


Integration of Mahalanobis-Taguchi System and Time-Driven Activity-Based Costing in a Production Environment


Abstract
1. Introduction
2. Literature Review
2.1. Mahalanobis-Taguchi System (MTS)
2.2. Time-Driven Activity-Based Costing (TDABC)
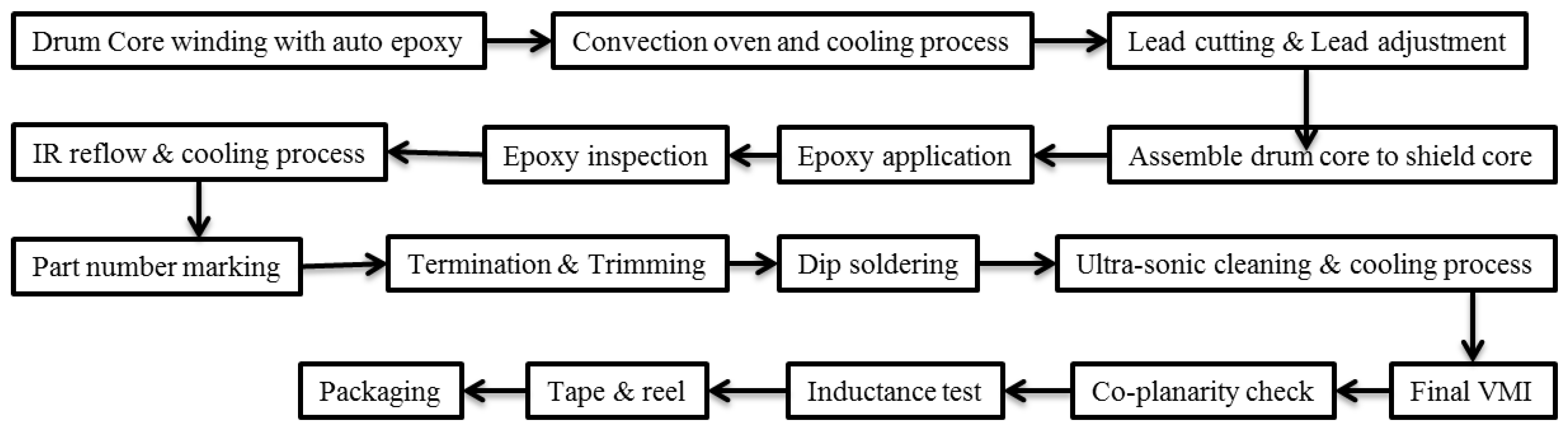
3. Materials and Methods
3.1. Data Collection
3.2. MTS under Teshima Using RT-Method
3.3. MTS under Teshima Using T Method-1
4. Results and Discussions
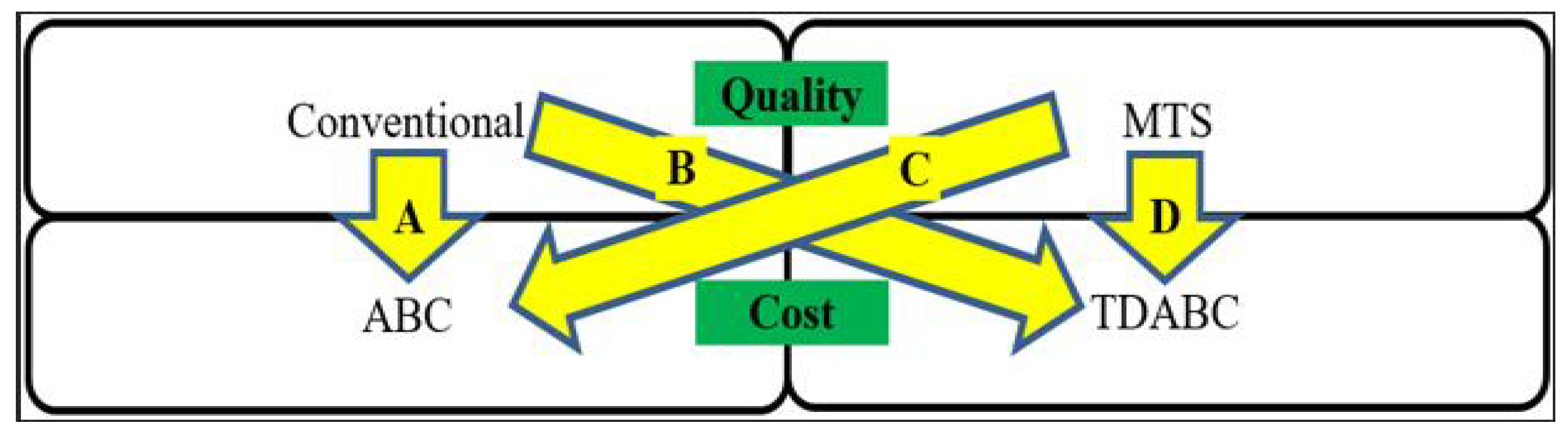
4.1. System Integration
4.2. Significant Contribution of MTS to the Final Cost
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pourmehdi, M.; Paydar, M.M.; Ghadimi, P.; Azadnia, A.H. Analysis and Evaluation of Challenges in the Integration of Industry 4.0 and Sustainable Steel Reverse Logistics Network. Comput. Ind. Eng. 2022, 163, 107815. [Google Scholar] [CrossRef]
- Gajek, A.; Fabiano, B.; Laurent, A.; Jensen, N. Process safety education of future employee 4.0 in Industry 4.0. J. Loss Prev. Process Ind. 2022, 75, 104691. [Google Scholar] [CrossRef]
- Schwab, K. The Fourth Industrial Revolution, What It Means and How to Respond. Available online: https://www.weforum.org/agenda/2016/01/the-fourth-industrial-revolution-what-it-means-and-how- (accessed on 20 November 2022).
- Thames, L.; Schaefer, D. Software-defined Cloud Manufacturing for Industry 4.0. Procedia CIRP 2016, 52, 12–17. [Google Scholar] [CrossRef]
- Xu, G.; Song, Z. Performance analysis of a UAV-Assisted RF/FSO relaying systems for Internet of Vehicles. IEEE Internet Things J. 2022, 9, 5730–5741. [Google Scholar] [CrossRef]
- Chang, Z.P.; Li, Y.W.; Fatima, N.A. Theoretical survey on Mahalanobis-Taguchi system. Measurement 2019, 136, 501–510. [Google Scholar] [CrossRef]
- Jobi-Taiwo, A.A. Data Classification and Forecasting Using the Mahalanobis-Taguchi Method. Master’s Thesis, Missouri University of Science and Technology, Rolla, MO, USA, 2014. [Google Scholar]
- Xiao, X.; Fu, D.; Shi, Y.; Wen, J. Optimized Mahalanobis-Taguchi System for High-Dimensional Small Sample Data Classification. Comput. Intell. Neurosci. 2020, 2020, 4609423. [Google Scholar] [CrossRef]
- Sembiring, M.T.; Wahyuni, D.; Sinaga, T.S.; Silaban, A. Study of activity based costing implementation for palm oil production using value-added and non-value-added activity consideration in PT XYZ palm oil mill. In IOP Conference Series: Materials Science and Engineering (TALENTA-CEST 2017), Sumatera Utara, Indonesia, 7–8 September 2017; IOP Publishing: Bristol, UK, 2017. [Google Scholar]
- Bagherpour, M.; Nia, A.K.; Sharifian, M.; Mazdeh, M.M. Time-driven activity-based costing in a production planning environment. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 227, 333–337. [Google Scholar] [CrossRef]
- Kont, K.R.; Jantson, S. Activity-based costing (ABC) and time-driven activity-based costing (TDABC): Applicable methods for university libraries. Evid. Based Libr. Inf. Pract. 2011, 6, 107–118. [Google Scholar] [CrossRef]
- Bokrantz, J.; Skoogh, A.; Berlin, C.; Wuest, T.; Stahre, J. Smart Maintenance: A research agenda for industrial maintenance management. Int. J. Prod. Econ. 2020, 224, 107547. [Google Scholar] [CrossRef]
- Ketkar, M.; Vaidya, O. Developing Ordering Policy based on Multiple Inventory Classification Schemes. Procedia Soc. Behav. Sci. 2014, 133, 180–188. [Google Scholar] [CrossRef]
- Abu, M.Y.; Jamaludin, K.R.; Shaharoun, A.M.; Sari, E. Pattern recognition on remanufacturing automotive component as support decision making using Mahalanobis-Taguchi System. Procedia CIRP 2015, 26, 258–263. [Google Scholar]
- Mota-Gutierrez, C.G.; Reséndiz-Flores, E.O.; Reyes-Carloset, Y.I. Mahalanobis-Taguchi system: State of the art. Int. J. Qual. Reliab. Manag. 2018, 35, 596–613. [Google Scholar] [CrossRef]
- Das, P.; Datta, S. Developing an unsupervised classification algorithm for characterization of steel properties. Int. J. Qual. Reliab. Manag. 2012, 29, 368–383. [Google Scholar] [CrossRef]
- Wang, N.; Zhang, Z. Feature recognition and selection method of the equipment state based on improved Mahalanobis-Taguchi System. J. Shanghai Jiaotong Univ. (Sci.) 2020, 25, 214–222. [Google Scholar] [CrossRef]
- Bose, S.; SahaRay, R.; Bandyopadhyay, R. Mahalanobis Taguchi System (MTS) and Mahalanobis Taguchi Gram-Schmidt (MTGS) methods as multivariate classification tools. Int. J. Ind. Syst. Eng. 2014, 16, 102–119. [Google Scholar] [CrossRef]
- Kaplan, R.S.; Anderson, S.R. Time-Driven Activity-Based Costing: A Simpler and More Powerful Path to Higher Profits; Harvard Business School Press: Boston, MA, USA, 2007. [Google Scholar]
- Medeiros, H.S.; Santana, A.F.B.; Guimarães, L.S. The use of costing methods in lean manufacturing industries: A literature review. Gestão Produção 2017, 24, 395–406. [Google Scholar] [CrossRef]
- Kaplan, R.S.; Anderson, S.R. Time-driven activity-based costing. Harv. Bus. Rev. 2004, 82, 131–138. [Google Scholar] [CrossRef]
- Gonzalez, M.; Nachtmann, H.; Pohl, E. Time-driven activity-based costing for healthcare provider supply chains. Eng. Econ. 2016, 62, 161–179. [Google Scholar] [CrossRef]
- MortajiIra, S.T.H.; Bagherpour, M.; Mazdeh, M.M. Fuzzy Time-Driven Activity-Based Costing. Eng. Manag. J. 2013, 25, 63–73. [Google Scholar] [CrossRef]
- Reséndiz-Flores, E.O.; Navarro-Acosta, J.A.; Mota-Gutiérrez, C.G.; Reyes-Carlos, Y.I. Fault detection and optimal feature selection in automobile motor-head machining process. Int. J. Adv. Manuf. Technol. 2018, 94, 2613–2622. [Google Scholar] [CrossRef]
- Kamil, N.N.N.M.; Zaini, S.N.A.M.; Abu, M.Y. A Case Study on the Un-Used Capacity Assessment Using Time Driven Activity Based Costing for Magnetic Components. Int. J. Ind. Manag. 2021, 9, 32–53. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Condition | Good | Bad |
|---|---|---|
| Loose winding | The wire must be tight and neat. | Less tight and not neat around the core. |
| Loose part | The core is tight and not separate from the core | The core is loose and separated. |
| Crack core | The core is not cracked and in good shape. | Scratch or broken on core coating. |
| Soldering defect | The soldering pad in good condition and does not have a burn effect. Solder at start lead out not touching to the winding wire. | Burned on soldering pad. Solder lump/excess at start lead out and Touching the winding wire. |
| Wrong marking orientation | The orientation of marking is at the middle of core. | Part of numbering is out of the orientation. |
| Tilted drum | The drum core in flat condition. | The unit drum is tilted and not flat. |
| Misalignment core | The condition of core drum on alignment. | Core and drum core not in align. |
| Excess epoxy | The condition of epoxy is neatly put and not overflows. | The condition of epoxy is overflow. |
| Insufficient epoxy | Epoxy in right amount. | Epoxy does not cover all the surroundings on drum core. |
| Insufficient solder | Solder in right amount and neatly put. | The solder overflows and touches the drum core. |
| Chip core | The core is in good condition with no scratch | There are some scratches. |
| Solder ball | The solder is neatly put between cores. | Solder is splashed on the core. |
| Parameter | Normal | Scale | Abnormal | Scale |
|---|---|---|---|---|
| Condition of wire | Wire that is consistent and smooth | 1 | Quality wire flitters and scratchy | 4 |
| Wire is wrapped neatly | 2 | Loose wire | 5 | |
| Wire is wrapped tightly | 3 | Scratch on wire | 6 | |
| Condition of winding | Neatly winding | 1 | Loose winding | 3 |
| Winding with proper length | 2 | Bulky winding | 4 | |
| Condition of epoxy | Sufficient epoxy | 1 | Insufficient epoxy | 4 |
| Neatly epoxy on right place | 2 | Epoxy overflows | 5 | |
| Does not have bubble | 3 | Has bubble on epoxy part | 6 | |
| Condition of core | No scratch at core | 1 | Scratch on core | 6 |
| Core at the center | 2 | Scratch at core coating | 7 | |
| Core is aligned with drum core | 3 | Drum core tilt | 8 | |
| Align with shield core | 4 | Chip on the core | 9 | |
| Numbering at center | 5 | Splash on the core | 10 | |
| Condition of lead part | No scratch on lead | 1 | Scratch on lead | 4 |
| No epoxy overflows | 2 | Broken lead | 5 | |
| No solder overflows | 3 | Solder and epoxy overflows | 6 | |
| Condition of marking | Clearly part number marking | 1 | Number marking not clear | 3 |
| Marking orientation in center | 2 | Marking orientation not in center | 4 | |
| Condition of soldering | Sufficient solder | 1 | Insufficient solder | 4 |
| Solder not burn | 2 | Solder lump | 5 | |
| Solder not lump | 3 | Solder ball | 6 |
| No. | Activity | Activity Cost Driver | Cost Driver Rate (RM) | Cost Driver Quantity | Forecast Cost (RM) |
|---|---|---|---|---|---|
| 1. | Winding | Amount of material and consumable usage (g) | 6.94 | 849,960.00 | 5,902,392.65 |
| 2. | Curing & cooling | Labor time (Quantity) | 22.00 | 1000.00 | 22,000.00 |
| 3. | Cutting & adjustment | Amount of material & Labour time | 0.12 | 849,960.00 | 100,749.40 |
| 4. | Assemble process | Amount of material & labour time | 0.09 | 849,960.00 | 73,507.58 |
| 5. | Epoxy applications | Consumable usage & labor time | 1.28 | 20,000.00 | 25,636.00 |
| 6. | Epoxy inspections | Labor time (Quantity) | 2.28 | 20,000.00 | 45,581.60 |
| 7. | Curing & cooling | Labor time (quantity) | 22.00 | 1000.00 | 22,000.00 |
| 8. | Marking | Laser machine & labor time (frequency & quantity) | 0.02 | 1,200,000.00 | 22,000.00 |
| 9. | Trimming | Labor time (Quantity) | 6.41 | 6864.00 | 44,000.00 |
| 10. | Soldering | Amount of consumable usage (g) | 0.60 | 64,200.00 | 38,395.20 |
| 11. | Cleaning solder & cooling | Ultra-sonic machine (frequency) | 39.30 | 600.00 | 23,581.60 |
| 12. | VMI | Labor time (Quantity) | 128.21 | 858.00 | 110,000.00 |
| 13. | Co-planarity check | Labor time (Quantity) | 6.41 | 6864.00 | 44,000.00 |
| 14. | Inductance test | Machine time | 1.10 | 20,000.00 | 22,000.00 |
| 15. | Tape & reel | Amount of material | 4.28 | 20,000.00 | 85,609.97 |
| 16. | Packaging | Product items (quantity) | 1.51 | 36,320.00 | 54,889.69 |
| Total (RM) | 6,636,343.69 | ||||
| Cost per unit (RM) | 1.58 |
| No. | Sub-Activities | Total Time (min/year) | Used Time (min) | Unused Time (min) | Capacity Cost Rate (RM/min) | Unused Cost (RM) | Cost of Resources Applied (RM) |
|---|---|---|---|---|---|---|---|
| 1. | Install the core into the chuck of the winding machine | 211,977.00 | 281,400.00 | −69,423.00 | 0.10 | −6942.30 | 22,000.00 |
| 2. | Move the finish unit and hang to curing fixture. | 211,977.00 | 37.00 | 211,940.00 | 27.64 | 5,858,021.60 | 5,858,392.65 |
| 3. | Transfer the curing fixture into the curing oven | 211,977.00 | 48.10 | 211,928.90 | 0.10 | 21,192.89 | 22,000.00 |
| Total | 635,931.00 | 281,485.10 | 354,445.90 | 27.84 | 5,872,272.19 | 5,902,392.65 | |
| 4. | Transfer the curing fixture fill of units and put it into curing oven | 52,994.25 | 48.10 | 52946.15 | 0.10 | 5294.62 | 5500.00 |
| 5. | Curing the epoxy | 52,994.25 | 105.00 | 52889.25 | 0.10 | 5288.93 | 5500.00 |
| 6. | Dry the unit below the cool fan | 52,994.25 | 60.00 | 52934.25 | 0.10 | 5293.43 | 5500.00 |
| 7. | Transfer the unit into the tray | 52,994.25 | 566.64 | 52427.61 | 0.10 | 5242.76 | 5500.00 |
| Total | 211,977.00 | 779.74 | 211,197.26 | 0.40 | 21,119.73 | 22,000.00 | |
| … | … | ... | ... | ... | ... | ... | ... |
| … | … | ... | ... | ... | ... | ... | ... |
| … | … | ... | ... | ... | ... | ... | ... |
| … | ... | ... | ... | ... | ... | ... | |
| 46. | Transfer the reel that has been seal into packaging area | 52,994.25 | 2000.00 | 50,994.25 | 0.71 | 36,205.92 | 37,796.60 |
| 47. | Take the reel into pizza box, seal and label | 52,994.25 | 84.00 | 52,910.25 | 0.11 | 5820.13 | 5816.08 |
| 48. | Transfer the pizza box into the carton box | 52,994.25 | 22.64 | 52,971.61 | 0.11 | 5826.88 | 5682.81 |
| 49. | Transfer the carton box to the warehouse area. | 52,994.25 | 1600.00 | 51,394.25 | 0.11 | 5653.37 | 5594.20 |
| Total | 211,977.00 | 3706.64 | 208,270.36 | 1.04 | 53,506.29 | 54,889.69 | |
| Grand Total (RM) | 6,153,333.00 | 481,576.71 | 5,671,756.29 | 37.96 | 6,903,669.84 | 7,032,343.67 | |
| Cost per unit (RM) | 1.67 | ||||||
| No. | Process | Labor | Maintenance | Material | Consumable | New Total Cost of Resources Supplied |
|---|---|---|---|---|---|---|
| 1. | Drum core winding with epoxy | 6600 | Nil | 583,275.67 | 363.60 | 2,963,886.49 |
| 2. | Convection oven & cooling process | 2200 | Nil | Nil | Nil | 11,047.30 |
| 3. | Lead cutting & lead adjustment | 8800 | Nil | 1274.94 | Nil | 50,591.31 |
| 4. | Assemble drum core to shield core | 2200 | Nil | 5150.76 | Nil | 38,624.94 |
| 5. | Epoxy application | 2200 | Nil | Nil | 363.6 | 13,272.78 |
| 6. | Epoxy inspection | 4400 | Nil | Nil | 158.16 | 23,599.42 |
| 7. | IR reflow & cooling process | 2200 | Nil | Nil | Nil | 11,390.28 |
| 8. | Part number marking | 2200 | Nil | Nil | Nil | 11,736.56 |
| 9. | Termination & trimming | 4400 | Nil | Nil | Nil | 25,235.10 |
| 10. | Auto-dip soldering | 2200 | 819.76 | Nil | 819.76 | 21,878.35 |
| 11. | Ultra-sonic cleaning & cooling process | 2200 | Nil | Nil | 158.16 | 13,342.71 |
| 12. | Final VMI | 11,000 | Nil | Nil | Nil | 34,119.80 |
| 13. | Co-planarity check | 4400 | Nil | Nil | Nil | 27,295.84 |
| 14. | Inductance test | 2200 | Nil | Nil | Nil | 13,647.92 |
| 15. | Tape & reel | 2200 | Nil | 6361.07 | Nil | 53,109.45 |
| 16. | Packaging | 2200 | Nil | 3289.07 | Nil | 34,051.99 |
| Total (RM) | 3,346,830.25 | |||||
| Cost per unit (RM) | 0.80 | |||||
| No. | Process | Labor | Maintenance | Material | Consumable | New Total Cost of Resources Supplied |
|---|---|---|---|---|---|---|
| 1. | Drum core winding with epoxy | 6600 | Nil | 583,275.67 | 363.60 | 2,963,886.49 |
| 2. | Convection oven & cooling process | 2200 | Nil | Nil | Nil | 11,047.30 |
| 3. | Lead cutting & lead adjustment | 8800 | Nil | 1274.94 | Nil | 50,591.31 |
| 4. | Assemble drum core to shield core | 2200 | Nil | 5150.76 | Nil | 38,624.94 |
| 5. | Epoxy application | 2200 | Nil | Nil | 363.6 | 13,272.78 |
| 6. | Epoxy inspection | 4400 | Nil | Nil | 158.16 | 23,599.42 |
| 7. | IR reflow & cooling process | 2200 | Nil | Nil | Nil | 11,390.28 |
| 8. | Part number marking | 2200 | Nil | Nil | Nil | 11,736.56 |
| 9. | Termination & trimming | 4400 | Nil | Nil | Nil | 25,235.10 |
| 10. | Auto-dip soldering | 2200 | 819.76 | Nil | 819.76 | 21,878.35 |
| 11. | Ultra-sonic cleaning & cooling process | 2200 | Nil | Nil | 158.16 | 13,342.71 |
| 12. | Final VMI | 11,000 | Nil | Nil | Nil | 34,119.80 |
| 13. | Co-planarity check | 4400 | Nil | Nil | Nil | 27,295.84 |
| 14. | Inductance test | 2200 | Nil | Nil | Nil | 13,647.92 |
| 15. | Tape & reel | 2200 | Nil | 6361.07 | Nil | 53,109.45 |
| 16. | Packaging | 2200 | Nil | 3289.07 | Nil | 34,051.99 |
| Total (RM) | 3,346,830.25 | |||||
| Cost per unit (RM) | 0.80 | |||||
| Cost per Unit (RM) | |||||
|---|---|---|---|---|---|
| Conventional | MTS | ||||
| ABC | TDABC | ABC | TDABC | ||
| Integration A | Integration B | Integration C | Integration D | ||
| Component | Inductor | 1.70 | 1.67 | 0.80 | 0.76 |
| Magnetic | 2.50 | - | - | 2.00 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohd Zaini, S.N.A.; Mohd Safeiee, F.L.; Abdul Ghani, A.S.; Jaafar, N.N.; Abu, M.Y. Integration of Mahalanobis-Taguchi System and Time-Driven Activity-Based Costing in a Production Environment. Appl. Sci. 2023, 13, 2633. https://doi.org/10.3390/app13042633
Mohd Zaini SNA, Mohd Safeiee FL, Abdul Ghani AS, Jaafar NN, Abu MY. Integration of Mahalanobis-Taguchi System and Time-Driven Activity-Based Costing in a Production Environment. Applied Sciences. 2023; 13(4):2633. https://doi.org/10.3390/app13042633
Chicago/Turabian StyleMohd Zaini, Sri Nur Areena, Filzah Lina Mohd Safeiee, Ahmad Shahrizan Abdul Ghani, Nur Najmiyah Jaafar, and Mohd Yazid Abu. 2023. "Integration of Mahalanobis-Taguchi System and Time-Driven Activity-Based Costing in a Production Environment" Applied Sciences 13, no. 4: 2633. https://doi.org/10.3390/app13042633
APA StyleMohd Zaini, S. N. A., Mohd Safeiee, F. L., Abdul Ghani, A. S., Jaafar, N. N., & Abu, M. Y. (2023). Integration of Mahalanobis-Taguchi System and Time-Driven Activity-Based Costing in a Production Environment. Applied Sciences, 13(4), 2633. https://doi.org/10.3390/app13042633