


Precision and Dimensional Stability of Bonded Joints of Carbon-Fibre-Reinforced Polymers Parts


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Preparation
2.2. Design of Experiments
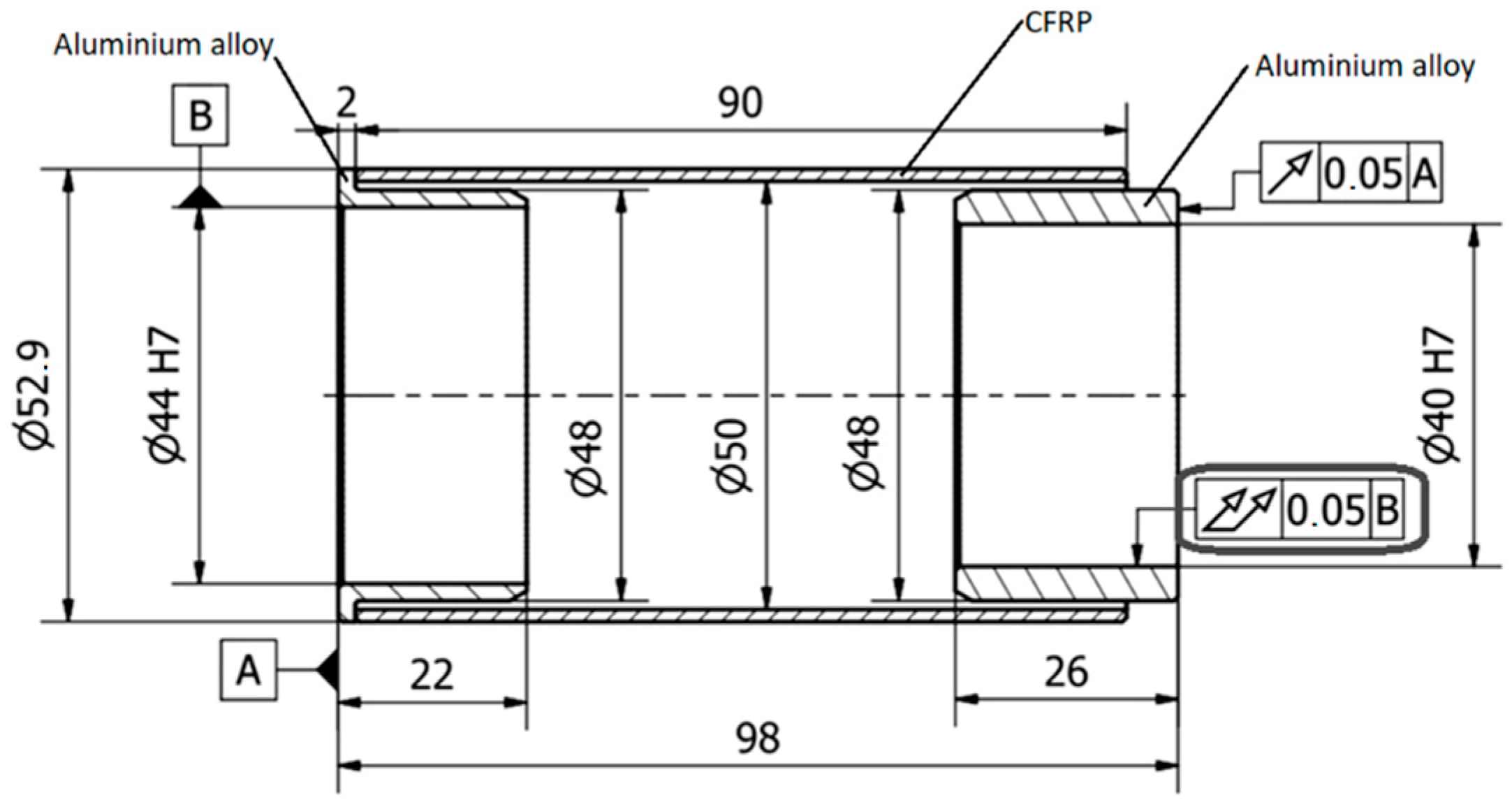
2.2.1. Stage 1 = Design and Preparation of Technological Samples
2.2.2. Stage 2 = Verification of Dimensions and Geometric Tolerances
2.2.3. Stage 3 = Verification of the Dimensional Stability of a Bonded Joint under Operating Conditions
2.3. Selection of Adhesives
- the selected adhesive is suitable for bonding metals and thermoplastics;
- it has high environmental resistance (−40 °C to +70 °C);
- and low shrinkage (although most manufacturers do not specify this parameter).
3. Results
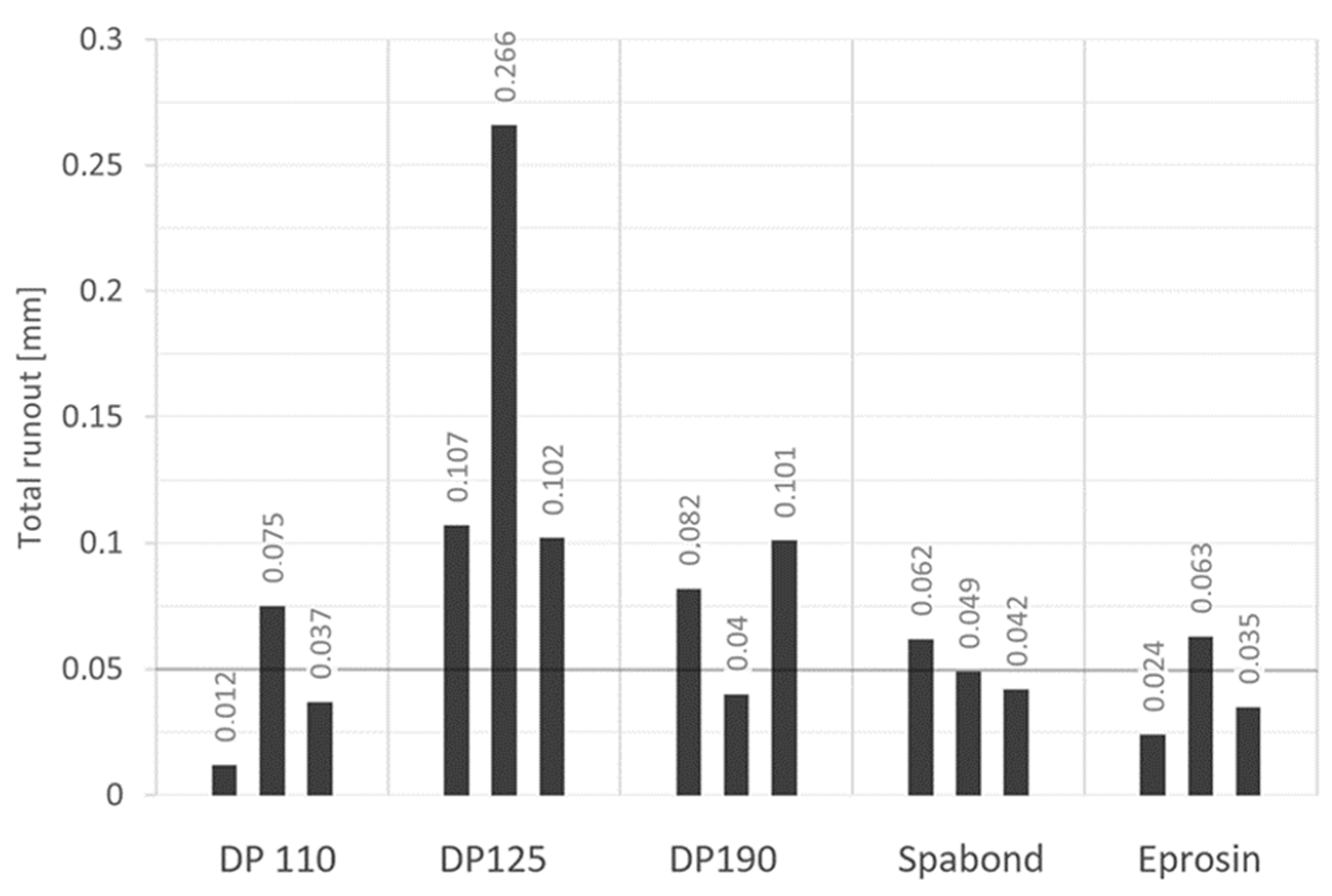
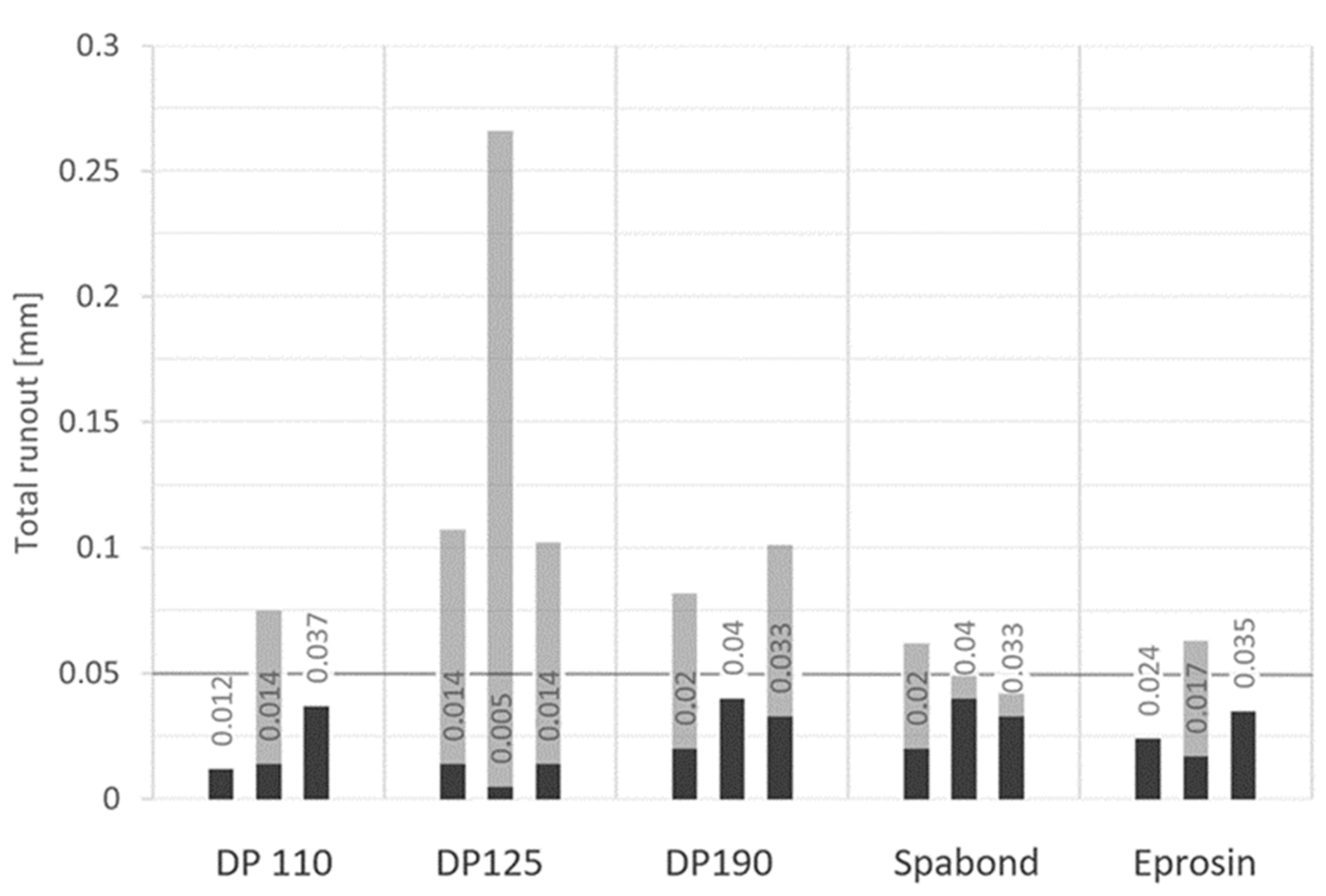
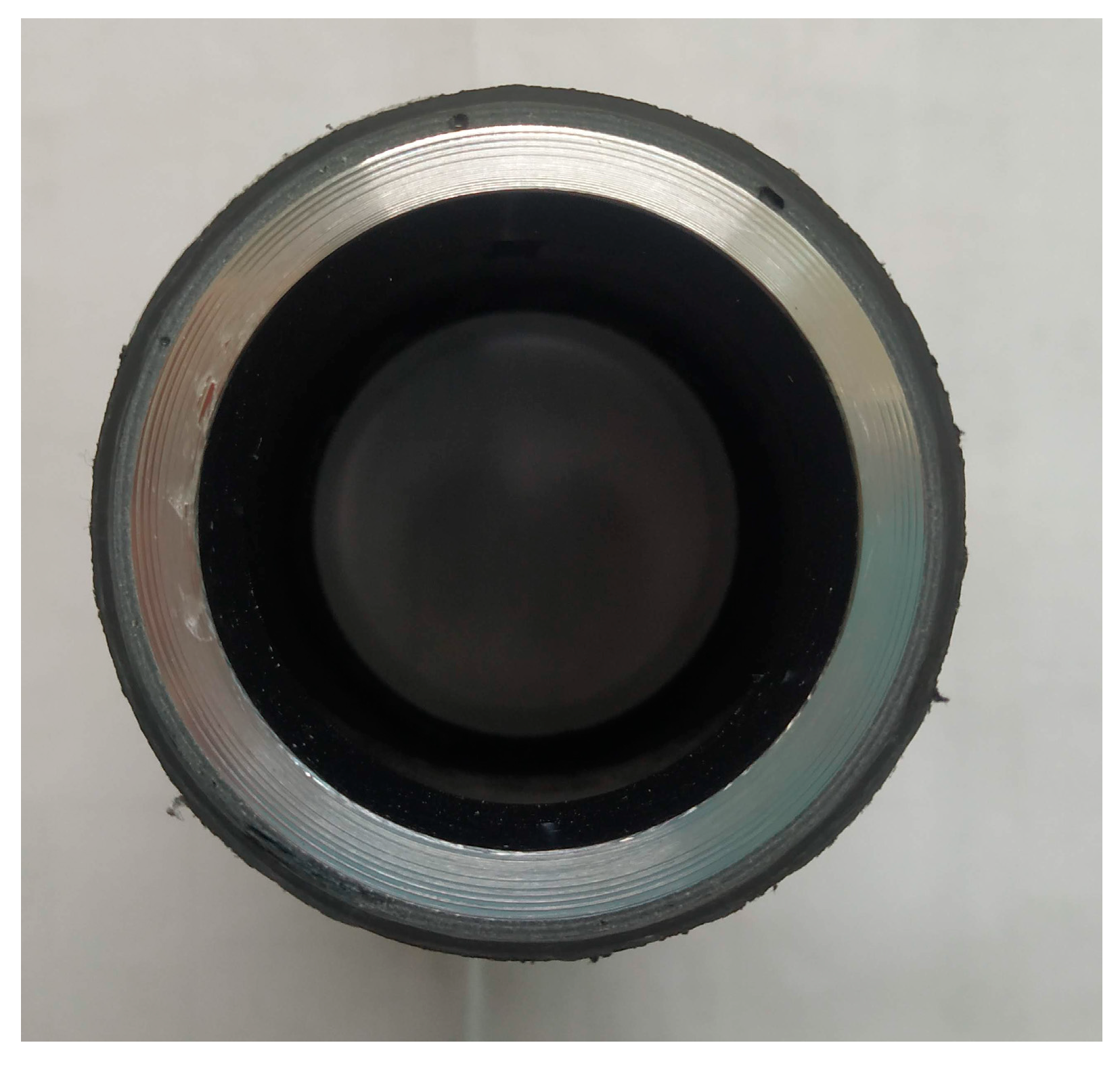
3.1. Verification of Manufacturing Accuracy after Precision Bonding
- A total of 46.6% of the samples exhibited a total runout deviation below 0.05 mm, meeting the specified requirements and thus were considered satisfactory.
- The noncompliant samples likely experienced stress generation during the curing process, leading to a radial shift after removal from the assembly fixture. Potential stress sources include excessive adhesive shrinkage and uneven filling of the adhesive joint, which may be further verified through a CT scan.
- Among the tested adhesives, DP 110, Eprosin, and Spabond yielded the most favorable results and appear to be suitable choices for these bonding applications.
- Enhancing the accuracy of the assembly fixture and the precision of metal counterparts could lead to increased sample accuracy, consequently improving the guaranteed geometric precision.
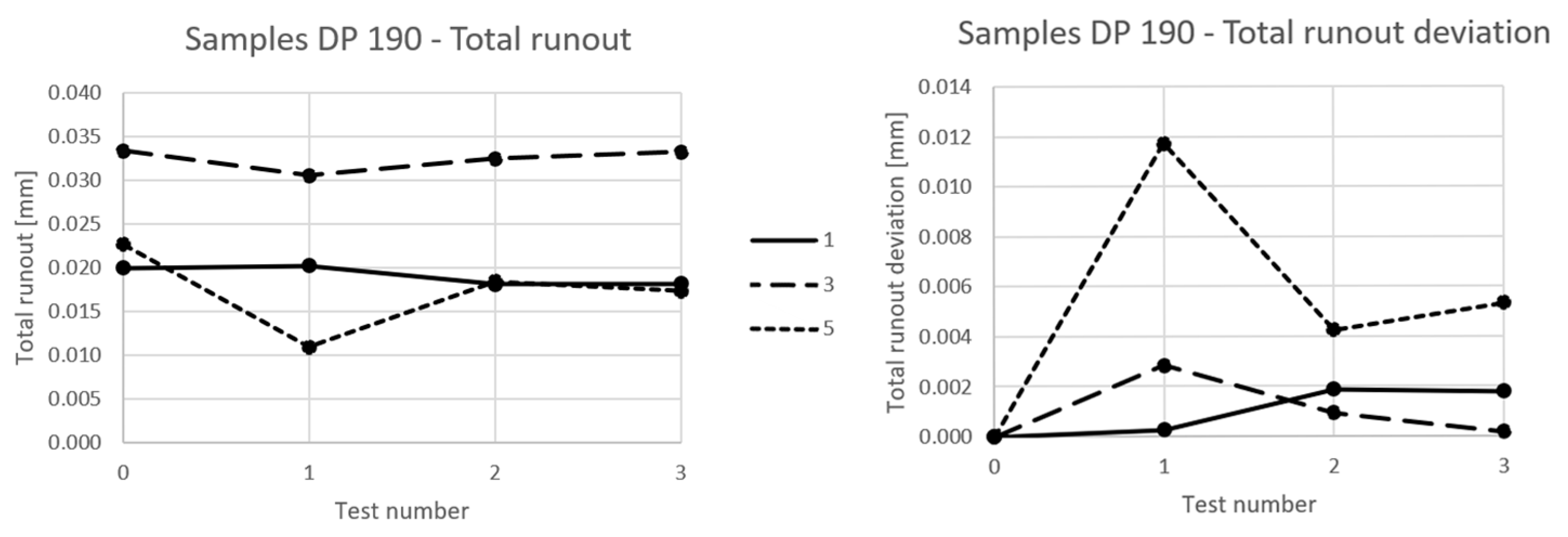
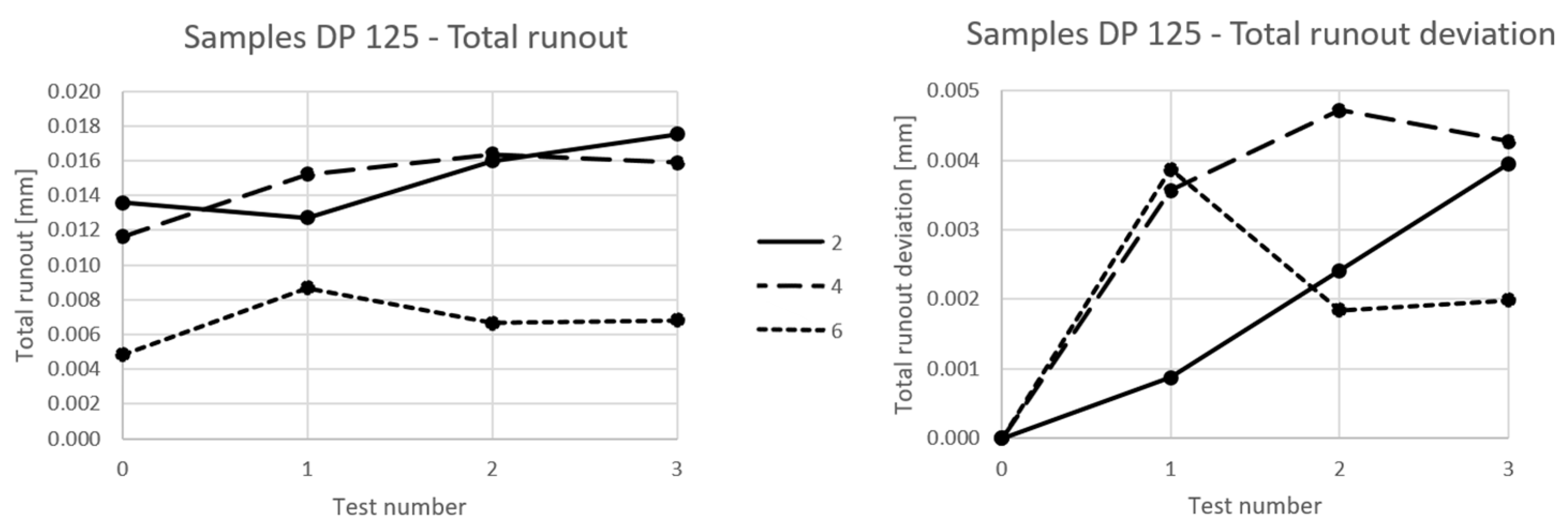
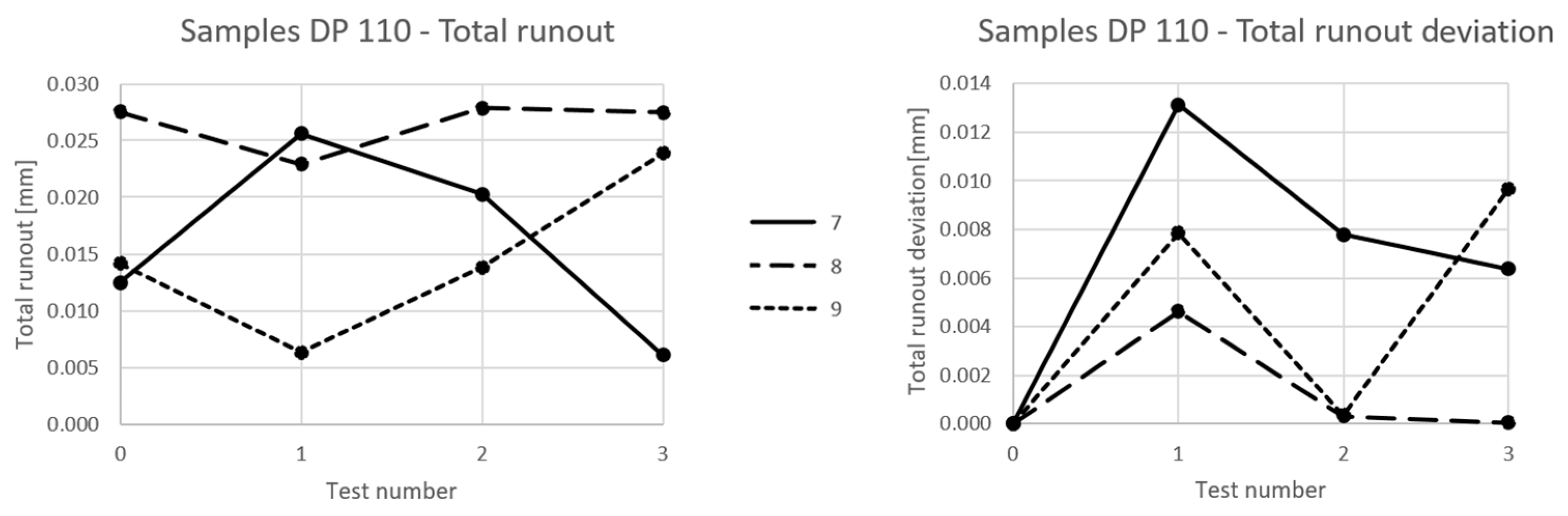
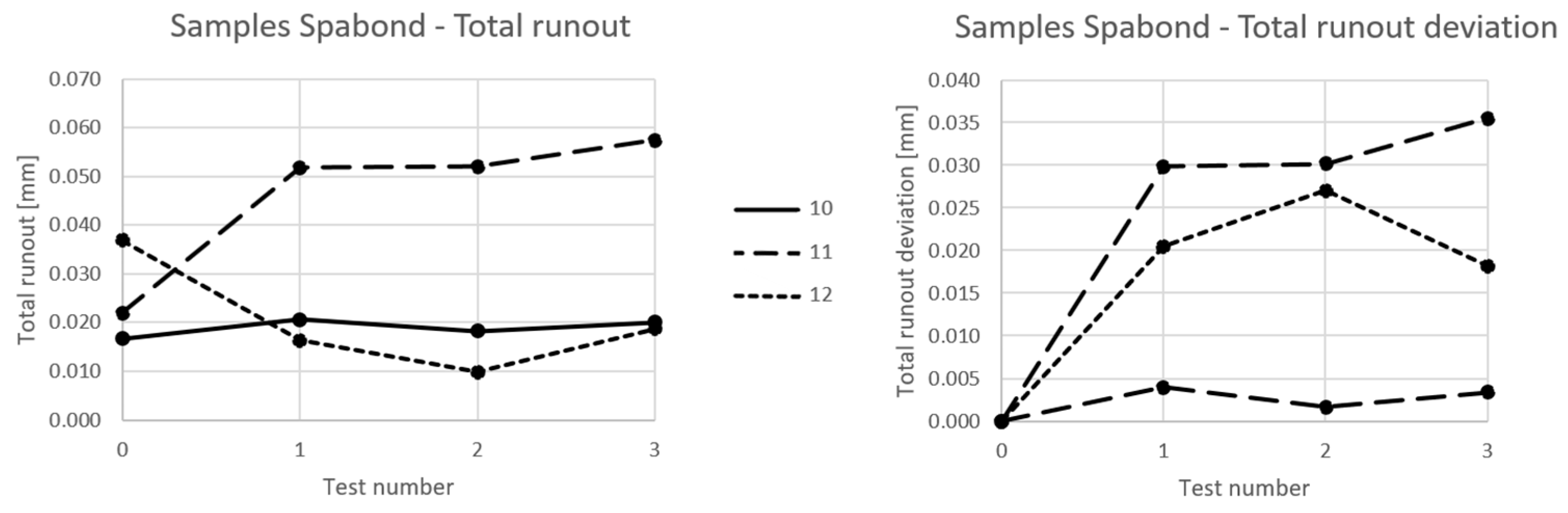
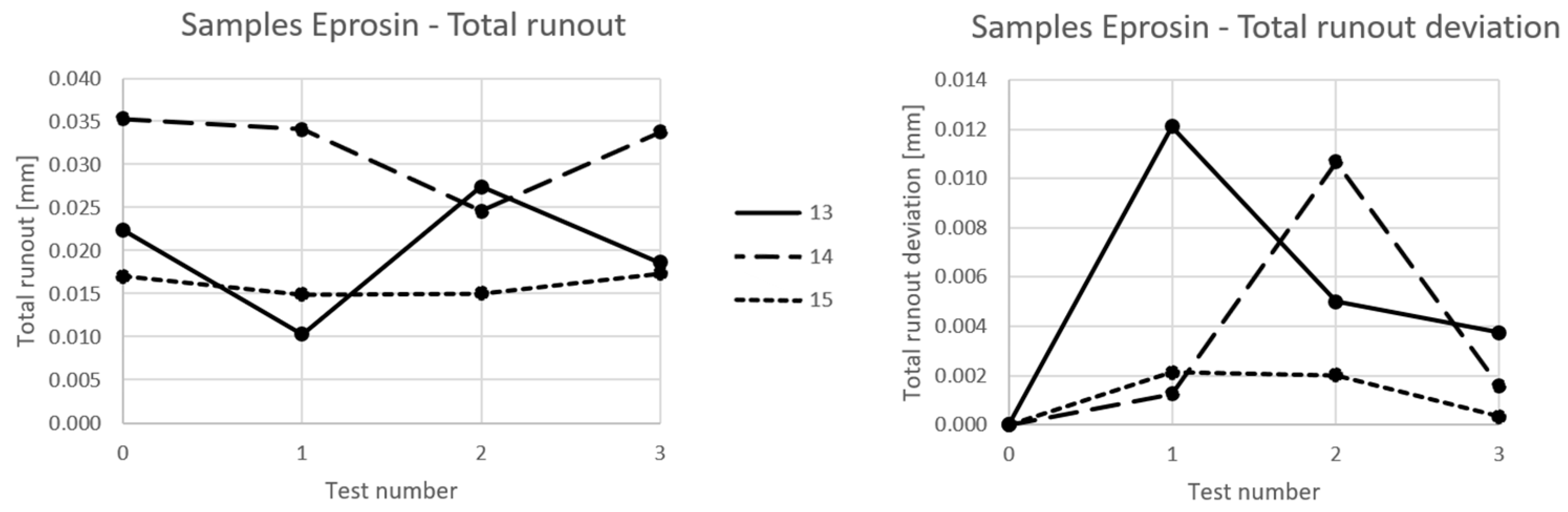
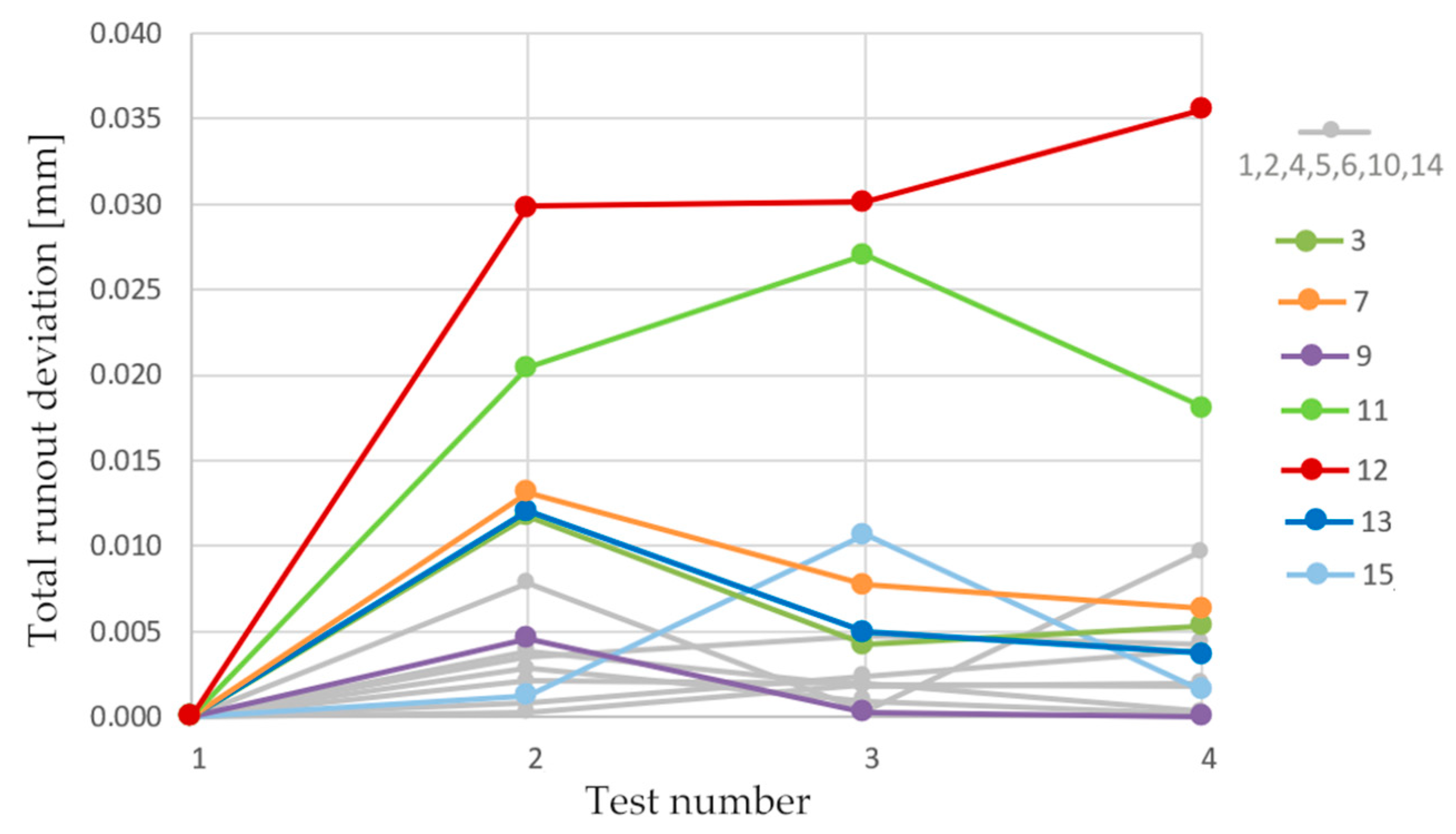
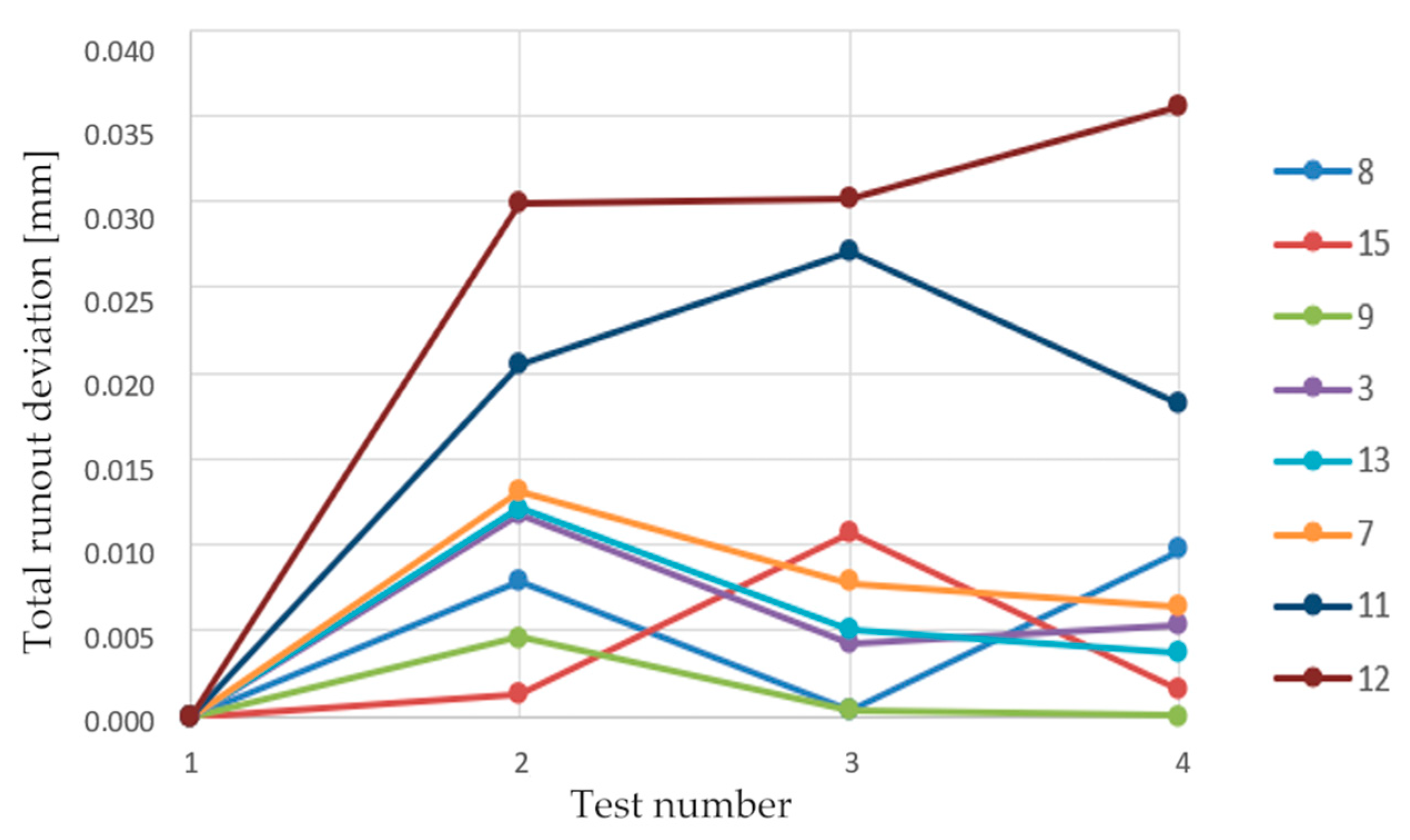
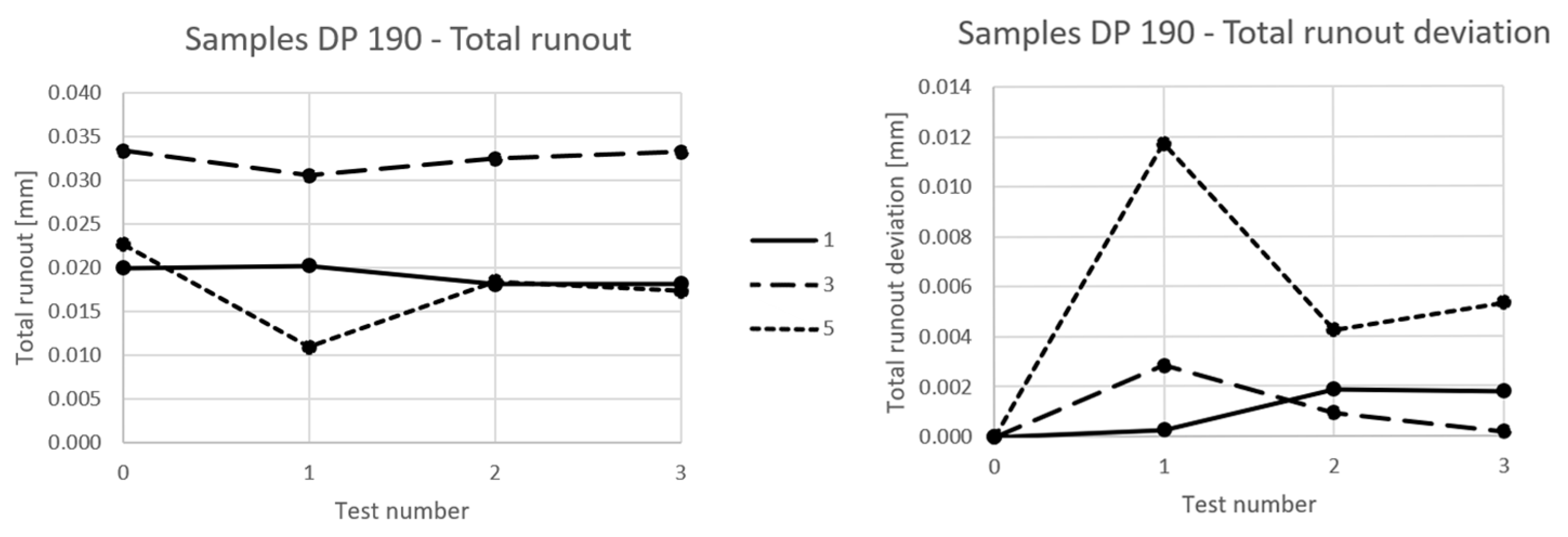
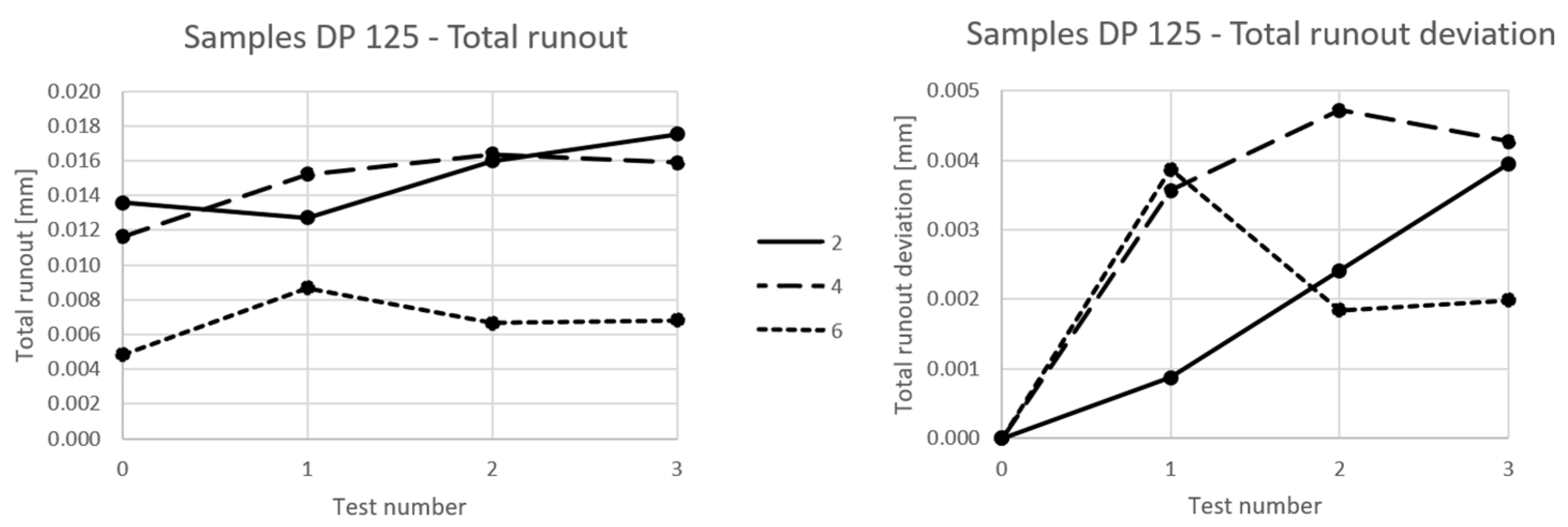
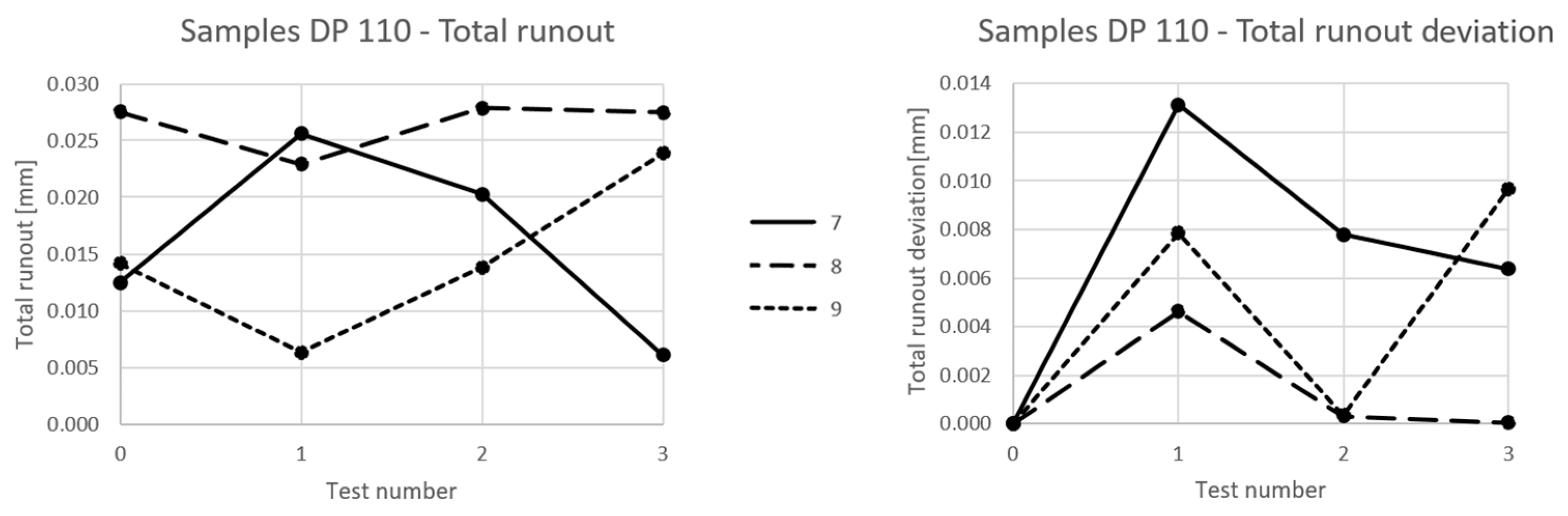
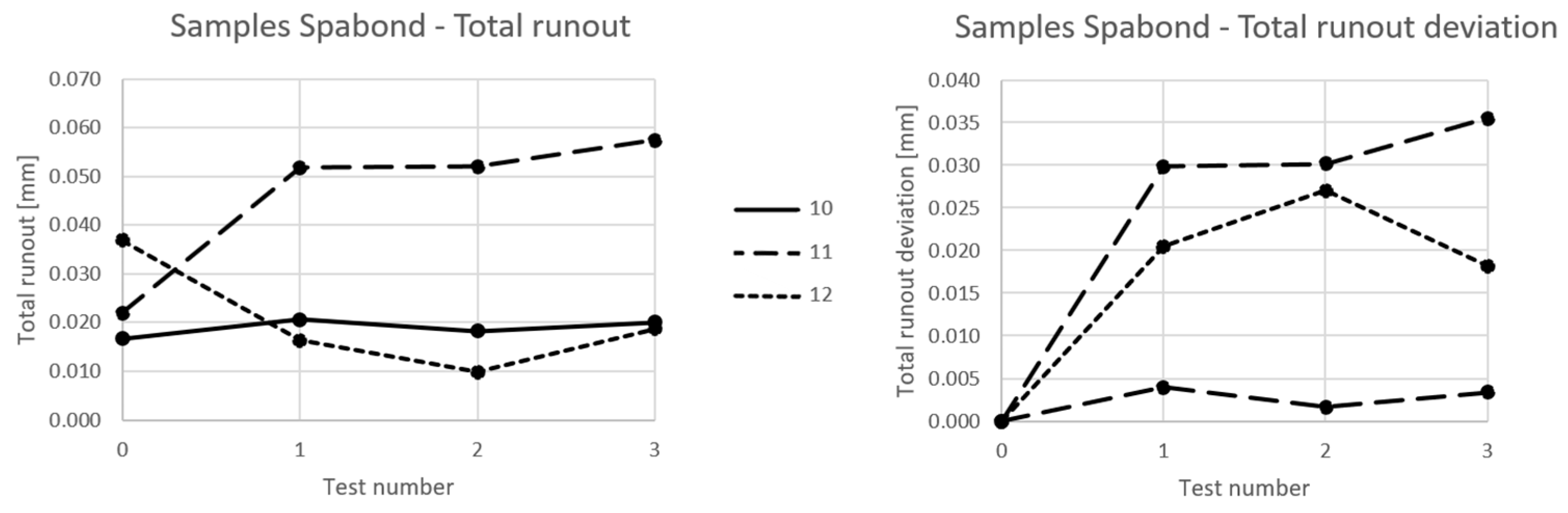
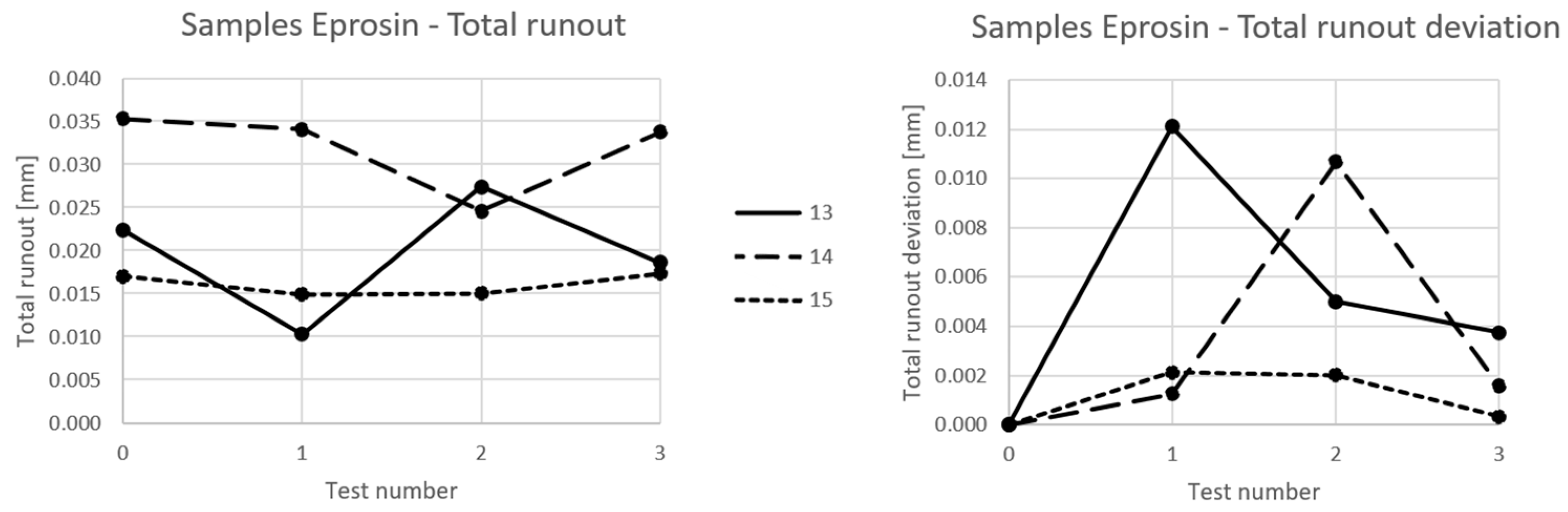
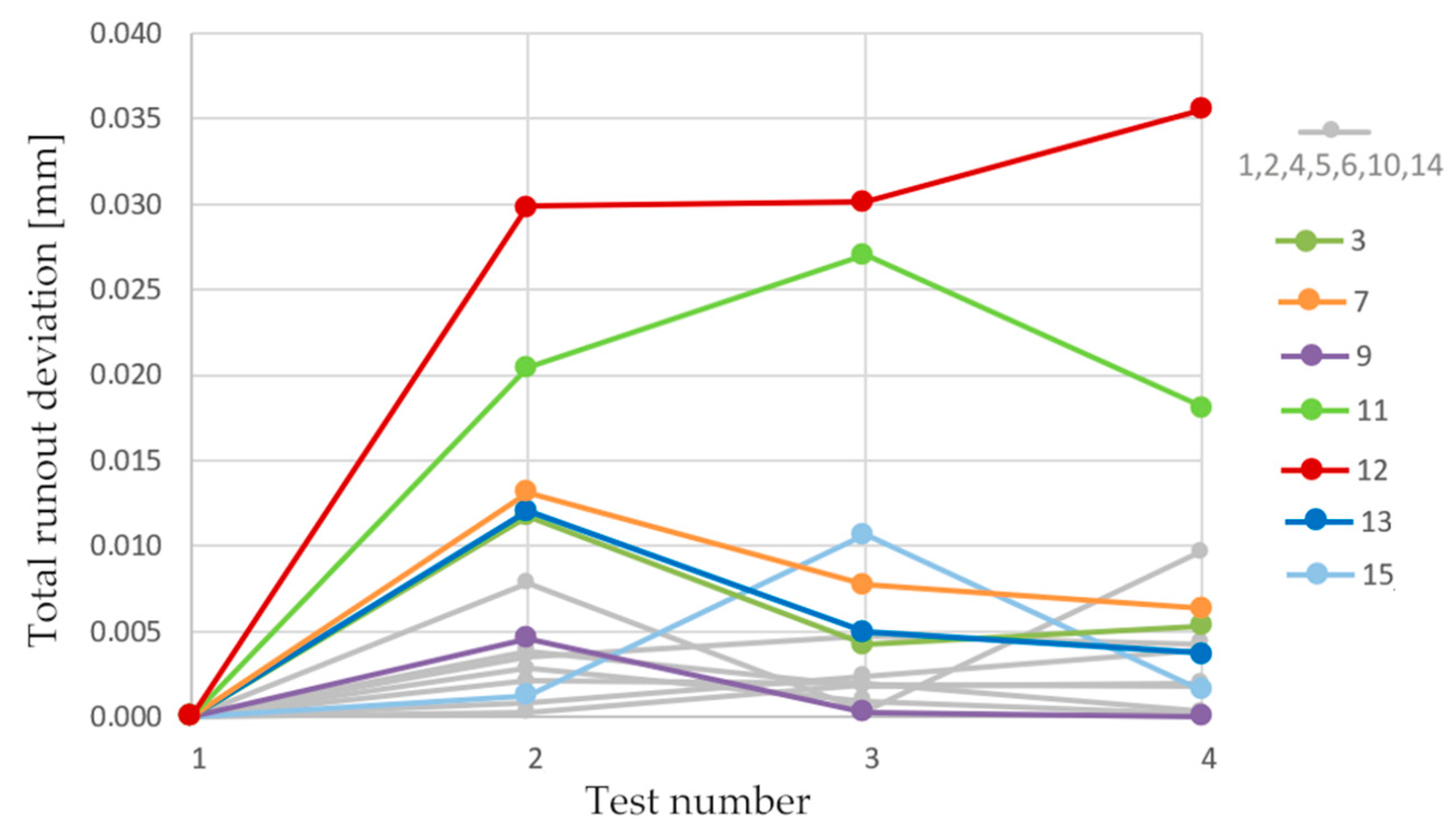
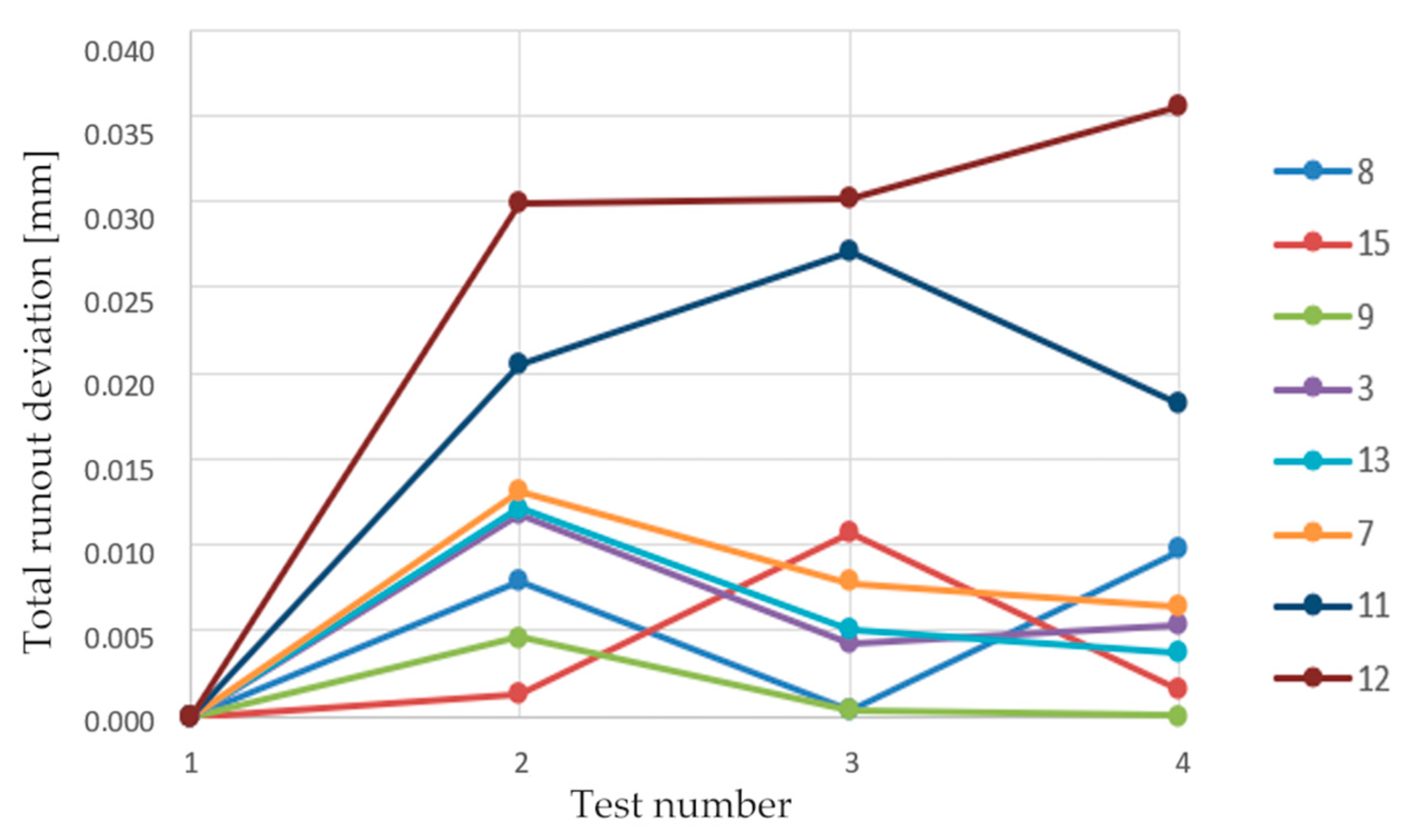
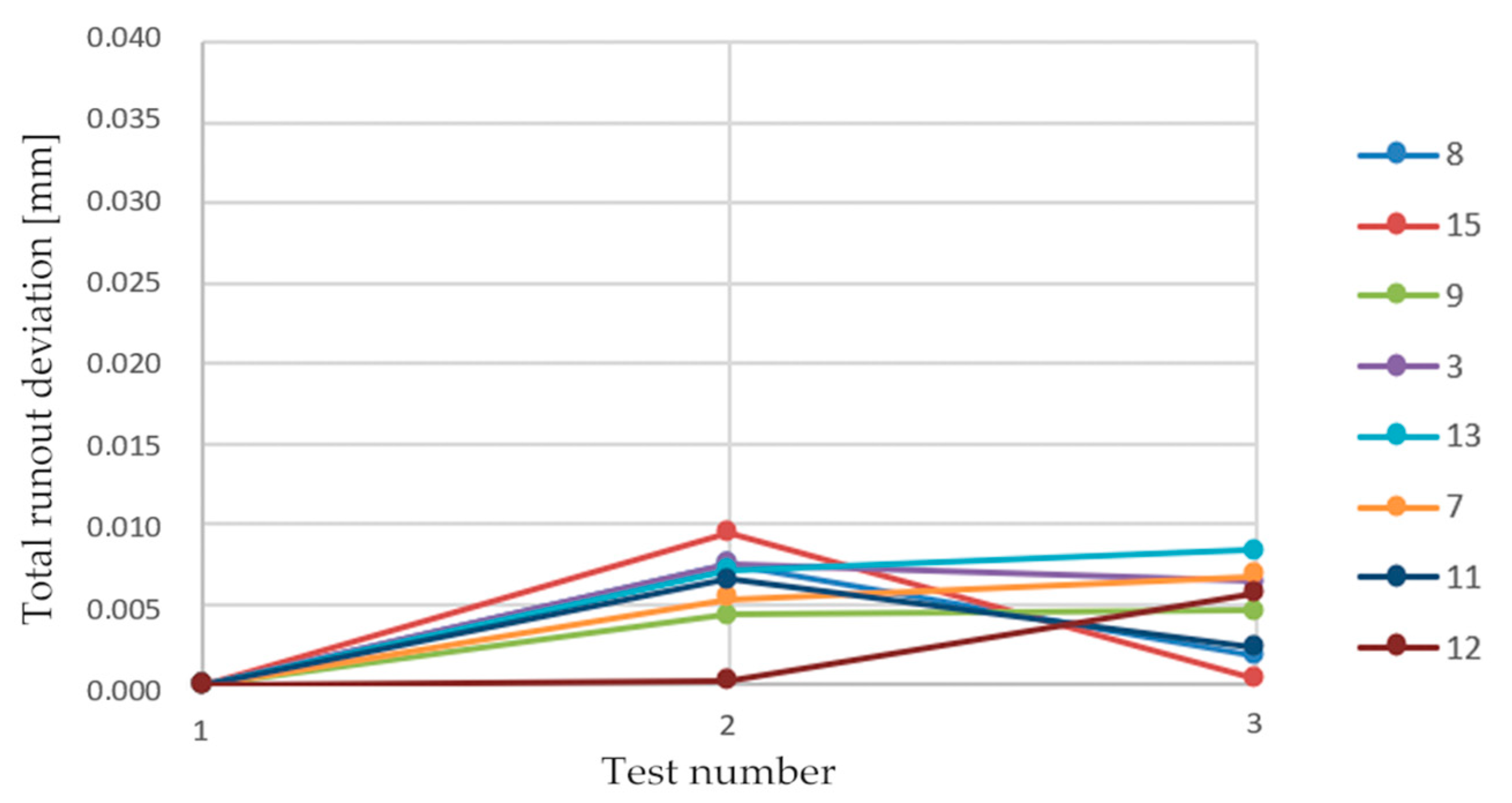
3.2. Verification of Dimensional Stability of Bonded Joint
4. Discussion
4.1. Finding 1: Calibration Leading to an Increase in Dimensional Stability
4.2. Finding 2: Significant Effect of Initial Temperature Load
4.3. Following Research and Emerging Technologies
5. Conclusions
- Among the calibrated samples, 87.5% (seven out of eight) did not exceed a deviation of 0.005 mm.
- In the case of noncalibrated samples, 85% (six out of seven) exceeded a deviation of 0.01 mm at least once during the environmental tests. This difference is likely attributed to the shrinkage stress in the bonded joint, which was partially released during the turning process in the calibrated samples.
- The most significant deformation occurred during the initial temperature load. Noncalibrated samples reached an average of 77.6% of the maximum deviation after the first temperature load. This suggests that after the first temperature cycle, the bonded joint stabilizes considerably, possibly due to the stress relief mentioned earlier.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Qiao, Y.; Fring, L.; Pallaka, M.; Simmons, K. A review of the fabrication methods and mechanical behavior of continuous thermoplastic polymer fiber–thermoplastic polymer matrix composites. Polym. Compos. 2023, 44, 694–733. [Google Scholar] [CrossRef]
- Pierrejean, E.; Glowacz, F. JEC Observer: Current Trends in the Global Composites Industry 2021–2026; JEC Group, Estin & Co.: Paris, France, 2022; ISBN 9782490263042. Available online: https://www.nxtbook.fr/newpress/jeccomposites/jec-observer-trends-industry-2021-2026/index.php#/p/56 (accessed on 20 July 2022).
- Zhang, J.; Chevali, V.; Wang, H.; Wang, C. Current status of carbon fibre and carbon fibre composites recycling. Compos. Part B Eng. 2020, 193, 108053. [Google Scholar] [CrossRef]
- Gregor, L.; Zouhar, J.; Kupčák, R.; Varhaník, M.; Sedlák, J. Design and stiffness distribution analysis of motorcycle swingarm made of carbon fiber composites. In Proceedings of the 2020 11th International Symposium on Image and Signal Processing and Analysis (ISPA), Dubrovnik, Croatia, 23–25 September 2019; pp. 162–165. [Google Scholar] [CrossRef]
- Zouhar, J.; Slaný, M.; Sedlák, J.; Joska, Z.; Pokorný, Z.; Barényi, I.; Majerík, J.; Fiala, Z. Application of Carbon–Flax Hybrid Composite in High Performance Electric Personal Watercraft. Polymers 2022, 14, 1765. [Google Scholar] [CrossRef]
- Kupčák, R.; Zouhar, J. Application of composite materials in sports optics. Manuf. Technol. 2020, 20, 200–209. [Google Scholar] [CrossRef]
- Camanho, P.; Hallett, S. (Eds.) Composite Joints and Connections: Principles, Modelling and Testing; Woodhead Publishing: Sawston, UK, 2016; ISBN 9781845699901. [Google Scholar]
- Pastore, R.; Delfini, A.; Albano, M.; Vricella, A.; Marchetti, M.; Santoni, F.; Piergentili, F. Outgassing effect in polymeric composites exposed to space environment thermal-vacuum conditions. Acta Astronaut. 2020, 170, 466–471. [Google Scholar] [CrossRef]
- Sun, B.; Xue, C.; Shang, W.; An, M.; Zhao, H.; Zhang, H. The performance characterization of carbon fiber–reinforced plastic for space applications. J. Reinf. Plast. Compos. 2023, 42, 844–853. [Google Scholar] [CrossRef]
- Liu, Z.; Zheng, X.; Fan, W.; Wang, F.; Ahmed, S.; Yan, L. An alternative method to reduce process-induced deformation of CFRP by introducing prestresses. Chin. J. Aeronaut. 2022, 35, 314–323. [Google Scholar] [CrossRef]
- Traiforos, N.; Turner, T.; Runeberg, P.; Fernass, D.; Chronopoulos, D.; Glock, F.; Schuhmacher, G.; Hartung, D. A simulation framework for predicting process-induced distortions for precise manufacturing of aerospace thermoset composites. Compos. Struct. 2021, 275, 114465. [Google Scholar] [CrossRef]
- White, S.R.; Hahn, H.T. Cure Cycle Optimization for the Reduction of Processing-Induced Residual Stresses in Composite Materials. J. Compos. Mater. 1993, 27, 1352–1378. [Google Scholar] [CrossRef]
- Fernlund, G.; Rahman, N.; Courdji, R.; Bresslauer, M.; Poursartip, A.; Willden, K.; Nelson, K. Experimental and numerical study of the effect of cure cycle, tool surface, geometry, and lay-up on the dimensional fidelity of autoclave-processed composite parts. Compos. Part A Appl. Sci. Manuf. 2002, 33, 341–351. [Google Scholar] [CrossRef]
- Jung, W.-K.; Chu, W.-S.; Ahn, S.-H.; Won, M.-S. Measurement and Compensation of Spring-back of a Hybrid Composite Beam. J. Compos. Mater. 2007, 41, 851–864. [Google Scholar] [CrossRef]
- Kravchenko, O.; Kravchenko, S.; Pipes, R. Cure history dependence of residual deformation in a thermosetting laminate. Compos. Part A Appl. Sci. Manuf. 2017, 99, 186–197. [Google Scholar] [CrossRef]
- Olivier, P.; El Sawi, I. Designing curing conditions in order to analyse the influence of process-induced stresses upon some mechanical properties of carbon / epoxy laminates at constant Tg and degree of cure. Int. J. Mater. Form. 2010, 3, 1373–1389. [Google Scholar] [CrossRef]
- Albert, C. Spring-in and warpage of angled composite laminates. Compos. Sci. Technol. 2002, 62, 1895–1912. [Google Scholar] [CrossRef]
- Kelly, A. Controlling thermal expansion to obtain negative expansivity using laminated composites. Compos. Sci. Technol. 2005, 65, 47–59. [Google Scholar] [CrossRef]
- Ito, T.; Suganuma, T.; Wakashima, K. A micromechanics-based analysis for tailoring glass-fiber-reinforced thermoplastic laminates with near-zero coefficients of thermal expansion. Compos. Sci. Technol. 2000, 60, 1851–1861. [Google Scholar] [CrossRef]
- Yoon, K.; Kim, J.-S. Thermal Deformations of Carbon/Epoxy Laminates for Temperature Variation; ICCM: Paris, France, 1999. [Google Scholar]
- Cordero, J.; Heinrich, T.; Schuldt, T.; Gohlke, M.; Lucarelli, S.; Weise, D.; Johann, U.; Braxmaier, C. Interferometry based high-precision dilatometry for dimensional characterization of highly stable materials. Meas. Sci. Technol. 2009, 20, 095301. [Google Scholar] [CrossRef]
- Trigo, J. Dimensional stability characterisation of carbon fiber with epoxy and cyanate ester resin laminates due to moisture absorption. In Spacecraft Structures, Materials and Mechanical Engineering, Proceedings of the Conference held by ESA, CNES and DARA in Noordwijk, 27–29 March 1996; European Space Agency (ESA): Paris, France, 1996. [Google Scholar]
- Arao, Y.; Fukui, T.; Niwa, T.; Kawada, H. Dimensional stability of epoxy-based and cyanate-based carbon fiber-reinforced plastics. J. Compos. Mater. 2015, 49, 1483–1492. [Google Scholar] [CrossRef]
- Hasan, Z.; Rader, J.; Olson, A.; Turpin, D.; Onge, R.S.; Amback, J. Design, analysis and fabrication of thick co-cured wing structures. Compos. Part B Eng. 2019, 177, 107335. [Google Scholar] [CrossRef]
- Moretti, L.; Olivier, P.; Castanié, B.; Bernhart, G. Experimental study and in-situ FBG monitoring of process-induced strains during autoclave co-curing, co-bonding and secondary bonding of composite laminates. Compos. Part A Appl. Sci. Manuf. 2021, 142, 106224. [Google Scholar] [CrossRef]
- Dhilipkumar, T.; Rajesh, M. Enhancing strength and stiffness of composite joint through co-cure technique. Compos. Commun. 2021, 27, 100878. [Google Scholar] [CrossRef]
- Kim, G.-H.; Choi, J.-H.; Kweon, J.-H. Manufacture and performance evaluation of the composite hat-stiffened panel. Compos. Struct. 2010, 92, 2276–2284. [Google Scholar] [CrossRef]
- Leone, C.; Genna, S. Effects of surface laser treatment on direct co-bonding strength of CFRP laminates. Compos. Structures 2018, 194, 240–251. [Google Scholar] [CrossRef]
- Fischer, F.; Krelig, S.; Jäschke, P.; Frauenhofer, M.; Kracht, D.; Dilger, K. Laser Surface Pre-Treatment of CFRP for Adhesive Bonding in Consideration of the Absorption Behaviour. J. Adhes. 2012, 88, 350–363. [Google Scholar] [CrossRef]
- Velkersen, O. Die nietkraftoerteilung in zubeanspruchten nietverbindungen mit konstanten loschonquerschnitten. Luftfahrtforschung 1938, 41–47. [Google Scholar]
- Goland, M.; Reissner, E. The Stresses in Cemented Joints. J. Appl. Mech. 1944, 11, 17–27. [Google Scholar] [CrossRef]
- Gleich, D.; van Tooren, M.; Beukers, A. Analysis and evaluation of bondline thickness effects on failure load in adhesively bonded structures. J. Adhes. Sci. Technol. 2001, 15, 1091–1101. [Google Scholar] [CrossRef]
- Da Silva, L.; Rodrigues, T.; Figueiredo, M.; de Moura, M.; Chousal, J. Effect of Adhesive Type and Thickness on the Lap Shear Strength. J. Adhes. 2006, 82, 1091–1115. [Google Scholar] [CrossRef]
- Zhang, D.; Huang, Y. Influence of surface roughness and bondline thickness on the bonding performance of epoxy adhesive joints on mild steel substrates. Prog. Organ. Coat. 2021, 153, 106135. [Google Scholar] [CrossRef]
- Shokrian, M.; Shelesh-Nezhad, K.; Najjar, R. The effects of Al surface treatment, adhesive thickness and microcapsule inclusion on the shear strength of bonded joints. Int. J. Adhes. Adhes. 2019, 89, 139–147. [Google Scholar] [CrossRef]
- Guo, L.; Liu, J.; Xia, H.; Li, X.; Zhang, X.; Yang, H.; Yang, Y. Effects of loading rate, temperature, and thickness on the tensile strength of precision adhesive joints. Polym. Test. 2022, 109, 107528. [Google Scholar] [CrossRef]
- Yu, H.; Mhaisalkar, S.G.; Wong, E.H. Effect of temperature on the cure shrinkage measurement of non-conductive adhesives for flip chip interconnects. J. Mater. Res. 2005, 20, 1324–1329. [Google Scholar] [CrossRef]
- Kovács, J.G.; Solymossy, B. Effect of glass bead content and diameter on shrinkage and warpage of injection-molded PA6. Polym. Eng. Sci. 2009, 49, 2218–2224. [Google Scholar] [CrossRef]
- Müller, T.; Venu, V.K.; Haag, S.; Zontar, D.; Sauer, S.; Wenzel, C.; Brecher, C. Strategies for precision adhesive bonding of micro-optical systems. Proc. SPIE 2015, 93460, 93460E. [Google Scholar] [CrossRef]
- Ribes, P.; Koechlin, C.; Burkhardt, T.; Hornaff, M.; Burkhardt, D.; Kamm, A.; Gramens, S.; Beckert, E.; Fiault, G.; Eberhardt, R.; et al. High-precision opto-mechanical lens system for space applications assembled by innovative local soldering technique. Proc. SPIE 2016, 9750, 97501k. [Google Scholar] [CrossRef]
- Müller, T.; Haag, S.; Bastuck, T.; Gisler, T.; Moser, H.; Uusimaa, P.; Axt, C.; Brecher, C. Robust adhesive precision bonding in automated assembly cells. Proc. SPIE 2014, 8965, 89650Y. [Google Scholar] [CrossRef]
- Niklaus, F.; Enoksson, P.; Kälvesten, E.; Stemme, G. A method to maintain wafer alignment precision during adhesive wafer bonding. Sens. Actuators A Phys. 2003, 107, 273–278. [Google Scholar] [CrossRef]
- Kiani, K.; Pakdaman, H. Bilaterally nonlocal dynamics of layer-by-layer assembly of double-walled carbon nanotubes accounting for intertube rigorous van der Waals forces. Eur. J. Mech.-A/Solids 2020, 80, 103876. [Google Scholar] [CrossRef]
- Kiani, K.; Pakdaman, H. On the nonlocality of bilateral vibrations of single-layered membranes from vertically aligned double-walled carbon nanotubes. Phys. Scr. 2020, 95, 035221. [Google Scholar] [CrossRef]
- Kiani, K.; Pakdaman, H. Nonlocal vibrations and potential instability of monolayers from double-walled carbon nanotubes subjected to temperature gradients. Int. J. Mech. Sci. 2018, 144, 576–599. [Google Scholar] [CrossRef]
- Kiani, K. Nonlocal discrete and continuous modeling of free vibration of stocky ensembles of vertically aligned single-walled carbon nanotubes. Curr. Appl. Phys. 2014, 14, 1116–1139. [Google Scholar] [CrossRef]
- Kiani, K. Wave characteristics in aligned forests of single-walled carbon nanotubes using nonlocal discrete and continuous theories. Int. J. Mech. Sc. 2015, 90, 278–309. [Google Scholar] [CrossRef]
- Kiani, K. Nonlocal free dynamic analysis of periodic arrays of single-walled carbon nanotubes in the presence of longitudinal thermal and magnetic fields. Comput. Math. Appl. 2018, 75, 3849–3872. [Google Scholar] [CrossRef]
- Yao, Z.; Wang, J.-S.; Li, B.; Liu, G.-R. Thermal conduction of carbon nanotubes using molecular dynamics. Phys. Rev. B 2005, 71, 085417. [Google Scholar] [CrossRef]
- Kumar, S.; Cola, B.; Jackson, R.; Graham, S. A Review of Carbon Nanotube Ensembles as Flexible Electronics and Advanced Packaging Materials. J. Electron. Packag. 2011, 133, 020906. [Google Scholar] [CrossRef]
- Khromov, K.; Knizhnik, A.; Potapkin, B.; Kenny, J. Multiscale modeling of electrical conductivity of carbon nanotubes based polymer nanocomposites. J. Appl. Phys. 2017, 121, 225102. [Google Scholar] [CrossRef]
- Kaul, A.; Coles, J.; Eastwood, M.; Green, R.; Bandaru, P. Ultra-High Optical Absorption Efficiency from the Ultraviolet to the Infrared Using Multi-Walled Carbon Nanotube Ensembles. Small 2013, 9, 1058–1065. [Google Scholar] [CrossRef]
- Talbot, J. Tutorial on Adhesives and How to Use Them for Mounting; University of Arizona: Tucson, AZ, USA, 2016. [Google Scholar]
- Kupčák, R.; Zouhar, J.; Gregor, L. Precision Bonding of CFRP Parts with Application in Sport Optics. Polym. Compos. 2021. [Google Scholar]
- ISO 9022-1:2016; Optics and Photonics—Environmental Test Methods—Part 1: Definitions, Extent of Testing. ISO: Geneva, Switzerland, 2016.
- ISO 14490-6:2014; Optics and Photonics—Test Methods for Telescopic Systems—Part 6: Test Methods for Veiling Glare Index. ISO: Geneva, Switzerland, 2014.
- ISO 14490-7:2016; Optics and Photonics—Test Methods for Telescopic Systems—Part 7: Test Methods for Limit of Resolution. ISO: Geneva, Switzerland, 2016.
- ISO 9022-2:2015; Optics and Photonics—Environmental Test Methods—Part 2: Cold, Heat and Humidity. ISO: Geneva, Switzerland, 2015.
- ISO 9022-3:2015; Optics and Photonics—Environmental Test Methods—Part 3: Mechanical Stress. ISO: Geneva, Switzerland, 2015.
- ISO 9022-8:2015; Optics and Photonics—Environmental Test Methods—Part 8: High internal Pressure, Low Internal Pressure, Immersion. ISO: Geneva, Switzerland, 2015.
- Ma, Q.; Ge, J.; Rejab, M.R.M.; Sun, B.; Ding, Y.; Nie, X.; Pang, H. Fabrication of the carbon fiber reinforced plastic (CFRP) cone tube through the laboratory-scale 3-axis winding machine. Mater. Today Proc. 2021, 46, 1645–1651. [Google Scholar] [CrossRef]
- Frueh, N.; Knippers, J. Multi-Stage Filament Winding: Integrative design and fabrication method for fibre-reinforced composite components of complex geometries. Compos. Struct. 2021, 268, 113969. [Google Scholar] [CrossRef]
- Mazumdar, S. Composites Manufacturing: Materials, Product, and Process Engineering; CRC Press: Boca Raton, FL, USA, 2002; ISBN 9780849305856. [Google Scholar]
- 3M Scotch-Weld TM Epoxy Adhesive DP110 Translucent and Gray; 3M Industrial Adhesives and Tapes Division: St. Paul, MN, USA, 2019.
- 3M Scotch-Weld TM Epoxy Adhesives DP125 Translucent and Gray; 3M Industrial Adhesives and Tapes Division: St. Paul, MN, USA, 2009.
- 3M Scotch-Weld TM Epoxy Adhesives DP190 Translucent and Grey; 3M Industrial Adhesives and Tapes Division: St. Paul, MN, USA, 2016.
- Spabond™ 340LV HT High Tg Structural Epoxy Adhesive: Full General Datasheet. Gurit. 2015. Available online: https://www.amtcomposites.co.za/wp-content/uploads/2021/05/spabond-340lv-ht.pdf (accessed on 1 August 2023).
- Eprosin Flex: Technical Datasheet. In Stachema, Divize Průmyslová Lepidla. 2021. Available online: https://www.stachema.cz/produkt/eprosin-flex (accessed on 1 August 2023).
- Lafeber, R.; van den Bosch, G.; Murre, M.; Bassa, J.; van Moergestel, L.; Puik, E. Characterisation of High Accuracy, Feedback Controlled, Adhesive Bonding. In Precision Assembly Technologies and Systems; Springer: Berlin/Heidelberg, Germany, 2012; pp. 144–153. ISBN 978-3-642-28162-4. [Google Scholar] [CrossRef]
- Kubit, A.; Bucior, M.; Zielincki, W. The impact of the multiwall carbon nanotubes on the fatigue properties of adhesive joints of 2024-T3 aluminium alloy subjected to peel. Procedia Struct. Integr. 2016, 2, 334–341. [Google Scholar] [CrossRef]
- Srivastava, V.K. Effect of carbon nanotubes on the strength of adhesive lap joints of C/C and C/C–SiC ceramic fibre compo-sites. Int. J. Adhes. Adhes. 2011, 31, 486–489. [Google Scholar] [CrossRef]
- Bregar, T.; An, D.; Gharavian, S.; Burda, M.; Durazo-Cardenas, I.; Thakur, V.K.; Ayre, D.; Słoma, M.; Hardiman, M.; McCarthy, C.; et al. Carbon nanotube embedded adhesives for real-time monitoring of adhesion failure in high performance adhesively bonded joints. Sci. Rep. 2020, 10, 16833. [Google Scholar] [CrossRef] [PubMed]
- Dai, D.; Li, Y.; Wang, Y.; Bao, H.; Wang, G. Rethinking the image feature biases exhibited by deep convolutional neural network models in image recognition. CAAI Trans. Intell. Technol. 2022, 7, 721–731. [Google Scholar] [CrossRef]
- Mallikarjuna, S.; Shivakumara, P.; Khare, V.; Basavanna, M.; Pal, U.; Poornima, B. Multi-gradient-direction based deep learning model for arecanut disease identification. CAAI Trans. Intell. Technol. 2022, 7, 156–166. [Google Scholar] [CrossRef]
- Du, H.; Du, S.; Li, W. Probabilistic time series forecasting with deep non-linear state space models. CAAI Trans. Intell. Technol. 2023, 8, 3–13. [Google Scholar] [CrossRef]
- Fan, B.; Zhang, Y.; Chen, Y.; Meng, L. Intelligent vehicle lateral control based on radial basis function neural network sliding mode controller. CAAI Trans. Intell. Technol. 2022, 7, 455–468. [Google Scholar] [CrossRef]
- Valença, J.; Mukhandi, H.; Araújo, A.; Couceiro, M.; Júlio, E. Benchmarking for Strain Evaluation in CFRP Laminates Using Computer Vision: Machine Learning versus Deep Learning. Materials 2022, 15, 6310. [Google Scholar] [CrossRef]
- Wei, Z.; Fernandes, H.; Herrmann, H.-G.; Tarpani, J.; Osman, A. A Deep Learning Method for the Impact Damage Segmentation of Curve-Shaped CFRP Specimens Inspected by Infrared Thermography. Sensors 2021, 21, 395. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Adhesive Type | Working Time | Clamping Time | Cure Time | Viscosity at Room Temperature | Density | Shear Strength | Volumetric Shrinkage |
|---|---|---|---|---|---|---|---|
| [min] | [min] | [Days] | [Pa.s] | [g/cm3] | [MPa] | [%] | |
| DP110 | 9–15 | 20 | 2 | 65.0 | 1.12 | 17 | not specified |
| DP125 | 25 | 150 | 1 | 52.5 | 1.13 | 13.4 | not specified |
| DP190 | 90 | 480 | 7 | 86.3 | 1.31 | 11.7 | not specified |
| Spabond 340 LV | 45 | 1060 | 28 | 264 | 1.12 | 29 | 1.91–1.94 |
| Eprosin Flex | 70 | 1440 | 7 | 15 | 1.55 | 15.9 | not specified |
| Adhesive Type | Accuracy Rate | The Average Value of Total Runout [mm] |
|---|---|---|
| DP 110 | 2/3 | 0.041 |
| DP 125 | 0/3 | 0.159 |
| DP 190 | 1/3 | 0.074 |
| Spabond | 2/3 | 0.051 |
| Eprosin | 2/3 | 0.041 |
| Adhesive Type | Working Time [min] | Viscosity at Room Temperature [Pa.s] | Ease of Mixing | Tendency to Leak out |
|---|---|---|---|---|
| DP110 | 9–15 | 65.0 | Good | Medium |
| DP125 | 25 | 52.5 | Good | Medium |
| DP190 | 90 | 86.3 | Good | Medium |
| Spabond 340 LV | 45 | 264 | Harder to mix because of higher viscosity | Very low |
| Eprosin Flex | 70 | 15 | Very good, for best results the adhesive needs to be partially cured when applying | Very high |
| Sample Info | Before Environmental Tests | After 1st Set of Climatic Tests | After 2nd Set of Climatic Tests | After a Set of Mechanical Tests | |||||
|---|---|---|---|---|---|---|---|---|---|
| Number | Adhesive | Calibrated | Total Runout [mm] | Total Runout [mm] | Deviation [mm] | Total Runout [mm] | Deviation [mm] | Total Runout [mm] | Deviation [mm] |
| 7 | DP110 | no | 0.012 | 0.026 | −0.013 | 0.020 | −0.008 | 0.006 | 0.006 |
| 8 | DP110 | yes | 0.014 | 0.006 | 0.008 | 0.014 | 0.000 | 0.024 | −0.010 |
| 9 | DP110 | no | 0.028 | 0.023 | 0.005 | 0.028 | 0.000 | 0.027 | 0.000 |
| 2 | DP125 | yes | 0.014 | 0.013 | 0.001 | 0.016 | −0.002 | 0.018 | −0.004 |
| 4 | DP125 | yes | 0.005 | 0.009 | −0.004 | 0.007 | −0.002 | 0.007 | −0.002 |
| 6 | DP125 | yes | 0.012 | 0.015 | −0.004 | 0.016 | −0.005 | 0.016 | −0.004 |
| 1 | DP190 | yes | 0.020 | 0.020 | 0.000 | 0.018 | 0.002 | 0.018 | 0.002 |
| 3 | DP190 | no | 0.023 | 0.011 | 0.012 | 0.018 | 0.004 | 0.017 | 0.005 |
| 5 | DP190 | yes | 0.033 | 0.031 | 0.003 | 0.032 | 0.001 | 0.033 | 0.000 |
| 10 | Spabond | yes | 0.017 | 0.021 | −0.004 | 0.018 | −0.002 | 0.020 | −0.003 |
| 11 | Spabond | no | 0.037 | 0.016 | 0.020 | 0.010 | 0.027 | 0.019 | 0.018 |
| 12 | Spabond | no | 0.022 | 0.052 | −0.030 | 0.052 | −0.030 | 0.057 | −0.036 |
| 13 | Eprosin | no | 0.022 | 0.010 | 0.012 | 0.027 | −0.005 | 0.019 | 0.004 |
| 14 | Eprosin | yes | 0.017 | 0.015 | 0.002 | 0.015 | 0.002 | 0.017 | 0.000 |
| 15 | Eprosin | no | 0.035 | 0.034 | 0.001 | 0.025 | 0.011 | 0.034 | 0.002 |
| Sample Type | [mm] | ||
|---|---|---|---|
| Calibrated samples | 0.0041 | 0.0032 | 21.9% |
| Noncalibrated samples | 0.0164 | 0.0101 | 38.4% |
| Sample Number | Calibrated | Total Runout Deviation after 1st Temperature Test [%] | Total Runout Deviation after 2nd Temperature Test [%] | Total Runout Deviation after Mechanical Test [%] |
|---|---|---|---|---|
| 1 | yes | 13.9 | 86.1 | 4.28 |
| 2 | yes | 22.03 | 38.99 | 38.99 |
| 3 | no | 100 | 63.77 | 9.29 |
| 4 | yes | 100 | 52.46 | 3.88 |
| 5 | yes | 100 | 67.25 | 26.76 |
| 6 | yes | 75.64 | 24.36 | 9.53 |
| 7 | no | 100 | 40.67 | 10.74 |
| 8 | yes | 81.2 | 77.38 | 96.18 |
| 9 | no | 100 | 93.29 | 5.63 |
| 10 | yes | 100 | 58.63 | 44.16 |
| 11 | no | 75.75 | 24.25 | 32.8 |
| 12 | no | 84.11 | 0.79 | 15.1 |
| 13 | no | 100 | 58.63 | 10.41 |
| 14 | yes | 100 | 5.63 | 78.4 |
| 15 | no | 11.7 | 88.3 | 85.3 |
| Average | 77.62 | 52.03 | 31.43 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kupčák, R.; Zouhar, J.; Viliš, J.; Gregor, L.; Hrušecká, D. Precision and Dimensional Stability of Bonded Joints of Carbon-Fibre-Reinforced Polymers Parts. Appl. Sci. 2023, 13, 10413. https://doi.org/10.3390/app131810413
Kupčák R, Zouhar J, Viliš J, Gregor L, Hrušecká D. Precision and Dimensional Stability of Bonded Joints of Carbon-Fibre-Reinforced Polymers Parts. Applied Sciences. 2023; 13(18):10413. https://doi.org/10.3390/app131810413
Chicago/Turabian StyleKupčák, Radim, Jan Zouhar, Jindřich Viliš, Lukáš Gregor, and Denisa Hrušecká. 2023. "Precision and Dimensional Stability of Bonded Joints of Carbon-Fibre-Reinforced Polymers Parts" Applied Sciences 13, no. 18: 10413. https://doi.org/10.3390/app131810413
APA StyleKupčák, R., Zouhar, J., Viliš, J., Gregor, L., & Hrušecká, D. (2023). Precision and Dimensional Stability of Bonded Joints of Carbon-Fibre-Reinforced Polymers Parts. Applied Sciences, 13(18), 10413. https://doi.org/10.3390/app131810413