
Research on the Preparation Process of SBS-Modified Asphalt Using Early Shearing Instead of High-Speed Shearing of Modifier


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
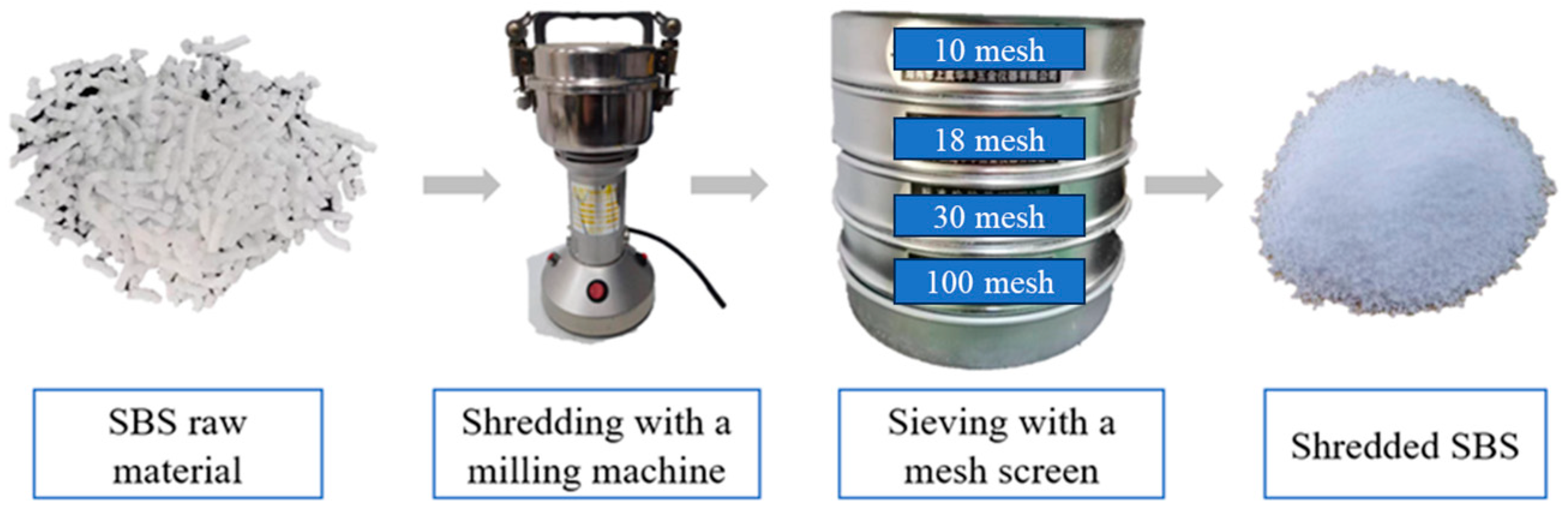
2.2. Pre-Cutting Process for SBS
2.3. Modified Asphalt Preparation Process
2.4. Measurement
2.4.1. Laser Confocal Microscopy (LSCM) Test
2.4.2. Conventional Asphalt Tests
2.4.3. Temperature Sweep Test
2.4.4. MSCR Test
2.4.5. LAS Test
2.4.6. BBR Test
2.4.7. Fourier-Transform Infrared (FTIR) Spectroscopy
2.4.8. Laboratory Binder Aging
3. Results and Discussion
3.1. Effect of Mixing Time on the Morphology and Performance of Pre-Cut SBS-Modified Asphalt
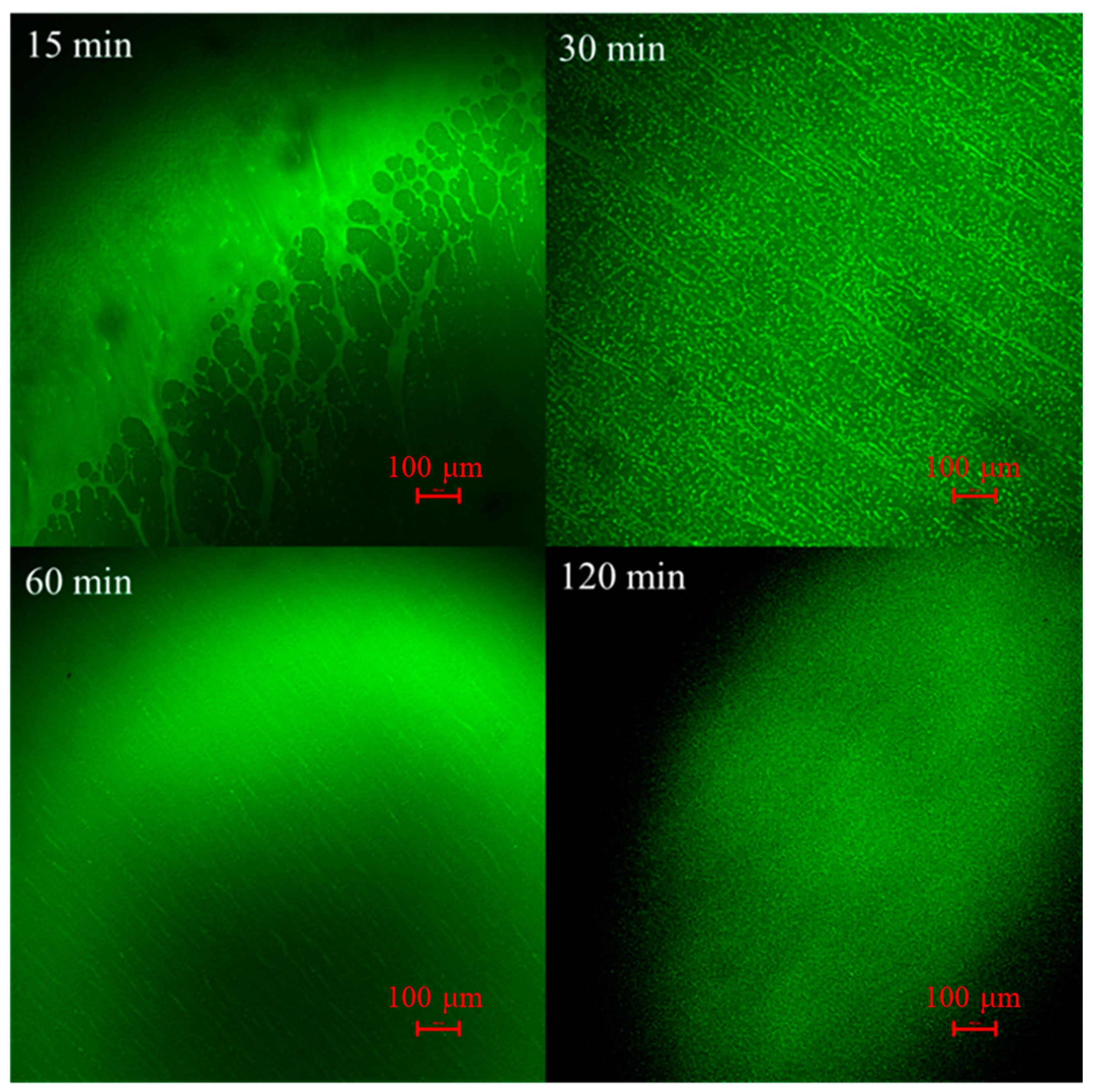
3.1.1. LSCM Test
- (1)
- Reticulation of SBS edges: After coming into contact with asphalt, the edges of the SBS, being the first parts to make contact with the high-temperature asphalt, absorb heat initially. When a certain amount of heat has been absorbed, the portions with higher contents of polybutadiene undergo a phase transition, leading to the formation of voids along the edges of the SBS. However, the parts with higher contents of polystyrene do not yet undergo a phase transition, resulting in the formation of a reticular structure.
- (2)
- Reticular filamentation: The reticular structure continues to absorb heat from the high-temperature asphalt. In the connecting region between two areas with higher polystyrene contents, the glass transition temperature is lower than that of the high-polystyrene-content part. This causes a phase transition in the connecting regions, leading to the disruption of the reticular structure and its transformation into a filamentous one.
- (3)
- Filamentous granulation: The filamentous structure absorbs heat from the high-temperature asphalt. In the edges and some internal areas of the filamentous structure, where the polystyrene content is relatively lower, phase transitions are more likely to occur. As a result, filaments break off from the edges or interior, forming granules with relatively higher polystyrene contents.
- (4)
- Granular atomization: The granular SBS structure continues to absorb heat, repeating the aforementioned morphological changes. With each iteration of the reticular, filamentous, and granular transformations, the particle size of the SBS significantly reduces. After undergoing several cycles of these changes, the diameter of the SBS particles approaches the resolution of the laser confocal microscope, visually presenting an atomization effect.
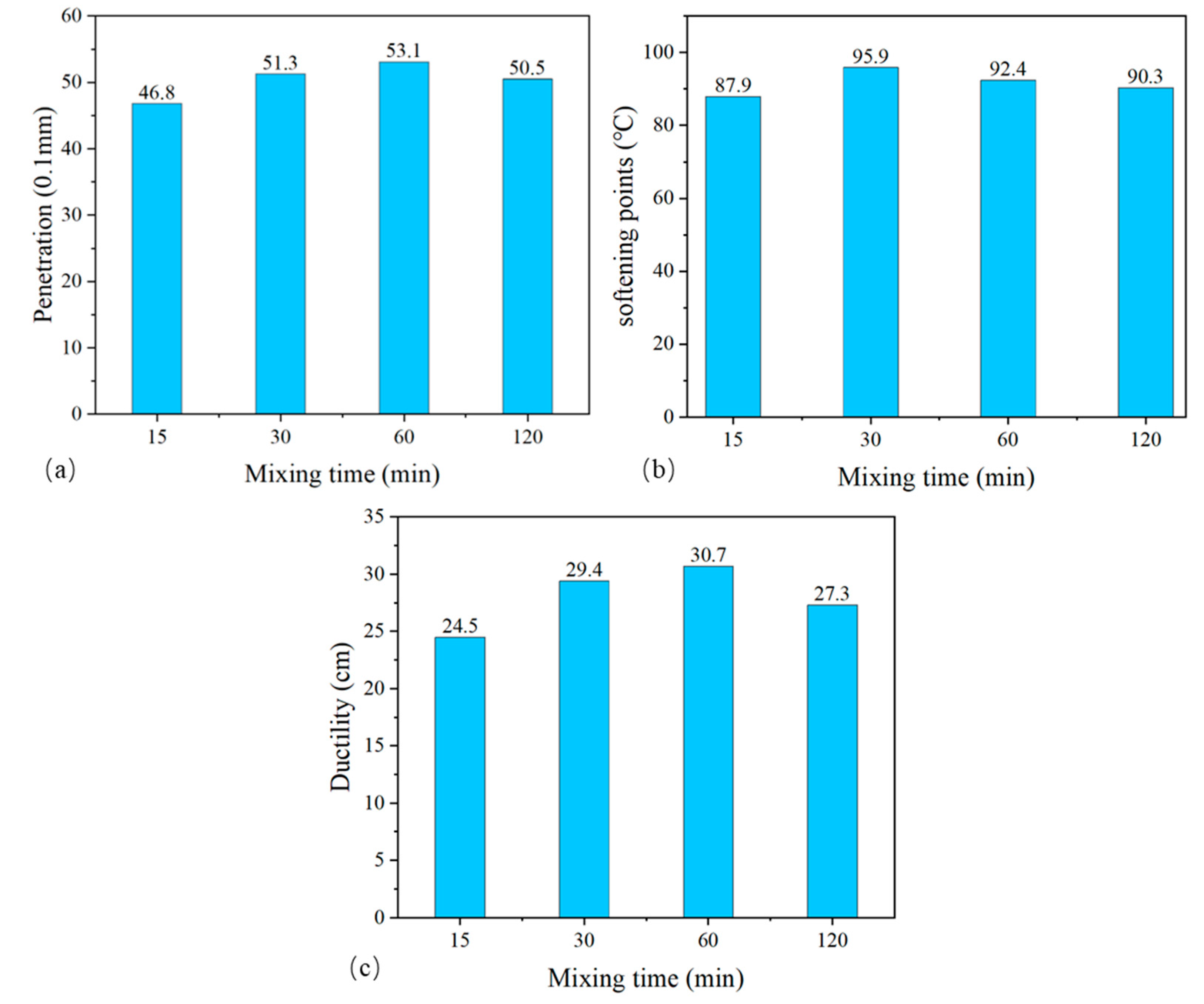
3.1.2. Conventional Asphalt Tests
3.1.3. Temperature Sweep Test
3.1.4. MSCR Test
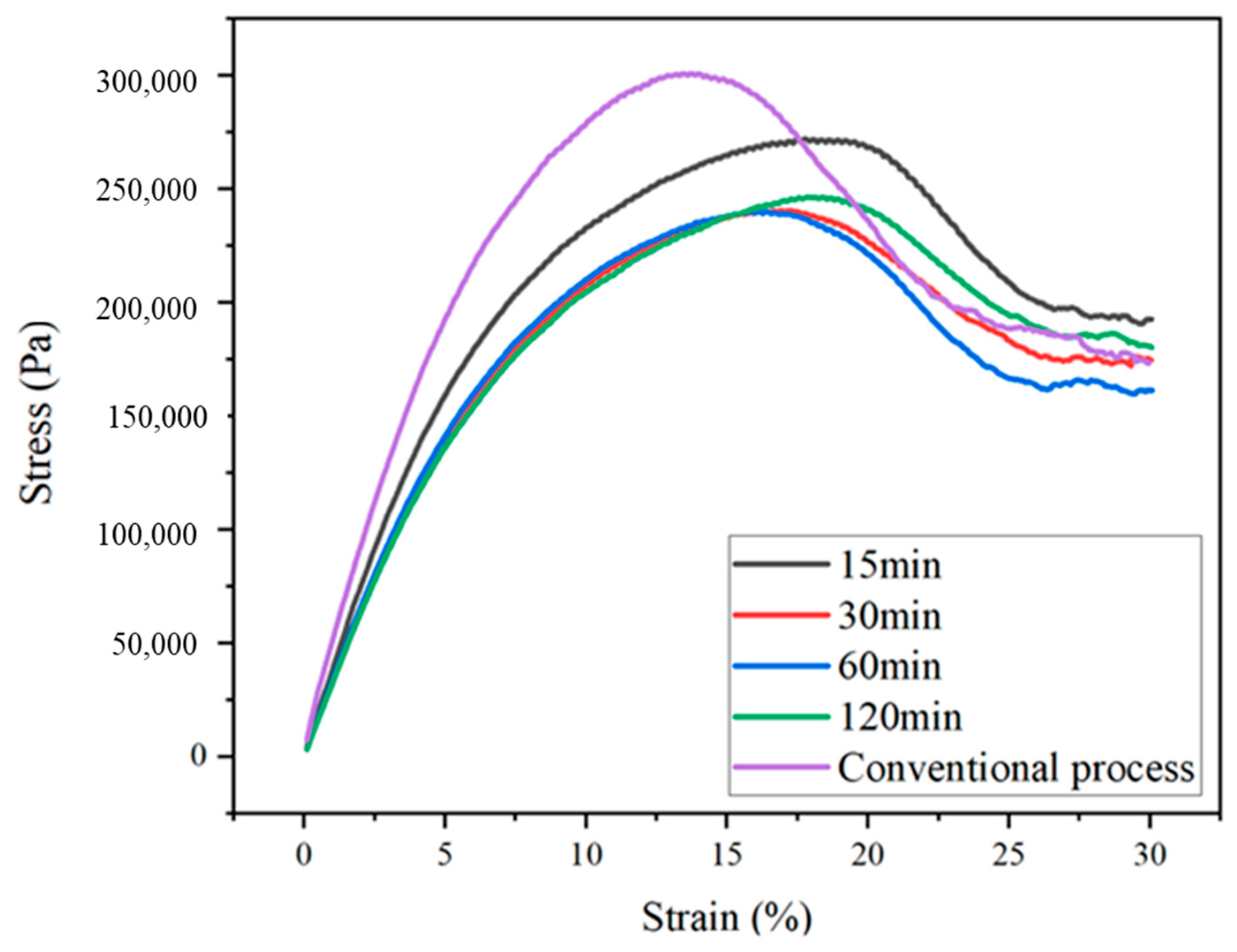
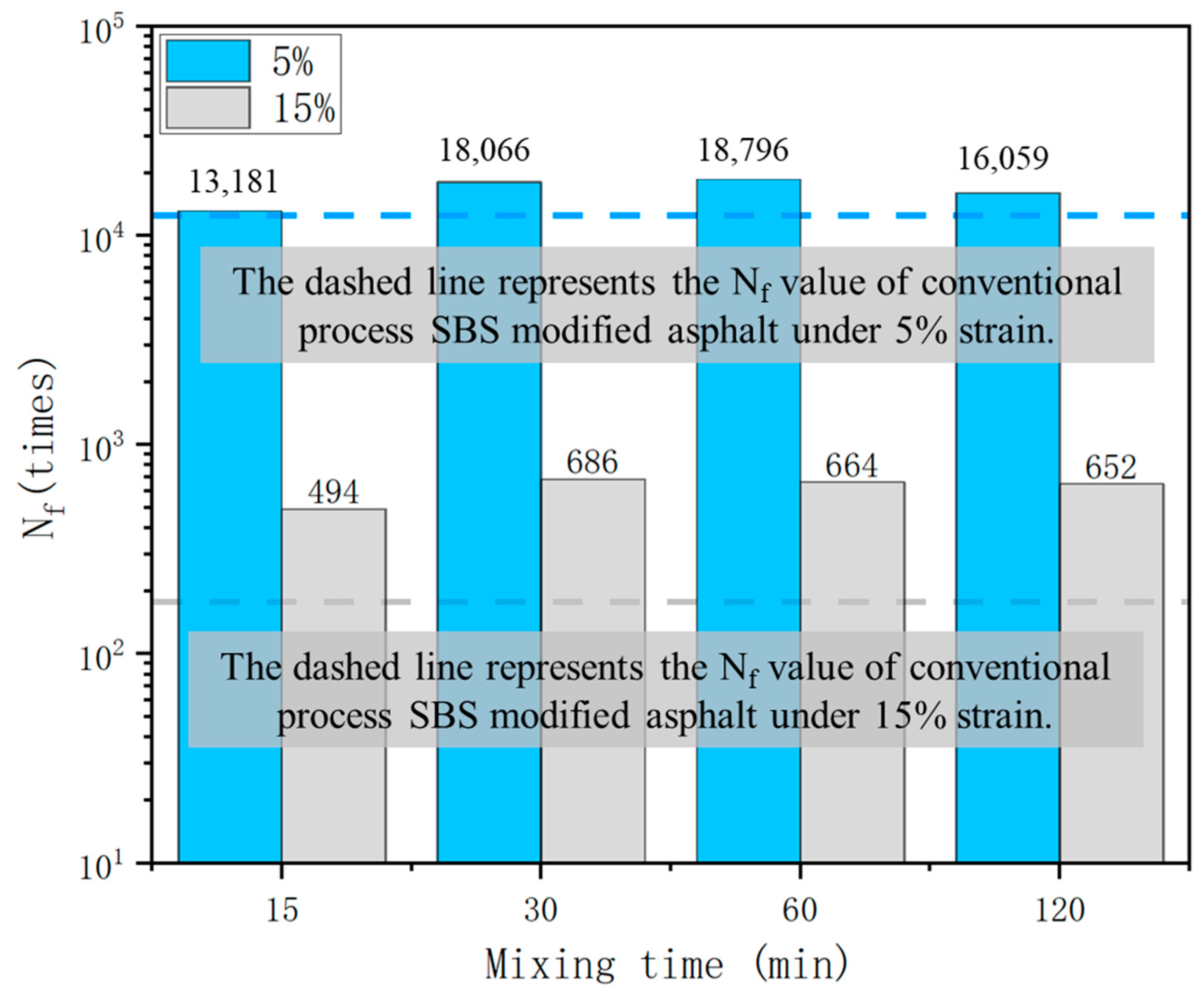
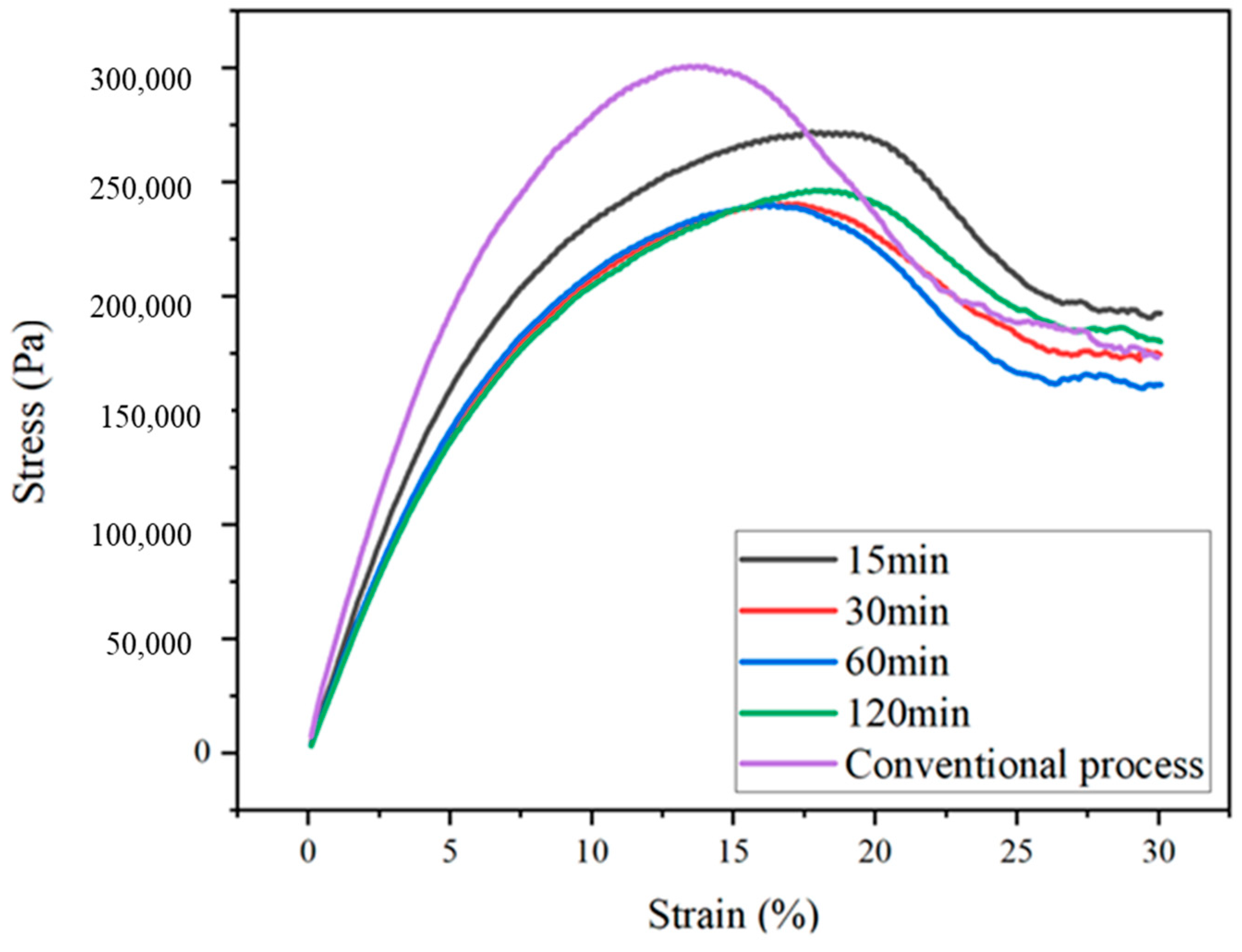
3.1.5. LAS Test
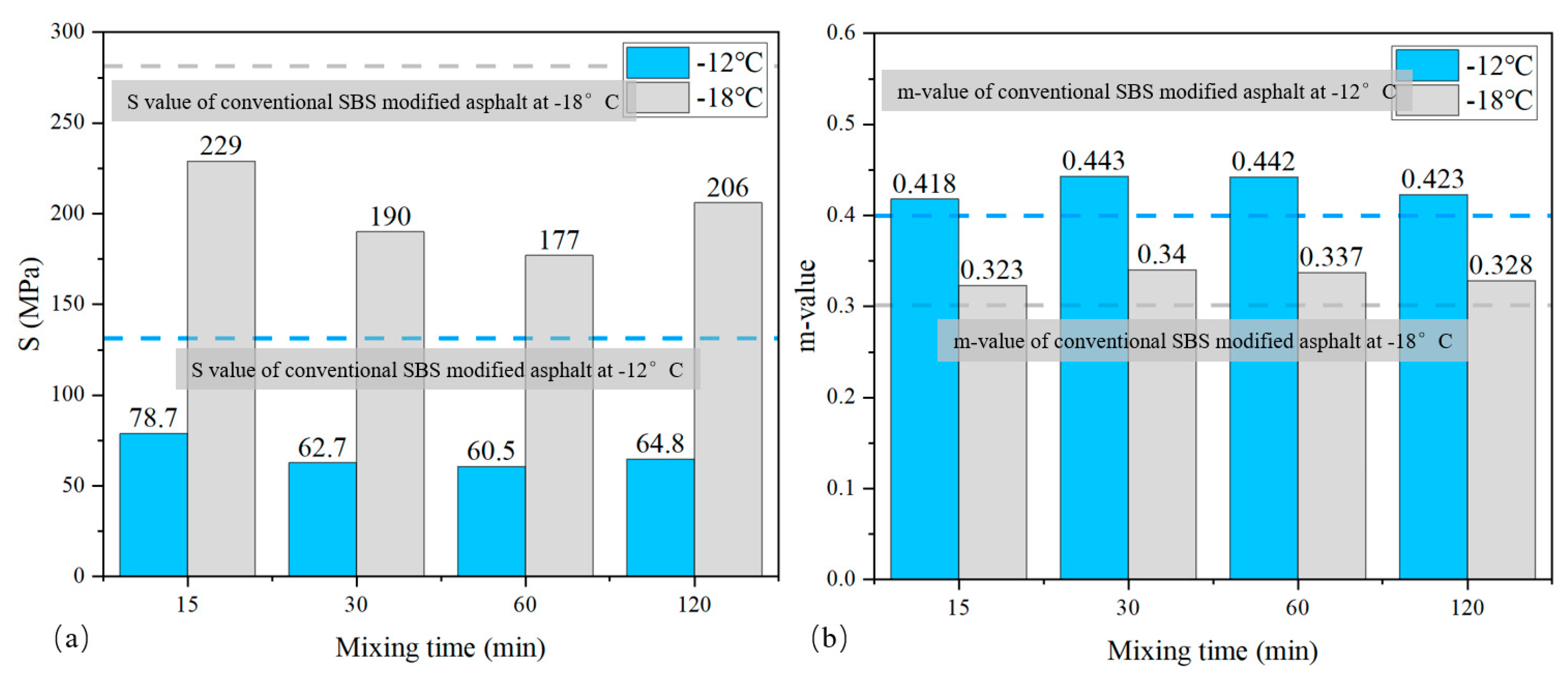
3.1.6. BBR Test
3.2. Effect of Shredded Particle Size on Microscopic Morphology and Performance of Pre-Cut SBS-Modified Asphalt
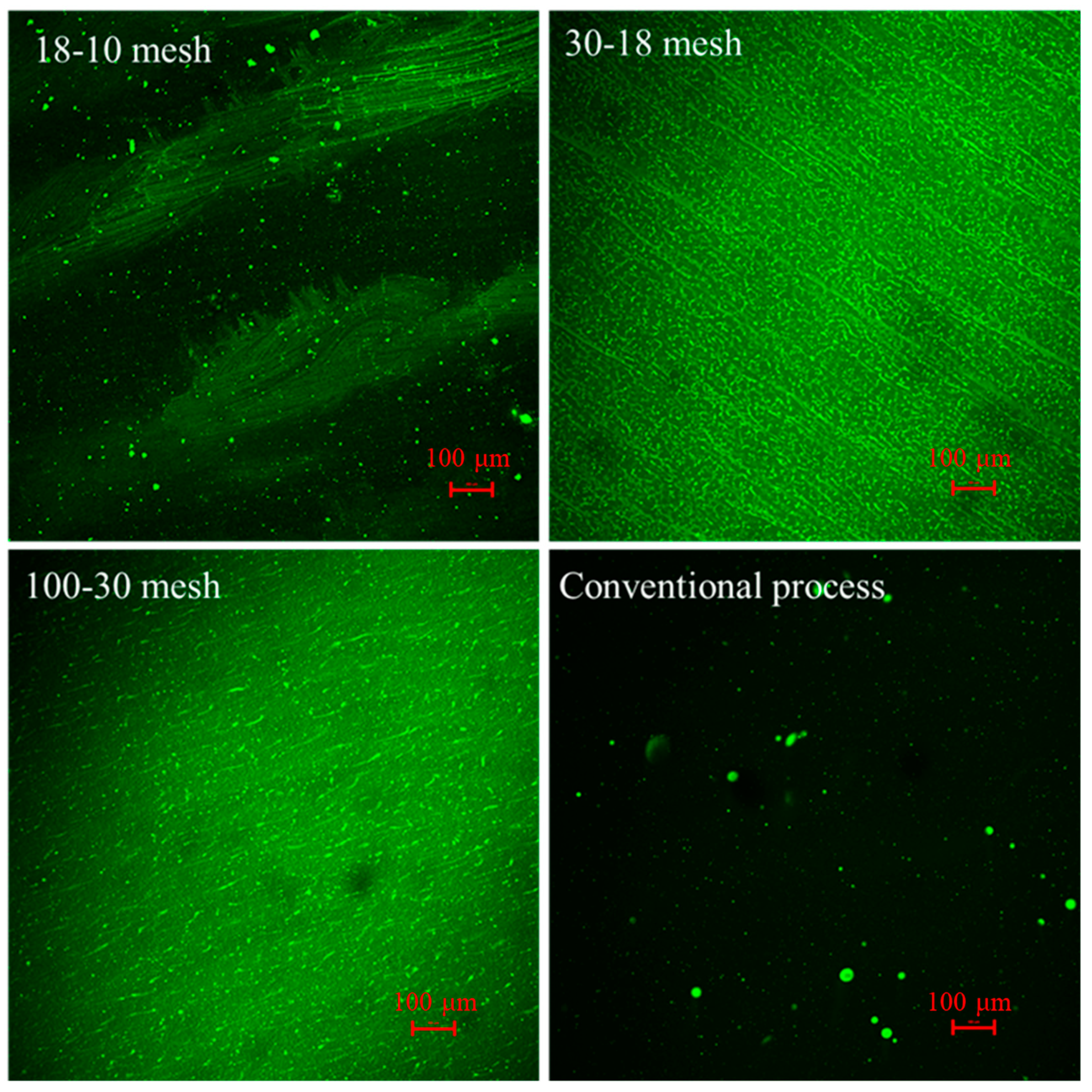
3.2.1. LSCM Test
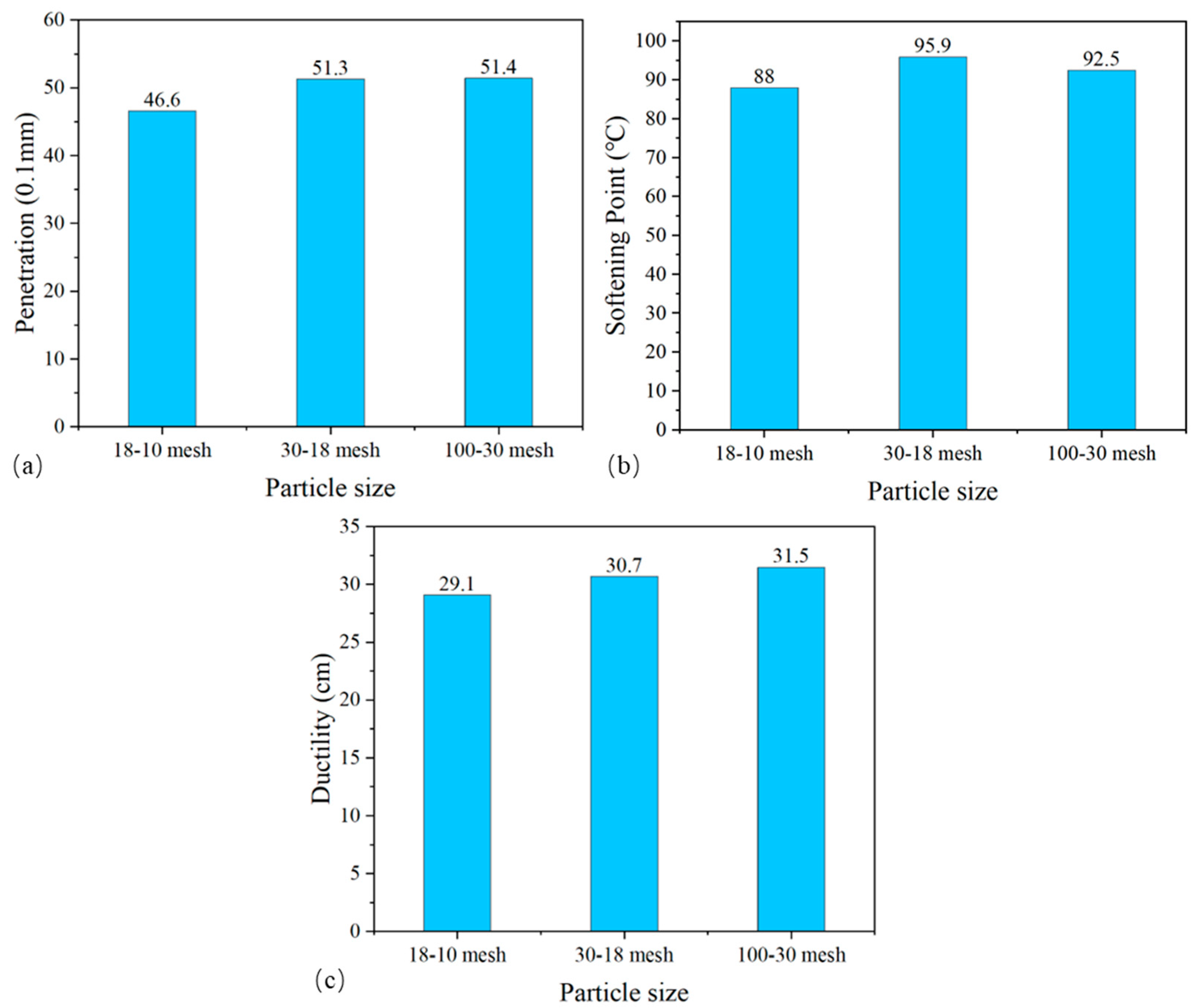
3.2.2. Conventional Asphalt Tests
3.2.3. Temperature Sweep Test
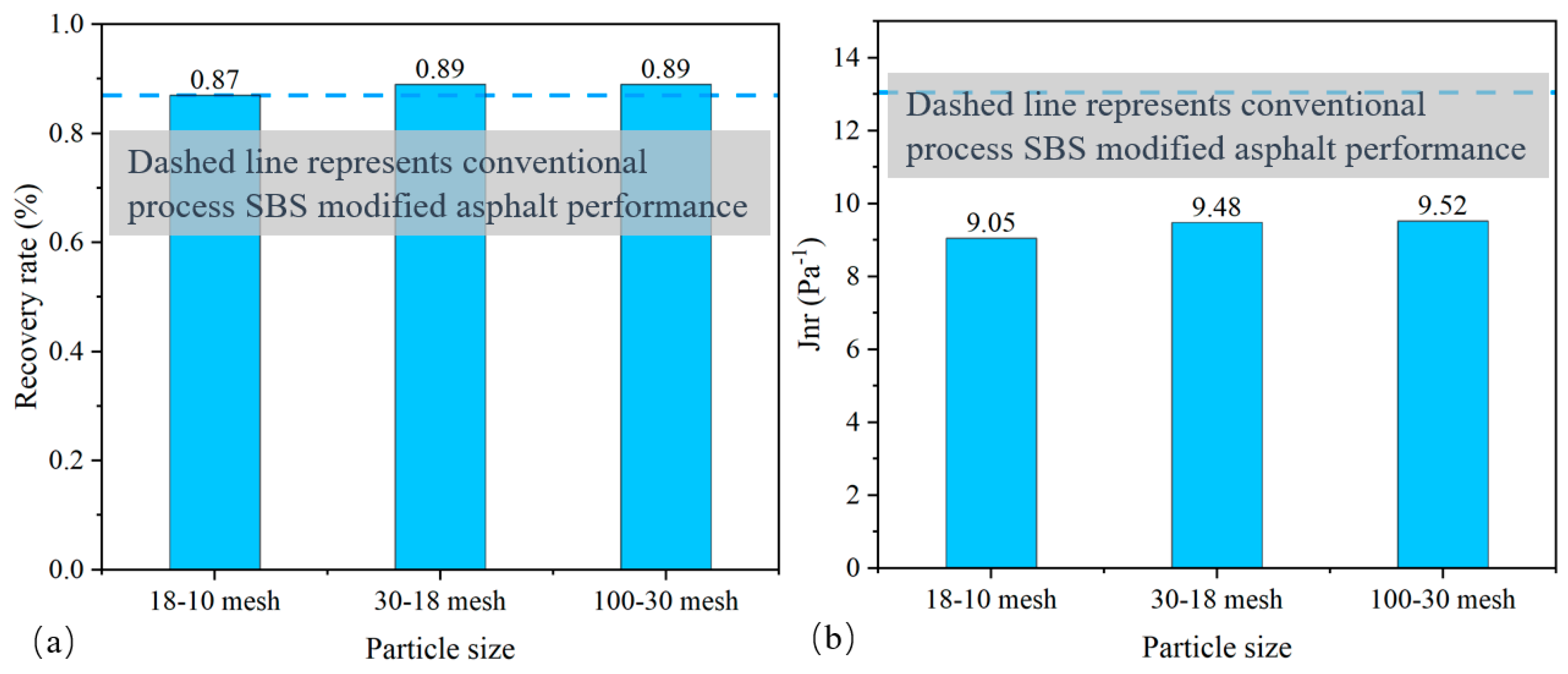
3.2.4. MSCR Test
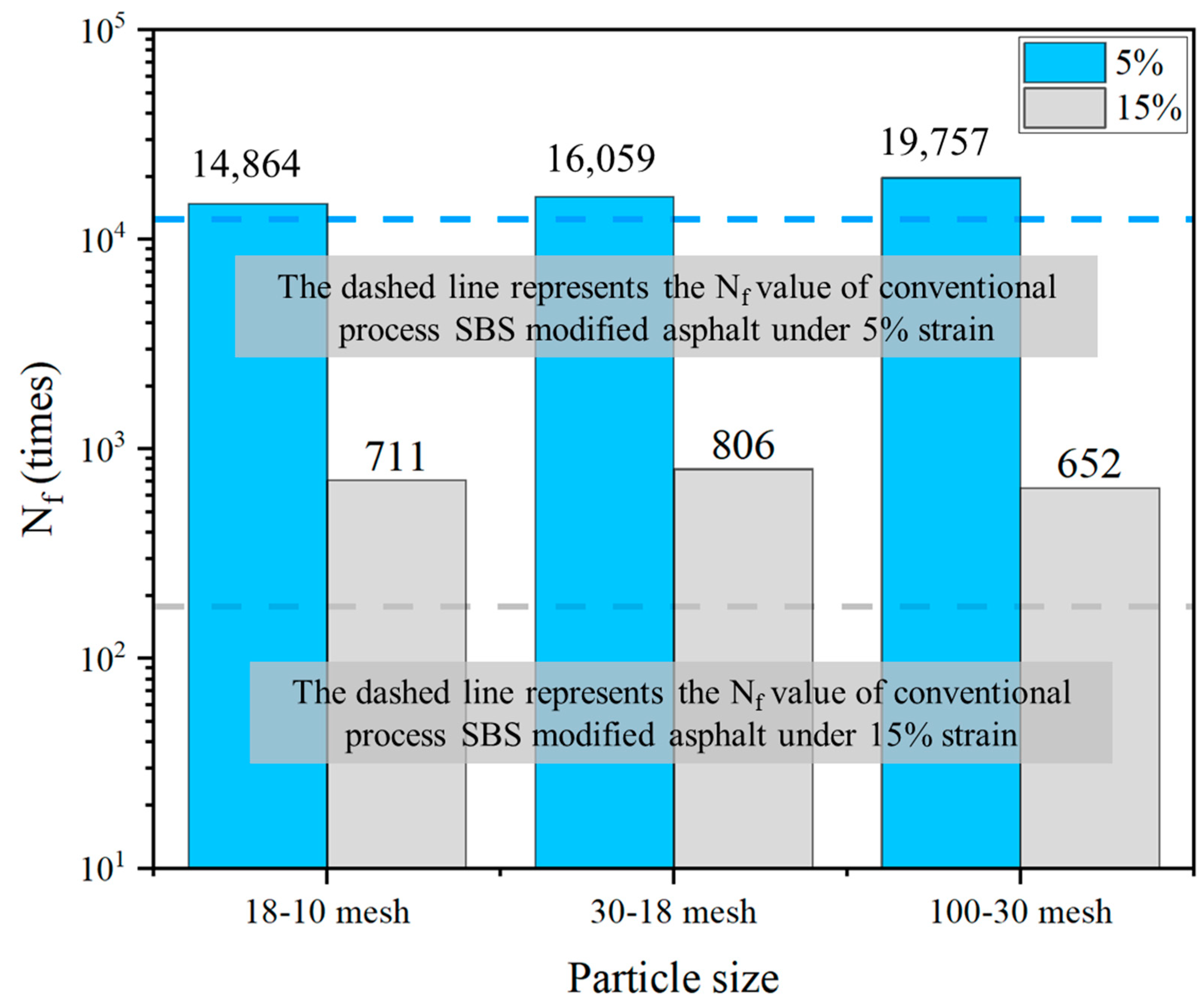
3.2.5. LAS Test
3.2.6. BBR Test
3.3. Impact of Pre-Cutting Process on the Chemical Composition and Aging Resistance Performance of SBS-Modified Asphalt
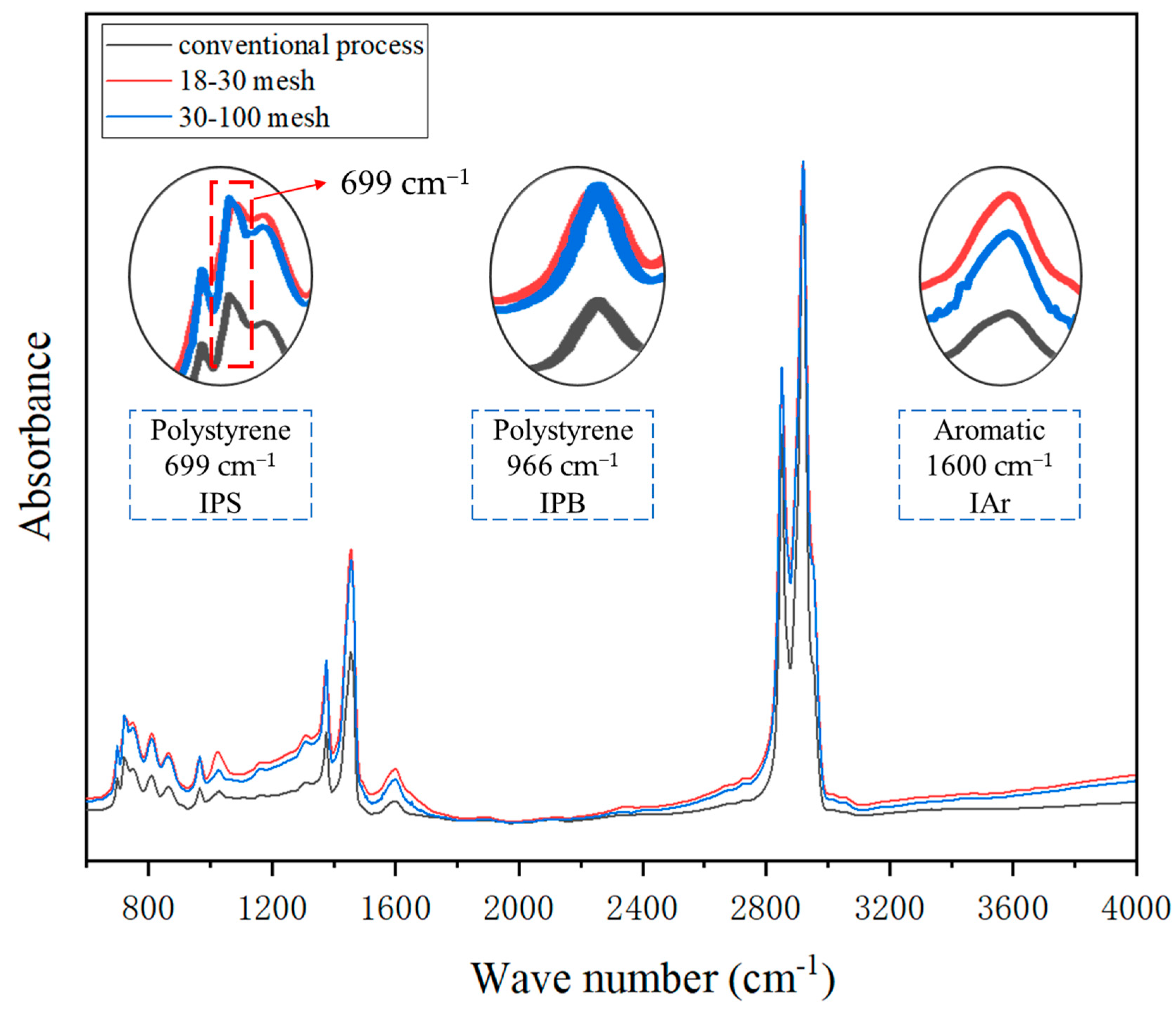
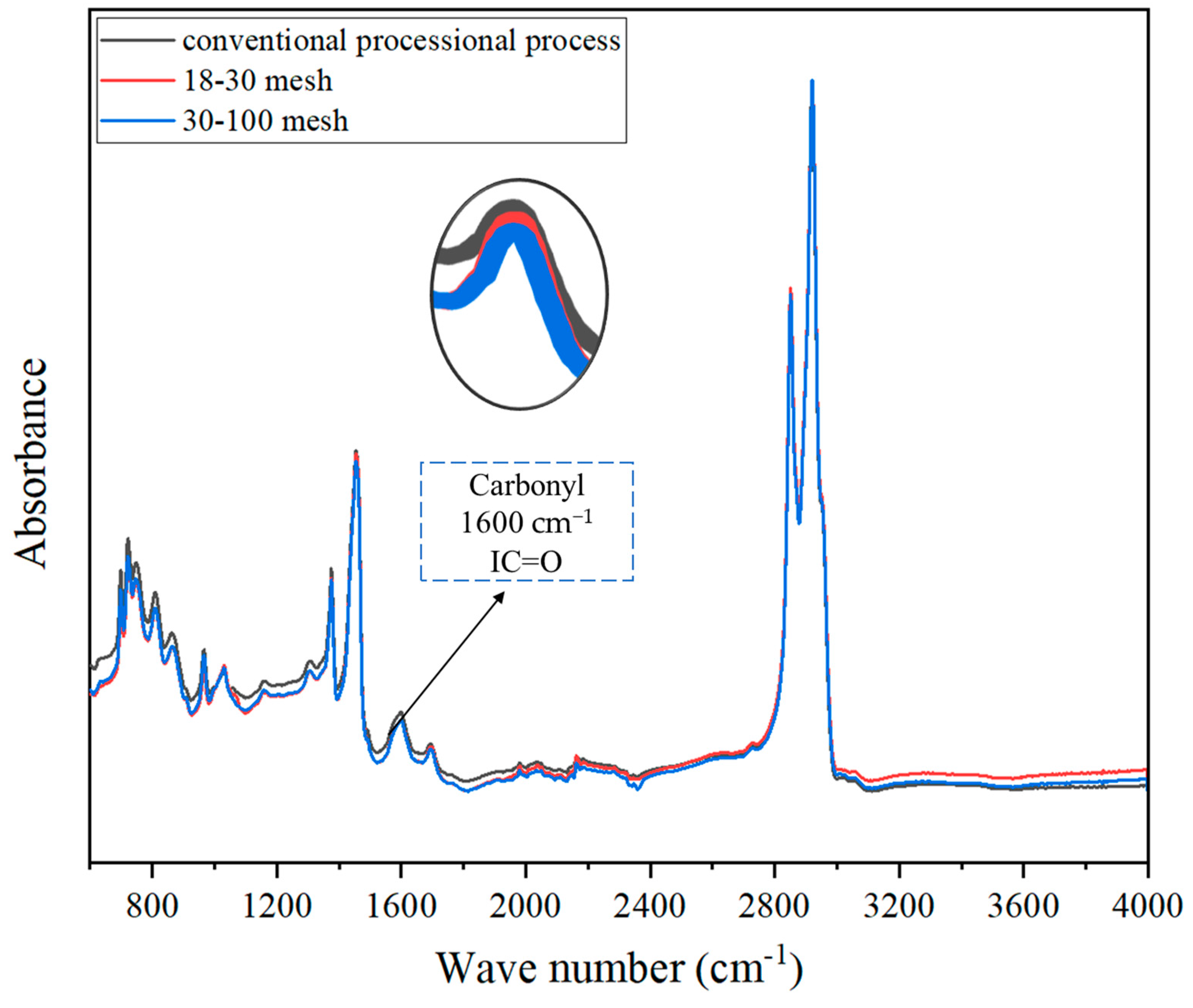
3.3.1. Impact of Pre-Cutting Process on the Chemical Composition of Modified Asphalt
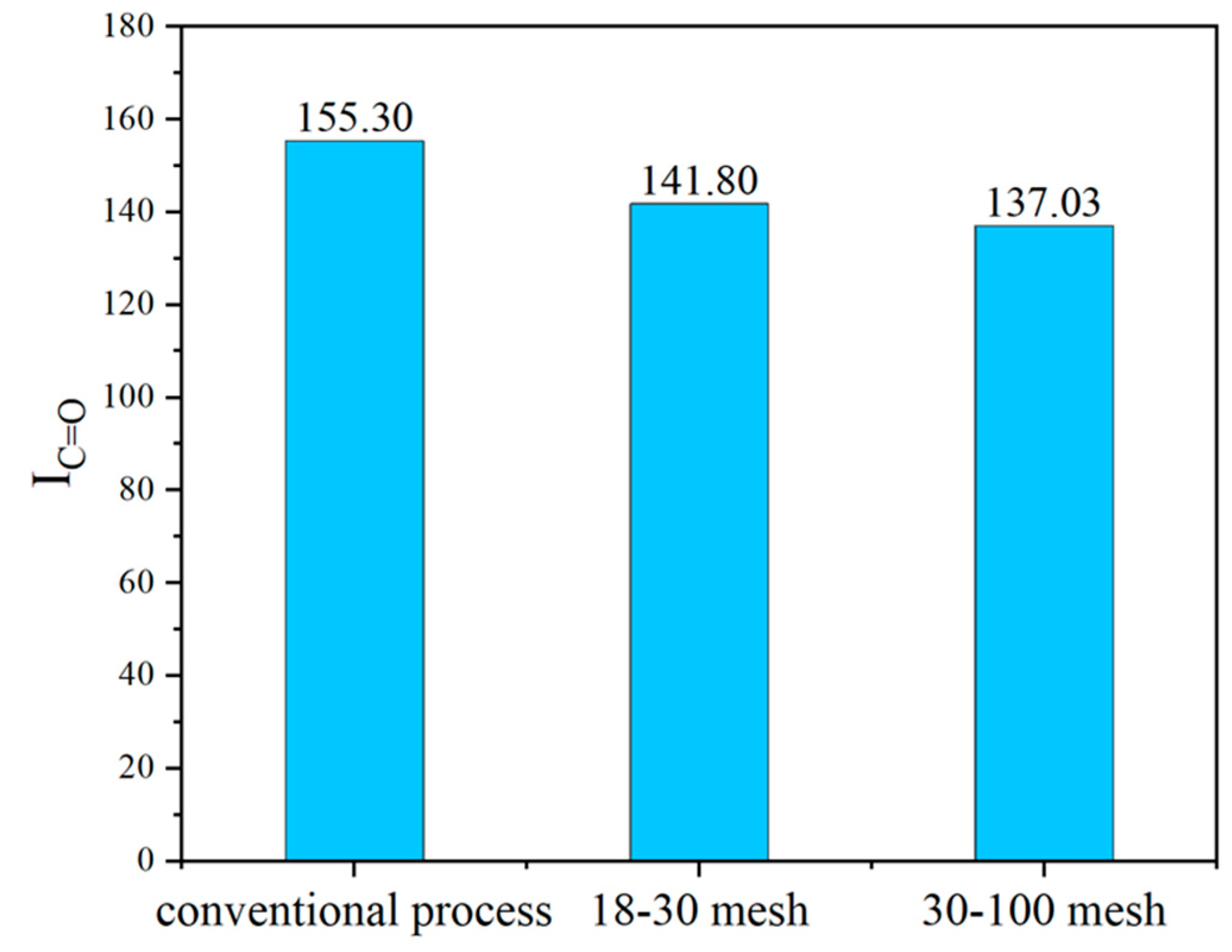
3.3.2. Impact of Pre-Cutting as a Replacement for High-Speed Shearing Process on Anti-Aging Performance
4. Conclusions
- (1)
- The morphological changes of the SBS modifier in the preparation process through low-speed mixing can be summarized as follows: SBS edge networking, network filamentation, filament granulation, and granular atomization. The edge portions of the SBS particles absorb heat first, forming a network pore structure known as edge networking. As the network structure continues to absorb heat, it breaks apart to form a filamentary structure, known as network filamentation. Further heating leads to the fragmentation of the filamentary structure into multiple granular forms of SBS, known as filament granulation. This cycle of edge networking, network filamentation, and filament granulation is repeated multiple times until the SBS particles become extremely small, visually resembling a misty granular form, in a process known as granular atomization.
- (2)
- In the process of preparing modified asphalt through low-speed mixing with pre-cut SBS modifier, the mixing time should be controlled within 30 to 60 min to achieve uniform dispersion and excellent performance of the modified asphalt. If the mixing time is too short, the performance of the modified asphalt will be weaker than that of conventional-process asphalt. Pre-cut SBS-modified asphalt mixed for 30 to 60 min exhibits a filament–point combined morphology wherein the filamentous SBS enhances interlocking, resulting in a stronger network structure. This imparts excellent high-temperature rutting resistance, fatigue resistance, and low-temperature crack resistance. Mixing for 120 min results in a morphology with small granular particles resembling a mist. Interestingly, this morphology weakens the strength of the network structure and leads to a decrease in overall performance.
- (3)
- In the process of preparing modified asphalt through low-speed mixing with pre-cut SBS modifier, when the shredded SBS particle size is greater than 18 mesh, the resulting modified asphalt exhibits uniform dispersion and excellent performance. The SBS-modified asphalt prepared in this way features a filament–point combined morphology, leading to outstanding overall performance. When the particle size is in the range of 30 to 18 mesh, the modified asphalt benefits from larger filament widths and particle diameters, resulting in a stronger network structure and higher resistance to high-temperature rutting. On the other hand, at a particle size of 100 to 30 mesh, the modified asphalt possesses smaller filament widths and particle diameters, leading to better network structure extensibility and, consequently, improved performance in terms of mid-temperature fatigue resistance and low-temperature crack resistance.
- (4)
- Compared to the traditional method of preparing SBS-modified asphalt, the new process of using pre-shredded SBS instead of high-speed shearing reduces the overall preparation time by 1 to 3 h, resulting in lower energy consumption. Moreover, it improves aging resistance by 10% to 13%. Additionally, SBS-modified asphalt prepared using the new process demonstrates superior performance, thus reducing road wear and saving maintenance costs.
- (5)
- This research investigated the microstructure, three key indicators, rheological properties, and chemical composition of asphalt for which the pre-cutting process was used instead of high-speed shearing. It is anticipated that future research will comprehensively explore other aspects of performance, such as water damage resistance. Additionally, the asphalt mixture prepared using this process will be subjected to performance testing for road applications, including Hamburg wheel tracking test, semi-circular bend test (SCB), four-point bending fatigue test, and more. Finally, we hope to apply the pre-cutting process as a replacement for high-speed shearing to a wider range of modifiers, such as SEBS, EVA, and petroleum resins.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, M.; Geng, J.; Xia, C.; He, L.; Liu, Z. A review of phase structure of SBS modified asphalt: Affecting factors, analytical methods, phase models and improvements. Constr. Build. Mater. 2021, 294, 123610. [Google Scholar] [CrossRef]
- Khodaii, A.; Mehrara, A. Evaluation of permanent deformation of unmodified and SBS modified asphalt mixtures using dynamic creep test. Constr. Build. Mater. 2009, 23, 2586–2592. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, H.; Shi, C. Investigation of aging performance of SBS modified asphalt with various aging methods. Constr. Build. Mater. 2017, 145, 445–451. [Google Scholar] [CrossRef]
- Liang, M.; Xin, X.; Fan, W.; Luo, H.; Wang, X.; Xing, B. Investigation of the rheological properties and storage stability of CR/SBS modified asphalt. Constr. Build. Mater. 2015, 74, 235–240. [Google Scholar] [CrossRef]
- Xu, S.; Fan, Y.; Feng, Z.; Ke, Y.; Zhang, C.; Huang, H. Comparison of quantitative determination for SBS content in SBS modified asphalt. Constr. Build. Mater. 2021, 282, 122733. [Google Scholar] [CrossRef]
- Chen, J.S.; Liao, M.C.; Tsai, H.H. Evaluation and optimization of the engineering properties of polymer-modified asphalt. Pract. Fail. Anal. 2002, 2, 75–83. [Google Scholar] [CrossRef]
- Sun, L.; Wang, Y.; Zhang, Y. Aging mechanism and effective recycling ratio of SBS modified asphalt. Constr. Build. Mater. 2014, 70, 26–35. [Google Scholar] [CrossRef]
- Dong, F.; Zhao, W.; Zhang, Y.; Wei, J.; Fan, W.; Yu, Y.; Wang, Z. Influence of SBS and asphalt on SBS dispersion and the performance of modified asphalt. Constr. Build. Mater. 2014, 62, 1–7. [Google Scholar] [CrossRef]
- Wen, G.; Zhang, Y.; Zhang, Y.; Sun, K.; Fan, Y. Improved properties of SBS-modified asphalt with dynamic vulcanization. Polym. Eng. Sci. 2002, 42, 1070–1081. [Google Scholar] [CrossRef]
- Liu, L.; Liu, Z.H.; Li, S. The Preparation Technology and Performance Study of SBS and Rubber Powder Composite Modified Asphalt. Appl. Mech. Mater. 2013, 361–363, 1617–1620. [Google Scholar] [CrossRef]
- Cao, Z.; Chen, M.; Yu, J.; Han, X. Preparation and characterization of active rejuvenated SBS modified bitumen for the sustainable development of high-grade asphalt pavement. J. Clean. Prod. 2020, 273, 123012. [Google Scholar] [CrossRef]
- Zhou, Z.; Chen, G. Preparation, Performance, and modification mechanism of high viscosity modified asphalt. Constr. Build. Mater. 2021, 310, 125007. [Google Scholar] [CrossRef]
- Wang, Y.; Yi, H.; Liang, P.; Chai, C.; Yan, C.; Zhou, S. Investigation on Preparation Method of SBS-Modified Asphalt Based on MSCR, LAS, and Fluorescence Microscopy. Appl. Sci. 2022, 12, 7304. [Google Scholar] [CrossRef]
- Kaya, D.; Topal, A.; McNally, T. Relationship between processing parameters and aging with the rheological behaviour of SBS modified bitumen. Constr. Build. Mater. 2019, 221, 345–350. [Google Scholar] [CrossRef]
- Ozdemir, D.K.; Topal, A.; McNally, T. Relationship between microstructure and phase morphology of SBS modified bitumen with processing parameters studied using atomic force microscopy. Constr. Build. Mater. 2021, 268, 121061. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, H.; You, Z.; Gao, J.; Irfan, M. Performance test on Styrene-Butadiene-Styrene (SBS) modified asphalt based on the different evaluation methods. Appl. Sci. 2019, 9, 467. [Google Scholar] [CrossRef]
- Ye, F.; Yin, W.; Lu, H.; Dong, Y. Property improvement of Nano-Montmorillonite/SBS modified asphalt binder by naphthenic oil. Constr. Build. Mater. 2020, 243, 118200. [Google Scholar] [CrossRef]
- Dong, F.; Fan, W.; Yang, G.; Wei, J.; Luo, H.; Wu, M.; Zhang, Y. Dispersion of SBS and its Influence on the Performance of SBS Modified Asphalt. J. Test. Eval. 2014, 42, 1073–1080. [Google Scholar] [CrossRef]
- Wang, T.; Yi, T.; Yuzhen, Z. The compatibility of SBS-modified asphalt. Pet. Sci. Technol. 2010, 28, 764–772. [Google Scholar] [CrossRef]
- Larsen, D.O.; Alessandrini, J.L.; Bosch, A.; Cortizo, M.S. Micro-structural and rheological characteristics of SBS-asphalt blends during their manufacturing. Constr. Build. Mater. 2009, 23, 2769–2774. [Google Scholar] [CrossRef]
- Kaya, D.; Topal, A.; Gupta, J.; McNally, T. Aging effects on the composition and thermal properties of styrene-butadiene-styrene (SBS) modified bitumen. Constr. Build. Mater. 2020, 235, 117450. [Google Scholar] [CrossRef]
- Wu, S.; He, R.; Chen, H.; Li, W.; Li, G. Rheological properties of SBS/CRP composite modified asphalt under different aging treatments. Materials 2020, 13, 4921. [Google Scholar] [CrossRef]
- Yu, C.; Hu, K.; Yang, Q.; Chen, Y. Multi–scale observation of oxidative aging on the enhancement of high–temperature property of SBS–modified asphalt. Constr. Build. Mater. 2021, 313, 125478. [Google Scholar] [CrossRef]
- Lin, P.; Huang, W.; Li, Y.; Tang, N.; Xiao, F. Investigation of influence factors on low temperature properties of SBS modified asphalt. Constr. Build. Mater. 2017, 154, 609–622. [Google Scholar] [CrossRef]
- Wu, S.P.; Pang, L.; Mo, L.T.; Chen, Y.C.; Zhu, G.J. Influence of aging on the evolution of structure, morphology and rheology of base and SBS modified bitumen. Constr. Build. Mater. 2009, 23, 1005–1010. [Google Scholar] [CrossRef]
- Zhang, H.L.; Su, M.M.; Zhao, S.F.; Zhang, Y.P.; Zhang, Z.P. High and low temperature properties of nano-particles/polymer modified asphalt. Constr. Build. Mater. 2016, 114, 323–332. [Google Scholar] [CrossRef]
- D’Angelo, J.; Dongré, R. Practical use of multiple stress creep and recovery test: Characterization of styrene–butadiene–styrene dispersion and other additives in polymer-modified asphalt binders. Transp. Res. Rec. 2009, 2126, 73–82. [Google Scholar] [CrossRef]
- Wang, Y.; Polaczyk, P.; He, J.; Lu, H.; Xiao, R.; Huang, B. Dispersion, compatibility, and rheological properties of graphene-modified asphalt binders. Constr. Build. Mater. 2022, 350, 128886. [Google Scholar] [CrossRef]
- Geng, L.; Liu, Y.; Xu, Q.; Han, F.; Yu, X.; Qin, T. Development of bio-based stabilizers and their effects on the performance of SBS-modified asphalt. Constr. Build. Mater. 2021, 271, 121889. [Google Scholar] [CrossRef]
- Liu, J.; Hao, P.; Jiang, W.; Sun, B. Rheological properties of SBS modified asphalt incorporated polyvinylpyrrolidone stabilized graphene nanoplatelets. Constr. Build. Mater. 2021, 298, 123850. [Google Scholar] [CrossRef]
- Yao, X.; Li, C.; Xu, T. Multi-scale studies on interfacial system compatibility between asphalt and SBS modifier using molecular dynamics simulations and experimental methods. Constr. Build. Mater. 2022, 346, 128502. [Google Scholar] [CrossRef]
- Kang, Y.; Song, M.; Pu, L.; Liu, T. Rheological behaviors of epoxy asphalt binder in comparison of base asphalt binder and SBS modified asphalt binder. Constr. Build. Mater. 2015, 76, 343–350. [Google Scholar] [CrossRef]
- Yan, K.; You, L.; Wang, D. High-temperature performance of polymer-modified asphalt mixes: Preliminary evaluation of the usefulness of standard technical index in polymer-modified asphalt. Polymers 2019, 11, 1404. [Google Scholar] [CrossRef] [PubMed]
- Fu, H.; Xie, L.; Dou, D.; Li, L.; Yu, M.; Yao, S. Storage stability and compatibility of asphalt binder modified by SBS graft copolymer. Constr. Build. Mater. 2007, 21, 1528–1533. [Google Scholar] [CrossRef]
- Wang, J.; Qin, Y.; Huang, S.; Xu, J. Laboratory Evaluation of Aging Behaviour of SBS Modified Asphalt. Adv. Mater. Sci. Eng. 2017, 2017, 3154634. [Google Scholar] [CrossRef]
- Zhang, W.; Ma, T.; Xu, G.; Huang, X.; Ling, M.; Chen, X.; Xue, J. Fatigue Resistance Evaluation of Modified Asphalt Using a Multiple Stress Creep and Recovery (MSCR) Test. Appl. Sci. 2018, 8, 417. [Google Scholar] [CrossRef]
- Huang, W.; Tang, N. Characterizing SBS modified asphalt with sulfur using multiple stress creep recovery test—ScienceDirect. Constr. Build. Mater. 2015, 93, 514–521. [Google Scholar] [CrossRef]
- Ma, T.; Huang, X.; Zhao, Y.; Yuan, H. Aging behaviour and mechanism of SBS-modified asphalt. J. Test. Eval. 2012, 40, 1186–1191. [Google Scholar] [CrossRef]
- Liu, X.; Cao, F.; Xiao, F.; Amirkhanian, S. BBR and DSR testing of aging properties of polymer and polyphosphoric acid–modified asphalt binders. J. Mater. Civ. Eng. 2018, 30, 04018249. [Google Scholar] [CrossRef]
- Campos-Lopez, E.; McIntyre, D.; Fetters, L.J. Thermodynamic and structural properties of polystyrene-polybutadiene-polystyrene block copolymers. Macromolecules 1973, 6, 415–423. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author | Evaluation Indicators | Shear Rate | Shear Temp. | Shear Time | Development Time |
|---|---|---|---|---|---|
| Yan Wang | Softening point, penetration, ductility | — | 180 °C | 1 h | 3 h |
| Yanming Hou | Softening point, penetration, ductility | 3000 r/min | 175 °C | 1 h | 1 h |
| Fuqiang Dong | Softening point, penetration, ductility | 3000 r/min | 200 °C | 1 h | — |
| Yufeng Cong | Softening point, penetration, ductility | 8000 r/min | 180 °C | 2 h | 1 h |
| Mojtaba Mortezaei | Softening point, ductility | 1500 r/min | — | — | — |
| Performance | Unit | Requirement of ES70# Asphalt | Result | |
|---|---|---|---|---|
| Penetration (25 °C, 5 s, 100 g) | 0.1 mm | 60–80 | 68 | |
| Ductility (5 cm/min) | 10 °C | cm | ≥15 | 16.8 |
| 15 °C | cm | ≥100 | >100 | |
| Softening point | °C | ≥46 | 46.2 | |
| Density (15 °C) | g/cm3 | Measured | 1.030 | |
| Brookfield viscosity (135 °C) | Pa·s | - | 0.65 | |
| Grade | Structural Type | Block Copolymer Ratio | Tensile Strength (≥MPa) | Elongation at Break (≥%) | Shore Hardness (A) | Melt Flow Rate (g/10 min) |
|---|---|---|---|---|---|---|
| T-161B | star | 30/70 | 17.7 | 700 | 82 | 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Yi, H.; Cui, Y.; Li, S.; Zhou, S.; Yan, C. Research on the Preparation Process of SBS-Modified Asphalt Using Early Shearing Instead of High-Speed Shearing of Modifier. Appl. Sci. 2023, 13, 10335. https://doi.org/10.3390/app131810335
Wang Y, Yi H, Cui Y, Li S, Zhou S, Yan C. Research on the Preparation Process of SBS-Modified Asphalt Using Early Shearing Instead of High-Speed Shearing of Modifier. Applied Sciences. 2023; 13(18):10335. https://doi.org/10.3390/app131810335
Chicago/Turabian StyleWang, Yanlei, Hongyu Yi, Yong Cui, Shijiang Li, Shengxiong Zhou, and Chuanqi Yan. 2023. "Research on the Preparation Process of SBS-Modified Asphalt Using Early Shearing Instead of High-Speed Shearing of Modifier" Applied Sciences 13, no. 18: 10335. https://doi.org/10.3390/app131810335
APA StyleWang, Y., Yi, H., Cui, Y., Li, S., Zhou, S., & Yan, C. (2023). Research on the Preparation Process of SBS-Modified Asphalt Using Early Shearing Instead of High-Speed Shearing of Modifier. Applied Sciences, 13(18), 10335. https://doi.org/10.3390/app131810335