
Effect of Heat Treatment on the Microstructure and Mechanical Properties of Rotary Friction Welded Dissimilar IN718 to SS304L Alloys

 , , and
, , and 
Abstract
Featured Application
Abstract
1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. Base Materials
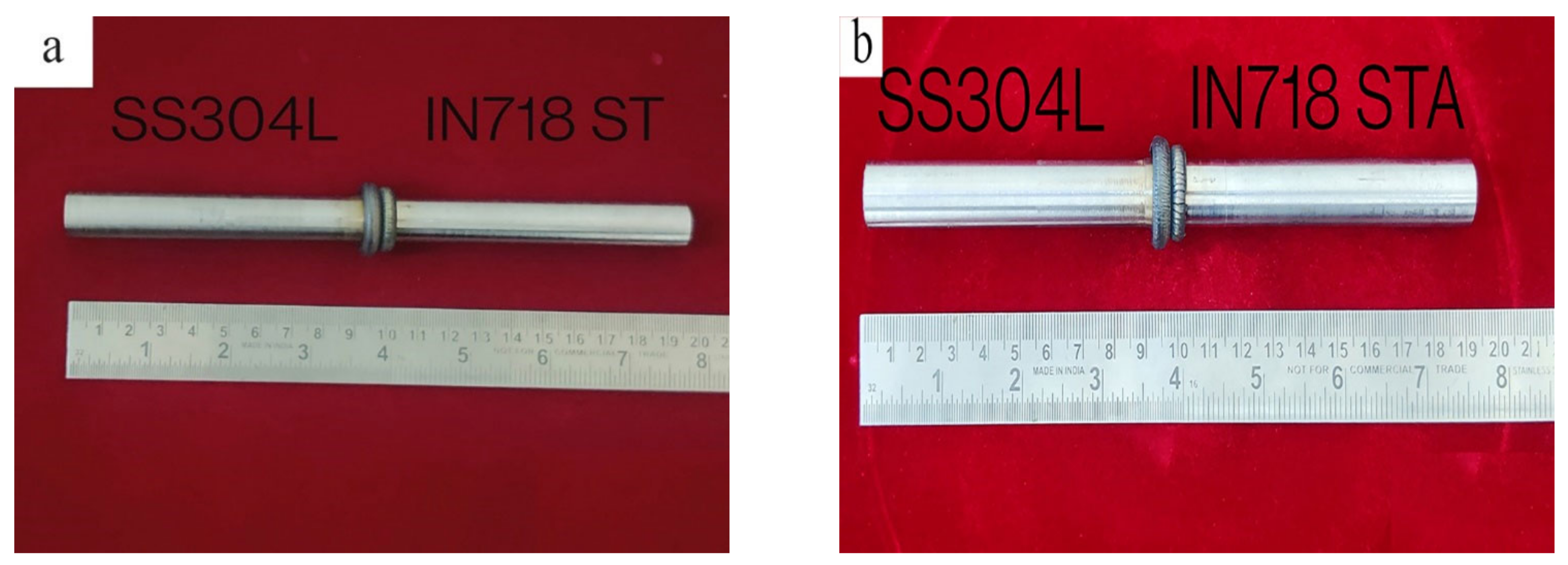
3.2. Macrostructure Examination
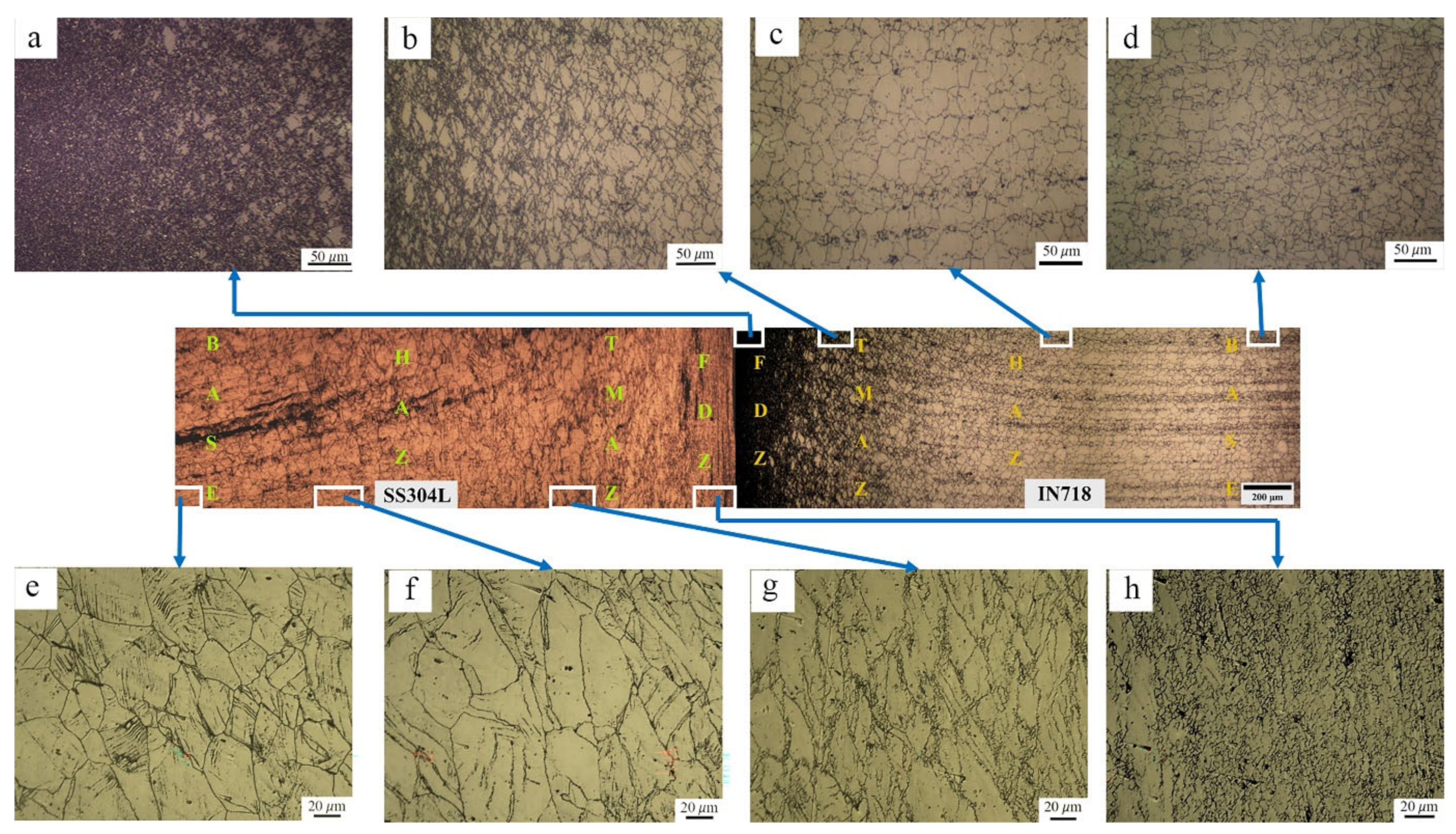
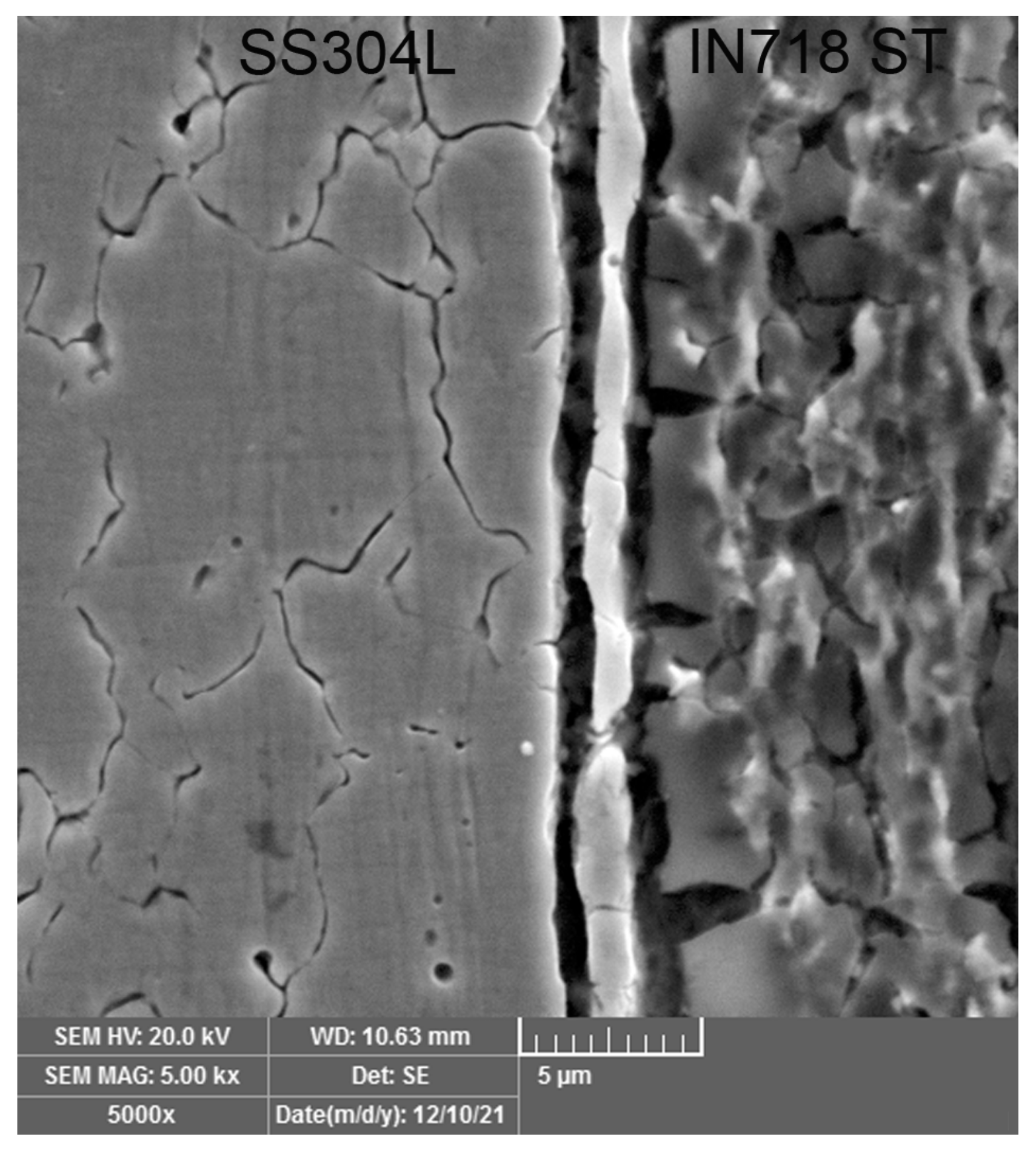
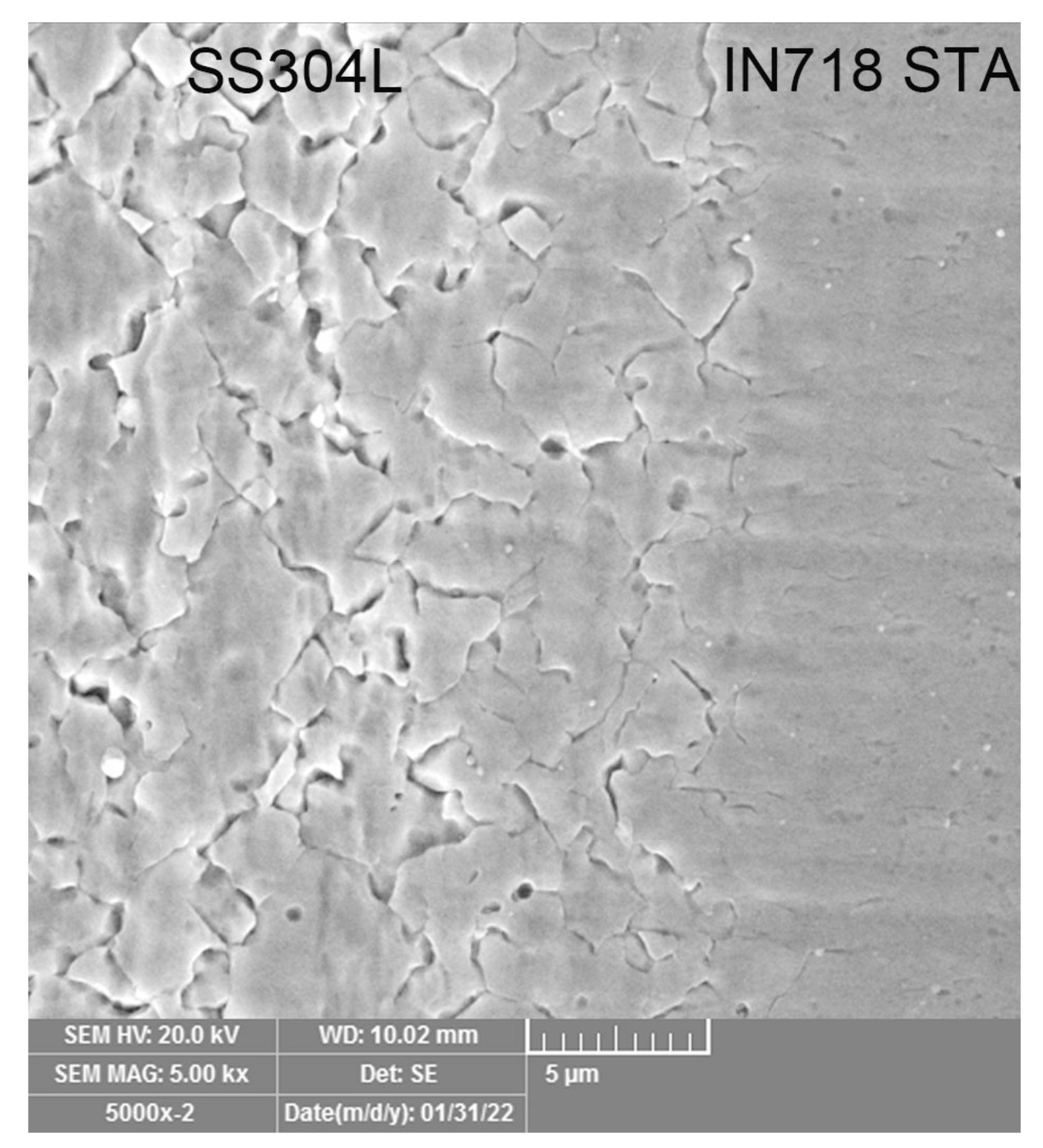
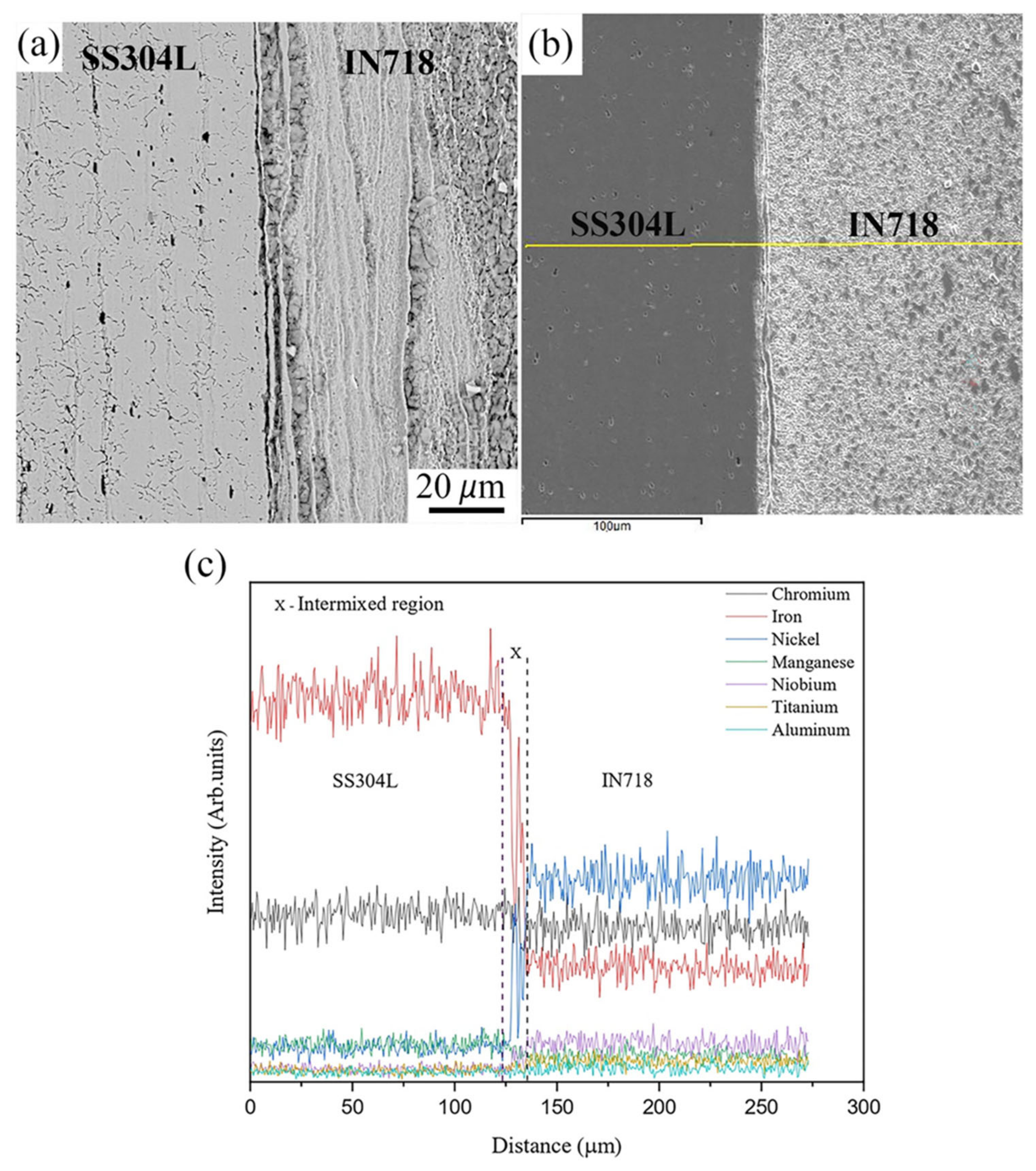
3.3. Microstructure Characterization
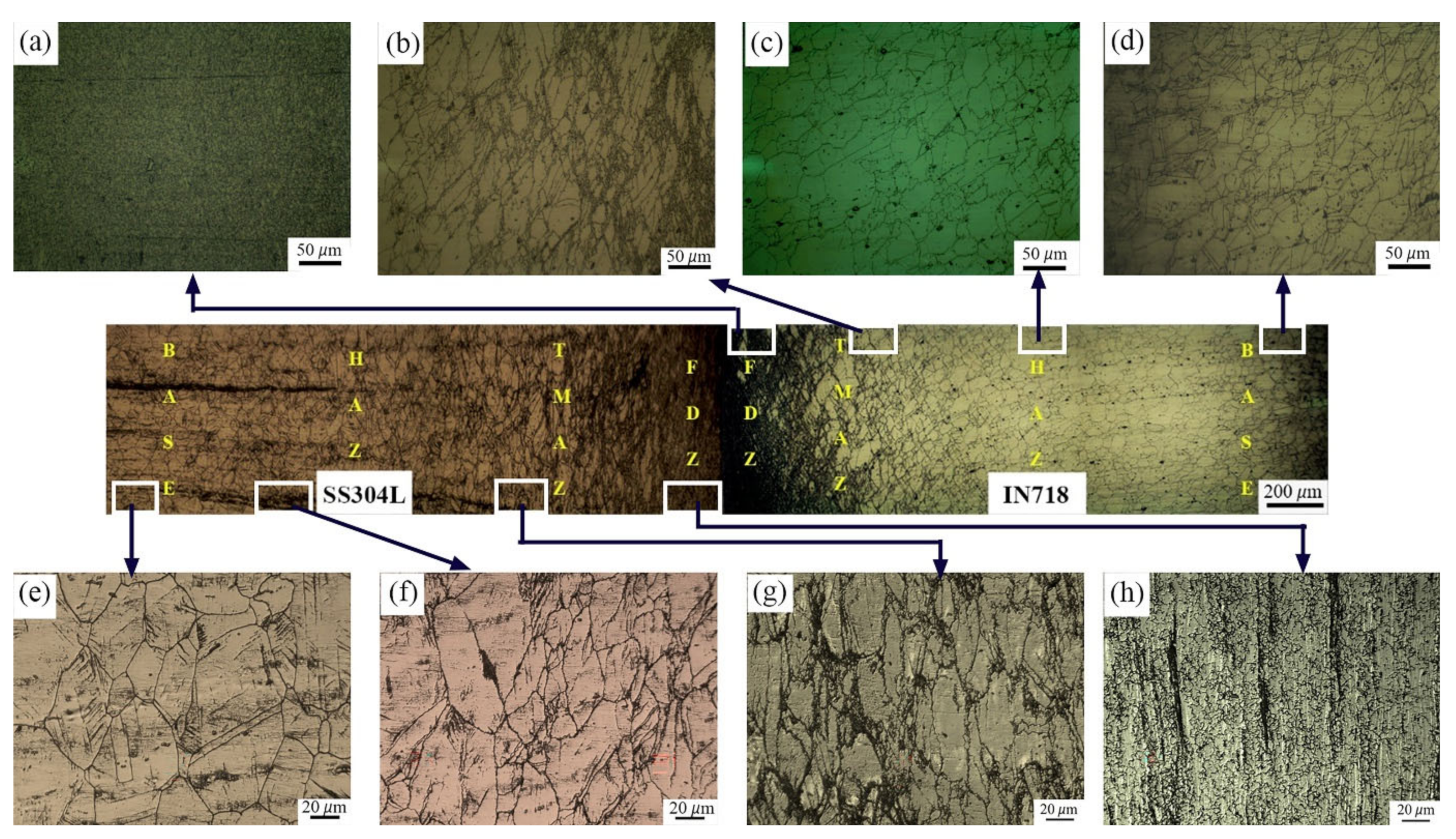
3.4. Post Weld Heat Treated Samples
3.5. Mechanical Properties
3.5.1. Microhardness
3.5.2. Tensile Properties
3.5.3. Fractography
4. Conclusions
- Defect-free dissimilar SS304L/IN718 welds with no solidification cracking, fissure cracks, or imperfect bonding could be attained using the rotary continuous friction welding process.
- The macrostructure of dissimilar SS304L/IN718 welds revealed a higher flash on the SS304L side and less flash on the IN718 side, owing to a sharp reduction in flow stress in the SS304L at high temperatures.
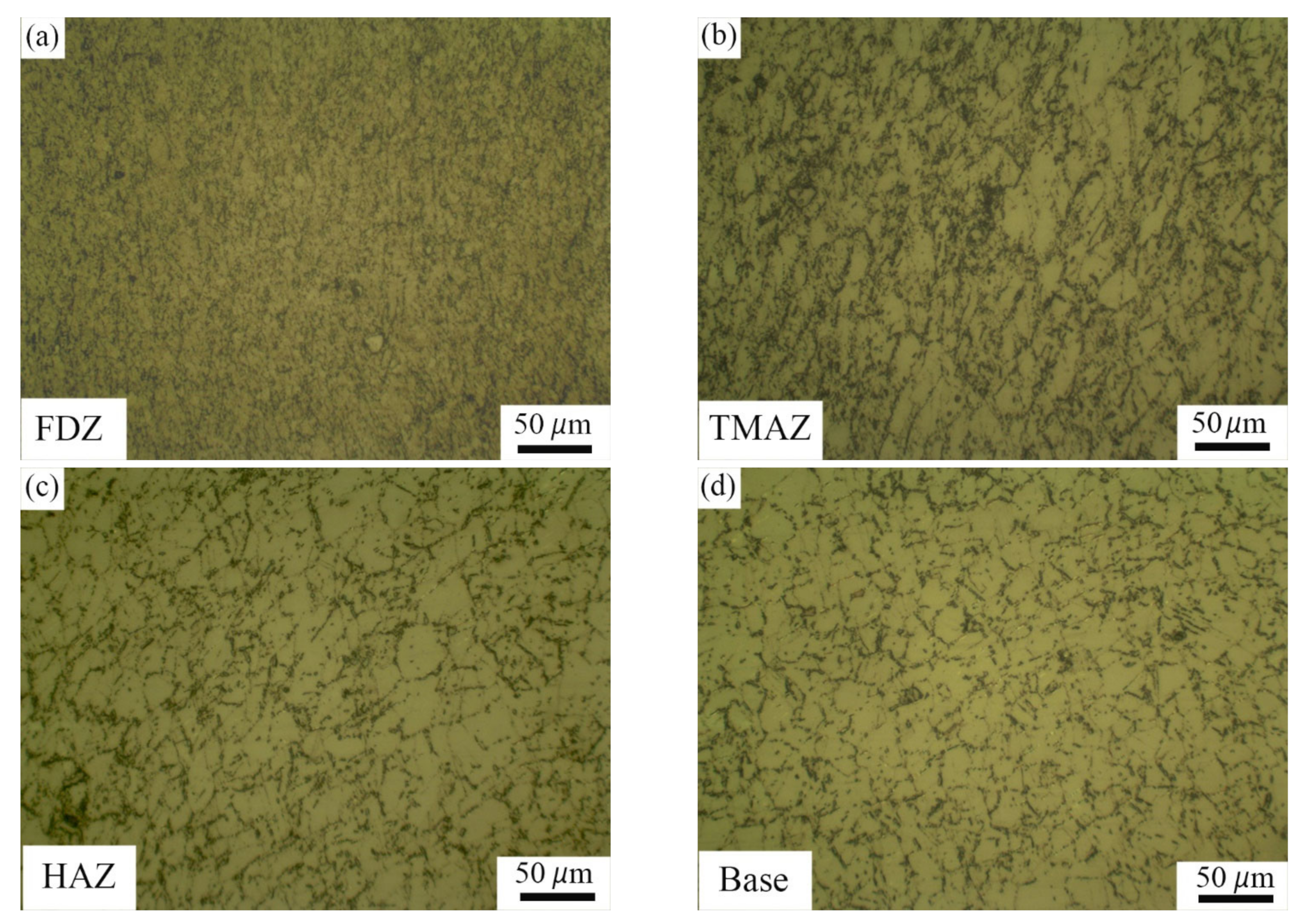
- The dissimilar friction welds of SS304L/IN718 in the ST and STA conditions underwent dynamic recrystallization, as shown by the finer equiaxed grains in the FDZ, with an average grain size of 6 ± 2 µm. This encourages the creation of high-quality joints with superior mechanical properties.
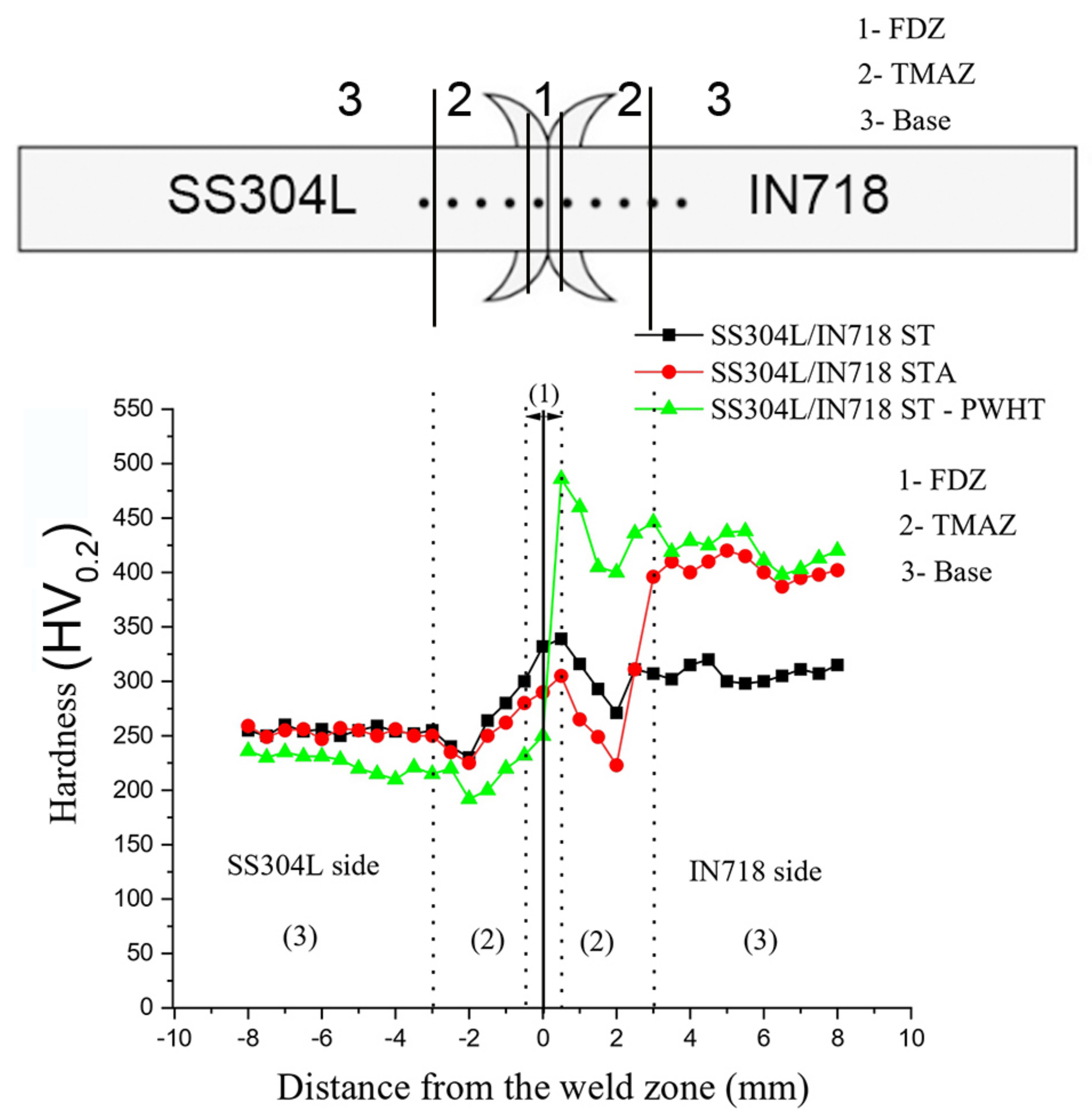
- The SS304L/IN718 weldment in the PWHTed condition showed the highest hardness (486 ± 4 HV) in the FDZ of IN718; this was due to the creation of strengthening precipitates. The lowest microhardness of 193 ± 2 HV was observed in the HAZ on the SS304L side of the SS304L/IN718 PWHT, due to grain coarsening.
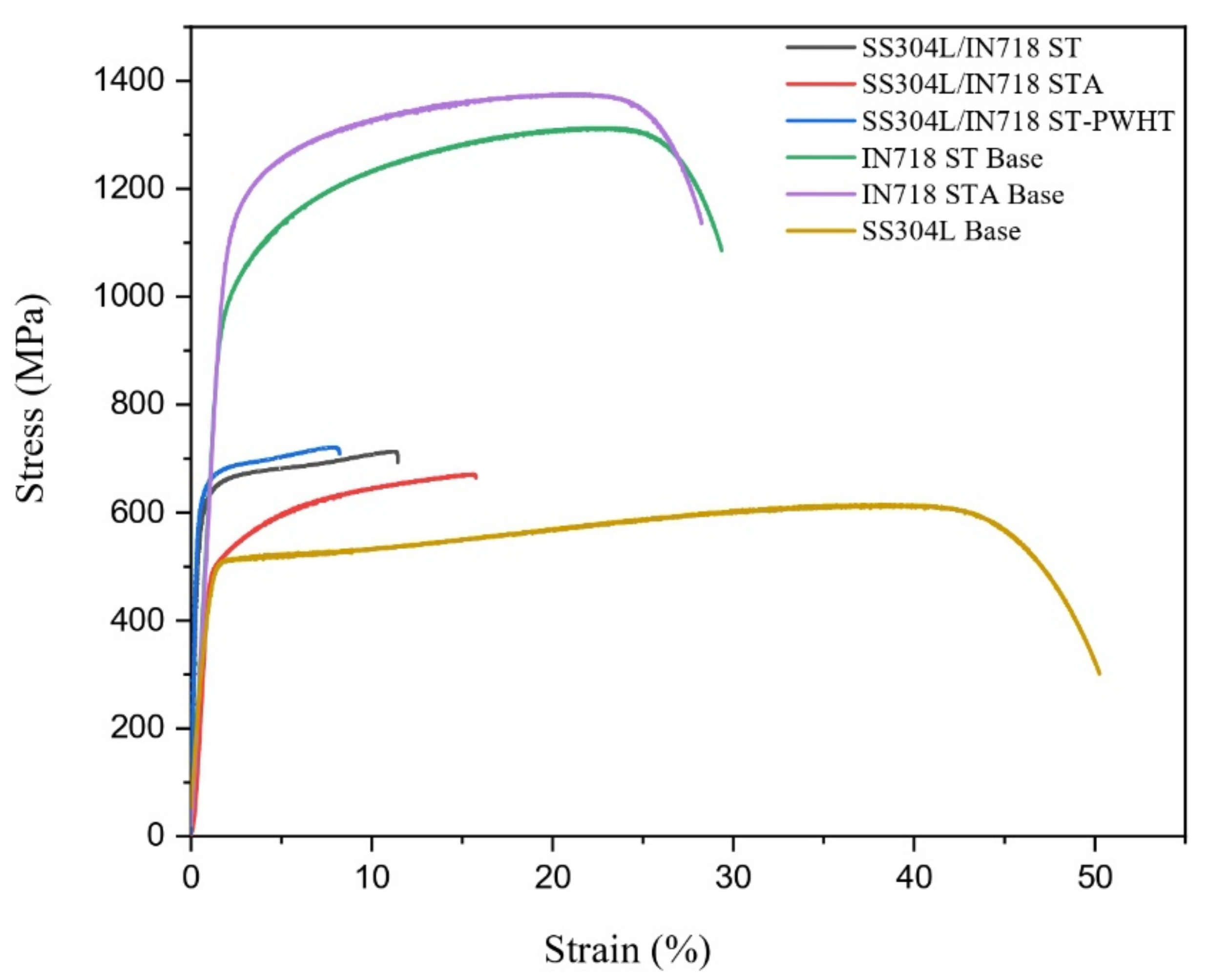
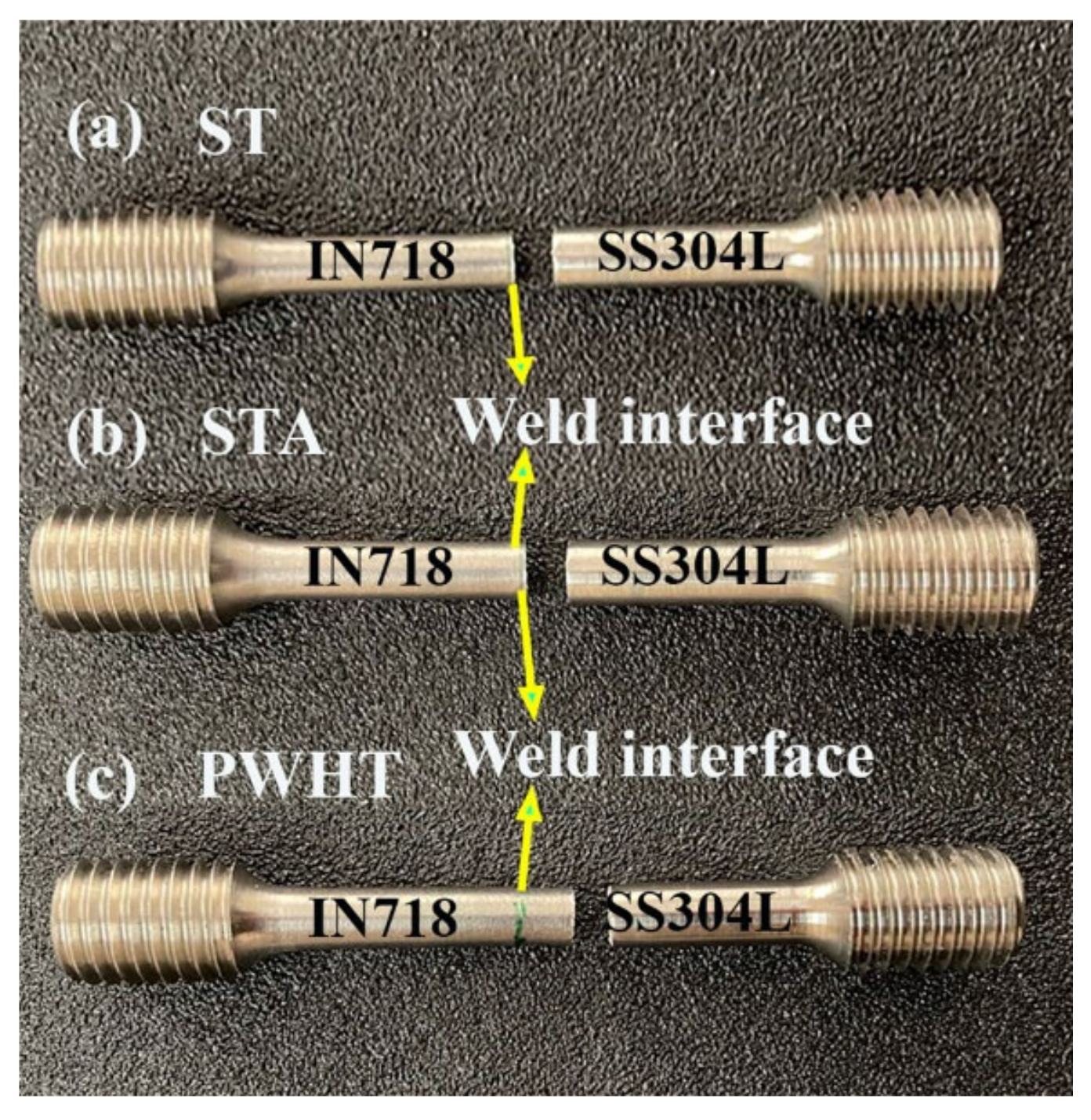
- Among all the weldments, the dissimilar SS304L/IN718 weldment in the PWHTed condition showed a higher strength and lower elongation (UTS-721 ± 4 MPa, 7 ± 1% elongation). This could be attributed to the formation of strengthening precipitates γ′ and γ″ in IN718. Furthermore, the PWHTed weldment failed in the BM region of SS304L, while the other two welds (ST, STA) failed in the HAZ region of SS 304L.
- To obtain the best combination of mechanical properties, while keeping the practical difficulties of welding large components in mind, a dissimilar SS304L/IN718 rotary friction welded joint should be welded in a solution-treated (ST) condition and subjected to post-weld heat treatment (PWHT).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ST | solution-treated |
| STA | solution-treated and aged |
| PWHT | post-weld heat treatment |
| FDZ | fully deformed zone |
| TMAZ | thermomechanical affected zone |
| HAZ | heat affected zone |
| BM | base material |
| DRX | dynamic recrystallization |
| ASTM | American Society for Testing and Materials |
References
- Ghaderi, S.; Karimzadeh, F.; Ashrafi, A. Evaluation of microstructure and mechanical properties of transient liquid phase bonding of Inconel 718 and nano/ultrafine-grained 304L stainless steel. J. Manuf. Process. 2020, 49, 162–174. [Google Scholar] [CrossRef]
- Kumar, S.; Sudhakar Rao, G.; Chattopadhyay, K. Effect of surface nanostructure on tensile behavior of superalloy IN718. Mater. Des. 2014, 62, 76–82. [Google Scholar] [CrossRef]
- Damodaram, R.; Raman, S.G.S.; Rao, K.P. Microstructure and mechanical properties of friction welded alloy 718. Mater. Sci. Eng. A 2013, 560, 781–786. [Google Scholar] [CrossRef]
- Prasad, K.S.; Rao, C.S.; Rao, D.N. Study on weld quality characteristics of micro plasma arc welded austenitic stainless steels. Procedia Eng. 2014, 97, 752–757. [Google Scholar] [CrossRef]
- Anitha, P.; Majumder, M.C.; Saravanan, V.; Rajakumar, S. Microstructural Characterization and Mechanical Properties of Friction-Welded IN718 and SS410 Dissimilar Joint. Metallogr. Microstruct. Anal. 2018, 7, 277–287. [Google Scholar] [CrossRef]
- Reddy, G.M.; Mohandas, T.; Rao, A.S.; Satyanarayana, Y.V. Influence of welding processes on microstructure and mechanical properties of dissimilar austenitic-ferritic stainless steel welds. Mater. Manuf. Process. 2005, 20, 147–173. [Google Scholar] [CrossRef]
- Kong, Y.S.; Cheepu, M.; Kim, D.G. Microstructure and Mechanical Properties of Friction-Welded and Post-Heat-Treated Inconel 718. Trans. Indian Inst. Met. 2020, 73, 1449–1453. [Google Scholar] [CrossRef]
- Huang, X.; Chaturvedi, M.C.; Richards, N.L. Effect of homogenization heat treatment on the microstructure and heat-affected zone microfissuring in welded cast alloy 718. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1996, 27, 785–790. [Google Scholar] [CrossRef]
- Anandaraj, J.A.; Rajakumar, S.; Balasubramanian, V.; Petley, V. Investigation on mechanical and metallurgical properties of rotary friction welded In718/SS410 dissimilar materials. Mater. Today Proc. 2021, 45, 962–966. [Google Scholar] [CrossRef]
- Cheepu, M.; Che, W.S. Characterisation of Interfacial Microstructure in Friction Welds Between Inconel 718 and SM45C Steel. Trans. Indian Inst. Met. 2020, 73, 1567–1571. [Google Scholar] [CrossRef]
- Wang, H.; Ikeuchi, K.; Takahashi, M.; Ikeda, A. Microstructures of Inconel 718 alloy subjected to rapid thermal and stress cycle—Joint performance and its controlling factors in friction welding of Inconel 718 alloy. Weld. Int. 2009, 23, 662–669. [Google Scholar] [CrossRef]
- Kirik, Í.; Özdemýr, N. Effect of process parameters on the microstructure and mechanical properties of friction-welded joints of aisi 1040/aisi 304l steels. Mater. Tehnol. 2015, 49, 825–832. [Google Scholar] [CrossRef]
- Özdemir, N. Investigation of the mechanical properties of friction-welded joints between AISI 304L and AISI 4340 steel as a function rotational speed. Mater Lett. 2005, 59, 2504–2509. [Google Scholar] [CrossRef]
- Liu, F.C.; Nelson, T.W. Grain structure evolution, grain boundary sliding and material flow resistance in friction welding of Alloy 718. Mater. Sci. Eng. A 2018, 710, 280–288. [Google Scholar] [CrossRef]
- Sayed, A.M.; Alanazi, H. Performance of Steel Metal Prepared Using Different Welding Cooling Methods. Case Stud. Constr. Mater. 2022, 16, e00953. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Chapter 1—Introduction. In Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Oxford, UK, 2004; pp. 1–10. [Google Scholar]
- Mary, C.; Jahazi, M. Linear friction welding of IN-718 process optimization and microstructure evolution. Adv. Mater. Res. 2007, 15–17, 357–362. [Google Scholar] [CrossRef]
- Gobu, N.; Mahadevan, K. Evaluation of Mechanical and Metallurgical Properties of Friction Welded Inconel 600 and Aisi 304L Austenitic Stainless Steel Dissimilar Joints. J. Manuf. Eng. 2016, 11, 171–177. [Google Scholar]
- Satyanarayana, V.V.; Reddy, G.M.; Mohandas, T. Dissimilar metal friction welding of austenitic-ferritic stainless steels. J. Mater. Process. Technol. 2005, 160, 128–137. [Google Scholar] [CrossRef]
- Dey, H.C.; Ashfaq, M.; Bhaduri, A.K.; Rao, K.P. Joining of titanium to 304L stainless steel by friction welding. J. Mater. Process. Technol. 2009, 209, 5862–5870. [Google Scholar] [CrossRef]
- Muralimohan, C.H.; Muthupandi, V.; Sivaprasad, K. Properties of Friction Welding Titanium-stainless Steel Joints with a Nickel Interlayer. Procedia Mater. Sci. 2014, 5, 1120–1129. [Google Scholar] [CrossRef]
- Guo, W.; You, G.; Yuan, G.; Zhang, X. Microstructure and mechanical properties of dissimilar inertia friction welding of 7A04 aluminum alloy to AZ31 magnesium alloy. J. Alloys Compd. 2017, 695, 3267–3277. [Google Scholar] [CrossRef]
- Zhu, Y.; Guo, Y.; Yang, L. Microstructure-based strength distribution across the welds of nickel-based superalloy inconel 751 and austenite steel 21-4N joined by inertia friction welding. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2013, 44, 396–405. [Google Scholar] [CrossRef]
- Kim, N.Y.; Kim, J.H.; Kong, Y.S.; Yoon, J.W.; Yeom, J.T.; Lee, D.G.; Park, N.K. The Effect of Post Weld Heat Treatment on Mechanical Properties of Friction-Welded Alloy 718 and SNCRW Stainless Steel. Adv. Mater. Res. 2007, 26–28, 511–514. [Google Scholar] [CrossRef]
- Maalekian, M. Friction welding—Critical assessment of literature. Sci. Technol. Weld. Join. 2007, 12, 738–759. [Google Scholar] [CrossRef]
- Mandal, S.; Jayalakshmi, M.; Bhaduri, A.K.; Subramanya Sarma, V. Effect of Strain Rate on the Dynamic Recrystallization Behavior in a Nitrogen-Enhanced 316L(N). Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2014, 45, 5645–5656. [Google Scholar] [CrossRef]
- Damodaram, R.; Ganesh Sundara Raman, S.; Prasad Rao, K. Effect of post-weld heat treatments on microstructure and mechanical properties of friction welded alloy 718 joints. Mater. Des. 2014, 53, 954–961. [Google Scholar] [CrossRef]
- Zhao, T.; Rong, S.; Hao, X.; Wang, Y.; Chen, C.; Wang, T. Effect of Nb-V microalloying on hot deformation characteristics and microstructures of Fe-Mn-Al-C austenitic steel. Mater. Charact. 2022, 183, 111595. [Google Scholar] [CrossRef]
- Huang, Z.W.; Li, H.Y.; Preuss, M.; Karadge, M.; Bowen, P.; Bray, S.; Baxter, G. Inertia friction welding dissimilar nickel-based superalloys alloy 720Li to IN718. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. A 2007, 38, 1608–1620. [Google Scholar] [CrossRef]
- Cheepu, M.; Venkateswarlu, D.; Nageswara Rao, P.; Muthupandi, V.; Sivaprasad, K.; Che, W.S. Microstructure characterization of superalloy 718 during dissimilar rotary friction welding. Mater. Sci. Forum MSF 2019, 969, 211–217. [Google Scholar] [CrossRef]
- Anwar, S.; Rehman, A.U.; Usmani, Y.; Al-Samhan, A.M. Influence of post weld heat treatment on the grain size, and mechanical properties of the alloy-800h rotary friction weld joints. Materials 2021, 14, 4366. [Google Scholar] [CrossRef] [PubMed]
- Rehman, A.U.; Usmani, Y.; Al-Samhan, A.M.; Anwar, S. Rotary friction welding of inconel 718 to inconel 600. Metals 2021, 11, 244. [Google Scholar] [CrossRef]
- Anbarasan, N.; Gupta, B.K.; Prakash, S.; Muthukumar, P.; Oyyaravelu, R.; Kumar, R.J.F.; Jerome, S. Effect of Heat Treatment on the Microstructure and Mechanical Properties of Inconel 718. Mater. Today Proc. 2018, 5, 7716–7724. [Google Scholar] [CrossRef]
- Vincent, R. Precipitation around welds in the nickel-base superalloy, Inconel 718. Acta Metall. 1985, 33, 1205–1216. [Google Scholar] [CrossRef]
- Lalam, S.V.; Reddy, G.M.; Mohandas, T.; Kamaraj, M.; Murty, B.S. Continuous drive friction welding of Inconel 718 and EN24 dissimilar metal combination. Mater. Sci. Technol. 2009, 25, 851–861. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Ni | Cr | Fe | Nb | Mo | Al | Ti | V | Mn | Si | C | B | P |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| IN718 | 51.6 | 18.2 | 19.7 | 5.1 | 3.2 | 0.5 | 1.1 | 0.3 | 0.09 | 0.35 | 0.004 | 0.003 | 0.015 |
| SS304L | 8.2 | 18 | 71.5 | - | 0.23 | - | - | - | 2.00 | 0.75 | 0.024 | - | 0.045 |
| Parameters | Values |
|---|---|
| Rotation speed | 1800 rpm |
| Soft force | 28 MPa |
| Soft force time | 0.5 s |
| Friction force | 195 MPa |
| Friction burn off | 4 mm |
| Upset force | 390 MPa |
| Upset time | 4 s |
| Material | Etchant (Electrolytic Etching) |
|---|---|
| IN718 | 10 g of oxalic acid + 90 mL deionized water (3 volts DC) (15–20 s) |
| SS304L | 60 mL of HNO3 + 40 mL of distilled water (2 volts DC) (15–20 s) |
| Condition | SS304L | IN718 | ||||||
|---|---|---|---|---|---|---|---|---|
| Zones | FDZ | TMAZ | HAZ | BM | FDZ | TMAZ | HAZ | BM |
| ST | 12 ± 3 µm | 27 ± 9 µm | 36 ± 9 µm | 30 ± 9 µm | 6 ± 2 µm | 14 ± 6 µm | 25 ± 5 µm | 19 ± 3 µm |
| STA | 10 ± 3 µm | 27 ± 9 µm | 37 ± 9 µm | 31 ± 8 µm | 8 ± 1 µm | 19 ± 4 µm | 28 ± 7 µm | 24 ± 5 µm |
| PWHT | 14 ± 4 µm | 29 ± 7 µm | 38 ± 9 µm | 31 ± 10 µm | 11 ± 2 µm | 24 ± 5 µm | 29 ± 6 µm | 27 ± 12 µm |
| Sample | Yield Strength (MPa) | Ultimate Strength (MPa) | Elongation (%) | Location of Failure |
|---|---|---|---|---|
| IN718 ST Base | 938 ± 4 | 1312 ± 2 | 30 ± 2 | - |
| IN718 STA Base | 1075 ± 5 | 1375 ± 10 | 28 ± 1 | - |
| SS304L Base | 460 ± 3 | 615 ± 5 | 51 ± 4 | - |
| IN718 ST-SS304L | 573 ± 4 | 713 ± 2 | 10 ± 1 | Near weld interface on SS304L side |
| IN718 STA-SS304L | 497 ± 2 | 670 ± 3 | 16 ± 2 | Near weld interface on SS304L side |
| IN718-SS304L PWHT | 604 ± 5 | 721 ± 4 | 07 ± 1 | SS304L base |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pavan, P.; Talari, M.K.; Babu, N.K.; Rehman, A.U.; Srirangam, P. Effect of Heat Treatment on the Microstructure and Mechanical Properties of Rotary Friction Welded Dissimilar IN718 to SS304L Alloys. Appl. Sci. 2023, 13, 3584. https://doi.org/10.3390/app13063584
Pavan P, Talari MK, Babu NK, Rehman AU, Srirangam P. Effect of Heat Treatment on the Microstructure and Mechanical Properties of Rotary Friction Welded Dissimilar IN718 to SS304L Alloys. Applied Sciences. 2023; 13(6):3584. https://doi.org/10.3390/app13063584
Chicago/Turabian StylePavan, Perumandla, Mahesh Kumar Talari, Nagumothu Kishore Babu, Ateekh Ur Rehman, and Prakash Srirangam. 2023. "Effect of Heat Treatment on the Microstructure and Mechanical Properties of Rotary Friction Welded Dissimilar IN718 to SS304L Alloys" Applied Sciences 13, no. 6: 3584. https://doi.org/10.3390/app13063584
APA StylePavan, P., Talari, M. K., Babu, N. K., Rehman, A. U., & Srirangam, P. (2023). Effect of Heat Treatment on the Microstructure and Mechanical Properties of Rotary Friction Welded Dissimilar IN718 to SS304L Alloys. Applied Sciences, 13(6), 3584. https://doi.org/10.3390/app13063584