
Closed Circuit of 3-Dimensional Polymer Powders

Abstract
1. Introduction
2. Literature Review, Introduction
3. Materials and Methods
3.1. Data and Model
- the plan developed by the European Council assumes rationalization of energy use and, consequently, reduction of its consumption by 20% (reduction of energy intensity indicators for the economy),
- the manufacturing process is one of the key technologies for the production of almost all products currently on the market (coal, powders, plastics)—global energy consumption for this purpose is as much as 350 billion kWh,
- the production process in processing industry plants consumes up to 50% of the total electricity needed,
- low energy efficiency of currently used machining machines.
3.2. Machine Readiness Models
- product quality, matter, power and energy;
- energy, ecological and economic efficiency of the technical system operation process;
- non-toxicity of the product and/or process;
- opportunities to acquire and enrich knowledge about the recycling of polymer powders, and scientifically in mechanical engineering, mechanics construction, powder construction, production, operation of machines and devices of SLS processes.
- first—conceptual (IRL 0–IRL 3): description of the innovative solution; identification of basic operating principles; formulating a solution concept; confirmation of the correctness of the concept experimentally;
- second—creative, evaluative (IRL 4–IRL 6): validation of technology in laboratory conditions; technology validation in simulated operating conditions;
- third—manufacturing, operational (IRL 7–IRL 9): checking the operation of the prototype in the target operating conditions; creating the final version of the product; execution of a trial series and obtaining product conformity certificates and use permits.
3.2.1. Description of New Features (IRL 0–IRL 3)
- mechanical, carried out for the purpose of: transforming, grinding, sorting, pressing, moving, etc.;
- hydrodynamic, carried out for the purpose of: mixing, homogenization, filtration, dehydration, sedimentation, pressing, etc.;
- thermal, carried out for the purpose of: heating, cooling, evaporation, condensation, etc.;
- with mass exchange, carried out for the purpose of: absorption, adsorption, extraction, drying, distillation, crystallization, concentration, agglomeration, consolidation, compaction, etc.
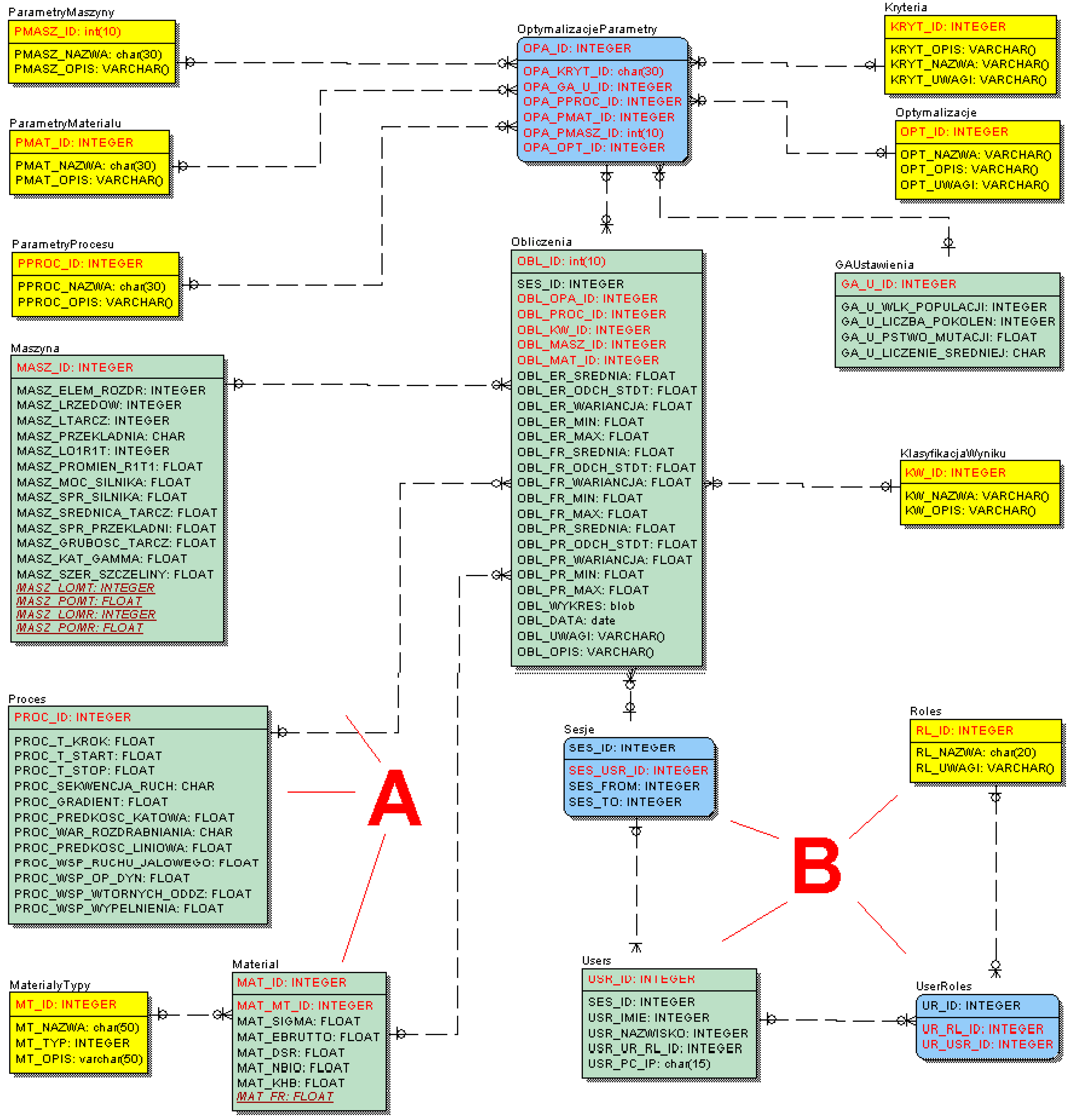
- Calculations—results of the optimization process (best adapted solutions). The table stores statistics about optimal technology estimators, identifiers of records storing object features stored in separate tables, and information about the settings for which a given solution was obtained;
- Machine—optimal design features of the technological facility, machines and devices for grinding and moisturizing/drying polymer powders;
- Process—features of the process for which a pro-optimal solution was achieved;
- Material—features of the input/product of regenerated polymer powders for the construction innovation process carried out;
- Material Types—dictionary table used to identify the input processed during the simulation;
- Optimization Parameters—table identifying the type, criteria and parameters of optimization;
- Machine Parameters—a dictionary table containing the names of machine parameters subject to modification using a genetic algorithm;
- Material Parameters—a dictionary table containing the names of material parameters subject to modification using a genetic algorithm;
- Process Parameters—a dictionary table containing the names of process parameters subject to modification using a genetic algorithm;
- Criteria—a dictionary table storing the optimization criteria that can be set;
- Optimizations—a table storing the identifiers of optimization parameters so far (name and description);
- GAU Settings—parameters of the genetic algorithm for which the optimal design and processing solution was obtained due to the set criterion;
- Result Classification—a dictionary table containing the names and descriptions of the defined result classifiers that can be used;
- Sessions—an auxiliary table used to identify users performing calculations;
- Users—table containing personal data of people registered in the system;
- Roles—a table storing the roles of system users that supports the process of collecting and searching for information;
- User Roles—a table defining the relationship between a specific system user and their role.
- dictionary table—marked in yellow, it stores a set of independent data, constituting a list of available values used when completing aggregation tables;
- aggregation table—marked in green, it stores historical data generated during calculations and identification data related to a specific entity (process, machine, user, etc.);
- association table—marked in blue, it defines the dependencies between dictionary tables and aggregation tables.
- validation in laboratory conditions (IRL-4): concerns the analysis and assessment of the regulation, control (ST), drive (N), process (R), and logistics (X) subsystems and their relationships with the geometric and moisture stabilization of polymer powders;
- technology validation in simulated operating conditions (IRL-5): includes an assessment of the quality of the input, product (e.g., geometric, material, dynamic, and environmental characteristics of the powder), process efficiency and non-toxicity of the product and the process of preparing new, used and recycled powders for the process to repeat the additive processing;
- making and checking the operation of a product prototype in simulated conditions close to real ones (IRL-6): an assessment of the production of elements and relations of the system, i.e., machines and devices for multi-faceted stabilization of polymer powders.
3.2.2. Construction of a Prototype of IRL-6 Powder Stabilization Machines and Devices
- Inventory analysis of the condition of mechanical engineering facilities;
- Creation of the concept of a technical and IT solution;
- Implementation of a monitoring system;
- Adoption of operational characteristics, data acquisition and modeling;
- Adoption of the mathematical model, optimization criteria and optimization procedure;
- Analysis of benefits and energy, ecological and financial costs of implementing the process;
- Simulation (visualization) of a variant, concept in conditions similar to real ones;
- Creating an optimal solution for machines and devices for stabilizing polymer powders;
- Pro-development changes in means and methods of stabilizing polymer powders.
- material variable indicators:
- −
- do—average powder size before processing, μm;
- −
- w0—average humidity of the polymer powder before processing (sintering), %;
- −
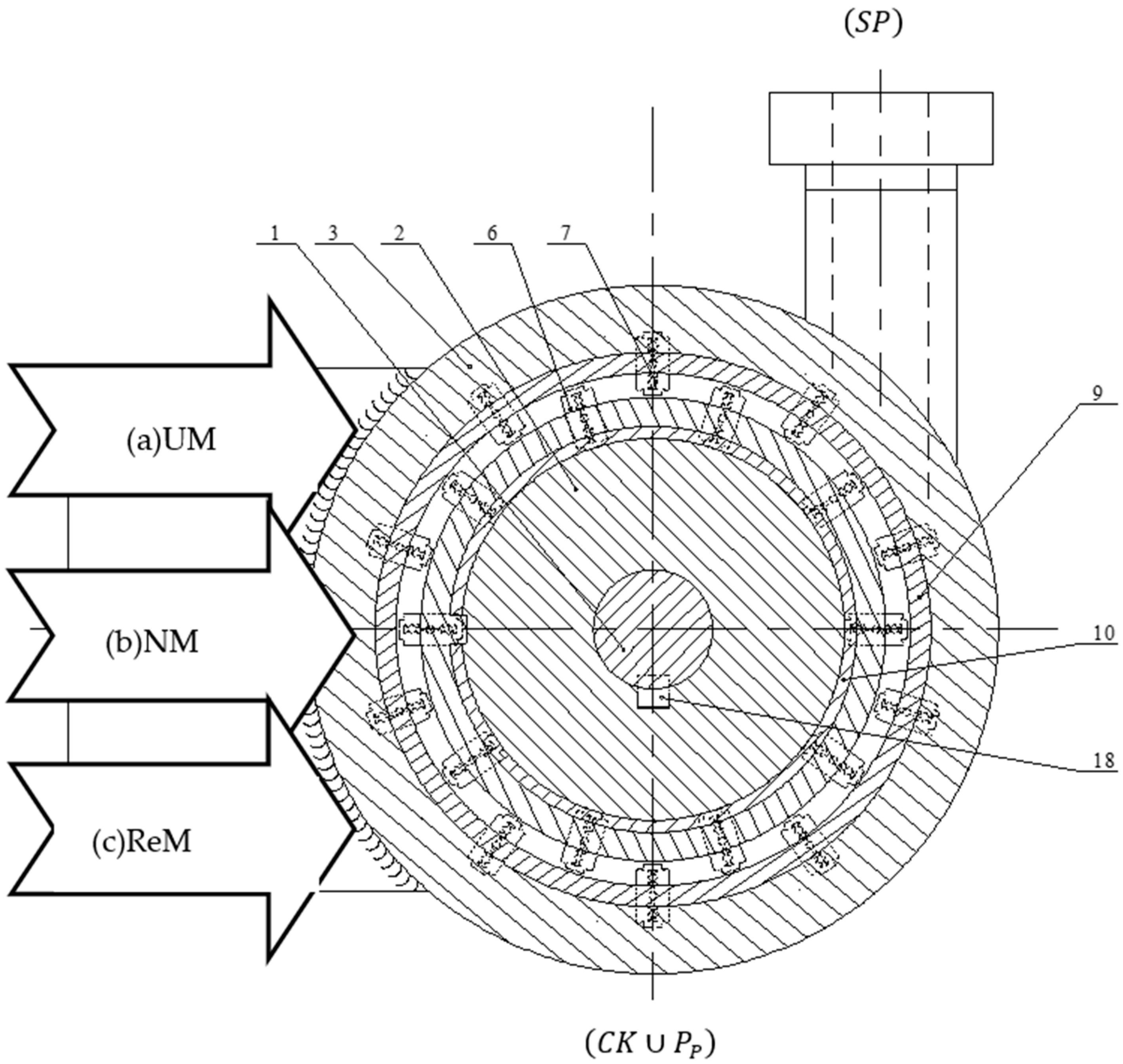
- a1-, b2-, and c3- percentages of polymer powders (UM—used, NM—new and ReM—recycled material; polyamide—nylon: PA12, PA11 and PA6; PA12, polystyrene (PS), polypropylene (PP) fibers, %.
- traffic variable indicators:
- −
- ω1—angular speed of the gear input shaft, rad·s−1, (rpm);
- −
- ω2—angular speed of the gear output shaft, rad·s−1, (rpm);
- −
- M1—torque on the gear input shaft, N·m;
- −
- M2—torque on the gear output shaft, N·m;
- −
- ηs—engine efficiency;
- −
- ηp—gear efficiency.
- kinematic gear ratio:
- dynamic ratio:
- power at the gearbox input equal to the power at the engine output:
- power at the gear output equal to the grinding power:
- energy indicators and estimators:
- −
- —mass flow defined as the increase in the amount of stabilized plastic powder (grinding, dried, moistened) over time, dm·dt−1, kg·s−1;
- −
- W1—mass efficiency understood as the amount of product after grinding as a function of time, kg·h−1;
- −
- ER—specific energy consumption as the amount of energy needed to produce one kilogram of a product meeting the criteria of processing and additive manufacturing, kJ·kg−1;
- −
- eR—energy efficiency index of processing.
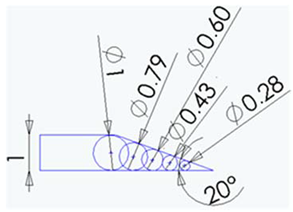
- machine design—arrangement and type of knife discs;
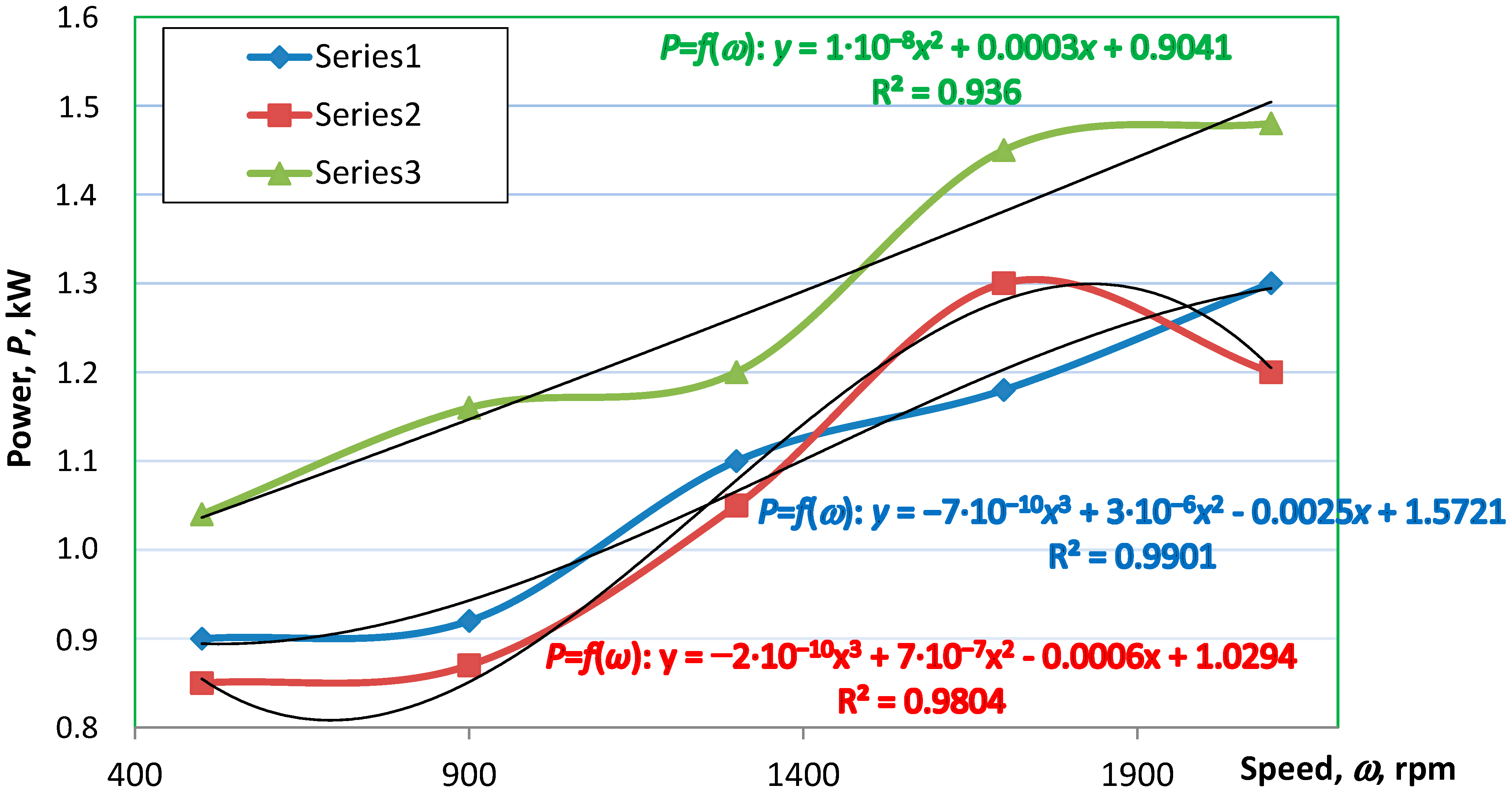
- movement of knife elements, material and degree of fragmentation—rotational speed of knives (in the range of 420–1900 min−1);
- efficiency, power, energy of the process (process efficiency)—the amount of vacuum in the batch tank/shredding product and at the inlet of the material to the shredder and the setting of the aspirator (pneumatic transport);
- no blocking by the batch—the amount of material fed to the hopper as determined by the control room hopper screw feeder motor.
3.3. Material Readiness Models
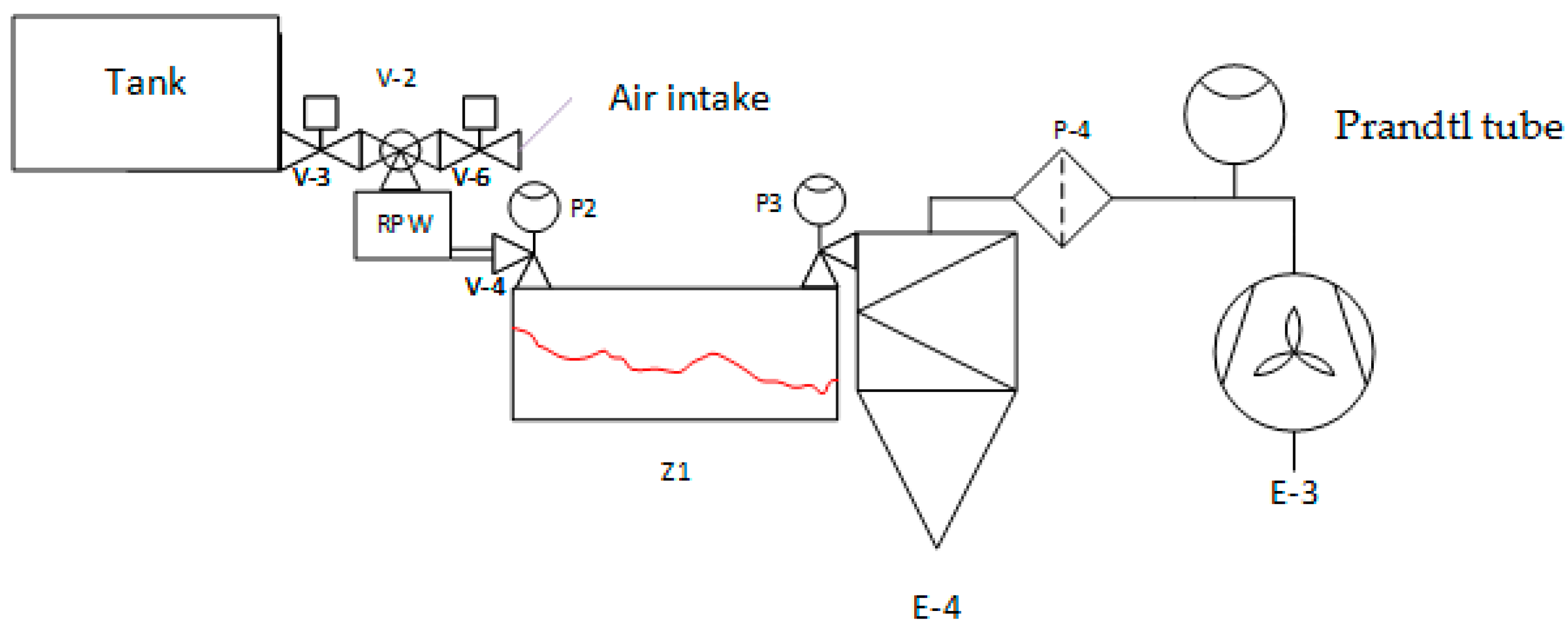
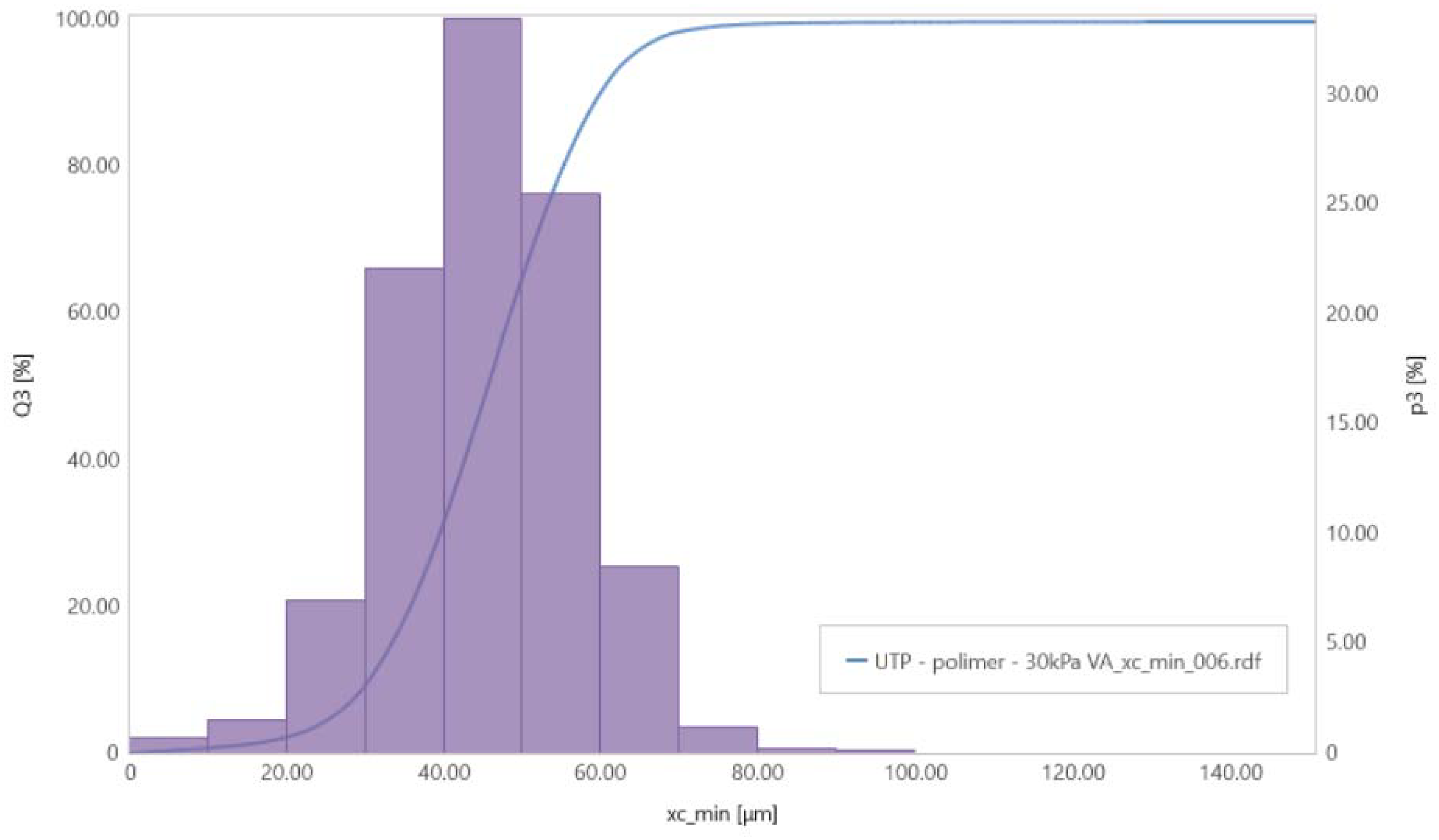
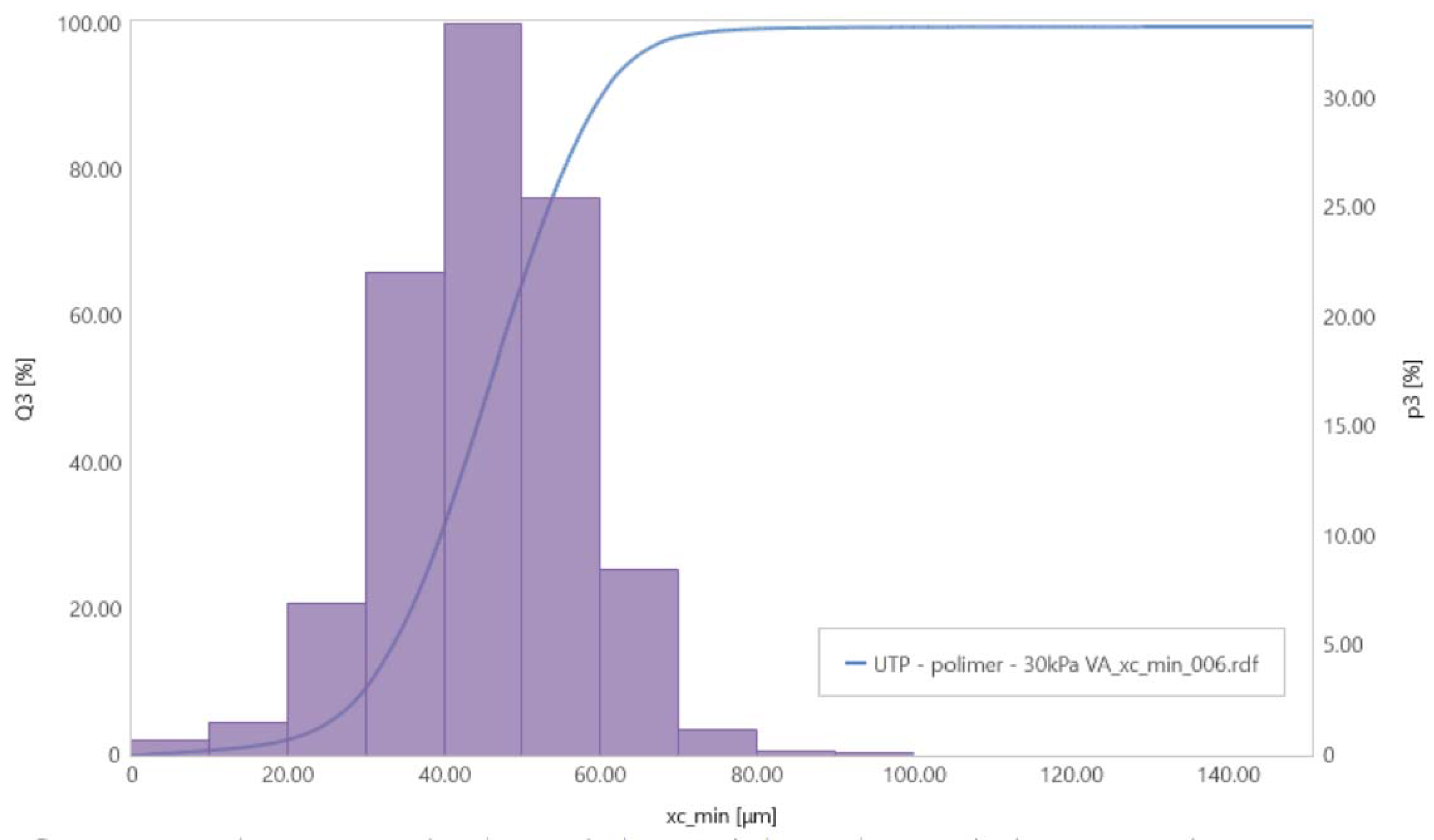
Fineness Check under Target Operating Conditions (IRL-7)
- The first look (Figure 9) allowed us to conclude that the same material was measured (and it was NM and ReM), and the measurement itself was highly repeatable.
- A maximum difference of just over 0.4% appeared on the flattened curves, i.e., for the range of particles whose percentage share in the total volume is large.
4. Results and Discussion
- —design features of powders and machine elements (geometric, material, dynamic and environmental);
- —optimal design features of powders and machine elements (e.g., in recycling);
- Φ—area of permissible solutions (concepts) of the design feature vector;
- —performance characteristics of powders with the given design features;
- —energy, ecological and economic benefits from using the construction solution;
- —energy, ecological and economic expenditure during the use of the construction solution;
- —electrical and mechanical power in the selected installation node;
- —electrical and mechanical energy of the selected installation node;
- P,E—power and energy quality in the selected installation node;
- —energy efficiency of the process, e.g., energy conversion;
- —ecological efficiency of the process;
- —economic efficiency of the process;
- —efficiency of use and operation of machines and process devices;
- —efficiency and susceptibility to useful action;
- —power and energy losses accompanying idle, useful and dynamic operations of machines and devices;
- —CO2 emissions from operation, useful and balancing activities;
- —PO4 emissions from operation, useful and balancing activities;
- —emissions of particles and dust from operation, utility and balancing activities;
- —structural geometric features of powders (form, dimension, tolerance);
- —design material features of powders (form, dimension, tolerance);
- —dynamic design features of powders (form, dimension, tolerance);
- —environmental design features of powders (form, dimension, tolerance);
- —selected parameters of the use of powders, machines and process devices;
- —annual use of machines and process equipment.
Creation of the Final Version of the Product (IRL-8)
5. Summary and Conclusions
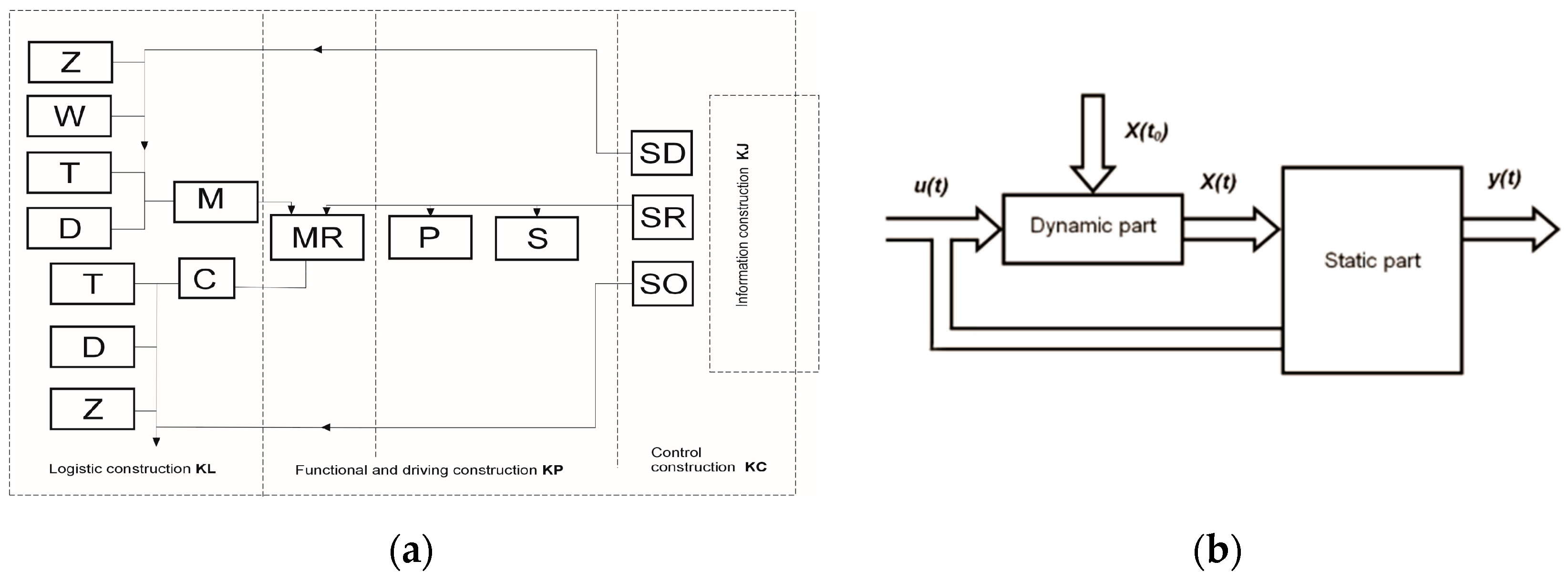
- machine mechatronic system,
- high-tech special system,
- process design,
- control structure,
- information and logistics construction.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Schmitt, P.; Zorn, S.; Gericke, K. Additive manufacturing research landscape: A literature review. Proc. Des. Soc. 2021, 1, 333–344. [Google Scholar] [CrossRef]
- Flizikowski, J.B. Intelligent Grinding System. Inżynieria I Apar. Chem. 2011, 50, 22–23. [Google Scholar]
- Bojar, W.; Burduk, A.; Dostatni, E.; Duda, J.; Jardzioch, A.; Macko, M.; Niewiadomski, P.; Oleszek, S.; Pietrusewicz, K.; Rojek, I.; et al. Przemysł 4.0 w Przedsiębiorstwach z Branży Motoryzacyjnej, Stan Obecny i Perspektywy Rozwoju; Polish Academy of Science: Warsaw, Poland, 2023; Available online: https://publikacje.pan.pl/book/147336/przemysl-4-0-w-przedsiebiorstwach-z-branzy-motoryzacyjnej-stan-obecny-i-perspektywy-rozwoju (accessed on 23 September 2024).
- Kowalski, Ł. Badania Wpływu Zjawisk Cieplnych Zachodzących Podczas Formowania Addytywnego Wyrobów z PET-G na ich Właściwości Wytrzymałościowe; AGH: Kraków, Poland, 2023. [Google Scholar]
- Sadkiewicz, J. Prowdrożeniowe Badanie Efektywności Pracy Wielotarczowego Rozdrabniacza Ziaren Zbóż. Rozprawa Doktorska, Rozprawa doktorska; University of Science and Technology in Bydgoszcz: Bydgoszcz, Poland, 2013. [Google Scholar]
- Zimniak, P. Wpływ Cech Geometrycznych i Ruchowych Walca w Technologii SLS Na Charakterystyki Użytkowe Elementów Termoplastycznych z Napełniaczem Włóknistym. Rozprawa Doktorska; Uniwersytet Technologiczno-Przyrodniczy w Bydgoszczy: Bydgoszcz, Poland, 2016; Available online: https://dlibra.pbs.edu.pl/publication/921 (accessed on 23 September 2024).
- Kruszelnicka, W. Inteligentne Monitorowanie Jako Skuteczna Metoda Podwyższania Efektywności i Jakości Procesu Rozdrabniania. Przem. Chem. 2021, 1, 112–117. [Google Scholar] [CrossRef]
- Flizikowski, J.; Bielinski, K. Technology and Energy Sources Monitoring: Control, Efficiency, and Optimization; IGI Global: Hershey, PA, USA, 2012; ISBN 978-1-4666-2664-5. [Google Scholar]
- Kruszelnicka, W. Zintegrowana Inżynieria Maszyn i Urzadzeń Procesów Rozdrabniania Ziaren Biomasy; Wydawnictwa Uczelniane Politechniki Bydgoskiej: Bydgoszcz, Poland, 2023. [Google Scholar]
- Tomporowski, A. Rozdrabnianie Alternatywnych Nośników Energii; Wydawnictwa Uczelniane Uniwersytetu Technologiczno-Przyrodniczego w Bydgoszczy: Bydgoszcz, Poland, 2018. [Google Scholar]
- Tyszczuk, K. Badania Efektywności Rozdrabniania Nasion Lnu, Rozprawa Doktorska; Politechnika Poznańska: Poznań, Poland, 2006. [Google Scholar]
- Piasecka, I. Badanie i Ocena Cyklu Życia Zespołów Elektrowni Wiatrowych, Rozprawa Doktorska; Politechnika Poznańska: Poznań, Poland, 2014. [Google Scholar]
- Macko, M. Metoda Doboru Rozdrabniaczy Wielokrawędziowych Do Przeróbki Materiałów Polimerowych; Wydawnictwo Uniwersytetu Kazimierza Wielkiego: Bydgoszcz, Poland, 2011. [Google Scholar]
- Dudziak, P. Badania Zintegrowanej Efektywności Procesu Rozdrabniania Materiałów Uziarnionych Naddźwiękowym Młynem Tarczowym; Uniwersytet Technologiczno-Przyrodniczy w Bydgoszczy: Bydgoszcz, Poland, 2017. [Google Scholar]
- Maguire, A.; Pottackal, N.; Saadi, M.A.S.R.; Rahman, M.M.; Ajayan, P.M. Additive Manufacturing of Polymer-Based Structures by Extrusion Technologies. Oxf. Open Mater. Sci. 2021, 1, itaa004. [Google Scholar] [CrossRef]
- Rashid, A.A.; Koç, M. Fused Filament Fabrication Process: A Review of Numerical Simulation Techniques. Polymers 2021, 13, 3534. [Google Scholar] [CrossRef] [PubMed]
- Harris, M.; Potgieter, J.; Archer, R.; Arif, K.M. Effect of Material and Process Specific Factors on the Strength of Printed Parts in Fused Filament Fabrication: A Review of Recent Developments. Materials 2019, 12, 1664. [Google Scholar] [CrossRef] [PubMed]
- Ilyas, R.A.; Sapuan, S.M.; Harussani, M.M.; Hakimi, M.Y.A.Y.; Haziq, M.Z.M.; Atikah, M.S.N.; Asyraf, M.R.M.; Ishak, M.R.; Razman, M.R.; Nurazzi, N.M.; et al. Polylactic Acid (PLA) Biocomposite: Processing, Additive Manufacturing and Advanced Applications. Polymers 2021, 13, 1326. [Google Scholar] [CrossRef] [PubMed]
- Kechagias, J.D.; Vidakis, N.; Petousis, M.; Mountakis, N. A Multi-Parametric Process Evaluation of the Mechanical Response of PLA in FFF 3D Printing. Mater. Manuf. Process. 2023, 38, 941–953. [Google Scholar] [CrossRef]
- Sidor, J.; Klich, A. Współczesne Maszyny Do Rozdrabniania: Kruszarki i Młyny; Instytut Techniki Górniczej KOMAG: Gliwice, Poland, 2018; ISBN 978-83-65593-10-8. [Google Scholar]
- Sadkiewicz, J.; Sadkiewicz, K.; Flizikowski, J. Machines and Devices for Innovative Mixing and Seasoning of Polymer Powders for 3D Technology (SLS); Research; ZBPP: Bydgoszcz, Poland, 2024. [Google Scholar]
- PlasticsEurope AISBL. The Circular Economy for Plastics. A European Overview; PlasticsEurope AISBL: Brussels, Belgium, 2019. [Google Scholar]
- Shah, A.A.; Hasan, F.; Hameed, A.; Ahmed, S. Biological Degradation of Plastics: A Comprehensive Review. Biotechnol. Adv. 2008, 26, 246–265. [Google Scholar] [CrossRef] [PubMed]
- Cisneros-López, E.O.; Pal, A.K.; Rodriguez, A.U.; Wu, F.; Misra, M.; Mielewski, D.F.; Kiziltas, A.; Mohanty, A.K. Recycled Poly(Lactic Acid)–Based 3D Printed Sustainable Biocomposites: A Comparative Study with Injection Molding. Mater. Today Sustain. 2020, 7–8, 100027. [Google Scholar] [CrossRef]
- Cruz, F.; Lanza, S.; Boudaoud, H.; Hoppe, S.; Camargo, M. Polymer Recycling and Additive Manufacturing in an Open Source Context: Optimization of Processes and Methods. In Proceedings of the 2015 Annual International Solid Freeform Fabrication Symposium-An Additive Manufacturing Conference, Austin, TX, USA, 10–12 August 2015. [Google Scholar]
- Gawel, T.G. Review of Additive Manufacturing Methods. Solid State Phenom. 2020, 308, 1–20. [Google Scholar] [CrossRef]
- Serin, G.; Kahya Gürgen, M.; Unver, H.O.; Durlu, N.; Eroğul, O.; Gulec, Y. A Review of Additive Manufacturing Technologies. In Proceedings of the 17th International Conference on Machine Design and Production, Bursa, Turkiye, 12–15 July 2016. [Google Scholar]
- ISO/ASTM 52900:2021; Additive Manufacturing-General Principles-Fundamentals and Vocabulary. ISO/ASTM International: West Conshohocken, PA, USA, 2021. [CrossRef]
- Jubinville, D.; Esmizadeh, E.; Saikrishnan, S.; Tzoganakis, C.; Mekonnen, T. A Comprehensive Review of Global Production and Recycling Methods of Polyolefin (PO) Based Products and Their Post-Recycling Applications. Sustain. Mater. Technol. 2020, 25, e00188. [Google Scholar] [CrossRef]
- Einfach Automatisieren. Available online: https://www.schmalz.com/de/karriere-unternehmen/aktuelles/news/fb-automatica-einfach-automatisieren/ (accessed on 2 July 2024).
- Kassab, A.; Al Nabhani, D.; Mohanty, P.; Pannier, C.; Ayoub, G.Y. Advancing Plastic Recycling: Challenges and Opportunities in the Integration of 3D Printing and Distributed Recycling for a Circular Economy. Polymers 2023, 15, 3881. [Google Scholar] [CrossRef] [PubMed]
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Moustakas, K.; Chojnacka, K.; Witek-Krowiak, A. 3D Printing Filament as a Second Life of Waste Plastics—A Review. Environ. Sci. Pollut. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef] [PubMed]
- Jędraszczyk, G. Mieszalniki MC2-S.r.l. Pewny Partner w Precyzyjnym Mieszaniu Proszków. Ważenie Dozowanie Pakowanie 2023, 3, 12–14. [Google Scholar]
- Flizikowski, J.B.; Mrozinski, A.; Tomporowski, A. Active Monitoring as Cognitive Control of Grinders Design. AIP Conf. Proc. 2017, 1822, 020006. [Google Scholar] [CrossRef]
- Peszyński, K.; Perczyński, D.; Smyk, E.; Kolber, P. Experimental verification of velocity distribution in different cross-sectional ventilation ducts. In Proceedings of the 23rd International Conference Engineering Mechanics 2017, Svratka, Czech Republic, 15–18 May 2017; pp. 770–773. Available online: https://www.engmech.cz/improc/2017/0770.pdf (accessed on 23 September 2024).
- ISO 13322-2:2006; Particle Size Analysis—Image Analysis Methods—Part 2: Dynamic Image Analysis Methods. International Organization for Standardization: Geneva, Switzerland, 2006.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| IRL Level | Characteristic Indicator Level Readiness | Range Indicator |
|---|---|---|
| IRL 0 | Description of the innovative solution | 0–10 |
| IRL 1 | Identification of basic rules and actions | 0–10 |
| IRL 2 | Wording concept solutions | 0–10 |
| IRL 3 | Confirmation of the correctness of the concept experimentally | 0–10 |
| IRL 4 | Validation of the technology in laboratory conditions | 0–10 |
| IRL 5 | Validation of the technology in simulated operating conditions | 0–10 |
| IRL 6 | Creating and checking the operation of a product prototype in simulated conditions close to the real ones | 0–10 |
| IRL 7 | Checking the operation of the prototype in target operating conditions | 0–10 |
| IRL 8 | Execution of the final version of the product | 0–10 |
| IRL 9 | Preparation of a trial series and obtaining product compliance certificates and use permits | 0–10 |
| Total indicator of the readiness level of the innovative solution | 0–100 | |
| Material of Structural Elements | Description of the Elements that Come into Contact |
|---|---|
| Stainless steel PUR330 TPU, nitrile PA802-CF | Pipelines, sieves, cyclones, hoses Compensators, nozzle, lance holders, sieve housing |
| The Machinery Design Idea, Conception Powder Milling, Mixing Models of Innovation | ||
|---|---|---|
 Conception of Knife blade with needle sections  Razor blade, thin rotor insert. |  Conception of Razor blade, thin stator insert | |
 Assembling the thin razor blade insert of the rotor and stator. |  Assembly of numerous, thin rotor and stator inserts. | |
| Genetics | Genetic Algorithms of Machines and Process Devices Optimizations |
|---|---|
| Gene | A design feature of a grinder, mixer, a sign, a detector, a single element that stores the values of individual variables |
| Allele | A variant of a geometric, dynamic material feature, the value of a given gene |
| Chromosome | A chain, a code sequence, an ordered sequence of genes |
| Locus | Position, the location of a given gene on the chromosome |
| Individual (organism) | Sets of task parameters, i.e., solutions, encoded in the form of chromosomes |
| Population | A set of individuals of a certain size |
| Genotype | The structure and set of chromosomes of a given individual |
| Phenotype | Solution, point of the search space, set of task parameters |
| Generation | A new generation of individuals created |
| Adaptation function | The fitness function for assessing efficiency and quality, a measure of the adaptation of a given individual (machine, device) in the regeneration population |
| Selection (reproduction) | Chromosome selection based on fitness function for creating the next generation |
| Crucifixion | Replacing part of the code information of one individual with another |
| Mutation | Random changes in a gene—one feature from the code |
| Size Class [μm] | p3 [%] | Q3 [%] | |||
|---|---|---|---|---|---|
| File 1 | File 2 | File 1 | File 2 | ||
| >100.000 | 0.2 | 0.4 | 100.0 | 100.0 | |
| 90.000 | 100.000 | 0.3 | 0.1 | 99.8 | 99.6 |
| 80.000 | 90.000 | 0.8 | 0.8 | 99.5 | 99.5 |
| 70.000 | 80.000 | 3.5 | 3.1 | 98.7 | 98.7 |
| 60.000 | 70.000 | 12.4 | 13.0 | 95.2 | 95.6 |
| 50.000 | 60.000 | 26.3 | 26.2 | 82.8 | 82.6 |
| 40.000 | 50.000 | 31.3 | 31.7 | 56.5 | 56.4 |
| 30.000 | 40.000 | 19.5 | 18.9 | 25.2 | 24.7 |
| 20.000 | 30.000 | 4.3 | 4.4 | 5.7 | 5.8 |
| 10.000 | 20.000 | 1.0 | 1.0 | 1.4 | 1.4 |
| <10.000 | 0.4 | 0.4 | 0.4 | 0.4 | |
| No. | Postulated State | Status Value | Volume | Object Temperature | Cleanliness of the Facility |
|---|---|---|---|---|---|
| 1. | Air and ambient humidity | (40–70)% | (45–60) m3 | (14–22) °C | (95–99)% |
| 2. | Powder moisture | (0.1–1.2)% | (215–310)·10−15 m3 | (10–35) °C | (97–100)% |
| IRL Level | Characteristic Indicator Level Readiness | Range Indicator |
|---|---|---|
| IRL 0 | Description of the innovative solution | 10 |
| IRL 1 | Identification of basic rules and actions | 9 |
| IRL 2 | Wording of concept solutions | 9 |
| IRL 3 | Confirmation of the correctness of the concept experimentally | 10 |
| IRL 4 | Validation of the technology in laboratory conditions | 9 |
| IRL 5 | Validation of the technology in simulated operating conditions | 10 |
| IRL 6 | Creating and checking the operation of a product prototype in simulated conditions close to real ones | 8 |
| IRL 7 | Checking the operation of the prototype in target operating conditions | 10 |
| IRL 8 | Execution of the final version of the product | 7 |
| IRL 9 | Preparation of a trial series and obtaining product compliance certificates and use permits | 6 |
| Total indicator of the readiness level of the innovative solution | 88 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sadkiewicz, J.; Flizikowski, J. Closed Circuit of 3-Dimensional Polymer Powders. Appl. Sci. 2024, 14, 9471. https://doi.org/10.3390/app14209471
Sadkiewicz J, Flizikowski J. Closed Circuit of 3-Dimensional Polymer Powders. Applied Sciences. 2024; 14(20):9471. https://doi.org/10.3390/app14209471
Chicago/Turabian StyleSadkiewicz, Józef, and Józef Flizikowski. 2024. "Closed Circuit of 3-Dimensional Polymer Powders" Applied Sciences 14, no. 20: 9471. https://doi.org/10.3390/app14209471
APA StyleSadkiewicz, J., & Flizikowski, J. (2024). Closed Circuit of 3-Dimensional Polymer Powders. Applied Sciences, 14(20), 9471. https://doi.org/10.3390/app14209471