Abstract
Lyocell man-made cellulosic fibres (L-MMCF) have been commercially available since the mid-1990’s, with the typical feedstock prepared from tree pulp or cotton linters. In recent years, there have been advancements in the utilisation of high alpha-cellulose agricultural biomass for L-MMCF feedstock. Industrial hemp stalks offer a unique opportunity for L-MMCF since hemp is considered an environmentally conscious crop that can also help to bridge the gap in worldwide cellulose shortages; additionally, industrial hemp stalks are high in alpha-cellulose, making this an ideal feedstock for L-MMCF manufacturing. This review paper outlines the lyocell process in detail, including processes for preparation of feedstocks, pulp processing, removal of contaminants and nonessential plant components, pulp dissolution, dope preparation, and fibre spinning. Opportunities and challenges associated with the utilisation of industrial hemp stalks as an alternative feedstock are addressed through all steps of the manufacturing process. Incorporating alternative feedstock opens new perspectives for manufacturing sustainable L-MMCF.
1. Introduction
This review aims at demonstrating the viability and potential of utilising alternative agricultural feedstock, specifically industrial hemp, in the manufacturing of Lyocell man-made cellulosic fibres (L-MMCF). They were first developed by Eastman Kodak Inc., utilising the solvent N-methyl-morpholine-N-oxide (solvent dissolution) as an alternative to carbon disulphide (rayon viscose process–chemical derivatisation) [1,2], with Courtaulds manufacturing the first commercial samples in 1984 and Lenzing scaling up to commercial production in 1997 [3,4]. The L-MMCF is known to be environmentally friendly, in comparison with the rayon viscose process. With sustainability and environmental initiatives increasing worldwide, as well as the widening of the Cellulose Gap, L-MMCF are a logical choice for cellulosic manufacturing applications [5,6,7,8,9,10,11]. Table 1 outlines the advantages and disadvantages of the L-MMCF process in comparison to the viscose process.

Table 1.
Advantages and drawbacks of MMCF manufacturing processes (reproduced from [7]).
Lyocell man-made cellulosic fibres are increasing in usage, having a market share of 4% (approximately 0.3 million tonnes) of all man-made cellulosic fibres (MMCF) worldwide in 2021 [12]. Furthermore, there is a trend towards preferred MMCF (i.e., viscose, acetate, lyocell, modal, and cuprammonium fibres), encouraging the use of alternate cellulose feedstock sources instead of endangered and ancient forest pulp as outlined by The Wye Group [13,14]. Canopy defines endangered and ancient forests as “intact forest landscape mosaics, naturally rate forest types, forest types that have been made rare due to human activity, and/or other forests that are ecologically critical for the protection of biological diversity” [14]. Current feedstock for L-MMCF include cotton linters, wood (e.g., eucalyptus, beech), and grasses (i.e., bamboo) [1,11,15,16,17,18,19,20,21,22]; smaller quantities of L-MMCF have been evaluated from residual agricultural biomass (e.g., hemp, bagasse, corn cobs, citrus biproducts, flax noils, kudzu vines, kenaf) [7,12,19,22,23,24,25,26,27,28,29,30,31,32], as well as recycled cellulosic textiles commercialised with the Refriba™ technology towards Tencel™ manufacturing [12,33,34]. Agricultural residues and recycled cellulosic textiles as a feedstock for L-MMCF offer new perspectives for sustainable feedstock sourcing.
Preferred MMCF are manufactured from preferred cellulosic sources, such sustainably managed forests and plantations, recycled pre- and post-consumer cellulosic textiles, and utilisation of alternative fibre sources, such as agricultural biomass (e.g., industrial hemp) [12]. End-use applications for L-MMCF include industrial textiles and apparel, such as personal protective equipment (PPE) (e.g., flame resistant PPE in oil/gas, mining, electrical, and construction applications); disposable healthcare products (e.g., facemasks, gowns, cleaning wipes); disposable consumer products (e.g., hygiene/sanitation products, cleaning wipes); consumer apparel and textile applications; nonwoven industrial products (e.g., biodegradable geotextiles, carpet backings); and dental products (e.g., dental floss) [7].
This review examines cellulosic morphology, including that of alternative feedstock, as well as the step-by-step process of manufacturing L-MMCF. Inclusion of research from traditional L-MMCF feedstock, such as wood, bamboo, and cotton linters, is used as a baseline to examine the utilisation of industrial hemp stalks towards L-MMCF manufacturing. For each step of the L-MMCF manufacturing process (preparation of feedstock, pulping process, chelation and bleaching, pulp dissolution, and fibre spinning), the challenges associated with the use of agricultural residues as a feedstock for L-MMCF are described. The paper ends with a discussion about strategies to tackle these challenges.
2. Cellulose Morphology
Cellulose, the most abundant natural glucose polymer found in the primary cell walls of all plants, is comprised of alpha-cellulose (anhydroglucose) [11,35]. Hemi-cellulose (glucose, mannose, galactose, xylose, and arabinose—provide strength to plant cell walls), lignin (three dimensional structures of phenylpropane units providing structural support) and extractives (organic solvent or water-soluble non-structural substances such as waxes, fats, terpenes, etc.) are found alongside alpha-cellulose [36,37,38]. Inorganic substances, such as metallic and mineral matter, are also present in natural cellulose in plants and are measured in terms of ash content [39].
The cellulose structure consists of a cuticle, primary wall, secondary wall, and lumen (Figure 1a) [38,40]. There are three different components to the secondary wall (S1, S2, and S3) in which the fibrils form a spiral structure with reversals at random intervals. The S1 outer layer secondary wall contains holocellulose (i.e., cellulose and hemicellulose), lignin, and pectin, while S2 and S3 do not contain lignin [41]. Natural cellulose contains fibrils within the helical secondary walls, which are themselves composed of linear cellulose polymers. The cellulose structure contains anhydroglucose (i.e., carbohydrate) units or rings (C6H10O5), which are in a chair conformation, and these are joined together in a 1,4-β-glucosidic linkage to form the cellulose polymer chain [5,38,42,43]. Figure 1b represents the cellobiose unit as a cellulose monomer, comprising two consecutive glucose anhydride units [38]. There are three hydroxyl groups in each repeating unit of anhydroglucose, which are available for reaction (e.g., oxidative and thermal degradation). These hydroxyl groups protrude laterally from the chain, which allows for hydrogen bonding between polymer chains, creating a highly ordered, or crystalline, structure (Figure 1c) [40].
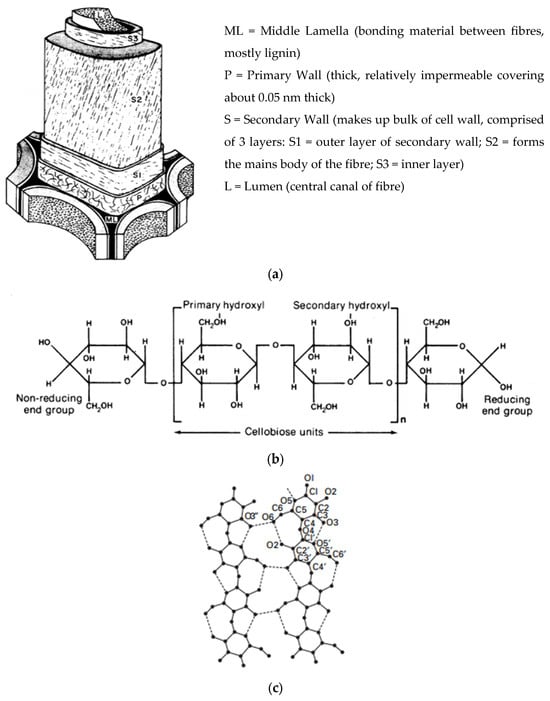
Figure 1.
(a) Macrostructure of cellulosic cell wall organisation (reproduced from [38] with permission from TAPPI), (b) Cellulose polymer chain (reproduced from [38] with permission from TAPPI), (c) Hydrogen bonding between cellulose molecules (C1, O1, etc.) are positions of carbon and oxygen atoms; hydrogen atoms complete the valences; hydrogen bonds are shown by dotted lines) (reproduced from [40] with permission from Elsevier.
The cellulose structure is composed of both crystalline and amorphous regions, with a degree of polymerisation (DP) (or number of repeat units) of 300–1500 for wood pulp, 800–10,000 for fibre crops (e.g., cotton, flax, industrial hemp), and 200–600 for regenerated cellulosics (e.g., L-MMCF) [38,43]. Typically, the greater the DP, the stronger the fibre [44]. There are four polymorph forms of cellulose, with Cellulose I (natural cellulose) and Cellulose II (mercerised or regenerated cellulose) being the most common. Cellulose I (parallel packing of cellulosic chains) can be transformed into Cellulose II (anti-parallel chain structure), but the reverse is not possible [45,46]. Regenerated cellulosics are more stable than natural cellulosics due to the Cellulose II structure having more intersheet hydrogen bonding [35,47].
Crystallinity Index (CI) can be used to characterise cellulose quality and structure by quantifying the amount of crystalline material within a cellulose pulp solution; however, typical techniques, such as X-ray diffraction (XRD), do not account for amorphous regions of the cellulose, which can vary greatly depending on feedstock source [45,48]. Regardless, CI can be utilised in the characterisation of various feedstocks and used as an indicator of cellulose quality, especially when considering end-use applications and when comparing samples within a subset by the same equipment.
The CI of natural cellulose (100% hemp bast and wood pulp) and regenerated cellulose (100% viscose and Lyocell hemp) fibres was determined by the authors using an XRD instrument (Bruker D8 Discover, CuKα wavelength of 1.5418 Å). The diffractogram data were collected at 1.5°/min scan speed with a step increment of 0.02°. Results are illustrated in Figure 2 and Figure 3.
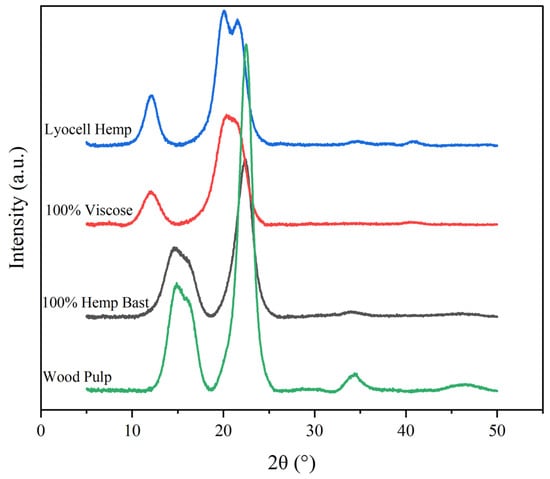
Figure 2.
X-ray diffractograms of four different cellulose sources: two natural fibres (wood pulp and 100% hemp bast) and two regenerated cellulosic fibres (100% viscose and lyocell hemp).
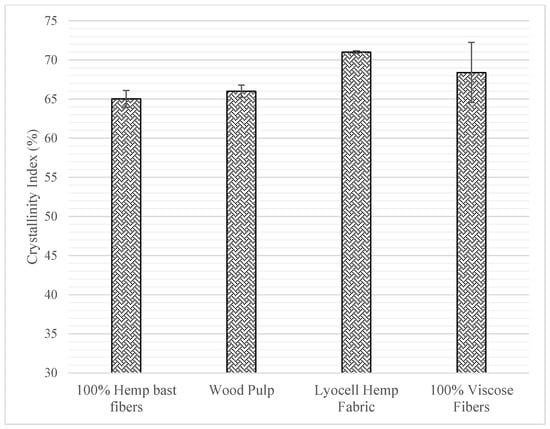
Figure 3.
Crystallinity index obtained from the X-ray diffractograms of four different cellulose sources (average of three replications).
Figure 2 displays the X-ray diffractogram of the natural and regenerated cellulosic fibres analysed. The two natural fibres (wood pulp and 100% hemp bast) exhibited similar diffraction patterns, with peaks centered at 2θ = 14.8, 22.4, and 34.4°, indicating a Cellulose I structure. The diffraction patterns of the two regenerated cellulosic fibres (100% viscose and lyocell hemp) resembled each other, with peaks positioned at 2θ = 12, 20, and 21.5°, indicating a Cellulose II structure. The slight left shift in the peak position for regenerated cellulose fibres compared to the natural cellulose fibres can be attributed to the processing of cellulosic fibres to turn these into regenerated cellulosic fibres [49]. The essential processing of regenerated cellulosic fibres can cause changes in the conformation of hydroxymethyl groups while the backbone conformation remains unchanged.
Figure 3 displays the CI of the four cellulosic fibres calculated using the data shown in Figure 2. The peak height was used for the determination of CI for these four cellulose-based samples. The diffractogram data were processed using OriginPro® 2022 (OriginLab, Northhampton, MA, USA) and DIFFRAC.EVA V7 (Bruker, Ettlingen, Germany) software. The crystallinity index of the specimen was calculated by taking into account the area under crystalline and amorphous peaks using the equation below [48].
The average CI obtained ranged from 65 to 71%. As can be seen from Figure 3, the CI values of the two natural cellulosic fibres (100% hemp bast and 100% wood pulp) are comparable and do not differ significantly from one another (p = 0.275). On the other hand, the CI values of the two regenerated cellulosic fibres examined for this study—Lyocell hemp and 100% viscose—are comparable (p = 0.316) and substantially higher than those of the natural cellulosic fibres. The standard deviation on the CI obtained for the 100% viscose fibres is higher than for the other three fibres; it was attributed to the heavy crimp of the viscose fibres that affected the diffraction angle.
Overall, the difference observed between the CI of the natural (Cellulose I) and regenerated cellulosic (Cellulose II) fibres indicate differentiation between the two polymorphs, suggesting this type of analysis is useful for differentiation of different cellulose feedstocks based on fibre crystallinity. Additionally, determination of CI can provide valuable information regarding amorphous versus crystalline regions. For L-MMCF, a higher CI would indicate a higher alpha-cellulose content. This could potentially be a tool to grade different forms of Cellulose I prior to L-MMCF manufacturing.
3. L-MMCF Cellulose Feedstock Sources
L-MMCF are manufactured from high alpha-cellulose feedstock, typically from eucalyptus or beech trees, bamboo, or cotton linters [6,24]. Researchers have also explored alternative feedstock sources such as industrial hemp (bast and hurd), sugarcane bagasse, kudzu, and corn cobs [7,23,24,25,26,32,50]. Details on the L-MMCF process from traditional L-MMCF feedstocks (e.g., wood, bamboo, cotton linters) are provided here in addition to alternative agriculture feedstocks, specifically industrial hemp stalks, so that the utilisation of the traditional sources, specifically wood, can be contrasted to that of industrial hemp stalks. The economic and environmental implications for the utilisation of alternative feedstocks towards L-MMCF manufacturing are discussed in Section 5.
Figure 4 illustrates the similarities in the cross section of a mature tree stem vs. an industrial hemp stalk [38,51]. Both plants have an outer bark [52,53]. Next comes bast fibre, resembling the inner bark (or phloem) and cambium sections, which is the primary source of alpha cellulose [38,54,55]. Hemp hurd, or shive, resembles sapwood, which comprises the vascular tissue of the tree (i.e., xylem or pith) [55]. It is to be noted that hemp stalks are defined as woody in terms of both physical and morphological properties (e.g., density, stiffness) [41,56,57,58].
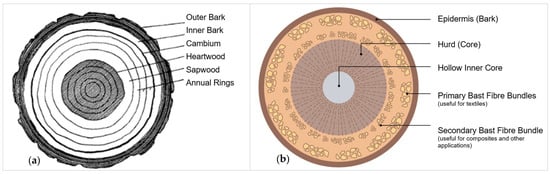
Figure 4.
Illustration of the cross-section of (a) a mature tree stem (reproduced from [38] with permission from TAPPI); (b) hemp fibre stock (reproduced from [51] with permission from Textile Exchange).
L-MMCF manufacturing requires a high percentage of alpha-cellulose (typically greater than 92%) and low hemicellulose and lignin [16,18]. Knowing the composition of the cellulose for each step of the L-MMCF manufacturing process and parameter requirements (i.e., time, temperature, and pressure), including prehydrolysis and pulping to remove hemicellulose and lignin, respectively, allows for better control of the final dope solution and rheological properties for extrusion. High lignin content can affect dissolution of cellulose in NMMO (i.e., high lignin can result in incomplete dissolution, creating irregularities and contamination in the final product), requiring additional filtration steps prior to fibre spinning. Additionally, high lignin content requires harsher bleaching conditions, which in turn affects the degree of cellulose polymerisation.
Table 2 provides the alpha-cellulose, hemicellulose, and lignin content of various Kraft pulps. With an alpha-cellulose content of 92–96.2% and a relatively low hemicellulose and lignin content, hemp bast fibre appears as a viable feedstock for L-MMCF. Hemp hurd has an alpha-cellulose content of 77.6–89.6%, which may be too low as a lone feedstock for L-MMCF; however, it has been successfully manufactured into L-MMCF in lab-scale tests [26]. There may be opportunities to blend hemp hurd with other higher alpha-cellulose feedstocks to provide interesting organoleptic properties to the final L-MMCF [7]. Additional research on hurd is required to determine its suitability as a L-MMCF feedstock. Alpha cellulose, hemicellulose, and lignin content will be discussed further in Section 4.
Table 2.
Cellulosic content of various feedstocks.
4. L-MMCF Manufacturing Process
L-MMCF are manufactured from dissolved pulps (i.e., acid sulphite or prehydrolysis Kraft pulp) that contain high alpha-cellulose content (greater than 90%). During the preparation of the dissolved pulp, impurities, hemicellulose, and lignin are removed while maintaining high accessibility (cellulose reactivity) to chemicals [62]. The L-MMCF process includes the following steps:
- Preparation of feedstock, including characterisation (i.e., carbohydrate, extractive, ash, metal, sulphur, moisture content).
- Chemical pulp preparation of feedstock (acid sulphite or prehydrolysis Kraft), including characterisation (i.e., carbohydrate, extractive, ash, metal, sulphur, moisture content, intrinsic viscosity (DP), and kappa number).
- Removal of contaminants through washing, chelation, and bleaching.
- Dissolution of pulp in n-methyl-morpholine-n-oxide (NMMO, specific to L-MMCF).
- Fibre spinning/extrusion, drawing, washing, drying, and winding.
These steps are discussed in detail in the following sections, including unique differences in handling traditional and alternative feedstocks (i.e., wood vs. industrial hemp). Figure 5 provides a flow diagram outlining all processing steps and potential end-use applications.
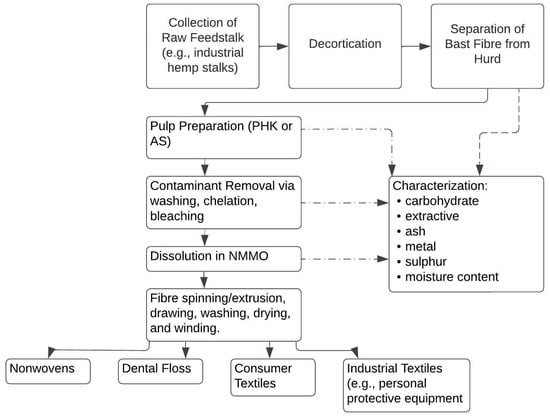
Figure 5.
Flow diagram of L-MMCF processing steps, including end-use applications.
4.1. Preparation of Feedstock
The feedstock for L-MMCF is any lignocellulosic material (i.e., comprised of holocellulose (cellulose and hemicellulose), lignin, extractives, and ash), with the relative proportion of lignocellulosic content dictating the chemistry and conditions required for conversion to high alpha-cellulose suitable for L-MMCF production [71]. Regardless of the source, the fibres first need to be chipped or cut into consistently sized pieces to ensure evenness during the pulping process. The ideal wood chip size is 20 mm long by 4–5 mm thick, though chips 10–30 mm long and 3–6 mm thick are acceptable [36,38]. Wood feedstocks can be processed with chip crushers, which are similar to decorticators utilised in hemp processing for manual separation of hurd from bast fibre. Decortication is comprised of cutting (the equivalent of chipping), milling (the equivalent of debarking), and then screening to separate high cellulose bast from lower-cellulose hurd. Chip crushing, or decortication for alternative agricultural feedstocks, allows for better penetration of cooking liquors in the dissolving pulp process. This is discussed further in Section 5. The feedstock is screened to remove contaminants, including particulate matter (e.g., dirt, rocks), fine particles < 2 mm in thickness, and irregular chips (i.e., knots, larger chips) [38,72].
As shown in Table 2, industrial hemp bast can be utilised as a biomass resource for the L-MMCF process; additional research needs to be completed on hemp hurd to confirm suitability. Regardless of suitability, the bast and hurd components need to be separated to properly remove the hemi-cellulose, lignin, and extractive content, as bast fibre contains less hemi-cellulose and lignin than hurd (Table 2) and requires different pulping processing conditions.
The feedstock should also be analysed prior to pulping for baseline characterisation. It will need to be reassessed throughout the L-MMCF manufacturing process to ensure the quality of the pulp and proper removal of contaminants. The characteristics assessed at this stage include:
- Carbohydrate content:
- Alpha-, beta-, and gamma-cellulose in pulp: Alpha cellulose in undegraded pulp has a high molecular weight; beta cellulose is soluble in NaOH (S18), but can be precipitated when neutralised, and gamma cellulose remains soluble in the NaOH solution, even after neutralisation, and consists primarily of hemicellulose [73,74]. Both hemicellulose (gamma) and amorphous cellulose (beta cellulose, which may be the result of cellulose deterioration during the pulping process), are removed prior to solvent dissolution.
- Alpha cellulose content: The L-MMCF spinning requires a very high alpha-cellulose content of more than 90% for L-MMCF fibre properties, such as tensile strength [17,75]. As shown in Table 2, plant biomass has a much lower alpha cellulose content, requiring additional processing steps to acquire the higher percentage.
- Hemicellulose: Gamma, or hemicellulose, should be less than 5% of the total cellulose content, based on dry weight to ensure a higher quality of pulp [76].
- Extractives: solvent and hot water-soluble components (e.g., fats, waxes, and terpenes), tannins, and inorganic salts. Extractive concentration can increase with the age of the feedstock (i.e., the older the plant, the more extractives are present) [77]. Extractives can lead to reduced strength and yellowing or discolouration in refined pulps [37,77]. Generally, extractives do not survive the Kraft pulping process, though they do increase chemical consumption in cooking and can cause foaming issues in the pulping process, both of which are undesirable. Extractives content can be reduced by “seasoning” the chips in a pile for several months before feeding them into the mill, which is equivalent of hemp stalk retting. Retting is a process that breaks down the pectin (an extractive) in hemp stalks, which reduces cooking chemical requirements during the Kraft pulping process.
- Ash content (inorganics): “The ash content of the sample may consist of: (1) various residues from chemicals used in its manufacture, (2) metallic matter from piping and machinery, (3) mineral matter in the pulp from which the paper was made, and (4) filling, coating, pigmenting and/or other added materials” (p. 1) [39]. The measurement of the ash content helps determine inorganic contaminants, with a focus on heavy metal content. As discussed in Section 4.3, heavy metal content needs to be measured methodically throughout the pulping, dope preparation, and spinning process to reduce the risk of exothermic reactions.
- Metallic ion content, including heavy metals, alkaline, and earth alkaline, needs to be determined separately from ash content via inductively-coupled plasma optical emission spectroscopy (ICP-OES) [60,65,78,79]. Concentration of metal ions, particularly transition metals with multiple oxidation states, above certain limits can result in runaway exothermic reactions or degradation of cellulose pulp yield.
- Sulphur content: High sulphur content in feedstock, as well as content introduced to Kraft pulps via sodium sulphide (Na2S) in the cooking liquor, can lead to yellowing, reduced strength, and evolution of toxic gases during the pulping and regenerated cellulose spinning process [80]. Sulphur must be rinsed out after PHK pulping.
- Moisture content during all stages of L-MMCF manufacturing needs to be carefully monitored as this directly affects the proper processing of the dissolved pulp and dissolution of the pulp. Evaporation of moisture is needed to obtain the required ratio of NMMO:water:cellulose in the final L-MMCF dope prior to spinning.
- Lignin content is measured and reported via the kappa number [81]. A lower kappa number indicates a high alpha cellulose content. A low lignin content is desired to improve brightness and increase solubility/accessibility of cellulose during the Kraft pulping process [58,60].
It is imperative to analyse the pulp to ensure proper removal of contaminants, as well as monitor for potential pickup of contaminants (e.g., metals). Such characterisation for carbohydrate content, extractives, ash content, metal ion content, sulphur content, and moisture content must to be performed during all stages of processing (i.e., feedstock, pulping, dissolution, dope preparation).
4.2. Pulping Process
There are numerous methods available for processing cellulose pulps; however, the two primary pulping methods for the manufacturing of L-MMCF are prehydrolysis Kraft (PHK) pulp and acid sulphite (AS) pulp. Both processes produce dissolving pulps, with PHK more commercially available than AS pulping due to issues with environmental sustainability (i.e., chemical recovery) in AS pulping [82]. AS pulps have a higher yield (45–55%) than PHK pulps (40–50%) [38]; however, the fibre strength of PHK pulps is higher [19]. This directly relates to DP, where AS pulps have a lower DP than PHK, which is an important parameter for L-MMCF manufacturing. Additionally, PHK pulps typically have a higher alpha cellulose content when compared to AS pulps [62]. The prehydrolysis stage in PHK pulps is imperative for the removal of hemicellulose and partial removal of lignin prior to the pulping process [18,62,71]. This section and the rest of the paper focuses on PHK pulp preparation since it is readily available, utilises chemical recovery, has a higher fibre strength lending towards a higher DP, and has a higher alpha cellulose content when compared to AS pulp.
Table 3 outlines the characteristics of PHK pulps ideal for L-MMCF. Intrinsic viscosity measurements provides the cellulose DP, which translates to dope viscosity and, ultimately, strength of the resulting L-MMCF (i.e., an indication of the effect of cellulose content on the overall viscosity of the solution) [83]. Alkali solubility expressed as S10 and S18 represents the amount of cellulose that dissolves in 10% NaOH (hemicellulose and degraded alpha-cellulose) and 18% NaOH (hemicellulose), respectively [62,84]. These numbers indicate the suitability of the cellulose feedstock towards dissolution in the L-MMCF process. They can also provide guidance towards pulping parameters, as higher S10 and S18 numbers indicate a higher amount of degraded cellulose.
Table 3.
PHK pulp properties for L-MMCF.
Viscosity and DP are also provided in Table 3. Having a low DP will result in weak L-MMCF, whereas dissolving pulp with a high DP will not be spinnable in the L-MMCF process. The ideal viscosity and DP for L-MMCF manufacturing are 4–6 dL/g and 550–650, respectively [17,18,65,75]. These can be affected greatly by pulping parameters. Post pulping, hemp bast fibre has a DP of 500–650 and an intrinsic viscosity of 3.7–4.5 dL/g; hemp hurd has a DP of 624–632, indicating the suitability of industrial hemp for L-MMCF manufacturing [26,75].
Initially, both viscosity and DP need to be determined independently; however, once the relationship between these two parameters is established, DP can be estimated via the following equation using cuen viscometry [85]: DP = 190 [η], where η is the intrinsic viscosity (dL/g). This equation can be utilised until the relationship between intrinsic viscosity and DP has been established. This characterisation will lead to a new constant to replace the constant 190, or possibly a new mathematical relationship altogether. Additionally, DP can be calculated based on Molar Mass (M): M = 2.15 × 104 [η] and DP = M/162, with the cellulose molar mass repeat unit being estimated at 162 g/mol in a cellulose/1-butyl-3-methylimidazolium chloride (BmimCl) solution [85,86].
Note that the actual DP may be higher than the measured value due to short-term oxidative damage (i.e., depolymerisation) to the pulp when exposed to the highly alkaline organic solvents during the viscometry analysis [87]. It may be possible to obtain more accurate measurements by initially removing reactive carbonyl groups via reduction with sodium borohydride (NaBH4).
The kappa number indicates the amount of lignin present in the pulp as well as providing information on delignification between pulp processing steps [36]. According to TAPPI/ANSI T236 om-22, the lignin percentage can be calculated as follows [81]:
Lignin level (%) = Kappa number × 0.15
However, caution needs to be taken when performing this calculation for non-wood pulps such as hemp biomass due to variation in hexenuronic acid content; therefore, it is recommended that the conversion factor be determined once both lignin content and kappa number have been evaluated separately for non-wood pulps [88]. For L-MMCF, the kappa number should be below 5 as a high lignin content can affect the solubility of cellulose in the NMMO solvent [24,25,26].
Feedstocks for PHK undergo prehydrolysis in a hot, weak acid solution (e.g., deionised water at 150–180 °C for 60 min; 0.5% H2SO4 at 150 °C for 90 min) prior to the Kraft pulping process to remove the hemicellulose content [62,71,82,89]. During prehydrolysis, acetyl groups are liberated via auto-hydrolysis, creating an acidic solution, which is opposite of the highly alkaline Kraft pulping process [18,82]. The acid condition reduces the molecular size of hemicellulose, allowing it to be easily removed from the pulp [71]. Prehydrolysis results in a higher alpha-cellulose pulp than just Kraft pulping alone, which is ideal for the dissolving pulp stage. However, acid prehydrolysis can result in the hydrolysis of the alpha-cellulose, causing a decrease in DP, so careful monitoring is required to ensure higher yield pulps [71,90,91]. Additionally, under acidic conditions, lignin can self-condense or react with phenol, making it more difficult to remove lignin content (i.e., delignification) during the pulping process (i.e., cooking) [82]. To avoid lignin condensation, the prehydrolysis pulp is neutralised by rinsing with water; it is then dried into a sheet for pulping.
After prehydrolysis, the pulp is chipped up and soaked in a solution containing sodium hydroxide (NaOH) and sodium sulphide (Na2S) (i.e., white liquor), resulting in delignification due to the alkaline conditions and removal of extractives via saponification (i.e., Kraft pulping) [17,60]. The pH of the liquor remains greater than 13 for the duration of the treatment (2 to 4 h at 170 °C to 180 °C) [38]. This process removes 80–90% of the lignin as the lignin swells and separates into fragments (i.e., breakage of C-O-C lignin link), which are then dissolved as carboxylate or phenolate ions; this process also removes 100% of the wood extractives, residual hemicellulose, and approximately 10% of cellulose due to reduced DP [38]. Cooking times vary depending on feedstock chip size, with sawdust and smaller chips cooking faster than larger chips. Cooking times are also adjusted based on the initial characterisation, specifically the lignin and hemicellulose content. As an example, hemp bast fibres reached an optimal kappa number (5) with a cooking time of 53 min and a temperature of 160 °C; hurd reached this kappa number with a cooking time of 105 min and a temperature of 170 °C [25,26]. As shown in Table 2, the lignin content in hurd is higher than in bast fibre, requiring a longer cooking time.
After cooking, the resulting black liquor is drained to remove dissolved lignin from the pulp in the form of dissolved sodium salts. Cooking makes the chips lose all their mechanical integrity, as the lignin “glue” in the middle lamella that holds fibres together is dissolved in the spent liquor. When these chips are “blown” under the pressure of the digester, they undergo a mini-“steam explosion” that converts them into individual fibres called “brownstock pulp”. The softened chips are then washed in a process termed brown stock washing, where the pulp is rinsed with water under vacuum. The washed pulp is then screened and dried for removal of contaminants.
Alternatively to prehydrolysis, the hemicellulose content may be removed from Kraft pulp via cold caustic extraction (CCE), which is performed at room temperature at alkaline conditions (e.g., NaOH 5–9%) with mild agitation [82,92,93]. While CCE is effective at removing the hemicellulose content from the Kraft pulp, there is a potential to lower the cellulose reactivity, making the cellulose less soluble in NMMO and promoting fibril aggregation [82]. Furthermore, adding additional drying and rewetting steps between each step of the process can lead to hornification of the pulp, a phenomenon that results in crosslinking between microfibrils when they get too dry (i.e., formation of lactone bridges in lignocellulosic structures), leading to increased stiffness of the pulp fibres and reducing cellulose swelling and reactivity [94,95,96]. If the pulp is not dried after CCE, the incidence of hornification will be substantially reduced. In L-MMCF manufacturing, if the drying stage was removed prior to solvent dissolution, hornification would be eliminated altogether.
4.3. Chelation and Bleaching
N-methylmorpholine-n-oxide (NMMO) is the solvent commercially utilised in the dissolution of PHK pulp for the production of L-MMCF. It is the main organic cyclic polar solvent (i.e., cyclic amine oxide), and is capable of high cellulose dissolution without extensively damaging the alpha-cellulose content on a commercial scale [20,21]. It is also deemed more environmentally-friendly than the viscose process [7]. While there is extensive research in the use of alternative solvents, such as LiCl/DMAC, ionic solvents, and deep eutectic solvents, these alternatives are not yet commercially available [1,97,98,99].
With the use of NMMO, there is the unfortunate risk of a runaway or exothermic reaction during the dissolution process if metal ions are present [15,100,101]. Catalytic decomposition is seen with all transition metals with multiple oxidation states, but is most frequent with manganese (Mn), iron (Fe), and copper (Cu) [15,101,102]. Due to their potential presence in raw feedstock, the monitoring of all metals present in the pulp is required throughout each processing step. Rosenau and French stated that “the presence of reagents capable of inducing the autocatalytic degradation of NMMO, even if present only in substoichiometric, catalytic amounts, must be strictly avoided under these conditions. This refers to alkylating agents, such as alkyl halides, alkyl sulfates or diazoalkanes, acylating agents, such as acyl halides or anhydrides, and redox-active transition metal salts” (p. 5987) [100]. Furthermore, they recommend using cautionary statements when referencing the use of NMMO in experimental settings.
Rosenau et al. [15] provide an extensive understanding of the potential for exothermic runaway reactions when both Fe and Cu are present in the L-MMCF dope. As the temperature increases, the concentration of Fe and Cu required for exothermic reaction onset decreases from 60 ppm (138 °C) to 10 ppm (149 °C) and from 300 ppm (130 °C) to 30 ppm (157 °C), respectively. This indicates the importance of maintaining a temperature consistently below 120 °C during the dissolution, dope preparation, and spinning processes. Additionally, Rosenau et al. [15] describe how metal ions can affect the stability of NMMO when heated to 150 °C, further providing reasons to keep metal ion concentration low and processing temperatures below 120 °C.
Inorganic materials, including metals, can be present in cellulosic pulps for numerous reasons [39,103]. Plants and trees draw various inorganics from the soil as they grow, and these inorganics get stored within the cell structure [104,105]. Industrial hemp is a very fast-growing plant, and due to this fast growth, it is capable of soil remediation [51]. This plant readily takes up inorganic materials, which depending on the end use, need to be removed during various processing stages. Soil parameters and proximity to certain industrial processes (i.e., mining) can also increase the quantity of inorganic compounds within the plant structure [78]. Additional inorganic compounds can also contaminate the pulp during processing steps. An example would be exposure to rusty equipment, which would increase the Fe content of the cellulosic pulp [79].
Additionally, the presence of metal ions during bleaching can lead to a change in the oxidation state (i.e., reactive oxygen species formation due to metal catalysed oxidation) [79]; this can lead to the cellulose hydroxy groups forming into carbonyl structures, resulting in chain cleavage. Metal ions may react with the bleach or peroxides to form free oxy radicals, degrading the cellulose and lowering the DP of the pulp [79].
Heavy metal contaminants are removed during the chelation stage of the manufacturing process [79,106]. It involves adding a chelating agent to the pulp [79,106,107,108]. Aminopolycarboxylates such as ethylenediaminetetraacetic acid (EDTA) or diethylenetriaminepentaacetic acid (DTPA) are commonly used for this purpose. Both chemicals are optimal for metal ion removal without significantly reducing cellulose DP. Chelating agents bind to metal ions in a solution, allowing the metal ions to become water soluble and easily removed. There are multiple interaction sites in chelating agents where lone electron pairs donate an electron to the metal ions. In this interaction, the chelating agent binds with the metal ion, forming a water soluble chelating ring [109]. After chelation, the pulp is rinsed with distilled water to remove chelating agents and inorganic materials (i.e., metal ions).
EDTA and DTPA are found in everyday household items, such as detergents, cosmetics, and paints [107]. Unfortunately, these chelating agents pose increased environmental risks due to solubilisation and leaching of heavy metals into water or soil [79]. As such, alternative biodegradable chelating agents are currently being evaluated, including pyridine-2,6-dicarboxylic acid (PDA), methylglycinediacetic acid (MGDA), nitrilotriacetic acid (NTA), ethylenediaminedisuccinic acid (EDDS), and iminodisuccinic acid (IDS) [106,107]. Due to increased awareness and understanding of manufacturing effects on environmental systems, adoption of more environmentally sustainable chelating agents must be addressed by the pulping industry.
Bleaching is necessary to remove residual lignin and reach the desired fibre brightness. The bleaching process uses an elemental chlorine free (ECF) chemical in the form of chlorine dioxide (ClO2), denoted as “D” in bleaching sequences, or total chlorine free (TCF) chemicals in the form of oxygen (O2), ozone (O3), or hydrogen peroxide (H2O2) [10,79,110]. TCF bleaching, while effective, can react with very small concentrations of metal ions, specifically Fe, Cu, and Mn, resulting in chain cleavage and reduced DP [79,111]. Effective bleaching of hemp bast fibre can be achieved with a 5% H2O2 solution at 85 °C with a 20% acetic acid washing step prior to and post bleaching, following by rinsing with deionised water [26]. Increased environmental regulations to reduce toxic chlorinated organic compounds in pulp effluents has led to improvements in both ECF and TCF bleaching technologies, with ECF providing a more economical approach [112]. Multiple steps of chelation and bleaching may be required. A common sequence is O-D1-Ep-D2, where O stands for oxygen delignification (immediately after cooking), D1 is the first ClO2 stage (pH = 2–2.5), Ep stands for peroxide-reinforced alkaline extraction, and D2 is the second ClO2 stage (pH = 4–5). Chelants are added at the Ep stage to bind any residual transition metals and keep them from catalytically decomposing peroxides. There is a displacement washing step between each stage, where clean water is added to displace the filtrate [113]. This filtrate contains all the compounds that have been extracted from the pulp (lignin, metals, etc.). With the acidic conditions of the first D stage, most metals become soluble and end up in the D1 filtrate.
After bleaching, the pulp is washed and drained to remove all contaminants and reduce pH to neutral (note: a small amount of strong acid, such as sulphuric acid, is generally required for pH reduction). The pulp is then dried on screens to form a continuous sheet of dissolved pulp.
Table 4 shows the metal scan of as-received hemp hurd and hemp bast, as-prepared PHK pulp, and post chelating/bleaching. The metal scan was performed by the authors using ICP-OES. It illustrates the efficacy of chelating in the removal of metal ions. The reduction of Fe, Ca, and Mg content may also be possible by optimising the prehydrolysis process conditions or introducing additional bleaching sequences (e.g., acidic pre-treatment) [102]. While a reduction of Fe in the hurd was not observed in this analysis, others have been able to reduce Fe to within optimal pulp parameters [26]. Additional research is required to determine the viability and processing parameters of hemp hurd pulps towards L-MMCF manufacturing.
Table 4.
Metal scan (mg/kg) results for Central Alberta-grown hemp hurd and bast.
4.4. Pulp Dissolution
For this step, a precise knowledge of pulp moisture content is required to determine the amount of water and NMMO to be added to lead to the desired ratio of pulp to water to NMMO. Moisture content should be determined based on the pulp ambient storage conditions as this would indicate the moisture added to the cellulose-NMMO-water solution. NMMO is commercially available as a 50% NMMO aqueous solution (C5H11NO2·H2O, monohydrate). In addition, 0.2 to 2.0 wt% propyl gallate is added as a stabilising agent to reduce radical reactions (i.e., due to presence of transition metals) and ionic degradation of NMMO [2,65,114]. During this stage, the cellulosic pulp swells, increasing NMMO access to cellulosic chains without derivatisation (i.e., cellulose activation) [115]. The solubility of cellulose is illustrated in Figure 6; the region of complete cellulose dissolution is identified with a grey area on the phase diagram of cellulose-NMMO-water [20].
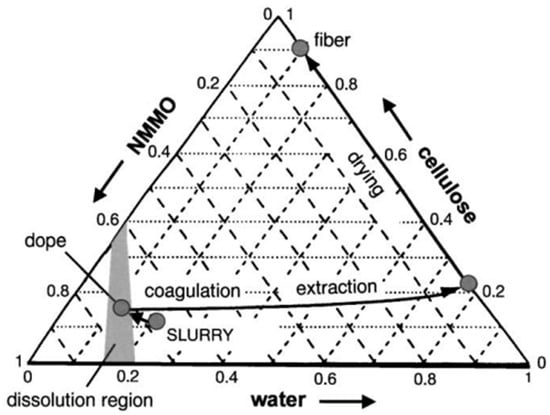
Figure 6.
Phase diagram cellulose-NMMO-water (reproduced from [20] with permission from Elsevier).
The dried, decontaminated PHK pulp sheets are sliced into strips and shredded in a disk mill to turn them into “fluff” pulp. This pulp has a high surface area and is easily mixed with the 50% aqueous NMMO solution at a ratio of 50 to 67% of NMMO, 20 to 30% of water, and 10 to 15% of cellulose pulp with the addition of propyl gallate (PG) stabilising agent at 110 °C to 120 °C with a pH between 10 to 12 [2,21,47,65]. Both ionic degradation (e.g., carbenium-iminium ion-induced heterolytic) and radical reactions (e.g., metal ion-induced homolytic) are reduced by the addition of PG [114,116]. It is noted that PG can result in yellow discolouration of the resulting lyocell fibre, so alternative stabilisers, such as 2,4,5,7,8-pentamethyl-4-hydro-1,3-benzodioxin-6-ol (PBD), butylated hydroxytoluene (BHT), and tertiary butylhydroquinone (TBHQ), have also been considered towards NMMO stabilisation [117].
The final ratio for the dope mixture is approximately 10% water (5–12%), 14% cellulose pulp (8–20%), and 76% NMMO (75–80%), which is achieved by removal of water via thin film evaporation under reduced pressures [2,11,20,47]. This process typically occurs under vacuum with continual mixing at elevated temperatures between 90 °C and 120 °C [11,22].
The resulting dope mixture, once full dissolution is complete, is a viscous clear mixture [118]. This mixture is screened to remove any undissolved pulp pieces and leftover contaminants (e.g., particulate matter). Continual mixing of the mixture aids in removal of gasses (i.e., degassing), helping to avoid air bubbles that would otherwise result in fibre imperfections (i.e., voids) if still present during the spinning process.
Alternative feedstocks, including industrial hemp stalks, can be dissolved in NMMO for L-MMCF manufacturing if the parameters of the initial pulp meet the parameters outlined in Table 3. This also applies to the next stage of the L-MMCF manufacturing process: fibre spinning.
4.5. Fibre Spinning
The dope is forced through a heated tube to reduce viscosity and improve rheological properties for fibre formation [2,47]. The spinneret is located at the end of the heated tube, which consists of a fitting with small holes, varying in size and quantity depending on end application. The resulting fibres are then subjected to air over a specified distance (i.e., air gap spinning). The length of the exposure to air directly correlates with the desired crystallinity of the formed fibre. Shorter distances result in more amorphous regions being formed, while longer distances result in high degrees of crystallinity and fibril alignment. The fibres then enter a coagulation bath, which contains a dilute solution of NMMO. The fibres reach their final state in this bath. The temperature of the bath is kept at room temperature. After fibre formation is complete, the fibres are washed in a demineralised water bath to remove the residual NMMO from the fibre surface. The fibres are then dried and wound for further processing. Figure 7 illustrates the L-MMCF wet jet-dry spinning process [20]. The NMMO from all stages in production is recovered for reuse in pulp dissolution with a recovery rate of 99% or more [11,21,22,43].
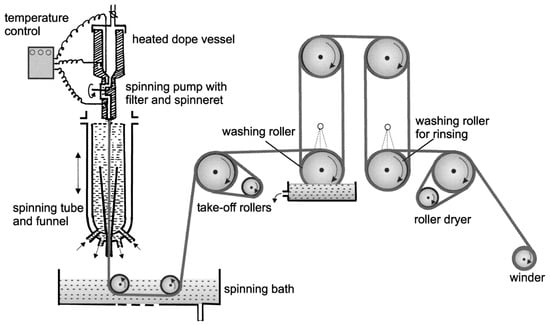
Figure 7.
Illustration of the L-MMCF dry jet-wet spinning process (reproduced from [20] with permission from Elsevier).
Fibre properties can be modified at each stage of the spinning process, depending on end use specifications [20]. Additionally, environmental conditions, such as temperature and humidity, can affect the rate of crystallisation, degree of crystallisation, and fibre orientation. Rheological properties, specifically the viscosity of the dope at various temperatures (i.e., viscous response and elastic response), rate of spinning (e.g., extrusion pressure, frictional forces within the capillary), spinneret geometry, drawing rate, and winder torque also affect these parameters, as well as the potential for fibrillation to occur along the length of the formed fibre [8,22,119]. For example, drawing the fibres harder will align fibrils in the axial direction, significantly affecting fibre orientation and denier The distance of the air gap is critical for determining fibre orientation, and whether the crystallites remain oriented or relax upon entering the coagulation bath. An air gap of 10 to 20 cm has been found to promote fibre orientation and crystallinity without excessive relaxation or promotion of fibrillation [8].
5. Challenges and Opportunities with Alternative Feedstocks for L-MMCF
Despite challenges with the use of alternative feedstock for L-MMCF production, there is a definite demand for them. The current global production of textile fibres is approximately 100 million tonnes per year, with the largest production being polyester at 54% and cotton at 22% [7,12,120]. L-MMCF is less than 0.3% global production, whereas viscose is at 5% [12]. Global consumption per capita is growing at a rate of approximately 3% per year [121]. From a sustainability perspective, textile production is not only resource intensive, but consumers are also less willing to keep textile items long term. It is estimated that Canadian consumers landfill 500,000 tonnes of textiles per year, averaging 12 kg per person [122].
With global textile consumption on the rise, and with cotton being one of the largest consumed textiles, the textile industry is facing a phenomenon termed the Cellulose Gap [6,7]. It is estimated that cotton production is now at maximum capacity at 26 million tonnes per year, primarily due to a decline in global arable land, but the global demand is 45.9 million tonnes [6,123,124]. Cotton is also a water-intensive crop. An example of this is the water utilisation from the Aral Sea for irrigation of cotton crops in Central Asia, which in the 1960’s was recorded as the fourth largest lake in the world [125,126,127]. It is now estimated to be 10% of its original size.
There are other sources of seed fibre towards direct textile production. Unfortunately, these fibres are either too short (e.g., kapok and milkweed) or too coarse (e.g., coir) for staple fibre spinning and are utilised more towards nonwoven and household textile applications [128,129]. Bast fibres, such as those found in industrial hemp and flax, can be processed into textiles; however, additional processes are often required to “cottonise” the fibre so it can be used in consumer textile applications [41,130,131,132]. Additionally, these fibres are often blended with cotton or synthetic fibres to improve mechanical properties.
MMCFs are a solution to fill the cellulose demand. Viscose is manufactured via a cellulose derivatisation process where carbon disulphide is utilised in the xanthation process [7]. Carbon disulphide is extremely environmentally damaging and harmful to human health; as such, there are manufacturing restrictions in developed countries [133]. Viscose is primarily manufactured in China, India, and Indonesia [134]. L-MMCF, which is a relatively new fibre in comparison to viscose, utilises NMMO, which is considered an environmentally friendly process [7]. Due to increased manufacturing regulations and restrictions [135,136,137], it is expected that L-MMCF will surpass viscose manufacturing in the near future. Figure 8 illustrates the difference between the rayon viscose and L-MMCF manufacturing process, highlighting the environmental implications of viscose manufacturing through the use of carbon disulphide and production of toxic effluent; in comparison, the L-MMCF manufacturing incorporates solvent recovery to substantially reduce environmental impact [138].
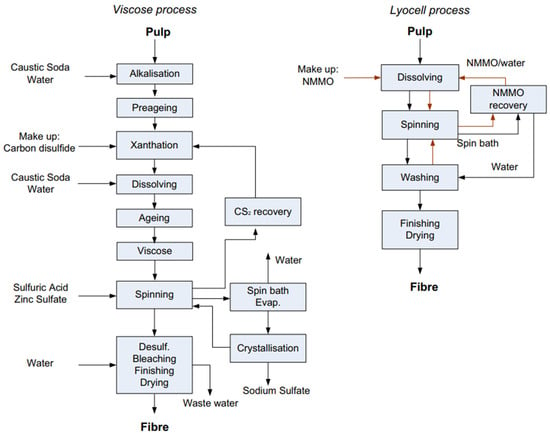
Figure 8.
The viscose MMCF and L-MMCF processes (reproduced from [138] with permission from Elsevier).
Lyocell man-made cellulosic fibres are typically manufactured from wood (i.e., beech and eucalyptus trees) and bamboo sources, which lead to issues of deforestation [7,139]. The use of alternative sources of cellulose (e.g., industrial hemp), particularly residual straw from cereal and oilseed crop production, towards the L-MMCF process addresses deforestation and can lead to improvements in the environment and sustainability initiatives. Utilisation of locally sourced feedstock allows for complete traceability of fibre from feedstock source to end use application. Alternative sources of cellulose also promote whole plant utilisation, which supports a circular economy as well as the overall bioeconomy.
Industrial hemp is a fast-growing plant, averaging 7 cm to 10 cm per day in the vegetative growth phase (July to August in Canada) [140]. It can produce 250 times the biomass of cotton and 600 times the biomass of flax on the same land mass [141]. It also requires less water, fertilisers, herbicides, and pesticides than other agricultural crops, and the large tap root decreases soil erosion. This leads to improvements in soil health (i.e., removal of contaminants, topsoil enhancement, improve soil oxygenation) [142]. In Canada, there are 87 approved cultivars of industrial hemp that are grown primarily for seed or nutraceutical end uses, with the intention of dual-purpose utilisation of the stalk [143,144]. Unfortunately, nutraceutical bast fibre is too young and seed bast fibre is too old and coarse for traditional bast textile manufacturing [7]. However, as demonstrated in Table 2, there is the opportunity to utilise both hemp bast and hurd towards L-MMCF production.
As discussed throughout this paper, there are challenges with the utilisation of industrial hemp as a L-MMCF feedstock, with one of the concerns being metal content. Due to the fast growth, hemp plants accumulate heavy metals present in the soil [78,140]. These metals can react with peroxide in a TCF bleaching sequence to decrease the DP of the cellulose pulp; additionally, they can react with NMMO during the L-MMCF process, resulting in catalytic, exothermic reactions [15,79,100]. This is addressed through the chelation process, which has been shown to effectively remove metallic ions from pulp and the use of either ECF or TCF in the bleaching sequence [79,106].
There are also challenges relating to the harvesting and processing of hemp. Hemp stalks are unique as they can be exposed to various conditions prior to processing (i.e., method of retting), which can change the composition of cellulose, lignin, and extractives, [132,145]. This can affect the prehydrolysis and Kraft pulping parameters. A characterisation of the feedstock prior to prehydrolysis is needed to provide a baseline for determining optimal processing conditions. Ultimately, it generates knowledge into what growing conditions (e.g., rainfall, temperature, soil type, days of growth) affect the most these feedstock characteristics.
Hemp stalks also require proper separation (i.e., separation of bast from hurd), which is typically performed via decortication or scutching and hackling to produce fibre tow [55,146,147,148]. New mechanical separation techniques are being developed which may offer more precise separation. Additionally, these techniques can lead to more consistent feedstock to the L-MMCF process, requiring less processing. As an example, finely milled and screened fibre, which can be produced via the sequence illustrated in Figure 9, may significantly reduce the time and temperature to produce a high alpha-cellulose pulp ideal for L-MMCF. There may also be potential for continuous production of pulp, which would decrease energy consumption and reduce the overall capital footprint towards commercialisation. For high alpha-cellulose, bast fibre is desired, so any hurd contamination needs to be completely removed. Alternatively, depending on end use, having controlled addition of hurd to reduce the overall alpha-cellulose content and DP may be desired.

Figure 9.
Hemp straw processing towards pulp for L-MMCF manufacturing.
Currently, the Canadian textile industry mostly depends on imports for textile fibre for yarn spinning [149]. This is a unique opportunity for the Canadian textile industry not only to establish L-MMCF manufacturing, but also use hemp as a feedstock towards L-MMCF manufacturing. The Canadian Cannabis Act of 2018 allows for whole plant utilisation, which L-MMCF would support. Additionally, the establishment of L-MMCF manufacturing in Canada lends towards making industrial hemp a viable and economical agricultural crop, supporting the Canadian bioeconomy.
This process would also allow for complete traceability of feedstock throughout the entire manufacturing process, contributing to environment, social, and governance (ESG) initiatives [150], in particular sustainable and ethical sourcing [151]. Table 5 outlines the advantages and disadvantages of the utilisation of industrial hemp stalks compared to traditional and other alternative feedstocks.
Table 5.
Advantages and disadvantages of utilising industrial hemp stalks towards L-MMCF manufacturing.
6. Conclusions
This review has demonstrated the viability and potential of utilising alternative agricultural feedstock, specifically industrial hemp, in the manufacturing of L-MMCF. Hemp bast has high cellulose content, ideal for L-MMCF feedstock. Hemp hurd (shive) may also offer a potential towards L-MMCF feedstock, either on its own or in blend with hemp bast. Additionally, industrial hemp agronomy can leverage the Canadian bioeconomy, especially considering whole plant utilisation strategies. While traditional feedstocks from wood and cotton linters are still viable for L-MMCF manufacturing, especially if sustainably sourced, industrial hemp offers an alternative feedstock that can be grown and harvested in a greater agricultural community. Industrial hemp feedstock will encourage cultivation of this crop, as well as whole plant utilisation, lending towards a circular economy.
However, utilisation of industrial hemp towards L-MMCF feedstock raises some challenges, such as the need to closely monitor and eliminate metal content. More research is needed towards commercialisation for the efficient removal of inorganic materials, lignin, and hemicellulose. Research will also permit to identify which varietals of industrial hemp and which agricultural conditions are best suited to produce L-MMCF depending on the end application.
Author Contributions
Conceptualisation, L.L. and P.I.D.; Data Curation, L.L. and M.S.H.; writing—original draft preparation, L.L. and M.F.; Visualisation, L.L. and M.S.H.; writing—review and editing, P.I.D., M.F., M.S.H., W.C. and D.C.B.; Supervision, P.I.D.; Funding Acquisition, P.I.D., L.L., W.C. and D.C.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Alberta Innovates (grant number 222300804), Davey Textile Solutions Inc., Mark’s Work Wearhouse Ltd., the Natural Sciences and Engineering Research Council of Canada (Undergraduate Student Research Awards program), and the National Research Council of Canada Industrial Research Assistance Program (NRC IRAP) (#PN1007857). In addition, work to generate results mentioned in the article has received funding from NRC IRAP (#PN937822).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors would like to thank Jane Batcheller from the University of Alberta for her support for the research. They also want to thank NanoFab at the University of Alberta for access to characterization equipment.
Conflicts of Interest
Davey Textile Solutions, Inc. (Lelia Lawson) have interest and experience in the utilisation of L-MMCF towards manufacturing of high visibility safety apparel (HVSA) to promote local fibre sourcing and meet sustainability initiatives. The other funders were not involved in the study design, collection, analysis, interpretation of data, the writing of this article or the decision to submit it for publication. Wade Chute (Techfibre Industries) is co-founder of Plantae Technologies, a potential hemp feedstock supplier for dissolving pulp/lyocell filament production. The other authors declare no conflict of interest.
References
- Ingildeev, D.; Effenberger, F.; Bredereck, K.; Hermanutz, F. Comparison of Direct Solvents for Regenerated Cellulosic Fibers via the Lyocell Process and by Means of Ionic Liquids. J. Appl. Polym. Sci. 2013, 128, 4141–4150. [Google Scholar] [CrossRef]
- Zhang, S.; Chen, C.; Duan, C.; Hu, H.; Li, H.; Li, J.; Liu, Y.; Ma, X.; Stavik, J.; Ni, Y. Regenerated Cellulose by the Lyocell Process, a Brief Review of the Process and Properties. BioResources 2018, 13, 4577–4592. [Google Scholar] [CrossRef]
- White, P. 4—Lyocell: The Production Process and Market Development. In Regenerated Cellulose Fibres; Woodings, C., Ed.; Woodhead Publishing Series in Textiles; Woodhead Publishing: Cambridge, UK, 2001; pp. 62–87. ISBN 978-1-85573-459-3. [Google Scholar]
- Perepelkin, K.E. Lyocell Fibres Based on Direct Dissolution of Cellulose in N-Methylmorpholine N-Oxide: Development and Prospects. Fibre Chem. 2007, 39, 163–172. [Google Scholar] [CrossRef]
- Bredereck, K.; Hermanutz, F. Man–Made Cellulosics. Rev. Prog. Color. Relat. Top. 2005, 35, 59–75. [Google Scholar] [CrossRef]
- Haemmerle, F.M. The Cellulose Gap (the Future of Cellulose Fibres). Lenzing. Berichte 2011, 89, 12–21. [Google Scholar]
- Lawson, L.; Degenstein, L.M.; Bates, B.; Chute, W.; King, D.; Dolez, P.I. Cellulose Textiles from Hemp Biomass: Opportunities and Challenges. Sustainability 2022, 14, 15337. [Google Scholar] [CrossRef]
- Kim, D.B.; Pak, J.J.; Jo, S.M.; Lee, W.S. Dry Jet-Wet Spinning of Cellulose/N-Methylmorpholine N-Oxide Hydrate Solutions and Physical Properties of Lyocell Fibers. Text. Res. J. 2005, 75, 331–341. [Google Scholar] [CrossRef]
- Felgueiras, C.; Azoia, N.G.; Gonçalves, C.; Gama, M.; Dourado, F. Trends on the Cellulose-Based Textiles: Raw Materials and Technologies. Front. Bioeng. Biotechnol. 2021, 9, 608826. [Google Scholar] [CrossRef]
- Mboowa, D. A Review of the Traditional Pulping Methods and the Recent Improvements in the Pulping Processes. In Biomass Conversion and Biorefinery; Spring: Berlin/Heidelberg, Germany, 2021. [Google Scholar] [CrossRef]
- Parajuli, P.; Acharya, S.; Rumi, S.S.; Hossain, M.T.; Abidi, N. 4—Regenerated Cellulose in Textiles: Rayon, Lyocell, Modal and Other Fibres. In Fundamentals of Natural Fibres and Textiles; Mondal, M.I.H., Ed.; The Textile Institute Book Series; Woodhead Publishing: Cambridge, UK, 2021; pp. 87–110. ISBN 978-0-12-821483-1. [Google Scholar]
- Textile Exchange. Preferred Fiber and Materials Market Report 2022. Available online: https://textileexchange.org/knowledge-center/reports/preferred-fiber-and-materials/ (accessed on 5 November 2022).
- The Wye Group. Endangered Forests: Priority High Conservation Value Forests For Protection Guidance For Corporate Commitments. In Proceedings of the Forest Leadership Forum: Collaborative Pathways to Responsible Trade, Cobb Galleria, Atlanta, GA, USA, 25 April 2002. [Google Scholar]
- Canopy. Ancient Forest Friendly Defined. Available online: https://canopyplanet.org/solutions/ancient-forest-friendly/ancient-forest-friendly-defined/ (accessed on 20 November 2023).
- Rosenau, T.; Potthast, A.; Sixta, H.; Kosma, P. The Chemistry of Side Reactions and Byproduct Formation in the System NMMO/Cellulose (Lyocell Process). Prog. Polym. Sci. 2001, 26, 1763–1837. [Google Scholar] [CrossRef]
- Jiang, X.; Bai, Y.; Chen, X.; Liu, W. A Review on Raw Materials, Commercial Production and Properties of Lyocell Fiber. J. Bioresour. Bioprod. 2020, 5, 16–25. [Google Scholar] [CrossRef]
- Balkissoon, S.; Andrew, J.; Sithole, B. Dissolving Wood Pulp Production: A Review. In Biomass Conversion and Biorefinery; Spring: Berlin/Heidelberg, Germany, 2022. [Google Scholar] [CrossRef]
- Chen, C.; Duan, C.; Li, J.; Liu, Y.; Ma, X.; Zheng, L.; Stavik, J.; Ni, Y. Cellulose (Dissolving Pulp) Manufacturing Processes and Properties: A Mini-Review. BioResources 2016, 11, 5553–5564. [Google Scholar] [CrossRef]
- Seisl, S.; Hengstmann, R. Manmade Cellulosic Fibers (MMCF)—A Historical Introduction and Existing Solutions to a More Sustainable Production. In Sustainable Textile and Fashion Value Chains: Drivers, Concepts, Theories and Solutions; Matthes, A., Beyer, K., Cebulla, H., Arnold, M.G., Schumann, A., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 3–22. ISBN 978-3-030-22018-1. [Google Scholar]
- Fink, H.-P.; Weigel, P.; Purz, H.J.; Ganster, J. Structure Formation of Regenerated Cellulose Materials from NMMO-Solutions. Prog. Polym. Sci. 2001, 26, 1473–1524. [Google Scholar] [CrossRef]
- Chavan, R.; Patra, A. Development and Processing of Lyocell. Indian J. Fibre Text. Res. 2004, 29, 483–492. [Google Scholar]
- Collier, B.J.; Dever, M.; Petrovan, S.; Collier, J.R.; Li, Z.; Wei, X. Rheology of Lyocell Solutions from Different Cellulose Sources. J. Polym. Environ. 2000, 8, 151–154. [Google Scholar] [CrossRef]
- Costa, M.; Costa, S.A.; Pahl, R.; Mazzola, P.G.; Marcicano, J.P.P.; Pessoa, A., Jr. Textile Fiber Produced from Sugarcane Bagasse Cellulose: An Agro-Industrial Residue. Int. J. Text. Fash. Technol. IJTFT 2013, 3, 15–28. [Google Scholar]
- Yang, G.; Zhou, Y.; Zhang, H.; Wang, S.; Yao, X.; Shao, H. Preparation and Characterization of Dissolving Pulp and Lyocell Fibers from Corncob. Cellulose 2023, 30, 4841–4853. [Google Scholar] [CrossRef]
- Paulitz, J.; Sigmund, I.; Kosan, B.; Meister, F. Lyocell Fibers for Textile Processing Derived from Organically Grown Hemp. Procedia Eng. 2017, 200, 260–268. [Google Scholar] [CrossRef]
- Thümmler, K.; Fischer, J.; Fischer, S.; Kosan, B.; Meister, F. LyohempTM Fibres from Hemp Shive Dissolving Pulp. Lenzing. Berichte 2022, 97, 7. [Google Scholar]
- Janjic, S.; Kostic, M.; Skundric, P. Direct Hemp Cellulose Dissolution in N-Methylmorpoline-N-Oxide. J. Nat. Fibers 2007, 4, 23–36. [Google Scholar] [CrossRef]
- Gröndahl, J.; Karisalmi, K.; Vapaavuori, J. Micro- and Nanocelluloses from Non-Wood Waste Sources; Processes and Use in Industrial Applications. Soft Matter 2021, 17, 9842–9858. [Google Scholar] [CrossRef]
- Tencel Lenzing Collaborates with Orange Fiber as Part of New TENCELTM Limited Edition Initiative. Available online: https://www.tencel.com/b2b/news-and-events/lenzing-collaborates-with-orange-fiber-as-part-of-new-tencel-limited-edition-initiative (accessed on 16 September 2022).
- Makarov, I.S.; Golova, L.K.; Smyslov, A.G.; Vinogradov, M.I.; Palchikova, E.E.; Legkov, S.A. Flax Noils as a Source of Cellulose for the Production of Lyocell Fibers. Fibers 2022, 10, 45. [Google Scholar] [CrossRef]
- Makarov, I.S.; Golova, L.K.; Vinogradov, M.I.; Egorov, Y.E.; Kulichikhin, V.G.; Mikhailov, Y.M. New Hydrated Cellulose Fiber Based on Flax Cellulose. Russ. J. Gen. Chem. 2021, 91, 1807–1815. [Google Scholar] [CrossRef]
- Dever, M.; Collier, B.J.; Petrovan, S.; Collier, J.R. Lyocell Solutions from Alternative Cellulose Sources. Cloth. Text. Res. J. 2003, 21, 167–173. [Google Scholar] [CrossRef]
- Liu, W.; Liu, S.; Liu, T.; Liu, T.; Zhang, J.; Liu, H. Eco-Friendly Post-Consumer Cotton Waste Recycling for Regenerated Cellulose Fibers. Carbohydr. Polym. 2019, 206, 141–148. [Google Scholar] [CrossRef]
- Davis, R. REFIBRATM: Sustainable Lyocell Production. Available online: https://www.textileworld.com/textile-world/2020/02/refibra-sustainable-lyocell-production/ (accessed on 5 October 2023).
- Seddiqi, H.; Oliaei, E.; Honarkar, H.; Jin, J.; Geonzon, L.C.; Bacabac, R.G.; Klein-Nulend, J. Cellulose and Its Derivatives: Towards Biomedical Applications. Cellulose 2021, 28, 1893–1931. [Google Scholar] [CrossRef]
- Bajpai, P. Biermann’s Handbook of Pulp and Paper: Raw Material and Pulp Making, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2018; Volume 1, ISBN 978-0-12-814240-0. [Google Scholar]
- Sixta, H. (Ed.) Handbook of Pulp, 1st ed.; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2006; ISBN 978-3-527-61988-7. [Google Scholar]
- Smook, G.A. Handbook for Pulp & Paper Technologists, 4th ed.; Tappi Press: Atlanta, GA, USA, 2016; ISBN 978-1-5231-3074-0. [Google Scholar]
- TAPPI. TAPPI Test Method 211 Om-22: Ash in Wood, Pulp, Paper and Paperboard: Combustion at 525°. 2022. Available online: https://imisrise.tappi.org/TAPPI/Products/01/T/0104T211.aspx (accessed on 23 November 2023).
- Morton, W.E.; Hearle, J.W.S. Physical Properties of Textile Fibres, 4th ed.; Woodhead publishing in textiles: No. 68; CRC Press: Boca Raton, FL, USA, 2008; ISBN 978-1-84569-442-5. [Google Scholar]
- Manian, A.P.; Cordin, M.; Pham, T. Extraction of Cellulose Fibers from Flax and Hemp: A Review. Cellulose 2021, 28, 8275–8294. [Google Scholar] [CrossRef]
- Chung, C.; Lee, M.; Choe, E.K. Characterization of Cotton Fabric Scouring by FT-IR ATR Spectroscopy. Carbohydr. Polym. 2004, 58, 417–420. [Google Scholar] [CrossRef]
- Klemm, D.; Heublein, B.; Fink, H.-P.; Bohn, A. Cellulose: Fascinating Biopolymer and Sustainable Raw Material. Angew. Chem. Int. Ed. 2005, 44, 3358–3393. [Google Scholar] [CrossRef]
- Bajpai, P. Biermann’s Handbook of Pulp and Paper: Paper and Board Making, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2018; Volume 2, ISBN 978-0-12-814239-4. [Google Scholar]
- Gautam, S.P.; Bundela, P.S.; Pandey, A.K.; Jamaluddin, J.; Awasthi, M.K.; Sarsaiya, S. A Review on Systematic Study of Cellulose. J. Appl. Nat. Sci. 2010, 2, 330–343. [Google Scholar] [CrossRef]
- Kroon-Batenburg, L.M.J.; Kroon, J. The Crystal and Molecular Structures of Cellulose I and II. Glycoconj. J. 1997, 14, 677–690. [Google Scholar] [CrossRef] [PubMed]
- Li, Z. Rheology of Lyocell Solutions from Different Cellulosic Sources and Development of Regenerated Cellulosic Microfibers. Ph.D. Thesis, University of Tennessee, Knoxville, TN, USA, 2003. [Google Scholar]
- Salem, K.S.; Kasera, N.K.; Rahman, M.A.; Jameel, H.; Habibi, Y.; Eichhorn, S.J.; French, A.D.; Pal, L.; Lucia, L.A. Comparison and Assessment of Methods for Cellulose Crystallinity Determination. Chem. Soc. Rev. 2023, 52, 6417–6446. [Google Scholar] [CrossRef]
- Chen, X.; Burger, C.; Fang, D.; Ruan, D.; Zhang, L.; Hsiao, B.S.; Chu, B. X-ray Studies of Regenerated Cellulose Fibers Wet Spun from Cotton Linter Pulp in NaOH/Thiourea Aqueous Solutions. Polymer 2006, 47, 2839–2848. [Google Scholar] [CrossRef]
- Vallejos, M.E.; Olmos, G.V.; Taleb, M.C.; Felissia, F.E.; Ehman, N.V.; Peresin, M.S.; Area, M.C.; Maximino, M.G. Dissolving Pulp from Eucalyptus Sawdust for Regenerated Cellulose Products. Cellulose 2022, 29, 4645–4659. [Google Scholar] [CrossRef]
- Marquardt, S. Growing Hemp for the Future: A Global Fiber Guide; Textile Exchange: Lamesa, TX, USA, 2023. [Google Scholar]
- Blake, A.W.; Marcus, S.E.; Copeland, J.E.; Blackburn, R.S.; Knox, J.P. In Situ Analysis of Cell Wall Polymers Associated with Phloem Fibre Cells in Stems of Hemp, Cannabis Sativa L. Planta 2008, 228, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Rosell, J.A. Bark in Woody Plants: Understanding the Diversity of a Multifunctional Structure. Integr. Comp. Biol. 2019, 59, 535–547. [Google Scholar] [CrossRef]
- Hiebert, H. Harvesting Fibers. Hand Papermaking. 2021. Available online: https://www.handpapermaking.org/post/harvesting-fibers (accessed on 5 October 2023).
- Leoni, M.; Musio, S.; Croci, M.; Tang, K.; Magagnini, G.M.; Thouminot, C.; Müssig, J.; Amaducci, S. The Effect of Agronomic Management of Hemp (Cannabis Sativa L.) on Stem Processing and Fibre Quality. Ind. Crops Prod. 2022, 188, 115520. [Google Scholar] [CrossRef]
- Ontario Ministry of Agriculture, Food and Rural Affairs Factsheet #22-019: Growing Industrial Hemp in Ontario. Available online: http://www.ontario.ca/page/growing-industrial-hemp-ontario (accessed on 6 October 2023).
- Small, E.; Pocock, T.; Cavers, P.B. The Biology of Canadian Weeds. 119. Cannabis Sativa L. Can. J. Plant Sci. 2003, 83, 217–237. [Google Scholar] [CrossRef]
- Thomsen, A.B.; Rasmussen, S.; Bohn, V.; Nielsen, K.V.; Thygesen, A. Hemp Raw Materials: The Effect of Cultivar, Growth Conditions and Pretreatment on the Chemical Composition of the Fibres; Risoe-R No 1507EN; Risø DTU-National Laboratory for Sustainable Energy: Roskilde, Denmark, 2005; Volume 31. [Google Scholar]
- Gandolfi, S.; Ottolina, G.; Riva, S.; Fantoni, G.P.; Patel, I. Complete Chemical Analysis of Carmagnola Hemp Hurds and Structural Features of Its Components. BioResources 2013, 8, 2641–2656. [Google Scholar] [CrossRef]
- Gutiérrez, A.; Rodríguez, I.M.; del Río, J.C. Chemical Characterization of Lignin and Lipid Fractions in Industrial Hemp Bast Fibers Used for Manufacturing High-Quality Paper Pulps. J. Agric. Food Chem. 2006, 54, 2138–2144. [Google Scholar] [CrossRef] [PubMed]
- Kobayashi, T.; Kongklieng, P.; Ibaraki, A. Regenerated Cellulose Materials. In Encyclopedia of Materials: Plastics and Polymers; Hashmi, M.S.J., Ed.; Elsevier: Oxford, UK, 2022; pp. 541–554. ISBN 978-0-12-823291-0. [Google Scholar]
- Duan, C.; Li, J.; Ma, X.; Chen, C.; Liu, Y.; Stavik, J.; Ni, Y. Comparison of Acid Sulfite (AS)- and Prehydrolysis Kraft (PHK)-Based Dissolving Pulps. Cellulose 2015, 22, 4017–4026. [Google Scholar] [CrossRef]
- Rusch, F.; Wastowski, A.D.; de Lira, T.S.; Moreira, K.C.C.S.R.; de Moraes Lúcio, D. Description of the Component Properties of Species of Bamboo: A Review. Biomass Convers. Biorefinery 2023, 13, 2487–2495. [Google Scholar] [CrossRef]
- Tandy, E. Reactivity Increasement of Prehydrolysis Kraft Pulp from Acacia crassicarpa and Eucalyptus Hybrids. Master’s Thesis, The Royal Institute of Technology, School of Engineering Sciences in Chemistry, Biotechnology and Health, Stockholm, Sweden, 2022. [Google Scholar]
- Meister, F.; Kosan, B. A Tool Box for Characterization of Pulps and Cellulose Dopes in Lyocell Technology. Nord. Pulp Pap. Res. J. 2015, 30, 112–120. [Google Scholar] [CrossRef]
- Vu, H.P.; Nguyen, L.N.; Vu, M.T.; Johir, M.A.H.; McLaughlan, R.; Nghiem, L.D. A Comprehensive Review on the Framework to Valorise Lignocellulosic Biomass as Biorefinery Feedstocks. Sci. Total Environ. 2020, 743, 140630. [Google Scholar] [CrossRef] [PubMed]
- Kumar, A.K.; Sharma, S. Recent Updates on Different Methods of Pretreatment of Lignocellulosic Feedstocks: A Review. Bioresour. Bioprocess. 2017, 4, 7. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Wang, Y.; Qiu, J.; Song, J.; Wang, J.; Liu, M.; Wo, Q.; Jiang, L.; Yang, T. Properties and Application of Kraft Pulp Prepared from Waste Bamboo Powder. BioResources 2022, 17, 6262–6276. [Google Scholar] [CrossRef]
- Sczostak, A. Cotton Linters: An Alternative Cellulosic Raw Material. Macromol. Symp. 2009, 280, 45–53. [Google Scholar] [CrossRef]
- Wang, Q.; Zhao, H.; Zhao, L.; Huang, M.; Tian, D.; Deng, S.; Hu, J.; Zhang, X.; Shen, F. Fabrication of Regenerated Cellulose Fibers Using Phosphoric Acid with Hydrogen Peroxide Treated Wheat Straw in a DMAc/LiCl Solvent System. Cellulose 2023, 30, 6187–6201. [Google Scholar] [CrossRef]
- Wei, W.; Tian, Z.; Ji, X.; Wang, Q.; Chen, J.; Zhang, G.; Lucia, L.A. Understanding the Effect of Severity Factor of Prehydrolysis on Dissolving Pulp Production Using Prehydrolysis Kraft Pulping and Elemental Chlorine-Free Bleaching Sequence. BioResources 2020, 15, 4323–4336. [Google Scholar] [CrossRef]
- Walls, C. Kraft Pulp Mill Wood Chips. Available online: https://iem.ca/pdf/resources/Kraft%20Pulp%20Mill%20Wood%20Chips.pdf (accessed on 12 October 2023).
- TAPPI. Tappi Test Method T203 CM-22: Alpha-, Beta- and Gamma-Cellulose in Pulp, Test Method T 203.2022. Available online: https://imisrise.tappi.org/TAPPI/Products/01/T/0104T203.aspx (accessed on 5 October 2023).
- Launer, H.F. Simplified Volumetric Determination of Alpha, Beta, and Gamma Cellulose in Pulps and Papers. J. Res. Natl. Bur. Stand. 1937, 18, 333–342. [Google Scholar] [CrossRef]
- Kosan, B.; Meister, F.; Sigmund, I.; Paulitz, J. Innovative Dissolving Pulps for Application in Cellulose MMF Production. Lenzing. Berichte 2019, 95, 9–14. [Google Scholar]
- Kim, C.H.; Lee, J.; Treasure, T.; Skotty, J.; Floyd, T.; Kelley, S.S.; Park, S. Alkaline Extraction and Characterization of Residual Hemicellulose in Dissolving Pulp. Cellulose 2019, 26, 1323–1333. [Google Scholar] [CrossRef]
- Lehr, M.; Miltner, M.; Friedl, A. Removal of Wood Extractives as Pulp (Pre-)Treatment: A Technological Review. SN Appl. Sci. 2021, 3, 886. [Google Scholar] [CrossRef]
- Thomas, R.J. Measuring Heavy Metal Contaminants in Cannabis and Hemp; CRC Press: Boca Raton, FL, USA, 2020; ISBN 978-1-00-019339-8. [Google Scholar]
- Goto, T.; Zaccaron, S.; Hettegger, H.; Bischof, R.H.; Fackler, K.; Potthast, A.; Rosenau, T. Evaluating Chelating Agents and Their Effects on Cellulosic Pulps during P-Stage Bleaching. Part 1: Analytical Method Development. Cellulose 2023, 30, 3887–3900. [Google Scholar] [CrossRef]
- Gevert, B.S.; Lohmander, S.F. Influence of Sulfur Compounds, Manganese, and Magnesium on Oxygen Bleaching of Kraft Pulp, TAPPI JOU. TAPPI J. 1997, 80, 263–268. [Google Scholar]
- TAPPI. TAPPI Test Method TAPPI/ANSI T 236 Om-22: Kappa Number of Pulp. 2022. Available online: https://webstore.ansi.org/standards/tappi/ansitappi236om22#:~:text=ANSI%2FTAPPI%20T%20236%20om-22%20Kappa%20number%20of%20pulp,and%20semibleached%20pulps%20obtained%20in%20yields%20under%2060%25 (accessed on 5 October 2023).
- Dou, X.; Tang, Y. The Influence of Cold Caustic Extraction on the Purity, Accessibility and Reactivity of Dissolving-Grade Pulp. ChemistrySelect 2017, 2, 11462–11468. [Google Scholar] [CrossRef]
- Harding, S.E. Intrinsic Viscosity. In Encyclopedia of Biophysics; Roberts, G.C.K., Ed.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 1123–1129. ISBN 978-3-642-16712-6. [Google Scholar]
- Uddin, M.N.; Nayeem, J.; Islam, M.S.; Jahan, M.S. Rapid Determination Method of Dissolving Pulp Properties by Spectroscopic Data and Chemometrics. Biomass Convers. Biorefinery 2019, 9, 585–592. [Google Scholar] [CrossRef]
- Utomo, N.W.; Nazari, B.; Parisi, D.; Colby, R.H. Determination of Intrinsic Viscosity of Native Cellulose Solutions in Ionic Liquids. J. Rheol. 2020, 64, 1063–1073. [Google Scholar] [CrossRef]
- Ahn, Y.; Kwak, S.-Y.; Song, Y.; Kim, H. Physical State of Cellulose in BmimCl: Dependence of Molar Mass on Viscoelasticity and Sol-Gel Transition. Phys. Chem. Chem. Phys. 2016, 18, 1460–1469. [Google Scholar] [CrossRef]
- Zaccaron, S.; Ahn, K.; Henniges, U.; Potthast, A.; Rosenau, T. An Improved, Less Erroneous Protocol for the Classical “Cuen”, “Cuoxam” or “Cadoxen” Viscosity Measurements of Pulps. Cellulose 2022, 29, 3733–3744. [Google Scholar] [CrossRef]
- Burkhardt, S. Does the Kappa Number Method Accurately Reflect Lignin Content in Nonwood Pulps? TAPPI J. 2018, 17, 611–617. [Google Scholar] [CrossRef]
- Saukkonen, E.; Kautto, J.; Rauvanto, I.; Backfolk, K. Characteristics of Prehydrolysis-Kraft Pulp Fibers from Scots Pine. Holzforschung 2012, 66, 801–808. [Google Scholar] [CrossRef]
- Li, G.; Fu, S.; Zhou, A.; Zhan, H. Improved Cellulose Yield in the Production of Dissolving Pulp from Bamboo Using Acetic Acid in Prehydrolysis. BioResources 2014, 10, 877–886. [Google Scholar] [CrossRef]
- Koistinen, A.; Phiri, J.; Kesari, K.; Vuorinen, T.; Maloney, T. Effect of Pulp Prehydrolysis Conditions on Dissolution and Regenerated Cellulose Pore Structure. Cellulose 2023, 30, 2827–2840. [Google Scholar] [CrossRef]
- Schild, G.; Sixta, H. Sulfur-Free Dissolving Pulps and Their Application for Viscose and Lyocell. Cellulose 2011, 18, 1113–1128. [Google Scholar] [CrossRef]
- Loureiro, P.E.G.; Cadete, S.M.S.; Tokin, R.; Evtuguin, D.V.; Lund, H.; Johansen, K.S. Enzymatic Fibre Modification During Production of Dissolving Wood Pulp for Regenerated Cellulosic Materials. Front. Plant Sci. 2021, 12, 717776. [Google Scholar] [CrossRef]
- Martino, D.C.; Student, D.; Colodette, J.L.; Jardim, J.M.; Student, M.; Chandra, R.P.; Saddler, J.N. Hot Water Pretreatment to Enhance the Production of a Eucalypt Dissolving Pulp. In Proceedings of the 7 th International Colloquium on Eucalyptus Pulp, Vitória, Espirito Santo, Brazil, 26 May 2015; p. 6. [Google Scholar]
- Laivins, G.V.; Scallan, A.M. The Mechanism of Hornification of Wood Pulps. In Products of Papermaking: Transactions of the Tenth Fundamental Research Symposium Held at Oxford, September 1993; PIRA International: Leatherhead, UK, 1993; pp. 1235–1260. [Google Scholar]
- Fernandes Diniz, J.M.B.; Gil, M.H.; Castro, J.A.A.M. Hornification—Its Origin and Interpretation in Wood Pulps. Wood Sci. Technol. 2004, 37, 489–494. [Google Scholar] [CrossRef]
- Kosan, B.; Michels, C.; Meister, F. Dissolution and Forming of Cellulose with Ionic Liquids. Cellulose 2008, 15, 59–66. [Google Scholar] [CrossRef]
- Sayyed, A.J.; Deshmukh, N.A.; Pinjari, D.V. A Critical Review of Manufacturing Processes Used in Regenerated Cellulosic Fibres: Viscose, Cellulose Acetate, Cuprammonium, LiCl/DMAc, Ionic Liquids, and NMMO Based Lyocell. Cellulose 2019, 26, 2913–2940. [Google Scholar] [CrossRef]
- Zhang, J.; Tominaga, K.; Yamagishi, N.; Gotoh, Y. Comparison of Regenerated Cellulose Fibers Spun from Ionic Liquid Solutions with Lyocell Fiber. J. Fiber Sci. Technol. 2020, 76, 257–266. [Google Scholar] [CrossRef]
- Rosenau, T.; French, A.D. N-Methylmorpholine-N-Oxide (NMMO): Hazards in Practice and Pitfalls in Theory. Cellulose 2021, 28, 5985–5990. [Google Scholar] [CrossRef]
- Jadhav, S.; Lidhure, A.; Thakre, S.; Ganvir, V. Modified Lyocell Process to Improve Dissolution of Cellulosic Pulp and Pulp Blends in NMMO Solvent. Cellulose 2021, 28, 973–990. [Google Scholar] [CrossRef]
- Prasakis, J.; Sain, M.; Daneault, C. Metal Management Improves Peroxide Bleaching of TMP. Tappi J. 1996, 79, 161–166. [Google Scholar]
- Lindholm-Lehto, P. Biosorption of Heavy Metals by Lignocellulosic Biomass and Chemical Analysis. BioResources 2019, 14, 4952–4995. [Google Scholar] [CrossRef]
- Abdu, N.; Abdullahi, A.A.; Abdulkadir, A. Heavy Metals and Soil Microbes. Environ. Chem. Lett. 2017, 15, 65–84. [Google Scholar] [CrossRef]
- Government of Alberta. Agriculture and Forestry. Growing Hemp in Alberta—Growing Hemp in Alberta—Open Government. Available online: https://open.alberta.ca/dataset/growing-hemp-in-alberta/resource/9babce43-b6f6-422c-85cd-283ea1a56147 (accessed on 14 September 2022).
- Pinto, I.S.S.; Ascenso, O.S.; Barros, M.T.; Soares, H.M.V.M. Pre-Treatment of the Paper Pulp in the Bleaching Process Using Biodegradable Chelating Agents. Int. J. Environ. Sci. Technol. 2015, 12, 975–982. [Google Scholar] [CrossRef]
- Pinto, I.S.S.; Neto, I.F.F.; Soares, H.M.V.M. Biodegradable Chelating Agents for Industrial, Domestic, and Agricultural Applications—A Review. Environ. Sci. Pollut. Res. 2014, 21, 11893–11906. [Google Scholar] [CrossRef] [PubMed]
- Virtapohja, J.S. The Use and Determination of Chelating Agents (EDTA & DTPA) in TCF Bleaching. In Proceedings of the International Pulp Bleaching Conference, Washington, DC, USA, 14–18 April 1996; Volume 2, pp. 537–539. [Google Scholar]
- Sharma, K. Chelating Agents: Properties, Types, Applications. Available online: https://thechemistrynotes.com/chelating-agents-properties-applications/ (accessed on 18 October 2023).
- Isaza Ferro, E.; Ruuttunen, K.; Perrin, J.; Vuorinen, T. Sustainable Bleaching of Eucalyptus Sp. Kraft Pulp with Hypochlorous Acid, Ozone and Hydrogen Peroxide. Ind. Crops Prod. 2021, 172, 114004. [Google Scholar] [CrossRef]
- Pulp & Paper Canada Pulping & Bleaching. Available online: https://www.pulpandpapercanada.com/pulping-bleaching-1000143592/ (accessed on 3 October 2023).
- Assis, T.D.; Perrin, J.; Kirkman, A.; Lachenal, D.; Jameel, H.; Phillips, R.; Gonzalez, R. Techno-Economic Analysis of ECF Bleaching and TCF Bleaching for a Bleached Eucalyptus Kraft Pulp Mill. TAPPI J. 2017, 16, 583–594. [Google Scholar] [CrossRef]
- Santos, R.B.; Hart, P.W. Brownstock Washing: A Review of the Literature. TAPPI J. 2014, 13, 9–19. [Google Scholar] [CrossRef]
- Melikhov, I.; Bacher, M.; Hosoya, T.; Hettegger, H.; Potthast, A.; Rosenau, T. On the Chemical Fate of Propyl Gallate as Stabilizer in Lyocell Spinning Dopes. Cellulose 2023, 30, 5373–5390. [Google Scholar] [CrossRef]
- Röder, T.; Morgenstern, B. The Influence of Activation on the Solution State of Cellulose Dissolved in N-Methylmorpholine-N-Oxide-Monohydrate. Polymer 1999, 40, 4143–4147. [Google Scholar] [CrossRef]
- Rosenau, T.; Potthast, A.; Hettegger, H.; Bacher, M.; Opietnik, M.; Röder, T.; Adorjan, I. On the Role of N-Methylmorpholine-N-Oxide (NMMO) in the Generation of Elemental Transition Metal Precipitates in Cellulosic Materials. Cellulose 2021, 28, 10143–10161. [Google Scholar] [CrossRef]
- Yang, G.; Yang, Y.; Zhang, H.; Shao, H. Influences of Stabilizers on Lyocell Spinning Dope and Fiber Properties. Polym. Test. 2021, 99, 107228. [Google Scholar] [CrossRef]
- Borbély, É. Lyocell, The New Generation of Regenerated Cellulose. Acta Polytech. Hung. 2008, 5, 8. [Google Scholar]
- Moriam, K.; Sawada, D.; Nieminen, K.; Hummel, M.; Ma, Y.; Rissanen, M.; Sixta, H. Towards Regenerated Cellulose Fibers with High Toughness. Cellulose 2021, 28, 9547–9566. [Google Scholar] [CrossRef]
- Niinimäki, K.; Peters, G.; Dahlbo, H.; Perry, P.; Rissanen, T.; Gwilt, A. The Environmental Price of Fast Fashion. Nat. Rev. Earth Environ. 2020, 1, 189–200. [Google Scholar] [CrossRef]
- EEA’s European Topic Centre on Waste and Materials in a Green Economy. Plastic in Textiles: Towards a Circular Economy for Synthetic Textiles in Europe—European Environment Agency. Available online: https://www.eea.europa.eu/themes/waste/resource-efficiency/plastic-in-textiles-towards-a (accessed on 11 October 2022).
- Weber, S.; Weber, O.; Habib, K.; Dias, G.m. Textile Waste in Ontario, Canada: Opportunities for Reuse and Recycling. Resour. Conserv. Recycl. 2023, 190, 106835. [Google Scholar] [CrossRef]
- Business Wire. Decreasing Per Capita Arable Land and Increasing Demand for Food Are Key Drivers in the Global Soil Treatment Market. Available online: https://www.businesswire.com/news/home/20200916005541/en/Decreasing-Per-Capita-Arable-Land-and-Increasing-Demand-for-Food-are-Key-Drivers-in-the-Global-Soil-Treatment-Market---ResearchAndMarkets.com (accessed on 22 October 2023).
- Zhang, X.; Cai, X. Climate Change Impacts on Global Agricultural Land Availability. Environ. Res. Lett. 2011, 6, 014014. [Google Scholar] [CrossRef]
- Tarr, D.; Trushin, E. Did the Desire for Cotton Self-Sufficiency Lead to the Aral Sea Environmental Disaster? A Case Study on Trade and the Environment; The World Bank: Washington, DC, USA, 2004. [Google Scholar]
- Loodin, N. Aral Sea: An Environmental Disaster in Twentieth Century in Central Asia. Model. Earth Syst. Environ. 2020, 6, 2495–2503. [Google Scholar] [CrossRef]
- NASA. The Aral Sea, before the Streams Ran Dry. Available online: https://earthobservatory.nasa.gov/images/77193/the-aral-sea-before-the-streams-ran-dry (accessed on 22 October 2023).
- Kalayci, E.; Avinc, O.; Yavas, A. An Alternative Fiber Source in Sustainable Textile and Fashion Design: Cellulosic Akund Fibers. In Novel Sustainable Raw Material Alternatives for the Textiles and Fashion Industry; Muthu, S.S., Ed.; Sustainable Textiles: Production, Processing, Manufacturing & Chemistry; Springer Nature Switzerland: Cham, Switzerland, 2023; pp. 185–198. ISBN 978-3-031-37323-7. [Google Scholar]
- Missouri Historic Costume and Textile Collection Flora and Fashion: Seed Fibers: Cotton, Coir, Kapok, Milkweed. Available online: https://mhctc.missouri.edu/exhibitions/origins-dress-and-textiles-series-2018-2019/flora-and-fashion/seed-fibers-cotton-coir-kapok-milkweed/ (accessed on 22 October 2023).
- Nair, G.R.; Rho, D.; Raghavan, G.S.V. Application of Electro-Technologies in Processing of Flax Fiber. Fibers 2013, 1, 21–35. [Google Scholar] [CrossRef]
- Sun, Y.; Li, D.; Yu, Y.; Chen, J.; Fan, W. Separation and Characterization of Cellulose Fibers from Cannabis Bast Using Foamed Nickel by Cathodic Electro-Fenton Oxidation Strategy. Polymers 2022, 14, 380. [Google Scholar] [CrossRef] [PubMed]
- Tahir, P.M.; Ahmed, A.B.; SaifulAzry, S.O.A.; Ahmed, Z. Retting Process of Some Bast Plant Fibers and Its Effect on Fibre Quality: A Review. BioResources 2011, 6, 5260–5281. [Google Scholar] [CrossRef]
- Changing Markets. Dirty Fashion: How Pollution in the Global Textiles Supply Chain Is Making Viscose Toxic. Available online: http://changingmarkets.org/wp-content/uploads/2017/06/CHANGING_MARKETS_DIRTY_FASHION_REPORT_SPREAD_WEB.pdf (accessed on 20 October 2022).
- Freitas, A.; Mathews, R. Viscose Fibers Production: An Assessment of Sustainability Issues; Water Footprint Network: Hengelo, The Netherlands, 2017. [Google Scholar]
- Council of Fashion Designers of America (CFDA) Rayon (Viscose)|Materials Index. Available online: https://cfda.com/resources/materials/detail/rayon-viscose (accessed on 23 October 2023).
- United States Environmenttal Protection Agency. Cellulose Products Manufacturing: National Emission Standards for Hazardous Air Pollutants (NESHAP). Available online: https://www.epa.gov/stationary-sources-air-pollution/cellulose-products-manufacturing-national-emission-standards (accessed on 23 October 2023).
- World Health Organization. Air Quality Guidelines for Europe, 2nd ed.; WHO Regional Publications, European Series; World Health Organization: Copenhagen, Denmark, 2000. [Google Scholar]
- Shen, L.; Worrell, E.; Patel, M.K. Environmental Impact Assessment of Man-Made Cellulose Fibres. Resour. Conserv. Recycl. 2010, 55, 260–274. [Google Scholar] [CrossRef]
- Ferreira, E.; Kalliola, R.; Ruokolainen, K. Bamboo, Climate Change and Forest Use: A Critical Combination for Southwestern Amazonian Forests? Ambio 2020, 49, 1353–1363. [Google Scholar] [CrossRef] [PubMed]
- Province of Manitoba. Agriculture: Industrial Hemp Production. Available online: https://www.gov.mb.ca/agriculture/crops/crop-management/hemp.html#:~:text=The%20Industrial%20Hemp%20Industry%20is%20a%20new%20industry,nut%2C%20protein%20powder%2C%20flour%2C%20milk%20and%20other%20products. (accessed on 14 September 2022).
- Rana, S.; Pichandi, S.; Parveen, S.; Fangueiro, R. Natural Plant Fibers: Production, Processing, Properties and Their Sustainability Parameters. In Roadmap to Sustainable Textiles and Clothing: Eco-friendly Raw Materials, Technologies, and Processing Methods; Muthu, S.S., Ed.; Textile Science and Clothing Technology; Springer: Singapore, 2014; pp. 1–35. ISBN 978-981-287-065-0. [Google Scholar]
- Kaur, G.; Kander, R. The Sustainability of Industrial Hemp: A Literature Review of Its Economic, Environmental, and Social Sustainability. Sustainability 2023, 15, 6457. [Google Scholar] [CrossRef]
- Health Canada. Industrial Hemp Licensing Statistics. Available online: https://www.canada.ca/en/health-canada/services/drugs-medication/cannabis/producing-selling-hemp/about-hemp-canada-hemp-industry/statistics-reports-fact-sheets-hemp.html (accessed on 24 October 2023).
- Health Canada. List of Approved Cultivars for the 2023 Growing Season: Industrial Hemp Varieties Approved for Commercial Production. Available online: https://www.canada.ca/en/health-canada/services/drugs-medication/cannabis/producing-selling-hemp/commercial-licence/list-approved-cultivars-cannabis-sativa.html (accessed on 25 October 2022).
- Sisti, L.; Totaro, G.; Vannini, M.; Celli, A. Retting Process as a Pretreatment of Natural Fibers for the Development of Polymer Composites. In Lignocellulosic Composite Materials; Kalia, S., Ed.; Springer Series on Polymer and Composite Materials; Springer International Publishing: Cham, Switzerland, 2018; pp. 97–135. ISBN 978-3-319-68696-7. [Google Scholar]
- Baker, M.L.; Chen, Y.; Laguë, C.; Landry, H.; Peng, Q.; Zhong, W. Fiber Yield and Energy Requirement of Hemp Decortication Using a Hammermill. Appl. Eng. Agric. 2013, 29, 453–460. [Google Scholar] [CrossRef]
- Hobson, R.N.; Hepworth, D.G.; Bruce, D.M. PH—Postharvest Technology: Quality of Fibre Separated from Unretted Hemp Stems by Decortication. J. Agric. Eng. Res. 2001, 78, 153–158. [Google Scholar] [CrossRef]
- Zimniewska, M. Hemp Fibre Properties and Processing Target Textile: A Review. Materials 2022, 15, 1901. [Google Scholar] [CrossRef]
- Global Affairs Canada. Export and Import Controls, Controlled Products: Textiles & Clothing. Available online: https://www.international.gc.ca/controls-controles/textiles/index.aspx?lang=eng (accessed on 23 October 2023).
- Statistics Canada, Government of Canada. Environmental, Social and Governance (ESG) Project. Available online: https://www.statcan.gc.ca/en/trust/modernization/esg (accessed on 23 October 2023).
- Lambrechts, W. Ethical and Sustainable Sourcing: Towards Strategic and Holistic Sustainable Supply Chain Management. In Decent Work and Economic Growth; Leal Filho, W., Azul, A.M., Brandli, L., Özuyar, P.G., Wall, T., Eds.; Encyclopedia of the UN Sustainable Development Goals; Springer International Publishing: Cham, Switzerland, 2020; pp. 1–13. ISBN 978-3-319-71058-7. [Google Scholar]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).