
Application of Additive Manufacturing Technology for Chair Parts Connections


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. 3D Printing
2.3. Microscopic Investigation
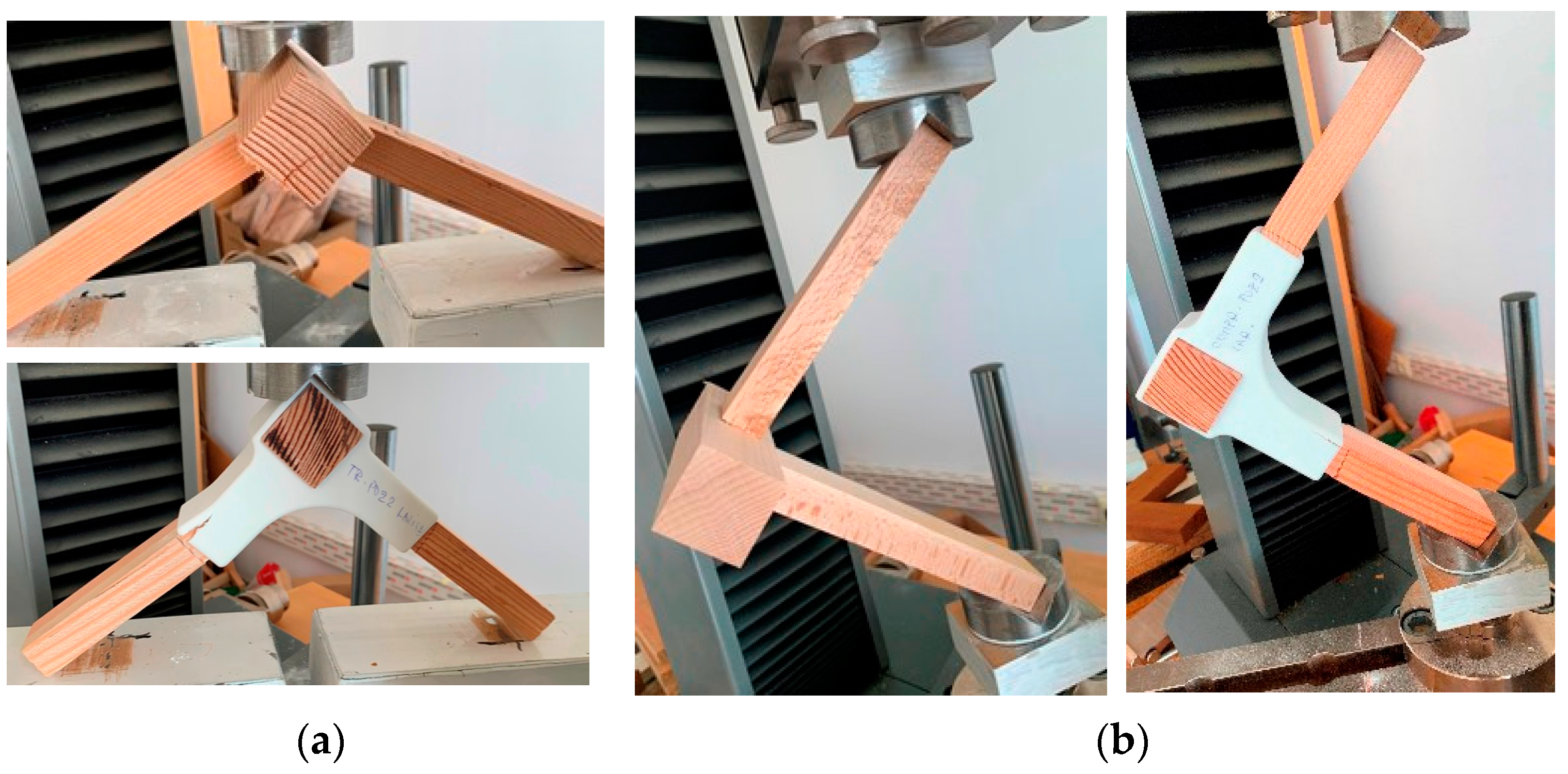
2.4. Mechanical Tests
3. Results and Discussion
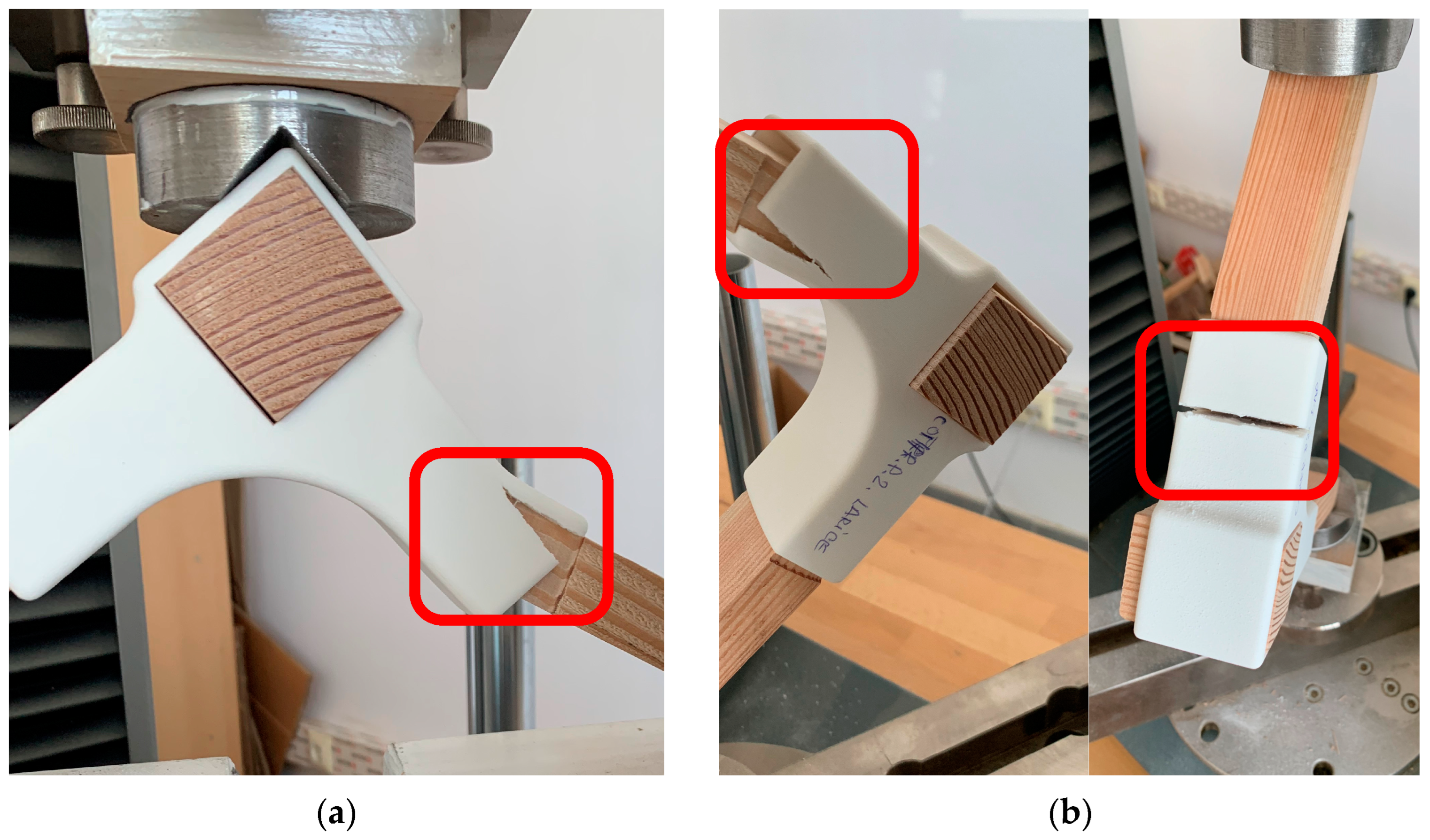
3.1. Mechanical Properties
3.2. Micrography of the Connectors after Mechanical Testing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ayidin, M. Additive Manufacturing: Is It a New Era for Furniture Production? J. Mech. Eng. Autom. 2015, 5, 338–347. [Google Scholar]
- Reddy, K.S.; Dufera, S. Additive Manufacturing Technologies. Int. J. Manag. Inf. Technol. Eng. 2016, 4, 89–112. [Google Scholar]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. Int. Sch. Res. Not. 2012, 2012, 208760. [Google Scholar] [CrossRef]
- Ramya, A.; Vanapalli, S. 3D Printing Technologies in Various Applications. IJMET 2016, 7, 396–409. [Google Scholar]
- Przestacki, D.; Sieniawski, J.; Stambolov, G.; Lisiak, P. An Overview of Selective Laser Sintering Technologies. Arch. Mech. Technol. Mater. 2015, 16, 23–32. [Google Scholar]
- Tolochko, N.K.; Mozzharov, S.E.; Yadroitsev, I.A.; Laoui, T.; Froyen, L.; Titov, V.I.; Ignatiev, M.B. Balling processes during selective laser treatment of powders. Rapid Prototyp. J. 2004, 10, 78–87. [Google Scholar] [CrossRef]
- Simchi, A.; Pohl, H. Effects of laser sintering processing parameters on the microstructure and densification of iron powder. Mater. Eng. 2003, A359, 119–128. [Google Scholar] [CrossRef]
- Korycki, A. Study of the Selective Laser Sintering Process: Materials Properties and EFFECT of Process Parameters. Ph.D. Thesis, Institut National Polytechnique de Toulouse (Toulouse INP), Labège, France, 2020. Available online: https://oatao.univ-toulouse.fr/27651/1/Korycki_Adrian.pdf (accessed on 15 September 2023).
- Han, W.; Kong, L.; Xu, M. Advances in selective laser sintering of polymers. Int. J. Extrem. Manuf. 2022, 4, 042002. [Google Scholar]
- Felek, S.Ö. A new Era in Furniture Production: 3D Printer. International Conference on Knowledge & Innovation in Engineering, Science &Technology, March 2020, Budapest, Hungary. Available online: www.kiconf.org (accessed on 15 September 2023).
- Smardzewski, J.; Rzepa, B.; Kılıç, H. Mechanical Properties of Externally Invisible Furniture Joints Made of Wood-Based Composites. Bioresources 2016, 11, 1224–1239. [Google Scholar] [CrossRef]
- Nicolau, A.; Pop, M.A.; Coșereanu, C. 3D Printing Application in Wood Furniture Components Assembling. Materials 2022, 15, 2907. [Google Scholar] [CrossRef]
- Kasal, A.; Kuşkun, T.; Smardzewski, J. Experimental and Numerical Study on Withdrawal Strength of Different Types of Auxetic Dowels for Furniture Joints. Materials 2020, 13, 4252. [Google Scholar] [CrossRef] [PubMed]
- van Wassenhove, R.; De Laet, L.; Vassilopoulos, A.P. A 3D printed bio-composite removable connection system for bamboo spatial structures. Compos. Struct. 2021, 269, 114047. [Google Scholar] [CrossRef]
- Swetham, T.; Reddy, K.M.M.; Huggi, A.; Kumar, M.N. A Critical Review on of 3D Printing Materials and Details of Materials used in FDM. Int. J. Sci. Res. Sci. Eng. Technol. 2017, 3, 353–361. [Google Scholar]
- Li, X.; Ni, Z.; Bai, S.; Lou, B. Preparation and Mechanical Properties of Fiber Reinforced PLA for 3D Printing Materials. IOP Conf. Ser. Mater. Sci. Eng. 2018, 322, 022012. [Google Scholar] [CrossRef]
- Liang, L.; Huang, T.; Yu, S.; Cao, W.; Xu, T. Study on 3D printed graphene/carbon fiber multi-scale reinforced PLA composites. Mater. Lett. 2021, 300, 130173. [Google Scholar] [CrossRef]
- Valiyousefi, M.; Alihedarloo, A. A Study the impact of 3D-printed joints on the complex wooden structures. In Proceedings of the International Congress on Science & Engineering University of Tokio, Tokyo, Japan, 14–15 October 2019. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing). A review of materials, methods, application and challenges. Compos. Part B 2018, 143, 172–196. [Google Scholar]
- Martínez, J.; Dumas, J.; Lefebvre, S. Procedural Voronoi Foams for Additive Manufacturing. ACM Trans. Graph. 2016, 35, 1–12. [Google Scholar] [CrossRef]
- Martínez, J.; Hornus, S.; Song, H.; Lefebvre, S. Polyhedral Voronoi diagrams for additive manufacturing. ACM Trans. Graph. 2018, 37, 1–15. [Google Scholar] [CrossRef]
- Capone, M.; Lanzara, E.; Portioli, F.P.A.; Flore, F. Digital Form Finding Using Voronoi Pattern. Nexus Netw. J. 2021, 23, 959–975. [Google Scholar] [CrossRef]
- Ayrilmis, N.; As, N.; Dündar, T.; Şendağ, A. Determination of Bending Moment of L-Type Corner Joints Used in Chair Production and Their Effects on Mechanical Performance of Chairs. Mater. Int. 2020, 2, 0318–0323. [Google Scholar]
- Kasal, A.; Smardzewski, J.; Kuşkun, T.; Güray, E. Analyses of L-Type Corner Joints Connected with Auxetic Dowels for Case Furniture. Materials 2023, 16, 4547. [Google Scholar] [CrossRef] [PubMed]
- Yerlikaya, N.C. Failure load of corner joints, which are reinforced with glass-fiber fabric in case-type furniture. Sci. Res. Essays 2013, 8, 325–339. [Google Scholar]
- Krzyźaniak, Ł.; Smardzewski, J. Impact damage response of L-type corner joints connected with new innovative furniture fasteners in wood-based composites panels. Compos. Struct. 2021, 255, 113008. [Google Scholar] [CrossRef]
- Ke, Q.; Lin, L.; Chen, S.; Zhang, F.; Zhang, Y. Optimization of l-shaped corner dowel joint in pine using finite element analysis with Taguchi method. Wood Res. 2016, 61, 243–254. [Google Scholar]
- Hajdarevic, S.; Kuzman, M.K.; Obucina, M.; Vratuša, S.; Kušar, T.; Kariž, M. Strength and stiffness of 3D-printed connectors compared with the wooden mortise and tenon joints for chairs. Wood Mater. Sci. Eng. 2023, 18, 870–883. [Google Scholar] [CrossRef]
- Dupin, S.; Lame, O.; Barrès, C.; Charmeau, J.-Y. Microstructural origin of physical and mechanical properties of polyamide 12 processed by laser sintering. Eur. Polym. J. 2012, 48, 1611–1621. [Google Scholar] [CrossRef]
- Schmid, M.; Wegener, K. Additive manufacturing: Polymers applicable for laser sintering (LS). Proc. Eng. 2016, 149, 457–464. [Google Scholar] [CrossRef]
- Beal, V.; Paggi, R.A.; Salmoria, G.; Lago, A. Statistical Evaluation of Laser Energy Density Effect on Mechanical Properties of Polyamide Parts Manufactured by Selective Laser Sintering. J. Appl. Polym. Sci. 2009, 113, 2910–2919. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Specific Gravity, g/cm3 | 1.00 |
| Moisture Absorption—24 h | 0.07% |
| Tensile Strength Ultimate, MPa | 43 |
| Tensile Modulus, MPa | 1586 |
| Elongation at break, % | 14 |
| Charpy Impact Unnoched, J/m2 | 336 |
| Charpy Impact Noched, J/m2 | 32 |
| Flexural Strength, Ultimate MPa | 48 |
| Flexural Modulus, MPa | 1387 |
| Shore Hardness | 73 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nicolau, A.; Pop, M.A.; Georgescu, S.V.; Coșereanu, C. Application of Additive Manufacturing Technology for Chair Parts Connections. Appl. Sci. 2023, 13, 12044. https://doi.org/10.3390/app132112044
Nicolau A, Pop MA, Georgescu SV, Coșereanu C. Application of Additive Manufacturing Technology for Chair Parts Connections. Applied Sciences. 2023; 13(21):12044. https://doi.org/10.3390/app132112044
Chicago/Turabian StyleNicolau, Antoniu, Mihai Alin Pop, Sergiu Valeriu Georgescu, and Camelia Coșereanu. 2023. "Application of Additive Manufacturing Technology for Chair Parts Connections" Applied Sciences 13, no. 21: 12044. https://doi.org/10.3390/app132112044
APA StyleNicolau, A., Pop, M. A., Georgescu, S. V., & Coșereanu, C. (2023). Application of Additive Manufacturing Technology for Chair Parts Connections. Applied Sciences, 13(21), 12044. https://doi.org/10.3390/app132112044