcohol) blends. J. Polym. Environ. 2000, 8, 19–27. [Google Scholar]
- Kagarise, C.; Xu, J.; Wang, Y.; Mahboob, M.; Koelling, K.W.; Bechtel, S.E. Rheological, morphological, and interfacial properties of compatibilized PLA/PBAT blends. Rheol. Acta 2010, 53, 501–517. [Google Scholar]
- Othman, N.; Mohamad, Z.; Khan, Z.I. Compatibility and miscibility of recycled polyethylene terephthalate/polyamide 11 blends with and without Joncryl® compatibilizer. Iran. Polym. J. 2023. [Google Scholar] [CrossRef]
- Singh, S.; Pal, K. Biodegradable polymers: Recent developments and new perspectives. Prog. Polym. Sci. 2011, 36, 1011–1047. [Google Scholar]
- Weber, M.; Haupert, F. Thermoplastic starch blends and their compatibilization with polyesters. Carbohydr. Polym. 2006, 66, 307–315. [Google Scholar]
- Gupta, A.P.; Sharma, V. Mechanical and thermal properties of polymer nanocomposites: A review. J. Appl. Polym. Sci. 2011, 120, 1145–1170. [Google Scholar]
- Corradini, E.; de Moura, M.R.; Mattoso, L.H.C. A preliminary study of the incorporation of NPK fertilizer into chitosan nanoparticles. Express Polym. Lett. 2009, 4, 509–515. [Google Scholar] [CrossRef]
- Totaro, G.; Di Ludovico, S.; Cinelli, P. Thermoplastic starch blends: A study on processability and physical properties. J. Polym. Environ. 2019, 27, 1281–1290. [Google Scholar]
- ISO 1183-1:2019; Plastics—Methods for Determining the Density of Non-Cellular Plastics Part 1: Immersion Method, Liquid Pycnometer Method and Titration Method. 2019. Available online: https://www.iso.org/standard/74990.html (accessed on 21 December 2024).
- ISO 527-1:2019; Plastics—Determination of Tensile Properties. 2019. Available online: https://www.iso.org/standard/75824.html (accessed on 21 December 2024).
- Müller, C.M.O.; Laurindo, J.B.; Yamashita, F. Effect of nanoclay and plasticizer on the thermal properties of starch-based films. Carbohydr. Polym. 2011, 86, 300–306. [Google Scholar]
- Badia, J.D.; Vilaplana, F.; Karlsson, S.; Ribes-Greus, A. Thermal analysis as a quality tool for assessing the influence of thermo-mechanical degradation on recycled poly (ethylene terephthalate). Polym. Test. 2009, 28, 169–175. [Google Scholar] [CrossRef]
- Alves, T.S.; Pereira, A.C.; Costa, M.F.; Silva, R.B.; Souza, J.M.; Oliveira, L.G.; Santos, V.F.; Almeida, P.R.; Rodrigues, C.L.; Carvalho, J.P. Thermal and mechanical properties of PBAT-based composites reinforced with sugarcane bagasse fibers. J. Appl. Polym. Sci. 2012, 125, 141–149. [Google Scholar]
- Sivalingam, G.; Kumar, S.; Ramesh, K.; Rajan, M.; Varma, S.; Singh, A.; Prasad, D.; Sharma, P.; Gupta, R.; Nair, V. Study on thermal degradation and decomposition of biodegradable PBS and PBSA. J. Therm. Anal. Calorim. 2017, 127, 2145–2153. [Google Scholar]
- Badia, J.D.; Strömberg, E.; Karlsson, S.; Ribes-Greus, A. The role of crystalline, mobile amorphous and rigid amorphous fractions in the performance of recycled poly (ethylene terephthalate) (PET). Polym. Degrad. Stab. 2012, 97, 98–107. [Google Scholar] [CrossRef]
- Pascual-Jose, B.; Badia, J.D.; Múgica, A.; Addiego, F.; Müller, A.J. Analysis of plasticization and reprocessing effects on the segmental cooperativity of polylactide by dielectric thermal spectroscopy. Polymer 2020, 223, 123701. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Y.; Wang, C.; Ma, L. Thermal stability and degradation kinetics of polylactic acid composites reinforced with inorganic nanoparticles. J. Therm. Anal. Calorim. 2018, 134, 179–187. [Google Scholar]
- Jiang, T.; Zhang, L. Thermal behavior and compatibility of poly(butylene succinate)/starch blends with and without compatibilizers. J. Appl. Polym. Sci. 2008, 108, 378–385. [Google Scholar]
- Jiang, L.; Zhang, J.; Wang, Y.; Chen, X.; Li, Q.; Zhao, H.; Liu, W.; Yang, Z.; Xu, M.; Huang, F. Preparation and characterization of poly(butylene adipate-co-terephthalate) (PBAT) nanocomposites with carbon nanotubes. Polym. Degrad. Stab. 2010, 95, 841–850. [Google Scholar]
- Liu, Q.; Liu, H.; Zhang, J. The influence of plasticizers on the thermal and mechanical properties of poly(lactic acid) blends. J. Appl. Polym. Sci. 2010, 116, 3142–3149. [Google Scholar]
- Sanyang, M.L.; Sapuan, S.M.; Jawaid, M.; Ishak, M.R.; Sahari, J. Effect of plasticizers on the thermal properties of biodegradable films from sugar palm (Arenga pinnata) starch. Polymers 2016, 8, 218. [Google Scholar]

| Reference | Starch | Glycerol | PBAT | PBSA | Talc | Vinnex | Joncryl |
|---|---|---|---|---|---|---|---|
| TPS/PBAT | 25.5 | 13 | 60 | 0 | 1.5 | 0 | 0 |
| TPS/PBAT-V | 23 | 11.5 | 60 | 0 | 1.5 | 4 | 0 |
| TPS/PBAT-J | 25 | 13 | 60 | 0 | 1.5 | 0 | 0.5 |
| TPS/PBAT-V/J | 22.5 | 11.5 | 60 | 0 | 1.5 | 4 | 0.5 |
| TPS/PBAT-PBSA | 25.5 | 13 | 45 | 15 | 1.5 | 0 | 0 |
| TPS/PBAT-PBSA-V | 23 | 11.5 | 45 | 15 | 1.5 | 4 | 0 |
| TPS/PBAT-PBSA-J | 25 | 13 | 45 | 15 | 1.5 | 0 | 0.5 |
| TPS/PBAT-PBSA-V/J | 22.5 | 11.5 | 45 | 15 | 1.5 | 4 | 0.5 |
| Reference | Melt Density (g/cm3) |
|---|---|
| TPS/PBAT | 1.20 ± 0.00 |
| TPS/PBAT-V | 1.20 ± 0.01 |
| TPS/PBAT-J | 1.21 ± 0.02 |
| TPS/PBAT-V/J | 1.22 ± 0.01 |
| TPS/PBAT-PBSA | 1.20 ± 0.02 |
| TPS/PBAT-PBSA-V | 1.23 ± 0.02 |
| TPS/PBAT-PBSA-J | 1.20 ± 0.02 |
| TPS/PBAT-PBSA-V/J | 1.23 ± 0.00 |
| Reference | Young’s Modulus (MPa) | Yield Stress (MPa) | Stress at Break Point (MPa) | Elongation at Break (%) | n | K |
|---|---|---|---|---|---|---|
| TPS/PBAT | 73 ± 24 | 3.3 ± 0.5 | 5.4 ± 0.4 | 168 ± 41 | 0.2864 | 0.8519 |
| TPS/PBAT-V | 100 ± 11 | 4.5 ± 0.5 | 10.3 ± 0.4 | 343 ± 18 | 0.2864 | 0.8104 |
| TPS/PBAT-J | 74 ± 14 | 3.5 ± 0.5 | 11.2 ± 0.4 | 408 ± 20 | 0.2971 | 0.8135 |
| TPS/PBAT-V/J | 85 ± 9 | 5.11 ± 0.6 | 16.9 ± 2.4 | 730 ± 70 | 0.3466 | 0.7148 |
| TPS/PBAT-PBSA | 92 ± 5 | 4.7 ± 0.1 | 9.0 ± 0.2 | 452 ± 25 | 0.2744 | 0.9153 |
| TPS/PBAT-PBSA-V | 98 ± 12 | 5.0 ± 0.0 | 7.0 ± 1.0 | 455 ± 25 | 0.2933 | 0.8222 |
| TPS/PBAT-PBSA-J | 84 ± 5 | 4.4 ± 0.2 | 9.1 ± 0.2 | 500 ± 37 | 0.2967 | 0.9328 |
| TPS/PBAT-PBSA-V/J | 90 ± 6 | 5.50 ± 0.7 | 12 ± 3 | 610 ± 93 | 0.3644 | 0.7324 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martín-Poyo, C.; Cerisuelo-Ferriols, J.P.; Badia-Valiente, J.D. Influence of Vinyl Acetate-Based and Epoxy-Based Compatibilizers on the Design of TPS/PBAT and TPS/PBAT/PBSA Films. Appl. Sci. 2025, 15, 456. https://doi.org/10.3390/app15010456
Martín-Poyo C, Cerisuelo-Ferriols JP, Badia-Valiente JD. Influence of Vinyl Acetate-Based and Epoxy-Based Compatibilizers on the Design of TPS/PBAT and TPS/PBAT/PBSA Films. Applied Sciences. 2025; 15(1):456. https://doi.org/10.3390/app15010456
Chicago/Turabian StyleMartín-Poyo, Cristina, Josep P. Cerisuelo-Ferriols, and Jose D. Badia-Valiente. 2025. "Influence of Vinyl Acetate-Based and Epoxy-Based Compatibilizers on the Design of TPS/PBAT and TPS/PBAT/PBSA Films" Applied Sciences 15, no. 1: 456. https://doi.org/10.3390/app15010456
APA StyleMartín-Poyo, C., Cerisuelo-Ferriols, J. P., & Badia-Valiente, J. D. (2025). Influence of Vinyl Acetate-Based and Epoxy-Based Compatibilizers on the Design of TPS/PBAT and TPS/PBAT/PBSA Films. Applied Sciences, 15(1), 456. https://doi.org/10.3390/app15010456