
Structural Design and Study of an Integrated Cutter System Based on Machine Operation

Abstract
1. Introduction
2. Integrated Cutter System Design
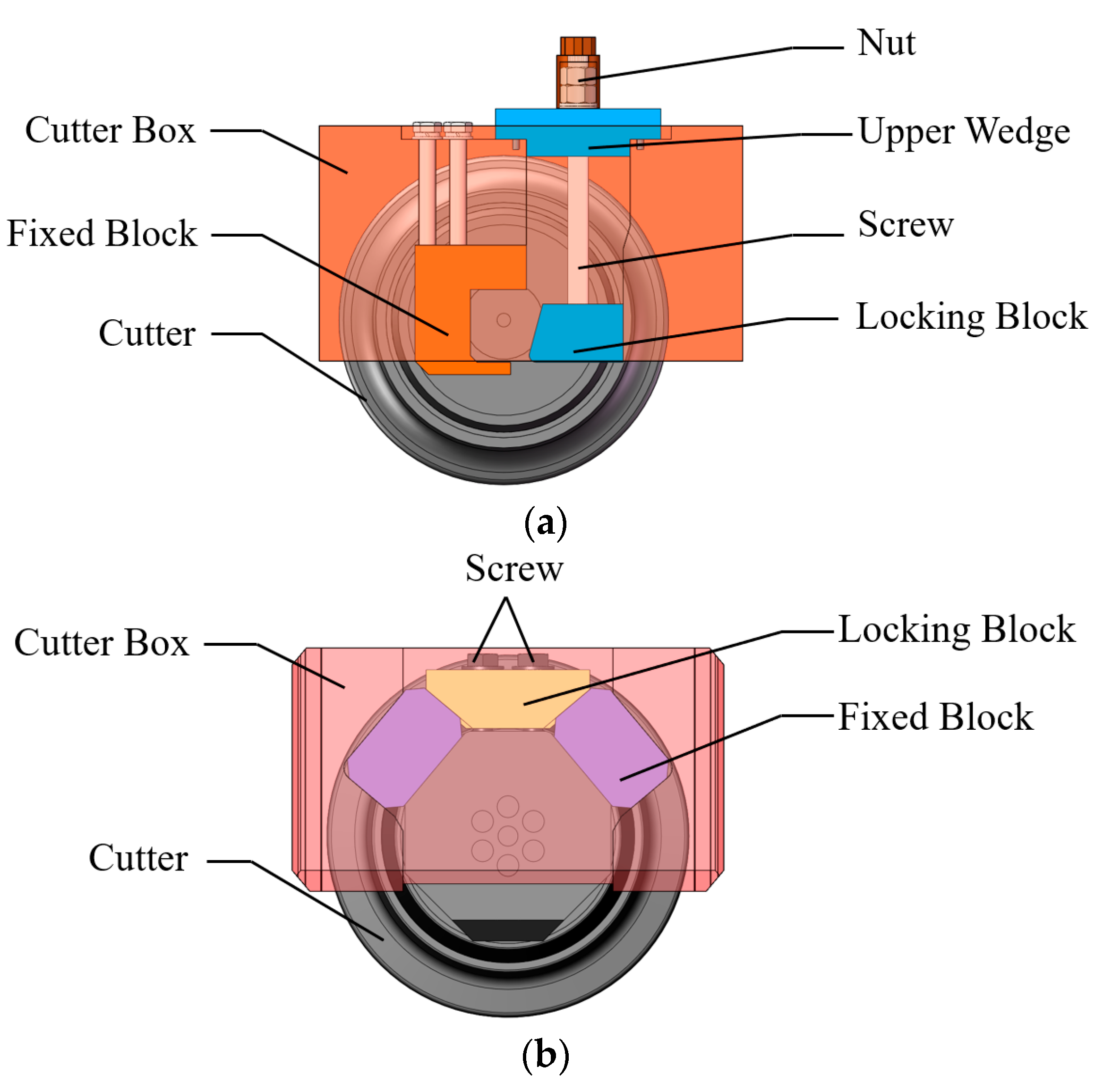
2.1. Structural Analysis of the Traditional Cutter System
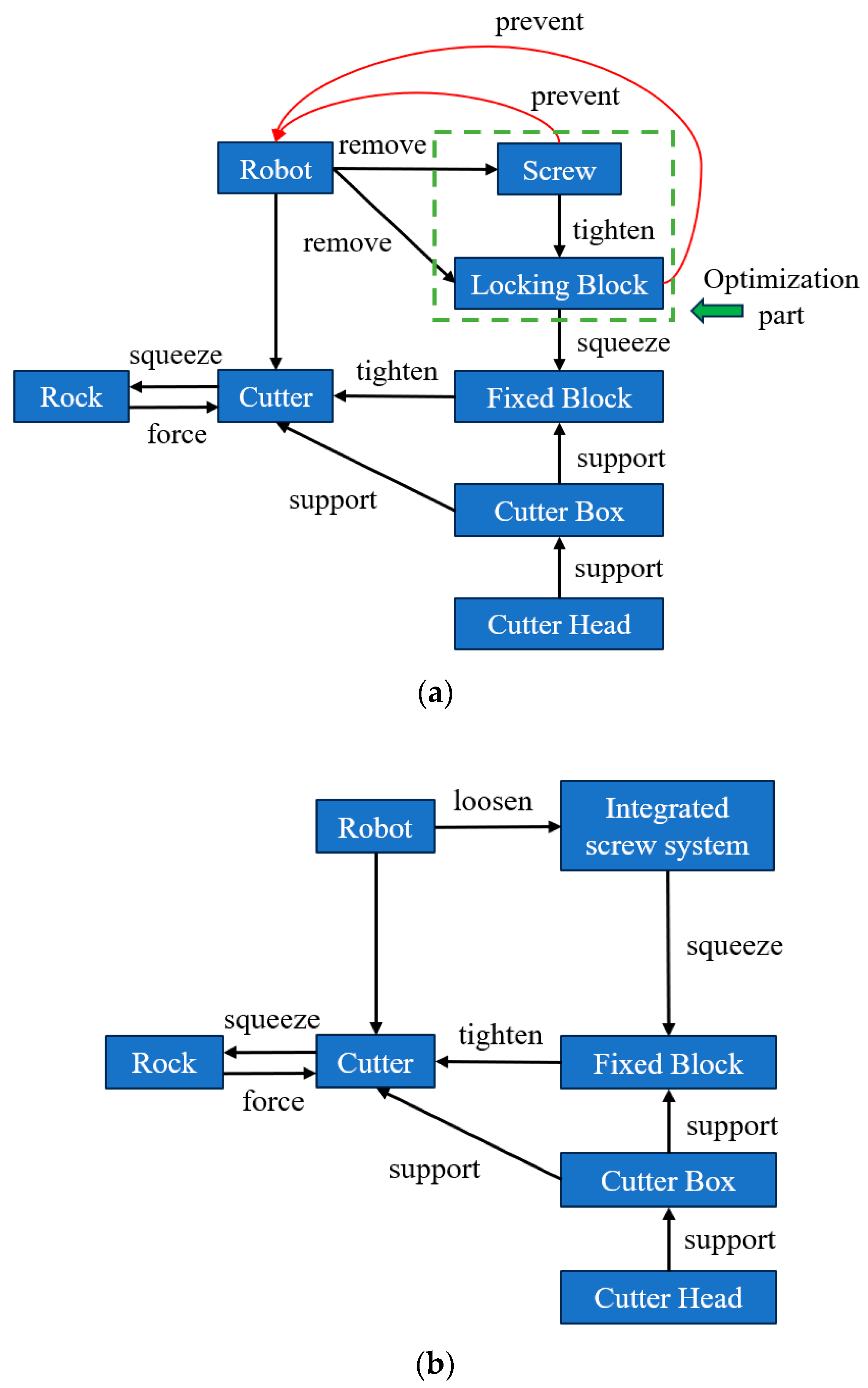
2.2. TRIZ-Based Trimming Method for Design of the Cutter System
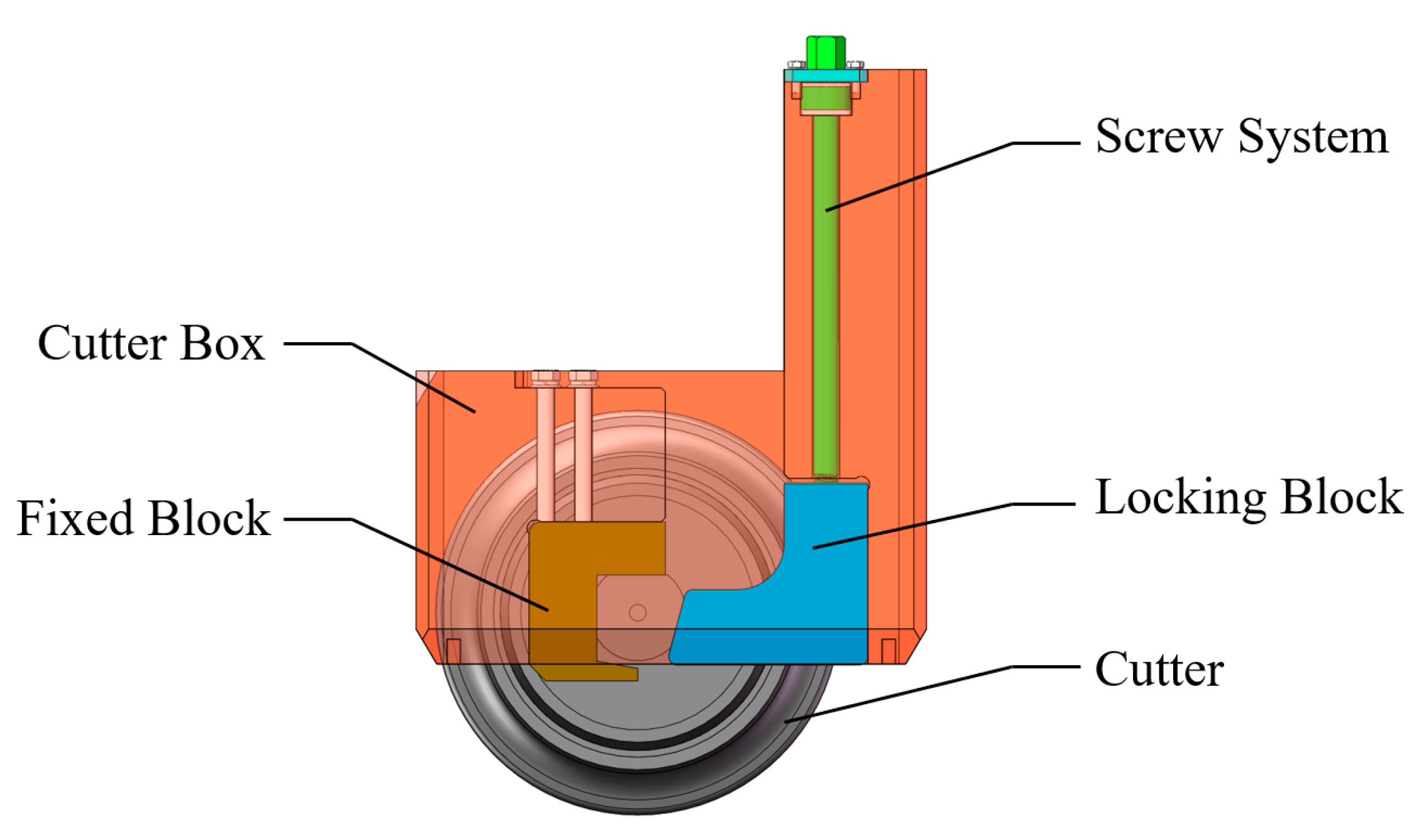
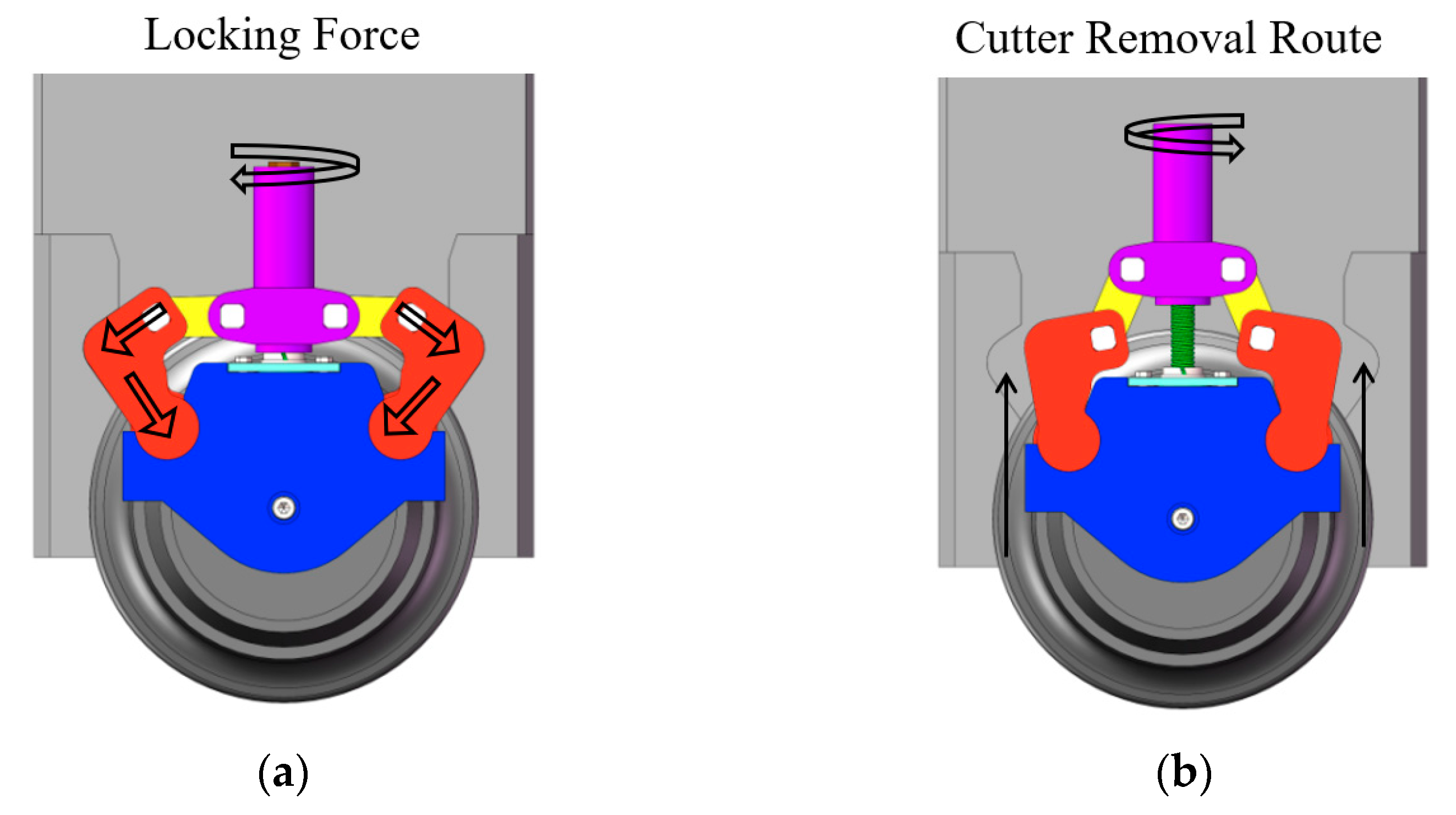
2.3. Eccentric Integrated Cutter System
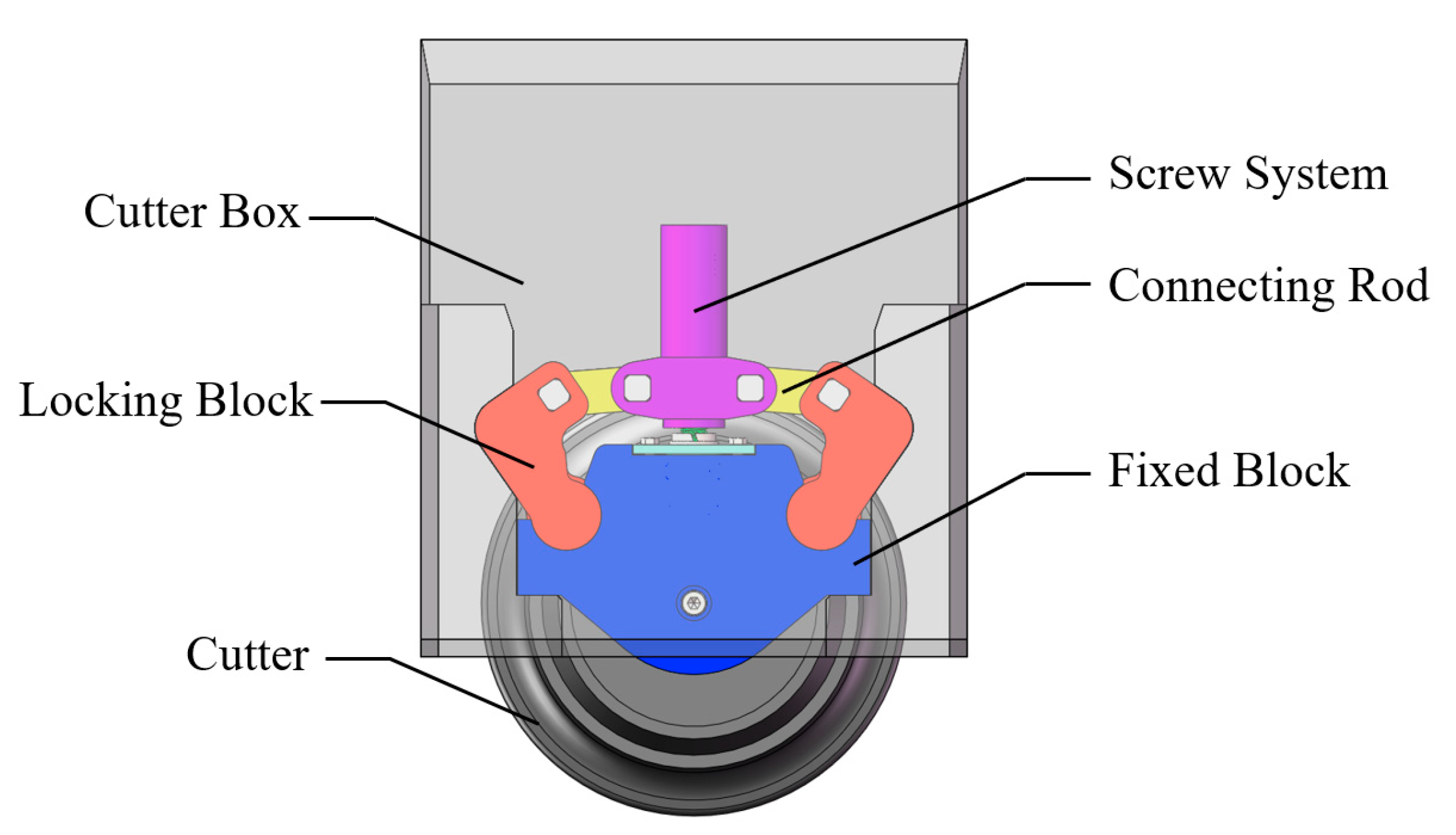
2.4. Center Integrated Cutter System
3. Evaluation and Decision Making for the Integrated Cutter System
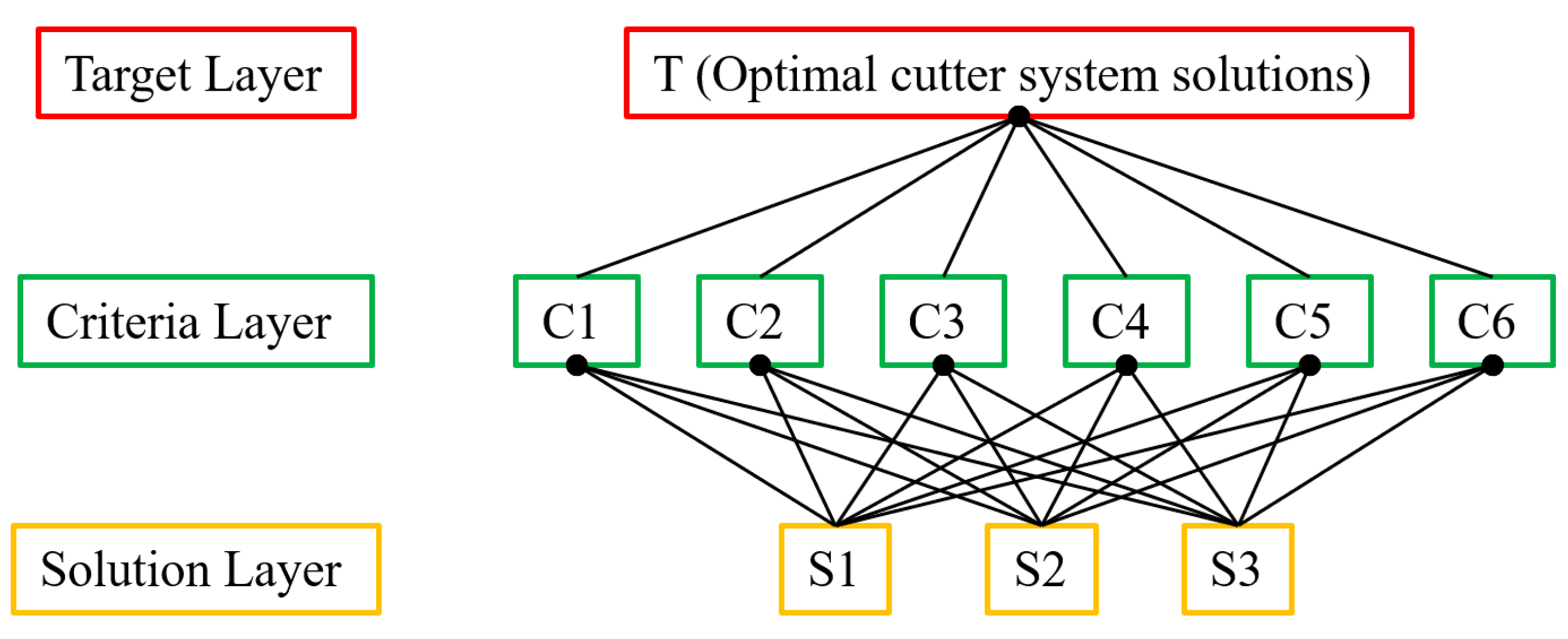
3.1. Establishment of the AHP Evaluation System
3.2. Analysis of the AHP Evaluation System
3.2.1. Static Strength Analysis
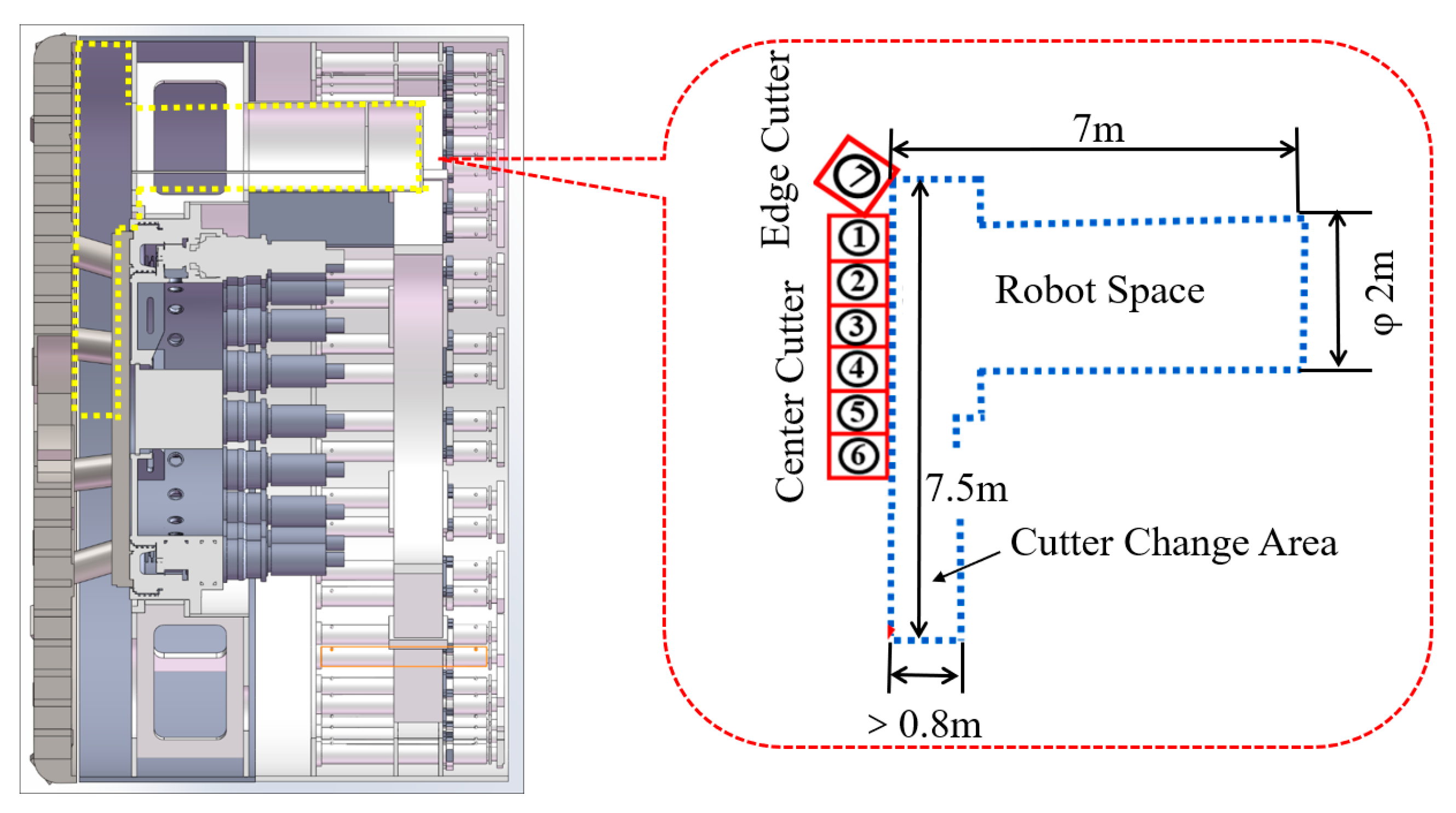
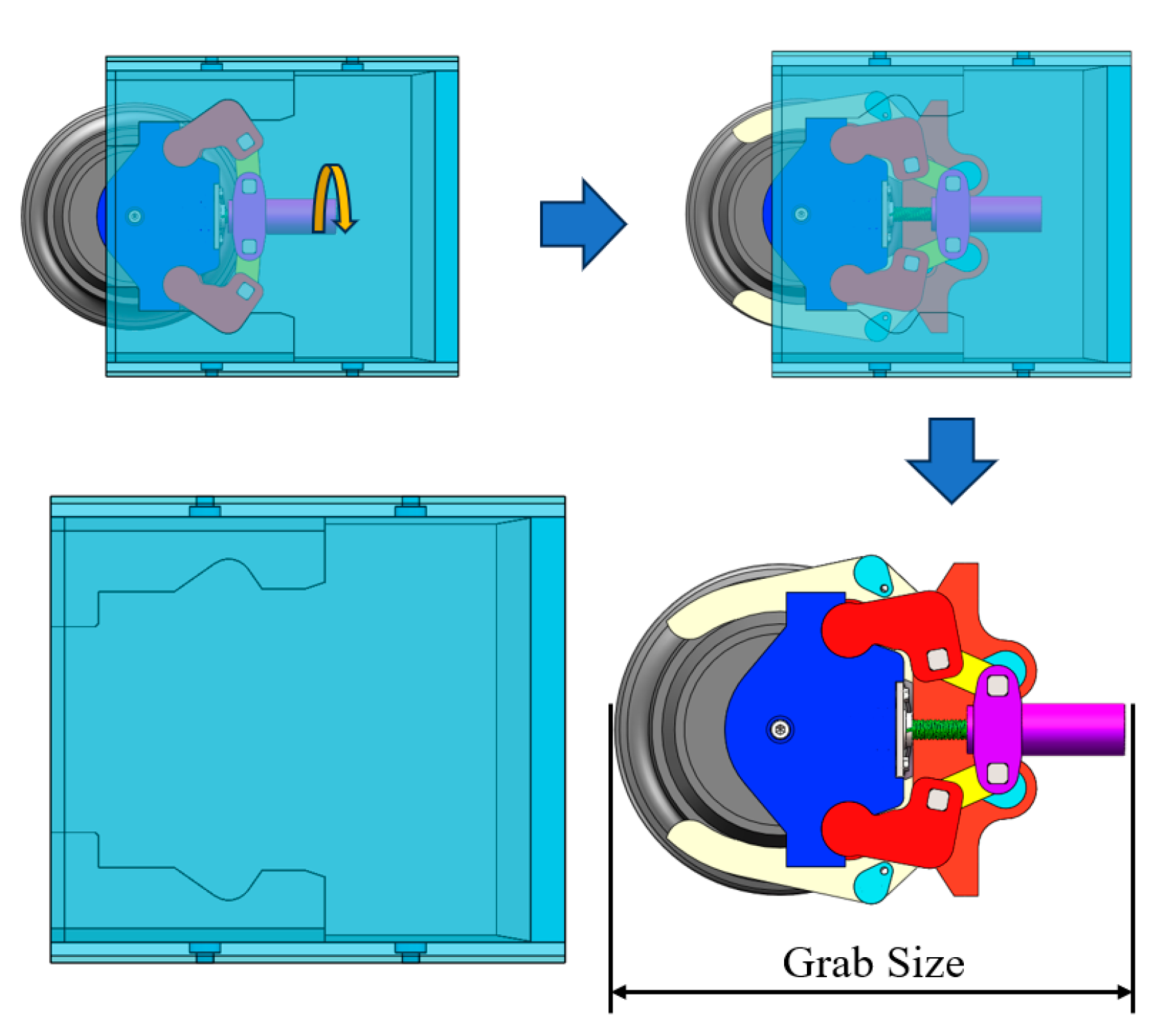
3.2.2. Grab Size and Three-Dimensional Dimensions
3.2.3. Grab Quality
3.2.4. Disassembly Process
3.2.5. Preload Force
3.3. Results of the AHP Evaluation System
4. Verification of the Anti-Loosening Performance of the Integrated Cutter System
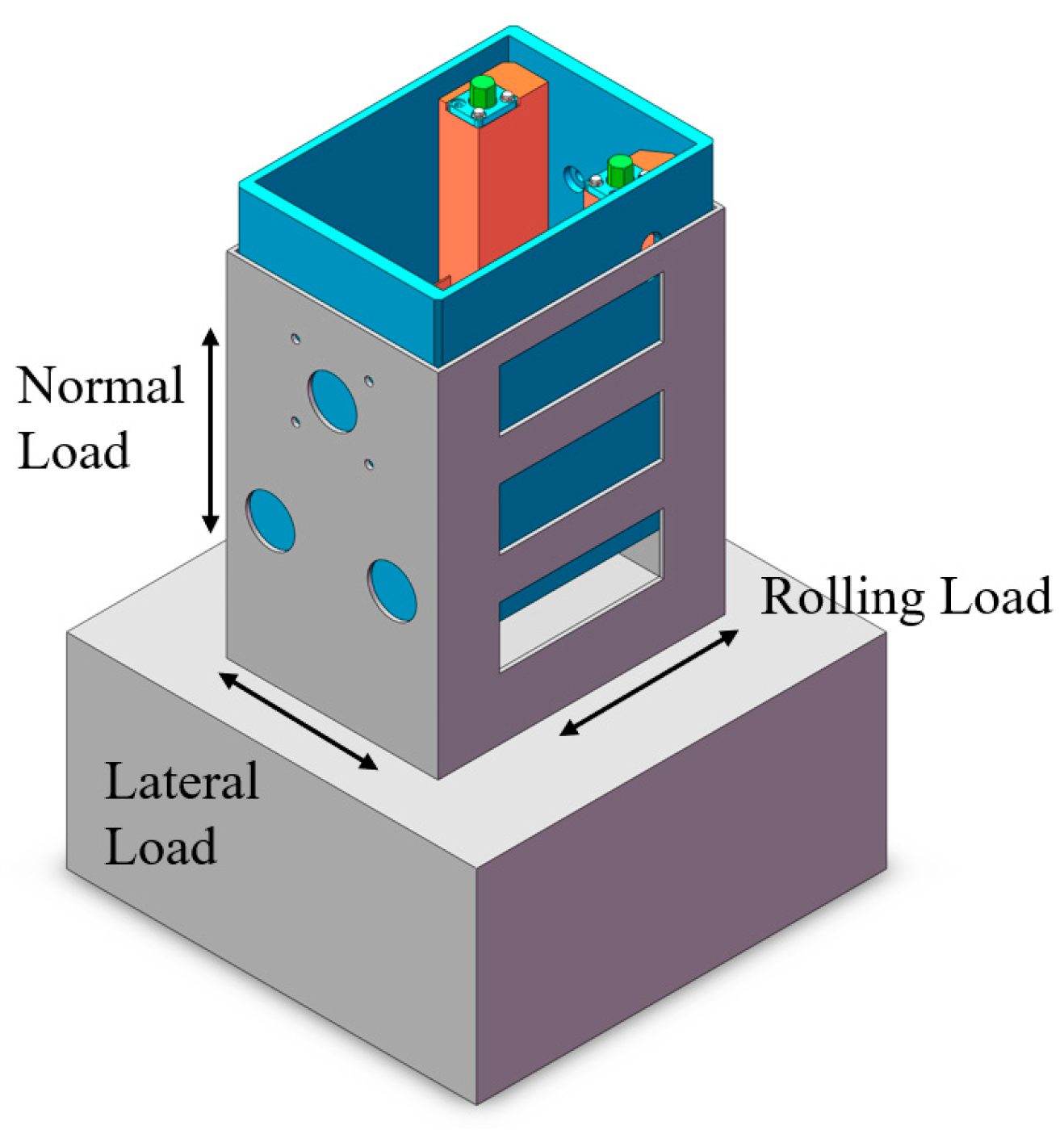
4.1. Experimental Design
4.2. Experimental Procedure
4.3. Experimental Results and Analysis
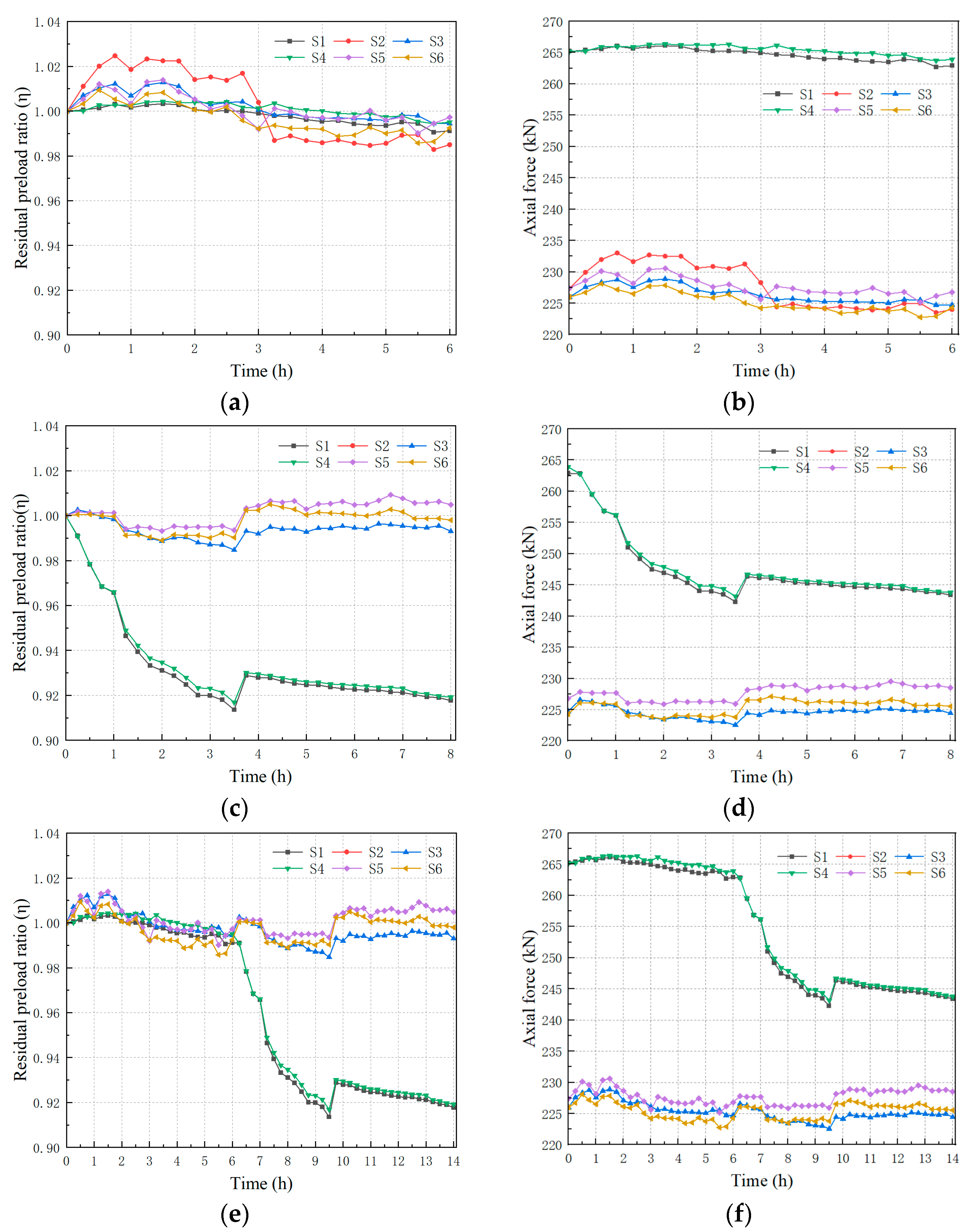
- The strain gauges pasted at S1 and S4 are the most sensitive to the change in strain information and start to show a significant decrease at the 6th hour of vibration. The strain gauges at the rest of the locations also show the same trend of change, first gradually decreasing to a certain degree and then stabilizing. This phenomenon is consistent with the loosening trend of the screw and the above analysis of the screw force, which indicates that the strain gauges on the screws can reflect the fastening state of the screws during vibration.
- In the first 6 h, at the beginning of the vibration experiment, for the lateral axial load direction vibration, the residual preload ratio and preload curve did not show significant changes. This indicates that the integrated cutter system is not sensitive to vibration in these two directions. During the 8 h of vibration in the normal load direction, there is a significant drop in the preload curve. After 10 h of vibration, the preload gradually stabilized, and the residual preload ratio decreased to about 92%. The preload of the S1 and S4 curves decreased from 265 kN to 240 kN, and the preload of the S3, S5 and S6 curves did not show any obvious decrease. The strain gauges at S2 failed after 6 h of vibration.
5. Conclusions
- Although traditional cutter systems are cumbersome to disassemble, their mature structural designs still have the advantages of small size and good fastening performance. This paper firstly optimizes the design based on the mechanism of traditional cutter systems, and while retaining their left-side fixed structure, the locking structure on the right side is designed as a whole structure that can be linked, which finally forms an eccentric integrated cutter system. Finally, this paper introduces a center integrated cutter system based on the evolution of a six-bar single-degree-of-freedom mechanism.
- In this paper, six evaluation indexes, namely, static strength, the disassembly process, gripping size, gripping quality, three-dimensional size and preload force, are selected to establish the evaluation system of the integrated cutter system through the analytic hierarchy process. And the above three cutter systems are evaluated one by one for comparison, and it is concluded that the two integrated cutter systems are superior to the traditional cutter systems. However, the center integrated cutter system is slightly inferior to the eccentric integrated cutter system in terms of gripping quality as well as gripping dimensions.
- In order to verify the anti-loosening performance of the eccentric integrated cutter system, this paper designs a vibration experiment based on the fastener experiment method in GJB715.3A-2002. The experimental results show that the integrated cutter system is most sensitive to vibration in the direction of normal load. The preload force gradually stabilizes 10 h after the start of the vibration, the residual preload ratio value decreases to 92% at its lowest, the preload force decreases from 265 kN to 240 kN and the residual preload ratio value stabilizes at more than 90%, which shows good locking performance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Frough, O.; Khetwal, A.; Rostami, J. Predicting TBM utilization factor using discrete event simulation models. Tunn. Undergr. Space Technol. 2019, 87, 91–99. [Google Scholar] [CrossRef]
- Delisio, A.; Zhao, J. A new model for TBM performance prediction in blocky rock conditions. Tunn. Undergr. Space Technol. 2014, 43, 440–452. [Google Scholar] [CrossRef]
- Herrenknecht, E.H.M.; Bäppler, K. Compressed air work with tunnel boring machines. In Proceedings of the 33rd ITA-AITES World Tunnel Congress, Prague, Czech Republic, 5–10 May 2007; pp. 1175–1181. [Google Scholar]
- Falk, C. Pre-investigation of the subsoil developments in construction of the 4th Elbe Tunnel Tube. Tunn. Undergr. Space Technol. 1998, 13, 111–119. [Google Scholar] [CrossRef]
- Copur, H.; Cinar, M.; Okten, G.; Bilgin, N. A case study on the methane explosion in the excavation chamber of an EPB-TBM and lessons learnt including some recent accidents. Tunn. Undergr. Space Technol. 2012, 27, 159–167. [Google Scholar] [CrossRef]
- Chen, H.; Li, H.; Huo, J.Z.; Yang, B.W.; Yang, F. Assembly Deviation Analysis of New Integrated TBM Disc Cutter and Design of the Supporting Cutter-Changing Robot End-Effector. Appl. Sci. 2022, 12, 9549. [Google Scholar] [CrossRef]
- Mansard, N.; Khatib, O.; Kheddar, A. A Unified Approach to Integrate Unilateral Constraints in the Stack of Tasks. IEEE Trans. Robot. 2009, 25, 670–685. [Google Scholar] [CrossRef]
- Camus, T.; Moubarak, S. Maintenance Robotics in TBM Tunnelling. In Proceedings of the 32nd International Symposium on Automation and Robotics in Construction and Mining (ISARC 2015), Oulu, Finland, 15–18 June 2015. [Google Scholar]
- Bogue, R. Snake robots A review of research, products and applications. Ind. Robot.-Int. J. 2014, 41, 253–258. [Google Scholar] [CrossRef]
- Simi, A.; Manacorda, G.; IEEE. The NeTTUN Project: Design of a GPR Antenna for a TBM. In Proceedings of the 16th International Conference on Ground Penetrating Radar (GPR), Hong Kong Polytechn Univ, Dept Land Surveying & Geo Informat, Hong Kong, China, 13–16 June 2016. [Google Scholar]
- Du, L.; Yuan, J.J.; Bao, S.; Guan, R.M.; Wan, W.W. Robotic replacement for disc cutters in tunnel boring machines. Autom. Constr. 2022, 140, 104369. [Google Scholar] [CrossRef]
- Yuan, J.J.; Guan, R.M.; Guo, D.Z.; Lai, J.X.; Du, L.; IEEE. Discussion on the Robotic Approach of Disc Cutter Replacement for Shield Machine. In Proceedings of the IEEE International Conference on Real-time Computing and Robotics (IEEE-RCAR), Asahikawa, Japan, 28–29 September 2020; pp. 204–209. [Google Scholar]
- Yang, F.; Lan, T.; Huo, J.Z.; Shi, Y.T.; Chen, H. Design of a New TBM Integrated Cutter System Based on Analysis of Mechanical Properties and Dynamic Characteristics. Appl. Sci. 2022, 12, 2332. [Google Scholar] [CrossRef]
- Xia, Y.M.; Yang, M.; Ji, Z.Y.; Jia, L.H.; Zhou, Z.X.; Wu, D. Design and dimension optimization of cutter disassembly mechanism for shield tunneling machine. J. Mech. Sci. Technol. 2021, 35, 3005–3018. [Google Scholar] [CrossRef]
- Bhattacharya, A.; Sen, A.; Das, S. An investigation on the anti-loosening characteristics of threaded fasteners under vibratory conditions. Mech. Mach. Theory 2010, 45, 1215–1225. [Google Scholar] [CrossRef]
- Wang, X.Y.; Liu, J.Q.; Guo, W. A Case-based Reasoning Combined with AHP wighting for Cutter Conceptual Configuration Prediction Model. In Proceedings of the 2nd International Conference on Advances in Materials and Manufacturing Processes (ICAMMP 2011), Guillin, China, 16–18 December 2011; pp. 1919–1924. [Google Scholar]
- Zhang, E.H.; Gao, C.Q.; Yang, B.; Su, H.H. The Conceptual Design of Exercise Washing Machine Based on Trimming. In Proceedings of the 2nd International Conference on Advanced Design and Manufacturing Engineering (ADME 2012), Taiyuan, China, 16–18 August 2012; pp. 561–565. [Google Scholar]
- Huo, J.Z.; Zhang, H.D.; Xu, Z.H.; Liu, H.X.; Dong, J.H. Coupling dynamic characteristics of tunnel boring machine cutterhead system with multi-source uncertainties. Eng. Fail. Anal. 2022, 137, 106180. [Google Scholar] [CrossRef]
- Meng, Z.C.; Yang, D.J.; Huo, J.Z.; Zhuo, P.Z.; Bao, Y.N. Development and Performance Evaluation of an Integrated Disc Cutter System for TBMs. Appl. Sci. 2021, 11, 644. [Google Scholar] [CrossRef]
- GJB715.3A-2002; Fastener Test Methods—Vibration. Commission of Science, Technology and Industry for National Defense: Beijing, China, 2002.
- Yang, Y.L.; Du, L.J.; Li, Q.W.; Zhao, X.B.; Ni, Z.H. Vibration prediction and analysis of the main beam of the TBM based on a multiple linear regression model. Sci. Rep. 2024, 14, 3498. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.Y.; Jiang, Y.S.; Shao, X.K.; Liu, C.L. On-site measurement and environmental impact of vibration caused by construction of double-shield TBM tunnel in urban subway. Sci. Rep. 2023, 13, 17689. [Google Scholar] [CrossRef] [PubMed]
- Huang, X.; Liu, Q.S.; Liu, H.; Zhang, P.L.; Pan, S.L.; Zhang, X.P.; Fang, J.N. Development and in-situ application of a real-time monitoring system for the interaction between TBM and surrounding rock. Tunn. Undergr. Space Technol. 2018, 81, 187–208. [Google Scholar] [CrossRef]
- Huo, J.Z.; Wu, H.Y.; Yang, J.; Sun, W.; Li, G.Q.; Sun, X.L. Multi-directional coupling dynamic characteristics analysis of TBM cutterhead system based on tunnelling field test. J. Mech. Sci. Technol. 2015, 29, 3043–3058. [Google Scholar] [CrossRef]
- ISO 16130-2015; Aerospace Series—Dynamic Testing of the Locking Behaviour of Bolted Connections under Transverse Loading Conditions (Vibration Test). ISO: Geneva, Switzerland, 2015.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Cutter | Disassembly of Parts | Disassembly Process |
|---|---|---|
| Traditional cutter system | 13 | 10 |
| Eccentric integrated cutter system | 5 | 3 |
| Positive center integrated cutter system | 13 | 3 |
| Type | C1 | C2/mm | C3/mm3 | C4/MPa | C5/kg | C6/kN |
|---|---|---|---|---|---|---|
| TCS | 10 | 483 | 930 × 680 × 496 | 88.8 | 196 | 275 |
| CICS | 3 | 744 | 930 × 680 × 496 | 50.6 | 330 | 275 |
| EICS | 3 | 483 | 930 × 680 × 496 | 78.9 | 196 | 275 |
| Type | C1 | C2/mm | C3/mm3 | C4/MPa | C5/kg | C6/kN | Score |
|---|---|---|---|---|---|---|---|
| TCS | 0.30 | 1.00 | 1.00 | 0.57 | 1.00 | 1.00 | 0.79 |
| CICS | 1.00 | 0.65 | 1.00 | 1.00 | 0.59 | 1.00 | 0.81 |
| EICS | 1.00 | 1.00 | 1.00 | 0.64 | 1.00 | 1.00 | 0.95 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Han, K.; Wang, H.; Chen, H.; Ma, Y.; Huo, J. Structural Design and Study of an Integrated Cutter System Based on Machine Operation. Appl. Sci. 2024, 14, 9449. https://doi.org/10.3390/app14209449
Liu S, Han K, Wang H, Chen H, Ma Y, Huo J. Structural Design and Study of an Integrated Cutter System Based on Machine Operation. Applied Sciences. 2024; 14(20):9449. https://doi.org/10.3390/app14209449
Chicago/Turabian StyleLiu, Sijin, Kaixuan Han, Huawei Wang, Hao Chen, Yuyang Ma, and Junzhou Huo. 2024. "Structural Design and Study of an Integrated Cutter System Based on Machine Operation" Applied Sciences 14, no. 20: 9449. https://doi.org/10.3390/app14209449
APA StyleLiu, S., Han, K., Wang, H., Chen, H., Ma, Y., & Huo, J. (2024). Structural Design and Study of an Integrated Cutter System Based on Machine Operation. Applied Sciences, 14(20), 9449. https://doi.org/10.3390/app14209449